
ポリ乳酸系樹脂発泡シート成形体、およびポリ乳酸系樹脂発泡シート成形体の製造方法
【課題】 耐熱性及び耐衝撃性が優れたポリ乳酸系樹脂発泡シート成形体を提供することにある。
【解決手段】 ポリ乳酸系樹脂を含むポリ乳酸系樹脂組成物から形成されてなるポリ乳酸系樹脂発泡シートを熱成形することによって形成され、
結晶化度が25%以上であり、且つ加熱速度5℃/分における熱流束示差走査熱量測定において130〜170℃の範囲に発熱ピークが生じるものであることを特徴とするポリ乳酸系樹脂発泡シート成形体を提供する。
【解決手段】 ポリ乳酸系樹脂を含むポリ乳酸系樹脂組成物から形成されてなるポリ乳酸系樹脂発泡シートを熱成形することによって形成され、
結晶化度が25%以上であり、且つ加熱速度5℃/分における熱流束示差走査熱量測定において130〜170℃の範囲に発熱ピークが生じるものであることを特徴とするポリ乳酸系樹脂発泡シート成形体を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリ乳酸系樹脂発泡シート成形体、およびポリ乳酸系樹脂発泡シート成形体の製造方法に関する。
【背景技術】
【0002】
従来より、ポリ乳酸系樹脂発泡シートならびにその成形体に関しては、多くの文献より報告がされている。従来のポリ乳酸系樹脂発泡シート成形体のほとんどは、発泡が容易である非結晶性のポリ乳酸系樹脂組成物を材料として形成されたものである。しかるに、斯かるポリ乳酸系樹脂発泡シート成形体は、耐熱性が低いという問題があった。
斯かる観点から、結晶化度が上昇するのを押さえた状態で結晶性のポリ乳酸系樹脂組成物を発泡成形してポリ乳酸系樹脂発泡シートを形成し、該ポリ乳酸系樹脂発泡シートを熱成形する際に、結晶化度を上昇させることで、耐熱性の優れたポリ乳酸系樹脂発泡シート成形体を得る方法が提案されている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−359910号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、ポリ乳酸系樹脂発泡シート成形体の結晶化度が上昇することで耐熱性が高まる代わりに、樹脂組成の脆性が強くなり、その結果、ポリ乳酸系樹脂発泡シート成形体の耐衝撃性が低下してしまうという問題がある。
【0005】
本発明は、上記問題点に鑑み、耐熱性及び耐衝撃性が優れたポリ乳酸系樹脂発泡シート成形体を提供することを課題とする。
【課題を解決するための手段】
【0006】
本発明は、ポリ乳酸系樹脂を含むポリ乳酸系樹脂組成物から形成されてなるポリ乳酸系樹脂発泡シートを熱成形することによって形成され、
結晶化度が25%以上であり、且つ加熱速度5℃/分における熱流束示差走査熱量測定において130〜170℃の範囲に発熱ピークが生じるものであることを特徴とするポリ乳酸系樹脂発泡シート成形体にある。
【0007】
また、本発明は、ポリ乳酸系樹脂を含むポリ乳酸系樹脂組成物から形成されてなるポリ乳酸系樹脂発泡シートを加熱する第1加熱工程と、該第1加熱工程で加熱したポリ乳酸系樹脂発泡シートを、加熱した成形型で一定時間挟む第2加熱工程とを実施してポリ乳酸系樹脂発泡シート成形体を形成し、該ポリ乳酸系樹脂発泡シート成形体の結晶化度を上昇させることにより、ポリ乳酸系樹脂発泡シート成形体を、結晶化度が25%以上であり且つ加熱速度5℃/分における熱流束示差走査熱量測定において130〜170℃の範囲に発熱ピークが生じるものにすることを特徴とするポリ乳酸系樹脂発泡シートの製造方法にある。
【発明の効果】
【0008】
本発明によれば、耐熱性及び耐衝撃性が優れたポリ乳酸系樹脂発泡シート成形体を提供し得る。
【図面の簡単な説明】
【0009】
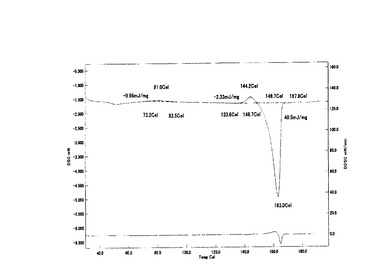
【図1】実施例1のDSCチャート例。
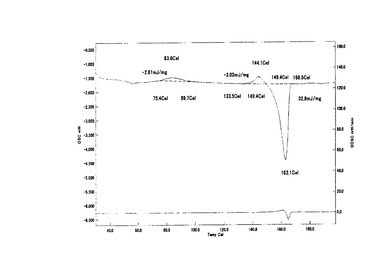
【図2】実施例2のDSCチャート例。
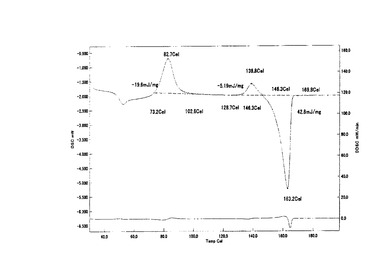
【図3】比較例1のDSCチャート例。
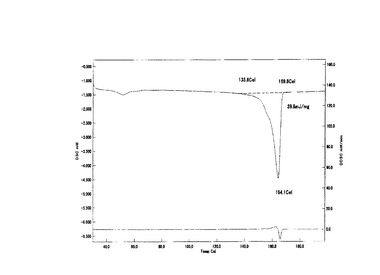
【図4】比較例3のDSCチャート例。
【発明を実施するための形態】
【0010】
以下、本発明の一実施形態について説明する。
【0011】
本実施形態のポリ乳酸系樹脂発泡シート成形体は、ポリ乳酸系樹脂を含むポリ乳酸系樹脂組成物から形成されてなるポリ乳酸系樹脂発泡シートを熱成形することによって形成されてなる。
【0012】
また、本実施形態のポリ乳酸系樹脂発泡シート成形体は、結晶化度が25%以上、好ましくは30%以上、さらに好ましくは35%以上である。本実施形態のポリ乳酸系樹脂発泡シート成形体は、結晶化度が25%以上であることにより、耐熱性が優れたものとなるという利点がある。
尚、前記ポリ乳酸系樹脂発泡シートの結晶化度は、実施例に記載の方法で求めることができる。
【0013】
さらに、本実施形態のポリ乳酸系樹脂発泡シート成形体は、加熱速度5℃/分における熱流束示差走査熱量測定において130〜170℃の範囲に発熱ピークが生じるものである。
また、本実施形態のポリ乳酸系樹脂発泡シート成形体は、加熱速度5℃/分における熱流束示差走査熱量測定において、結晶化度にもよるが概ね60〜110℃において第1発熱ピーク(ΔHexo1 :5℃/分)が生じ、融解吸収ピークの手前に第2発熱ピーク(ΔHexo2 :5℃/分)(130〜170℃)が生じる。本実施形態のポリ乳酸系樹脂発泡シート成形体は、この第2発熱ピークが生じることより、理由はよくは分からないが、耐衝撃性が優れたものとなるという利点がある。本実施形態のポリ乳酸系樹脂発泡シート成形体は、加熱速度5℃/分における熱流束示差走査熱量測定において130℃〜170℃の範囲に生じる発熱ピークの発熱量(ΔHexo2 :5℃/分)は、好ましくは1mJ/mg以上、より好ましくは1〜5mJ/mgであり、さらにより好ましくは1〜4mJ/mgである。本実施形態のポリ乳酸系樹脂発泡シート成形体は、該発熱ピークの発熱量(ΔHexo2 :5℃/分)が1mJ/mg以上であることにより、耐衝撃性が優れたものとなるという利点がある。
尚、熱流束示差走査熱量測定は、実施例に記載の方法で行うものを意味する。
【0014】
前記ポリ乳酸系樹脂組成物は、ポリ乳酸系樹脂を基材樹脂の主成分とする。
【0015】
該ポリ乳酸系樹脂とは、乳酸成分単位を50モル%以上含むポリマーを言う。該ポリマーとしては、(1)乳酸の重合体、(2)乳酸と他の脂肪族ヒドロキシカルボン酸とのコポリマー、(3)乳酸と脂肪族多価アルコールと脂肪族多価カルボン酸とのコポリマー、(4)乳酸と脂肪族多価カルボン酸とのコポリマー、(5)乳酸と脂肪族多価アルコールとのコポリマー、(6)前記(1)〜(5)の何れかの組み合わせによる混合物等を挙げることができる。尚、上記乳酸の具体例としては、L−乳酸、D−乳酸、DL−乳酸又はそれらの環状2量体であるL−ラクチド、D−ラクチド、DL−ラクチド又はそれらの混合物を挙げることができる。
【0016】
また、該ポリ乳酸系樹脂は、結晶性ポリ乳酸系樹脂、或いは、結晶性ポリ乳酸系樹脂と非晶性ポリ乳酸系樹脂との混合物を含む。
結晶性ポリ乳酸系樹脂、或いは、結晶性ポリ乳酸系樹脂と非晶性ポリ乳酸系樹脂との混合物としては、前記熱流束示差走査熱量測定によって求められる吸熱量(ΔHendo)が10mJ/mg以上、好ましくは20mJ/mg以上、更に好ましくは30mJ/mg以上のものである。尚、本発明にて用いるポリ乳酸系樹脂の該吸熱量(ΔHendo)の上限は、特に限定されるものではないが、概ね60mJ/mgである。
また、結晶性ポリ乳酸とは、前記熱流束示差走査熱量測定によって求められる吸熱量(ΔHendo)が2mJ/mgを超えるものとする。尚、該結晶性ポリ乳酸の吸熱量(ΔHendo)は通常20〜65mJ/mgである。
尚、熱流束示差走査熱量測定によって求められる吸熱量(ΔHendo)は、後述の方法にて測定する。
【0017】
前記ポリ乳酸系樹脂が、乳酸のD−体とL−体とが共重合されたものを含み、該共重合体のD−体比率が0.5〜5モル%であり、且つ該ポリ乳酸系樹脂の融点が130〜170℃であることが好ましい。該共重合体のD−体比率が0.5〜5モル%であり、且つ該ポリ乳酸系樹脂の融点が130〜170℃であることにより、該ポリ乳酸系樹脂組成物を発泡させた際におけるポリ乳酸系樹脂組成物の発泡性、ポリ乳酸系樹脂発泡シートの成形性、及びポリ乳酸系樹脂発泡シート成形体の耐熱性が優れたものとなるという利点がある。
【0018】
前記ポリ乳酸系樹脂組成物は、前記ポリ乳酸系樹脂を100重量%備えてなる。或いは、前記ポリ乳酸系樹脂組成物は、前記ポリ乳酸系樹脂と、該ポリ乳酸系樹脂以外の熱可塑性樹脂との混合物であり、該ポリ乳酸系樹脂を50重量%以上100重量%未満の割合で、該熱可塑性樹脂を0重量%を超え且つ50重量%以下の割合で備えてなる。即ち、前記ポリ乳酸系樹脂組成物は、本発明の目的及び効果を達成できる範囲内において、前記ポリ乳酸系樹脂以外の熱可塑性樹脂を50重量%以下の割合を含有してもよい。
また、前記ポリ乳酸系樹脂組成物は、前記ポリ乳酸系樹脂以外の熱可塑性樹脂を含有してなる場合には、好ましくは60重量%以上、更に好ましくは70重量%以上の割合で前記ポリ乳酸系樹脂を含有してなる。尚、ポリ乳酸系樹脂以外の熱可塑性樹脂としては、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリスチレン系樹脂、ポリエステル系樹脂等が挙げられる。本発明では、前記ポリ乳酸系樹脂組成物は、ポリ乳酸系樹脂発泡シート成形体の耐衝撃性が向上するという観点から、熱可塑性エラストマーを含むことが好ましい。
前記熱可塑性エラストマーとしては、オレフィン系エラストマー、スチレン系エラストマー、アクリル系エラストマー、エステル系エラストマーが挙げられるが、それらの中でもポリ乳酸系樹脂との相溶性が良い、アクリル系エラストマー、酸変性させたスチレン系エラストマー、エステル系エラストマーが好ましい。具体的には、三菱レーヨン社製メタブレンW-600A、旭化成社製タフテックMP10、日油社製ノフアロイTZ810などを市販品として好適に使用することができる。
【0019】
前記ポリ乳酸系樹脂発泡シートの見掛け密度は、好ましくは0.063〜0.5g/cm3 であり、より好ましくは0.083〜0.25g/cm3 である。前記ポリ乳酸系樹脂発泡シートの見掛け密度が0.063g/cm3 以上であることにより、本実施形態のポリ乳酸系樹脂発泡シート成形体は、強度が高いものとなり、さらに、前記ポリ乳酸系樹脂発泡シートの熱成型性が良好となり金型通りの形状の成形体となるという利点がある。また、ポリ乳酸系樹脂発泡シートの見掛け密度が0.5g/cm3 以下であることにより、本実施形態のポリ乳酸系樹脂発泡シート成形体は、軽量性、断熱性、緩衝性等の発泡体としての特徴が良好となるという利点がある。
尚、ポリ乳酸系樹脂発泡シートの見掛け密度は、実施例に記載の方法で求めることができる。
【0020】
前記ポリ乳酸系樹脂発泡シートの厚みは、好ましくは0.5〜7mm、より好ましくは0.5〜5mm、更により好ましくは0.7〜3mmである。前記ポリ乳酸系樹脂発泡シートの厚みが0.5mm以上であることにより、本実施形態のポリ乳酸系樹脂発泡シート成形体は、強度が高いものとなるという利点がある。また、前記ポリ乳酸系樹脂発泡シートの厚みが7mm以下であることにより、前記ポリ乳酸系樹脂発泡シートの熱成型性が良好となり、その結果、本実施形態のポリ乳酸系樹脂発泡シート成形体は、厚みムラが少ないものとなるという利点がある。
尚、前記ポリ乳酸系樹脂発泡シートの厚みは、実施例に記載の方法で求めることができる。
【0021】
前記ポリ乳酸系樹脂発泡シートの平均気泡径は、好ましくは0.1〜1mm、より好ましくは0.1〜0.8mm、さらにより好ましくは0.1〜0.6mmである。前記ポリ乳酸系樹脂発泡シートの平均気泡径が0.1mm以上であることにより、ポリ乳酸系樹脂発泡シートの連続気泡率が低下しやすくなり、その結果、本実施形態のポリ乳酸系樹脂発泡シート成形体は、見掛け密度が大きなものになるという利点や、ポリ乳酸系樹脂発泡シートの熱成型性が良好となり、その結果、本実施形態のポリ乳酸系樹脂発泡シート成形体は、厚みムラが少ないものとなるという利点がある。また、前記ポリ乳酸系樹脂発泡シートの平均気泡径が1mm以下であることにより、本実施形態のポリ乳酸系樹脂発泡シート成形体は、断熱性、緩衝性等の発泡体としての特徴が良好となるという利点がある。
尚、前記ポリ乳酸系樹脂発泡シートの平均気泡径は、実施例に記載の方法で求めることができる。
【0022】
前記ポリ乳酸系樹脂発泡シートの連続気泡率は、50%以下が好ましく、40%以下がより好ましく、30%以下が更に好ましい。前記ポリ乳酸系樹脂発泡シートの連続気泡率が50%以下であることにより、ポリ乳酸系樹脂発泡シートの機械的強度、及び熱成形時の二次発泡性が特に優れたものとなるという利点があり、また、本実施形態のポリ乳酸系樹脂発泡シート成形体は、機械的強度が優れ、更に金型再現性などの外観においても優れたものとなるという利点がある。
尚、前記ポリ乳酸系樹脂発泡シートの連続気泡率は、実施例に記載の方法で求めることができる。
【0023】
本実施形態のポリ乳酸系樹脂発泡シート成形体は、前記ポリ乳酸系樹脂発泡シートを熱成形することによって形成されるものである。このため、前記ポリ乳酸系樹脂発泡シートに関して、結晶状態を調整することにより、結晶化度が上昇しすぎて熱成形性を損なわないようにすることが必要である。
斯かる観点から、前記ポリ乳酸系樹脂発泡シートは、加熱速度5℃/分における熱流束示差走査熱量測定によって求められる、吸熱量(ΔHendo:5℃/分)と発熱量(ΔHexo:5℃/分)との差(ΔHendo:5℃/分−ΔHexo:5℃/分)が好ましくは30mJ/mg未満(0mJ/mgも含む)、より好ましくは1〜25mJ/mgである。
前記ポリ乳酸系樹脂発泡シートは、前記(ΔHendo:5℃/分−ΔHexo:5℃/分)が30mJ/mg未満であることにより、熱成形性が優れたものとなるという利点がある。
尚、前記ポリ乳酸系樹脂発泡シートの熱流束示差走査熱量測定は、実施例に記載のポリ乳酸系樹脂発泡シート成形体の熱流束示差走査熱量測定の方法と同様の方法で実施することができる。
【0024】
本実施形態のポリ乳酸系樹脂発泡シート成形体は、上記の如く構成されてなるが、次ぎに、本実施形態のポリ乳酸系樹脂発泡シート成形体の製造方法について説明する。
【0025】
本実施形態のポリ乳酸系樹脂発泡シート成形体の製造方法は、前記ポリ乳酸系樹脂発泡シートを加熱する第1加熱工程と、該第1加熱工程で加熱したポリ乳酸系樹脂発泡シートを、加熱した成形型で一定時間挟む第2加熱工程とを実施してポリ乳酸系樹脂発泡シート成形体を形成し、該ポリ乳酸系樹脂発泡シート成形体の結晶化度を上昇させることにより、ポリ乳酸系樹脂発泡シート成形体を、結晶化度が25%以上であり且つ加熱速度5℃/分における熱流束示差走査熱量測定において130〜170℃の範囲に発熱ピークが生じるものにする方法である。
【0026】
また、本実施形態のポリ乳酸系樹脂発泡シート成形体の製造方法は、前記第2加熱工程で前記加熱した成形型として雄型及び雌型を用い、該第2加熱工程で加熱成形されたポリ乳酸系樹脂発泡シートを前記成形型と同形状の成形体により冷却する冷却工程を実施することにより、ポリ乳酸系樹脂発泡シート成形体を形成する。
【0027】
前記第1加熱工程では、前記ポリ乳酸系樹脂発泡シートを加熱する方法として、加熱板により発泡シートを挟む方法、電熱ヒーターにより、発泡シートを加熱する方法など公知の方法を採用することができる。
【0028】
また、本実施形態のポリ乳酸系樹脂発泡シート成形体の製造方法は、前記第1加熱工程において、ポリ乳酸系樹脂発泡シートの表面温度を好ましくは110〜130℃、より好ましくは120〜130℃にした後に、前記第2加熱工程を実施する。本実施形態のポリ乳酸系樹脂発泡シート成形体の製造方法は、前記第1加熱工程において、ポリ乳酸系樹脂発泡シートの表面温度を110℃以上にした後に、前記第2加熱工程を実施することにより、成形型の転写性が良好となり、更にポリ乳酸系樹脂発泡シートの軟化状態が良好となり、成型時にポリ乳酸系樹脂発泡シートが破れてしまうことが抑制される。また、本実施形態のポリ乳酸系樹脂発泡シート成形体の製造方法は、前記第1加熱工程において、ポリ乳酸系樹脂発泡シートの表面温度を130℃以下にした後に、前記第2加熱工程を実施することにより、ポリ乳酸系樹脂発泡シートの表面状態が良好となり、更に、加熱の段階での結晶化が抑制されることにより、形成されるポリ乳酸系樹脂発泡シート成形体の加熱速度5℃/分における熱流束示差走査熱量測定による130〜170℃の範囲に発熱ピークの発熱量が高まりやすくなり、形成されるポリ乳酸系樹脂発泡シート成形体の耐衝撃性が優れたものとなるという利点がある。
【0029】
また、第2加熱工程は、加熱された雄雌の成形型により、加熱され軟化したポリ乳酸系樹脂発泡シートを挟み込み賦形し、その状態を一定時間保持することで、ポリ乳酸系樹脂発泡シート成形体の結晶化度を上昇させることが出来る。
【0030】
また、第2加熱工程では、加熱された成形型を好ましくは80〜110℃、より好ましくは85〜100℃の温度とする。第2加熱工程は、加熱された成形型を80℃以上とすることにより、ポリ乳酸系樹脂発泡シート成形体の結晶化度が上昇しやすくなるという利点があり、また、結晶化させるための時間を短縮しやすくなり生産性が高まりやすくなるという利点もある。また、第2加熱工程は、加熱された成形型を110℃以下とすることにより、ポリ乳酸系樹脂発泡シートの表面状態が良好となり、結晶化が抑制されてポリ乳酸系樹脂発泡シート成形体の耐衝撃性が優れたものとなるという利点がある。
【0031】
また、本実施形態のポリ乳酸系樹脂発泡シート成形体の製造方法は、基材樹脂としての前記ポリ乳酸系樹脂組成物と気泡調整剤とを押出機に供給し加熱溶融混練した後、発泡剤を押出機内に圧入して混練し、樹脂温度を発泡適正温度に調整してダイから押出して発泡させ発泡体を得、得られた発泡体表面を押出し直後に空気またはミストを吹き付けるなどして急冷、もしくは温風などを吹き付けて保温又は加温することによってポリ乳酸系樹脂発泡シートを得るポリ乳酸系樹脂発泡シート生成工程を備えてなる。
【0032】
前記ダイとしては、環状ダイやTダイ等が挙げられるが、前記好ましい見掛け密度を有し、均一な前記好ましい厚みを有するポリ乳酸系樹脂発泡シートを得るには環状ダイが好ましい。前記ポリ乳酸系樹脂発泡シート生成工程では、環状ダイを用いて押出発泡すると、円筒状の発泡体が得られるので、該発泡体をマンドレルの側面に沿わせて引き取り、押出方向に切り開けば広幅のポリ乳酸系樹脂発泡シートを得ることができる。
【0033】
前記ポリ乳酸系樹脂組成物のポリ乳酸系樹脂は、押出発泡に適していることが、ポリ乳酸系樹脂発泡シートを製造する上で好ましい。押出発泡には一般的に溶融張力の高い樹脂を使うことで発泡倍率の高いポリ乳酸系樹脂発泡シートを得られることが知られており、特に結晶性樹脂の場合は、一般的に溶融張力が低いため、化学架橋や電子線架橋などの方法で樹脂架橋を施したり、高分子量成分を混合するなどして樹脂の溶融張力を高め、押出発泡性を向上させられることが知られている。このような溶融張力を高めた、結晶性ポリ乳酸系樹脂としては、市販品として例えばユニチカ社製テラマックHV6250H、HV8250H、ネイチャーワークス社製INGEO8251Dなどが挙げられる。
【0034】
前記発泡剤としては、低い見掛け密度の発泡シートを得るという観点から、プロパン、ノルマルブタン、イソブタン、ノルマルペンタン、イソペンタン、ヘキサン等の低級アルカン等の炭化水素類、ジメチルエーテルなどのエーテル類、メチルクロライド、エチルクロライド等のハロゲン化炭化水素類、二酸化炭素等の無機ガス類などの物理発泡剤が挙げられる。これらの中でも、ノルマルブタン、イソブタン、ジメチルエーテル、二酸化炭素が好ましい。尚、前記発泡剤として、上記物理発泡剤の他、化学発泡剤、或いは物理発泡剤と化学発泡剤とを併用して使用することもできる。
【0035】
前記気泡調整剤としては、例えばタルク、シリカ等の無機系核剤やポリテトラフルオロエチレンなどの有機系核剤などが好適に使用できる。特にタルクやポリテトラフルオロエチレンが気泡調整のしやすさの点で好ましい。また、前記気泡調整剤は、ステアリン酸カルシウム等の脂肪酸金属塩系の気泡調整剤を適宜含むこともできる。さらに、ポリ乳酸系樹脂発泡シート生成工程においては、目的に応じて着色剤、酸化防止剤、加水分解抑制等の各種添加剤を基材樹脂に添加することもできる。
【0036】
本実施形態のポリ乳酸系樹脂発泡シート成形体の製造方法は、吸熱量と発熱量との差が好ましい範囲内にあるポリ乳酸系樹脂発泡シートを得るという観点から、押出発泡法により得られた発泡体を押出し直後に空気や水などによる発泡体の冷却、もしくは加熱空気や温水などによる発泡体の保温や加温することで発泡体を温調し、調整することが好ましい。
【0037】
本実施形態のポリ乳酸系樹脂発泡シート成形体の製造方法により形成されたポリ乳酸系樹脂発泡シート成形体は、耐熱性及び耐衝撃性に優れた成形体となる。
本実施形態のポリ乳酸系樹脂発泡シート成形体は、耐熱性及び耐衝撃性が優れていることから、弁当箱、カップ麺容器、果物容器、野菜容器等の食品包装容器、精密機器、電気製品の緩衝包装容器等として好適に使用できる。
【0038】
尚、本実施形態のポリ乳酸系樹脂発泡シート成形体、及びポリ乳酸系樹脂発泡シート成形体の製造方法は、上記構成を有するものであったが、本発明のポリ乳酸系樹脂発泡シート成形体、及びポリ乳酸系樹脂発泡シート成形体の製造方法は、上記構成に限定されず、適宜設計変更可能である。
【実施例】
【0039】
次に、実施例および比較例を挙げて本発明についてさらに具体的に説明する。
【0040】
(実施例1)
まず、口径が50mmの第一押出機の先端に、口径が65mmの第二押出機を接続してなるタンデム型押出機を用意した。
そして、このタンデム型押出機の第一押出機に、ポリ乳酸系樹脂としてのユニチカ社製ポリ乳酸系樹脂(製品名:テラマック HV8250H D体量:約1.4モル%)と、発泡核剤としてのタルクを配合した配合樹脂とを、ポリ乳酸系樹脂100重量部に対してタルク3重量部となるように、供給して溶融混練して溶融樹脂組成物を得た。次に、第一押出機の途中から発泡剤としてブタンを圧入し、溶融状態の溶融樹脂組成物とブタンを均一に混合混練した上で、この発泡剤を含む溶融樹脂組成物を第二押出機に連続的に供給して溶融混練しつつ発泡に適した樹脂温度に冷却した。その後、第二押出機の先端に取り付けたスリット口径70mmのサーキュラー金型から吐出量30kg/hr、樹脂温度168℃の条件で該溶融樹脂組成物を押出発泡させ、金型スリットから押出発泡された発泡体を冷却されているマンドレル上に添わせるとともに、その外面をエアリングからエアーを吹き付けて冷却成形し、マンドレル上の一点で、カッターにより円筒状の発泡体を切開して、シート状のポリ乳酸系樹脂発泡シートを得た。
次に、上下加熱板と、雄雌のグラタン容器形状の加熱成形型(容器開口部(リブを含む)外寸法:114mm×175mm、底部外寸法:80mm×125mm、容器深さ外寸法:26mm)と、同様な形状且つ同様な大きさの雄雌のグラタン容器形状の冷却型とを備えたマッチモールドタイプの成形機を用意した。加熱板の温度を140℃、加熱成形型の温度を90℃、冷却型の温度を25℃にセットし、上記で得られた発泡シートを成形機にセットして、加熱板に5秒間挟み加熱した後、直ちに加熱成形型で60秒間プレスして成形及び結晶化促進を行った。次に冷却型で30秒間冷却し、グラタン容器形状のポリ乳酸系樹脂発泡シート成形体を得た。
【0041】
(実施例2)
ポリ乳酸系樹脂としてのユニチカ社製ポリ乳酸系樹脂(製品名:テラマック HV8250H D体量:約1.4モル%)と、熱可塑性エラストマーとしての旭化成社製SEBS(製品名:タフテックMP10)と、発泡核剤としてのタルクを配合した配合樹脂とを、ポリ乳酸系樹脂80重量部に対して、熱可塑性エラストマー20重量部、タルク6重量部となるように、第1押出機に供給して溶融混練して溶融樹脂組成物を得たこと、サキュラーからの吐出量を31kg/hrとしてポリ乳酸系樹脂発泡シートを得たこと以外は、実施例1と同様にポリ乳酸系樹脂発泡シート成形体を作製した。
【0042】
(実施例3)
加熱成形型での加熱成形時間を180秒としたこと以外は、実施例1と同様にポリ乳酸系樹脂発泡シート成形体を作製した。
【0043】
(実施例4)
加熱成形型での加熱成形時間を40秒としたこと以外は、実施例1と同様にポリ乳酸系樹脂発泡シート成形体を作製した。
【0044】
(実施例5)
加熱板での加熱時間を10秒としたこと以外は、実施例1と同様にポリ乳酸系樹脂発泡シート成形体を作製した。
【0045】
(比較例1)
加熱成形型での加熱成形を実施しなかったこと以外は、実施例1と同様にポリ乳酸系樹脂発泡シート成形体を作製した。
【0046】
(比較例2)
加熱成形型での加熱成形を実施しなかったこと以外は、実施例1と同様にポリ乳酸系樹脂発泡シート成形体を作製した。
【0047】
(比較例3)
加熱板での加熱時間を20秒としたこと以外は、実施例1と同様にポリ乳酸系樹脂発泡シート成形体を作製した。
【0048】
実施例及び比較例のポリ乳酸系樹脂発泡シートの見掛け密度、厚み、秤量、平均気泡径、連続気泡率、および加熱板での加熱工程直後の表面温度を測定し、また、ポリ乳酸系樹脂発泡シート成形体の熱流束示差走査熱量、容器落球試験高さ、および加熱寸法変化率を測定した。試験方法を以下に示す。
【0049】
(見掛け密度)
見掛け密度に関しては、ポリ乳酸系樹脂発泡シートから10×10cmの測定サンプルを幅方向に3枚切出し、それぞれのサンプルの厚みと重量を測定して、各サンプルの重量と体積から算出した密度の算術平均値をポリ乳酸系樹脂発泡シートの見掛け密度とした。
【0050】
(厚み)
厚みに関しては、発泡シートの全幅を幅方向に12等分した間隔において厚みを測定し、求められた各測定値の算術平均値をポリ乳酸系樹脂発泡シートの厚みとした。
【0051】
(秤量)
秤量は、ポリ乳酸系樹脂発泡シートを押出方向に20cmの幅で押出方向と直交方向に切取り、その切片の重量W(g)と面積S(cm2 )から下記式にて求めた。
坪量(g/m2)=W/S×10000
【0052】
(平均気泡径)
平均気泡径は、ASTM D2842−69の試験方法に準拠して測定した。
具体的には、発泡シートをMD方向(押出方向)及びTD方向(押出方向に直交する方向)に沿って切断し、それぞれの切断面の中央部を走査型電子顕微鏡((株)日立製作所製S−3000N)で拡大して場所を変えて2枚撮影した。
次に、撮影した画像をA4用紙上に印刷し、画像上に長さ60mmの直線を3本、描いた。なお、MD方向に切断した切断面についてはMD方向に平行に、TD方向に切断した切断面についてはTD方向に平行に直線を描いた。さらにVD方向は、MD、TDそれぞれ1枚の画像上に直線を描いた。このとき直線上に気泡が10〜20個存在するように、上記電子顕微鏡での拡大倍率を調整した。
そして、上記各方向に6本引いた直線上に存在するそれぞれの方向の平均気泡数から気泡の平均弦長(t)を下記式によりそれぞれ算出し、この平均弦長から下記式により各方向(MD方向、TD方向、VD方向)の気泡径をそれぞれ算出した。
平均弦長t=60(mm)/(気泡数×写真の倍率)
気泡径 D=t/0.616(mm)
なお、直線を描くにあたっては、できるだけ直線が気泡に点接触することなく貫通した状態となるようにした。又、一部の気泡が直線に点接触してしまう場合には、この気泡も気泡数に含め、更に、直線の両端部が気泡を貫通することなく、気泡内に位置した状態となる場合には、直線の両端部が位置している気泡も気泡数に含めた。
そして、得られたMD方向の気泡径(DMD)とTD方向の気泡径(DTD)とVD方向の気泡径(DVD)との相乗平均値をポリ乳酸系樹脂発泡シートの平均気泡径とした。即ち、下記式により、ポリ乳酸系樹脂発泡シートの平均気泡径を算出した。
平均気泡径(mm)=(DMD×DTD×DVD)1/3
【0053】
(連続気泡率)
連続気泡率は、東京サイエンス(株)社製 空気比較式比重計を用いて測定される、ポリ乳酸系樹脂発泡シートの試験片の体積Vから、下記式より算出した。
連続気泡率(%)=(V0 −V)/V0 ×100
尚、上記式において、Vは上記した方法で測定される試験片の体積(cm3)、V0は測定に使用した試験片の外形寸法から計算される試験片の見掛けの体積(cm3)である。
【0054】
(加熱工程直後の表面温度)
ポリ乳酸系樹脂発泡シートを熱成形機にセットし、加熱板での加熱工程が終了した直後のポリ乳酸系樹脂発泡シートの表面温度を堀場製作所社製放射温度計IT−550を用いて測定した。このときポリ乳酸系樹脂発泡シートの放射率を0.85として、放射温度計を設定し測定した。
加熱工程直後とは、熱成形機が加熱工程を加熱板に挟んで行うタイプのものである場合には、加熱が終わり、加熱板が開いて加熱板からポリ乳酸系樹脂発泡シートが離れて2秒以内のことを意味し、熱成形機が加熱を電気ヒーターなどの加熱炉で行うタイプのものである場合には、加熱炉からポリ乳酸系樹脂発泡シートが出て2秒以内のことを意味する。
【0055】
(熱流束示差走査熱量、および結晶化度)
熱流束示差走査熱量は、JIS K7122−1987に記載される熱流束示差走査熱量測定(熱流束DSC)に準拠して測定した。
具体的には、エスアイアイナノテクノロジー(株)製示差走査熱量計装置 DSC6220型を用いて測定容器にポリ乳酸系樹脂発泡シート成形体の試料を6〜7mg充てんして、窒素ガス流量30mL/minのもと5℃/minの加熱速度で30〜210℃の範囲で結晶化発熱量と融解吸熱量を測定し、結晶化度を次式により求めた。
結晶化度(%)=[吸熱量(ΔHendo:5℃/分)(mJ)−発熱量(ΔHexo:5℃/分)(mJ)]/完全結晶の融解熱量(mJ)×100
ただし、ポリ乳酸系樹脂の完全結晶の融解熱量を93mJとした。
ここで、測定される融解吸熱量と結晶化発熱量は、上記熱流束示差走査熱量測定によって得られるDSCチャートの各ピークの面積である。面積を求める場合は、各ピーク毎にベースラインから離れる点とベースラインに戻る点を直線で結び、直線とDSCカーブとに囲まれた部分を各ピークの面積とした。ただし、結晶化度にもよるが概ね60〜110において第1発熱ピーク(ΔHexo1 :5℃/分)が観察され、融解吸収ピークの手前に第2発熱ピーク(ΔHexo2 :5℃/分)(130〜170℃)が観察される場合がある。この場合、第1発熱ピーク(ΔHexo1 :5℃/分)の面積は、第2発熱ピークのベースライン第1発熱ピークに延長して、延長したベースラインをもとに、第1発熱ピークの高温側のベースラインから離れた点と、第1発熱ピークの低温側のピークとベースラインが交わった点とで囲まれた部分をピーク面積とした。第2発熱ピークの発熱量(ΔHexo2 :5℃/分)を求める場合は、上記の測定方法により、第2発熱ピークから続く融解吸熱ピークを含めたピーク曲線について、第2発熱ピークの低温側のベースラインから離れる点と、第2発熱ピークの高温側のベースラインに戻る点を直線で結び、第2発熱量(ΔHexo2 :5℃/分)とした。そして、第1発熱ピークと第2発熱ピークが観察される場合は、その総和を結晶化発熱量とした。
ポリ乳酸系樹脂発泡シート成形体の結晶化度は、ポリ乳酸系樹脂発泡シート成形体から試験片2つを切り取り、それぞれについて、上記方法で測定した結晶化度の算術平均値をもって、ポリ乳酸系樹脂発泡シート成形体の結晶化度とした。また、本発明の発泡シートが結晶性ポリ乳酸樹脂に非結晶性ポリ乳酸樹脂又は、その他の非結晶性の熱可塑性樹脂を含んでいる場合は、結晶性ポリ乳酸樹脂の混合割合にて、測定で得られた結晶化度の値を割り返すことにより得られた値をその成形体の結晶化度とした。
また、ポリ乳酸系樹脂発泡シートを熱成形したポリ乳酸系樹脂発泡シート成形体の第2発熱ピークの発熱量(ΔHexo2 :5℃/分)は、成形体から試験片2つを切り取り、それぞれについて、上記測定法で求めた第2発熱ピークの発熱量(ΔHexo2 :5℃/分)の算術平均値を第2発熱ピークの発熱量(ΔHexo2 :5℃/分)とした。また、ポリ乳酸系樹脂発泡シートが結晶性ポリ乳酸樹脂に非結晶性ポリ乳酸樹脂又は、その他の非結晶性の熱可塑性樹脂を含んでいる場合は、結晶性ポリ乳酸樹脂の混合割合にて、測定で得られた第2発熱ピークの発熱量(ΔHexo2 :5℃/分)の値を割り返すことにより得られた値をそのポリ乳酸系樹脂発泡シート成形体の第2発熱ピークの発熱量(ΔHexo2 :5℃/分)とした。
【0056】
(容器落球試験高さ)
高さ調整の出来る電磁石を有する鉄球落下装置を用意し、電磁石の直下にポリ乳酸系樹脂発泡シート成形体(グラタン容器成形体)を底部を上に向けて設置した。電磁石に重さ510gの鉄球を吸着させて、所定の高さから電磁石の電源を切って鉄球を落下させて、グラタン容器成形体に衝撃させ、鉄球を5回落下させて1回も容器が破損しないことを確認し、試験高さを5cmずつ上げていき、1回でも容器が破損したときのひとつ前の試験高さを容器落球試験高さ(cm)とした。
【0057】
(加熱寸法変化率)
140℃に設定した熱風循環式のオーブンにポリ乳酸系樹脂発泡シート成形体を入れて10分間加熱した後、オーブンから取り出して室温に自然冷却させた。加熱前と加熱後のポリ乳酸系樹脂発泡シート成形体の容器高さを測定し、加熱寸法変化率を下記式より計算した。なお、試験体数を2とし、その平均値をもって加熱寸法変化率とした。
加熱寸法変化率(%)=(加熱後の容器高さ−加熱前の容器高さ)×100
尚、容器高さは、ポリ乳酸系樹脂発泡シート成形体(グラタン容器形状成形体)を底部
が上向きとなるように水平台に静置させたときの台面から容器底部までの距離とした。
【0058】
上記試験の結果を表1、2に示す。また、実施例1、2、比較例1、3のDSCチャート例を図1〜4に示す。
【0059】
【表1】

【0060】
【表2】
【0061】
表2に示すように、本発明の範囲内である実施例1〜5のポリ乳酸系樹脂発泡シート成形体は、結晶化度が本発明の範囲内の値よりも小さい比較例1、2に比して、加熱寸法変化率が小さいこと、即ち、耐熱性が優れていることが示された。また、本発明の範囲内である実施例1〜5のポリ乳酸系樹脂発泡シート成形体は、第2発熱ピークが生じない比較例3に比して、容器落球試験高さが高いこと、即ち、耐衝撃性が優れていることが示された。
【技術分野】
【0001】
本発明は、ポリ乳酸系樹脂発泡シート成形体、およびポリ乳酸系樹脂発泡シート成形体の製造方法に関する。
【背景技術】
【0002】
従来より、ポリ乳酸系樹脂発泡シートならびにその成形体に関しては、多くの文献より報告がされている。従来のポリ乳酸系樹脂発泡シート成形体のほとんどは、発泡が容易である非結晶性のポリ乳酸系樹脂組成物を材料として形成されたものである。しかるに、斯かるポリ乳酸系樹脂発泡シート成形体は、耐熱性が低いという問題があった。
斯かる観点から、結晶化度が上昇するのを押さえた状態で結晶性のポリ乳酸系樹脂組成物を発泡成形してポリ乳酸系樹脂発泡シートを形成し、該ポリ乳酸系樹脂発泡シートを熱成形する際に、結晶化度を上昇させることで、耐熱性の優れたポリ乳酸系樹脂発泡シート成形体を得る方法が提案されている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−359910号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、ポリ乳酸系樹脂発泡シート成形体の結晶化度が上昇することで耐熱性が高まる代わりに、樹脂組成の脆性が強くなり、その結果、ポリ乳酸系樹脂発泡シート成形体の耐衝撃性が低下してしまうという問題がある。
【0005】
本発明は、上記問題点に鑑み、耐熱性及び耐衝撃性が優れたポリ乳酸系樹脂発泡シート成形体を提供することを課題とする。
【課題を解決するための手段】
【0006】
本発明は、ポリ乳酸系樹脂を含むポリ乳酸系樹脂組成物から形成されてなるポリ乳酸系樹脂発泡シートを熱成形することによって形成され、
結晶化度が25%以上であり、且つ加熱速度5℃/分における熱流束示差走査熱量測定において130〜170℃の範囲に発熱ピークが生じるものであることを特徴とするポリ乳酸系樹脂発泡シート成形体にある。
【0007】
また、本発明は、ポリ乳酸系樹脂を含むポリ乳酸系樹脂組成物から形成されてなるポリ乳酸系樹脂発泡シートを加熱する第1加熱工程と、該第1加熱工程で加熱したポリ乳酸系樹脂発泡シートを、加熱した成形型で一定時間挟む第2加熱工程とを実施してポリ乳酸系樹脂発泡シート成形体を形成し、該ポリ乳酸系樹脂発泡シート成形体の結晶化度を上昇させることにより、ポリ乳酸系樹脂発泡シート成形体を、結晶化度が25%以上であり且つ加熱速度5℃/分における熱流束示差走査熱量測定において130〜170℃の範囲に発熱ピークが生じるものにすることを特徴とするポリ乳酸系樹脂発泡シートの製造方法にある。
【発明の効果】
【0008】
本発明によれば、耐熱性及び耐衝撃性が優れたポリ乳酸系樹脂発泡シート成形体を提供し得る。
【図面の簡単な説明】
【0009】
【図1】実施例1のDSCチャート例。
【図2】実施例2のDSCチャート例。
【図3】比較例1のDSCチャート例。
【図4】比較例3のDSCチャート例。
【発明を実施するための形態】
【0010】
以下、本発明の一実施形態について説明する。
【0011】
本実施形態のポリ乳酸系樹脂発泡シート成形体は、ポリ乳酸系樹脂を含むポリ乳酸系樹脂組成物から形成されてなるポリ乳酸系樹脂発泡シートを熱成形することによって形成されてなる。
【0012】
また、本実施形態のポリ乳酸系樹脂発泡シート成形体は、結晶化度が25%以上、好ましくは30%以上、さらに好ましくは35%以上である。本実施形態のポリ乳酸系樹脂発泡シート成形体は、結晶化度が25%以上であることにより、耐熱性が優れたものとなるという利点がある。
尚、前記ポリ乳酸系樹脂発泡シートの結晶化度は、実施例に記載の方法で求めることができる。
【0013】
さらに、本実施形態のポリ乳酸系樹脂発泡シート成形体は、加熱速度5℃/分における熱流束示差走査熱量測定において130〜170℃の範囲に発熱ピークが生じるものである。
また、本実施形態のポリ乳酸系樹脂発泡シート成形体は、加熱速度5℃/分における熱流束示差走査熱量測定において、結晶化度にもよるが概ね60〜110℃において第1発熱ピーク(ΔHexo1 :5℃/分)が生じ、融解吸収ピークの手前に第2発熱ピーク(ΔHexo2 :5℃/分)(130〜170℃)が生じる。本実施形態のポリ乳酸系樹脂発泡シート成形体は、この第2発熱ピークが生じることより、理由はよくは分からないが、耐衝撃性が優れたものとなるという利点がある。本実施形態のポリ乳酸系樹脂発泡シート成形体は、加熱速度5℃/分における熱流束示差走査熱量測定において130℃〜170℃の範囲に生じる発熱ピークの発熱量(ΔHexo2 :5℃/分)は、好ましくは1mJ/mg以上、より好ましくは1〜5mJ/mgであり、さらにより好ましくは1〜4mJ/mgである。本実施形態のポリ乳酸系樹脂発泡シート成形体は、該発熱ピークの発熱量(ΔHexo2 :5℃/分)が1mJ/mg以上であることにより、耐衝撃性が優れたものとなるという利点がある。
尚、熱流束示差走査熱量測定は、実施例に記載の方法で行うものを意味する。
【0014】
前記ポリ乳酸系樹脂組成物は、ポリ乳酸系樹脂を基材樹脂の主成分とする。
【0015】
該ポリ乳酸系樹脂とは、乳酸成分単位を50モル%以上含むポリマーを言う。該ポリマーとしては、(1)乳酸の重合体、(2)乳酸と他の脂肪族ヒドロキシカルボン酸とのコポリマー、(3)乳酸と脂肪族多価アルコールと脂肪族多価カルボン酸とのコポリマー、(4)乳酸と脂肪族多価カルボン酸とのコポリマー、(5)乳酸と脂肪族多価アルコールとのコポリマー、(6)前記(1)〜(5)の何れかの組み合わせによる混合物等を挙げることができる。尚、上記乳酸の具体例としては、L−乳酸、D−乳酸、DL−乳酸又はそれらの環状2量体であるL−ラクチド、D−ラクチド、DL−ラクチド又はそれらの混合物を挙げることができる。
【0016】
また、該ポリ乳酸系樹脂は、結晶性ポリ乳酸系樹脂、或いは、結晶性ポリ乳酸系樹脂と非晶性ポリ乳酸系樹脂との混合物を含む。
結晶性ポリ乳酸系樹脂、或いは、結晶性ポリ乳酸系樹脂と非晶性ポリ乳酸系樹脂との混合物としては、前記熱流束示差走査熱量測定によって求められる吸熱量(ΔHendo)が10mJ/mg以上、好ましくは20mJ/mg以上、更に好ましくは30mJ/mg以上のものである。尚、本発明にて用いるポリ乳酸系樹脂の該吸熱量(ΔHendo)の上限は、特に限定されるものではないが、概ね60mJ/mgである。
また、結晶性ポリ乳酸とは、前記熱流束示差走査熱量測定によって求められる吸熱量(ΔHendo)が2mJ/mgを超えるものとする。尚、該結晶性ポリ乳酸の吸熱量(ΔHendo)は通常20〜65mJ/mgである。
尚、熱流束示差走査熱量測定によって求められる吸熱量(ΔHendo)は、後述の方法にて測定する。
【0017】
前記ポリ乳酸系樹脂が、乳酸のD−体とL−体とが共重合されたものを含み、該共重合体のD−体比率が0.5〜5モル%であり、且つ該ポリ乳酸系樹脂の融点が130〜170℃であることが好ましい。該共重合体のD−体比率が0.5〜5モル%であり、且つ該ポリ乳酸系樹脂の融点が130〜170℃であることにより、該ポリ乳酸系樹脂組成物を発泡させた際におけるポリ乳酸系樹脂組成物の発泡性、ポリ乳酸系樹脂発泡シートの成形性、及びポリ乳酸系樹脂発泡シート成形体の耐熱性が優れたものとなるという利点がある。
【0018】
前記ポリ乳酸系樹脂組成物は、前記ポリ乳酸系樹脂を100重量%備えてなる。或いは、前記ポリ乳酸系樹脂組成物は、前記ポリ乳酸系樹脂と、該ポリ乳酸系樹脂以外の熱可塑性樹脂との混合物であり、該ポリ乳酸系樹脂を50重量%以上100重量%未満の割合で、該熱可塑性樹脂を0重量%を超え且つ50重量%以下の割合で備えてなる。即ち、前記ポリ乳酸系樹脂組成物は、本発明の目的及び効果を達成できる範囲内において、前記ポリ乳酸系樹脂以外の熱可塑性樹脂を50重量%以下の割合を含有してもよい。
また、前記ポリ乳酸系樹脂組成物は、前記ポリ乳酸系樹脂以外の熱可塑性樹脂を含有してなる場合には、好ましくは60重量%以上、更に好ましくは70重量%以上の割合で前記ポリ乳酸系樹脂を含有してなる。尚、ポリ乳酸系樹脂以外の熱可塑性樹脂としては、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリスチレン系樹脂、ポリエステル系樹脂等が挙げられる。本発明では、前記ポリ乳酸系樹脂組成物は、ポリ乳酸系樹脂発泡シート成形体の耐衝撃性が向上するという観点から、熱可塑性エラストマーを含むことが好ましい。
前記熱可塑性エラストマーとしては、オレフィン系エラストマー、スチレン系エラストマー、アクリル系エラストマー、エステル系エラストマーが挙げられるが、それらの中でもポリ乳酸系樹脂との相溶性が良い、アクリル系エラストマー、酸変性させたスチレン系エラストマー、エステル系エラストマーが好ましい。具体的には、三菱レーヨン社製メタブレンW-600A、旭化成社製タフテックMP10、日油社製ノフアロイTZ810などを市販品として好適に使用することができる。
【0019】
前記ポリ乳酸系樹脂発泡シートの見掛け密度は、好ましくは0.063〜0.5g/cm3 であり、より好ましくは0.083〜0.25g/cm3 である。前記ポリ乳酸系樹脂発泡シートの見掛け密度が0.063g/cm3 以上であることにより、本実施形態のポリ乳酸系樹脂発泡シート成形体は、強度が高いものとなり、さらに、前記ポリ乳酸系樹脂発泡シートの熱成型性が良好となり金型通りの形状の成形体となるという利点がある。また、ポリ乳酸系樹脂発泡シートの見掛け密度が0.5g/cm3 以下であることにより、本実施形態のポリ乳酸系樹脂発泡シート成形体は、軽量性、断熱性、緩衝性等の発泡体としての特徴が良好となるという利点がある。
尚、ポリ乳酸系樹脂発泡シートの見掛け密度は、実施例に記載の方法で求めることができる。
【0020】
前記ポリ乳酸系樹脂発泡シートの厚みは、好ましくは0.5〜7mm、より好ましくは0.5〜5mm、更により好ましくは0.7〜3mmである。前記ポリ乳酸系樹脂発泡シートの厚みが0.5mm以上であることにより、本実施形態のポリ乳酸系樹脂発泡シート成形体は、強度が高いものとなるという利点がある。また、前記ポリ乳酸系樹脂発泡シートの厚みが7mm以下であることにより、前記ポリ乳酸系樹脂発泡シートの熱成型性が良好となり、その結果、本実施形態のポリ乳酸系樹脂発泡シート成形体は、厚みムラが少ないものとなるという利点がある。
尚、前記ポリ乳酸系樹脂発泡シートの厚みは、実施例に記載の方法で求めることができる。
【0021】
前記ポリ乳酸系樹脂発泡シートの平均気泡径は、好ましくは0.1〜1mm、より好ましくは0.1〜0.8mm、さらにより好ましくは0.1〜0.6mmである。前記ポリ乳酸系樹脂発泡シートの平均気泡径が0.1mm以上であることにより、ポリ乳酸系樹脂発泡シートの連続気泡率が低下しやすくなり、その結果、本実施形態のポリ乳酸系樹脂発泡シート成形体は、見掛け密度が大きなものになるという利点や、ポリ乳酸系樹脂発泡シートの熱成型性が良好となり、その結果、本実施形態のポリ乳酸系樹脂発泡シート成形体は、厚みムラが少ないものとなるという利点がある。また、前記ポリ乳酸系樹脂発泡シートの平均気泡径が1mm以下であることにより、本実施形態のポリ乳酸系樹脂発泡シート成形体は、断熱性、緩衝性等の発泡体としての特徴が良好となるという利点がある。
尚、前記ポリ乳酸系樹脂発泡シートの平均気泡径は、実施例に記載の方法で求めることができる。
【0022】
前記ポリ乳酸系樹脂発泡シートの連続気泡率は、50%以下が好ましく、40%以下がより好ましく、30%以下が更に好ましい。前記ポリ乳酸系樹脂発泡シートの連続気泡率が50%以下であることにより、ポリ乳酸系樹脂発泡シートの機械的強度、及び熱成形時の二次発泡性が特に優れたものとなるという利点があり、また、本実施形態のポリ乳酸系樹脂発泡シート成形体は、機械的強度が優れ、更に金型再現性などの外観においても優れたものとなるという利点がある。
尚、前記ポリ乳酸系樹脂発泡シートの連続気泡率は、実施例に記載の方法で求めることができる。
【0023】
本実施形態のポリ乳酸系樹脂発泡シート成形体は、前記ポリ乳酸系樹脂発泡シートを熱成形することによって形成されるものである。このため、前記ポリ乳酸系樹脂発泡シートに関して、結晶状態を調整することにより、結晶化度が上昇しすぎて熱成形性を損なわないようにすることが必要である。
斯かる観点から、前記ポリ乳酸系樹脂発泡シートは、加熱速度5℃/分における熱流束示差走査熱量測定によって求められる、吸熱量(ΔHendo:5℃/分)と発熱量(ΔHexo:5℃/分)との差(ΔHendo:5℃/分−ΔHexo:5℃/分)が好ましくは30mJ/mg未満(0mJ/mgも含む)、より好ましくは1〜25mJ/mgである。
前記ポリ乳酸系樹脂発泡シートは、前記(ΔHendo:5℃/分−ΔHexo:5℃/分)が30mJ/mg未満であることにより、熱成形性が優れたものとなるという利点がある。
尚、前記ポリ乳酸系樹脂発泡シートの熱流束示差走査熱量測定は、実施例に記載のポリ乳酸系樹脂発泡シート成形体の熱流束示差走査熱量測定の方法と同様の方法で実施することができる。
【0024】
本実施形態のポリ乳酸系樹脂発泡シート成形体は、上記の如く構成されてなるが、次ぎに、本実施形態のポリ乳酸系樹脂発泡シート成形体の製造方法について説明する。
【0025】
本実施形態のポリ乳酸系樹脂発泡シート成形体の製造方法は、前記ポリ乳酸系樹脂発泡シートを加熱する第1加熱工程と、該第1加熱工程で加熱したポリ乳酸系樹脂発泡シートを、加熱した成形型で一定時間挟む第2加熱工程とを実施してポリ乳酸系樹脂発泡シート成形体を形成し、該ポリ乳酸系樹脂発泡シート成形体の結晶化度を上昇させることにより、ポリ乳酸系樹脂発泡シート成形体を、結晶化度が25%以上であり且つ加熱速度5℃/分における熱流束示差走査熱量測定において130〜170℃の範囲に発熱ピークが生じるものにする方法である。
【0026】
また、本実施形態のポリ乳酸系樹脂発泡シート成形体の製造方法は、前記第2加熱工程で前記加熱した成形型として雄型及び雌型を用い、該第2加熱工程で加熱成形されたポリ乳酸系樹脂発泡シートを前記成形型と同形状の成形体により冷却する冷却工程を実施することにより、ポリ乳酸系樹脂発泡シート成形体を形成する。
【0027】
前記第1加熱工程では、前記ポリ乳酸系樹脂発泡シートを加熱する方法として、加熱板により発泡シートを挟む方法、電熱ヒーターにより、発泡シートを加熱する方法など公知の方法を採用することができる。
【0028】
また、本実施形態のポリ乳酸系樹脂発泡シート成形体の製造方法は、前記第1加熱工程において、ポリ乳酸系樹脂発泡シートの表面温度を好ましくは110〜130℃、より好ましくは120〜130℃にした後に、前記第2加熱工程を実施する。本実施形態のポリ乳酸系樹脂発泡シート成形体の製造方法は、前記第1加熱工程において、ポリ乳酸系樹脂発泡シートの表面温度を110℃以上にした後に、前記第2加熱工程を実施することにより、成形型の転写性が良好となり、更にポリ乳酸系樹脂発泡シートの軟化状態が良好となり、成型時にポリ乳酸系樹脂発泡シートが破れてしまうことが抑制される。また、本実施形態のポリ乳酸系樹脂発泡シート成形体の製造方法は、前記第1加熱工程において、ポリ乳酸系樹脂発泡シートの表面温度を130℃以下にした後に、前記第2加熱工程を実施することにより、ポリ乳酸系樹脂発泡シートの表面状態が良好となり、更に、加熱の段階での結晶化が抑制されることにより、形成されるポリ乳酸系樹脂発泡シート成形体の加熱速度5℃/分における熱流束示差走査熱量測定による130〜170℃の範囲に発熱ピークの発熱量が高まりやすくなり、形成されるポリ乳酸系樹脂発泡シート成形体の耐衝撃性が優れたものとなるという利点がある。
【0029】
また、第2加熱工程は、加熱された雄雌の成形型により、加熱され軟化したポリ乳酸系樹脂発泡シートを挟み込み賦形し、その状態を一定時間保持することで、ポリ乳酸系樹脂発泡シート成形体の結晶化度を上昇させることが出来る。
【0030】
また、第2加熱工程では、加熱された成形型を好ましくは80〜110℃、より好ましくは85〜100℃の温度とする。第2加熱工程は、加熱された成形型を80℃以上とすることにより、ポリ乳酸系樹脂発泡シート成形体の結晶化度が上昇しやすくなるという利点があり、また、結晶化させるための時間を短縮しやすくなり生産性が高まりやすくなるという利点もある。また、第2加熱工程は、加熱された成形型を110℃以下とすることにより、ポリ乳酸系樹脂発泡シートの表面状態が良好となり、結晶化が抑制されてポリ乳酸系樹脂発泡シート成形体の耐衝撃性が優れたものとなるという利点がある。
【0031】
また、本実施形態のポリ乳酸系樹脂発泡シート成形体の製造方法は、基材樹脂としての前記ポリ乳酸系樹脂組成物と気泡調整剤とを押出機に供給し加熱溶融混練した後、発泡剤を押出機内に圧入して混練し、樹脂温度を発泡適正温度に調整してダイから押出して発泡させ発泡体を得、得られた発泡体表面を押出し直後に空気またはミストを吹き付けるなどして急冷、もしくは温風などを吹き付けて保温又は加温することによってポリ乳酸系樹脂発泡シートを得るポリ乳酸系樹脂発泡シート生成工程を備えてなる。
【0032】
前記ダイとしては、環状ダイやTダイ等が挙げられるが、前記好ましい見掛け密度を有し、均一な前記好ましい厚みを有するポリ乳酸系樹脂発泡シートを得るには環状ダイが好ましい。前記ポリ乳酸系樹脂発泡シート生成工程では、環状ダイを用いて押出発泡すると、円筒状の発泡体が得られるので、該発泡体をマンドレルの側面に沿わせて引き取り、押出方向に切り開けば広幅のポリ乳酸系樹脂発泡シートを得ることができる。
【0033】
前記ポリ乳酸系樹脂組成物のポリ乳酸系樹脂は、押出発泡に適していることが、ポリ乳酸系樹脂発泡シートを製造する上で好ましい。押出発泡には一般的に溶融張力の高い樹脂を使うことで発泡倍率の高いポリ乳酸系樹脂発泡シートを得られることが知られており、特に結晶性樹脂の場合は、一般的に溶融張力が低いため、化学架橋や電子線架橋などの方法で樹脂架橋を施したり、高分子量成分を混合するなどして樹脂の溶融張力を高め、押出発泡性を向上させられることが知られている。このような溶融張力を高めた、結晶性ポリ乳酸系樹脂としては、市販品として例えばユニチカ社製テラマックHV6250H、HV8250H、ネイチャーワークス社製INGEO8251Dなどが挙げられる。
【0034】
前記発泡剤としては、低い見掛け密度の発泡シートを得るという観点から、プロパン、ノルマルブタン、イソブタン、ノルマルペンタン、イソペンタン、ヘキサン等の低級アルカン等の炭化水素類、ジメチルエーテルなどのエーテル類、メチルクロライド、エチルクロライド等のハロゲン化炭化水素類、二酸化炭素等の無機ガス類などの物理発泡剤が挙げられる。これらの中でも、ノルマルブタン、イソブタン、ジメチルエーテル、二酸化炭素が好ましい。尚、前記発泡剤として、上記物理発泡剤の他、化学発泡剤、或いは物理発泡剤と化学発泡剤とを併用して使用することもできる。
【0035】
前記気泡調整剤としては、例えばタルク、シリカ等の無機系核剤やポリテトラフルオロエチレンなどの有機系核剤などが好適に使用できる。特にタルクやポリテトラフルオロエチレンが気泡調整のしやすさの点で好ましい。また、前記気泡調整剤は、ステアリン酸カルシウム等の脂肪酸金属塩系の気泡調整剤を適宜含むこともできる。さらに、ポリ乳酸系樹脂発泡シート生成工程においては、目的に応じて着色剤、酸化防止剤、加水分解抑制等の各種添加剤を基材樹脂に添加することもできる。
【0036】
本実施形態のポリ乳酸系樹脂発泡シート成形体の製造方法は、吸熱量と発熱量との差が好ましい範囲内にあるポリ乳酸系樹脂発泡シートを得るという観点から、押出発泡法により得られた発泡体を押出し直後に空気や水などによる発泡体の冷却、もしくは加熱空気や温水などによる発泡体の保温や加温することで発泡体を温調し、調整することが好ましい。
【0037】
本実施形態のポリ乳酸系樹脂発泡シート成形体の製造方法により形成されたポリ乳酸系樹脂発泡シート成形体は、耐熱性及び耐衝撃性に優れた成形体となる。
本実施形態のポリ乳酸系樹脂発泡シート成形体は、耐熱性及び耐衝撃性が優れていることから、弁当箱、カップ麺容器、果物容器、野菜容器等の食品包装容器、精密機器、電気製品の緩衝包装容器等として好適に使用できる。
【0038】
尚、本実施形態のポリ乳酸系樹脂発泡シート成形体、及びポリ乳酸系樹脂発泡シート成形体の製造方法は、上記構成を有するものであったが、本発明のポリ乳酸系樹脂発泡シート成形体、及びポリ乳酸系樹脂発泡シート成形体の製造方法は、上記構成に限定されず、適宜設計変更可能である。
【実施例】
【0039】
次に、実施例および比較例を挙げて本発明についてさらに具体的に説明する。
【0040】
(実施例1)
まず、口径が50mmの第一押出機の先端に、口径が65mmの第二押出機を接続してなるタンデム型押出機を用意した。
そして、このタンデム型押出機の第一押出機に、ポリ乳酸系樹脂としてのユニチカ社製ポリ乳酸系樹脂(製品名:テラマック HV8250H D体量:約1.4モル%)と、発泡核剤としてのタルクを配合した配合樹脂とを、ポリ乳酸系樹脂100重量部に対してタルク3重量部となるように、供給して溶融混練して溶融樹脂組成物を得た。次に、第一押出機の途中から発泡剤としてブタンを圧入し、溶融状態の溶融樹脂組成物とブタンを均一に混合混練した上で、この発泡剤を含む溶融樹脂組成物を第二押出機に連続的に供給して溶融混練しつつ発泡に適した樹脂温度に冷却した。その後、第二押出機の先端に取り付けたスリット口径70mmのサーキュラー金型から吐出量30kg/hr、樹脂温度168℃の条件で該溶融樹脂組成物を押出発泡させ、金型スリットから押出発泡された発泡体を冷却されているマンドレル上に添わせるとともに、その外面をエアリングからエアーを吹き付けて冷却成形し、マンドレル上の一点で、カッターにより円筒状の発泡体を切開して、シート状のポリ乳酸系樹脂発泡シートを得た。
次に、上下加熱板と、雄雌のグラタン容器形状の加熱成形型(容器開口部(リブを含む)外寸法:114mm×175mm、底部外寸法:80mm×125mm、容器深さ外寸法:26mm)と、同様な形状且つ同様な大きさの雄雌のグラタン容器形状の冷却型とを備えたマッチモールドタイプの成形機を用意した。加熱板の温度を140℃、加熱成形型の温度を90℃、冷却型の温度を25℃にセットし、上記で得られた発泡シートを成形機にセットして、加熱板に5秒間挟み加熱した後、直ちに加熱成形型で60秒間プレスして成形及び結晶化促進を行った。次に冷却型で30秒間冷却し、グラタン容器形状のポリ乳酸系樹脂発泡シート成形体を得た。
【0041】
(実施例2)
ポリ乳酸系樹脂としてのユニチカ社製ポリ乳酸系樹脂(製品名:テラマック HV8250H D体量:約1.4モル%)と、熱可塑性エラストマーとしての旭化成社製SEBS(製品名:タフテックMP10)と、発泡核剤としてのタルクを配合した配合樹脂とを、ポリ乳酸系樹脂80重量部に対して、熱可塑性エラストマー20重量部、タルク6重量部となるように、第1押出機に供給して溶融混練して溶融樹脂組成物を得たこと、サキュラーからの吐出量を31kg/hrとしてポリ乳酸系樹脂発泡シートを得たこと以外は、実施例1と同様にポリ乳酸系樹脂発泡シート成形体を作製した。
【0042】
(実施例3)
加熱成形型での加熱成形時間を180秒としたこと以外は、実施例1と同様にポリ乳酸系樹脂発泡シート成形体を作製した。
【0043】
(実施例4)
加熱成形型での加熱成形時間を40秒としたこと以外は、実施例1と同様にポリ乳酸系樹脂発泡シート成形体を作製した。
【0044】
(実施例5)
加熱板での加熱時間を10秒としたこと以外は、実施例1と同様にポリ乳酸系樹脂発泡シート成形体を作製した。
【0045】
(比較例1)
加熱成形型での加熱成形を実施しなかったこと以外は、実施例1と同様にポリ乳酸系樹脂発泡シート成形体を作製した。
【0046】
(比較例2)
加熱成形型での加熱成形を実施しなかったこと以外は、実施例1と同様にポリ乳酸系樹脂発泡シート成形体を作製した。
【0047】
(比較例3)
加熱板での加熱時間を20秒としたこと以外は、実施例1と同様にポリ乳酸系樹脂発泡シート成形体を作製した。
【0048】
実施例及び比較例のポリ乳酸系樹脂発泡シートの見掛け密度、厚み、秤量、平均気泡径、連続気泡率、および加熱板での加熱工程直後の表面温度を測定し、また、ポリ乳酸系樹脂発泡シート成形体の熱流束示差走査熱量、容器落球試験高さ、および加熱寸法変化率を測定した。試験方法を以下に示す。
【0049】
(見掛け密度)
見掛け密度に関しては、ポリ乳酸系樹脂発泡シートから10×10cmの測定サンプルを幅方向に3枚切出し、それぞれのサンプルの厚みと重量を測定して、各サンプルの重量と体積から算出した密度の算術平均値をポリ乳酸系樹脂発泡シートの見掛け密度とした。
【0050】
(厚み)
厚みに関しては、発泡シートの全幅を幅方向に12等分した間隔において厚みを測定し、求められた各測定値の算術平均値をポリ乳酸系樹脂発泡シートの厚みとした。
【0051】
(秤量)
秤量は、ポリ乳酸系樹脂発泡シートを押出方向に20cmの幅で押出方向と直交方向に切取り、その切片の重量W(g)と面積S(cm2 )から下記式にて求めた。
坪量(g/m2)=W/S×10000
【0052】
(平均気泡径)
平均気泡径は、ASTM D2842−69の試験方法に準拠して測定した。
具体的には、発泡シートをMD方向(押出方向)及びTD方向(押出方向に直交する方向)に沿って切断し、それぞれの切断面の中央部を走査型電子顕微鏡((株)日立製作所製S−3000N)で拡大して場所を変えて2枚撮影した。
次に、撮影した画像をA4用紙上に印刷し、画像上に長さ60mmの直線を3本、描いた。なお、MD方向に切断した切断面についてはMD方向に平行に、TD方向に切断した切断面についてはTD方向に平行に直線を描いた。さらにVD方向は、MD、TDそれぞれ1枚の画像上に直線を描いた。このとき直線上に気泡が10〜20個存在するように、上記電子顕微鏡での拡大倍率を調整した。
そして、上記各方向に6本引いた直線上に存在するそれぞれの方向の平均気泡数から気泡の平均弦長(t)を下記式によりそれぞれ算出し、この平均弦長から下記式により各方向(MD方向、TD方向、VD方向)の気泡径をそれぞれ算出した。
平均弦長t=60(mm)/(気泡数×写真の倍率)
気泡径 D=t/0.616(mm)
なお、直線を描くにあたっては、できるだけ直線が気泡に点接触することなく貫通した状態となるようにした。又、一部の気泡が直線に点接触してしまう場合には、この気泡も気泡数に含め、更に、直線の両端部が気泡を貫通することなく、気泡内に位置した状態となる場合には、直線の両端部が位置している気泡も気泡数に含めた。
そして、得られたMD方向の気泡径(DMD)とTD方向の気泡径(DTD)とVD方向の気泡径(DVD)との相乗平均値をポリ乳酸系樹脂発泡シートの平均気泡径とした。即ち、下記式により、ポリ乳酸系樹脂発泡シートの平均気泡径を算出した。
平均気泡径(mm)=(DMD×DTD×DVD)1/3
【0053】
(連続気泡率)
連続気泡率は、東京サイエンス(株)社製 空気比較式比重計を用いて測定される、ポリ乳酸系樹脂発泡シートの試験片の体積Vから、下記式より算出した。
連続気泡率(%)=(V0 −V)/V0 ×100
尚、上記式において、Vは上記した方法で測定される試験片の体積(cm3)、V0は測定に使用した試験片の外形寸法から計算される試験片の見掛けの体積(cm3)である。
【0054】
(加熱工程直後の表面温度)
ポリ乳酸系樹脂発泡シートを熱成形機にセットし、加熱板での加熱工程が終了した直後のポリ乳酸系樹脂発泡シートの表面温度を堀場製作所社製放射温度計IT−550を用いて測定した。このときポリ乳酸系樹脂発泡シートの放射率を0.85として、放射温度計を設定し測定した。
加熱工程直後とは、熱成形機が加熱工程を加熱板に挟んで行うタイプのものである場合には、加熱が終わり、加熱板が開いて加熱板からポリ乳酸系樹脂発泡シートが離れて2秒以内のことを意味し、熱成形機が加熱を電気ヒーターなどの加熱炉で行うタイプのものである場合には、加熱炉からポリ乳酸系樹脂発泡シートが出て2秒以内のことを意味する。
【0055】
(熱流束示差走査熱量、および結晶化度)
熱流束示差走査熱量は、JIS K7122−1987に記載される熱流束示差走査熱量測定(熱流束DSC)に準拠して測定した。
具体的には、エスアイアイナノテクノロジー(株)製示差走査熱量計装置 DSC6220型を用いて測定容器にポリ乳酸系樹脂発泡シート成形体の試料を6〜7mg充てんして、窒素ガス流量30mL/minのもと5℃/minの加熱速度で30〜210℃の範囲で結晶化発熱量と融解吸熱量を測定し、結晶化度を次式により求めた。
結晶化度(%)=[吸熱量(ΔHendo:5℃/分)(mJ)−発熱量(ΔHexo:5℃/分)(mJ)]/完全結晶の融解熱量(mJ)×100
ただし、ポリ乳酸系樹脂の完全結晶の融解熱量を93mJとした。
ここで、測定される融解吸熱量と結晶化発熱量は、上記熱流束示差走査熱量測定によって得られるDSCチャートの各ピークの面積である。面積を求める場合は、各ピーク毎にベースラインから離れる点とベースラインに戻る点を直線で結び、直線とDSCカーブとに囲まれた部分を各ピークの面積とした。ただし、結晶化度にもよるが概ね60〜110において第1発熱ピーク(ΔHexo1 :5℃/分)が観察され、融解吸収ピークの手前に第2発熱ピーク(ΔHexo2 :5℃/分)(130〜170℃)が観察される場合がある。この場合、第1発熱ピーク(ΔHexo1 :5℃/分)の面積は、第2発熱ピークのベースライン第1発熱ピークに延長して、延長したベースラインをもとに、第1発熱ピークの高温側のベースラインから離れた点と、第1発熱ピークの低温側のピークとベースラインが交わった点とで囲まれた部分をピーク面積とした。第2発熱ピークの発熱量(ΔHexo2 :5℃/分)を求める場合は、上記の測定方法により、第2発熱ピークから続く融解吸熱ピークを含めたピーク曲線について、第2発熱ピークの低温側のベースラインから離れる点と、第2発熱ピークの高温側のベースラインに戻る点を直線で結び、第2発熱量(ΔHexo2 :5℃/分)とした。そして、第1発熱ピークと第2発熱ピークが観察される場合は、その総和を結晶化発熱量とした。
ポリ乳酸系樹脂発泡シート成形体の結晶化度は、ポリ乳酸系樹脂発泡シート成形体から試験片2つを切り取り、それぞれについて、上記方法で測定した結晶化度の算術平均値をもって、ポリ乳酸系樹脂発泡シート成形体の結晶化度とした。また、本発明の発泡シートが結晶性ポリ乳酸樹脂に非結晶性ポリ乳酸樹脂又は、その他の非結晶性の熱可塑性樹脂を含んでいる場合は、結晶性ポリ乳酸樹脂の混合割合にて、測定で得られた結晶化度の値を割り返すことにより得られた値をその成形体の結晶化度とした。
また、ポリ乳酸系樹脂発泡シートを熱成形したポリ乳酸系樹脂発泡シート成形体の第2発熱ピークの発熱量(ΔHexo2 :5℃/分)は、成形体から試験片2つを切り取り、それぞれについて、上記測定法で求めた第2発熱ピークの発熱量(ΔHexo2 :5℃/分)の算術平均値を第2発熱ピークの発熱量(ΔHexo2 :5℃/分)とした。また、ポリ乳酸系樹脂発泡シートが結晶性ポリ乳酸樹脂に非結晶性ポリ乳酸樹脂又は、その他の非結晶性の熱可塑性樹脂を含んでいる場合は、結晶性ポリ乳酸樹脂の混合割合にて、測定で得られた第2発熱ピークの発熱量(ΔHexo2 :5℃/分)の値を割り返すことにより得られた値をそのポリ乳酸系樹脂発泡シート成形体の第2発熱ピークの発熱量(ΔHexo2 :5℃/分)とした。
【0056】
(容器落球試験高さ)
高さ調整の出来る電磁石を有する鉄球落下装置を用意し、電磁石の直下にポリ乳酸系樹脂発泡シート成形体(グラタン容器成形体)を底部を上に向けて設置した。電磁石に重さ510gの鉄球を吸着させて、所定の高さから電磁石の電源を切って鉄球を落下させて、グラタン容器成形体に衝撃させ、鉄球を5回落下させて1回も容器が破損しないことを確認し、試験高さを5cmずつ上げていき、1回でも容器が破損したときのひとつ前の試験高さを容器落球試験高さ(cm)とした。
【0057】
(加熱寸法変化率)
140℃に設定した熱風循環式のオーブンにポリ乳酸系樹脂発泡シート成形体を入れて10分間加熱した後、オーブンから取り出して室温に自然冷却させた。加熱前と加熱後のポリ乳酸系樹脂発泡シート成形体の容器高さを測定し、加熱寸法変化率を下記式より計算した。なお、試験体数を2とし、その平均値をもって加熱寸法変化率とした。
加熱寸法変化率(%)=(加熱後の容器高さ−加熱前の容器高さ)×100
尚、容器高さは、ポリ乳酸系樹脂発泡シート成形体(グラタン容器形状成形体)を底部
が上向きとなるように水平台に静置させたときの台面から容器底部までの距離とした。
【0058】
上記試験の結果を表1、2に示す。また、実施例1、2、比較例1、3のDSCチャート例を図1〜4に示す。
【0059】
【表1】
【0060】
【表2】
【0061】
表2に示すように、本発明の範囲内である実施例1〜5のポリ乳酸系樹脂発泡シート成形体は、結晶化度が本発明の範囲内の値よりも小さい比較例1、2に比して、加熱寸法変化率が小さいこと、即ち、耐熱性が優れていることが示された。また、本発明の範囲内である実施例1〜5のポリ乳酸系樹脂発泡シート成形体は、第2発熱ピークが生じない比較例3に比して、容器落球試験高さが高いこと、即ち、耐衝撃性が優れていることが示された。
【特許請求の範囲】
【請求項1】
ポリ乳酸系樹脂を含むポリ乳酸系樹脂組成物から形成されてなるポリ乳酸系樹脂発泡シートを熱成形することによって形成され、
結晶化度が25%以上であり、且つ加熱速度5℃/分における熱流束示差走査熱量測定において130〜170℃の範囲に発熱ピークが生じるものであることを特徴とするポリ乳酸系樹脂発泡シート成形体。
【請求項2】
前記加熱速度5℃/分における熱流束示差走査熱量測定における130〜170℃の範囲の発熱ピークの発熱量(ΔHexo2 :5℃/分)が、1mJ/mg以上である請求項1に記載のポリ乳酸系樹脂発泡シート成形体。
【請求項3】
前記ポリ乳酸系樹脂が乳酸のD−体とL−体とが共重合されたものを含み、該共重合体のD−体比率が0.5〜5モル%であり、且つ該ポリ乳酸系樹脂の融点が130〜170℃である請求項1又は2のいずれか1項に記載のポリ乳酸系樹脂発泡シート成形体。
【請求項4】
前記ポリ乳酸系樹脂発泡シートの見掛け密度が0.063〜0.5g/cm3 である請求項1〜3のいずれか1項に記載のポリ乳酸系樹脂発泡シート成形体。
【請求項5】
前記ポリ乳酸系樹脂発泡シートの厚みが0.5〜7mmである請求項1〜4のいずれか1項に記載のポリ乳酸系樹脂発泡シート成形体。
【請求項6】
前記ポリ乳酸系樹脂発泡シートの連続気泡率が50%以下である請求項1〜5のいずれかに記載のポリ乳酸系樹脂発泡シート成形体。
【請求項7】
ポリ乳酸系樹脂を含むポリ乳酸系樹脂組成物から形成されてなるポリ乳酸系樹脂発泡シートを加熱する第1加熱工程と、該第1加熱工程で加熱したポリ乳酸系樹脂発泡シートを、加熱した成形型で一定時間挟む第2加熱工程とを実施してポリ乳酸系樹脂発泡シート成形体を形成し、該ポリ乳酸系樹脂発泡シート成形体の結晶化度を上昇させることにより、ポリ乳酸系樹脂発泡シート成形体を、結晶化度が25%以上であり且つ加熱速度5℃/分における熱流束示差走査熱量測定において130〜170℃の範囲に発熱ピークが生じるものにすることを特徴とするポリ乳酸系樹脂発泡シートの製造方法。
【請求項8】
前記第2加熱工程で前記加熱した成形型として雄型及び雌型を用い、該第2加熱工程で加熱成形されたポリ乳酸系樹脂発泡シートを前記成形型と同形状の成形体により冷却する冷却工程を実施することにより、ポリ乳酸系樹脂発泡シート成形体を形成する請求項7記載のポリ乳酸系樹脂発泡シートの製造方法。
【請求項9】
前記第1加熱工程において、ポリ乳酸系樹脂発泡シートの表面温度を110〜130℃にした後に、前記第2加熱工程を実施する請求項7又は8記載のポリ乳酸系樹脂発泡シートの熱成形方法。
【請求項10】
前記成形型を80〜110℃にして第2加熱工程を実施する請求項7〜9の何れか1項に記載のポリ乳酸系樹脂発泡シートの熱成形方法。
【請求項1】
ポリ乳酸系樹脂を含むポリ乳酸系樹脂組成物から形成されてなるポリ乳酸系樹脂発泡シートを熱成形することによって形成され、
結晶化度が25%以上であり、且つ加熱速度5℃/分における熱流束示差走査熱量測定において130〜170℃の範囲に発熱ピークが生じるものであることを特徴とするポリ乳酸系樹脂発泡シート成形体。
【請求項2】
前記加熱速度5℃/分における熱流束示差走査熱量測定における130〜170℃の範囲の発熱ピークの発熱量(ΔHexo2 :5℃/分)が、1mJ/mg以上である請求項1に記載のポリ乳酸系樹脂発泡シート成形体。
【請求項3】
前記ポリ乳酸系樹脂が乳酸のD−体とL−体とが共重合されたものを含み、該共重合体のD−体比率が0.5〜5モル%であり、且つ該ポリ乳酸系樹脂の融点が130〜170℃である請求項1又は2のいずれか1項に記載のポリ乳酸系樹脂発泡シート成形体。
【請求項4】
前記ポリ乳酸系樹脂発泡シートの見掛け密度が0.063〜0.5g/cm3 である請求項1〜3のいずれか1項に記載のポリ乳酸系樹脂発泡シート成形体。
【請求項5】
前記ポリ乳酸系樹脂発泡シートの厚みが0.5〜7mmである請求項1〜4のいずれか1項に記載のポリ乳酸系樹脂発泡シート成形体。
【請求項6】
前記ポリ乳酸系樹脂発泡シートの連続気泡率が50%以下である請求項1〜5のいずれかに記載のポリ乳酸系樹脂発泡シート成形体。
【請求項7】
ポリ乳酸系樹脂を含むポリ乳酸系樹脂組成物から形成されてなるポリ乳酸系樹脂発泡シートを加熱する第1加熱工程と、該第1加熱工程で加熱したポリ乳酸系樹脂発泡シートを、加熱した成形型で一定時間挟む第2加熱工程とを実施してポリ乳酸系樹脂発泡シート成形体を形成し、該ポリ乳酸系樹脂発泡シート成形体の結晶化度を上昇させることにより、ポリ乳酸系樹脂発泡シート成形体を、結晶化度が25%以上であり且つ加熱速度5℃/分における熱流束示差走査熱量測定において130〜170℃の範囲に発熱ピークが生じるものにすることを特徴とするポリ乳酸系樹脂発泡シートの製造方法。
【請求項8】
前記第2加熱工程で前記加熱した成形型として雄型及び雌型を用い、該第2加熱工程で加熱成形されたポリ乳酸系樹脂発泡シートを前記成形型と同形状の成形体により冷却する冷却工程を実施することにより、ポリ乳酸系樹脂発泡シート成形体を形成する請求項7記載のポリ乳酸系樹脂発泡シートの製造方法。
【請求項9】
前記第1加熱工程において、ポリ乳酸系樹脂発泡シートの表面温度を110〜130℃にした後に、前記第2加熱工程を実施する請求項7又は8記載のポリ乳酸系樹脂発泡シートの熱成形方法。
【請求項10】
前記成形型を80〜110℃にして第2加熱工程を実施する請求項7〜9の何れか1項に記載のポリ乳酸系樹脂発泡シートの熱成形方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−93982(P2011−93982A)
【公開日】平成23年5月12日(2011.5.12)
【国際特許分類】
【出願番号】特願2009−247711(P2009−247711)
【出願日】平成21年10月28日(2009.10.28)
【出願人】(000002440)積水化成品工業株式会社 (1,335)
【Fターム(参考)】
【公開日】平成23年5月12日(2011.5.12)
【国際特許分類】
【出願日】平成21年10月28日(2009.10.28)
【出願人】(000002440)積水化成品工業株式会社 (1,335)
【Fターム(参考)】
[ Back to top ]