
ポーチを作製する方法
ポーチを作製し、そして充填する方法であって、フィルムの対向壁を作製するステップ;フィルムの対向壁同士を封入し、少なくとも一つのポーチを作製するステップ;少なくとも一つのポーチの上部部分の開口部を通じて、少なくとも一つのポーチの内部部分を流動性材料によって充填するステップ;ポーチを圧縮し、搾り出し形領域を通じて流動性材料を搾り出すために、折りたたみ、ローラーで延ばす事の出来る、ポーチよりもより硬い折り畳み式のフラットによってポーチを受け入れるステップを含有する。

【発明の詳細な説明】
【技術分野】
【0001】
本出願は参照によりそのすべての内容をここに組み入れる2006年12月20日出願の米国特許出願連続番号11613661号の一部継続出願であり、そして本出願は参照によりそのすべての内容をここに組み入れる2008年8月28日出願の米国特許出願連続番号12200376号の一部継続出願であり、これは2007年8月31日出願の仮特許出願の便益を主張し、そして本出願は2008年9月24日出願の米国特許出願連続番号12236555号の一部継続出願である。
【0002】
本発明は粘性材料を分注するためのポーチを作製する方法に関する。
【0003】
粘性材料は、封止剤組成物、マスチック樹脂組成物、接着剤組成物、艶出し剤組成物、コーキング剤組成物、グラウト材組成物、膠組成物を含んで良い。典型的に、そのような粘性材料は、ボール紙製の容器もしくはプラスチックのディスペンサーまたはコーキング・ガンのような押し出し装置中へと充填できるように適応したカートリッジ中へとパッケージされるか、保管されるか、もしくは市販される。それらの粘性材料は、ビル建設および建造の用途において使用する、シリコーン封止剤およびシリコーンコーキング剤を含む。それらの組成物のいくつかは室温加硫可能(RTV)な組成物と呼ばれる。それらは湿気硬化型のポリオルガノシロキサンポリマー、充填剤および縮合硬化型触媒を含んでもよい。封止剤として使用されるとき、それらの組成物は湿気不浸透性のチューブ中にパッケージされていて良く、パッケージチューブから押し出しによって基体へと塗布できる。
【0004】
それらの容器と関連する困難さが存在する。例えば、いくつかの材料はコーキングディスペンサーもしくはコーキング・ガンへと充填するためのカートリッジ入りで販売される。ディスペンサーもしくはガンは、コーキングプロセスの一部分として購入し、保管し、洗浄され、そして維持されるべき他の道具である。ディスペンサーもしくはガンは、特に建設中のビル内の窮屈な空間において、扱いにくく、そして操作が難しいかも知れない。また、分注装置はかなり大きい握力を必要とする可能性があり、それは分注し、そしてきれいな封止剤のビーズが広げられるのに困難さをもたらす。
【0005】
一プロセスにおいて、一定量の封止剤が分注チューブもしくはカートリッジから隙間へと、乾燥した時にその領域を封止するために直接的に押し出される。典型的には、分注チューブもしくはカートリッジは、特定の封止作業に必要とされる量よりも多くの材料を含むであろう。通常、必要とされる量が分注された後、チューブのいくらかの未使用の部分が残る。未使用の部分と共に分注チューブは廃棄されるか、もしくは将来の使用のために保存される。廃棄は非経済的であり、そして環境的な理由からもかなり望ましくない。今日では、市販されている広い範囲の封止剤組成物に対して利用可能な再生利用は知られていない。
【0006】
残余の封止剤を含む容器が廃棄されない場合、将来の使用のために材料を凝結なしで保存するためにキャップをする必要があろう。しかしながら、封止剤は、蒸発して残余の材料を固化する揮発性成分を含むかも知れない。他の封止剤は、大気の酸素への曝露により凝結可能であろう。そして容器が正しく再閉栓されない限り、残余の材料が失われるであろう。
【0007】
いくつかの分注容器が、容器本体へのしっかりとした固定をもたらすための、ノズルはめ込みで、スナップ式のビーズ、ならびにねじ溝もしくはねじ山を備えて販売される。しかしながらそれらのキャップは、簡単に割けたり、もしくは締め付けすぎによって損傷したりするもろい部品である。スナップ式のビーズおよび溝は、チューブが次にコーキング作業に必要とされる時までに再閉栓の噛み合わせを保持する事をもたらさないであろう。いくつかのインフォーマル(informal)なキャップ装置は、いくつかの栓のタイプの再閉栓を効果的にするために、チューブの開口部に爪の場所を含む。または、容器のキャップはこの機能を提供するために、プラグ要素と共に販売される。しかしながらしあbしば、これらの解決策は、短期間以上の長い期間において内容物が硬化するのを防がない。
【0008】
他の再閉栓の方法は、容器の先端をアルミニウムホイルもしくはプラスチックラップで包むこと、ゴムバンドで締め付けること、そしてシール可能なプラスチックパケット中に容器全体を包み込むことを含む。しかしながら、パケットが避けるか、又はチューブの中身を乾燥させるのに十分な空気をパケットが含むために、しばしばこれらの仕組みは機能しない。さらに、ホイルもしくはラップは、チューブおよびノズルの周りを、空隙なしに密閉してきつく包むことができない。
【発明の概要】
【発明が解決しようとする課題】
【0009】
従来のディスペンサーの使用における無駄や困難さの問題を解決する、小さいポーチのような粘性材料の容器の必要性は存在する。さらに、そのようなポーチを作製する方法の必要性も存在する。
【課題を解決するための手段】
【0010】
本発明は、従来の使用における無駄、コストおよび困難性を克服できるポーチを作製するのに用いられる粘性材料ディスペンサーを作製する方法を提供する。一実施態様において、ポーチを作製して充填する方法は、フィルムの対向壁を作製するステップ;フィルムの対向壁を封止して少なくとも一つのポーチを作製するステップ;少なくとも一つのポーチの上部部分の開口部を通じて少なくとも一つのポーチの内部部分を、流動性材料によって充填するステップ;頂部の封止された搾り出し形領域を作製して少なくとも一つのポーチ中の開口部を閉じるステップ;ならびにポーチを圧縮し、搾り出し形領域を通じて流動性材料を搾り出すために、折りたたみ、ローラーで延ばす事の出来る、ポーチよりもより硬い折り畳み式のフラットによってポーチを受け入れるステップを含有する。
【図面の簡単な説明】
【0011】
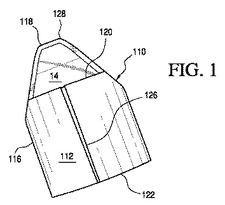
【図1】図1はパケットの正面図である。
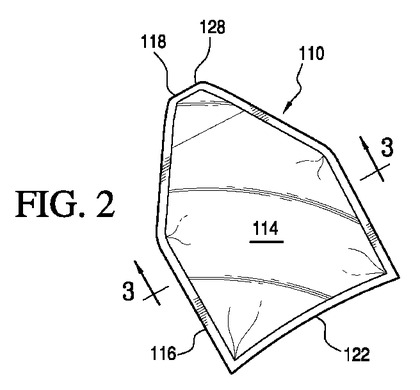
【図2】図2は背面図である。
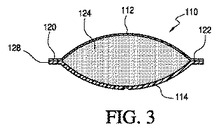
【図3】図3は図2の3−3を通るパケットの切欠図である。
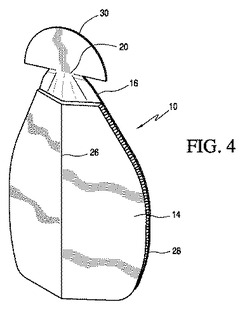
【図4】図4はパケット前部の概略斜視図である。
【図5】図5はパケット背部の概略斜視図である。
【図6】図6は図2のA−Aを通るパケットの切欠図である。
【図7】図7はパケットの使用の概略斜視図である。
【図8】図8はパケットの使用の概略斜視図である。
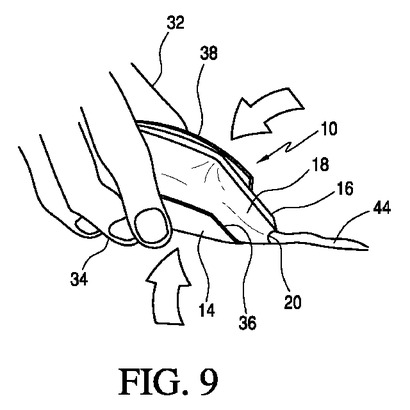
【図9】図9はパケットの使用の概略斜視図である。
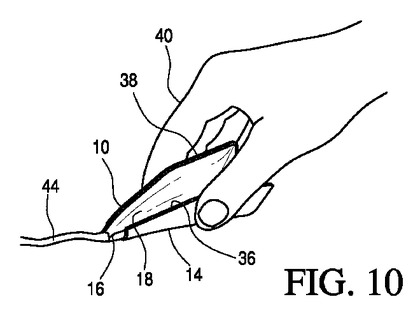
【図10】図10はパケットの使用の概略斜視図である。
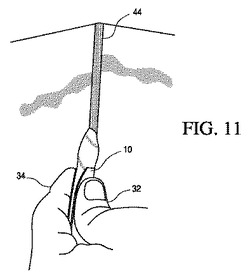
【図11】図11はパケットの使用の概略斜視図である。
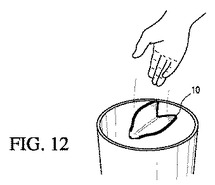
【図12】図12はパケットの使用の概略斜視図である。
【発明を実施するための形態】
【0012】
ここで用いられるとき、封止剤という用語は、シリコーンコーキング剤、ラテックスコーキング剤およびアクリルコーキング剤を含むコーキング剤;充填剤化合物;スタッコ、コンクリートおよびセメント材料の、補修および亀裂穴埋め化合物のような接着剤もしくはマスチック型の材料;ガスケット化合物;溝、雨押さえ、天窓もしくは水槽の継ぎ目もしくは封止剤化合物;ブチルもしくはゴムの、封止剤、セメントおよびコーキング剤;屋根のセメント;パネルおよび建造物の接着剤;ガラス取り付け化合物およびコーキング剤;溝およびラップ(lap)の封止剤;シリカゲル系の耐火レンガ、石およびセラミックの、亀裂充填剤およびセメント;シリコーン系のり、エチレングリコール含有ラテックスガラス取り付け化合物などの様々なものすべてを含む。
【0013】
一つの好ましい封止剤は、オルガノポリシロキサン室温加硫可能な(RTV)組成物である。室温加硫可能なシリコーンエラストマー組成物は、シラノール停止されたベースポリマーもしくはエラストマー、強化および/もしくは伸長充填剤、架橋シラン、ならびに硬化触媒を含んでも良い。それらのRTV組成物は、反応性末端基を持つジオルガノポリシロキサンと、1分子当たり少なくとも3つの加水分解性反応性部分を持つオルガノケイ素化合物とを混合する事によって調製される。公知のRTV組成物は、建築材料のジョイントの間のすき間、建築物の構造体と建築材料との間のジョイント、バスタブと壁もしくは床との間、浴室のタイルの亀裂、洗面台周りの好き場、ならびに洗面台支持ボードと壁との間のすき間のような浴室中のすき間、台所の流しやその付近の周りのすき間、自動車、鉄道車両、飛行機、船のパネルの間、さまざまな作成済みの電化製品、機械などのパネル内のすき間などの様々なジョイントの間のすき間を含む用途のためのエラストマー封止剤材料として広く用いられている。室温加硫可能なシリコーン封止剤は、このようにコーキン剤および封止剤の様々な用途において利用できる。
【0014】
本発明の特徴は、例として本発明の好ましい実施態様を、限定なしに記述する図および以下の詳細な説明より明らかになるであろう。
【0015】
図1、図2および図3は、本発明の実施態様を説明する。図1は本発明による粘性材料ディスペンサーの正面図である。ディスペンサーはパケット110の形状である。図2は、背面からのパケット110の立面図である。パケット110は、2つのプラスチックもしくはホイルのフィルムの薄い側壁、頂部フィルム112ならびに底部フィルム114を含有する。図3に示されるように、フィルム112、114は熱融着もしくは他の方法で端116に沿って一つに接着でき、搾り出し形末端128を形成する第一の閉口端120と第二の閉口端122を持つポーチ118を作製できる。フィルム材料は不浸透性であってよく、または、産物の活性を確保するために水の揮発および酸素に対してほんの少し浸透可能であって良い。好ましくは、材料は1もしくはそれ以下の透過度を持っている。好適なフィルム物質は、低濃度ポリエチレンもしくは他の熱可塑性物質のようなプラスチックフィルムまたはホイルフィルム材料を含む。パケット110の頂部フィルム112は、第二の閉口端122から第一の閉口端122へ向けてパケット110の縦方向に走る折り目126を含む。以下に記載されるように、折り目126はパケット110の縦方向の折りたたみを促進する。折り目126は圧迫され、折りたたまれ、しわのよっている、線もしくは折り線であってよい。
【0016】
図3はパケット110の切欠図であり、封止剤124を含有するポーチ118を示す。頂部フィルム112は封止剤124の容量の増加を可能にするためにひだを持つように出来る(図示されていない)。以下に記載されるように、パケット110は折り目126を真ん中に有し、折りたたみを可能にする。ノズル端128は、頂部フィルム112および底部フィルム114の対応する先端より形成される。ノズル端128は、引き裂き、またはハサミもしくはナイフでの切断によって開口できるか、または単純にノズル端128へと拡張し、そしてその後ノズル端128から出される封止剤124の圧力によって開口出来るような熱融着閉口であってよい。または一実施態様において、ノズル端128は、簡単な引き裂き開口を提供するために、鋸歯状のエンボス加工物によって閉栓出来る。
【0017】
第一の閉口端1201へと向かうディスペンサーの部分130は、追加の構造および力を提供するために、より硬いか、もしくはより厚い材料を含有する。例えば、部分130は、ディスペンサーの残りの部分のようなフィルムと同じである、多重に積層されたフィルムを含有してよい。または、部分130は、ディスペンサーの残りの部分のフィルムよりもより高密度である、異なるフィルムを含有してもよい。
【0018】
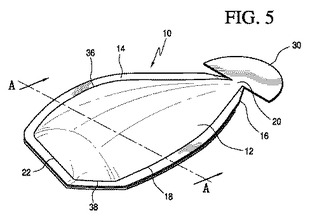
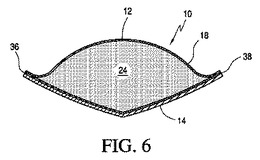
図4、図5および図6は本発明の一実施態様を図示する。図4および図5はパケット10の、それぞれ前からおよび後ろからの概略斜視図であり、そして図6は、図4および図5のパケットの、A−Aを通る切欠図である。図4はパケット10の正面図である。図5はパケット10の背面からの斜視図である。図3はパケット10の切欠側面図である。パケット10のサイズは、約20cmから15cmもしくはより小さくまで変化しても良いし、ある実施態様においては約20cmであってもよい。
【0019】
パケット10は、プラスチックフィルムもしくはホイルフィルムのポーチ12を含有し、硬いフラット14は、ポーチ12フィルムよりもより硬いか、もしくはより厚い材料と、パケット10の側面の硬いフラット14上の吐水口形成領域16とを含有する。領域16は、フィルム12の材料とポーチ14の材料の間の中間の厚さと硬さを持つ成型された材料を含有する。図に示される実施態様において、領域16は、硬い材料の側壁14からパケットの末端20へと向かう斜めになった側面を持つ台形型であり、硬いフラット14で折りたたまれるかもしくは巻かれる時に、先細のノズルを形成する。
【0020】
図6に示されるように、ポーチ12はフラット14へと熱融着可能であるか、または他の方法で受け入れ可能である。ポーチ12の第一の閉口端は搾り出し形端20を形成する。図4、6および8において、より硬いフラット14は、端20から第二の閉口端22への、より硬いフラット14の縦軸に沿って走る折り目もしくは折れ線となり得る折り目26を持つ。以下に記載されるように、パケット10の縦の折りたたみを促進するために、折り目26はフラット14の表面へとマーク付けされる。折り目26は、圧迫され、折りたたまれ、皺のよっている、エンボス加工された、線もしくは折れ線であってよい。折り目26は一般的に、パケット10の一端から末端20へ向かうパケット10の長軸に対して縦に走って良い。
【0021】
パケット10は、端20における開口を促進するために、半円形の引き裂きタブ30をさらに含む。頂部フィルム12は、封止剤24の容量の増加を可能にするためにひだを持たせることができる。
【0022】
折り目26は、ポーチ12を圧迫してポーチ12の内部からの封止剤24を搾り出すために、対向する硬いフラット部分のポーチ12に対する縦軸の折りたたみを促進する。以下に記載されるように、より硬いフラット14は、硬いフラット14へと適用される力によって対向する部分へと折りたたまれるとき、ポーチ12を受け入れる圧迫表面を形成するよう画定された硬いか、もしくは従順な表面を含有する。より硬いフラット14は、ポーチ12の材料よりもより柔軟性がないか、もしくはより硬い任意の材料を含有するフラットであり得る。パケット10の側面の硬いフラット14上の領域16は、ポーチ12の材料とフラット14の材料との間の中間の厚さと硬さである成型されたストリップを含有する。
【0023】
ポート12に好適な材料は、単層の、同時押出の、もしくは積層の、フィルムもしくはホイルを含む。好ましくは、材料は1もしくはそれ以下の透過度を持つ。好適なフィルムは、低密度ポリエチレンもしくは他の熱可塑性物質のようなプラスチックフィルム、またはポリプロピレン、ポリスチレンもしくはポリエチレンテレフタラートのようなホイルフィルム材料を含む。ホイルは、例えばアルミニウムホイルのような、薄く、柔軟性がある、金属のリーフもしくはシートである。一実施態様において、フィルムはポリエチレンと二軸延伸ポリプロピレンの同時押し出しのフィルムである。アルミニウムホイルは好ましいポーチ12フィルムの材料である。好適なホイルは0.2mm(0.008インチ)より薄い薄さの薄いシートによって調製されるアルミニウム由来の物であってよく、より薄い、0.006mmまで下げた大きさもまた使用できる。好適なホイルは、プラスチックもしくは紙のような他の物質による積層も含み得る。
【0024】
ポーチ12の材料は不浸透性であってよく、または、産物の活性を確保するために水の揮発および酸素に対してほんの少し浸透可能であって良い。例えば、フィルムは、10g/日/m2より小さい水蒸気透過率(MVTR、ASTM D3833)を持って良い。一実施態様において、フィルムのMVTRは5g/日/m2より小さく、そして好ましくは1g/日/m2より小さく、そしてもっとも好ましくは0.5g/日/m2よりも小さい。ポーチ12のフィルムはさまざまな厚さであり得る。フィルムの厚さは10から150μmの間であってよく、好ましくは15から120μm、さらに好ましくは20から100μmの間であって良く、さらにより好ましくは25から80μmの間であって良く、そして最も好ましくは30から40μmの間であって良い。
【0025】
より硬いフラット14は、折りたたみを授ける折り目26を持つ実質的に硬い基質、またはポーチ12に対して巻かれ得るかもしくは折りたため得る実質的に従順な基質を含有する。巻くこともしくは折りたたむことは、ポーチ12を圧迫し、末端20に形成されたノズルを通じて封止剤24がポーチ12の内部から搾り出されるようにする。より硬いフラット14の材料は、頂部フィルム12の材料よりも実質的に柔軟性でなく、そしてより従順でない。この用途において、用語「硬い」は、堅く、曲げに対して耐性がある物理特性を持つ事を意味する。一実施態様において、底部材料14は、ASTM D1044TaberテストのようなTaber Stiffness方法によって測定されるとより硬い。
【0026】
フラット14は、カードボード、ペーパーボード、段ボール、および任意の木質系の紙のような任意の好適な硬いもしくは半剛体の材料、または硬いもしくは半剛体のプラスチックシート材料を含有してもよい。カードストックは好適な硬い材料である。カードストックの厚さはしばしばポンドの重量で記載される。ポンドの重量は50.8センチメートル(20インチ)×66.04センチメートル(26インチ)のシート500枚分の重量である。米国において、カードシックの厚さは通常、ポイント(points)もしくはミル(mils)によって測定され、それは0.00254センチメートル(1000分の1インチ)のシートの厚さを提供する。例えば、10ポイントのより硬いフラットは0.254ミリメートル(0.010インチ)の厚さで、12ポイントは0.3048ミリメートル(0.012インチ)である。
【0027】
フラット14は、通常は紙の断片と一つの内部の縦溝彫りの波型の媒体との2つのフラットの断片である、ペーパーボードの組み合わせを含有する。さらに好適なより硬いフラットの材料は、堅い紙、カードボード、ボール紙、波型のペーパーボードを含むペーパーボード、ならびに38.1マイクロメートルの高密度ポリエチレンのようなポリエチレンを含む。より堅いフラット14は、例えばABSのような(アクリロニトリル−ブタジエン−スチレン)のような熱可塑性物質のような実質的に硬い材料を含有できる。一つの好ましいフラット14の材料は、10ミルもしくは0.254ミリメートル(0.010インチ)の厚さかそれ以上の厚さのペーパーボードである。
【0028】
波型のファイバーボードはフラット14用の好ましい材料である。波型のファイバーボードは二つの主な構成要素を持ち、それはライナーボードおよび媒体である。両方ともボール紙と呼ばれる重い紙より作製可能である。ボール紙は媒体へと接着した平らに仕上げたものである。媒体は典型的には、内部の縦溝彫りの波型の材料である。波型のボードは、一つのボール紙の平らなシートへと接着された一つの媒体であって良く、ここでボール紙の2つのシートの間にあり、そして3つのシートのボール紙はその間に2つの媒体を持つ。縦溝彫りの媒体は、全方向からの曲げや圧力に耐性である硬いアーチ状の柱を形成する。図の5から9までを参照して以下に記載されるように、波型のボードが、封止剤に満たされるポーチを受け入れて封止剤を搾り出すのを助けるフラットとして特に良く機能することが見出されている。
【0029】
実施態様において、ポーチ12は、約0.1143ミリメートル(約0.0045)から約0.1651ミリメートル(約0.0065インチ)、好ましくは約0.1397ミリメートル(約0.0055インチ)の厚さを持つ、アルミニウム層に沿う多層のポリマー積層を含有する。領域16は、約0.3048ミリメートル(約0.012)から0.4572ミリメートル(0.018インチ)の間の、好ましくは、0.381ミリメートル(約0.015インチ)の厚さを持つ高密度ポリエチレン(HDPE)を含有する。硬い材料14は、約1.143ミリメートル(約0.045)から1.524ミリメートル(0.060インチ)の、好ましくは1.27ミリメートル(0.050)から1.387ミリメートル(0.055インチ)の厚さを持つ波型のファイバーボードを含有する。好適なポーチ12、フラット14および領域16の材料は、フラット14の材料の硬さがポーチ12の材料のそれよりも大きく、そして、領域16の材料の硬さがポーチ12の材料のそれとフラット14の材料のそれの間の中間であるという条件であっても良い。
【0030】
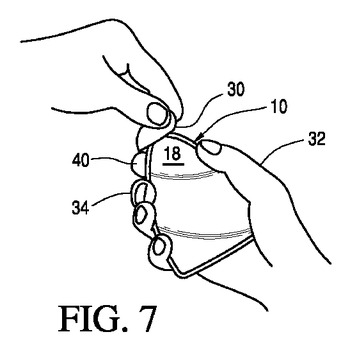
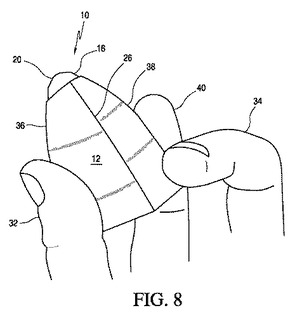
図4、5、6、7、8および9は、パケット10の使用を図示する概略斜視図である。図7において、図示されるようにパケット10を片方の手に保持し、そして一方でもう一方の手でタブ30を引き裂く事によって開口することが出来る。図8に示されるように、コーキング剤のような粘性の物質を塗布する際、パケット10はポーチ12の側を上にして手で握ることができる。親指32および中指は、より硬いフラット14の対向端36、38に配置される。人差し指40は、より硬いフラット14の折りたたみを開始するために折り目26に向けてポーチ12に対して押し付けられる。親指32および中指34によって対向端36、38へ向けて適用される力によって、パケット10は折り目26に沿って折りたたまれ始める。図8に示されるように、折りたたみは、ユーザが人差し指40の全長をポーチ12に対して押し付けることによって促進される一方で、側面の力が親指32および中指34によって適用される。図19に示されるように、例えば、より硬いフラット14は、より硬いフラット14が折り目26に沿って折りたたまれる時にポーチ12を受け入れるポーチ12の下に横たわる平面を備える実質的に硬い材料を含有する。
【0031】
図9および10に示されるように、折りたたみは、図9に示されるように、先端形状の第一の閉口端20を通して、ポーチ12からの封入された封止剤24を押し進める。最初に、封止剤24はパケット10のポーチ12の中に収容され、そして、形領域16がフラットになり、封止剤24を失う。しかしながら、図9に示されるようにパケット10が折りたたまれ押さえられるとき、封止剤は領域16に押しやられる。領域16は膨張し、搾り出し先端形を形成する。パケット10の二つの側面の過剰な折りたたみにより形成される実質的に硬い構造はしっかりと保たれ、そして図10および11に示されるように、領域16からの制御された封止剤ビーズ44を搾り出すように導く。領域16は、封止剤が先端の残りの部分を満たし、そして封止剤が先端から流れることが出来るような形になっている。領域16は、適切なビーズのサイズ、例えば直径3.175ミリメートル(1/8インチ)になるような形であって良い。図10および11に図示されるように、ユーザは適用される圧およびスピードによってビーズのサイズをさらに調節できる。封止剤が塗布され、ポーチ12の材料が失われると、図12に図示されるように、空のパケット10を廃棄する事ができる。
【0032】
以下の実施例は例示であり、請求項の範囲に対する限定と解釈されるべきではない。
【実施例】
【0033】
実施例1
粘性材料を分注するためのデザインを確定するために、パケットのサンプルが評価された。
【0034】
サンプルは透明なポリプロピレンのZiploc(登録商標)パケット、薄い(<1mm)黒いポリプロピレンおよびポリエチレンシート、ならびにアクリルの薄いフィルム(<1mm)から構築された。シート材料は、第一にサイズを超えた頂部と底部を三角の端を持つ三角形に切断し、ノズルを形成するために一方の三角の端と一緒に断片を熱融着することによってパケットの形状に形成され熱融着された。いくつかのパケットはガセットを備えて作製された。ガセットはパケットの側面と底部のフィルムを折りたたむ事によって作製された。
【0035】
過剰の材料は作製の後にパケットから切除された。それぞれのパケットに材料が充填され、そして熱融着され、封入物が形成された。パケットは約4cmから20cmで長さが変化し、約2mから15cmで幅が変化し、約0.5cmから2cmで厚さ(材料が充填される)が変化する。パケットはアクリルコーキング剤もしくはシリコーン封止剤によって充填される。
【0036】
評価者のパネルが、20から30のアレイからのそれぞれのパケットを評価するために集められる。パケットは内容物の完全性ならびに材料の搾り出しの簡便さおよび制御について評価される。評価において、パネルは、材料を分注する前にそれぞれのパケットを知覚的におよび蝕覚的に検査する。パネルのメンバーは、内容物を搾り出すためにそれぞれのパケットを折りたたむ。パネルは、材料のビーズを試験用カードボード上に搾り出す制御の簡便さを記録する。また、パネルはパケットの完全性のすべての失敗を観察する。
【0037】
パケットは、アクリルコーキング剤とシリコーン封止剤の両方の搾り出しで評価された。パネルはそれぞれの構成されたパケットに対して多重の分注を行った。上述の評価のラウンドからの成功したパケットの性質に従って構成された一連のパケットによってプロセスが繰り返された。
【0038】
パネルは、材料が完全に充填されてなく、均一なビーズを搾り出す丸い開口部を形成してなく、そして完全に充填するのに十分に柔軟でないパケットのデザインを同定する。いくつかの搾り出しの失敗は、パケットのノズルの角度および長さを変更する事によって後の評価ラウンドで解決する。いくつかの第一のラウンドのデザインは、材料の連続的で滑らかなビーズを分注するのに必要な優れた制御を可能にするには薄すぎると観察される。これは(1)パケットの表面の一つをより硬いプラスチックシートの外部になるようすること、ならびに(2)折り目の長さに沿ってパケットを折りたたむためのユーザの相互作用を修正してさらにより硬い分注構造を提供することによって解決する。
【0039】
いくつかのデザインは厚すぎるフィルムを持つと記録される。これらのパケットでは、材料はパケット内部を移動することに抵抗し、それによってパケットの材料を完全に搾り出す事を困難にする。この問題は、パケットの容量を増加する一方で、パケット内部表面積を維持するかもしくは減ずるようにガセットデザインされたパケットによって解決する。
【0040】
パケットのためは折り目のついた半剛体のプラスチックの裏打ちは、所望の量の材料を維持し、そして、分注のための折りたたみを容易にする最良のデザインであると決定される。パケットは、片手で材料を完全に搾り出すよう操作されるために、全体で(7cm×5cm×1.5cm)の大きさである。選択されるディスペンサーのノズルは、ノズルの変形無しにパケットを絞ることを可能にするために、より長く2cmの、そしてより狭く、1cmのノズルを持つ。そして、選択されるパケットのデザインは、内部表面積を最小にする一方で容量を増加させ、材料が片手の指の圧迫によって分注できるようにするためにその側面にガセットを持つ。
【0041】
実施例2
生じるデザインは、消費者パネルを代表する他の者によって機能的に試験された。該デザインの10のパケットがパネルの6人に分配された。それぞれの人は、人差し指を折り目に沿わせ片手で手動でパケットを圧迫し、パケットを縦に折りたたみ、パケットのノズルから封止剤を搾り出す手順に従ってパケットから材料を搾り出すよう指導された。
【0042】
デザインの審査員は搾り出し手順を観察し、パネルのコメントを記録する。消費者パネルのレスポンスはパケットとコメントの使用を記録するために撮影された。
【0043】
パネルは提案されたデザインを承認した。以下のデザインに対するパネルのコメントは記録された:「それは本当に素晴らしい!私はこれを気に入った。」「これは驚愕すべきものだ。これについてよい事しか言えない。」「非常に使いやすい。それがもたらすビーズを愛する。私は多くの制御を得ることを感じる。」「私はすでにこれを気に入り、どうしてかをあなたに言うことが出来る。なぜならあなたは本当に圧を操作できるからだ。たくさんに出来るし、少量にもできる。」「大量の(コーキング剤を)必要とせず、多くの人の家庭での問題を解決できた。」「一度これを使うようになったら、私の一回目の使用をあなたが見る事ができたように、あなたは非常に十分プロフェッショナルである。」
【0044】
この例は、本発明による粘性材料のディスペンサーの予想できる商業的成功を示している。
【0045】
実施例3
この例は、最良のより硬い材料を決定するためのパケットのサンプルの、一連の反復評価を記述する。
【0046】
最初に、ペーパーボード、プラスチックシートおよび波型のファイバーボードの範囲の材料が出力性能について評価された。サンプルのペーパーボードの厚さはおおよそ0.254ミリメートル(おおよそ0.010インチ)から2.54ミリメートル(0.100インチ)まで変化し、高密度ポリエチレンシート(HDPE)の厚さはおおよそ0.127ミリメートル(おおよそ0.005インチ)から2.54ミリメートル(0.100インチ)まで変化し、そして、波型のファイバーボードの波形はBフルートからNフルートまで変化する。
【0047】
ユーザの格付けは、おおよそ2.032ミリメートル(おおよそ0.080インチ)未満の厚さのペーパーボードが許容可能な分注および使用の簡便さのために十分な堅さを持たないと決定した。より厚いペパーボードは向上した性能をもたらすが、かさばる感触によって許容可能でないと格付けされた。厚さ1.016ミリメートル(0.040インチ)以下のHDPEサンプルは、不十分な堅さのために許容可能でないと格付けされた。より厚いHDPEは改善された性能を示すが、コストを増大させた。
【0048】
波型のファイバーボードはE−フルートおよびF−フルートの範囲で最良であった。文字の表示はフルートのサイズに関連するか、もしくは線状の足当たりのフルートの数に言及する。E−フルートは線状の足当たり90+/−4フルートと1.5875ミリメートル(1/16インチ)の厚さを持ち、そしてF−フルートは線状の足当たり128+/−4フルートと0.79375ミリメートル(1/32インチ)の厚さを持つ。E−フルートおよびF−フルートの波型のファイバーボードのパケットは片手での使用によるおおよそ80%およびそれ以上のパーセントの分注を持つ。E−フルートの波型のファイバーボードはまた、最良の使用の簡便さの格付けを受けた。
【0049】
実施例4
他の一連の試験は、封止剤のビーズの形の観点での最良の性能のパケットを決定するために実施された。標準的なビーズは円形断面の封止剤の堆積として定義された。
【0050】
第一の試験されるパケットは、頂部フィルムポーチおよびより厚い底部材料の側壁のみを持つ。より厚い材料の側壁はノズルを形成するために折りたたまれた。しかしながら、折りたたまれた側壁から形成されるノズルは柔軟性があり、そして非均一のビーズを形成した。ビーズの断面は、薄い水平のダイヤモンドの形状で始まった。その後、分注の好気で、ビーズ断面は薄い垂直のダイヤモンドの許容しがたい形になった。更に兆部のフィルムは、ノズルにおいてより鋭敏な折りたたみおよび折り目を形成し、断面をより均一でなくした。
【0051】
この実施例の試験において、半剛体の材料はパケット末端近傍の一つの側壁へと取り付けられた。これらの実施例において、より堅い材料の側壁はその長軸に沿って折りたたまれポーチを絞り、半剛体材料は制御された様式で曲げられ、実質的にU型の搾り出し形となる。U型の搾り出し形は断面の半分がより均一で丸く、そして柔軟な側壁の端を律則して均一で丸い搾り出されたビーズをもたらす。
【0052】
実施例5
HDPEは頂部のフィルムポーチとして費用的に許容可能な材料として選択された。HDPEは硬い折りたたみ可能な側壁材料へと接着することが見出された。搾り出し試験において、HDPE材料は所望の断面のビーズの形成においてU型搾り出し形と共に協調する。最適のHDPEは、0.127ミリメートル(0.005インチ)から7.62ミリメートル(0.30インチ)の厚さのHDPEにおける一連の実験によって決定された。0.381ミリメートル(0.015インチ)は、ビーズの断面の形成において、その範囲の材料の中で最良の性能を持つことが見出された。
【0053】
本発明の好ましい実施態様が記載されてきたが、本発明は変化および修正が可能であり、それゆえ実施例の正確な詳細に限定されるべきではない。本発明は以下に続く請求項の範囲に包含される変更および代替を含む。
【技術分野】
【0001】
本出願は参照によりそのすべての内容をここに組み入れる2006年12月20日出願の米国特許出願連続番号11613661号の一部継続出願であり、そして本出願は参照によりそのすべての内容をここに組み入れる2008年8月28日出願の米国特許出願連続番号12200376号の一部継続出願であり、これは2007年8月31日出願の仮特許出願の便益を主張し、そして本出願は2008年9月24日出願の米国特許出願連続番号12236555号の一部継続出願である。
【0002】
本発明は粘性材料を分注するためのポーチを作製する方法に関する。
【0003】
粘性材料は、封止剤組成物、マスチック樹脂組成物、接着剤組成物、艶出し剤組成物、コーキング剤組成物、グラウト材組成物、膠組成物を含んで良い。典型的に、そのような粘性材料は、ボール紙製の容器もしくはプラスチックのディスペンサーまたはコーキング・ガンのような押し出し装置中へと充填できるように適応したカートリッジ中へとパッケージされるか、保管されるか、もしくは市販される。それらの粘性材料は、ビル建設および建造の用途において使用する、シリコーン封止剤およびシリコーンコーキング剤を含む。それらの組成物のいくつかは室温加硫可能(RTV)な組成物と呼ばれる。それらは湿気硬化型のポリオルガノシロキサンポリマー、充填剤および縮合硬化型触媒を含んでもよい。封止剤として使用されるとき、それらの組成物は湿気不浸透性のチューブ中にパッケージされていて良く、パッケージチューブから押し出しによって基体へと塗布できる。
【0004】
それらの容器と関連する困難さが存在する。例えば、いくつかの材料はコーキングディスペンサーもしくはコーキング・ガンへと充填するためのカートリッジ入りで販売される。ディスペンサーもしくはガンは、コーキングプロセスの一部分として購入し、保管し、洗浄され、そして維持されるべき他の道具である。ディスペンサーもしくはガンは、特に建設中のビル内の窮屈な空間において、扱いにくく、そして操作が難しいかも知れない。また、分注装置はかなり大きい握力を必要とする可能性があり、それは分注し、そしてきれいな封止剤のビーズが広げられるのに困難さをもたらす。
【0005】
一プロセスにおいて、一定量の封止剤が分注チューブもしくはカートリッジから隙間へと、乾燥した時にその領域を封止するために直接的に押し出される。典型的には、分注チューブもしくはカートリッジは、特定の封止作業に必要とされる量よりも多くの材料を含むであろう。通常、必要とされる量が分注された後、チューブのいくらかの未使用の部分が残る。未使用の部分と共に分注チューブは廃棄されるか、もしくは将来の使用のために保存される。廃棄は非経済的であり、そして環境的な理由からもかなり望ましくない。今日では、市販されている広い範囲の封止剤組成物に対して利用可能な再生利用は知られていない。
【0006】
残余の封止剤を含む容器が廃棄されない場合、将来の使用のために材料を凝結なしで保存するためにキャップをする必要があろう。しかしながら、封止剤は、蒸発して残余の材料を固化する揮発性成分を含むかも知れない。他の封止剤は、大気の酸素への曝露により凝結可能であろう。そして容器が正しく再閉栓されない限り、残余の材料が失われるであろう。
【0007】
いくつかの分注容器が、容器本体へのしっかりとした固定をもたらすための、ノズルはめ込みで、スナップ式のビーズ、ならびにねじ溝もしくはねじ山を備えて販売される。しかしながらそれらのキャップは、簡単に割けたり、もしくは締め付けすぎによって損傷したりするもろい部品である。スナップ式のビーズおよび溝は、チューブが次にコーキング作業に必要とされる時までに再閉栓の噛み合わせを保持する事をもたらさないであろう。いくつかのインフォーマル(informal)なキャップ装置は、いくつかの栓のタイプの再閉栓を効果的にするために、チューブの開口部に爪の場所を含む。または、容器のキャップはこの機能を提供するために、プラグ要素と共に販売される。しかしながらしあbしば、これらの解決策は、短期間以上の長い期間において内容物が硬化するのを防がない。
【0008】
他の再閉栓の方法は、容器の先端をアルミニウムホイルもしくはプラスチックラップで包むこと、ゴムバンドで締め付けること、そしてシール可能なプラスチックパケット中に容器全体を包み込むことを含む。しかしながら、パケットが避けるか、又はチューブの中身を乾燥させるのに十分な空気をパケットが含むために、しばしばこれらの仕組みは機能しない。さらに、ホイルもしくはラップは、チューブおよびノズルの周りを、空隙なしに密閉してきつく包むことができない。
【発明の概要】
【発明が解決しようとする課題】
【0009】
従来のディスペンサーの使用における無駄や困難さの問題を解決する、小さいポーチのような粘性材料の容器の必要性は存在する。さらに、そのようなポーチを作製する方法の必要性も存在する。
【課題を解決するための手段】
【0010】
本発明は、従来の使用における無駄、コストおよび困難性を克服できるポーチを作製するのに用いられる粘性材料ディスペンサーを作製する方法を提供する。一実施態様において、ポーチを作製して充填する方法は、フィルムの対向壁を作製するステップ;フィルムの対向壁を封止して少なくとも一つのポーチを作製するステップ;少なくとも一つのポーチの上部部分の開口部を通じて少なくとも一つのポーチの内部部分を、流動性材料によって充填するステップ;頂部の封止された搾り出し形領域を作製して少なくとも一つのポーチ中の開口部を閉じるステップ;ならびにポーチを圧縮し、搾り出し形領域を通じて流動性材料を搾り出すために、折りたたみ、ローラーで延ばす事の出来る、ポーチよりもより硬い折り畳み式のフラットによってポーチを受け入れるステップを含有する。
【図面の簡単な説明】
【0011】
【図1】図1はパケットの正面図である。
【図2】図2は背面図である。
【図3】図3は図2の3−3を通るパケットの切欠図である。
【図4】図4はパケット前部の概略斜視図である。
【図5】図5はパケット背部の概略斜視図である。
【図6】図6は図2のA−Aを通るパケットの切欠図である。
【図7】図7はパケットの使用の概略斜視図である。
【図8】図8はパケットの使用の概略斜視図である。
【図9】図9はパケットの使用の概略斜視図である。
【図10】図10はパケットの使用の概略斜視図である。
【図11】図11はパケットの使用の概略斜視図である。
【図12】図12はパケットの使用の概略斜視図である。
【発明を実施するための形態】
【0012】
ここで用いられるとき、封止剤という用語は、シリコーンコーキング剤、ラテックスコーキング剤およびアクリルコーキング剤を含むコーキング剤;充填剤化合物;スタッコ、コンクリートおよびセメント材料の、補修および亀裂穴埋め化合物のような接着剤もしくはマスチック型の材料;ガスケット化合物;溝、雨押さえ、天窓もしくは水槽の継ぎ目もしくは封止剤化合物;ブチルもしくはゴムの、封止剤、セメントおよびコーキング剤;屋根のセメント;パネルおよび建造物の接着剤;ガラス取り付け化合物およびコーキング剤;溝およびラップ(lap)の封止剤;シリカゲル系の耐火レンガ、石およびセラミックの、亀裂充填剤およびセメント;シリコーン系のり、エチレングリコール含有ラテックスガラス取り付け化合物などの様々なものすべてを含む。
【0013】
一つの好ましい封止剤は、オルガノポリシロキサン室温加硫可能な(RTV)組成物である。室温加硫可能なシリコーンエラストマー組成物は、シラノール停止されたベースポリマーもしくはエラストマー、強化および/もしくは伸長充填剤、架橋シラン、ならびに硬化触媒を含んでも良い。それらのRTV組成物は、反応性末端基を持つジオルガノポリシロキサンと、1分子当たり少なくとも3つの加水分解性反応性部分を持つオルガノケイ素化合物とを混合する事によって調製される。公知のRTV組成物は、建築材料のジョイントの間のすき間、建築物の構造体と建築材料との間のジョイント、バスタブと壁もしくは床との間、浴室のタイルの亀裂、洗面台周りの好き場、ならびに洗面台支持ボードと壁との間のすき間のような浴室中のすき間、台所の流しやその付近の周りのすき間、自動車、鉄道車両、飛行機、船のパネルの間、さまざまな作成済みの電化製品、機械などのパネル内のすき間などの様々なジョイントの間のすき間を含む用途のためのエラストマー封止剤材料として広く用いられている。室温加硫可能なシリコーン封止剤は、このようにコーキン剤および封止剤の様々な用途において利用できる。
【0014】
本発明の特徴は、例として本発明の好ましい実施態様を、限定なしに記述する図および以下の詳細な説明より明らかになるであろう。
【0015】
図1、図2および図3は、本発明の実施態様を説明する。図1は本発明による粘性材料ディスペンサーの正面図である。ディスペンサーはパケット110の形状である。図2は、背面からのパケット110の立面図である。パケット110は、2つのプラスチックもしくはホイルのフィルムの薄い側壁、頂部フィルム112ならびに底部フィルム114を含有する。図3に示されるように、フィルム112、114は熱融着もしくは他の方法で端116に沿って一つに接着でき、搾り出し形末端128を形成する第一の閉口端120と第二の閉口端122を持つポーチ118を作製できる。フィルム材料は不浸透性であってよく、または、産物の活性を確保するために水の揮発および酸素に対してほんの少し浸透可能であって良い。好ましくは、材料は1もしくはそれ以下の透過度を持っている。好適なフィルム物質は、低濃度ポリエチレンもしくは他の熱可塑性物質のようなプラスチックフィルムまたはホイルフィルム材料を含む。パケット110の頂部フィルム112は、第二の閉口端122から第一の閉口端122へ向けてパケット110の縦方向に走る折り目126を含む。以下に記載されるように、折り目126はパケット110の縦方向の折りたたみを促進する。折り目126は圧迫され、折りたたまれ、しわのよっている、線もしくは折り線であってよい。
【0016】
図3はパケット110の切欠図であり、封止剤124を含有するポーチ118を示す。頂部フィルム112は封止剤124の容量の増加を可能にするためにひだを持つように出来る(図示されていない)。以下に記載されるように、パケット110は折り目126を真ん中に有し、折りたたみを可能にする。ノズル端128は、頂部フィルム112および底部フィルム114の対応する先端より形成される。ノズル端128は、引き裂き、またはハサミもしくはナイフでの切断によって開口できるか、または単純にノズル端128へと拡張し、そしてその後ノズル端128から出される封止剤124の圧力によって開口出来るような熱融着閉口であってよい。または一実施態様において、ノズル端128は、簡単な引き裂き開口を提供するために、鋸歯状のエンボス加工物によって閉栓出来る。
【0017】
第一の閉口端1201へと向かうディスペンサーの部分130は、追加の構造および力を提供するために、より硬いか、もしくはより厚い材料を含有する。例えば、部分130は、ディスペンサーの残りの部分のようなフィルムと同じである、多重に積層されたフィルムを含有してよい。または、部分130は、ディスペンサーの残りの部分のフィルムよりもより高密度である、異なるフィルムを含有してもよい。
【0018】
図4、図5および図6は本発明の一実施態様を図示する。図4および図5はパケット10の、それぞれ前からおよび後ろからの概略斜視図であり、そして図6は、図4および図5のパケットの、A−Aを通る切欠図である。図4はパケット10の正面図である。図5はパケット10の背面からの斜視図である。図3はパケット10の切欠側面図である。パケット10のサイズは、約20cmから15cmもしくはより小さくまで変化しても良いし、ある実施態様においては約20cmであってもよい。
【0019】
パケット10は、プラスチックフィルムもしくはホイルフィルムのポーチ12を含有し、硬いフラット14は、ポーチ12フィルムよりもより硬いか、もしくはより厚い材料と、パケット10の側面の硬いフラット14上の吐水口形成領域16とを含有する。領域16は、フィルム12の材料とポーチ14の材料の間の中間の厚さと硬さを持つ成型された材料を含有する。図に示される実施態様において、領域16は、硬い材料の側壁14からパケットの末端20へと向かう斜めになった側面を持つ台形型であり、硬いフラット14で折りたたまれるかもしくは巻かれる時に、先細のノズルを形成する。
【0020】
図6に示されるように、ポーチ12はフラット14へと熱融着可能であるか、または他の方法で受け入れ可能である。ポーチ12の第一の閉口端は搾り出し形端20を形成する。図4、6および8において、より硬いフラット14は、端20から第二の閉口端22への、より硬いフラット14の縦軸に沿って走る折り目もしくは折れ線となり得る折り目26を持つ。以下に記載されるように、パケット10の縦の折りたたみを促進するために、折り目26はフラット14の表面へとマーク付けされる。折り目26は、圧迫され、折りたたまれ、皺のよっている、エンボス加工された、線もしくは折れ線であってよい。折り目26は一般的に、パケット10の一端から末端20へ向かうパケット10の長軸に対して縦に走って良い。
【0021】
パケット10は、端20における開口を促進するために、半円形の引き裂きタブ30をさらに含む。頂部フィルム12は、封止剤24の容量の増加を可能にするためにひだを持たせることができる。
【0022】
折り目26は、ポーチ12を圧迫してポーチ12の内部からの封止剤24を搾り出すために、対向する硬いフラット部分のポーチ12に対する縦軸の折りたたみを促進する。以下に記載されるように、より硬いフラット14は、硬いフラット14へと適用される力によって対向する部分へと折りたたまれるとき、ポーチ12を受け入れる圧迫表面を形成するよう画定された硬いか、もしくは従順な表面を含有する。より硬いフラット14は、ポーチ12の材料よりもより柔軟性がないか、もしくはより硬い任意の材料を含有するフラットであり得る。パケット10の側面の硬いフラット14上の領域16は、ポーチ12の材料とフラット14の材料との間の中間の厚さと硬さである成型されたストリップを含有する。
【0023】
ポート12に好適な材料は、単層の、同時押出の、もしくは積層の、フィルムもしくはホイルを含む。好ましくは、材料は1もしくはそれ以下の透過度を持つ。好適なフィルムは、低密度ポリエチレンもしくは他の熱可塑性物質のようなプラスチックフィルム、またはポリプロピレン、ポリスチレンもしくはポリエチレンテレフタラートのようなホイルフィルム材料を含む。ホイルは、例えばアルミニウムホイルのような、薄く、柔軟性がある、金属のリーフもしくはシートである。一実施態様において、フィルムはポリエチレンと二軸延伸ポリプロピレンの同時押し出しのフィルムである。アルミニウムホイルは好ましいポーチ12フィルムの材料である。好適なホイルは0.2mm(0.008インチ)より薄い薄さの薄いシートによって調製されるアルミニウム由来の物であってよく、より薄い、0.006mmまで下げた大きさもまた使用できる。好適なホイルは、プラスチックもしくは紙のような他の物質による積層も含み得る。
【0024】
ポーチ12の材料は不浸透性であってよく、または、産物の活性を確保するために水の揮発および酸素に対してほんの少し浸透可能であって良い。例えば、フィルムは、10g/日/m2より小さい水蒸気透過率(MVTR、ASTM D3833)を持って良い。一実施態様において、フィルムのMVTRは5g/日/m2より小さく、そして好ましくは1g/日/m2より小さく、そしてもっとも好ましくは0.5g/日/m2よりも小さい。ポーチ12のフィルムはさまざまな厚さであり得る。フィルムの厚さは10から150μmの間であってよく、好ましくは15から120μm、さらに好ましくは20から100μmの間であって良く、さらにより好ましくは25から80μmの間であって良く、そして最も好ましくは30から40μmの間であって良い。
【0025】
より硬いフラット14は、折りたたみを授ける折り目26を持つ実質的に硬い基質、またはポーチ12に対して巻かれ得るかもしくは折りたため得る実質的に従順な基質を含有する。巻くこともしくは折りたたむことは、ポーチ12を圧迫し、末端20に形成されたノズルを通じて封止剤24がポーチ12の内部から搾り出されるようにする。より硬いフラット14の材料は、頂部フィルム12の材料よりも実質的に柔軟性でなく、そしてより従順でない。この用途において、用語「硬い」は、堅く、曲げに対して耐性がある物理特性を持つ事を意味する。一実施態様において、底部材料14は、ASTM D1044TaberテストのようなTaber Stiffness方法によって測定されるとより硬い。
【0026】
フラット14は、カードボード、ペーパーボード、段ボール、および任意の木質系の紙のような任意の好適な硬いもしくは半剛体の材料、または硬いもしくは半剛体のプラスチックシート材料を含有してもよい。カードストックは好適な硬い材料である。カードストックの厚さはしばしばポンドの重量で記載される。ポンドの重量は50.8センチメートル(20インチ)×66.04センチメートル(26インチ)のシート500枚分の重量である。米国において、カードシックの厚さは通常、ポイント(points)もしくはミル(mils)によって測定され、それは0.00254センチメートル(1000分の1インチ)のシートの厚さを提供する。例えば、10ポイントのより硬いフラットは0.254ミリメートル(0.010インチ)の厚さで、12ポイントは0.3048ミリメートル(0.012インチ)である。
【0027】
フラット14は、通常は紙の断片と一つの内部の縦溝彫りの波型の媒体との2つのフラットの断片である、ペーパーボードの組み合わせを含有する。さらに好適なより硬いフラットの材料は、堅い紙、カードボード、ボール紙、波型のペーパーボードを含むペーパーボード、ならびに38.1マイクロメートルの高密度ポリエチレンのようなポリエチレンを含む。より堅いフラット14は、例えばABSのような(アクリロニトリル−ブタジエン−スチレン)のような熱可塑性物質のような実質的に硬い材料を含有できる。一つの好ましいフラット14の材料は、10ミルもしくは0.254ミリメートル(0.010インチ)の厚さかそれ以上の厚さのペーパーボードである。
【0028】
波型のファイバーボードはフラット14用の好ましい材料である。波型のファイバーボードは二つの主な構成要素を持ち、それはライナーボードおよび媒体である。両方ともボール紙と呼ばれる重い紙より作製可能である。ボール紙は媒体へと接着した平らに仕上げたものである。媒体は典型的には、内部の縦溝彫りの波型の材料である。波型のボードは、一つのボール紙の平らなシートへと接着された一つの媒体であって良く、ここでボール紙の2つのシートの間にあり、そして3つのシートのボール紙はその間に2つの媒体を持つ。縦溝彫りの媒体は、全方向からの曲げや圧力に耐性である硬いアーチ状の柱を形成する。図の5から9までを参照して以下に記載されるように、波型のボードが、封止剤に満たされるポーチを受け入れて封止剤を搾り出すのを助けるフラットとして特に良く機能することが見出されている。
【0029】
実施態様において、ポーチ12は、約0.1143ミリメートル(約0.0045)から約0.1651ミリメートル(約0.0065インチ)、好ましくは約0.1397ミリメートル(約0.0055インチ)の厚さを持つ、アルミニウム層に沿う多層のポリマー積層を含有する。領域16は、約0.3048ミリメートル(約0.012)から0.4572ミリメートル(0.018インチ)の間の、好ましくは、0.381ミリメートル(約0.015インチ)の厚さを持つ高密度ポリエチレン(HDPE)を含有する。硬い材料14は、約1.143ミリメートル(約0.045)から1.524ミリメートル(0.060インチ)の、好ましくは1.27ミリメートル(0.050)から1.387ミリメートル(0.055インチ)の厚さを持つ波型のファイバーボードを含有する。好適なポーチ12、フラット14および領域16の材料は、フラット14の材料の硬さがポーチ12の材料のそれよりも大きく、そして、領域16の材料の硬さがポーチ12の材料のそれとフラット14の材料のそれの間の中間であるという条件であっても良い。
【0030】
図4、5、6、7、8および9は、パケット10の使用を図示する概略斜視図である。図7において、図示されるようにパケット10を片方の手に保持し、そして一方でもう一方の手でタブ30を引き裂く事によって開口することが出来る。図8に示されるように、コーキング剤のような粘性の物質を塗布する際、パケット10はポーチ12の側を上にして手で握ることができる。親指32および中指は、より硬いフラット14の対向端36、38に配置される。人差し指40は、より硬いフラット14の折りたたみを開始するために折り目26に向けてポーチ12に対して押し付けられる。親指32および中指34によって対向端36、38へ向けて適用される力によって、パケット10は折り目26に沿って折りたたまれ始める。図8に示されるように、折りたたみは、ユーザが人差し指40の全長をポーチ12に対して押し付けることによって促進される一方で、側面の力が親指32および中指34によって適用される。図19に示されるように、例えば、より硬いフラット14は、より硬いフラット14が折り目26に沿って折りたたまれる時にポーチ12を受け入れるポーチ12の下に横たわる平面を備える実質的に硬い材料を含有する。
【0031】
図9および10に示されるように、折りたたみは、図9に示されるように、先端形状の第一の閉口端20を通して、ポーチ12からの封入された封止剤24を押し進める。最初に、封止剤24はパケット10のポーチ12の中に収容され、そして、形領域16がフラットになり、封止剤24を失う。しかしながら、図9に示されるようにパケット10が折りたたまれ押さえられるとき、封止剤は領域16に押しやられる。領域16は膨張し、搾り出し先端形を形成する。パケット10の二つの側面の過剰な折りたたみにより形成される実質的に硬い構造はしっかりと保たれ、そして図10および11に示されるように、領域16からの制御された封止剤ビーズ44を搾り出すように導く。領域16は、封止剤が先端の残りの部分を満たし、そして封止剤が先端から流れることが出来るような形になっている。領域16は、適切なビーズのサイズ、例えば直径3.175ミリメートル(1/8インチ)になるような形であって良い。図10および11に図示されるように、ユーザは適用される圧およびスピードによってビーズのサイズをさらに調節できる。封止剤が塗布され、ポーチ12の材料が失われると、図12に図示されるように、空のパケット10を廃棄する事ができる。
【0032】
以下の実施例は例示であり、請求項の範囲に対する限定と解釈されるべきではない。
【実施例】
【0033】
実施例1
粘性材料を分注するためのデザインを確定するために、パケットのサンプルが評価された。
【0034】
サンプルは透明なポリプロピレンのZiploc(登録商標)パケット、薄い(<1mm)黒いポリプロピレンおよびポリエチレンシート、ならびにアクリルの薄いフィルム(<1mm)から構築された。シート材料は、第一にサイズを超えた頂部と底部を三角の端を持つ三角形に切断し、ノズルを形成するために一方の三角の端と一緒に断片を熱融着することによってパケットの形状に形成され熱融着された。いくつかのパケットはガセットを備えて作製された。ガセットはパケットの側面と底部のフィルムを折りたたむ事によって作製された。
【0035】
過剰の材料は作製の後にパケットから切除された。それぞれのパケットに材料が充填され、そして熱融着され、封入物が形成された。パケットは約4cmから20cmで長さが変化し、約2mから15cmで幅が変化し、約0.5cmから2cmで厚さ(材料が充填される)が変化する。パケットはアクリルコーキング剤もしくはシリコーン封止剤によって充填される。
【0036】
評価者のパネルが、20から30のアレイからのそれぞれのパケットを評価するために集められる。パケットは内容物の完全性ならびに材料の搾り出しの簡便さおよび制御について評価される。評価において、パネルは、材料を分注する前にそれぞれのパケットを知覚的におよび蝕覚的に検査する。パネルのメンバーは、内容物を搾り出すためにそれぞれのパケットを折りたたむ。パネルは、材料のビーズを試験用カードボード上に搾り出す制御の簡便さを記録する。また、パネルはパケットの完全性のすべての失敗を観察する。
【0037】
パケットは、アクリルコーキング剤とシリコーン封止剤の両方の搾り出しで評価された。パネルはそれぞれの構成されたパケットに対して多重の分注を行った。上述の評価のラウンドからの成功したパケットの性質に従って構成された一連のパケットによってプロセスが繰り返された。
【0038】
パネルは、材料が完全に充填されてなく、均一なビーズを搾り出す丸い開口部を形成してなく、そして完全に充填するのに十分に柔軟でないパケットのデザインを同定する。いくつかの搾り出しの失敗は、パケットのノズルの角度および長さを変更する事によって後の評価ラウンドで解決する。いくつかの第一のラウンドのデザインは、材料の連続的で滑らかなビーズを分注するのに必要な優れた制御を可能にするには薄すぎると観察される。これは(1)パケットの表面の一つをより硬いプラスチックシートの外部になるようすること、ならびに(2)折り目の長さに沿ってパケットを折りたたむためのユーザの相互作用を修正してさらにより硬い分注構造を提供することによって解決する。
【0039】
いくつかのデザインは厚すぎるフィルムを持つと記録される。これらのパケットでは、材料はパケット内部を移動することに抵抗し、それによってパケットの材料を完全に搾り出す事を困難にする。この問題は、パケットの容量を増加する一方で、パケット内部表面積を維持するかもしくは減ずるようにガセットデザインされたパケットによって解決する。
【0040】
パケットのためは折り目のついた半剛体のプラスチックの裏打ちは、所望の量の材料を維持し、そして、分注のための折りたたみを容易にする最良のデザインであると決定される。パケットは、片手で材料を完全に搾り出すよう操作されるために、全体で(7cm×5cm×1.5cm)の大きさである。選択されるディスペンサーのノズルは、ノズルの変形無しにパケットを絞ることを可能にするために、より長く2cmの、そしてより狭く、1cmのノズルを持つ。そして、選択されるパケットのデザインは、内部表面積を最小にする一方で容量を増加させ、材料が片手の指の圧迫によって分注できるようにするためにその側面にガセットを持つ。
【0041】
実施例2
生じるデザインは、消費者パネルを代表する他の者によって機能的に試験された。該デザインの10のパケットがパネルの6人に分配された。それぞれの人は、人差し指を折り目に沿わせ片手で手動でパケットを圧迫し、パケットを縦に折りたたみ、パケットのノズルから封止剤を搾り出す手順に従ってパケットから材料を搾り出すよう指導された。
【0042】
デザインの審査員は搾り出し手順を観察し、パネルのコメントを記録する。消費者パネルのレスポンスはパケットとコメントの使用を記録するために撮影された。
【0043】
パネルは提案されたデザインを承認した。以下のデザインに対するパネルのコメントは記録された:「それは本当に素晴らしい!私はこれを気に入った。」「これは驚愕すべきものだ。これについてよい事しか言えない。」「非常に使いやすい。それがもたらすビーズを愛する。私は多くの制御を得ることを感じる。」「私はすでにこれを気に入り、どうしてかをあなたに言うことが出来る。なぜならあなたは本当に圧を操作できるからだ。たくさんに出来るし、少量にもできる。」「大量の(コーキング剤を)必要とせず、多くの人の家庭での問題を解決できた。」「一度これを使うようになったら、私の一回目の使用をあなたが見る事ができたように、あなたは非常に十分プロフェッショナルである。」
【0044】
この例は、本発明による粘性材料のディスペンサーの予想できる商業的成功を示している。
【0045】
実施例3
この例は、最良のより硬い材料を決定するためのパケットのサンプルの、一連の反復評価を記述する。
【0046】
最初に、ペーパーボード、プラスチックシートおよび波型のファイバーボードの範囲の材料が出力性能について評価された。サンプルのペーパーボードの厚さはおおよそ0.254ミリメートル(おおよそ0.010インチ)から2.54ミリメートル(0.100インチ)まで変化し、高密度ポリエチレンシート(HDPE)の厚さはおおよそ0.127ミリメートル(おおよそ0.005インチ)から2.54ミリメートル(0.100インチ)まで変化し、そして、波型のファイバーボードの波形はBフルートからNフルートまで変化する。
【0047】
ユーザの格付けは、おおよそ2.032ミリメートル(おおよそ0.080インチ)未満の厚さのペーパーボードが許容可能な分注および使用の簡便さのために十分な堅さを持たないと決定した。より厚いペパーボードは向上した性能をもたらすが、かさばる感触によって許容可能でないと格付けされた。厚さ1.016ミリメートル(0.040インチ)以下のHDPEサンプルは、不十分な堅さのために許容可能でないと格付けされた。より厚いHDPEは改善された性能を示すが、コストを増大させた。
【0048】
波型のファイバーボードはE−フルートおよびF−フルートの範囲で最良であった。文字の表示はフルートのサイズに関連するか、もしくは線状の足当たりのフルートの数に言及する。E−フルートは線状の足当たり90+/−4フルートと1.5875ミリメートル(1/16インチ)の厚さを持ち、そしてF−フルートは線状の足当たり128+/−4フルートと0.79375ミリメートル(1/32インチ)の厚さを持つ。E−フルートおよびF−フルートの波型のファイバーボードのパケットは片手での使用によるおおよそ80%およびそれ以上のパーセントの分注を持つ。E−フルートの波型のファイバーボードはまた、最良の使用の簡便さの格付けを受けた。
【0049】
実施例4
他の一連の試験は、封止剤のビーズの形の観点での最良の性能のパケットを決定するために実施された。標準的なビーズは円形断面の封止剤の堆積として定義された。
【0050】
第一の試験されるパケットは、頂部フィルムポーチおよびより厚い底部材料の側壁のみを持つ。より厚い材料の側壁はノズルを形成するために折りたたまれた。しかしながら、折りたたまれた側壁から形成されるノズルは柔軟性があり、そして非均一のビーズを形成した。ビーズの断面は、薄い水平のダイヤモンドの形状で始まった。その後、分注の好気で、ビーズ断面は薄い垂直のダイヤモンドの許容しがたい形になった。更に兆部のフィルムは、ノズルにおいてより鋭敏な折りたたみおよび折り目を形成し、断面をより均一でなくした。
【0051】
この実施例の試験において、半剛体の材料はパケット末端近傍の一つの側壁へと取り付けられた。これらの実施例において、より堅い材料の側壁はその長軸に沿って折りたたまれポーチを絞り、半剛体材料は制御された様式で曲げられ、実質的にU型の搾り出し形となる。U型の搾り出し形は断面の半分がより均一で丸く、そして柔軟な側壁の端を律則して均一で丸い搾り出されたビーズをもたらす。
【0052】
実施例5
HDPEは頂部のフィルムポーチとして費用的に許容可能な材料として選択された。HDPEは硬い折りたたみ可能な側壁材料へと接着することが見出された。搾り出し試験において、HDPE材料は所望の断面のビーズの形成においてU型搾り出し形と共に協調する。最適のHDPEは、0.127ミリメートル(0.005インチ)から7.62ミリメートル(0.30インチ)の厚さのHDPEにおける一連の実験によって決定された。0.381ミリメートル(0.015インチ)は、ビーズの断面の形成において、その範囲の材料の中で最良の性能を持つことが見出された。
【0053】
本発明の好ましい実施態様が記載されてきたが、本発明は変化および修正が可能であり、それゆえ実施例の正確な詳細に限定されるべきではない。本発明は以下に続く請求項の範囲に包含される変更および代替を含む。
【特許請求の範囲】
【請求項1】
ポーチを作製し、そして充填する方法であって:
柔軟性フィルムの対向壁を作製するステップ;
前記フィルムの対向壁を一緒に封止して少なくとも一つのポーチを作製するステップ;
前記少なくとも一つのポーチの内部部分を、前記少なくとも一つのポーチの上部部分の開口部を通じて、流動性材料で充填するステップ;
前記少なくとも一つのポーチの前記開口部を閉栓するために、頂部の封止した搾り出し形領域を形成するステップ;ならびに
前記ポーチよりもより硬く、そしてポーチを圧迫して前記流動性材料を前記搾り出し形領域を通じて搾り出すために折りたたみ得たり巻き得たりする折りたたみ可能なフラットで前記ポーチを受け入れるステップ
を含有する、方法。
【請求項2】
前記より硬いフラットが、パケットの縦の折りたたみを促進するために、フラットの表面にマークされている、圧迫されるか、折りたたまれるかまたは分割される線である折り目を含有する、請求項1に記載の方法。
【請求項3】
前記より硬いフラットが、より硬いフラットを折りたたむこともしくは巻くことを促進するために、ポーチの二つの閉口端の間に沿って伸長する折り目を含有し、ここで前記折り目が、封入物に対する受け入れ圧迫表面を形成するように画定されるより硬いフラットの部分の間を分割している、請求項1に記載の方法。
【請求項4】
前記ポーチがフィルム材料を含有し、そして前記より硬いフラットが前記フィルム材料よりもより硬い材料を含有する、請求項1に記載の方法。
【請求項5】
前記より硬いフラットが、ポーチに対して巻かれ得るかもしくは折りたたみ得る、実質的に従順な気質を含有する、請求項1に記載の方法。
【請求項6】
前記ポーチがフィルム材料を含有し、そして前記より硬いフラットが前記フィルムポーチの材料よりも実質的に硬くそしてより従順でない材料を含有する、請求項1に記載の方法。
【請求項7】
前記より硬いフラットが、堅い紙、カードストック、ファイバーボード、もしくは熱可塑性材料を含有する、請求項1に記載の方法。
【請求項8】
前記より堅いフラットが8ポイントのカードストックを含有する、請求項1に記載の方法。
【請求項9】
前記ポーチが、約0.0045と0.0075の間の厚さを持つ多層のポリマーとアルミニウム層の積層とを含有する、請求項1に記載の方法。
【請求項10】
前記ポーチが、約0.1524ミリメートル(約0.0060インチ)の厚さを持つ多層のポリマーとアルミニウム層の積層とを含有する、請求項1に記載の方法。
【請求項11】
前記より硬いフラットが、10ミル(0.254ミリメートル(0.010インチ))よりも大きい厚さのペーパーボードを含有する、請求項1に記載の方法。
【請求項12】
前記より硬いフラットが、約0.045と0.065の間の厚さを持つ波型のファイバーボードを含有する、請求項1に記載の方法。
【請求項13】
前記より硬いフラットが、平らな紙片に挟まれる縦溝彫りの波型の媒体を含有する、請求項1に記載の方法。
【請求項14】
前記より硬いフラットが、1.27センチメートル(0.50)と1.524センチメートル(0.60インチ)の間の厚さを持つ波型のファイバーボードを含有する、請求項1に記載の方法。
【請求項15】
前記ポーチが水の揮発および酸素に対して実質的に不浸透性のフィルムを含有する、請求項1に記載の方法。
【請求項16】
前記ポーチが1もしくはそれ以下の透過度を含有する、請求項1に記載の方法。
【請求項17】
前記ポーチがプラスチックもしくはホイルフィルム材料を含有する、請求項1に記載の方法。
【請求項18】
第一の閉口端における開口を促進するために半円形の引き裂きタブを含有する、請求項1に記載の方法。
【請求項19】
前記ポーチを封止剤で充填するステップを含有する、請求項1に記載の方法。
【請求項20】
RTV組成物を含有する封止剤によって前記ポーチを充填するステップを含有する、請求項1に記載の方法。
【請求項21】
(i)加水分解性置換基を持つポリシロキサンポリマーと(ii)二つもしくはそれ以上の加水分解性置換基を持つポリ官能性ケイ素化合物との混合物または反応産物を含有する、ポリシロキサン化合物を含有する封止剤によってポーチを充填するステップを含有する、請求項1に記載の方法。
【請求項22】
(i)加水分解性置換基を持つポリシロキサンポリマーと(ii)二つもしくはそれ以上の加水分解性置換基を持つポリ官能性ケイ素化合物との混合物または反応産物を含有し、そして充填剤を含む、ポリシロキサン化合物を含有する封止剤によってポーチを充填するステップを含有する、請求項1に記載の方法。
【請求項23】
(i)加水分解性置換基を持つポリシロキサンポリマーと(ii)二つもしくはそれ以上の加水分解性置換基を持つポリ官能性ケイ素化合物との混合物または反応産物を含有し、そして充填剤および縮合硬化触媒を含む、ポリシロキサン化合物を含有する封止剤によってポーチを充填するステップを含有する、請求項1に記載の方法。
【請求項1】
ポーチを作製し、そして充填する方法であって:
柔軟性フィルムの対向壁を作製するステップ;
前記フィルムの対向壁を一緒に封止して少なくとも一つのポーチを作製するステップ;
前記少なくとも一つのポーチの内部部分を、前記少なくとも一つのポーチの上部部分の開口部を通じて、流動性材料で充填するステップ;
前記少なくとも一つのポーチの前記開口部を閉栓するために、頂部の封止した搾り出し形領域を形成するステップ;ならびに
前記ポーチよりもより硬く、そしてポーチを圧迫して前記流動性材料を前記搾り出し形領域を通じて搾り出すために折りたたみ得たり巻き得たりする折りたたみ可能なフラットで前記ポーチを受け入れるステップ
を含有する、方法。
【請求項2】
前記より硬いフラットが、パケットの縦の折りたたみを促進するために、フラットの表面にマークされている、圧迫されるか、折りたたまれるかまたは分割される線である折り目を含有する、請求項1に記載の方法。
【請求項3】
前記より硬いフラットが、より硬いフラットを折りたたむこともしくは巻くことを促進するために、ポーチの二つの閉口端の間に沿って伸長する折り目を含有し、ここで前記折り目が、封入物に対する受け入れ圧迫表面を形成するように画定されるより硬いフラットの部分の間を分割している、請求項1に記載の方法。
【請求項4】
前記ポーチがフィルム材料を含有し、そして前記より硬いフラットが前記フィルム材料よりもより硬い材料を含有する、請求項1に記載の方法。
【請求項5】
前記より硬いフラットが、ポーチに対して巻かれ得るかもしくは折りたたみ得る、実質的に従順な気質を含有する、請求項1に記載の方法。
【請求項6】
前記ポーチがフィルム材料を含有し、そして前記より硬いフラットが前記フィルムポーチの材料よりも実質的に硬くそしてより従順でない材料を含有する、請求項1に記載の方法。
【請求項7】
前記より硬いフラットが、堅い紙、カードストック、ファイバーボード、もしくは熱可塑性材料を含有する、請求項1に記載の方法。
【請求項8】
前記より堅いフラットが8ポイントのカードストックを含有する、請求項1に記載の方法。
【請求項9】
前記ポーチが、約0.0045と0.0075の間の厚さを持つ多層のポリマーとアルミニウム層の積層とを含有する、請求項1に記載の方法。
【請求項10】
前記ポーチが、約0.1524ミリメートル(約0.0060インチ)の厚さを持つ多層のポリマーとアルミニウム層の積層とを含有する、請求項1に記載の方法。
【請求項11】
前記より硬いフラットが、10ミル(0.254ミリメートル(0.010インチ))よりも大きい厚さのペーパーボードを含有する、請求項1に記載の方法。
【請求項12】
前記より硬いフラットが、約0.045と0.065の間の厚さを持つ波型のファイバーボードを含有する、請求項1に記載の方法。
【請求項13】
前記より硬いフラットが、平らな紙片に挟まれる縦溝彫りの波型の媒体を含有する、請求項1に記載の方法。
【請求項14】
前記より硬いフラットが、1.27センチメートル(0.50)と1.524センチメートル(0.60インチ)の間の厚さを持つ波型のファイバーボードを含有する、請求項1に記載の方法。
【請求項15】
前記ポーチが水の揮発および酸素に対して実質的に不浸透性のフィルムを含有する、請求項1に記載の方法。
【請求項16】
前記ポーチが1もしくはそれ以下の透過度を含有する、請求項1に記載の方法。
【請求項17】
前記ポーチがプラスチックもしくはホイルフィルム材料を含有する、請求項1に記載の方法。
【請求項18】
第一の閉口端における開口を促進するために半円形の引き裂きタブを含有する、請求項1に記載の方法。
【請求項19】
前記ポーチを封止剤で充填するステップを含有する、請求項1に記載の方法。
【請求項20】
RTV組成物を含有する封止剤によって前記ポーチを充填するステップを含有する、請求項1に記載の方法。
【請求項21】
(i)加水分解性置換基を持つポリシロキサンポリマーと(ii)二つもしくはそれ以上の加水分解性置換基を持つポリ官能性ケイ素化合物との混合物または反応産物を含有する、ポリシロキサン化合物を含有する封止剤によってポーチを充填するステップを含有する、請求項1に記載の方法。
【請求項22】
(i)加水分解性置換基を持つポリシロキサンポリマーと(ii)二つもしくはそれ以上の加水分解性置換基を持つポリ官能性ケイ素化合物との混合物または反応産物を含有し、そして充填剤を含む、ポリシロキサン化合物を含有する封止剤によってポーチを充填するステップを含有する、請求項1に記載の方法。
【請求項23】
(i)加水分解性置換基を持つポリシロキサンポリマーと(ii)二つもしくはそれ以上の加水分解性置換基を持つポリ官能性ケイ素化合物との混合物または反応産物を含有し、そして充填剤および縮合硬化触媒を含む、ポリシロキサン化合物を含有する封止剤によってポーチを充填するステップを含有する、請求項1に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公表番号】特表2012−505122(P2012−505122A)
【公表日】平成24年3月1日(2012.3.1)
【国際特許分類】
【出願番号】特願2011−525304(P2011−525304)
【出願日】平成21年10月13日(2009.10.13)
【国際出願番号】PCT/US2009/060541
【国際公開番号】WO2010/056451
【国際公開日】平成22年5月20日(2010.5.20)
【出願人】(508229301)モメンティブ パフォーマンス マテリアルズ インコーポレイテッド (120)
【Fターム(参考)】
【公表日】平成24年3月1日(2012.3.1)
【国際特許分類】
【出願日】平成21年10月13日(2009.10.13)
【国際出願番号】PCT/US2009/060541
【国際公開番号】WO2010/056451
【国際公開日】平成22年5月20日(2010.5.20)
【出願人】(508229301)モメンティブ パフォーマンス マテリアルズ インコーポレイテッド (120)
【Fターム(参考)】
[ Back to top ]