
ポリ塩化ビニリデン系樹脂ラップフィルム及びラップフィルム巻回体
【課題】縦裂けトラブルが抑制され、かつ、密着性及び透明性に優れるポリ塩化ビニリデン樹脂ラップフィルムを提供すること。
【解決手段】結晶の分子鎖方向の軸がフィルム表面に対して平行に配向し、EDGE方向からの透過法2次元広角X線散乱測定による(100)面の回折ピーク強度を方位角に対してプロットした際に現れるピークの半値全幅μから下記式1によって規定される結晶配向度Fが、72.0%〜89.3%であるポリ塩化ビニリデン系樹脂ラップフィルム。
(式1)F=100×(180°−μ°)/180°
【解決手段】結晶の分子鎖方向の軸がフィルム表面に対して平行に配向し、EDGE方向からの透過法2次元広角X線散乱測定による(100)面の回折ピーク強度を方位角に対してプロットした際に現れるピークの半値全幅μから下記式1によって規定される結晶配向度Fが、72.0%〜89.3%であるポリ塩化ビニリデン系樹脂ラップフィルム。
(式1)F=100×(180°−μ°)/180°
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリ塩化ビニリデン系樹脂ラップフィルム及びそれを用いたラップフィルム巻回体に関する。
【背景技術】
【0002】
従来、ポリ塩化ビニリデン系樹脂ラップフィルムは、フィルム同士や被着体への密着性、水蒸気や酸素等の気体に対するガスバリア性、化粧箱に入れて使用する際のカット性等の特性に優れているため、食品等のラップフィルムとして多くの一般家庭で使用されてきた。
【0003】
特許文献1には、絞り成型時にフィルムを切断しにくくするためにフィルムの結晶配向度をコントロールする自動車内装材用ポリエステルフィルムに関する技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−030358号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
家庭用ラップフィルムには、フィルムの密着性、透明性に加えて、化粧箱に入れて使用する際の使い勝手の良さが求められる。その際、フィルム物性としては、フィルムの流れ方向に縦裂けしにくい特性に加えて、幅方向にはカットしやすい特性が求められる。
【0006】
化粧箱に入れたポリ塩化ビニリデン系樹脂ラップフィルム巻回体は、幅方向へのカット性に優れる。その一方で、化粧箱の蓋を開けてカットする際などにフィルムのカット端面に裂けが発生すると、フィルムを引出す際や、巻き戻りトラブルが発生して通常使用できる状態に復帰しようとする際に、フィルムが流れ方向に裂けてしまい(縦裂け)それ以上使用できなくなるという縦裂けトラブルが生じる。この縦裂けトラブルを防ぐために、フィルムを流れ方向に裂けない程度の十分な引裂強度が必要である。ここで、流れ方向(MD方向)は巻取りフィルムの流れ方向を意味し、幅方向(TD方向)は巻取りフィルムの流れ方向に対して直交する方向を意味する。
【0007】
特許文献1の技術は、家庭用ラップフィルム用途として必要な縦裂けにくさとカット性の両立については検討されておらず、カット性が十分ではないという問題がある。このように従来技術では、ポリ塩化ビニリデン系樹脂ラップフィルムにおいて、流れ方向の引裂強度アップによる縦裂けトラブルの抑制が十分ではない。
【0008】
本発明は上記事情に鑑みなされたものであり、縦裂けトラブルが抑制され、かつ、密着性及び透明性に優れるポリ塩化ビニリデン樹脂ラップフィルムを提供することを主な目的とする。
【課題を解決するための手段】
【0009】
本発明者らは、上記課題を解決するために鋭意検討した結果、結晶配向度を特定の範囲にコントロールすることによって、縦裂けトラブルを抑制でき、かつ、密着性及び透明性に優れるフィルムが得られることを見出し、本発明を完成させるに至った。
【0010】
すなわち本発明は、下記のとおりである。
〔1〕
結晶の分子鎖方向の軸がフィルム表面に対して平行に配向し、EDGE方向からの透過法2次元広角X線散乱測定による(100)面の回折ピーク強度を方位角に対してプロットした際に現れるピークの半値全幅μから下記式1によって規定される結晶配向度Fが、72.0%〜89.3%であるポリ塩化ビニリデン系樹脂ラップフィルム。
(式1)F=100×(180°−μ°)/180°
〔2〕
フィルムの厚みが5〜15μmである〔1〕に記載のポリ塩化ビニリデン系樹脂ラップフィルム。
〔3〕
ロール状である、〔1〕又は〔2〕に記載のポリ塩化ビニリデン系樹脂ラップフィルム。
〔4〕
円筒状の巻芯と、
前記巻芯に巻きとられた〔1〕又は〔2〕に記載のポリ塩化ビニリデン系樹脂ラップフィルムと、
を備えるラップフィルム巻回体。
【発明の効果】
【0011】
本発明のラップフィルムは、縦裂けトラブルが抑制され、かつ、密着性及び透明性に優れる。
【図面の簡単な説明】
【0012】
【図1】本実施の形態のラップフィルムの製造方法の一例の概念図である。
【発明を実施するための形態】
【0013】
以下、本発明を実施するための形態(以下、単に「本実施の形態」という。)について詳細に説明する。以下の本実施の形態は、本発明を説明するための例示であり、本発明を以下の内容に限定する趣旨ではない。本発明は、その要旨の範囲内で適宜に変形して実施できる。
【0014】
本実施の形態のラップフィルムは、結晶の分子鎖方向の軸がフィルム表面に対して平行に配向し、EDGE方向からの透過法2次元広角X線散乱測定による(100)面の回折ピーク強度を方位角に対してプロットした際に現れるピークの半値全幅μから下記式1によって規定される結晶配向度Fが、72.0%〜89.3%であるポリ塩化ビニリデン系樹脂ラップフィルムである。
(式1)F=100×(180°−μ°)/180°
【0015】
本実施の形態のラップフィルムは、特定の結晶配向度を有するポリ塩化ビニリデン系樹脂ラップフィルムであり、これによりMD方向の引裂強度を制御することで、縦裂けトラブルが抑制され、密着性及び透明性に優れたラップフィルムとすることができる。
【0016】
本実施の形態のラップフィルムはポリ塩化ビニリデン系樹脂組成物を含む。ポリ塩化ビニリデン系樹脂組成物は、塩化ビニリデン単量体の単独重合体であってもよいし、塩化ビニリデン単量体とそれと共重合可能な単量体との共重合体であってもよい。本明細書において、ポリ塩化ビニリデン系樹脂ラップフィルムとは、ポリ塩化ビニリデン系樹脂組成物を含むラップフィルムをいう。ポリ塩化ビニリデン系樹脂組成物は、1種のポリ塩化ビニリデン系樹脂を含むものであってもよいし、2種以上のポリ塩化ビニリデン系樹脂を含むものであってもよい。
【0017】
塩化ビニリデン単量体と共重合可能な単量体としては、特に限定されず、例えば、塩化ビニル、メチルアクリレート、ブチルアクリレート等のアクリル酸エステル、メチルメタアクリレート、ブチルメタアクリレート等のメタアクリル酸エステル、アクリロニトリル、酢酸ビニル等が挙げられる。これらの中でも、ガスバリア性と押出加工性とのバランスがとりやすく、フィルム密着性も優れている観点から、塩化ビニルが好ましい。これらは1種単独で用いてもよいし、2種以上を併用してもよい。
【0018】
塩化ビニリデン単量体と、上記単量体との共重合体を用いる場合には、結晶性、加工性及びフィルム物性等の観点から、塩化ビニリデン単量体が85〜97質量%と、これと共重合可能な単量体が15〜3質量%と、からなる共重合体であることが好ましい。塩化ビニリデン単量体比率を85質量%以上とすることで、ガスバリア性やフィルムカット性をさらに向上させることができ、97質量%以下とすることで加工性をさらに向上させることができる。単量体比率は、溶媒としてd−THFを用いてFX−270(日本電子社製)により測定した1H−NMRスペクトルの各単量体成分由来のピークの積分比から算出した値である。
【0019】
ポリ塩化ビニリデン系樹脂組成物の重量平均分子量は、特に限定されないが、好ましくは7万〜11万、より好ましくは8万〜10万であることが好ましい。ポリ塩化ビニリデン系樹脂組成物の重量平均分子量を上記した下限値以上とすることでさらに良好なフィルム強度を得ることができ、上記した上限値以下とすることで加工性をさらに向上させることができる。ここで、重量平均分子量は、移動相としてテトラヒドロフランを用いたゲル浸透クロマトグラフィー(GPC)により測定し、分子量既知のポリスチレンで検量し換算した値である。
【0020】
ポリ塩化ビニリデン系樹脂組成物には、公知の可塑剤、安定剤等の添加剤を配合することができる。可塑剤としては、特に限定されず、公知のものを用いることもできる。例えば、アセチルトリブチルサイトレート、アセチル化モノグリセライド、ジブチルセバケート等が挙げられる。安定剤としては、特に限定されず、公知のものを用いることもできる。例えば、エポキシ化大豆油、エポキシ化アマニ油等のエポキシ化植物油等が挙げられる。
【0021】
その他にも、本実施の形態の効果を阻害しない範囲で、食品包装材料に用いられる公知の耐候性向上剤、防曇剤、抗菌剤、ポリエステル等のオリゴマー、MBS(メチルメタクリレート・ブタジエン・スチレン)等のポリマー等を添加してもよい。耐候性向上剤としては、特に限定されず、公知のものを用いることもできる。例えば、2−(2’−ヒドロキシ−3’5’−ジ−tert−ブチルフェニル)−5−クロロベンゾトリアゾールといった紫外線吸収剤等が挙げられる。防曇剤としては、特に限定されず、公知のものを用いることもできる。例えば、グリセリン脂肪酸エステルやジグリセリン脂肪酸エステル、ソルビタン脂肪酸エステルといった界面活性剤等が挙げられる。抗菌剤としては、特に限定されず、公知のものを用いることもできる。例えば、グレープフルーツ種子抽出物や孟宗竹抽出物といった天然物系抗菌剤等が挙げられる。
【0022】
結晶配向度Fは、結晶の分子鎖方向の軸がフィルム表面に対して平行に配向し、EDGE方向からの透過法2次元広角X線散乱測定による(100)面の回折ピーク強度を方位角に対してプロットした際に現れるピークの半値全幅μによって規定されるものであり、下記式1から求められる値である。
(式1)F=100×(180°−μ°)/180°
【0023】
本実施の形態のラップフィルムは、縦裂けトラブル抑制のために、結晶配向度Fが72.0%〜89.3%の範囲にあることが必要である。結晶配向度が89.3%を超えると、引裂強度が低下し、縦裂けトラブルが起こりやすくなる。一方、結晶配向度が72.0%未満だと、延伸による強度が得られず、フィルムが脆くなる。そのため、ラップフィルム使用時の縦裂けトラブルの抑制のためには、結晶配向度を上記範囲内に制御しなければならない。結晶配向度の下限値は、インフレーション製膜法でのフィルムの結晶配向度の制御が容易であり、縦裂けトラブルをさらに効果的に抑制できるという点から80.0%以上であることが好ましく、ラップフィルムの使用感に優れるという点から87.0%以上であることがより好ましい。
【0024】
本実施の形態のラップフィルムの引裂強度は結晶配向度と相関関係にあり、得られたラップフィルムの引裂強度は、ASTM−D−1992に準じて測定されたMD方向の値が、4.5cN以上10.0cN未満であることが好ましい。この範囲であれば、ラップフィルム使用時の縦裂けトラブルをより効果的に抑制できる。TD方向の値は、縦裂け防止の観点から、MD方向の値よりも低いことが好ましい。
【0025】
本実施の形態のラップフィルムの厚みは、特に限定されないが、使用感及び光学特性の観点から、5〜30μmが好ましく、5〜15μmがより好ましい。
【0026】
次に、本実施の形態のラップフィルムの製造方法の一例について説明する。ポリ塩化ビニリデン系樹脂組成物を含むラップフィルムの製造方法は、種々の方法を採用することができるが、通常、インフレーション製膜法が採用されている。すなわち、本実施の形態によれば、インフレーション成形によって得られる塩化ビニリデン系樹脂ラップフィルムとすることができる。より好ましくは、本実施の形態の延伸フィルムは、上記したポリ塩化ビニリデン系樹脂組成物を、少なくともMD方向に延伸してインフレーション成形することによって得られるポリ塩化ビニリデン系樹脂ラップフィルムである。
【0027】
インフレーション製膜法では、例えば、ポリ塩化ビニリデン系樹脂組成物を円形ダイから管状に溶融押出した後、管状の樹脂の外側を冷水槽と呼ばれる貯槽に満たされた冷水等の冷媒に接触させる。その際、ダイ口とピンチロールとに挟まれた管状(筒状)の樹脂の内部に冷媒を注入し貯留した状態で、その内側をミネラルオイル等の冷媒と接触させることにより固化させてフィルムに成形する。本明細書において、このダイ口とピンチロールとに挟まれた筒状の樹脂の部分(押出物)を「ソック」という。このソックの内部に注入する冷媒(液体)を「ソック液」という。また、ソックは上記ピンチロール等で折り畳まれ、管状のダブルプライフィルムを形成するが、このダブルプライフィルムを「パリソン」と称する。
【0028】
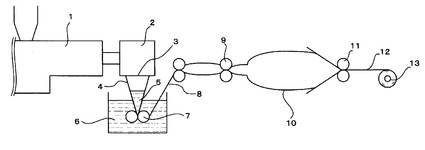
以下、インフレーション製膜法についてより具体的に説明する。図1は、本実施の形態のラップフィルムの製造方法の一例の概念図である。
まず、押出工程において、溶融したポリ塩化ビニリデン系樹脂組成物が押出機(1)により、円形ダイ(2)のダイ口(3)から管状に押出され、ソック(管状のポリ塩化ビニリデン系樹脂組成物)(4)が形成される。
【0029】
次に、冷却固化工程において、押出物であるソック(4)の外側を冷水槽(6)にて冷水に接触させ、ソック(4)の内部にはソック液(5)を常法により注入して貯留することにより、ソック(4)を内外から冷却して固化させる。この際、ソック(4)はその内側にソック液(5)が塗布された状態となる。固化されたソック(4)は、第1ピンチロール(7)にて折り畳まれ、ダブルプライシートであるパリソン(8)が成形される。ソック液の塗布量は第1ピンチロール(7)のピンチ圧により制御される。
【0030】
ソック液には、水、ミネラルオイル、アルコール類、プロピレングリコールやグリセリン等の多価アルコール類、セルロース系やポリビニルアルコール系の水溶液等を用いることができる。これらは単体で使用しても、2種類以上を併用してもよい。また、ソック液には、本実施の形態の効果を阻害しない範囲で、食品包装材料に用いられる上記した耐候性向上剤、防曇剤、抗菌剤等を添加してもよい。
【0031】
ソック液の塗布量は、特に限定されないが、パリソンの開口性、フィルムの密着性の観点から、好ましくは50〜20000ppm、より好ましくは100〜15000ppm、更に好ましくは150〜10000ppmである。ここで、塗布量(ppm)とは、ソックの合計質量に対して、ソックに塗布されたソック液の質量を、質量ppmで示したものである。
【0032】
続いて、パリソン(8)の内側にエアーを注入することにより、再度パリソン(8)は開口されて管状となる。パリソン(8)は、温水(図示せず)により延伸に適した温度まで再加熱される。パリソン(8)の外側に付着した温水は、第2ピンチロール(9)にて搾り取られる。次いで、インフレーション工程において、適温まで加熱された管状のパリソン(8)にエアーを注入してインフレーション延伸によりバブル(10)を成形し、延伸フィルムが得られる。
【0033】
フィルムの結晶配向度は、延伸倍率によって一義的に決定されるわけではないが、延伸倍率によって主に制御することができる。MD方向の延伸倍率は2.0〜4.0倍が好ましく、インフレーション製膜法でのフィルムの結晶配向度の制御しやすさの観点から、MD方向の延伸倍率の下限値は2.3倍以上がより好ましく、2.7倍以上がさらに好ましく、2.9倍以上がよりさらに好ましく、MD方向の延伸倍率の上限値は、3.4倍以下がより好ましく、3.1倍以下がさらに好ましい。TD方向の延伸倍率は、製膜のしやすさの観点から、MD方向の延伸倍率より高い倍率であることが好ましい。
【0034】
延伸倍率の制御方法としては、特に限定されず、公知の方法を採用することができる。例えば、再加熱用の温水温度を変更することで延伸温度を制御する方法等が挙げられる。延伸倍率を下げるためには、延伸温度が低いほど、延伸倍率が低い状態でインフレーションバブルが安定するため好ましい。その際、延伸温度はインフレーションバブルの安定性の観点から、延伸室温よりも高いことが好ましい。
【0035】
その後、延伸フィルムは、第3ピンチロール(11)で折り畳まれ、ダブルプライフィルム(12)となる。ダブルプライフィルム(12)は、巻取りロール(13)にて巻き取られる。さらに、このフィルムはスリットされて、1枚のフィルムになるように剥がされる(シングル剥ぎ)。最終的にこのフィルムは紙管等の巻芯に巻き取られ、紙管巻きのラップフィルム巻回体が得られる。
【0036】
結晶配向度は延伸倍率だけでなく、熱履歴にも影響される。ラップフィルムが熱履歴を受けると配向度は向上し、引裂強度が低下する傾向にある。そのため、ラップフィルムが過度の熱履歴を受けないようにすることが好ましい。例えば、エージング処理を行う場合だけでなく、夏場にラップフィルムを搬送する場合や、家庭での使用時にラップフィルムをコンロ等の熱源近傍に置く場合等のような種々の環境下においてもフィルムが高い熱履歴を受けないようにすることが好ましく、これにより結晶配向度が高くなりすぎることを防ぎ、フィルムが裂けやすくなることを防止できる。
【0037】
上記した説明は、本実施の形態のラップフィルムの製造方法の一例であり、上記した以外の各種装置構成や条件等によって行ってもよく、例えば、公知の他の方法を採用してもよい。
【0038】
本実施の形態のラップフィルムは、種々の形態で使用することができ、例えば、ロール状のポリ塩化ビニリデン系樹脂ラップフィルムとすることができる。ロール状のラップフィルムとした場合、巻芯があってもよいし、巻芯がなくてもよい。
【0039】
巻芯に巻きつける形態とする場合、例えば、円筒状の巻芯と、前記巻芯に巻きとられた本実施の形態のポリ塩化ビニリデン系樹脂ラップフィルムと、を備えるラップフィルム巻回体とすることができる。巻回体とは、ラップフィルムを巻芯等に巻取るなどして巻物の形状であるものをいう。
【0040】
ロール状のラップフィルム等の使用時に発生する縦裂けトラブルは、本実施の形態のラップフィルムでは効果的に抑制できる。巻芯の材質や大きさ等は特に限定されず、紙管等の公知の巻芯を用いることができる。さらに、ラップフィルムがロール状であれば巻芯はあってもなくてもよい。本実施の形態のラップフィルム巻回体は、ラップフィルムを切断する切断刃を有する化粧箱に格納して使用することができる。
【実施例】
【0041】
以下、実施例及び比較例により本発明を具体的に説明するが、本発明はこれらにより何ら限定されるものではない。図1に示す方法に従ってラップフィルムを作製し、その物性等を評価した。実施例及び比較例で用いた評価方法は、以下の通りである。
1.結晶配向度
ラップフィルムの結晶配向度は、下述の方法に従って測定される半値全幅μを用いて、式1より算出した。(単位:%)
(式1)F=100×(180°−μ°)/180°
【0042】
半値全幅の測定方法を以下に示す。
半値全幅は、透過法2次元広角X線散乱(WAXS)の測定を行った際に得られるエッジ像、即ち、膜の縦方向の側面から膜面に平行にX線を入射して測定した場合に得られる2次元散乱パターン(Edge View Pattern)の1次反射ピーク強度を方位角に対してプロットしたとき、方位角が最大ピーク強度から半減した際の配向角の変化量により求めた。具体的には、ポリ塩化ビニリデン樹脂の結晶の分子鎖方向がある主軸方向に配向している場合、その方位角の垂直方向(90°)に(100)面の回折ピークが現れるため、このピークの半値全幅をμとした。
【0043】
測定は、小角散乱測定装置(リガク社製 NanoViewer)にて、0.4mm径の第一スリット、0.3mm径の第二スリットを用いて平行化した波長0.154nmのX線を用い、検出器にイメージングプレート(FUJIFILM社製 BAS−IP SR127)を用いて行った。空気由来の散乱を除くため、第二スリット以降検出器までを真空とした。得られた散乱に対しては空セル散乱補正を施した。1ピクセルの分解能(サイズ)は、50μm×50μmであった。フィルム側面(EDGE方向)からX線を入射するため、試料フィルムを積み重ねて厚み2mmとしたものを用意し、これをフィルム法線方向から切断することで、幅0.1mmの試料を切り出し、測定に供した。フィルムを積み重ねる際、フィルム間は散乱に影響のない、最小限のエポキシ接着剤(セメダイン社製 ハイスーパー5)で接着した。得られた2次元散乱パターンから(100)面の回折ピーク強度の方位角依存性を算出する際、散乱角2θは15.0<2θ<16.5°の範囲で積算した。
【0044】
2.引裂強度
ASTM−D−1992に準拠して測定した。測定は23℃、50%RHの雰囲気中で行った。軽荷重引裂試験機(東洋精機製)を用いて、MD方向とTD方向の引裂強度を測定した(単位:cN)。
【0045】
3.密着性
ラップフィルムを家庭で使用することを想定し、ラップフィルム同士の密着性を評価した。測定は23℃、50%RHの雰囲気中で行った。まず底面積25cm2、高さ55mm、重さ400gのアルミ製の治具を2個用意し、双方の治具の底面に底面積と同面積の濾紙を貼り付けた。双方の治具の濾紙を貼り付けた底面に皺が入らないようにラップフィルムを被せて輪ゴムで抑えて固定した。ラップフィルムを被せた側の底面が重なり合うように2個の治具を合わせて、荷重500gで1分間圧着した。次いで、引張圧縮試験機(島津製作所製)にて5mm/分の速度で双方のラップフィルム面を相互に面に垂直に引き剥がすときに必要な仕事量を測定した(単位:mJ/25cm2)。
【0046】
4.透明性
JIS−K−7136に準拠して測定した。測定は23℃、50%RHの雰囲気中で行った。濁度計(日本電色社製)を用いて、ヘイズを測定した(単位:%)。
【0047】
5.トラブル発生率
市販のラップフィルムの化粧箱(旭化成ホームプロダクツ社製、商品名サランラップの化粧箱、30cm×20m)を使用し、カットテストを行った。テストは23℃、50%RHの雰囲気中で行った。化粧箱の開度を30°に固定してフィルムのカットを行い、カット後のフィルムを引き出す際にフィルムの縦裂けが発生する確率(%)を算出した。N数は500回で行った(単位:%)。
【0048】
6.総合評価
密着性、透明性、トラブル発生率を総合して、以下の評価を行った。
◎:家庭用ラップフィルムとして、実用上優れたレベルにある。
○:家庭用ラップフィルムとして、実用上問題のないレベルにある。
×:家庭用ラップフィルムとして、実用上問題があるレベルである。
【0049】
[実施例1]
重量平均分子量が9万である塩化ビニリデン(VDC)/塩化ビニル(VC)=88/12(質量比)のポリ塩化ビニリデン系樹脂組成物を溶融押出機にて溶融押出し、得られたパリソンを、インフレーション延伸して筒状フィルムとした。重量平均分子量は、移動相としてテトラヒドロフランを用いたゲル浸透クロマトグラフィー(GPC)により測定し、分子量既知のポリスチレンで検量し換算した値である。
【0050】
このとき、MD方向の延伸倍率を3.4倍とし、TD方向の延伸倍率を5.0倍にした。この筒状フィルムを折り畳み、巻き取った後、300mm幅にスリットし、1枚のフィルムになるように剥がしながら、外径36.6mm、長さ305mmの紙管に20m巻取り、厚み約10μmの紙管巻きラップフィルムを製造した。
得られたフィルムの結晶配向度、引裂強度、密着性、透明性、トラブル発生率について評価した結果を表1に示す。
【0051】
[実施例2]
重量平均分子量が9万である塩化ビニリデン(VDC)/塩化ビニル(VC)=88/12(質量比)のポリ塩化ビニリデン系樹脂組成物を溶融押出機にて溶融押出し、得られたパリソンを、インフレーション延伸して筒状フィルムとした。
MD方向の延伸倍率を3.1倍、TD方向の延伸倍率を4.9倍にした、それ以外は実施例1に準じた操作で厚み約10μmの紙管巻きラップフィルムを製造した。
得られたフィルムの評価結果を表1に示す。
【0052】
[実施例3]
重量平均分子量が9万である塩化ビニリデン(VDC)/塩化ビニル(VC)=90/10(質量比)のポリ塩化ビニリデン系樹脂組成物を溶融押出機にて溶融押出し、得られたパリソンを、インフレーション延伸して筒状フィルムとした。
MD方向の延伸倍率を2.7倍、TD方向の延伸倍率を4.1倍にした、それ以外は実施例1に準じた操作で厚み約10μmの紙管巻きラップフィルムを製造した。
得られたフィルムの評価結果を表1に示す。
【0053】
[実施例4]
重量平均分子量が9万である塩化ビニリデン(VDC)/塩化ビニル(VC)=90/10(質量比)のポリ塩化ビニリデン系樹脂組成物を溶融押出機にて溶融押出し、得られたパリソンを、インフレーション延伸して筒状フィルムとした。
MD方向の延伸倍率を2.3倍、TD方向の延伸倍率を3.9倍にした、それ以外は実施例1に準じた操作で厚み約10μmの紙管巻きラップフィルムを製造した。
得られたフィルムの評価結果を表1に示す。
【0054】
[比較例1]
MD方向の延伸倍率を3.5倍、TD方向の延伸倍率を5.1倍にした以外は実施例1に準じた操作で、厚み約10μmの紙管巻きラップフィルムを製造した。
得られたフィルムの評価結果を表1に示す。
【0055】
[比較例2]
重量平均分子量が9万である塩化ビニリデン(VDC)/塩化ビニル(VC)=88/12(質量比)のポリ塩化ビニリデン系樹脂組成物をテトラヒドロフラン(関東化学製)に溶解後、スピンコーターを用いて厚み約10μmのキャストフィルムを作製した。得られたフィルムは、常温で結晶化を進めた後に評価を行った。
得られたフィルムの評価結果を表1に示す。
【0056】
[比較例3]
実施例1に準じた操作で厚み約10μmの紙管巻きラップフィルムを製造した。そのフィルムを木枠に固定し、120℃に設定したオーブンで10秒間の熱履歴を与えた。
得られたフィルムの評価結果を表1に示す。
【0057】
【表1】

【0058】
以上より、実施例1〜4のラップフィルムは、TD方向へのカット性に優れる一方でMD方向には引裂け難く、密着仕事量や透明性に優れ、さらにはトラブル発生率が低いことが確認された。一方、比較例1〜3は、TD方向及びMD方向の引裂強度及び、密着仕事量、透明性(ヘイズ値)並びにトラブル発生率の少なくともいずれかに問題があり、総合評価として不合格であることが確認された。
【産業上の利用可能性】
【0059】
本発明に係るラップフィルムは、縦裂けトラブルが抑制され、優れ密着性及び透明性を兼ね備えたポリ塩化ビニリデン系樹脂ラップフィルムであるため、食品包装用をはじめとする種々の包装用ラップフィルムとして好適に用いることができる。
【符号の説明】
【0060】
1 押出機
2 円形ダイ
3 ダイ口
4 管状の塩化ビニリデン系樹脂組成物(ソック)
5 ソック液
6 冷水槽
7 第1ピンチロール
8 パリソン
9 第2ピンチロール
10 バブル
11 第3ピンチロール
12 ダブルプライフィルム
13 巻取りロール
【技術分野】
【0001】
本発明は、ポリ塩化ビニリデン系樹脂ラップフィルム及びそれを用いたラップフィルム巻回体に関する。
【背景技術】
【0002】
従来、ポリ塩化ビニリデン系樹脂ラップフィルムは、フィルム同士や被着体への密着性、水蒸気や酸素等の気体に対するガスバリア性、化粧箱に入れて使用する際のカット性等の特性に優れているため、食品等のラップフィルムとして多くの一般家庭で使用されてきた。
【0003】
特許文献1には、絞り成型時にフィルムを切断しにくくするためにフィルムの結晶配向度をコントロールする自動車内装材用ポリエステルフィルムに関する技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−030358号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
家庭用ラップフィルムには、フィルムの密着性、透明性に加えて、化粧箱に入れて使用する際の使い勝手の良さが求められる。その際、フィルム物性としては、フィルムの流れ方向に縦裂けしにくい特性に加えて、幅方向にはカットしやすい特性が求められる。
【0006】
化粧箱に入れたポリ塩化ビニリデン系樹脂ラップフィルム巻回体は、幅方向へのカット性に優れる。その一方で、化粧箱の蓋を開けてカットする際などにフィルムのカット端面に裂けが発生すると、フィルムを引出す際や、巻き戻りトラブルが発生して通常使用できる状態に復帰しようとする際に、フィルムが流れ方向に裂けてしまい(縦裂け)それ以上使用できなくなるという縦裂けトラブルが生じる。この縦裂けトラブルを防ぐために、フィルムを流れ方向に裂けない程度の十分な引裂強度が必要である。ここで、流れ方向(MD方向)は巻取りフィルムの流れ方向を意味し、幅方向(TD方向)は巻取りフィルムの流れ方向に対して直交する方向を意味する。
【0007】
特許文献1の技術は、家庭用ラップフィルム用途として必要な縦裂けにくさとカット性の両立については検討されておらず、カット性が十分ではないという問題がある。このように従来技術では、ポリ塩化ビニリデン系樹脂ラップフィルムにおいて、流れ方向の引裂強度アップによる縦裂けトラブルの抑制が十分ではない。
【0008】
本発明は上記事情に鑑みなされたものであり、縦裂けトラブルが抑制され、かつ、密着性及び透明性に優れるポリ塩化ビニリデン樹脂ラップフィルムを提供することを主な目的とする。
【課題を解決するための手段】
【0009】
本発明者らは、上記課題を解決するために鋭意検討した結果、結晶配向度を特定の範囲にコントロールすることによって、縦裂けトラブルを抑制でき、かつ、密着性及び透明性に優れるフィルムが得られることを見出し、本発明を完成させるに至った。
【0010】
すなわち本発明は、下記のとおりである。
〔1〕
結晶の分子鎖方向の軸がフィルム表面に対して平行に配向し、EDGE方向からの透過法2次元広角X線散乱測定による(100)面の回折ピーク強度を方位角に対してプロットした際に現れるピークの半値全幅μから下記式1によって規定される結晶配向度Fが、72.0%〜89.3%であるポリ塩化ビニリデン系樹脂ラップフィルム。
(式1)F=100×(180°−μ°)/180°
〔2〕
フィルムの厚みが5〜15μmである〔1〕に記載のポリ塩化ビニリデン系樹脂ラップフィルム。
〔3〕
ロール状である、〔1〕又は〔2〕に記載のポリ塩化ビニリデン系樹脂ラップフィルム。
〔4〕
円筒状の巻芯と、
前記巻芯に巻きとられた〔1〕又は〔2〕に記載のポリ塩化ビニリデン系樹脂ラップフィルムと、
を備えるラップフィルム巻回体。
【発明の効果】
【0011】
本発明のラップフィルムは、縦裂けトラブルが抑制され、かつ、密着性及び透明性に優れる。
【図面の簡単な説明】
【0012】
【図1】本実施の形態のラップフィルムの製造方法の一例の概念図である。
【発明を実施するための形態】
【0013】
以下、本発明を実施するための形態(以下、単に「本実施の形態」という。)について詳細に説明する。以下の本実施の形態は、本発明を説明するための例示であり、本発明を以下の内容に限定する趣旨ではない。本発明は、その要旨の範囲内で適宜に変形して実施できる。
【0014】
本実施の形態のラップフィルムは、結晶の分子鎖方向の軸がフィルム表面に対して平行に配向し、EDGE方向からの透過法2次元広角X線散乱測定による(100)面の回折ピーク強度を方位角に対してプロットした際に現れるピークの半値全幅μから下記式1によって規定される結晶配向度Fが、72.0%〜89.3%であるポリ塩化ビニリデン系樹脂ラップフィルムである。
(式1)F=100×(180°−μ°)/180°
【0015】
本実施の形態のラップフィルムは、特定の結晶配向度を有するポリ塩化ビニリデン系樹脂ラップフィルムであり、これによりMD方向の引裂強度を制御することで、縦裂けトラブルが抑制され、密着性及び透明性に優れたラップフィルムとすることができる。
【0016】
本実施の形態のラップフィルムはポリ塩化ビニリデン系樹脂組成物を含む。ポリ塩化ビニリデン系樹脂組成物は、塩化ビニリデン単量体の単独重合体であってもよいし、塩化ビニリデン単量体とそれと共重合可能な単量体との共重合体であってもよい。本明細書において、ポリ塩化ビニリデン系樹脂ラップフィルムとは、ポリ塩化ビニリデン系樹脂組成物を含むラップフィルムをいう。ポリ塩化ビニリデン系樹脂組成物は、1種のポリ塩化ビニリデン系樹脂を含むものであってもよいし、2種以上のポリ塩化ビニリデン系樹脂を含むものであってもよい。
【0017】
塩化ビニリデン単量体と共重合可能な単量体としては、特に限定されず、例えば、塩化ビニル、メチルアクリレート、ブチルアクリレート等のアクリル酸エステル、メチルメタアクリレート、ブチルメタアクリレート等のメタアクリル酸エステル、アクリロニトリル、酢酸ビニル等が挙げられる。これらの中でも、ガスバリア性と押出加工性とのバランスがとりやすく、フィルム密着性も優れている観点から、塩化ビニルが好ましい。これらは1種単独で用いてもよいし、2種以上を併用してもよい。
【0018】
塩化ビニリデン単量体と、上記単量体との共重合体を用いる場合には、結晶性、加工性及びフィルム物性等の観点から、塩化ビニリデン単量体が85〜97質量%と、これと共重合可能な単量体が15〜3質量%と、からなる共重合体であることが好ましい。塩化ビニリデン単量体比率を85質量%以上とすることで、ガスバリア性やフィルムカット性をさらに向上させることができ、97質量%以下とすることで加工性をさらに向上させることができる。単量体比率は、溶媒としてd−THFを用いてFX−270(日本電子社製)により測定した1H−NMRスペクトルの各単量体成分由来のピークの積分比から算出した値である。
【0019】
ポリ塩化ビニリデン系樹脂組成物の重量平均分子量は、特に限定されないが、好ましくは7万〜11万、より好ましくは8万〜10万であることが好ましい。ポリ塩化ビニリデン系樹脂組成物の重量平均分子量を上記した下限値以上とすることでさらに良好なフィルム強度を得ることができ、上記した上限値以下とすることで加工性をさらに向上させることができる。ここで、重量平均分子量は、移動相としてテトラヒドロフランを用いたゲル浸透クロマトグラフィー(GPC)により測定し、分子量既知のポリスチレンで検量し換算した値である。
【0020】
ポリ塩化ビニリデン系樹脂組成物には、公知の可塑剤、安定剤等の添加剤を配合することができる。可塑剤としては、特に限定されず、公知のものを用いることもできる。例えば、アセチルトリブチルサイトレート、アセチル化モノグリセライド、ジブチルセバケート等が挙げられる。安定剤としては、特に限定されず、公知のものを用いることもできる。例えば、エポキシ化大豆油、エポキシ化アマニ油等のエポキシ化植物油等が挙げられる。
【0021】
その他にも、本実施の形態の効果を阻害しない範囲で、食品包装材料に用いられる公知の耐候性向上剤、防曇剤、抗菌剤、ポリエステル等のオリゴマー、MBS(メチルメタクリレート・ブタジエン・スチレン)等のポリマー等を添加してもよい。耐候性向上剤としては、特に限定されず、公知のものを用いることもできる。例えば、2−(2’−ヒドロキシ−3’5’−ジ−tert−ブチルフェニル)−5−クロロベンゾトリアゾールといった紫外線吸収剤等が挙げられる。防曇剤としては、特に限定されず、公知のものを用いることもできる。例えば、グリセリン脂肪酸エステルやジグリセリン脂肪酸エステル、ソルビタン脂肪酸エステルといった界面活性剤等が挙げられる。抗菌剤としては、特に限定されず、公知のものを用いることもできる。例えば、グレープフルーツ種子抽出物や孟宗竹抽出物といった天然物系抗菌剤等が挙げられる。
【0022】
結晶配向度Fは、結晶の分子鎖方向の軸がフィルム表面に対して平行に配向し、EDGE方向からの透過法2次元広角X線散乱測定による(100)面の回折ピーク強度を方位角に対してプロットした際に現れるピークの半値全幅μによって規定されるものであり、下記式1から求められる値である。
(式1)F=100×(180°−μ°)/180°
【0023】
本実施の形態のラップフィルムは、縦裂けトラブル抑制のために、結晶配向度Fが72.0%〜89.3%の範囲にあることが必要である。結晶配向度が89.3%を超えると、引裂強度が低下し、縦裂けトラブルが起こりやすくなる。一方、結晶配向度が72.0%未満だと、延伸による強度が得られず、フィルムが脆くなる。そのため、ラップフィルム使用時の縦裂けトラブルの抑制のためには、結晶配向度を上記範囲内に制御しなければならない。結晶配向度の下限値は、インフレーション製膜法でのフィルムの結晶配向度の制御が容易であり、縦裂けトラブルをさらに効果的に抑制できるという点から80.0%以上であることが好ましく、ラップフィルムの使用感に優れるという点から87.0%以上であることがより好ましい。
【0024】
本実施の形態のラップフィルムの引裂強度は結晶配向度と相関関係にあり、得られたラップフィルムの引裂強度は、ASTM−D−1992に準じて測定されたMD方向の値が、4.5cN以上10.0cN未満であることが好ましい。この範囲であれば、ラップフィルム使用時の縦裂けトラブルをより効果的に抑制できる。TD方向の値は、縦裂け防止の観点から、MD方向の値よりも低いことが好ましい。
【0025】
本実施の形態のラップフィルムの厚みは、特に限定されないが、使用感及び光学特性の観点から、5〜30μmが好ましく、5〜15μmがより好ましい。
【0026】
次に、本実施の形態のラップフィルムの製造方法の一例について説明する。ポリ塩化ビニリデン系樹脂組成物を含むラップフィルムの製造方法は、種々の方法を採用することができるが、通常、インフレーション製膜法が採用されている。すなわち、本実施の形態によれば、インフレーション成形によって得られる塩化ビニリデン系樹脂ラップフィルムとすることができる。より好ましくは、本実施の形態の延伸フィルムは、上記したポリ塩化ビニリデン系樹脂組成物を、少なくともMD方向に延伸してインフレーション成形することによって得られるポリ塩化ビニリデン系樹脂ラップフィルムである。
【0027】
インフレーション製膜法では、例えば、ポリ塩化ビニリデン系樹脂組成物を円形ダイから管状に溶融押出した後、管状の樹脂の外側を冷水槽と呼ばれる貯槽に満たされた冷水等の冷媒に接触させる。その際、ダイ口とピンチロールとに挟まれた管状(筒状)の樹脂の内部に冷媒を注入し貯留した状態で、その内側をミネラルオイル等の冷媒と接触させることにより固化させてフィルムに成形する。本明細書において、このダイ口とピンチロールとに挟まれた筒状の樹脂の部分(押出物)を「ソック」という。このソックの内部に注入する冷媒(液体)を「ソック液」という。また、ソックは上記ピンチロール等で折り畳まれ、管状のダブルプライフィルムを形成するが、このダブルプライフィルムを「パリソン」と称する。
【0028】
以下、インフレーション製膜法についてより具体的に説明する。図1は、本実施の形態のラップフィルムの製造方法の一例の概念図である。
まず、押出工程において、溶融したポリ塩化ビニリデン系樹脂組成物が押出機(1)により、円形ダイ(2)のダイ口(3)から管状に押出され、ソック(管状のポリ塩化ビニリデン系樹脂組成物)(4)が形成される。
【0029】
次に、冷却固化工程において、押出物であるソック(4)の外側を冷水槽(6)にて冷水に接触させ、ソック(4)の内部にはソック液(5)を常法により注入して貯留することにより、ソック(4)を内外から冷却して固化させる。この際、ソック(4)はその内側にソック液(5)が塗布された状態となる。固化されたソック(4)は、第1ピンチロール(7)にて折り畳まれ、ダブルプライシートであるパリソン(8)が成形される。ソック液の塗布量は第1ピンチロール(7)のピンチ圧により制御される。
【0030】
ソック液には、水、ミネラルオイル、アルコール類、プロピレングリコールやグリセリン等の多価アルコール類、セルロース系やポリビニルアルコール系の水溶液等を用いることができる。これらは単体で使用しても、2種類以上を併用してもよい。また、ソック液には、本実施の形態の効果を阻害しない範囲で、食品包装材料に用いられる上記した耐候性向上剤、防曇剤、抗菌剤等を添加してもよい。
【0031】
ソック液の塗布量は、特に限定されないが、パリソンの開口性、フィルムの密着性の観点から、好ましくは50〜20000ppm、より好ましくは100〜15000ppm、更に好ましくは150〜10000ppmである。ここで、塗布量(ppm)とは、ソックの合計質量に対して、ソックに塗布されたソック液の質量を、質量ppmで示したものである。
【0032】
続いて、パリソン(8)の内側にエアーを注入することにより、再度パリソン(8)は開口されて管状となる。パリソン(8)は、温水(図示せず)により延伸に適した温度まで再加熱される。パリソン(8)の外側に付着した温水は、第2ピンチロール(9)にて搾り取られる。次いで、インフレーション工程において、適温まで加熱された管状のパリソン(8)にエアーを注入してインフレーション延伸によりバブル(10)を成形し、延伸フィルムが得られる。
【0033】
フィルムの結晶配向度は、延伸倍率によって一義的に決定されるわけではないが、延伸倍率によって主に制御することができる。MD方向の延伸倍率は2.0〜4.0倍が好ましく、インフレーション製膜法でのフィルムの結晶配向度の制御しやすさの観点から、MD方向の延伸倍率の下限値は2.3倍以上がより好ましく、2.7倍以上がさらに好ましく、2.9倍以上がよりさらに好ましく、MD方向の延伸倍率の上限値は、3.4倍以下がより好ましく、3.1倍以下がさらに好ましい。TD方向の延伸倍率は、製膜のしやすさの観点から、MD方向の延伸倍率より高い倍率であることが好ましい。
【0034】
延伸倍率の制御方法としては、特に限定されず、公知の方法を採用することができる。例えば、再加熱用の温水温度を変更することで延伸温度を制御する方法等が挙げられる。延伸倍率を下げるためには、延伸温度が低いほど、延伸倍率が低い状態でインフレーションバブルが安定するため好ましい。その際、延伸温度はインフレーションバブルの安定性の観点から、延伸室温よりも高いことが好ましい。
【0035】
その後、延伸フィルムは、第3ピンチロール(11)で折り畳まれ、ダブルプライフィルム(12)となる。ダブルプライフィルム(12)は、巻取りロール(13)にて巻き取られる。さらに、このフィルムはスリットされて、1枚のフィルムになるように剥がされる(シングル剥ぎ)。最終的にこのフィルムは紙管等の巻芯に巻き取られ、紙管巻きのラップフィルム巻回体が得られる。
【0036】
結晶配向度は延伸倍率だけでなく、熱履歴にも影響される。ラップフィルムが熱履歴を受けると配向度は向上し、引裂強度が低下する傾向にある。そのため、ラップフィルムが過度の熱履歴を受けないようにすることが好ましい。例えば、エージング処理を行う場合だけでなく、夏場にラップフィルムを搬送する場合や、家庭での使用時にラップフィルムをコンロ等の熱源近傍に置く場合等のような種々の環境下においてもフィルムが高い熱履歴を受けないようにすることが好ましく、これにより結晶配向度が高くなりすぎることを防ぎ、フィルムが裂けやすくなることを防止できる。
【0037】
上記した説明は、本実施の形態のラップフィルムの製造方法の一例であり、上記した以外の各種装置構成や条件等によって行ってもよく、例えば、公知の他の方法を採用してもよい。
【0038】
本実施の形態のラップフィルムは、種々の形態で使用することができ、例えば、ロール状のポリ塩化ビニリデン系樹脂ラップフィルムとすることができる。ロール状のラップフィルムとした場合、巻芯があってもよいし、巻芯がなくてもよい。
【0039】
巻芯に巻きつける形態とする場合、例えば、円筒状の巻芯と、前記巻芯に巻きとられた本実施の形態のポリ塩化ビニリデン系樹脂ラップフィルムと、を備えるラップフィルム巻回体とすることができる。巻回体とは、ラップフィルムを巻芯等に巻取るなどして巻物の形状であるものをいう。
【0040】
ロール状のラップフィルム等の使用時に発生する縦裂けトラブルは、本実施の形態のラップフィルムでは効果的に抑制できる。巻芯の材質や大きさ等は特に限定されず、紙管等の公知の巻芯を用いることができる。さらに、ラップフィルムがロール状であれば巻芯はあってもなくてもよい。本実施の形態のラップフィルム巻回体は、ラップフィルムを切断する切断刃を有する化粧箱に格納して使用することができる。
【実施例】
【0041】
以下、実施例及び比較例により本発明を具体的に説明するが、本発明はこれらにより何ら限定されるものではない。図1に示す方法に従ってラップフィルムを作製し、その物性等を評価した。実施例及び比較例で用いた評価方法は、以下の通りである。
1.結晶配向度
ラップフィルムの結晶配向度は、下述の方法に従って測定される半値全幅μを用いて、式1より算出した。(単位:%)
(式1)F=100×(180°−μ°)/180°
【0042】
半値全幅の測定方法を以下に示す。
半値全幅は、透過法2次元広角X線散乱(WAXS)の測定を行った際に得られるエッジ像、即ち、膜の縦方向の側面から膜面に平行にX線を入射して測定した場合に得られる2次元散乱パターン(Edge View Pattern)の1次反射ピーク強度を方位角に対してプロットしたとき、方位角が最大ピーク強度から半減した際の配向角の変化量により求めた。具体的には、ポリ塩化ビニリデン樹脂の結晶の分子鎖方向がある主軸方向に配向している場合、その方位角の垂直方向(90°)に(100)面の回折ピークが現れるため、このピークの半値全幅をμとした。
【0043】
測定は、小角散乱測定装置(リガク社製 NanoViewer)にて、0.4mm径の第一スリット、0.3mm径の第二スリットを用いて平行化した波長0.154nmのX線を用い、検出器にイメージングプレート(FUJIFILM社製 BAS−IP SR127)を用いて行った。空気由来の散乱を除くため、第二スリット以降検出器までを真空とした。得られた散乱に対しては空セル散乱補正を施した。1ピクセルの分解能(サイズ)は、50μm×50μmであった。フィルム側面(EDGE方向)からX線を入射するため、試料フィルムを積み重ねて厚み2mmとしたものを用意し、これをフィルム法線方向から切断することで、幅0.1mmの試料を切り出し、測定に供した。フィルムを積み重ねる際、フィルム間は散乱に影響のない、最小限のエポキシ接着剤(セメダイン社製 ハイスーパー5)で接着した。得られた2次元散乱パターンから(100)面の回折ピーク強度の方位角依存性を算出する際、散乱角2θは15.0<2θ<16.5°の範囲で積算した。
【0044】
2.引裂強度
ASTM−D−1992に準拠して測定した。測定は23℃、50%RHの雰囲気中で行った。軽荷重引裂試験機(東洋精機製)を用いて、MD方向とTD方向の引裂強度を測定した(単位:cN)。
【0045】
3.密着性
ラップフィルムを家庭で使用することを想定し、ラップフィルム同士の密着性を評価した。測定は23℃、50%RHの雰囲気中で行った。まず底面積25cm2、高さ55mm、重さ400gのアルミ製の治具を2個用意し、双方の治具の底面に底面積と同面積の濾紙を貼り付けた。双方の治具の濾紙を貼り付けた底面に皺が入らないようにラップフィルムを被せて輪ゴムで抑えて固定した。ラップフィルムを被せた側の底面が重なり合うように2個の治具を合わせて、荷重500gで1分間圧着した。次いで、引張圧縮試験機(島津製作所製)にて5mm/分の速度で双方のラップフィルム面を相互に面に垂直に引き剥がすときに必要な仕事量を測定した(単位:mJ/25cm2)。
【0046】
4.透明性
JIS−K−7136に準拠して測定した。測定は23℃、50%RHの雰囲気中で行った。濁度計(日本電色社製)を用いて、ヘイズを測定した(単位:%)。
【0047】
5.トラブル発生率
市販のラップフィルムの化粧箱(旭化成ホームプロダクツ社製、商品名サランラップの化粧箱、30cm×20m)を使用し、カットテストを行った。テストは23℃、50%RHの雰囲気中で行った。化粧箱の開度を30°に固定してフィルムのカットを行い、カット後のフィルムを引き出す際にフィルムの縦裂けが発生する確率(%)を算出した。N数は500回で行った(単位:%)。
【0048】
6.総合評価
密着性、透明性、トラブル発生率を総合して、以下の評価を行った。
◎:家庭用ラップフィルムとして、実用上優れたレベルにある。
○:家庭用ラップフィルムとして、実用上問題のないレベルにある。
×:家庭用ラップフィルムとして、実用上問題があるレベルである。
【0049】
[実施例1]
重量平均分子量が9万である塩化ビニリデン(VDC)/塩化ビニル(VC)=88/12(質量比)のポリ塩化ビニリデン系樹脂組成物を溶融押出機にて溶融押出し、得られたパリソンを、インフレーション延伸して筒状フィルムとした。重量平均分子量は、移動相としてテトラヒドロフランを用いたゲル浸透クロマトグラフィー(GPC)により測定し、分子量既知のポリスチレンで検量し換算した値である。
【0050】
このとき、MD方向の延伸倍率を3.4倍とし、TD方向の延伸倍率を5.0倍にした。この筒状フィルムを折り畳み、巻き取った後、300mm幅にスリットし、1枚のフィルムになるように剥がしながら、外径36.6mm、長さ305mmの紙管に20m巻取り、厚み約10μmの紙管巻きラップフィルムを製造した。
得られたフィルムの結晶配向度、引裂強度、密着性、透明性、トラブル発生率について評価した結果を表1に示す。
【0051】
[実施例2]
重量平均分子量が9万である塩化ビニリデン(VDC)/塩化ビニル(VC)=88/12(質量比)のポリ塩化ビニリデン系樹脂組成物を溶融押出機にて溶融押出し、得られたパリソンを、インフレーション延伸して筒状フィルムとした。
MD方向の延伸倍率を3.1倍、TD方向の延伸倍率を4.9倍にした、それ以外は実施例1に準じた操作で厚み約10μmの紙管巻きラップフィルムを製造した。
得られたフィルムの評価結果を表1に示す。
【0052】
[実施例3]
重量平均分子量が9万である塩化ビニリデン(VDC)/塩化ビニル(VC)=90/10(質量比)のポリ塩化ビニリデン系樹脂組成物を溶融押出機にて溶融押出し、得られたパリソンを、インフレーション延伸して筒状フィルムとした。
MD方向の延伸倍率を2.7倍、TD方向の延伸倍率を4.1倍にした、それ以外は実施例1に準じた操作で厚み約10μmの紙管巻きラップフィルムを製造した。
得られたフィルムの評価結果を表1に示す。
【0053】
[実施例4]
重量平均分子量が9万である塩化ビニリデン(VDC)/塩化ビニル(VC)=90/10(質量比)のポリ塩化ビニリデン系樹脂組成物を溶融押出機にて溶融押出し、得られたパリソンを、インフレーション延伸して筒状フィルムとした。
MD方向の延伸倍率を2.3倍、TD方向の延伸倍率を3.9倍にした、それ以外は実施例1に準じた操作で厚み約10μmの紙管巻きラップフィルムを製造した。
得られたフィルムの評価結果を表1に示す。
【0054】
[比較例1]
MD方向の延伸倍率を3.5倍、TD方向の延伸倍率を5.1倍にした以外は実施例1に準じた操作で、厚み約10μmの紙管巻きラップフィルムを製造した。
得られたフィルムの評価結果を表1に示す。
【0055】
[比較例2]
重量平均分子量が9万である塩化ビニリデン(VDC)/塩化ビニル(VC)=88/12(質量比)のポリ塩化ビニリデン系樹脂組成物をテトラヒドロフラン(関東化学製)に溶解後、スピンコーターを用いて厚み約10μmのキャストフィルムを作製した。得られたフィルムは、常温で結晶化を進めた後に評価を行った。
得られたフィルムの評価結果を表1に示す。
【0056】
[比較例3]
実施例1に準じた操作で厚み約10μmの紙管巻きラップフィルムを製造した。そのフィルムを木枠に固定し、120℃に設定したオーブンで10秒間の熱履歴を与えた。
得られたフィルムの評価結果を表1に示す。
【0057】
【表1】
【0058】
以上より、実施例1〜4のラップフィルムは、TD方向へのカット性に優れる一方でMD方向には引裂け難く、密着仕事量や透明性に優れ、さらにはトラブル発生率が低いことが確認された。一方、比較例1〜3は、TD方向及びMD方向の引裂強度及び、密着仕事量、透明性(ヘイズ値)並びにトラブル発生率の少なくともいずれかに問題があり、総合評価として不合格であることが確認された。
【産業上の利用可能性】
【0059】
本発明に係るラップフィルムは、縦裂けトラブルが抑制され、優れ密着性及び透明性を兼ね備えたポリ塩化ビニリデン系樹脂ラップフィルムであるため、食品包装用をはじめとする種々の包装用ラップフィルムとして好適に用いることができる。
【符号の説明】
【0060】
1 押出機
2 円形ダイ
3 ダイ口
4 管状の塩化ビニリデン系樹脂組成物(ソック)
5 ソック液
6 冷水槽
7 第1ピンチロール
8 パリソン
9 第2ピンチロール
10 バブル
11 第3ピンチロール
12 ダブルプライフィルム
13 巻取りロール
【特許請求の範囲】
【請求項1】
結晶の分子鎖方向の軸がフィルム表面に対して平行に配向し、EDGE方向からの透過法2次元広角X線散乱測定による(100)面の回折ピーク強度を方位角に対してプロットした際に現れるピークの半値全幅μから下記式1によって規定される結晶配向度Fが、72.0%〜89.3%であるポリ塩化ビニリデン系樹脂ラップフィルム。
(式1)F=100×(180°−μ°)/180°
【請求項2】
フィルムの厚みが5〜15μmである請求項1に記載のポリ塩化ビニリデン系樹脂ラップフィルム。
【請求項3】
ロール状である、請求項1又は2に記載のポリ塩化ビニリデン系樹脂ラップフィルム。
【請求項4】
円筒状の巻芯と、
前記巻芯に巻きとられた請求項1又は2に記載のポリ塩化ビニリデン系樹脂ラップフィルムと、
を備えるラップフィルム巻回体。
【請求項1】
結晶の分子鎖方向の軸がフィルム表面に対して平行に配向し、EDGE方向からの透過法2次元広角X線散乱測定による(100)面の回折ピーク強度を方位角に対してプロットした際に現れるピークの半値全幅μから下記式1によって規定される結晶配向度Fが、72.0%〜89.3%であるポリ塩化ビニリデン系樹脂ラップフィルム。
(式1)F=100×(180°−μ°)/180°
【請求項2】
フィルムの厚みが5〜15μmである請求項1に記載のポリ塩化ビニリデン系樹脂ラップフィルム。
【請求項3】
ロール状である、請求項1又は2に記載のポリ塩化ビニリデン系樹脂ラップフィルム。
【請求項4】
円筒状の巻芯と、
前記巻芯に巻きとられた請求項1又は2に記載のポリ塩化ビニリデン系樹脂ラップフィルムと、
を備えるラップフィルム巻回体。
【図1】

【公開番号】特開2011−168750(P2011−168750A)
【公開日】平成23年9月1日(2011.9.1)
【国際特許分類】
【出願番号】特願2010−36268(P2010−36268)
【出願日】平成22年2月22日(2010.2.22)
【出願人】(390017949)旭化成ホームプロダクツ株式会社 (56)
【Fターム(参考)】
【公開日】平成23年9月1日(2011.9.1)
【国際特許分類】
【出願日】平成22年2月22日(2010.2.22)
【出願人】(390017949)旭化成ホームプロダクツ株式会社 (56)
【Fターム(参考)】
[ Back to top ]