
ポリ乳酸系長繊維不織布およびその製造方法
【課題】構成繊維の製糸性および開繊性が良好で、スパンボンド法によって製造することが可能であり、機械的物性に優れるとともにヒートシール性を併せ持つ、生分解性の不織布を得る。
【解決手段】複合繊維を構成繊維としてスパンボンド法により形成されたポリ乳酸系長繊維不織布である。複合繊維は、融点が160℃以上のポリ乳酸系重合体と、このポリ乳酸系重合体よりも融点が50℃以上低い脂肪族ポリエステル重合体とを含む。脂肪族ポリエステル重合体は、繊維表面の少なくとも一部を形成する。脂肪族ポリエステル重合体は、1,4−ブタンジオールとコハク酸を構成成分とするとともに、高級脂肪酸またはその金属塩と、フェニルホスホン酸金属塩とから選ばれる少なくとも1つを0.1〜1質量%含有する。
【解決手段】複合繊維を構成繊維としてスパンボンド法により形成されたポリ乳酸系長繊維不織布である。複合繊維は、融点が160℃以上のポリ乳酸系重合体と、このポリ乳酸系重合体よりも融点が50℃以上低い脂肪族ポリエステル重合体とを含む。脂肪族ポリエステル重合体は、繊維表面の少なくとも一部を形成する。脂肪族ポリエステル重合体は、1,4−ブタンジオールとコハク酸を構成成分とするとともに、高級脂肪酸またはその金属塩と、フェニルホスホン酸金属塩とから選ばれる少なくとも1つを0.1〜1質量%含有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はポリ乳酸系長繊維不織布およびその製造方法に関する。
【背景技術】
【0002】
機能性を有する不織布の一つに、自己接着性繊維からなる不織布がある。この自己接着性繊維からなる不織布は、加熱によって繊維の一部が溶融することで繊維相互が接着一体化したもので、ヒートシール特性を有するものである。
【0003】
近年、石油を原料とする合成繊維は、焼却時の発熱量が多いため、自然環境保護の見地から見直しが必要とされ、自然界において生分解する脂肪族ポリエステルからなる繊維が開発されており、環境保護への貢献が期待されている。脂肪族ポリエステルの中でも、ポリ乳酸系重合体は、その融点が約180℃と比較的高いことから、広い分野に使用されることが期待されている。
【0004】
ポリ乳酸系重合体を用いた自己接着性繊維からなる不織布として、芯部にポリ乳酸を配し、鞘部にD−乳酸とL−乳酸との共重合体(D、L−乳酸共重合体)を配して、芯部よりも鞘部を低融点とした芯鞘型複合繊維により不織布を構成させるものが知られている(特許文献1、特許文献2)。
【0005】
この場合に、熱加工安定性を考慮すると、芯部と鞘部の融点差が大きい方が好ましいため、鞘部の共重合体は融点が低いもの(120℃程度の共重合体)を選択することがよいと考えられる。しかし、D、L−乳酸共重合体において、融点120℃程度のものは、結晶性が低いため、熱接着工程において収縮したり熱ロールに融着したりする等のトラブルが発生しやすく、しかも得られる不織布は耐熱性に劣るものとなる。
【0006】
これに代えて、鞘成分にポリ乳酸以外の融点の低い重合体を選択した場合は、ガラス転移温度も低い場合が多い。したがって、このようなものを用いていわゆるスパンボンド法により不織布を得ようとすると、スパンボンド法はノズル孔より吐出した糸条が牽引細化されるまでの距離(紡糸工程〜冷却・延伸工程の距離)が極めて短いため、冷却過程で十分に冷え切らずにゴム状弾性を示したり、開繊工程で糸条同士がブロッキングを起こしたりするなどの問題がある。
【0007】
この問題を解決する方法として、鞘成分にポリ乳酸以外の融点の低い重合体を使用するにあたり、有機過酸化物を用いた架橋反応により結晶化速度を制御して、短い冷却過程で冷却させるようにした技術が知られている(特許文献3)。
【0008】
この技術の場合、架橋反応によって鞘成分に使用する重合体の結晶化速度を早くすることで、スパンボンド法のような冷却過程が短い工程でも糸条の冷却が十分可能となり、糸条同士のブロッキングも解消し、良好な開繊性(不織布の地合)を得ることができる。その一方で、架橋反応を行わせるために、重合体のゴム弾性は架橋無しの状態よりも強くなり、このため高速紡糸に耐えうる架橋反応と開繊性とを両立させる反応条件の範囲は狭い。
【0009】
特許文献4には、生分解性の第1成分と第2成分からなる複合繊維であり、第2成分の85℃における半結晶化時間が、第1成分の85℃における半結晶化時間よりも長いことを特徴とする生分解性複合繊維と、それを用いた構造物および吸水性物品とが記載されている。異なる生分解性樹脂を用いて複合繊維を製造する場合において、互いに結晶化速度の差の小さい生分解性樹脂同士を使用すると、紡糸工程において、半結晶化時間の短い生分解性樹脂が結晶化する際に発生する熱で、半結晶化時間の長い生分解性樹脂の冷却が阻害される。そのため、第1成分と第2成分の半結晶化時間の差を大きくし、それによって、半結晶化時間の短い生分解性樹脂が結晶化する際に発生する熱で半結晶化時間の長い生分解性樹脂の冷却を阻害しないようにしている。
【0010】
この特許文献4のものでは、紡糸工程における冷却ゾーンの長さが十分確保できるような場合には十分適用できるが、冷却ゾーンが短いスパンボンド法では、鞘成分の重合体の半結晶化時間が長い樹脂を適用する場合に、開繊糸条の密着が発生する。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平07−310236号公報
【特許文献2】特開平07−133511号公報
【特許文献3】特開2007−084988号公報
【特許文献4】特開2007−119928号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明は、構成繊維の製糸性および開繊性が良好で、スパンボンド法によって製造することが可能であり、得られた不織布が機械的物性に優れるとともにヒートシール性を併せ持つ、生分解性の不織布およびその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0013】
本発明者等は、上記課題を解決するために、融点が低くかつガラス転移温度も低い重合体であっても、これを用いてスパンボンド法により不織布を得ようと検討した。その結果、鞘成分等の繊維表面の少なくとも一部を形成する脂肪族ポリエステル重合体として特定の重合体を選択し、さらにこの重合体に有機系添加剤を添加することにより、架橋反応のための有機過酸化物を添加することなく結晶化速度を速くすることができ、スパンボンド法による冷却過程でも十分に冷え切りブロッキングが生じないことがわかった。本発明はこのような知見に基づいてなされたものである。
すなわち、上記課題を解決するための手段は、下記のとおりである。
【0014】
1.複合繊維を構成繊維としてスパンボンド法により形成された不織布であって、前記複合繊維は、融点が160℃以上のポリ乳酸系重合体と、このポリ乳酸系重合体よりも融点が50℃以上低い脂肪族ポリエステル重合体とを含むとともに、前記脂肪族ポリエステル重合体が繊維表面の少なくとも一部を形成しており、前記脂肪族ポリエステル重合体は、1,4−ブタンジオールとコハク酸とを構成成分とするとともに、高級脂肪酸またはその金属塩と、フェニルホスホン酸金属塩とから選ばれる少なくとも1つを0.1〜1質量%含有していることを特徴とするポリ乳酸系長繊維不織布。
【0015】
2.高級脂肪酸金属塩がモンタン酸カルシウムであることを特徴とする1.のポリ乳酸系長繊維不織布。
【0016】
3.フェニルホスホン酸金属塩がフェニルホスホン酸亜鉛塩であることを特徴とする1.または2.のポリ乳酸系長繊維不織布。
【0017】
4.複合長繊維は、ポリ乳酸重合体が芯部を形成し、脂肪族ポリエステル重合体が鞘部を形成した芯鞘型複合長繊維であって、芯部と鞘部の複合比が、質量比で、芯部/鞘部=3/1〜1/3であることを特徴とする1.から3.までのいずれかのポリ乳酸系長繊維不織布。
【0018】
5.複合長繊維の表面に微細な凹部および、または凸部が形成されていることを特徴とする1.から4.までのいずれかのポリ乳酸系長繊維不織布。
【0019】
6.昇温速度10℃/分で融解した後、降温速度10℃/分で示差熱分析したときに、ポリ乳酸系重合体に由来する降温結晶化温度Tc1と脂肪族ポリエステル重合体に由来する降温結晶化温度Tc2が存在し、Tc2が80℃以上90℃以下であり、脂肪族ポリエステル重合体の結晶化熱量Hexo2が30J/g以上であることを特徴とする1.から5.までのいずれかのポリ乳酸系長繊維不織布。
【0020】
7.融点が160℃以上のポリ乳酸系重合体と、1,4−ブタンジオールおよびコハク酸を構成成分とし、前記ポリ乳酸系重合体よりも融点が50℃以上低い脂肪族ポリエステル重合体とを用い、この脂肪族ポリエステル重合体に、高級脂肪酸またはその金属塩と、フェニルホスホン酸金属塩とから選ばれる少なくとも1つを0.1〜1質量%となるように混合し、前記脂肪族ポリエステル重合体の融点をTmとして、(Tm+75)℃〜(Tm+120)℃の温度で、前記ポリ乳酸系重合体と脂肪族ポリエステル重合体とを個別に溶融し、繊維横断面において脂肪族ポリエステル重合体が繊維表面の少なくとも一部を形成するような複合口金を用いて紡糸し、前記口金より紡出した紡出糸条を冷却し牽引した上で開繊し、それにより得られた長繊維を堆積させて不織ウエブを形成することを特徴とするポリ乳酸系長繊維不織布の製造方法。
【0021】
8.脂肪族ポリエステル重合体として、昇温速度500℃/分で200℃に昇温し、その状態で5分間ホールドした後、降温速度500℃/分で90℃に降温してホールドし、等温結晶化させて示差熱分析したときの結晶化速度指数が3〜10分であるとともに、ASTM−D−1238(E)に記載の方法に準じて測定した230℃、荷重20.2N(2160gf)のメルトフローレイトと210℃、荷重20.2N(2160gf)のメルトフローレイトとの差である溶融粘度勾配が10g/10分以下である共重合体を用いることを特徴とする7.のポリ乳酸系長繊維不織布の製造方法。
【0022】
9.ポリ乳酸系重合体および脂肪族ポリエステル重合体として、ASTM−D−1238(E)に記載の方法に準じて、210℃、荷重20.2N(2160gf)で測定したメルトフローレイトの比が、脂肪族ポリエステル重合体のメルトフローレイト/ポリ乳酸系重合体のメルトフローレイト=0.3〜1.5であり、前記の方法に準じて、230℃、荷重20.2N(2160gf)で測定したメルトフローレイトの比が、脂肪族ポリエステル重合体のメルトフローレイト/ポリ乳酸系重合体のメルトフローレイト=0.7以下であるものを用いることを特徴とする7.または8.のポリ乳酸系長繊維不織布の製造方法。
【0023】
10.上記1.から6.までのいずれかのポリ乳酸系長繊維不織布にて形成され、脂肪族ポリエステル重合体の溶融または軟化によって構成繊維同士が接着しているヒートシール部を有することによって袋状に構成されていることを特徴とする生分解性袋状物。
【0024】
11.上記1.から6.までのいずれかのポリ乳酸系長繊維不織布にて形成されていることを特徴とする生分解性衛生材。
【発明の効果】
【0025】
本発明の不織布およびその製造方法によれば、繊維表面の少なくとも一部を形成する脂肪族ポリエステル重合体が、高級脂肪酸またはその金属塩と、フェニルホスホン酸金属塩とから選ばれる少なくとも1つを0.1〜1質量%含有していることによって、開繊時の繊維−繊維間の摩擦を小さくすることができ、このため開繊性の良好なウエブを製造することができて、地合の良好な不織布を得ることができる。
【0026】
また、本発明の製造方法によれば、脂肪族ポリエステル重合体として、結晶化速度指数が3〜10分であり、ASTM−D−1238(E)に記載の方法に準じて測定した230℃のメルトフローレイトと190℃のメルトフローレイトとの差である溶融粘度勾配が20g/10分以下である特定の脂肪族ポリエステル重合体を使用するため、脂肪族ポリエステル重合体の結晶化速度を速くさせることができ、短繊維不織布などの製造工程に比べて紡糸工程から冷却・延伸工程までが限られた短い距離とならざるを得ないスパンボンド不織布の製造工程においても、架橋反応によって発現するような溶融時の弾性を脂肪族ポリエステル重合体に発現させることがなく、これを良好に冷却させて結晶化させることができ、このため開繊工程におけるブロッキングの発生を効果的に防止することができる。
【0027】
しかも本発明によれば、ポリ乳酸系重合体と脂肪族ポリエステル重合体と含み、前記脂肪族ポリエステル重合体は、1,4−ブタンジオールとコハク酸を構成成分とするとともに、その融点がポリ乳酸系重合体の融点よりも50℃以上低いため、熱加工時の安定性に優れヒートシール性に優れた不織布を得ることができる。
【図面の簡単な説明】
【0028】
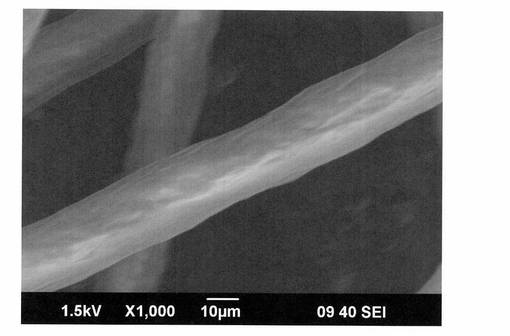
【図1】モンタン酸のCa塩を用いた場合に得られる長繊維の表面の様子を示す図である。
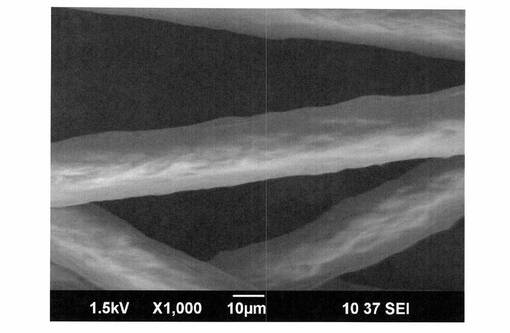
【図2】フェニルホスホン酸金属塩を用いた場合に得られる長繊維の表面の様子を示す図である。
【発明を実施するための形態】
【0029】
本発明の不織布は、繊維形成成分としての、融点が160℃以上のポリ乳酸系重合体と、このポリ乳酸系重合体よりも低融点の熱接着成分としての脂肪族ポリエステル重合体とを含む複合繊維によって構成される。
【0030】
まず、ポリ乳酸系重合体について説明する。
本発明においては、ポリ乳酸系重合体として、融点が160℃以上の重合体あるいは融点が160℃以上の重合体同士のブレンド体を用いる。ポリ乳酸系重合体の融点が160℃以上であることで、高い結晶性を有しているため、熱処理加工時の収縮が発生しにくく、また熱処理加工を安定して行うことができる。
【0031】
ポリ乳酸のホモポリマーであるポリ−L−乳酸やポリ−D−乳酸の融点は、約180℃である。ポリ乳酸系重合体として、L−乳酸とD−乳酸との共重合体を用いる場合には、共重合体の融点が160℃以上となるようにモノマー成分の共重合比率を決定する。すなわち、L−乳酸とD−乳酸との共重合比が、モル比で、(L−乳酸)/(D−乳酸)=2.0/98.0〜0/100、あるいは(L−乳酸)/(D−乳酸)=98.0/2.0〜100/0であるものを用いる。共重合比率が前記範囲を外れると、共重合体の融点が160℃未満となり、本発明の目的を達成し得ないこととなる。さらに好ましくは、融点が165℃以上である。
【0032】
次に、ポリ乳酸系重合体よりも低融点の脂肪族ポリエステル重合体について説明する。この脂肪族ポリエステル重合体は、1,4−ブタンジオールとコハク酸を主たる構成成分とする重合体である。
【0033】
このような脂肪族ポリエステル重合体としては、具体的には、三菱化学社製、商品名GSPla(結晶融点110℃)を好ましく用いることができる。なお、不織布化のための熱接着性を良好にし、また得られた不織布のヒートシール性を良好にするために、ポリ乳酸系重合体と脂肪族ポリエステル重合体との融点差が50℃以上であることが必要である。
【0034】
1,4−ブタンジオールとコハク酸を主たる構成成分とする脂肪族ポリエステル重合体として、上記の「GSPla」以外でも、イソシアナートが添加されていない共重合体であれば、使用することが可能である。イソシアナートが添加されることでウレタン結合を含む脂肪族ポリエステルでは、不織布化した際に、条件によっては、着色したり、ミクロゲルが発生したりする問題が発生するおそれがある。
【0035】
脂肪族ポリエステル重合体は、原料の段階において、DSC装置を用いて昇温速度500℃/分で200℃に昇温し、その状態で5分間ホールドさせた後、降温速度500℃/分で90℃に降温してホールドし、それによって等温結晶化させて示差熱分析したときの結晶化速度指数(以下、「tmax1」と略記することがある)が、3〜10分であることが好ましい。この結晶化速度指数tmax1は、重合体を200℃の溶融状態から冷却し90℃にて結晶化させたときに最終的に到達する結晶化度の2分の1に到達するまでの時間(分)で示され、指数が小さいほど結晶化速度が速いことを意味する。したがって、複合繊維の原料となる脂肪族ポリエステル重合体として、上記のように結晶化速度指数tmax1が3〜10分の結晶化速度の高いものを用いることで、溶融紡糸したときの冷却性が良好になって、開繊時にブロッキングを生じにくくすることができる。
【0036】
また、脂肪族ポリエステル重合体は、ASTM−D−1238(E)に記載の方法に準じて測定した230℃のメルトフローレイトと210℃のメルトフローレイトとの差である溶融粘度勾配が10g/10分以下の範囲であることが好ましい。このような特性を持つ重合体は、温度による重合体の流動性の低下が少なく、架橋構造に近い高次構造であり、このため結晶化速度指数tmax1を上述のように3〜10分とすることができ、溶融紡糸したときの冷却性が良好になって、開繊時にブロッキングを生じにくくすることができる。
【0037】
複合長繊維を構成するポリ乳酸系重合体と脂肪族ポリエステル重合体の、ASTM−D−1238(E)に記載の方法に準じて測定した、210℃、荷重20.2N(2160gf)で測定したメルトフローレイト比(脂肪族ポリエステル重合体のメルトフローレイト/ポリ乳酸系重合体のメルトフローレイト、以下「MFR比1」と略記することがある)が0.3〜1.5であり、230℃、荷重20.2N(2160gf)で測定したメルトフローレイト比(同上の比、以下「MFR比2」と略記することがある)が0.7以下であることが好ましい。MFR比1とMFR比2がともに上記の範囲であることによって、複合長繊維を溶融紡糸した際に、ポリ乳酸系重合体が結晶化する際に発生する熱で脂肪族ポリエステル重合体の冷却を阻害することがなく、このため糸条冷却後の開繊工程にてブロッキングを生じにくくすることができる。
【0038】
脂肪族ポリエステル重合体のメルトフローレイトは、210℃、荷重20.2N(2160gf)の条件で測定したときに、18〜25g/10分であることが好ましく、18〜22g/10分であることがさらに好ましい。この範囲であることで、良好な紡糸性を発揮することができる。18g/10分未満であると、紡糸ノズルから紡出された糸条の弾性が強すぎて、この糸条を紡出後の牽引処理のために牽引装置に導入することが困難となりやすく、紡糸性が不良となりやすい。25g/10分を超えると、糸条の開繊性が不良となりやすい。
【0039】
脂肪族ポリエステル重合体は、原料の段階において、高級脂肪酸またはその金属塩と、フェニルホスホン酸金属塩とから選ばれる少なくとも1つを溶融混合するものであり、これを添加することによって、脂肪族ポリエステル重合体の結晶化速度を速くすることと、開繊工程における繊維−繊維間の摩擦抵抗を小さくして、開繊工程におけるブロッキングの発生を効果的に防止することとを達成できる。
【0040】
高級脂肪酸またはその金属塩としては、下記化学一般式(A)で表される直鎖状のものが好適に用いられる。
【0041】
(Cn−1H2(n−m)−1COO−)aXa+・・・・・・(A)
n:10〜30の整数
m:脂肪鎖中の不飽和結合の数
X:水素原子あるいはLi、K、Na、Ca、Mg、Zn、Pb、Al、Ba、Cdから選ばれた少なくとも1種の金属原子
a:原子Xのイオン価数
【0042】
前記化学一般式(A)で示される直鎖状高級脂肪酸またはその金属塩の具体例としては、カプリン酸、ウンデカン酸、ラウリン酸、トリデカン酸、ミリスチン酸、ペンタデカン酸、パルミチン酸、マルガリン酸、ステアリン酸、ノナデカン酸、アラキン酸、ヘンエイコサン酸、ベヘン酸、トリコサン酸、リグノセリン酸、ペンタコサン酸、セロチン酸、ヘプタコ酸、モンタン酸、ノナコサン酸、メリシン酸、カプロレイン酸、9−ウンデシレン酸、リンデル酸、2−トリデセン酸、ミリストレイン酸、6−ペンタデセン酸、2−パルミトレイン酸、2−ヘプタデセン酸、オレイン酸、cis−9−ナデセン酸、ゴンドイン酸、エルカ酸、セラコレイン酸、cis−7−キサコセン酸、リノール酸、リノレン酸、ならびに、これらの脂肪酸の、Li、K、Na、Ca、Mg、Zn、Pb、Al、Ba、Cdから選ばれた金属塩が挙げられる。金属塩としては、Ca、Mg、Zn塩などが、非水溶性で、肌に触れた時に肌を刺激しないと言う点から好ましい。また、上記脂肪酸またはその金属塩の中でも、最も入手しやすく安価でありポリマー中に添加しやすく滑性付与効果も十分優れていると言う点からは、ステアリン酸、そのCa、Mg、Zn塩などが好適である。脂肪族ポリエステル重合体の結晶化速度を上げるという本発明の目的に照らせば、モンタン酸のCa塩を好適に用いることができる。
【0043】
モンタン酸のCa塩を用いた場合は、他の添加剤よりも開繊性がさらに良好となる。その理由としては、不織布を構成する繊維形態に起因すると推察する。すなわち、モンタン酸のCa塩を上記特性をもつ脂肪族ポリエステル重合体に添加し、溶融紡糸することによって、理由はよくわからないが、
(イ)繊維表面に微細な凹部が形成されること
(ロ)繊維表面に微細な凸部が形成されること
(ハ)繊維表面の繊維軸方向に筋状に凹部が形成されること
から選ばれた少なくとも1種の形状を呈するようにすることができる。そして、繊維表面にこれらの凹部や凸部が形成されると、不織布を構成する繊維−繊維間の表面摩擦が小さくなり、開繊時に良好な開繊状態になると推測される。
【0044】
図1は、モンタン酸のCa塩を用いた場合に得られる長繊維の表面の様子を示す。図示のように、繊維表面に微細な凹凸部が形成されている。
フェニルホスホン酸金属塩としては、フェニルホスホン酸亜鉛塩、フェニルホスホン酸カルシウム塩、フェニルホスホン酸マグネシウム塩等を使用することができる。脂肪族ポリエステル重合体の結晶化速度を上げるという本発明の目的からは、フェニルホスホン酸亜鉛が特に好適に用いられる。
【0045】
フェニルホスホン酸金属塩を用いた場合も、他の添加剤よりも開繊性が良好となる。他の添加剤よりも良好となる理由としては、不織布を構成する繊維の表面形態がモンタン酸Caのときと同様となっていることからして、同様の理由であると推測される。
【0046】
図2は、フェニルホスホン酸金属塩を用いた場合に得られる長繊維の表面の様子を示す。図示のように、繊維表面に微細な凹凸が形成されている。この場合の凹凸部は、モンタン酸のCa塩を用いた場合に得られる長繊維の表面の凹凸部よりも細かな凹凸部となる。
【0047】
脂肪族ポリエステル重合体に溶融混合する際の、高級脂肪酸またはその金属塩、フェニルホスホン酸金属塩の配合量は、0.1〜1質量%であることが必要であり、0.1〜0.7質量%であることが好ましく、0.1〜0.5質量%であることがより好ましい。配合量が0.1質量%未満では、繊維−繊維間の摩擦抵抗を小さくすることができず、開繊工程におけるブロッキングの発生を抑制するには不十分である。
【0048】
以上の点に関連して、高級脂肪酸またはその金属塩と、フェニルホスホン酸金属塩とから選ばれる少なくとも1つを溶融混合した脂肪族ポリエステル重合体は、原料の段階において、DSC装置を用いて昇温速度500℃/分で200℃に昇温し、その状態で5分間ホールドさせて融解させた後、降温速度500℃/分で90℃に降温し、90℃でホールドして等温結晶化させて示差熱分析したときの結晶化速度指数(以下、「tmax2」と略記することがある)が2分以下であることが好ましい。この結晶化速度指数tmax2は、重合体を200℃の溶融状態から冷却し90℃にて結晶化させたときに最終的に到達する結晶化度の2分の1に到達するまでの時間(分)で示され、指数が小さいほど結晶化速度が速いことを意味する。したがって、複合繊維の原料として、高級脂肪酸またはその金属塩と、フェニルホスホン酸金属塩とから選ばれる少なくとも1つを所定量だけ溶融混合した脂肪族ポリエステル重合体は、結晶化速度tmax2を2分以下にすることに加えて、繊維−繊維間の摩擦抵抗を小さくすることが可能であり、このため溶融紡糸したときの冷却性が良好であるとともに、開繊時にブロッキングを生じにくいようにすることができる。
【0049】
ポリ乳酸系重合体と脂肪族ポリエステル重合体の結晶化速度の関係について説明する。
ポリ乳酸系重合体の結晶化速度は遅く、上述した脂肪族ポリエステル重合体の結晶化速度を測定する温度(90℃)では等温結晶化は発現しない。従って、ポリ乳酸系重合体は脂肪族ポリエステル重合体よりも結晶化速度は遅いと推測する。
【0050】
本発明では、複合繊維を製造する工程において、結晶化速度の遅いポリ乳酸系重合体が結晶化する際に発生する熱で、繊維表面の少なくとも一部を形成する脂肪族ポリエステル重合体の冷却が阻害されるが、脂肪族ポリエステル重合体の結晶化速度を上述の範囲にし、さらに高級脂肪酸またはその金属塩と、フェニルホスホン酸金属塩とから選ばれる少なくとも1つを添加することにより結晶化速度を早くすることによって、ポリ乳酸重合体が結晶化する際に発生する熱に阻害されず複合繊維の紡糸工程、開繊工程での繊維同士のブロッキングを起こさずに不織布を製造することができる。
【0051】
ポリ乳酸系重合体は、DSC装置を用いて昇温速度500℃/分で200℃に昇温し、その状態で5分間ホールドさせて融解させた後、降温速度500℃/分で130℃に降温し、130℃でホールドして等温結晶化させて示差熱分析したときの結晶化速度指数(以下、「tmax3」と略称することがある)が、10分以下であることが好ましい。
【0052】
本発明においては、脂肪族ポリエステル重合体が、複合繊維の表面の少なくとも一部を形成する。このような繊維を構成するための繊維断面形態として、例えば、ポリ乳酸系重合体と脂肪族ポリエステル重合体とが貼り合わされたサイドバイサイド型複合断面、ポリ乳酸系重合体が芯部を形成し脂肪族ポリエステル重合体が鞘部を形成してなる芯鞘型複合断面、ポリ乳酸系重合体と脂肪族ポリエステル重合体とが繊維表面に交互に存在する分割型複合断面や多葉型複合断面等が挙げられる。脂肪族ポリエステル重合体は後述のようにヒートシール工程では熱接着成分としての役割を果たすものとなるため、その点を考慮すると、脂肪族ポリエステル重合体が繊維の全表面を形成している芯鞘型複合断面であることが好ましい。
【0053】
本発明のポリ乳酸系長繊維不織布は、昇温速度10℃/分で融解した後、降温速度10℃/分で示差熱分析したときに、ポリ乳酸系重合体に起因する降温結晶化温度Tc1と、脂肪族ポリエステル重合体に起因する降温結晶化温度Tc2とが存在し、Tc2が80℃以上90℃以下であり、脂肪族ポリエステル重合体の結晶化熱量Hexo2が30J/g以上であることが好ましい。
【0054】
脂肪族ポリエステル重合体に起因する降温結晶化温度Tc2が80℃未満であると、本発明のポリ乳酸系長繊維不織布を後加工でヒートシール加工した際に、シール部が冷却されるまでの時間がかかり、加工速度が遅くなるため、好ましくない。
【0055】
ポリ乳酸系重合体が繊維形成成分としての芯部を形成し、脂肪族ポリエステル重合体がスパンボンド不織布を構成するときの熱接着成分としての鞘部を形成した芯鞘型複合断面である場合において、芯部と鞘部の複合比(質量比)は、芯部/鞘部=3/1〜1/3であることが好ましい。芯部の比率が3/1を超えると、鞘部の比率が少なくなりすぎるため、熱接着性能に劣る傾向となり、長繊維不織布が熱接着により形態保持している場合の形態保持性や機械的性能が劣る傾向となるうえに、十分なヒートシール性を得にくくなる。一方、芯部の比率が1/3未満となると、得られた不織布の機械的強度が不十分なものとなる。
【0056】
本発明の不織布は、前述した複合繊維が堆積されたスパンボンド不織布である。不織布の形態としては、脂肪族ポリエステル重合体成分が溶融または軟化することにより繊維同士が熱接着して形態保持しているものがよいが、構成繊維同士が交絡により形態保持しているものでもよい。熱接着の形態としては、繊維同士の接点において、溶融または軟化した脂肪族ポリエステル重合体を介して熱接着したものであってもよいし、また、熱エンボス装置を通すことにより、部分的に形成される熱接着部と、それ以外の非熱接着部とを有し、熱接着部において脂肪族ポリエステル重合体成分が溶融または軟化して不織布として形態保持しているものであってもよい。
【0057】
本発明の不織布を構成する複合繊維の単糸繊度は、2〜11デシテックスであることが好ましい。単糸繊度が2デシテックス未満になると、紡糸工程において紡出糸条が延伸張力に耐えきれずに糸切れが頻繁に発生し、操業性が悪化しやすくなる。一方、単糸繊度が11デシテックスを超えると、紡出糸条の冷却性に劣る傾向となり、糸条が熱により密着した状態で開繊装置から出てくるようになり、得られる不織布の品位が非常に劣ることとなる。これらの理由により、単糸繊度は、3〜8デシテックスであることがより好ましい。
【0058】
本発明の不織布の目付は、その不織布の用途によって適宜選択すればよく、特に限定しないが、一般的には10〜300g/m2の範囲が好ましい。より好ましくは15〜200g/m2の範囲である。目付が10g/m2未満では、地合および機械的強力に劣り、実用的ではない。逆に、目付が300g/m2を超えると、コスト面で不利となる。
【0059】
特に、不織布にヒートシールを施したり、またヒートシールによって袋状物を構成したりする場合は、その不織布の目付は、15〜150g/m2の範囲にあることが好ましい。目付が15g/m2未満であると、不織布を構成する繊維の本数が相対的に減るため、ヒートシール部の強力が劣る傾向となる。一方、目付が150g/m2を超えると、不織布の厚みが大きくなり、ヒートシール部における内層においてヒートシール加工の際に熱が十分に伝わらず、優れたヒートシール強力を得にくい傾向となる。
【0060】
本発明の不織布を構成する複合繊維を形成するためのポリ乳酸系重合体および、または脂肪族ポリエステル重合体には、本発明の目的を大きく損なわない限りにおいて、結晶核剤、顔料、熱安定剤、酸化防止剤、耐候剤、可塑剤、滑剤、離型剤、帯電防止剤、充填材等を添加することが可能である。
【0061】
本発明の生分解性袋状物は、前述した不織布にて形成され、この不織布を適宜の大きさに裁断し、ヒートシール部を形成することにより、袋状の形態とされたものである。
ヒートシール部においては、脂肪族ポリエステル重合体が溶融または軟化することにより繊維同士が接着し、かつポリ乳酸系重合体は熱の影響を受けずに繊維の形態を維持した状態となっている。このようなヒートシール部を形成して袋状物を得るために、公知のヒートシーラーによる製袋加工を適用することができる。このときのヒートシーラーの処理条件(設定温度、線圧、処理速度)は、脂肪族ポリエステル重合体を溶融または軟化させ、かつ脂肪族ポリエステル重合体よりも高融点のポリ乳酸系重合体は熱の影響を受けない適宜の条件に設定することができる。
【0062】
本発明の生分解性袋状物は、一辺に取り出し口を有するいわゆる袋であっても良いし、発熱剤、乾燥剤、防虫剤などの各種収納物が収納され、ヒートシールにより閉じられて口を有しないものであってもよい。
【0063】
本発明の生分解性衛生材は、前述した不織布によって形成されている。本発明の生分解性衛生材に使用されている不織布の特徴としては、柔軟性、機械的特性、寸法安定性、肌触り性に優れたことが挙げられる。また、衛生材にする際、不織布と他の部材との熱シールによる貼り合わせやヒートシール加工等の熱処理加工において、熱収縮が発生しにくいという特徴を併せもっている。
【0064】
本発明の生分解性衛生材に使用される不織布は、上記複合繊維によって構成されるが、構成繊維同士が熱接着により一体化したものであることが好ましく、特に熱エンボス加工により熱接着していることが好ましい。熱エンボス加工により熱接着している不織布は、熱接着部(不織布に形成された凹部)では熱と圧力が付与されているが、非熱接着部は熱や圧力の影響をほとんど受けていないため、肌触りの良好な不織布となるからである。また、機械的特性も良好であり、形態安定性に優れるためである。
【0065】
本発明の衛生材における不織布の目付は、衛生材における用いられる部位に応じて適宜選択すればよいため、特に限定しないが、一般的には15〜30g/m2の範囲が好ましい。目付が15g/m2未満であると、単位面積あたりに存在する繊維の本数が相対的に少なくなるため、孔が開いたような状態となり、例えば、衛生材のトップシートに用いた場合、着用時に濡れ戻りが生じやすく、不快感が発生する恐れがある。一方、目付が30g/m2を超えると、単位面積あたりに存在する繊維の本数が相対的に多くなるため、柔軟性や透水性に劣る傾向となり、衛生材に用いられる部位が限定される傾向となる。
【0066】
本発明の衛生材における不織布は、圧縮剛軟度が40cN以下であることが好ましい。圧縮剛軟度が40cNを超えると不織布の風合いが硬くなるため、衛生材に用いられる箇所が限定される傾向となる。圧縮剛軟度の値が小さい方が柔らかく好ましいが、現実的な値として、その下限は10cN程度でよい。
【0067】
本発明の衛生材における不織布は、衛生材に用いる際に、他の部材との熱シールによる貼り合わせやヒートシール加工等の熱処理加工の際に熱収縮が発生しにくく、熱処理加工性に優れるという特徴を有する。すなわち、同不織布は、ポリ乳酸系重合体よりも低融点の脂肪族ポリエステル重合体の融点をTmとして、(Tm−10)℃の雰囲気に5分間放置したときのタテ方向の熱収縮率を2%以下とすることができる。
【0068】
次に、本発明のポリ乳酸系長繊維不織布の好ましい製造方法について説明する。本発明のポリ乳酸系長繊維不織布は、スパンボンド法によって製造される。
すなわち、融点が160℃以上のポリ乳酸系重合体と、それよりも50℃以上低融点の脂肪族ポリエステル重合体であって、1,4−ブタンジオールとコハク酸を主たる構成成分としたものと、有機系添加剤である、高級脂肪酸またはその金属塩、フェニルホスホン酸金属塩から選ばれる少なくとも1つとを用意する。そして、ポリ乳酸系重合体を溶融するとともに、これとは別に、脂肪族ポリエステル重合体と有機系添加剤とを計量混合して、エクストルーダー内で溶融混合する。
【0069】
その溶融する際の温度は、脂肪族ポリエステル重合体の融点をTmとして、(Tm+75)℃〜(Tm+120)℃の範囲であることが好ましい。(Tm+75)℃未満の溶融温度であると、本発明のポリ乳酸系重合体の融点が160℃以上であるため、十分に溶融することができず、高速紡糸をするには不十分な温度範囲となる。また(Tm+120)℃を超える溶融温度であると、紡糸口金から吐出した紡糸糸条の持ち込み熱量が大きいため、脂肪族ポリエステル重合体の冷却能力が劣って、開繊時にブロッキングが発生しやすくなる。
【0070】
そして、繊維横断面において脂肪族ポリエステル重合体が繊維表面の少なくとも一部を形成することが可能な複合紡糸口金を用いて紡糸し、この紡糸口金より紡出した紡出糸条を従来公知の横吹き付けや環状吹き付け等の冷却装置を用いて冷却せしめた後、吸引装置を用いて牽引細化して引き取る。
【0071】
牽引細化の際の牽引速度は、1000〜4000m/分に設定することが好ましく、1000〜3000m/分であることがさらに好ましい。牽引速度が1000m/分未満であると、糸条において、十分に分子配向が促進されず、得られる不織布の寸法安定性が劣りやすくなる。一方、牽引速度が4000m/分を超えると、紡糸糸条が牽引張力に耐えきれずに糸切れが発生し、紡糸安定性に劣りやすくなる。このような現象は、次に示すメカニズムで発生するものと推測される。すなわち、本発明に使用する脂肪族ポリエステル重合体は、溶融粘度勾配が20g/10分以下であり、溶融温度による粘度低下が少ないため、通常実施されるように、溶融温度を上げて牽引速度をあげようとしても、流動性がよくなるわけではないので、牽引張力に耐えきれず糸切れとなってしまうと推測される。
【0072】
牽引細化した複合長繊維は、公知の開繊器にて開繊する。このとき、上述のように、本発明で用いる脂肪族ポリエステル重合体は、溶融温度による粘度低下が少ない特定の重合体であり、結晶化速度が速いため、短繊維不織布などの製造工程に比べて紡糸工程〜冷却・延伸工程を限られた短い距離で行わざるを得ないスパンボンド不織布の製造工程においても、また、このスパンボンド不織布の製造工程において2000m/分前後の牽引速度を採用した場合であっても、脂肪族ポリエステル重合体を良好に冷却固化することができて、開繊工程における糸条同士のブロッキングの発生を効果的に防止することができる。
【0073】
開繊した後、スクリーンコンベアなどの移動式捕集面上に開繊堆積させて不織ウエブを形成する。その後、公知の不織布化手段により不織布とすればよく、例えばこの不織ウエブに熱処理を施し、繊維表面の脂肪族ポリエステル重合体を軟化または溶融させることによって繊維同士を熱接着するとよい。
【0074】
熱接着の手法としては、熱エンボス装置などの熱圧着装置を用いて部分的に熱圧着を施すことが好適である。
熱エンボス装置におけるロールの温度は、低融点の脂肪族ポリエステル重合体が溶融または軟化する温度に設定すればよく、処理時間や線圧等に応じて適宜選択する。具体的にはロールの表面温度は、低融点の脂肪族ポリエステル重合体の融点よりも20℃低い温度から20℃高い温度までの範囲に設定することが好ましい。ただし、繊維形成成分のポリ乳酸系重合体が溶融または軟化して本来の機能を果たさなくなることが無いように、ロールの温度は、このポリ乳酸系重合体の融点よりも30℃以上低いことが好ましく、40℃以上低いことがさらに好ましい。
【0075】
熱エンボス装置におけるロールの温度を、低融点の脂肪族ポリエステル重合体の融点よりも20℃を超えて、低い温度に設定すると、熱接着成分である脂肪族ポリエステル重合体が十分に溶融または軟化しないため、十分に接着できずに強度低下が生じやすく、また毛羽立ちやすいものとなる。一方、脂肪族ポリエステル重合体の融点よりも20℃高い温度を超えて高い温度に設定すると、ポリ乳酸系重合体が熱の影響を受けやすくなって、熱収縮が発生したり、機械的強力に乏しい不織布となってしまったりする。
【0076】
上記の温度条件で熱処理することにより、繊維形成成分としてのポリ乳酸系重合体が熱収縮等の熱の影響を受けない温度で熱処理することができるため、熱加工安定性が良好で、得られる不織布の柔軟性を向上させることができる。
【0077】
本発明によれば、ポリエステル共重合体が、1,4−ブタンジオールとコハク酸を主たる構成成分とするとともに、特定の溶融特性をもっているため、熱接着の際の熱収縮が小さく、しかも柔軟な不織布および袋状物を得ることができる。
【実施例】
【0078】
次に、実施例に基づき本発明を具体的に説明する。しかし、本発明はこれらの実施例のみに限定されるものではない。
以下の実施例、比較例における各種物性値の測定は、以下の方法により実施した。
【0079】
(1)融点(℃):
示差走査型熱量計(パーキンエルマ社製、DSC−2型)を用いて、試料質量を5mg、昇温速度を10℃/分として測定し、得られた吸熱曲線の最大値を与える温度を融点(℃)とした。
【0080】
(2)ポリ乳酸系重合体のメルトフローレイト[MFR1][MFR2](g/10分):
ASTM−D−1238(E)に記載の方法に準じて、温度210℃、荷重20.2N(2160gf)の条件で測定したメルトフローレイト「MFR1」と、230℃、荷重20.2N(2160gf)の条件で測定したメルトフローレイト「MFR2」とを求めた。
【0081】
(3)脂肪族共重合ポリエステルのメルトフローレイト[MFR3][MFR4](g/10分):
ASTM−D−1238(E)に記載の方法に準じて、温度210℃、荷重20.2N(2160gf)の条件で測定したメルトフローレイト「MFR3」と、温度230℃、荷重20.2N(2160gf)の条件で測定したメルトフローレイト「MFR4」とを求めた。
【0082】
(4)結晶化速度指数(分)
(4−1)tmax1、tmax2
示差走査型熱量計(パーキンエルマ社製、DSC−2型)を用いて、試料5mgを昇温速度500℃/分で200℃に昇温し、その状態で5分間ホールドさせた後、降温速度500℃/分で90℃に降温し、90℃でホールドして等温結晶化させて示差熱分析することにより、測定した。
【0083】
脂肪族ポリエステル重合体の結晶化速度指数tmax1と、脂肪族ポリエステル重合体に、高級脂肪酸またはその金属塩、フェニルホスホン酸金属塩から選ばれる少なくとも1つを溶融混合させて、溶融温度200℃で押し出した溶融混合物の結晶化速度指数tmax2とを求めた。
【0084】
(4−2)tmax3
示差走査型熱量計(パーキンエルマ社製、DSC−2型)を用いて、試料5mgを昇温速度500℃/分で200℃に昇温し、その状態で5分間ホールドさせて融解させた後、降温速度500℃/分で130℃に降温し、130℃でホールドして等温結晶化させて示差熱分析することにより、ポリ乳酸系重合体の結晶化速度指数tmax3を求めた。
【0085】
(5)降温結晶化温度(℃)、結晶化熱量(J/g)
パーキンエルマ社製の示差走査型熱量計Pyris1DSCを用い、試料質量を10mg、降温速度を10℃/分として測定して得られた結晶化発熱曲線の発熱ピークの極値を与える温度を、脂肪族ポリエステル重合体に由来する降温結晶化温度Tc2(℃)とした。その時の熱量を結晶化熱量Hexo(J/g)とした。
【0086】
(6)繊度(デシテックス):
ウエブ状態における繊維50本の径を光学顕微鏡にて測定し、密度補正して求めた平均値を繊度とした。
【0087】
(7)開繊性:
開繊器具より吐出した紡出糸条にて形成された不織ウエブについて、目視にて下記の3段階にて評価した。
【0088】
○:構成繊維の大部分が分繊され、密着糸および収束糸が認められなかった。
△:密着糸および収束糸がわずかであるが認められた。
×:構成繊維の大部分が密着し、開繊性が不良であった。
【0089】
(8)目付(g/m2):
標準状態の試料から長さ10cm、幅5cmの試料片10点を作成し、各試料片の質量(g)を秤量し、得られた値の平均値を単位面積あたりに換算して、目付(g/m2)とした。
【0090】
(9)引張強力(N/5cm幅)および伸度(%):
JIS−L−1906に準じて測定した。すなわち、長さ20cm、幅5cmの試料片10点を作製し、各試料片毎に、不織布の経方向および緯方向について、定速伸張型引張試験機(オリエンテック社製テンシロンUTM−4−1−100)を用い、つかみ間隔10cm、引張速度20cm/分で伸張し、得られた切断時破断荷重(N/5cm幅)の平均値を引張強力(N/5cm幅)とし、切断時の破断伸度の平均値を伸度(%)とした。
【0091】
(10)不織布の寸法安定性[乾熱収縮率(%)]:
不織布を構成する芯鞘構造の繊維の鞘成分すなわち脂肪族ポリエステル重合体の融点をTmとしたときに、縦方向(MD)×横方向(CD)=20cm×20cmの試料を(Tm−10)℃の雰囲気下に5分間放置した後の縦横各辺の試料長をLとして、下式によって算出した。そして、乾熱収縮率が縦方向(MD)、横方向(CD)とも5%以下のものを、不織布の寸法安定性が良好であると評価した。
乾熱収縮率(%)={(20−L)/20}×100
【0092】
(11)ヒートシール性・T字剥離強力(N/3cm幅):
幅10cm、長さ5cmの試料を2枚用意し、これら2枚の試料を重ねてヒートシール加工を施し、そのときの加工性にもとづき下記の3段階評価にてヒートシール性を判定した。
【0093】
○:ヒートシール加工時にシール部の収縮が発生しない。
△:ヒートシール加工部に収縮が起こり寸法安定性が悪い。
×:殆どシールされていない。
【0094】
また、ヒートシール機のシール幅を1cm、ヒートシール圧力を19.6N/cm2、
ヒートシール時間を1秒とし、ヒートシール温度は後述の表1に記載の温度として、ヒートシール加工を施した。次に、この加工されたシートを幅3cmに裁断して、これを10点の試料として作製し、各試料毎に、定速伸張型引張試験機(オリエンテック社製テンシロンUTM−4−1−100)を用い、ヒートシール部を間において、つかみ間隔5cm、引張速度20cm/分で伸張し、ヒートシール部を徐々に剥離させながらT字剥離強力を測定した。そして、T字剥離中の荷重の最大値と最小値をそれぞれ読みとり、その平均値を各試料の剥離強力とした。さらに、試料10点についての剥離強力の平均値をT字剥離強力とした。
【0095】
(12)不織布の柔軟度[圧縮剛軟度(cN)]:
長さ10cm、幅5cmの試料片5点を作成し、各試料片ごとにその長さ方向が周方向となるように曲げて円筒状物とし、各々その端部を接合したものを圧縮剛軟度測定試料とした。定速伸長型引張試験機(東洋ボールドウィン社製、テンシロンUTM−4−1−100)を用い、各測定試料ごとに、その軸方向に圧縮速度5cm/分で圧縮し、得られた最大荷重の平均値を圧縮剛軟度(cN)とした。この圧縮圧縮剛軟度は、値が小さいほど柔軟性が優れることを意味する。
【0096】
(13)生分解性:
58℃に維持された熟成コンポスト中に不織布を埋設し、3ケ月後に取り出したときに、不織布がその形態を保持していない場合、あるいはその形態を保持していても引張強力が埋設前の強力初期値に対して50%以下に低下している場合は、生分解性が良好であると評価して○で示した。これに対し、不織布がその形態を保持しており引張強力が埋設前の強力初期値に対して50%を超える場合は、生分解性能が不良であると評価して×で示した。
【0097】
(実施例1)
融点が176℃、MFR1が22g/10分、MFR2が45g/10分のポリ乳酸系重合体(トヨタ社製 商品名U′zS−17;以下、「P1」と略記する)を、芯成分として用意した。
【0098】
また、融点が114℃、MFR3が22g/10分、MFR4が25g/10分である、1,4−ブタンジオールとコハク酸とを構成成分とする脂肪族ポリエステル重合体(三菱化学社製 商品名GSPla、FZ71PD;以下、「P2」と略記する)を用意した。この脂肪族ポリエステル重合体の結晶化速度指数tmax1は、7.4分であった。
【0099】
さらに、P1をベースとして結晶核剤としてのタルク(TA)を20質量%練り込み含有したマスターバッチを用意した。
そして、P1とP2との複合比が質量比でP1:P2=1:1となるように、P1の溶融重合体中にタルクが0.5質量%含まれることになるように、さらにP2の溶融重合体中に高級脂肪酸の金属塩であるモンタン酸Ca塩(クラリアント社製 商品名:リコモントCaV101)が0.5質量%含まれることになるように、個別に計量した後、P1、P2をそれぞれを個別のエクストルーダー型溶融押し出し機を用いて温度200℃で溶融し、芯鞘型複合繊維断面となる紡糸口金を用いて、P1が芯部を構成しP2が鞘部を構成するように、単孔吐出量0.70g/分で溶融紡糸した。
【0100】
紡出糸条を公知の冷却装置にて冷却した後、引き続いて紡糸口金の下方に設けたエアーサッカーにて牽引速度2000m/分で牽引細化し、公知の開繊器具を用いて開繊し、移動するスクリーンコンベア上にウエブとして捕集堆積させた。開繊の際に、構成繊維の大部分が分繊され、密着糸および収束糸は認められず、開繊性は良好であった。堆積させた複合長繊維の単糸繊度は、3.5デシテックスであった。
【0101】
次いで、このウエブをエンボスロールと表面平滑な金属ロールとからなる熱エンボス装置に通して熱処理を施し、目付20g/m2のポリ乳酸系長繊維不織布を得た。熱エンボス条件としては、両ロールの表面温度を90℃とし、エンボスロールは、個々の面積が0.6mm2の円形の彫刻模様で、圧接点密度が20個/cm2、圧接面積率が15%のものを用いた。
【0102】
得られたポリ乳酸系長繊維不織布の性能を表1に示す。
【0103】
【表1】

【0104】
(実施例2)
融点が168℃、MFR1が23g/10分、MFR2が52g/10分のポリ乳酸系重合体(NatureWorks社製 商品名U6201D;以下、「P3」と略記する)を、芯成分として用意した。また溶融紡糸の際の溶融押出し機における溶融温度を220℃とし、牽引速度を2200m/分とし、単糸繊度3.8デシテックスの複合長繊維を得たこと以外は実施例1と同様にして、ポリ乳酸系長繊維不織布を得た。
得られたポリ乳酸系長繊維不織布の性能を表1に示す。
【0105】
(実施例3)
P2に含まれるモンタン酸Ca塩の量を0.3質量%とした。また溶融紡糸の際の溶融押出し機における溶融温度を220℃とし、牽引速度を2600m/分とし、単糸繊度3.2デシテックスの複合長繊維を得たこと以外は実施例2と同様にして、ポリ乳酸系長繊維不織布を得た。
得られたポリ乳酸系長繊維不織布の性能を表1に示す。
【0106】
(実施例4)
融点が168℃、MFR1が65g/10分、MFR2が120g/10分のポリ乳酸系重合体(NatureWorks社製 商品名U6251D;以下、「P4」と略記する)を、芯成分として用意した。
【0107】
鞘成分として、P2を用意した。
さらに、P4をベースとして、結晶核剤としてのタルク(TA)を20質量%練り込み含有したマスターバッチを用意した。
【0108】
そして、P4とP2との複合比が質量比でP4:P2=1:1となるように、P4の溶融重合体中にタルクが0.5質量%含まれることになるように、P2の溶融重合体中に上述のリコモントCaV101が0.5質量%含まれることになるように、個別に計量した後、P4、P2をそれぞれ個別のエクストルーダー型溶融押し出し機を用いて温度200℃で溶融し、芯鞘型複合繊維断面となる紡糸口金を用いて、P4が芯部を構成しP2が鞘部を構成するように、単孔吐出量0.70g/分の条件で溶融紡糸した。
【0109】
紡出糸条を公知の冷却装置にて冷却した後、引き続いて紡糸口金の下方に設けたエアーサッカーにて牽引速度2500m/分で牽引細化し、公知の開繊器具を用いて開繊し、移動するスクリーンコンベア上にウエブとして捕集堆積させた。開繊の際に、構成繊維の大部分が分繊され、密着糸および収束糸は認められず、開繊性は良好であった。堆積させた複合長繊維の単糸繊度は、2.8デシテックスであった。
【0110】
次いで、このウエブをエンボスロールと表面平滑な金属ロールとからなる熱エンボス装置に通して熱処理を施し、目付20g/m2のポリ乳酸系長繊維不織布を得た。熱エンボス条件としては、両ロールの表面温度を90℃とし、エンボスロールは、個々の面積が0.6mm2の円形の彫刻模様で、圧接点密度が20個/cm2、圧接面積率が15%のものを用いた。
得られたポリ乳酸系長繊維不織布の性能を表1に示す。
【0111】
(実施例5)
P1とP2を用意した。そして、P1とP2との複合比が質量比でP1:P2=1:1となるように、またP1の溶融重合体中に結晶核剤としてフェニルホスホン酸亜鉛塩(日産化学社製、商品名PPA-Zn)が1質量%含まれ、P2の溶融重合体中にリコモントCaV101が0.5質量%含まれるように、個別に計量した後、P1、P2をそれぞれ個別のエクストルーダー型溶融押し出し機を用いて温度200℃で溶融し、芯鞘型複合繊維断面となる紡糸口金を用いて、P1が芯部を構成しP2が鞘部を構成するように、単孔吐出量0.70g/分で溶融紡糸した。
【0112】
紡出糸条を公知の冷却装置にて冷却した後、引き続いて紡糸口金の下方に設けたエアーサッカーにて牽引速度2100m/分で牽引細化し、公知の開繊器具を用いて開繊し、移動するスクリーンコンベア上にウエブとして捕集堆積させた。開繊の際に、構成繊維の大部分が分繊され、密着糸および収束糸は認められず、開繊性は良好であった。堆積させた複合長繊維の単糸繊度は、3.3デシテックスであった。
【0113】
次いで、このウエブをエンボスロールと表面平滑な金属ロールとからなる熱エンボス装置に通して熱処理を施し、目付20g/m2のポリ乳酸系長繊維不織布を得た。熱エンボス条件としては、両ロールの表面温度を100℃とし、エンボスロールは、個々の面積が0.6mm2の円形の彫刻模様で、圧接点密度が20個/cm2、圧接面積率が15%のものを用いた。
得られたポリ乳酸系長繊維不織布の性能を表1に示す。
【0114】
(実施例6)
P1とP2を用意した。そして、P1とP2との複合比が質量比でP1:P2=1:1となるように、またP1、P2の溶融重合体中に結晶核剤としてフェニルホスホン酸亜鉛塩(日産化学社製、商品名PPA-Zn)がそれぞれ1質量%含まれるように、個別に計量した後、それぞれを個別のエクストルーダー型溶融押し出し機を用いて温度200℃で溶融し、芯鞘型複合繊維断面となる紡糸口金を用いて、P1が芯部を構成しP2が鞘部を構成するように、単孔吐出量0.70g/分で溶融紡糸した。
【0115】
紡出糸条を公知の冷却装置にて冷却した後、引き続いて紡糸口金の下方に設けたエアーサッカーにて牽引速度1900m/分で牽引細化し、公知の開繊器具を用いて開繊し、移動するスクリーンコンベア上にウエブとして捕集堆積させた。開繊の際に、構成繊維の大部分が分繊され、密着糸および収束糸は認められず、開繊性は良好であった。堆積させた複合長繊維の単糸繊度は、3.6デシテックスであった。
【0116】
次いで、このウエブをエンボスロールと表面平滑な金属ロールとからなる熱エンボス装置に通して熱処理を施し、目付20g/m2のポリ乳酸系長繊維不織布を得た。熱エンボス条件としては、両ロールの表面温度を100℃とし、エンボスロールは、個々の面積が0.6mm2の円形の彫刻模様で、圧接点密度が20個/cm2、圧接面積率が15%のものを用いた。
得られたポリ乳酸系長繊維不織布の性能を表1に示す。
【0117】
(実施例7)
実施例1に比べて、目付を50g/m2とした。それ以外は実施例1と同様にしてポリ乳酸系長繊維不織布を得た。
得られたポリ乳酸系長繊維不織布の性能を表1に示す。
【0118】
(実施例8)
実施例1に比べて、目付を100g/m2とした。それ以外は実施例1と同様にしてポリ乳酸系長繊維不織布を得た。
得られたポリ乳酸系長繊維不織布の性能を表1に示す。
【0119】
(実施例9)
実施例1に比べて、芯部と鞘部の複合比が、質量比で、芯部/鞘部=2/1となるようにし、また目付を30g/m2とした。それ以外は実施例1と同様にしてポリ乳酸系長繊維不織布を得た。
得られたポリ乳酸系長繊維不織布の性能を表1に示す。
【0120】
(実施例10)
実施例1に比べて、芯部と鞘部の複合比が、質量比で、芯部/鞘部=1/2となるようにし、また目付を30g/m2とした。それ以外は実施例1と同様にしてポリ乳酸系長繊維不織布を得た。
得られたポリ乳酸系長繊維不織布の性能を表1に示す。
【0121】
(実施例11)
P3を芯成分として用意した。そして、実施例1に比べて、単孔吐出量を1.6g/分とし、牽引速度を2400m/分とし、単糸繊度を7.4デシテックスとした。それ以外は実施例2と同様にしてポリ乳酸系長繊維不織布を得た。
得られたポリ乳酸系長繊維不織布の性能を表1に示す。
【0122】
実施例1〜11のポリ乳酸系長繊維不織布は、ポリ乳酸系重合体と脂肪族ポリエステル重合体と含み、この脂肪族ポリエステル重合体が、1,4−ブタンジオールとコハク酸を構成成分とするとともに、その融点がポリ乳酸系重合体の融点よりも50℃以上低いものであったため、熱加工時の安定性に優れヒートシール性に優れていた。また、脂肪族ポリエステル重合体が、高級脂肪酸またはその金属塩と、フェニルホスホン酸金属塩とから選ばれる少なくとも1つを0.1〜1.0質量%含有していたため、開繊時の繊維−繊維間の摩擦を小さくすることができ、このため開繊性の良好なウエブを製造することができた。
【0123】
(比較例1)
P1を芯成分、P2を鞘成分とし、鞘成分に添加剤を何も添加していないようにした。それ以外は実施例1と同様にして、ポリ乳酸系長繊維不織布を製造しようとした。
【0124】
しかし、得られた開繊糸条は密着状態であり、開繊不良となり、開繊が良好なポリ乳酸系長繊維不織布を得ることはできなかった。
比較例1の結果を表1に示す。
【0125】
(比較例2)
P1を芯成分として用意した。
融点が110℃、MFR3が26g/10分、MFR4が52g/10分である、脂肪族ジオール、脂肪族ジカルボン酸を構成成分とし、かつ乳酸が共重合された脂肪族ポリエステル重合体(三菱化学社製 商品名GSPla、AZ71TN;以下、「P5」と略記する)を用意した。この脂肪族ポリエステル重合体の結晶化速度指数tmax1は、検出不能であった。すなわち、測定条件にて60分放置したが結晶化ピークが検出されなかった。
【0126】
さらに、P1をベースとして結晶核剤としてのタルク(TA)を20質量%練り込み含有したマスターバッチを用意した。
そして、P1とP5との複合比が質量比でP1:P5=1:1となるように、P1の溶融重合体中にタルクが0.5質量%含まれることになるように、P5の溶融重合体中にリコモントCaV101が0.5質量%含まれることになるように、個別に計量した後、P1、P5のそれぞれを個別のエクストルーダー型溶融押し出し機を用いて温度200℃で溶融し、芯鞘型複合繊維断面となる紡糸口金を用いて、P1が芯部を構成しP5が鞘部を構成するように、単孔吐出量0.70g/分の条件で溶融紡糸した。
【0127】
しかし、得られた開繊糸条は密着状態であり、開繊不良となり、開繊が良好なポリ乳酸系長繊維不織布を得ることはできなかった。
比較例2の結果を表1に示す。
【技術分野】
【0001】
本発明はポリ乳酸系長繊維不織布およびその製造方法に関する。
【背景技術】
【0002】
機能性を有する不織布の一つに、自己接着性繊維からなる不織布がある。この自己接着性繊維からなる不織布は、加熱によって繊維の一部が溶融することで繊維相互が接着一体化したもので、ヒートシール特性を有するものである。
【0003】
近年、石油を原料とする合成繊維は、焼却時の発熱量が多いため、自然環境保護の見地から見直しが必要とされ、自然界において生分解する脂肪族ポリエステルからなる繊維が開発されており、環境保護への貢献が期待されている。脂肪族ポリエステルの中でも、ポリ乳酸系重合体は、その融点が約180℃と比較的高いことから、広い分野に使用されることが期待されている。
【0004】
ポリ乳酸系重合体を用いた自己接着性繊維からなる不織布として、芯部にポリ乳酸を配し、鞘部にD−乳酸とL−乳酸との共重合体(D、L−乳酸共重合体)を配して、芯部よりも鞘部を低融点とした芯鞘型複合繊維により不織布を構成させるものが知られている(特許文献1、特許文献2)。
【0005】
この場合に、熱加工安定性を考慮すると、芯部と鞘部の融点差が大きい方が好ましいため、鞘部の共重合体は融点が低いもの(120℃程度の共重合体)を選択することがよいと考えられる。しかし、D、L−乳酸共重合体において、融点120℃程度のものは、結晶性が低いため、熱接着工程において収縮したり熱ロールに融着したりする等のトラブルが発生しやすく、しかも得られる不織布は耐熱性に劣るものとなる。
【0006】
これに代えて、鞘成分にポリ乳酸以外の融点の低い重合体を選択した場合は、ガラス転移温度も低い場合が多い。したがって、このようなものを用いていわゆるスパンボンド法により不織布を得ようとすると、スパンボンド法はノズル孔より吐出した糸条が牽引細化されるまでの距離(紡糸工程〜冷却・延伸工程の距離)が極めて短いため、冷却過程で十分に冷え切らずにゴム状弾性を示したり、開繊工程で糸条同士がブロッキングを起こしたりするなどの問題がある。
【0007】
この問題を解決する方法として、鞘成分にポリ乳酸以外の融点の低い重合体を使用するにあたり、有機過酸化物を用いた架橋反応により結晶化速度を制御して、短い冷却過程で冷却させるようにした技術が知られている(特許文献3)。
【0008】
この技術の場合、架橋反応によって鞘成分に使用する重合体の結晶化速度を早くすることで、スパンボンド法のような冷却過程が短い工程でも糸条の冷却が十分可能となり、糸条同士のブロッキングも解消し、良好な開繊性(不織布の地合)を得ることができる。その一方で、架橋反応を行わせるために、重合体のゴム弾性は架橋無しの状態よりも強くなり、このため高速紡糸に耐えうる架橋反応と開繊性とを両立させる反応条件の範囲は狭い。
【0009】
特許文献4には、生分解性の第1成分と第2成分からなる複合繊維であり、第2成分の85℃における半結晶化時間が、第1成分の85℃における半結晶化時間よりも長いことを特徴とする生分解性複合繊維と、それを用いた構造物および吸水性物品とが記載されている。異なる生分解性樹脂を用いて複合繊維を製造する場合において、互いに結晶化速度の差の小さい生分解性樹脂同士を使用すると、紡糸工程において、半結晶化時間の短い生分解性樹脂が結晶化する際に発生する熱で、半結晶化時間の長い生分解性樹脂の冷却が阻害される。そのため、第1成分と第2成分の半結晶化時間の差を大きくし、それによって、半結晶化時間の短い生分解性樹脂が結晶化する際に発生する熱で半結晶化時間の長い生分解性樹脂の冷却を阻害しないようにしている。
【0010】
この特許文献4のものでは、紡糸工程における冷却ゾーンの長さが十分確保できるような場合には十分適用できるが、冷却ゾーンが短いスパンボンド法では、鞘成分の重合体の半結晶化時間が長い樹脂を適用する場合に、開繊糸条の密着が発生する。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平07−310236号公報
【特許文献2】特開平07−133511号公報
【特許文献3】特開2007−084988号公報
【特許文献4】特開2007−119928号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明は、構成繊維の製糸性および開繊性が良好で、スパンボンド法によって製造することが可能であり、得られた不織布が機械的物性に優れるとともにヒートシール性を併せ持つ、生分解性の不織布およびその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0013】
本発明者等は、上記課題を解決するために、融点が低くかつガラス転移温度も低い重合体であっても、これを用いてスパンボンド法により不織布を得ようと検討した。その結果、鞘成分等の繊維表面の少なくとも一部を形成する脂肪族ポリエステル重合体として特定の重合体を選択し、さらにこの重合体に有機系添加剤を添加することにより、架橋反応のための有機過酸化物を添加することなく結晶化速度を速くすることができ、スパンボンド法による冷却過程でも十分に冷え切りブロッキングが生じないことがわかった。本発明はこのような知見に基づいてなされたものである。
すなわち、上記課題を解決するための手段は、下記のとおりである。
【0014】
1.複合繊維を構成繊維としてスパンボンド法により形成された不織布であって、前記複合繊維は、融点が160℃以上のポリ乳酸系重合体と、このポリ乳酸系重合体よりも融点が50℃以上低い脂肪族ポリエステル重合体とを含むとともに、前記脂肪族ポリエステル重合体が繊維表面の少なくとも一部を形成しており、前記脂肪族ポリエステル重合体は、1,4−ブタンジオールとコハク酸とを構成成分とするとともに、高級脂肪酸またはその金属塩と、フェニルホスホン酸金属塩とから選ばれる少なくとも1つを0.1〜1質量%含有していることを特徴とするポリ乳酸系長繊維不織布。
【0015】
2.高級脂肪酸金属塩がモンタン酸カルシウムであることを特徴とする1.のポリ乳酸系長繊維不織布。
【0016】
3.フェニルホスホン酸金属塩がフェニルホスホン酸亜鉛塩であることを特徴とする1.または2.のポリ乳酸系長繊維不織布。
【0017】
4.複合長繊維は、ポリ乳酸重合体が芯部を形成し、脂肪族ポリエステル重合体が鞘部を形成した芯鞘型複合長繊維であって、芯部と鞘部の複合比が、質量比で、芯部/鞘部=3/1〜1/3であることを特徴とする1.から3.までのいずれかのポリ乳酸系長繊維不織布。
【0018】
5.複合長繊維の表面に微細な凹部および、または凸部が形成されていることを特徴とする1.から4.までのいずれかのポリ乳酸系長繊維不織布。
【0019】
6.昇温速度10℃/分で融解した後、降温速度10℃/分で示差熱分析したときに、ポリ乳酸系重合体に由来する降温結晶化温度Tc1と脂肪族ポリエステル重合体に由来する降温結晶化温度Tc2が存在し、Tc2が80℃以上90℃以下であり、脂肪族ポリエステル重合体の結晶化熱量Hexo2が30J/g以上であることを特徴とする1.から5.までのいずれかのポリ乳酸系長繊維不織布。
【0020】
7.融点が160℃以上のポリ乳酸系重合体と、1,4−ブタンジオールおよびコハク酸を構成成分とし、前記ポリ乳酸系重合体よりも融点が50℃以上低い脂肪族ポリエステル重合体とを用い、この脂肪族ポリエステル重合体に、高級脂肪酸またはその金属塩と、フェニルホスホン酸金属塩とから選ばれる少なくとも1つを0.1〜1質量%となるように混合し、前記脂肪族ポリエステル重合体の融点をTmとして、(Tm+75)℃〜(Tm+120)℃の温度で、前記ポリ乳酸系重合体と脂肪族ポリエステル重合体とを個別に溶融し、繊維横断面において脂肪族ポリエステル重合体が繊維表面の少なくとも一部を形成するような複合口金を用いて紡糸し、前記口金より紡出した紡出糸条を冷却し牽引した上で開繊し、それにより得られた長繊維を堆積させて不織ウエブを形成することを特徴とするポリ乳酸系長繊維不織布の製造方法。
【0021】
8.脂肪族ポリエステル重合体として、昇温速度500℃/分で200℃に昇温し、その状態で5分間ホールドした後、降温速度500℃/分で90℃に降温してホールドし、等温結晶化させて示差熱分析したときの結晶化速度指数が3〜10分であるとともに、ASTM−D−1238(E)に記載の方法に準じて測定した230℃、荷重20.2N(2160gf)のメルトフローレイトと210℃、荷重20.2N(2160gf)のメルトフローレイトとの差である溶融粘度勾配が10g/10分以下である共重合体を用いることを特徴とする7.のポリ乳酸系長繊維不織布の製造方法。
【0022】
9.ポリ乳酸系重合体および脂肪族ポリエステル重合体として、ASTM−D−1238(E)に記載の方法に準じて、210℃、荷重20.2N(2160gf)で測定したメルトフローレイトの比が、脂肪族ポリエステル重合体のメルトフローレイト/ポリ乳酸系重合体のメルトフローレイト=0.3〜1.5であり、前記の方法に準じて、230℃、荷重20.2N(2160gf)で測定したメルトフローレイトの比が、脂肪族ポリエステル重合体のメルトフローレイト/ポリ乳酸系重合体のメルトフローレイト=0.7以下であるものを用いることを特徴とする7.または8.のポリ乳酸系長繊維不織布の製造方法。
【0023】
10.上記1.から6.までのいずれかのポリ乳酸系長繊維不織布にて形成され、脂肪族ポリエステル重合体の溶融または軟化によって構成繊維同士が接着しているヒートシール部を有することによって袋状に構成されていることを特徴とする生分解性袋状物。
【0024】
11.上記1.から6.までのいずれかのポリ乳酸系長繊維不織布にて形成されていることを特徴とする生分解性衛生材。
【発明の効果】
【0025】
本発明の不織布およびその製造方法によれば、繊維表面の少なくとも一部を形成する脂肪族ポリエステル重合体が、高級脂肪酸またはその金属塩と、フェニルホスホン酸金属塩とから選ばれる少なくとも1つを0.1〜1質量%含有していることによって、開繊時の繊維−繊維間の摩擦を小さくすることができ、このため開繊性の良好なウエブを製造することができて、地合の良好な不織布を得ることができる。
【0026】
また、本発明の製造方法によれば、脂肪族ポリエステル重合体として、結晶化速度指数が3〜10分であり、ASTM−D−1238(E)に記載の方法に準じて測定した230℃のメルトフローレイトと190℃のメルトフローレイトとの差である溶融粘度勾配が20g/10分以下である特定の脂肪族ポリエステル重合体を使用するため、脂肪族ポリエステル重合体の結晶化速度を速くさせることができ、短繊維不織布などの製造工程に比べて紡糸工程から冷却・延伸工程までが限られた短い距離とならざるを得ないスパンボンド不織布の製造工程においても、架橋反応によって発現するような溶融時の弾性を脂肪族ポリエステル重合体に発現させることがなく、これを良好に冷却させて結晶化させることができ、このため開繊工程におけるブロッキングの発生を効果的に防止することができる。
【0027】
しかも本発明によれば、ポリ乳酸系重合体と脂肪族ポリエステル重合体と含み、前記脂肪族ポリエステル重合体は、1,4−ブタンジオールとコハク酸を構成成分とするとともに、その融点がポリ乳酸系重合体の融点よりも50℃以上低いため、熱加工時の安定性に優れヒートシール性に優れた不織布を得ることができる。
【図面の簡単な説明】
【0028】
【図1】モンタン酸のCa塩を用いた場合に得られる長繊維の表面の様子を示す図である。
【図2】フェニルホスホン酸金属塩を用いた場合に得られる長繊維の表面の様子を示す図である。
【発明を実施するための形態】
【0029】
本発明の不織布は、繊維形成成分としての、融点が160℃以上のポリ乳酸系重合体と、このポリ乳酸系重合体よりも低融点の熱接着成分としての脂肪族ポリエステル重合体とを含む複合繊維によって構成される。
【0030】
まず、ポリ乳酸系重合体について説明する。
本発明においては、ポリ乳酸系重合体として、融点が160℃以上の重合体あるいは融点が160℃以上の重合体同士のブレンド体を用いる。ポリ乳酸系重合体の融点が160℃以上であることで、高い結晶性を有しているため、熱処理加工時の収縮が発生しにくく、また熱処理加工を安定して行うことができる。
【0031】
ポリ乳酸のホモポリマーであるポリ−L−乳酸やポリ−D−乳酸の融点は、約180℃である。ポリ乳酸系重合体として、L−乳酸とD−乳酸との共重合体を用いる場合には、共重合体の融点が160℃以上となるようにモノマー成分の共重合比率を決定する。すなわち、L−乳酸とD−乳酸との共重合比が、モル比で、(L−乳酸)/(D−乳酸)=2.0/98.0〜0/100、あるいは(L−乳酸)/(D−乳酸)=98.0/2.0〜100/0であるものを用いる。共重合比率が前記範囲を外れると、共重合体の融点が160℃未満となり、本発明の目的を達成し得ないこととなる。さらに好ましくは、融点が165℃以上である。
【0032】
次に、ポリ乳酸系重合体よりも低融点の脂肪族ポリエステル重合体について説明する。この脂肪族ポリエステル重合体は、1,4−ブタンジオールとコハク酸を主たる構成成分とする重合体である。
【0033】
このような脂肪族ポリエステル重合体としては、具体的には、三菱化学社製、商品名GSPla(結晶融点110℃)を好ましく用いることができる。なお、不織布化のための熱接着性を良好にし、また得られた不織布のヒートシール性を良好にするために、ポリ乳酸系重合体と脂肪族ポリエステル重合体との融点差が50℃以上であることが必要である。
【0034】
1,4−ブタンジオールとコハク酸を主たる構成成分とする脂肪族ポリエステル重合体として、上記の「GSPla」以外でも、イソシアナートが添加されていない共重合体であれば、使用することが可能である。イソシアナートが添加されることでウレタン結合を含む脂肪族ポリエステルでは、不織布化した際に、条件によっては、着色したり、ミクロゲルが発生したりする問題が発生するおそれがある。
【0035】
脂肪族ポリエステル重合体は、原料の段階において、DSC装置を用いて昇温速度500℃/分で200℃に昇温し、その状態で5分間ホールドさせた後、降温速度500℃/分で90℃に降温してホールドし、それによって等温結晶化させて示差熱分析したときの結晶化速度指数(以下、「tmax1」と略記することがある)が、3〜10分であることが好ましい。この結晶化速度指数tmax1は、重合体を200℃の溶融状態から冷却し90℃にて結晶化させたときに最終的に到達する結晶化度の2分の1に到達するまでの時間(分)で示され、指数が小さいほど結晶化速度が速いことを意味する。したがって、複合繊維の原料となる脂肪族ポリエステル重合体として、上記のように結晶化速度指数tmax1が3〜10分の結晶化速度の高いものを用いることで、溶融紡糸したときの冷却性が良好になって、開繊時にブロッキングを生じにくくすることができる。
【0036】
また、脂肪族ポリエステル重合体は、ASTM−D−1238(E)に記載の方法に準じて測定した230℃のメルトフローレイトと210℃のメルトフローレイトとの差である溶融粘度勾配が10g/10分以下の範囲であることが好ましい。このような特性を持つ重合体は、温度による重合体の流動性の低下が少なく、架橋構造に近い高次構造であり、このため結晶化速度指数tmax1を上述のように3〜10分とすることができ、溶融紡糸したときの冷却性が良好になって、開繊時にブロッキングを生じにくくすることができる。
【0037】
複合長繊維を構成するポリ乳酸系重合体と脂肪族ポリエステル重合体の、ASTM−D−1238(E)に記載の方法に準じて測定した、210℃、荷重20.2N(2160gf)で測定したメルトフローレイト比(脂肪族ポリエステル重合体のメルトフローレイト/ポリ乳酸系重合体のメルトフローレイト、以下「MFR比1」と略記することがある)が0.3〜1.5であり、230℃、荷重20.2N(2160gf)で測定したメルトフローレイト比(同上の比、以下「MFR比2」と略記することがある)が0.7以下であることが好ましい。MFR比1とMFR比2がともに上記の範囲であることによって、複合長繊維を溶融紡糸した際に、ポリ乳酸系重合体が結晶化する際に発生する熱で脂肪族ポリエステル重合体の冷却を阻害することがなく、このため糸条冷却後の開繊工程にてブロッキングを生じにくくすることができる。
【0038】
脂肪族ポリエステル重合体のメルトフローレイトは、210℃、荷重20.2N(2160gf)の条件で測定したときに、18〜25g/10分であることが好ましく、18〜22g/10分であることがさらに好ましい。この範囲であることで、良好な紡糸性を発揮することができる。18g/10分未満であると、紡糸ノズルから紡出された糸条の弾性が強すぎて、この糸条を紡出後の牽引処理のために牽引装置に導入することが困難となりやすく、紡糸性が不良となりやすい。25g/10分を超えると、糸条の開繊性が不良となりやすい。
【0039】
脂肪族ポリエステル重合体は、原料の段階において、高級脂肪酸またはその金属塩と、フェニルホスホン酸金属塩とから選ばれる少なくとも1つを溶融混合するものであり、これを添加することによって、脂肪族ポリエステル重合体の結晶化速度を速くすることと、開繊工程における繊維−繊維間の摩擦抵抗を小さくして、開繊工程におけるブロッキングの発生を効果的に防止することとを達成できる。
【0040】
高級脂肪酸またはその金属塩としては、下記化学一般式(A)で表される直鎖状のものが好適に用いられる。
【0041】
(Cn−1H2(n−m)−1COO−)aXa+・・・・・・(A)
n:10〜30の整数
m:脂肪鎖中の不飽和結合の数
X:水素原子あるいはLi、K、Na、Ca、Mg、Zn、Pb、Al、Ba、Cdから選ばれた少なくとも1種の金属原子
a:原子Xのイオン価数
【0042】
前記化学一般式(A)で示される直鎖状高級脂肪酸またはその金属塩の具体例としては、カプリン酸、ウンデカン酸、ラウリン酸、トリデカン酸、ミリスチン酸、ペンタデカン酸、パルミチン酸、マルガリン酸、ステアリン酸、ノナデカン酸、アラキン酸、ヘンエイコサン酸、ベヘン酸、トリコサン酸、リグノセリン酸、ペンタコサン酸、セロチン酸、ヘプタコ酸、モンタン酸、ノナコサン酸、メリシン酸、カプロレイン酸、9−ウンデシレン酸、リンデル酸、2−トリデセン酸、ミリストレイン酸、6−ペンタデセン酸、2−パルミトレイン酸、2−ヘプタデセン酸、オレイン酸、cis−9−ナデセン酸、ゴンドイン酸、エルカ酸、セラコレイン酸、cis−7−キサコセン酸、リノール酸、リノレン酸、ならびに、これらの脂肪酸の、Li、K、Na、Ca、Mg、Zn、Pb、Al、Ba、Cdから選ばれた金属塩が挙げられる。金属塩としては、Ca、Mg、Zn塩などが、非水溶性で、肌に触れた時に肌を刺激しないと言う点から好ましい。また、上記脂肪酸またはその金属塩の中でも、最も入手しやすく安価でありポリマー中に添加しやすく滑性付与効果も十分優れていると言う点からは、ステアリン酸、そのCa、Mg、Zn塩などが好適である。脂肪族ポリエステル重合体の結晶化速度を上げるという本発明の目的に照らせば、モンタン酸のCa塩を好適に用いることができる。
【0043】
モンタン酸のCa塩を用いた場合は、他の添加剤よりも開繊性がさらに良好となる。その理由としては、不織布を構成する繊維形態に起因すると推察する。すなわち、モンタン酸のCa塩を上記特性をもつ脂肪族ポリエステル重合体に添加し、溶融紡糸することによって、理由はよくわからないが、
(イ)繊維表面に微細な凹部が形成されること
(ロ)繊維表面に微細な凸部が形成されること
(ハ)繊維表面の繊維軸方向に筋状に凹部が形成されること
から選ばれた少なくとも1種の形状を呈するようにすることができる。そして、繊維表面にこれらの凹部や凸部が形成されると、不織布を構成する繊維−繊維間の表面摩擦が小さくなり、開繊時に良好な開繊状態になると推測される。
【0044】
図1は、モンタン酸のCa塩を用いた場合に得られる長繊維の表面の様子を示す。図示のように、繊維表面に微細な凹凸部が形成されている。
フェニルホスホン酸金属塩としては、フェニルホスホン酸亜鉛塩、フェニルホスホン酸カルシウム塩、フェニルホスホン酸マグネシウム塩等を使用することができる。脂肪族ポリエステル重合体の結晶化速度を上げるという本発明の目的からは、フェニルホスホン酸亜鉛が特に好適に用いられる。
【0045】
フェニルホスホン酸金属塩を用いた場合も、他の添加剤よりも開繊性が良好となる。他の添加剤よりも良好となる理由としては、不織布を構成する繊維の表面形態がモンタン酸Caのときと同様となっていることからして、同様の理由であると推測される。
【0046】
図2は、フェニルホスホン酸金属塩を用いた場合に得られる長繊維の表面の様子を示す。図示のように、繊維表面に微細な凹凸が形成されている。この場合の凹凸部は、モンタン酸のCa塩を用いた場合に得られる長繊維の表面の凹凸部よりも細かな凹凸部となる。
【0047】
脂肪族ポリエステル重合体に溶融混合する際の、高級脂肪酸またはその金属塩、フェニルホスホン酸金属塩の配合量は、0.1〜1質量%であることが必要であり、0.1〜0.7質量%であることが好ましく、0.1〜0.5質量%であることがより好ましい。配合量が0.1質量%未満では、繊維−繊維間の摩擦抵抗を小さくすることができず、開繊工程におけるブロッキングの発生を抑制するには不十分である。
【0048】
以上の点に関連して、高級脂肪酸またはその金属塩と、フェニルホスホン酸金属塩とから選ばれる少なくとも1つを溶融混合した脂肪族ポリエステル重合体は、原料の段階において、DSC装置を用いて昇温速度500℃/分で200℃に昇温し、その状態で5分間ホールドさせて融解させた後、降温速度500℃/分で90℃に降温し、90℃でホールドして等温結晶化させて示差熱分析したときの結晶化速度指数(以下、「tmax2」と略記することがある)が2分以下であることが好ましい。この結晶化速度指数tmax2は、重合体を200℃の溶融状態から冷却し90℃にて結晶化させたときに最終的に到達する結晶化度の2分の1に到達するまでの時間(分)で示され、指数が小さいほど結晶化速度が速いことを意味する。したがって、複合繊維の原料として、高級脂肪酸またはその金属塩と、フェニルホスホン酸金属塩とから選ばれる少なくとも1つを所定量だけ溶融混合した脂肪族ポリエステル重合体は、結晶化速度tmax2を2分以下にすることに加えて、繊維−繊維間の摩擦抵抗を小さくすることが可能であり、このため溶融紡糸したときの冷却性が良好であるとともに、開繊時にブロッキングを生じにくいようにすることができる。
【0049】
ポリ乳酸系重合体と脂肪族ポリエステル重合体の結晶化速度の関係について説明する。
ポリ乳酸系重合体の結晶化速度は遅く、上述した脂肪族ポリエステル重合体の結晶化速度を測定する温度(90℃)では等温結晶化は発現しない。従って、ポリ乳酸系重合体は脂肪族ポリエステル重合体よりも結晶化速度は遅いと推測する。
【0050】
本発明では、複合繊維を製造する工程において、結晶化速度の遅いポリ乳酸系重合体が結晶化する際に発生する熱で、繊維表面の少なくとも一部を形成する脂肪族ポリエステル重合体の冷却が阻害されるが、脂肪族ポリエステル重合体の結晶化速度を上述の範囲にし、さらに高級脂肪酸またはその金属塩と、フェニルホスホン酸金属塩とから選ばれる少なくとも1つを添加することにより結晶化速度を早くすることによって、ポリ乳酸重合体が結晶化する際に発生する熱に阻害されず複合繊維の紡糸工程、開繊工程での繊維同士のブロッキングを起こさずに不織布を製造することができる。
【0051】
ポリ乳酸系重合体は、DSC装置を用いて昇温速度500℃/分で200℃に昇温し、その状態で5分間ホールドさせて融解させた後、降温速度500℃/分で130℃に降温し、130℃でホールドして等温結晶化させて示差熱分析したときの結晶化速度指数(以下、「tmax3」と略称することがある)が、10分以下であることが好ましい。
【0052】
本発明においては、脂肪族ポリエステル重合体が、複合繊維の表面の少なくとも一部を形成する。このような繊維を構成するための繊維断面形態として、例えば、ポリ乳酸系重合体と脂肪族ポリエステル重合体とが貼り合わされたサイドバイサイド型複合断面、ポリ乳酸系重合体が芯部を形成し脂肪族ポリエステル重合体が鞘部を形成してなる芯鞘型複合断面、ポリ乳酸系重合体と脂肪族ポリエステル重合体とが繊維表面に交互に存在する分割型複合断面や多葉型複合断面等が挙げられる。脂肪族ポリエステル重合体は後述のようにヒートシール工程では熱接着成分としての役割を果たすものとなるため、その点を考慮すると、脂肪族ポリエステル重合体が繊維の全表面を形成している芯鞘型複合断面であることが好ましい。
【0053】
本発明のポリ乳酸系長繊維不織布は、昇温速度10℃/分で融解した後、降温速度10℃/分で示差熱分析したときに、ポリ乳酸系重合体に起因する降温結晶化温度Tc1と、脂肪族ポリエステル重合体に起因する降温結晶化温度Tc2とが存在し、Tc2が80℃以上90℃以下であり、脂肪族ポリエステル重合体の結晶化熱量Hexo2が30J/g以上であることが好ましい。
【0054】
脂肪族ポリエステル重合体に起因する降温結晶化温度Tc2が80℃未満であると、本発明のポリ乳酸系長繊維不織布を後加工でヒートシール加工した際に、シール部が冷却されるまでの時間がかかり、加工速度が遅くなるため、好ましくない。
【0055】
ポリ乳酸系重合体が繊維形成成分としての芯部を形成し、脂肪族ポリエステル重合体がスパンボンド不織布を構成するときの熱接着成分としての鞘部を形成した芯鞘型複合断面である場合において、芯部と鞘部の複合比(質量比)は、芯部/鞘部=3/1〜1/3であることが好ましい。芯部の比率が3/1を超えると、鞘部の比率が少なくなりすぎるため、熱接着性能に劣る傾向となり、長繊維不織布が熱接着により形態保持している場合の形態保持性や機械的性能が劣る傾向となるうえに、十分なヒートシール性を得にくくなる。一方、芯部の比率が1/3未満となると、得られた不織布の機械的強度が不十分なものとなる。
【0056】
本発明の不織布は、前述した複合繊維が堆積されたスパンボンド不織布である。不織布の形態としては、脂肪族ポリエステル重合体成分が溶融または軟化することにより繊維同士が熱接着して形態保持しているものがよいが、構成繊維同士が交絡により形態保持しているものでもよい。熱接着の形態としては、繊維同士の接点において、溶融または軟化した脂肪族ポリエステル重合体を介して熱接着したものであってもよいし、また、熱エンボス装置を通すことにより、部分的に形成される熱接着部と、それ以外の非熱接着部とを有し、熱接着部において脂肪族ポリエステル重合体成分が溶融または軟化して不織布として形態保持しているものであってもよい。
【0057】
本発明の不織布を構成する複合繊維の単糸繊度は、2〜11デシテックスであることが好ましい。単糸繊度が2デシテックス未満になると、紡糸工程において紡出糸条が延伸張力に耐えきれずに糸切れが頻繁に発生し、操業性が悪化しやすくなる。一方、単糸繊度が11デシテックスを超えると、紡出糸条の冷却性に劣る傾向となり、糸条が熱により密着した状態で開繊装置から出てくるようになり、得られる不織布の品位が非常に劣ることとなる。これらの理由により、単糸繊度は、3〜8デシテックスであることがより好ましい。
【0058】
本発明の不織布の目付は、その不織布の用途によって適宜選択すればよく、特に限定しないが、一般的には10〜300g/m2の範囲が好ましい。より好ましくは15〜200g/m2の範囲である。目付が10g/m2未満では、地合および機械的強力に劣り、実用的ではない。逆に、目付が300g/m2を超えると、コスト面で不利となる。
【0059】
特に、不織布にヒートシールを施したり、またヒートシールによって袋状物を構成したりする場合は、その不織布の目付は、15〜150g/m2の範囲にあることが好ましい。目付が15g/m2未満であると、不織布を構成する繊維の本数が相対的に減るため、ヒートシール部の強力が劣る傾向となる。一方、目付が150g/m2を超えると、不織布の厚みが大きくなり、ヒートシール部における内層においてヒートシール加工の際に熱が十分に伝わらず、優れたヒートシール強力を得にくい傾向となる。
【0060】
本発明の不織布を構成する複合繊維を形成するためのポリ乳酸系重合体および、または脂肪族ポリエステル重合体には、本発明の目的を大きく損なわない限りにおいて、結晶核剤、顔料、熱安定剤、酸化防止剤、耐候剤、可塑剤、滑剤、離型剤、帯電防止剤、充填材等を添加することが可能である。
【0061】
本発明の生分解性袋状物は、前述した不織布にて形成され、この不織布を適宜の大きさに裁断し、ヒートシール部を形成することにより、袋状の形態とされたものである。
ヒートシール部においては、脂肪族ポリエステル重合体が溶融または軟化することにより繊維同士が接着し、かつポリ乳酸系重合体は熱の影響を受けずに繊維の形態を維持した状態となっている。このようなヒートシール部を形成して袋状物を得るために、公知のヒートシーラーによる製袋加工を適用することができる。このときのヒートシーラーの処理条件(設定温度、線圧、処理速度)は、脂肪族ポリエステル重合体を溶融または軟化させ、かつ脂肪族ポリエステル重合体よりも高融点のポリ乳酸系重合体は熱の影響を受けない適宜の条件に設定することができる。
【0062】
本発明の生分解性袋状物は、一辺に取り出し口を有するいわゆる袋であっても良いし、発熱剤、乾燥剤、防虫剤などの各種収納物が収納され、ヒートシールにより閉じられて口を有しないものであってもよい。
【0063】
本発明の生分解性衛生材は、前述した不織布によって形成されている。本発明の生分解性衛生材に使用されている不織布の特徴としては、柔軟性、機械的特性、寸法安定性、肌触り性に優れたことが挙げられる。また、衛生材にする際、不織布と他の部材との熱シールによる貼り合わせやヒートシール加工等の熱処理加工において、熱収縮が発生しにくいという特徴を併せもっている。
【0064】
本発明の生分解性衛生材に使用される不織布は、上記複合繊維によって構成されるが、構成繊維同士が熱接着により一体化したものであることが好ましく、特に熱エンボス加工により熱接着していることが好ましい。熱エンボス加工により熱接着している不織布は、熱接着部(不織布に形成された凹部)では熱と圧力が付与されているが、非熱接着部は熱や圧力の影響をほとんど受けていないため、肌触りの良好な不織布となるからである。また、機械的特性も良好であり、形態安定性に優れるためである。
【0065】
本発明の衛生材における不織布の目付は、衛生材における用いられる部位に応じて適宜選択すればよいため、特に限定しないが、一般的には15〜30g/m2の範囲が好ましい。目付が15g/m2未満であると、単位面積あたりに存在する繊維の本数が相対的に少なくなるため、孔が開いたような状態となり、例えば、衛生材のトップシートに用いた場合、着用時に濡れ戻りが生じやすく、不快感が発生する恐れがある。一方、目付が30g/m2を超えると、単位面積あたりに存在する繊維の本数が相対的に多くなるため、柔軟性や透水性に劣る傾向となり、衛生材に用いられる部位が限定される傾向となる。
【0066】
本発明の衛生材における不織布は、圧縮剛軟度が40cN以下であることが好ましい。圧縮剛軟度が40cNを超えると不織布の風合いが硬くなるため、衛生材に用いられる箇所が限定される傾向となる。圧縮剛軟度の値が小さい方が柔らかく好ましいが、現実的な値として、その下限は10cN程度でよい。
【0067】
本発明の衛生材における不織布は、衛生材に用いる際に、他の部材との熱シールによる貼り合わせやヒートシール加工等の熱処理加工の際に熱収縮が発生しにくく、熱処理加工性に優れるという特徴を有する。すなわち、同不織布は、ポリ乳酸系重合体よりも低融点の脂肪族ポリエステル重合体の融点をTmとして、(Tm−10)℃の雰囲気に5分間放置したときのタテ方向の熱収縮率を2%以下とすることができる。
【0068】
次に、本発明のポリ乳酸系長繊維不織布の好ましい製造方法について説明する。本発明のポリ乳酸系長繊維不織布は、スパンボンド法によって製造される。
すなわち、融点が160℃以上のポリ乳酸系重合体と、それよりも50℃以上低融点の脂肪族ポリエステル重合体であって、1,4−ブタンジオールとコハク酸を主たる構成成分としたものと、有機系添加剤である、高級脂肪酸またはその金属塩、フェニルホスホン酸金属塩から選ばれる少なくとも1つとを用意する。そして、ポリ乳酸系重合体を溶融するとともに、これとは別に、脂肪族ポリエステル重合体と有機系添加剤とを計量混合して、エクストルーダー内で溶融混合する。
【0069】
その溶融する際の温度は、脂肪族ポリエステル重合体の融点をTmとして、(Tm+75)℃〜(Tm+120)℃の範囲であることが好ましい。(Tm+75)℃未満の溶融温度であると、本発明のポリ乳酸系重合体の融点が160℃以上であるため、十分に溶融することができず、高速紡糸をするには不十分な温度範囲となる。また(Tm+120)℃を超える溶融温度であると、紡糸口金から吐出した紡糸糸条の持ち込み熱量が大きいため、脂肪族ポリエステル重合体の冷却能力が劣って、開繊時にブロッキングが発生しやすくなる。
【0070】
そして、繊維横断面において脂肪族ポリエステル重合体が繊維表面の少なくとも一部を形成することが可能な複合紡糸口金を用いて紡糸し、この紡糸口金より紡出した紡出糸条を従来公知の横吹き付けや環状吹き付け等の冷却装置を用いて冷却せしめた後、吸引装置を用いて牽引細化して引き取る。
【0071】
牽引細化の際の牽引速度は、1000〜4000m/分に設定することが好ましく、1000〜3000m/分であることがさらに好ましい。牽引速度が1000m/分未満であると、糸条において、十分に分子配向が促進されず、得られる不織布の寸法安定性が劣りやすくなる。一方、牽引速度が4000m/分を超えると、紡糸糸条が牽引張力に耐えきれずに糸切れが発生し、紡糸安定性に劣りやすくなる。このような現象は、次に示すメカニズムで発生するものと推測される。すなわち、本発明に使用する脂肪族ポリエステル重合体は、溶融粘度勾配が20g/10分以下であり、溶融温度による粘度低下が少ないため、通常実施されるように、溶融温度を上げて牽引速度をあげようとしても、流動性がよくなるわけではないので、牽引張力に耐えきれず糸切れとなってしまうと推測される。
【0072】
牽引細化した複合長繊維は、公知の開繊器にて開繊する。このとき、上述のように、本発明で用いる脂肪族ポリエステル重合体は、溶融温度による粘度低下が少ない特定の重合体であり、結晶化速度が速いため、短繊維不織布などの製造工程に比べて紡糸工程〜冷却・延伸工程を限られた短い距離で行わざるを得ないスパンボンド不織布の製造工程においても、また、このスパンボンド不織布の製造工程において2000m/分前後の牽引速度を採用した場合であっても、脂肪族ポリエステル重合体を良好に冷却固化することができて、開繊工程における糸条同士のブロッキングの発生を効果的に防止することができる。
【0073】
開繊した後、スクリーンコンベアなどの移動式捕集面上に開繊堆積させて不織ウエブを形成する。その後、公知の不織布化手段により不織布とすればよく、例えばこの不織ウエブに熱処理を施し、繊維表面の脂肪族ポリエステル重合体を軟化または溶融させることによって繊維同士を熱接着するとよい。
【0074】
熱接着の手法としては、熱エンボス装置などの熱圧着装置を用いて部分的に熱圧着を施すことが好適である。
熱エンボス装置におけるロールの温度は、低融点の脂肪族ポリエステル重合体が溶融または軟化する温度に設定すればよく、処理時間や線圧等に応じて適宜選択する。具体的にはロールの表面温度は、低融点の脂肪族ポリエステル重合体の融点よりも20℃低い温度から20℃高い温度までの範囲に設定することが好ましい。ただし、繊維形成成分のポリ乳酸系重合体が溶融または軟化して本来の機能を果たさなくなることが無いように、ロールの温度は、このポリ乳酸系重合体の融点よりも30℃以上低いことが好ましく、40℃以上低いことがさらに好ましい。
【0075】
熱エンボス装置におけるロールの温度を、低融点の脂肪族ポリエステル重合体の融点よりも20℃を超えて、低い温度に設定すると、熱接着成分である脂肪族ポリエステル重合体が十分に溶融または軟化しないため、十分に接着できずに強度低下が生じやすく、また毛羽立ちやすいものとなる。一方、脂肪族ポリエステル重合体の融点よりも20℃高い温度を超えて高い温度に設定すると、ポリ乳酸系重合体が熱の影響を受けやすくなって、熱収縮が発生したり、機械的強力に乏しい不織布となってしまったりする。
【0076】
上記の温度条件で熱処理することにより、繊維形成成分としてのポリ乳酸系重合体が熱収縮等の熱の影響を受けない温度で熱処理することができるため、熱加工安定性が良好で、得られる不織布の柔軟性を向上させることができる。
【0077】
本発明によれば、ポリエステル共重合体が、1,4−ブタンジオールとコハク酸を主たる構成成分とするとともに、特定の溶融特性をもっているため、熱接着の際の熱収縮が小さく、しかも柔軟な不織布および袋状物を得ることができる。
【実施例】
【0078】
次に、実施例に基づき本発明を具体的に説明する。しかし、本発明はこれらの実施例のみに限定されるものではない。
以下の実施例、比較例における各種物性値の測定は、以下の方法により実施した。
【0079】
(1)融点(℃):
示差走査型熱量計(パーキンエルマ社製、DSC−2型)を用いて、試料質量を5mg、昇温速度を10℃/分として測定し、得られた吸熱曲線の最大値を与える温度を融点(℃)とした。
【0080】
(2)ポリ乳酸系重合体のメルトフローレイト[MFR1][MFR2](g/10分):
ASTM−D−1238(E)に記載の方法に準じて、温度210℃、荷重20.2N(2160gf)の条件で測定したメルトフローレイト「MFR1」と、230℃、荷重20.2N(2160gf)の条件で測定したメルトフローレイト「MFR2」とを求めた。
【0081】
(3)脂肪族共重合ポリエステルのメルトフローレイト[MFR3][MFR4](g/10分):
ASTM−D−1238(E)に記載の方法に準じて、温度210℃、荷重20.2N(2160gf)の条件で測定したメルトフローレイト「MFR3」と、温度230℃、荷重20.2N(2160gf)の条件で測定したメルトフローレイト「MFR4」とを求めた。
【0082】
(4)結晶化速度指数(分)
(4−1)tmax1、tmax2
示差走査型熱量計(パーキンエルマ社製、DSC−2型)を用いて、試料5mgを昇温速度500℃/分で200℃に昇温し、その状態で5分間ホールドさせた後、降温速度500℃/分で90℃に降温し、90℃でホールドして等温結晶化させて示差熱分析することにより、測定した。
【0083】
脂肪族ポリエステル重合体の結晶化速度指数tmax1と、脂肪族ポリエステル重合体に、高級脂肪酸またはその金属塩、フェニルホスホン酸金属塩から選ばれる少なくとも1つを溶融混合させて、溶融温度200℃で押し出した溶融混合物の結晶化速度指数tmax2とを求めた。
【0084】
(4−2)tmax3
示差走査型熱量計(パーキンエルマ社製、DSC−2型)を用いて、試料5mgを昇温速度500℃/分で200℃に昇温し、その状態で5分間ホールドさせて融解させた後、降温速度500℃/分で130℃に降温し、130℃でホールドして等温結晶化させて示差熱分析することにより、ポリ乳酸系重合体の結晶化速度指数tmax3を求めた。
【0085】
(5)降温結晶化温度(℃)、結晶化熱量(J/g)
パーキンエルマ社製の示差走査型熱量計Pyris1DSCを用い、試料質量を10mg、降温速度を10℃/分として測定して得られた結晶化発熱曲線の発熱ピークの極値を与える温度を、脂肪族ポリエステル重合体に由来する降温結晶化温度Tc2(℃)とした。その時の熱量を結晶化熱量Hexo(J/g)とした。
【0086】
(6)繊度(デシテックス):
ウエブ状態における繊維50本の径を光学顕微鏡にて測定し、密度補正して求めた平均値を繊度とした。
【0087】
(7)開繊性:
開繊器具より吐出した紡出糸条にて形成された不織ウエブについて、目視にて下記の3段階にて評価した。
【0088】
○:構成繊維の大部分が分繊され、密着糸および収束糸が認められなかった。
△:密着糸および収束糸がわずかであるが認められた。
×:構成繊維の大部分が密着し、開繊性が不良であった。
【0089】
(8)目付(g/m2):
標準状態の試料から長さ10cm、幅5cmの試料片10点を作成し、各試料片の質量(g)を秤量し、得られた値の平均値を単位面積あたりに換算して、目付(g/m2)とした。
【0090】
(9)引張強力(N/5cm幅)および伸度(%):
JIS−L−1906に準じて測定した。すなわち、長さ20cm、幅5cmの試料片10点を作製し、各試料片毎に、不織布の経方向および緯方向について、定速伸張型引張試験機(オリエンテック社製テンシロンUTM−4−1−100)を用い、つかみ間隔10cm、引張速度20cm/分で伸張し、得られた切断時破断荷重(N/5cm幅)の平均値を引張強力(N/5cm幅)とし、切断時の破断伸度の平均値を伸度(%)とした。
【0091】
(10)不織布の寸法安定性[乾熱収縮率(%)]:
不織布を構成する芯鞘構造の繊維の鞘成分すなわち脂肪族ポリエステル重合体の融点をTmとしたときに、縦方向(MD)×横方向(CD)=20cm×20cmの試料を(Tm−10)℃の雰囲気下に5分間放置した後の縦横各辺の試料長をLとして、下式によって算出した。そして、乾熱収縮率が縦方向(MD)、横方向(CD)とも5%以下のものを、不織布の寸法安定性が良好であると評価した。
乾熱収縮率(%)={(20−L)/20}×100
【0092】
(11)ヒートシール性・T字剥離強力(N/3cm幅):
幅10cm、長さ5cmの試料を2枚用意し、これら2枚の試料を重ねてヒートシール加工を施し、そのときの加工性にもとづき下記の3段階評価にてヒートシール性を判定した。
【0093】
○:ヒートシール加工時にシール部の収縮が発生しない。
△:ヒートシール加工部に収縮が起こり寸法安定性が悪い。
×:殆どシールされていない。
【0094】
また、ヒートシール機のシール幅を1cm、ヒートシール圧力を19.6N/cm2、
ヒートシール時間を1秒とし、ヒートシール温度は後述の表1に記載の温度として、ヒートシール加工を施した。次に、この加工されたシートを幅3cmに裁断して、これを10点の試料として作製し、各試料毎に、定速伸張型引張試験機(オリエンテック社製テンシロンUTM−4−1−100)を用い、ヒートシール部を間において、つかみ間隔5cm、引張速度20cm/分で伸張し、ヒートシール部を徐々に剥離させながらT字剥離強力を測定した。そして、T字剥離中の荷重の最大値と最小値をそれぞれ読みとり、その平均値を各試料の剥離強力とした。さらに、試料10点についての剥離強力の平均値をT字剥離強力とした。
【0095】
(12)不織布の柔軟度[圧縮剛軟度(cN)]:
長さ10cm、幅5cmの試料片5点を作成し、各試料片ごとにその長さ方向が周方向となるように曲げて円筒状物とし、各々その端部を接合したものを圧縮剛軟度測定試料とした。定速伸長型引張試験機(東洋ボールドウィン社製、テンシロンUTM−4−1−100)を用い、各測定試料ごとに、その軸方向に圧縮速度5cm/分で圧縮し、得られた最大荷重の平均値を圧縮剛軟度(cN)とした。この圧縮圧縮剛軟度は、値が小さいほど柔軟性が優れることを意味する。
【0096】
(13)生分解性:
58℃に維持された熟成コンポスト中に不織布を埋設し、3ケ月後に取り出したときに、不織布がその形態を保持していない場合、あるいはその形態を保持していても引張強力が埋設前の強力初期値に対して50%以下に低下している場合は、生分解性が良好であると評価して○で示した。これに対し、不織布がその形態を保持しており引張強力が埋設前の強力初期値に対して50%を超える場合は、生分解性能が不良であると評価して×で示した。
【0097】
(実施例1)
融点が176℃、MFR1が22g/10分、MFR2が45g/10分のポリ乳酸系重合体(トヨタ社製 商品名U′zS−17;以下、「P1」と略記する)を、芯成分として用意した。
【0098】
また、融点が114℃、MFR3が22g/10分、MFR4が25g/10分である、1,4−ブタンジオールとコハク酸とを構成成分とする脂肪族ポリエステル重合体(三菱化学社製 商品名GSPla、FZ71PD;以下、「P2」と略記する)を用意した。この脂肪族ポリエステル重合体の結晶化速度指数tmax1は、7.4分であった。
【0099】
さらに、P1をベースとして結晶核剤としてのタルク(TA)を20質量%練り込み含有したマスターバッチを用意した。
そして、P1とP2との複合比が質量比でP1:P2=1:1となるように、P1の溶融重合体中にタルクが0.5質量%含まれることになるように、さらにP2の溶融重合体中に高級脂肪酸の金属塩であるモンタン酸Ca塩(クラリアント社製 商品名:リコモントCaV101)が0.5質量%含まれることになるように、個別に計量した後、P1、P2をそれぞれを個別のエクストルーダー型溶融押し出し機を用いて温度200℃で溶融し、芯鞘型複合繊維断面となる紡糸口金を用いて、P1が芯部を構成しP2が鞘部を構成するように、単孔吐出量0.70g/分で溶融紡糸した。
【0100】
紡出糸条を公知の冷却装置にて冷却した後、引き続いて紡糸口金の下方に設けたエアーサッカーにて牽引速度2000m/分で牽引細化し、公知の開繊器具を用いて開繊し、移動するスクリーンコンベア上にウエブとして捕集堆積させた。開繊の際に、構成繊維の大部分が分繊され、密着糸および収束糸は認められず、開繊性は良好であった。堆積させた複合長繊維の単糸繊度は、3.5デシテックスであった。
【0101】
次いで、このウエブをエンボスロールと表面平滑な金属ロールとからなる熱エンボス装置に通して熱処理を施し、目付20g/m2のポリ乳酸系長繊維不織布を得た。熱エンボス条件としては、両ロールの表面温度を90℃とし、エンボスロールは、個々の面積が0.6mm2の円形の彫刻模様で、圧接点密度が20個/cm2、圧接面積率が15%のものを用いた。
【0102】
得られたポリ乳酸系長繊維不織布の性能を表1に示す。
【0103】
【表1】
【0104】
(実施例2)
融点が168℃、MFR1が23g/10分、MFR2が52g/10分のポリ乳酸系重合体(NatureWorks社製 商品名U6201D;以下、「P3」と略記する)を、芯成分として用意した。また溶融紡糸の際の溶融押出し機における溶融温度を220℃とし、牽引速度を2200m/分とし、単糸繊度3.8デシテックスの複合長繊維を得たこと以外は実施例1と同様にして、ポリ乳酸系長繊維不織布を得た。
得られたポリ乳酸系長繊維不織布の性能を表1に示す。
【0105】
(実施例3)
P2に含まれるモンタン酸Ca塩の量を0.3質量%とした。また溶融紡糸の際の溶融押出し機における溶融温度を220℃とし、牽引速度を2600m/分とし、単糸繊度3.2デシテックスの複合長繊維を得たこと以外は実施例2と同様にして、ポリ乳酸系長繊維不織布を得た。
得られたポリ乳酸系長繊維不織布の性能を表1に示す。
【0106】
(実施例4)
融点が168℃、MFR1が65g/10分、MFR2が120g/10分のポリ乳酸系重合体(NatureWorks社製 商品名U6251D;以下、「P4」と略記する)を、芯成分として用意した。
【0107】
鞘成分として、P2を用意した。
さらに、P4をベースとして、結晶核剤としてのタルク(TA)を20質量%練り込み含有したマスターバッチを用意した。
【0108】
そして、P4とP2との複合比が質量比でP4:P2=1:1となるように、P4の溶融重合体中にタルクが0.5質量%含まれることになるように、P2の溶融重合体中に上述のリコモントCaV101が0.5質量%含まれることになるように、個別に計量した後、P4、P2をそれぞれ個別のエクストルーダー型溶融押し出し機を用いて温度200℃で溶融し、芯鞘型複合繊維断面となる紡糸口金を用いて、P4が芯部を構成しP2が鞘部を構成するように、単孔吐出量0.70g/分の条件で溶融紡糸した。
【0109】
紡出糸条を公知の冷却装置にて冷却した後、引き続いて紡糸口金の下方に設けたエアーサッカーにて牽引速度2500m/分で牽引細化し、公知の開繊器具を用いて開繊し、移動するスクリーンコンベア上にウエブとして捕集堆積させた。開繊の際に、構成繊維の大部分が分繊され、密着糸および収束糸は認められず、開繊性は良好であった。堆積させた複合長繊維の単糸繊度は、2.8デシテックスであった。
【0110】
次いで、このウエブをエンボスロールと表面平滑な金属ロールとからなる熱エンボス装置に通して熱処理を施し、目付20g/m2のポリ乳酸系長繊維不織布を得た。熱エンボス条件としては、両ロールの表面温度を90℃とし、エンボスロールは、個々の面積が0.6mm2の円形の彫刻模様で、圧接点密度が20個/cm2、圧接面積率が15%のものを用いた。
得られたポリ乳酸系長繊維不織布の性能を表1に示す。
【0111】
(実施例5)
P1とP2を用意した。そして、P1とP2との複合比が質量比でP1:P2=1:1となるように、またP1の溶融重合体中に結晶核剤としてフェニルホスホン酸亜鉛塩(日産化学社製、商品名PPA-Zn)が1質量%含まれ、P2の溶融重合体中にリコモントCaV101が0.5質量%含まれるように、個別に計量した後、P1、P2をそれぞれ個別のエクストルーダー型溶融押し出し機を用いて温度200℃で溶融し、芯鞘型複合繊維断面となる紡糸口金を用いて、P1が芯部を構成しP2が鞘部を構成するように、単孔吐出量0.70g/分で溶融紡糸した。
【0112】
紡出糸条を公知の冷却装置にて冷却した後、引き続いて紡糸口金の下方に設けたエアーサッカーにて牽引速度2100m/分で牽引細化し、公知の開繊器具を用いて開繊し、移動するスクリーンコンベア上にウエブとして捕集堆積させた。開繊の際に、構成繊維の大部分が分繊され、密着糸および収束糸は認められず、開繊性は良好であった。堆積させた複合長繊維の単糸繊度は、3.3デシテックスであった。
【0113】
次いで、このウエブをエンボスロールと表面平滑な金属ロールとからなる熱エンボス装置に通して熱処理を施し、目付20g/m2のポリ乳酸系長繊維不織布を得た。熱エンボス条件としては、両ロールの表面温度を100℃とし、エンボスロールは、個々の面積が0.6mm2の円形の彫刻模様で、圧接点密度が20個/cm2、圧接面積率が15%のものを用いた。
得られたポリ乳酸系長繊維不織布の性能を表1に示す。
【0114】
(実施例6)
P1とP2を用意した。そして、P1とP2との複合比が質量比でP1:P2=1:1となるように、またP1、P2の溶融重合体中に結晶核剤としてフェニルホスホン酸亜鉛塩(日産化学社製、商品名PPA-Zn)がそれぞれ1質量%含まれるように、個別に計量した後、それぞれを個別のエクストルーダー型溶融押し出し機を用いて温度200℃で溶融し、芯鞘型複合繊維断面となる紡糸口金を用いて、P1が芯部を構成しP2が鞘部を構成するように、単孔吐出量0.70g/分で溶融紡糸した。
【0115】
紡出糸条を公知の冷却装置にて冷却した後、引き続いて紡糸口金の下方に設けたエアーサッカーにて牽引速度1900m/分で牽引細化し、公知の開繊器具を用いて開繊し、移動するスクリーンコンベア上にウエブとして捕集堆積させた。開繊の際に、構成繊維の大部分が分繊され、密着糸および収束糸は認められず、開繊性は良好であった。堆積させた複合長繊維の単糸繊度は、3.6デシテックスであった。
【0116】
次いで、このウエブをエンボスロールと表面平滑な金属ロールとからなる熱エンボス装置に通して熱処理を施し、目付20g/m2のポリ乳酸系長繊維不織布を得た。熱エンボス条件としては、両ロールの表面温度を100℃とし、エンボスロールは、個々の面積が0.6mm2の円形の彫刻模様で、圧接点密度が20個/cm2、圧接面積率が15%のものを用いた。
得られたポリ乳酸系長繊維不織布の性能を表1に示す。
【0117】
(実施例7)
実施例1に比べて、目付を50g/m2とした。それ以外は実施例1と同様にしてポリ乳酸系長繊維不織布を得た。
得られたポリ乳酸系長繊維不織布の性能を表1に示す。
【0118】
(実施例8)
実施例1に比べて、目付を100g/m2とした。それ以外は実施例1と同様にしてポリ乳酸系長繊維不織布を得た。
得られたポリ乳酸系長繊維不織布の性能を表1に示す。
【0119】
(実施例9)
実施例1に比べて、芯部と鞘部の複合比が、質量比で、芯部/鞘部=2/1となるようにし、また目付を30g/m2とした。それ以外は実施例1と同様にしてポリ乳酸系長繊維不織布を得た。
得られたポリ乳酸系長繊維不織布の性能を表1に示す。
【0120】
(実施例10)
実施例1に比べて、芯部と鞘部の複合比が、質量比で、芯部/鞘部=1/2となるようにし、また目付を30g/m2とした。それ以外は実施例1と同様にしてポリ乳酸系長繊維不織布を得た。
得られたポリ乳酸系長繊維不織布の性能を表1に示す。
【0121】
(実施例11)
P3を芯成分として用意した。そして、実施例1に比べて、単孔吐出量を1.6g/分とし、牽引速度を2400m/分とし、単糸繊度を7.4デシテックスとした。それ以外は実施例2と同様にしてポリ乳酸系長繊維不織布を得た。
得られたポリ乳酸系長繊維不織布の性能を表1に示す。
【0122】
実施例1〜11のポリ乳酸系長繊維不織布は、ポリ乳酸系重合体と脂肪族ポリエステル重合体と含み、この脂肪族ポリエステル重合体が、1,4−ブタンジオールとコハク酸を構成成分とするとともに、その融点がポリ乳酸系重合体の融点よりも50℃以上低いものであったため、熱加工時の安定性に優れヒートシール性に優れていた。また、脂肪族ポリエステル重合体が、高級脂肪酸またはその金属塩と、フェニルホスホン酸金属塩とから選ばれる少なくとも1つを0.1〜1.0質量%含有していたため、開繊時の繊維−繊維間の摩擦を小さくすることができ、このため開繊性の良好なウエブを製造することができた。
【0123】
(比較例1)
P1を芯成分、P2を鞘成分とし、鞘成分に添加剤を何も添加していないようにした。それ以外は実施例1と同様にして、ポリ乳酸系長繊維不織布を製造しようとした。
【0124】
しかし、得られた開繊糸条は密着状態であり、開繊不良となり、開繊が良好なポリ乳酸系長繊維不織布を得ることはできなかった。
比較例1の結果を表1に示す。
【0125】
(比較例2)
P1を芯成分として用意した。
融点が110℃、MFR3が26g/10分、MFR4が52g/10分である、脂肪族ジオール、脂肪族ジカルボン酸を構成成分とし、かつ乳酸が共重合された脂肪族ポリエステル重合体(三菱化学社製 商品名GSPla、AZ71TN;以下、「P5」と略記する)を用意した。この脂肪族ポリエステル重合体の結晶化速度指数tmax1は、検出不能であった。すなわち、測定条件にて60分放置したが結晶化ピークが検出されなかった。
【0126】
さらに、P1をベースとして結晶核剤としてのタルク(TA)を20質量%練り込み含有したマスターバッチを用意した。
そして、P1とP5との複合比が質量比でP1:P5=1:1となるように、P1の溶融重合体中にタルクが0.5質量%含まれることになるように、P5の溶融重合体中にリコモントCaV101が0.5質量%含まれることになるように、個別に計量した後、P1、P5のそれぞれを個別のエクストルーダー型溶融押し出し機を用いて温度200℃で溶融し、芯鞘型複合繊維断面となる紡糸口金を用いて、P1が芯部を構成しP5が鞘部を構成するように、単孔吐出量0.70g/分の条件で溶融紡糸した。
【0127】
しかし、得られた開繊糸条は密着状態であり、開繊不良となり、開繊が良好なポリ乳酸系長繊維不織布を得ることはできなかった。
比較例2の結果を表1に示す。
【特許請求の範囲】
【請求項1】
複合繊維を構成繊維としてスパンボンド法により形成された不織布であって、前記複合繊維は、融点が160℃以上のポリ乳酸系重合体と、このポリ乳酸系重合体よりも融点が50℃以上低い脂肪族ポリエステル重合体とを含むとともに、前記脂肪族ポリエステル重合体が繊維表面の少なくとも一部を形成しており、前記脂肪族ポリエステル重合体は、1,4−ブタンジオールとコハク酸とを構成成分とするとともに、高級脂肪酸またはその金属塩と、フェニルホスホン酸金属塩とから選ばれる少なくとも1つを0.1〜1質量%含有していることを特徴とするポリ乳酸系長繊維不織布。
【請求項2】
高級脂肪酸金属塩がモンタン酸カルシウムであることを特徴とする請求項1記載のポリ乳酸系長繊維不織布。
【請求項3】
フェニルホスホン酸金属塩がフェニルホスホン酸亜鉛塩であることを特徴とする請求項1または2記載のポリ乳酸系長繊維不織布。
【請求項4】
複合長繊維は、ポリ乳酸重合体が芯部を形成し、脂肪族ポリエステル重合体が鞘部を形成した芯鞘型複合長繊維であって、芯部と鞘部の複合比が、質量比で、芯部/鞘部=3/1〜1/3であることを特徴とする請求項1から3までのいずれか1項記載のポリ乳酸系長繊維不織布。
【請求項5】
複合長繊維の表面に微細な凹部および、または凸部が形成されていることを特徴とする請求項1から4までのいずれか1項記載のポリ乳酸系長繊維不織布。
【請求項6】
昇温速度10℃/分で融解した後、降温速度10℃/分で示差熱分析したときに、ポリ乳酸系重合体に由来する降温結晶化温度Tc1と脂肪族ポリエステル重合体に由来する降温結晶化温度Tc2が存在し、Tc2が80℃以上90℃以下であり、脂肪族ポリエステル重合体の結晶化熱量Hexo2が30J/g以上であることを特徴とする請求項1から5までのいずれか1項記載のポリ乳酸系長繊維不織布。
【請求項7】
融点が160℃以上のポリ乳酸系重合体と、1,4−ブタンジオールおよびコハク酸を構成成分とし、前記ポリ乳酸系重合体よりも融点が50℃以上低い脂肪族ポリエステル重合体とを用い、この脂肪族ポリエステル重合体に、高級脂肪酸またはその金属塩と、フェニルホスホン酸金属塩とから選ばれる少なくとも1つを0.1〜1質量%となるように混合し、前記脂肪族ポリエステル重合体の融点をTmとして、(Tm+75)℃〜(Tm+120)℃の温度で、前記ポリ乳酸系重合体と脂肪族ポリエステル重合体とを個別に溶融し、繊維横断面において脂肪族ポリエステル重合体が繊維表面の少なくとも一部を形成するような複合口金を用いて紡糸し、前記口金より紡出した紡出糸条を冷却し牽引した上で開繊し、それにより得られた長繊維を堆積させて不織ウエブを形成することを特徴とするポリ乳酸系長繊維不織布の製造方法。
【請求項8】
脂肪族ポリエステル重合体として、昇温速度500℃/分で200℃に昇温し、その状態で5分間ホールドした後、降温速度500℃/分で90℃に降温してホールドし、等温結晶化させて示差熱分析したときの結晶化速度指数が3〜10分であるとともに、ASTM−D−1238(E)に記載の方法に準じて測定した230℃、荷重20.2N(2160gf)のメルトフローレイトと210℃、荷重20.2N(2160gf)のメルトフローレイトとの差である溶融粘度勾配が10g/10分以下である共重合体を用いることを特徴とする請求項7記載のポリ乳酸系長繊維不織布の製造方法。
【請求項9】
ポリ乳酸系重合体および脂肪族ポリエステル重合体として、ASTM−D−1238(E)に記載の方法に準じて、210℃、荷重20.2N(2160gf)で測定したメルトフローレイトの比が、脂肪族ポリエステル重合体のメルトフローレイト/ポリ乳酸系重合体のメルトフローレイト=0.3〜1.5であり、前記の方法に準じて、230℃、荷重20.2N(2160gf)で測定したメルトフローレイトの比が、脂肪族ポリエステル重合体のメルトフローレイト/ポリ乳酸系重合体のメルトフローレイト=0.7以下であるものを用いることを特徴とする請求項7または8記載のポリ乳酸系長繊維不織布の製造方法。
【請求項10】
請求項1から6までのいずれか1項に記載のポリ乳酸系長繊維不織布にて形成され、脂肪族ポリエステル重合体の溶融または軟化によって構成繊維同士が接着しているヒートシール部を有することによって袋状に構成されていることを特徴とする生分解性袋状物。
【請求項11】
請求項1から6までのいずれか1項に記載のポリ乳酸系長繊維不織布にて形成されていることを特徴とする生分解性衛生材。
【請求項1】
複合繊維を構成繊維としてスパンボンド法により形成された不織布であって、前記複合繊維は、融点が160℃以上のポリ乳酸系重合体と、このポリ乳酸系重合体よりも融点が50℃以上低い脂肪族ポリエステル重合体とを含むとともに、前記脂肪族ポリエステル重合体が繊維表面の少なくとも一部を形成しており、前記脂肪族ポリエステル重合体は、1,4−ブタンジオールとコハク酸とを構成成分とするとともに、高級脂肪酸またはその金属塩と、フェニルホスホン酸金属塩とから選ばれる少なくとも1つを0.1〜1質量%含有していることを特徴とするポリ乳酸系長繊維不織布。
【請求項2】
高級脂肪酸金属塩がモンタン酸カルシウムであることを特徴とする請求項1記載のポリ乳酸系長繊維不織布。
【請求項3】
フェニルホスホン酸金属塩がフェニルホスホン酸亜鉛塩であることを特徴とする請求項1または2記載のポリ乳酸系長繊維不織布。
【請求項4】
複合長繊維は、ポリ乳酸重合体が芯部を形成し、脂肪族ポリエステル重合体が鞘部を形成した芯鞘型複合長繊維であって、芯部と鞘部の複合比が、質量比で、芯部/鞘部=3/1〜1/3であることを特徴とする請求項1から3までのいずれか1項記載のポリ乳酸系長繊維不織布。
【請求項5】
複合長繊維の表面に微細な凹部および、または凸部が形成されていることを特徴とする請求項1から4までのいずれか1項記載のポリ乳酸系長繊維不織布。
【請求項6】
昇温速度10℃/分で融解した後、降温速度10℃/分で示差熱分析したときに、ポリ乳酸系重合体に由来する降温結晶化温度Tc1と脂肪族ポリエステル重合体に由来する降温結晶化温度Tc2が存在し、Tc2が80℃以上90℃以下であり、脂肪族ポリエステル重合体の結晶化熱量Hexo2が30J/g以上であることを特徴とする請求項1から5までのいずれか1項記載のポリ乳酸系長繊維不織布。
【請求項7】
融点が160℃以上のポリ乳酸系重合体と、1,4−ブタンジオールおよびコハク酸を構成成分とし、前記ポリ乳酸系重合体よりも融点が50℃以上低い脂肪族ポリエステル重合体とを用い、この脂肪族ポリエステル重合体に、高級脂肪酸またはその金属塩と、フェニルホスホン酸金属塩とから選ばれる少なくとも1つを0.1〜1質量%となるように混合し、前記脂肪族ポリエステル重合体の融点をTmとして、(Tm+75)℃〜(Tm+120)℃の温度で、前記ポリ乳酸系重合体と脂肪族ポリエステル重合体とを個別に溶融し、繊維横断面において脂肪族ポリエステル重合体が繊維表面の少なくとも一部を形成するような複合口金を用いて紡糸し、前記口金より紡出した紡出糸条を冷却し牽引した上で開繊し、それにより得られた長繊維を堆積させて不織ウエブを形成することを特徴とするポリ乳酸系長繊維不織布の製造方法。
【請求項8】
脂肪族ポリエステル重合体として、昇温速度500℃/分で200℃に昇温し、その状態で5分間ホールドした後、降温速度500℃/分で90℃に降温してホールドし、等温結晶化させて示差熱分析したときの結晶化速度指数が3〜10分であるとともに、ASTM−D−1238(E)に記載の方法に準じて測定した230℃、荷重20.2N(2160gf)のメルトフローレイトと210℃、荷重20.2N(2160gf)のメルトフローレイトとの差である溶融粘度勾配が10g/10分以下である共重合体を用いることを特徴とする請求項7記載のポリ乳酸系長繊維不織布の製造方法。
【請求項9】
ポリ乳酸系重合体および脂肪族ポリエステル重合体として、ASTM−D−1238(E)に記載の方法に準じて、210℃、荷重20.2N(2160gf)で測定したメルトフローレイトの比が、脂肪族ポリエステル重合体のメルトフローレイト/ポリ乳酸系重合体のメルトフローレイト=0.3〜1.5であり、前記の方法に準じて、230℃、荷重20.2N(2160gf)で測定したメルトフローレイトの比が、脂肪族ポリエステル重合体のメルトフローレイト/ポリ乳酸系重合体のメルトフローレイト=0.7以下であるものを用いることを特徴とする請求項7または8記載のポリ乳酸系長繊維不織布の製造方法。
【請求項10】
請求項1から6までのいずれか1項に記載のポリ乳酸系長繊維不織布にて形成され、脂肪族ポリエステル重合体の溶融または軟化によって構成繊維同士が接着しているヒートシール部を有することによって袋状に構成されていることを特徴とする生分解性袋状物。
【請求項11】
請求項1から6までのいずれか1項に記載のポリ乳酸系長繊維不織布にて形成されていることを特徴とする生分解性衛生材。
【図1】

【図2】
【図2】
【公開番号】特開2009−203599(P2009−203599A)
【公開日】平成21年9月10日(2009.9.10)
【国際特許分類】
【出願番号】特願2009−18882(P2009−18882)
【出願日】平成21年1月30日(2009.1.30)
【出願人】(000004503)ユニチカ株式会社 (1,214)
【Fターム(参考)】
【公開日】平成21年9月10日(2009.9.10)
【国際特許分類】
【出願日】平成21年1月30日(2009.1.30)
【出願人】(000004503)ユニチカ株式会社 (1,214)
【Fターム(参考)】
[ Back to top ]