
ポーチ電池
シートカソード1、シートセパレータ3および両面シートアノード8をそれぞれ重ね合わせて積層構造10を形成し、この積層構造を複数回折り畳むことによって形成された電極アセンブリを備える、安全性および性能特性を向上させたポーチ電池であり、最初の折畳みは、カソードを、両面アノードの上側活性アノード面および下側活性アノード面をそれぞれ取り囲むように、両面アノードの周りに半分に折り畳むことを含む。複数回の折畳みは、折り畳むごとに積層構造の全長が半分になるように行われ、折り目D−Dが積層構造の元の長手方向に対して垂直に延びる、続く1回または複数回の平行折りを含む。ポーチ電池構造は、特にリチウム一次電池に適用される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポーチ電池(pouch battery)およびこれを構築する方法に関し、特に、たとえばリチウム/カーボンモノフルオライド(carbon monofluoride)電池などのリチウム一次電池に関する。
【背景技術】
【0002】
携帯用電気機器では、「エンベロープ(envelope)」電池または「パケット(packet)」電池としても知られているいわゆる「ポーチ」電池が、従来のハードケース入り電池にますます代わりつつある。典型的なポーチ電池では、電池構成要素は、重ね合わされて積層セル構造が形成され、所要サイズに折り畳まれ、次いで熱融着可能な箔の中に包装されている。この包装方法は、電池設計に軽量かつ可撓性という解決策を提供すると共に、高いエネルギー密度を実現することができ、セルの最終容量が所望の用途に応じて選択される。
【0003】
ポーチ電池は様々な異なるセルの化学的性質に基づくことができ、様々な電解質タイプを利用することができる。たとえば、リチウム一次電池およびリチウム二次電池は、一般にポーチ設計に従って製作され、ドライポリマー電解質、ゲル電解質および液体電解質はすべて、ポーチセル内に組み入れられている。
【発明の開示】
【発明が解決しようとする課題】
【0004】
重量、サイズおよび可撓性という利点にもかかわらず、製造業者は、携帯用電子機器産業からの増加する要望に応えるため、ポーチ電池の性能を向上させようと常に努力している。さらに、ポーチ電池は、特にそれらを大型化しようとする際は、電池の安全性に関する最適条件を提供しない。
【課題を解決するための手段】
【0005】
本発明の第1の態様によれば、シートカソード、シートセパレータおよび両面シートアノードをそれぞれ重ね合わせて積層構造を形成し、この積層構造を複数回折り畳むことによって形成された電極アセンブリを備えるポーチ電池が提供され、最初の折畳みは、カソードを、両面アノードの上側活性アノード面および下側活性アノード面をそれぞれ取り囲むように、両面アノードの周りに半分に折り畳むことからなる。セパレータは、アノードとカソードとの間の接触を防止するために、対向する活性アノード面とカソード面との間に位置する。本明細書で使用される「シート」という用語は「シート状」を意味し、セパレータまたは電極は、それぞれ単一層構造でも多重層構造でもよく、後者の場合は、単一シートを形成するように互いに接合されていることが好ましいが、必ずしもそうでなくてもよい。
【0006】
両面アノードを用いることにより、特に、アノードが(他のシートと同サイズの集電体層ではなく、二つ折りされた)カソードの半分のサイズの単一シート集電体を備える場合に、エネルギー密度の顕著な改善を実現することができ、理想的には、アノード集電体の寸法は、カソードがその長手方向に対して垂直に半分に折り畳まれたときの寸法と概略合致すべきである。さらに、両面が活性なハーフサイズのアノードを使用することによって、カソード容量/cm2を低減することができ、他にもいくつかの利点をもたらす。
【0007】
一般に、カソードとセパレータは共に実質的に同じサイズおよび形状であり、アノードはそれらの半分のサイズの集電体層を備える。(場合によっては、セパレータは、安全上の理由でカソードよりもわずかに大きくすることができる。)一般に、3枚のシートはすべて、実質的に同じ幅である。(この場合もやはり、セパレータは、安全上の理由で幅をわずかに大きくすることができる。)次いで、アノードは、その底縁部を他の2枚のシートの中線に一致させて、重ね合わされたこの2枚のシートの長さの上半分を覆って置かれる。好ましくは、揃えられたアノード電極シートの上縁部とカソード電極シートの上縁部には、電極端子として働く突出するコンタクトすなわちタブを備える。
【0008】
ポーチセル構造を有する既存のリチウム電池は、通常、電極アセンブリのサイズを小さくするために渦巻き構造または(ファン折りとなる)ジグザグ折畳み法を用い、後者の折畳み法は容易に自動化される。しかし、本発明では、別の折畳み法が好ましい。
【0009】
カソードは、最初に折り畳むときに、折り目がシートの長手方向と垂直に延びるように、その長手方向の中間で折り曲げられることが好ましい。次いで、一般に、続く1回または複数回の折畳みが行われ、折り目が積層構造の元の長手方向に対して垂直に延び、したがって、折り畳むごとに全長が半分になり、折畳み部分が互いに平行になる。(このような揃えられた二つ折りを、以下では一般に「平行折り」と称す。)シートを続けて同じ方向に回転させるために、続く1回または複数回の折畳みを積層構造の同じ側に行うことが望ましい。最初の折畳み部分を含む電極アセンブリ内のすべての折畳み部分が互いに平行であると有利である。
【0010】
平行折りの使用は、セルのサイズを速やかに縮小させるのに好都合であり、セル性能の向上をもたらすように思われ、たとえば、セル材料の利用率が向上するように思われる。これは、折畳み部分のほとんどが従来技術の折畳み配置においてほど鋭くはないためと考えられる。すべての折畳み部分が互いに平行であることの利点としては、電解質充填の容易さや後の折曲げに対する抵抗の低減がある。
【0011】
様々な電池容量を実現するためには、適切に選択された幅および長さのシート電極を用いて積層構造を形成し、次いで、少なくとも2〜3回、最多で約5〜6回、好ましくは4回折畳みを行って、必要に応じて電極アセンブリを好都合なサイズおよび/または厚みにする。本発明は、より大型のポーチセル、すなわち18Ah、25Ah、36Ah、もしくは50Ahを超える公称容量を有するセルや、より小容量のポーチセル、すなわち18Ah、5Ah、1Ah、もしくはさらに低い公称容量を有するセルにおいて有利に使用することができる。より大型のセルでは、電極シートの幅は通常5cmを超え、長さは1mを超える。
【0012】
本発明は、具体的には一次リチウム/固体カソードセルに関し、特にリチウム/カーボンモノフルオライド一次セルに関する。したがって、カソード活物質は、ポリカーボンモノフルオライドとしても知られているカーボンモノフルオライドすなわちCFxであることが好ましい。しかし、本発明は、たとえば二酸化マンガン、二硫化鉄、酸化コバルトなどあらゆる可能なカソード材料に適用可能であり、また一次リチウム電池のみならず二次リチウム電池にも適用可能である。
【0013】
カソードは、通常、シート集電体およびカソード材料層を備え、カソードは、通常、その片側のみの面全体にわたって、カソード材料層によって形成された活性面を有する。バランスの取れたセルを製造するために、全カソード容量および全アノード容量が概略一致することが理想である。(容量差が15%未満であることが望ましい。)セルのバランスが取れていない場合は、アノード材料またはカソード材料のどちらかが過剰であり、その分が反応することはなく、死荷重となる。さらに、特により大型のポーチセルの場合、電池が放電された後、セル内に未消費のアノード材料が残っていると、電池処分の際に安全上の問題が生じることがある。
【0014】
両面アノードは、通常はそれぞれの面全体にわたって延在する2つの活性面、すなわち上側活性面および下側活性面を有するものである。この両面シートアノードは、通常、単一シート集電体と前記上側および下側活性面を形成する1つまたは複数のアノード材料層とを備える。これらの層はすべて、分離していてもよいが、好ましくは、単一の一体アノードを形成するように互いに付着されており、または互いに併合されており、あるいはその他の方法で互いに組み合わされている。リチウムセル用の好ましい配置では、両面アノードは、通常は銅でできたメッシュ状またはグリッド状集電体を備え、その孔をリチウム箔がふさいで両面リチウムアノードを形成している。別法として、両面アノードは、上側および下側活性面を有する単一リチウム金属層でもよい。
【0015】
カソード材料層の負荷は、カソード容量/cm2がアノード容量/cm2の約半分になるように選択することができる。カソード容量/cm2が低減されることの一利点は、カソード活物質に必要な被覆の厚みが普通の場合よりも薄いことであり、それによって、特にカーボンモノフルオライドの場合により優れた被覆付着性が得られる。さらに、カソードの被覆厚を薄くすると、電池の電力出力が有利に増加するようになる。
【0016】
別の態様では、ポーチ電池を製造する方法が提供され、この方法は、
シートカソード、シートセパレータおよび両面シートアノードをそれぞれ重ね合わせて積層構造を形成するステップと、
カソードを、両面アノードの上側および下側活性面をそれぞれ取り囲むように両面アノードの周りに半分に折り畳むステップと、
折り畳まれたシートを、さらに1回または複数回折り畳んで電極アセンブリを形成するステップと、
電極アセンブリをエンベロープ内に密封することによってポーチ電池を形成するステップとを含む。
【0017】
電極アセンブリは、端子タブが突出する縁部で後に密封される予め形成されたエンベロープ内に入れられることができ、あるいは、ポーチは、電極アセンブリの周りに原位置(in−situ)形成されることもできる。セパレータが液体電解質を含有する必要がある場合、この方法は、ポーチを最後に封止する前に電解質を充填するステップを含むことになる。
【0018】
アノードは両面型であり、すなわち、その両面は有効な電極表面として働く。アノードは通常、集電体を含む。リチウムアノードの場合、集電体は、分離する2つのリチウム箔片の間にそれぞれの背面を集電体に接して挟むことができ、または折り曲げられた単一リチウム箔片の間に挟むことができるが、アノードがメッシュ、好ましくは銅メッシュに組み込まれたリチウム箔を含む一体構成要素であると有利である。この配置は、アノードの破損程度にかかわらず構造完全性および電流フローを維持しながら、アノードのそれぞれの面に同量のリチウムを提供する。
【0019】
一実施例では、リチウムがメッシュ内の空間をふさぐように100ミクロンの銅メッシュ上に132ミクロンのリチウム箔を押圧することによって、リチウム/銅積層体を形成すると、容量27.2mAh/cm2、深さ132ミクロンの複合構造が得られた。次いで、この積層体を、アノード用の所要サイズに切断した。
【0020】
上述の平行折りは、カソードとほぼ同じサイズのアノードを有する従来技術の電池を備える任意のポーチ電池構造に使用されるときに利点をもたらす。したがって、本発明の別の態様では、カソードシート、セパレータシートおよびアノードシートがそれぞれ互いに重ね合わされて積層構造が形成され、この構造が、折り畳むごとにその長さが半分になるように連続的に半分に折り畳まれて、それぞれの折畳みがその構造の同じ側に行われ、折り目が元の長手方向に対して垂直に延びる、ポーチ電池が提供される。
【0021】
次に、本発明について、添付図面を参照しながらほんの一例としてより詳細に説明する。
【発明を実施するための最良の形態】
【0022】
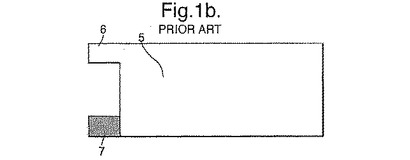
電極アセンブリを形成するために使用される典型的な従来技術の配置の正面図および平面図を、それぞれ図1aおよび図1bに示す。従来技術のアセンブリは、カソード集電体層(1)、カソード材料層(2)、セパレータ(3)、アノード材料層(4)およびアノード集電体層(5)を備え、各層はほぼ同じ長さおよび幅である。集電体層(5)および(1)はそれぞれ、アノード端子およびカソード端子として働く、集電体材料の付加的なタブ(6)および(7)を備える。これらの構成要素層は、重ね合わされ、同時に、後で必要に応じてより小さいサイズに折り畳むことができる積層構造を形成する。上述のように、ファン折りまたはジグザグ折りは、パッケージングポーチ内に挿入される前に従来技術の電極アセンブリのサイズを小さくするために、広く使用されている。
【0023】
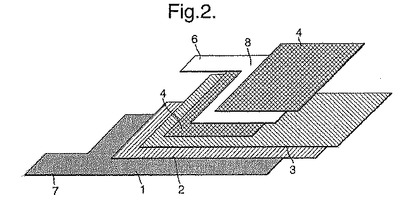
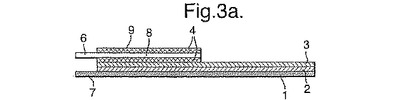
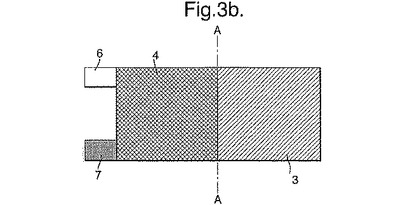
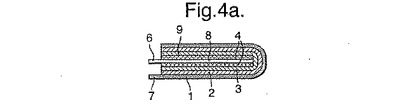
図2は、ポーチ電池用電極アセンブリを形成するために、本発明に従って使用される積層構造の構成要素を示す分解図である。図3aおよび3bは、それぞれ最初に折り畳む段階前の構造の正面図および平面図を示す。カソード集電体層(1)、カソード材料層(2)およびセパレータ(3)は、従来技術の配置と同様に積層される。しかし、従来技術の構造とは異なり、アノード材料層(4)およびアノード集電体層(8)を備える両面アノード(9)は、その底縁部がカソード層およびセパレータ層の中線A−Aと一致するように配置される。両面アノード(9)は、カソード層およびセパレータ層のほぼ半分の長さである。
【0024】
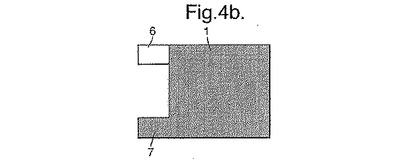
図4aおよび4bは、それぞれ最初に折り畳んだ後の積層構造の正面図および平面図を示す。
【0025】
アノード集電体は、金属のメッシュ、グリッドまたはガーゼを備えることが好ましく、セルに外部アノード端子すなわち負極端子を設けるために使用される。アノード集電体は、銅メッシュを備えることが好ましい。カソード集電体は、セルに外部カソード端子すなわち正極端子を設け、好ましくはアルミニウム箔を備える。その他の適切な集電体材料は、当技術分野ではよく知られている。
【0026】
アノード材料層は、電池のアノードとして機能し、好ましくはリチウムを含む。好ましい一アセンブリでは、アノード集電体およびリチウムは互いに一体のアノードを形成し、リチウムがアノード集電体の両面上に存在する。理想的には、この一体アノードは、リチウムがメッシュの孔をふさぐように、メッシュ、最適には銅メッシュの上にリチウム箔を押圧することによって形成される。
【0027】
より大きな容量のポーチセルの場合には安全性が特に懸念され、したがって、アノードが消費されるときのリチウム金属の分解を最小限に抑えるべきである。(液体電解質を含んでいる従来技術のポーチセルは、遊離したリチウムが可燃性有機溶剤と接触することによって火災の危険を引き起こすことが知られている。)リチウムが固体基板上に保持される一体アノード、この場合はアノード集電体を使用することにより、自然発火性リチウムの微細粒子がセル内に遊離するのを実質的に阻止することができる。
【0028】
セパレータの目的は、アノードをカソードから隔離し、電解質を保持し、かつポーチセルが過熱した場合に安全停止セパレータとして働くことである。ドライポリマー電解質やポリマーゲル電解質など特定タイプの電解質の場合、電解質自体がセパレータとして機能することができる。他のタイプの電解質、特に液体電解質の場合、セパレータは、電解質を含ませた半透膜または多孔質膜を備えることができる。
【0029】
セパレータは液体電解質および半透膜を含んでいることが好ましい。半透膜は3層ポリマー積層体、たとえばポリプロピレン−ポリエチレン−ポリプロピレン積層体であることがさらに好ましい。
【0030】
液体電解質は、たとえばプロピレンカーボネート、エチレンカーボネート、ジメチルカーボネート、ジエチルカーボネートおよびエチルメチルカーボネートのうちの1つまたは複数などの有機カーボネート、たとえばビスオキサラトホウ酸リチウムや四フッ化ホウ酸リチウムなどのホウ酸塩、六フッ化リン酸リチウム、六フッ化ヒ酸リチウム、過塩素酸リチウム、あるいはそれらの混合物を含むことが適切である。液体電解質は、たとえばジメトキシエタンなどの有機溶媒中に分散されていると好都合である。
【0031】
電極アセンブリは、パッケージングエンベロープ内に挿入するために適正サイズの小型アセンブリを形成するように、さらに1回または複数回折り畳む必要がある。適切な折畳み法があればそれを使用してもよいが、1回または複数回のさらなる折畳みは平行折りであることが好ましい。平行折りにすると様々な電極材料およびセパレータ材料の折曲げ部での損傷が減少し、それによってセルの性能が向上すると考えられる。
【0032】
平行折畳み法のもう1つの利点は、電解質充填段階に関係する。液体電解質が使用されるとき、電解質は、前駆電極アセンブリが折り畳まれてパッケージングエンベロープ内に挿入できる状態になった後で半透セパレータ膜中に注入されることが好ましい。液体電解質は、前駆電極アセンブリがパッケージングエンベロープ内に挿入された後に注入されることがさらに好ましい。いずれにしても、電解質は、効率的なセルをもたらすようにセパレータ膜の全長にわたって浸透する必要がある。発明者らは、平行折りにするとこのプロセスを助けてファン折りアセンブリの場合よりも急速かつ完全に浸透するようになることを見出した。これはそれほどきつくない折曲げによるものであるが、これは理論に過ぎない。
【0033】
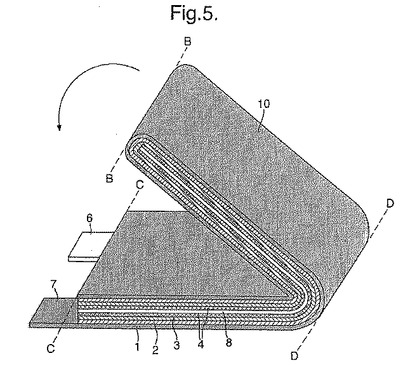
図5は、平行折りのプロセスを示す。平行折りでは、図5に縁部B−Bで示す積層構造(10)の下側縁部を、図5に縁部C−Cで示す積層構造の上側縁部にまでこれと平行に矢印で示す方向に持っていく。端子タブ(6)および(7)は、露出したままである。したがって、図5にD−Dで示す折り目は、折り畳む前の積層構造の中点である。次に平行折りする場合には、折畳み縁部D−Dは、積層構造の下側縁部などになる。後続の平行折りは、好ましくは積層構造の同じ側に行われ(すなわち、矢印の方向への折畳みが繰り返され)、それによってその構成要素にかかる全体的なストレスが低減するようになる。
【0034】
好ましくは、最多で合計5〜6回まで折り畳む必要がある。最も好ましくは、最多で4回折り畳む必要がある。
【0035】
一般に、パッケージングエンベロープは、箔層、たとえばサーリン(Surlyn)(登録商標)を含んでおり、この箔層は、電解質アセンブリを挿入する前に、あるいは電極アセンブリを原位置(in−situ)構築する間に、所要の大きさに折り畳まれ、熱融着される。電解質充填段階が必要な場合、端子タブを備える縁部は、前記充填段階後に密封される。
【0036】
二酸化マンガンやカーボンモノフルオライドなど、選択できる多くのカソード材料の場合、カソード材料は、前駆電極アセンブリを組み立てる前にスラリとしてカソード集電体上に被覆され、それによって一体カソードを形成する。アノード集電体およびリチウム層も一体電極を形成することが好ましい。少なくとも1つの一体電極を使用することによって、セル構造が簡素化され、積層誤差が低減される。アノードとカソードが共に一体電極である場合、3つの構成要素、すなわちカソード、セパレータおよび半分の長さのアノードだけが積層されればよい。
【0037】
以下の実施例で本発明について説明する。
【0038】
25Ahの一次リチウムカーボンモノフルオライドセルを以下の方法で製造した。
【0039】
最初に、カーボンモノフルオライド42gと導電性添加物(カーボンブラック)3.2gとを粉砕し密接に混ぜ合わせることによってカソードシートを調製した。ポリフッ化ビニリデン(PVDF)4.8gをN−メチルピロリジノン中に溶解させることによってバインダ溶液を調製した。次いで、CFx合剤およびPVDF溶液からペーストを形成した。
【0040】
アルミニウム箔(1050合金、25〜30ミクロン)を洗浄し、このアルミニウム箔上にカソードペーストを570ミクロンの深さに塗布すると、12.6〜13.6mAh/cm2のカソード容量が得られた。次いで、このシートを乾燥させると、CFx:PVDF:導電性添加物の重量比が84:9.6:6.4の最終カソード組成物および185ミクロンの最終コーティング厚が得られた。
【0041】
このカソードシートを、端子用の余長部を残して、長さ208cm、幅9cmに切断した。これらのシートを、半分に折り畳み、真空乾燥させ、乾燥後にこれらのカソードシートを均し、カソード電気端子を調製した。
【0042】
次に、単層リチウム箔を銅メッシュの片側から付着させて、銅メッシュおよび単層リチウム箔で形成された積層体を使用してアノードを調製した。この積層体を、端子用の余長部を残して、長さ104cm、幅9cmに切断し、次いで、この積層シートを均した。銅メッシュの厚みを100ミクロンとし、リチウム箔の厚みを132ミクロンとすることで、27.2mAh/cm2のアノード容量が得られた。
【0043】
適切な溶媒を含んだアノード積層体の規定領域からリチウムを除去することによってアノード電気端子を調製した。次いで、このリチウムアノードを、真空下で乾燥させ、溶媒をすべて除去した。
【0044】
安全セパレータ(セルガード(Celgard))を、真空下で夜間に乾燥させ、次いで、長さ209.5cm、幅10.5cmに切断した。
【0045】
サーリン(登録商標)シートを、適正な寸法に切断しトリミングしてセルパッケージングを形成し、次いで熱融着させた。
【0046】
最初にカソード−セパレータ−アノード層を組み立てることによってセルを作製した。次いで、このカソード層およびセパレータ層を、1回の平行折りによってアノードの周りに折り畳むと、幅9cm、長さ104cmの積層構造が得られた。次いで、さらに3回平行折りを行うと、長さ13cm、幅9cmの前駆電極アセンブリが得られ、この折り畳まれた電極アセンブリを、サーリン(登録商標)袋内に挿入した。
【0047】
四フッ化ホウ酸リチウム70.2gを、無水プロピレンカーボネートと無水ジメトキシエタンとの混合物中に溶解させると、LiBF4電解質の1M溶液が得られた。この電解質をセル内に注入し、次いで、このセルを密封した。
【0048】
試験の結果、達成された容量は24.3Ahであり、セルの利用率は95%であり、エネルギー密度は500Wh/kgであった。
【図面の簡単な説明】
【0049】
【図1a】電極アセンブリを形成するために使用される典型的な従来技術の配置の概略正面図である。
【図1b】電極アセンブリを形成するために使用される典型的な従来技術の配置の概略平面図である。
【図2】本発明による電極アセンブリを形成するために使用される積層構造の概略分解図である。
【図3a】最初に折り畳む前の積層構造の概略正面図である。
【図3b】最初に折り畳む前の積層構造の概略平面図である。
【図4a】最初に折り畳んだ後の積層構造の概略正面図である。
【図4b】最初に折り畳んだ後の積層構造の概略平面図である。
【図5】続いて「平行折り」した後の積層構造の概略図である。
【技術分野】
【0001】
本発明は、ポーチ電池(pouch battery)およびこれを構築する方法に関し、特に、たとえばリチウム/カーボンモノフルオライド(carbon monofluoride)電池などのリチウム一次電池に関する。
【背景技術】
【0002】
携帯用電気機器では、「エンベロープ(envelope)」電池または「パケット(packet)」電池としても知られているいわゆる「ポーチ」電池が、従来のハードケース入り電池にますます代わりつつある。典型的なポーチ電池では、電池構成要素は、重ね合わされて積層セル構造が形成され、所要サイズに折り畳まれ、次いで熱融着可能な箔の中に包装されている。この包装方法は、電池設計に軽量かつ可撓性という解決策を提供すると共に、高いエネルギー密度を実現することができ、セルの最終容量が所望の用途に応じて選択される。
【0003】
ポーチ電池は様々な異なるセルの化学的性質に基づくことができ、様々な電解質タイプを利用することができる。たとえば、リチウム一次電池およびリチウム二次電池は、一般にポーチ設計に従って製作され、ドライポリマー電解質、ゲル電解質および液体電解質はすべて、ポーチセル内に組み入れられている。
【発明の開示】
【発明が解決しようとする課題】
【0004】
重量、サイズおよび可撓性という利点にもかかわらず、製造業者は、携帯用電子機器産業からの増加する要望に応えるため、ポーチ電池の性能を向上させようと常に努力している。さらに、ポーチ電池は、特にそれらを大型化しようとする際は、電池の安全性に関する最適条件を提供しない。
【課題を解決するための手段】
【0005】
本発明の第1の態様によれば、シートカソード、シートセパレータおよび両面シートアノードをそれぞれ重ね合わせて積層構造を形成し、この積層構造を複数回折り畳むことによって形成された電極アセンブリを備えるポーチ電池が提供され、最初の折畳みは、カソードを、両面アノードの上側活性アノード面および下側活性アノード面をそれぞれ取り囲むように、両面アノードの周りに半分に折り畳むことからなる。セパレータは、アノードとカソードとの間の接触を防止するために、対向する活性アノード面とカソード面との間に位置する。本明細書で使用される「シート」という用語は「シート状」を意味し、セパレータまたは電極は、それぞれ単一層構造でも多重層構造でもよく、後者の場合は、単一シートを形成するように互いに接合されていることが好ましいが、必ずしもそうでなくてもよい。
【0006】
両面アノードを用いることにより、特に、アノードが(他のシートと同サイズの集電体層ではなく、二つ折りされた)カソードの半分のサイズの単一シート集電体を備える場合に、エネルギー密度の顕著な改善を実現することができ、理想的には、アノード集電体の寸法は、カソードがその長手方向に対して垂直に半分に折り畳まれたときの寸法と概略合致すべきである。さらに、両面が活性なハーフサイズのアノードを使用することによって、カソード容量/cm2を低減することができ、他にもいくつかの利点をもたらす。
【0007】
一般に、カソードとセパレータは共に実質的に同じサイズおよび形状であり、アノードはそれらの半分のサイズの集電体層を備える。(場合によっては、セパレータは、安全上の理由でカソードよりもわずかに大きくすることができる。)一般に、3枚のシートはすべて、実質的に同じ幅である。(この場合もやはり、セパレータは、安全上の理由で幅をわずかに大きくすることができる。)次いで、アノードは、その底縁部を他の2枚のシートの中線に一致させて、重ね合わされたこの2枚のシートの長さの上半分を覆って置かれる。好ましくは、揃えられたアノード電極シートの上縁部とカソード電極シートの上縁部には、電極端子として働く突出するコンタクトすなわちタブを備える。
【0008】
ポーチセル構造を有する既存のリチウム電池は、通常、電極アセンブリのサイズを小さくするために渦巻き構造または(ファン折りとなる)ジグザグ折畳み法を用い、後者の折畳み法は容易に自動化される。しかし、本発明では、別の折畳み法が好ましい。
【0009】
カソードは、最初に折り畳むときに、折り目がシートの長手方向と垂直に延びるように、その長手方向の中間で折り曲げられることが好ましい。次いで、一般に、続く1回または複数回の折畳みが行われ、折り目が積層構造の元の長手方向に対して垂直に延び、したがって、折り畳むごとに全長が半分になり、折畳み部分が互いに平行になる。(このような揃えられた二つ折りを、以下では一般に「平行折り」と称す。)シートを続けて同じ方向に回転させるために、続く1回または複数回の折畳みを積層構造の同じ側に行うことが望ましい。最初の折畳み部分を含む電極アセンブリ内のすべての折畳み部分が互いに平行であると有利である。
【0010】
平行折りの使用は、セルのサイズを速やかに縮小させるのに好都合であり、セル性能の向上をもたらすように思われ、たとえば、セル材料の利用率が向上するように思われる。これは、折畳み部分のほとんどが従来技術の折畳み配置においてほど鋭くはないためと考えられる。すべての折畳み部分が互いに平行であることの利点としては、電解質充填の容易さや後の折曲げに対する抵抗の低減がある。
【0011】
様々な電池容量を実現するためには、適切に選択された幅および長さのシート電極を用いて積層構造を形成し、次いで、少なくとも2〜3回、最多で約5〜6回、好ましくは4回折畳みを行って、必要に応じて電極アセンブリを好都合なサイズおよび/または厚みにする。本発明は、より大型のポーチセル、すなわち18Ah、25Ah、36Ah、もしくは50Ahを超える公称容量を有するセルや、より小容量のポーチセル、すなわち18Ah、5Ah、1Ah、もしくはさらに低い公称容量を有するセルにおいて有利に使用することができる。より大型のセルでは、電極シートの幅は通常5cmを超え、長さは1mを超える。
【0012】
本発明は、具体的には一次リチウム/固体カソードセルに関し、特にリチウム/カーボンモノフルオライド一次セルに関する。したがって、カソード活物質は、ポリカーボンモノフルオライドとしても知られているカーボンモノフルオライドすなわちCFxであることが好ましい。しかし、本発明は、たとえば二酸化マンガン、二硫化鉄、酸化コバルトなどあらゆる可能なカソード材料に適用可能であり、また一次リチウム電池のみならず二次リチウム電池にも適用可能である。
【0013】
カソードは、通常、シート集電体およびカソード材料層を備え、カソードは、通常、その片側のみの面全体にわたって、カソード材料層によって形成された活性面を有する。バランスの取れたセルを製造するために、全カソード容量および全アノード容量が概略一致することが理想である。(容量差が15%未満であることが望ましい。)セルのバランスが取れていない場合は、アノード材料またはカソード材料のどちらかが過剰であり、その分が反応することはなく、死荷重となる。さらに、特により大型のポーチセルの場合、電池が放電された後、セル内に未消費のアノード材料が残っていると、電池処分の際に安全上の問題が生じることがある。
【0014】
両面アノードは、通常はそれぞれの面全体にわたって延在する2つの活性面、すなわち上側活性面および下側活性面を有するものである。この両面シートアノードは、通常、単一シート集電体と前記上側および下側活性面を形成する1つまたは複数のアノード材料層とを備える。これらの層はすべて、分離していてもよいが、好ましくは、単一の一体アノードを形成するように互いに付着されており、または互いに併合されており、あるいはその他の方法で互いに組み合わされている。リチウムセル用の好ましい配置では、両面アノードは、通常は銅でできたメッシュ状またはグリッド状集電体を備え、その孔をリチウム箔がふさいで両面リチウムアノードを形成している。別法として、両面アノードは、上側および下側活性面を有する単一リチウム金属層でもよい。
【0015】
カソード材料層の負荷は、カソード容量/cm2がアノード容量/cm2の約半分になるように選択することができる。カソード容量/cm2が低減されることの一利点は、カソード活物質に必要な被覆の厚みが普通の場合よりも薄いことであり、それによって、特にカーボンモノフルオライドの場合により優れた被覆付着性が得られる。さらに、カソードの被覆厚を薄くすると、電池の電力出力が有利に増加するようになる。
【0016】
別の態様では、ポーチ電池を製造する方法が提供され、この方法は、
シートカソード、シートセパレータおよび両面シートアノードをそれぞれ重ね合わせて積層構造を形成するステップと、
カソードを、両面アノードの上側および下側活性面をそれぞれ取り囲むように両面アノードの周りに半分に折り畳むステップと、
折り畳まれたシートを、さらに1回または複数回折り畳んで電極アセンブリを形成するステップと、
電極アセンブリをエンベロープ内に密封することによってポーチ電池を形成するステップとを含む。
【0017】
電極アセンブリは、端子タブが突出する縁部で後に密封される予め形成されたエンベロープ内に入れられることができ、あるいは、ポーチは、電極アセンブリの周りに原位置(in−situ)形成されることもできる。セパレータが液体電解質を含有する必要がある場合、この方法は、ポーチを最後に封止する前に電解質を充填するステップを含むことになる。
【0018】
アノードは両面型であり、すなわち、その両面は有効な電極表面として働く。アノードは通常、集電体を含む。リチウムアノードの場合、集電体は、分離する2つのリチウム箔片の間にそれぞれの背面を集電体に接して挟むことができ、または折り曲げられた単一リチウム箔片の間に挟むことができるが、アノードがメッシュ、好ましくは銅メッシュに組み込まれたリチウム箔を含む一体構成要素であると有利である。この配置は、アノードの破損程度にかかわらず構造完全性および電流フローを維持しながら、アノードのそれぞれの面に同量のリチウムを提供する。
【0019】
一実施例では、リチウムがメッシュ内の空間をふさぐように100ミクロンの銅メッシュ上に132ミクロンのリチウム箔を押圧することによって、リチウム/銅積層体を形成すると、容量27.2mAh/cm2、深さ132ミクロンの複合構造が得られた。次いで、この積層体を、アノード用の所要サイズに切断した。
【0020】
上述の平行折りは、カソードとほぼ同じサイズのアノードを有する従来技術の電池を備える任意のポーチ電池構造に使用されるときに利点をもたらす。したがって、本発明の別の態様では、カソードシート、セパレータシートおよびアノードシートがそれぞれ互いに重ね合わされて積層構造が形成され、この構造が、折り畳むごとにその長さが半分になるように連続的に半分に折り畳まれて、それぞれの折畳みがその構造の同じ側に行われ、折り目が元の長手方向に対して垂直に延びる、ポーチ電池が提供される。
【0021】
次に、本発明について、添付図面を参照しながらほんの一例としてより詳細に説明する。
【発明を実施するための最良の形態】
【0022】
電極アセンブリを形成するために使用される典型的な従来技術の配置の正面図および平面図を、それぞれ図1aおよび図1bに示す。従来技術のアセンブリは、カソード集電体層(1)、カソード材料層(2)、セパレータ(3)、アノード材料層(4)およびアノード集電体層(5)を備え、各層はほぼ同じ長さおよび幅である。集電体層(5)および(1)はそれぞれ、アノード端子およびカソード端子として働く、集電体材料の付加的なタブ(6)および(7)を備える。これらの構成要素層は、重ね合わされ、同時に、後で必要に応じてより小さいサイズに折り畳むことができる積層構造を形成する。上述のように、ファン折りまたはジグザグ折りは、パッケージングポーチ内に挿入される前に従来技術の電極アセンブリのサイズを小さくするために、広く使用されている。
【0023】
図2は、ポーチ電池用電極アセンブリを形成するために、本発明に従って使用される積層構造の構成要素を示す分解図である。図3aおよび3bは、それぞれ最初に折り畳む段階前の構造の正面図および平面図を示す。カソード集電体層(1)、カソード材料層(2)およびセパレータ(3)は、従来技術の配置と同様に積層される。しかし、従来技術の構造とは異なり、アノード材料層(4)およびアノード集電体層(8)を備える両面アノード(9)は、その底縁部がカソード層およびセパレータ層の中線A−Aと一致するように配置される。両面アノード(9)は、カソード層およびセパレータ層のほぼ半分の長さである。
【0024】
図4aおよび4bは、それぞれ最初に折り畳んだ後の積層構造の正面図および平面図を示す。
【0025】
アノード集電体は、金属のメッシュ、グリッドまたはガーゼを備えることが好ましく、セルに外部アノード端子すなわち負極端子を設けるために使用される。アノード集電体は、銅メッシュを備えることが好ましい。カソード集電体は、セルに外部カソード端子すなわち正極端子を設け、好ましくはアルミニウム箔を備える。その他の適切な集電体材料は、当技術分野ではよく知られている。
【0026】
アノード材料層は、電池のアノードとして機能し、好ましくはリチウムを含む。好ましい一アセンブリでは、アノード集電体およびリチウムは互いに一体のアノードを形成し、リチウムがアノード集電体の両面上に存在する。理想的には、この一体アノードは、リチウムがメッシュの孔をふさぐように、メッシュ、最適には銅メッシュの上にリチウム箔を押圧することによって形成される。
【0027】
より大きな容量のポーチセルの場合には安全性が特に懸念され、したがって、アノードが消費されるときのリチウム金属の分解を最小限に抑えるべきである。(液体電解質を含んでいる従来技術のポーチセルは、遊離したリチウムが可燃性有機溶剤と接触することによって火災の危険を引き起こすことが知られている。)リチウムが固体基板上に保持される一体アノード、この場合はアノード集電体を使用することにより、自然発火性リチウムの微細粒子がセル内に遊離するのを実質的に阻止することができる。
【0028】
セパレータの目的は、アノードをカソードから隔離し、電解質を保持し、かつポーチセルが過熱した場合に安全停止セパレータとして働くことである。ドライポリマー電解質やポリマーゲル電解質など特定タイプの電解質の場合、電解質自体がセパレータとして機能することができる。他のタイプの電解質、特に液体電解質の場合、セパレータは、電解質を含ませた半透膜または多孔質膜を備えることができる。
【0029】
セパレータは液体電解質および半透膜を含んでいることが好ましい。半透膜は3層ポリマー積層体、たとえばポリプロピレン−ポリエチレン−ポリプロピレン積層体であることがさらに好ましい。
【0030】
液体電解質は、たとえばプロピレンカーボネート、エチレンカーボネート、ジメチルカーボネート、ジエチルカーボネートおよびエチルメチルカーボネートのうちの1つまたは複数などの有機カーボネート、たとえばビスオキサラトホウ酸リチウムや四フッ化ホウ酸リチウムなどのホウ酸塩、六フッ化リン酸リチウム、六フッ化ヒ酸リチウム、過塩素酸リチウム、あるいはそれらの混合物を含むことが適切である。液体電解質は、たとえばジメトキシエタンなどの有機溶媒中に分散されていると好都合である。
【0031】
電極アセンブリは、パッケージングエンベロープ内に挿入するために適正サイズの小型アセンブリを形成するように、さらに1回または複数回折り畳む必要がある。適切な折畳み法があればそれを使用してもよいが、1回または複数回のさらなる折畳みは平行折りであることが好ましい。平行折りにすると様々な電極材料およびセパレータ材料の折曲げ部での損傷が減少し、それによってセルの性能が向上すると考えられる。
【0032】
平行折畳み法のもう1つの利点は、電解質充填段階に関係する。液体電解質が使用されるとき、電解質は、前駆電極アセンブリが折り畳まれてパッケージングエンベロープ内に挿入できる状態になった後で半透セパレータ膜中に注入されることが好ましい。液体電解質は、前駆電極アセンブリがパッケージングエンベロープ内に挿入された後に注入されることがさらに好ましい。いずれにしても、電解質は、効率的なセルをもたらすようにセパレータ膜の全長にわたって浸透する必要がある。発明者らは、平行折りにするとこのプロセスを助けてファン折りアセンブリの場合よりも急速かつ完全に浸透するようになることを見出した。これはそれほどきつくない折曲げによるものであるが、これは理論に過ぎない。
【0033】
図5は、平行折りのプロセスを示す。平行折りでは、図5に縁部B−Bで示す積層構造(10)の下側縁部を、図5に縁部C−Cで示す積層構造の上側縁部にまでこれと平行に矢印で示す方向に持っていく。端子タブ(6)および(7)は、露出したままである。したがって、図5にD−Dで示す折り目は、折り畳む前の積層構造の中点である。次に平行折りする場合には、折畳み縁部D−Dは、積層構造の下側縁部などになる。後続の平行折りは、好ましくは積層構造の同じ側に行われ(すなわち、矢印の方向への折畳みが繰り返され)、それによってその構成要素にかかる全体的なストレスが低減するようになる。
【0034】
好ましくは、最多で合計5〜6回まで折り畳む必要がある。最も好ましくは、最多で4回折り畳む必要がある。
【0035】
一般に、パッケージングエンベロープは、箔層、たとえばサーリン(Surlyn)(登録商標)を含んでおり、この箔層は、電解質アセンブリを挿入する前に、あるいは電極アセンブリを原位置(in−situ)構築する間に、所要の大きさに折り畳まれ、熱融着される。電解質充填段階が必要な場合、端子タブを備える縁部は、前記充填段階後に密封される。
【0036】
二酸化マンガンやカーボンモノフルオライドなど、選択できる多くのカソード材料の場合、カソード材料は、前駆電極アセンブリを組み立てる前にスラリとしてカソード集電体上に被覆され、それによって一体カソードを形成する。アノード集電体およびリチウム層も一体電極を形成することが好ましい。少なくとも1つの一体電極を使用することによって、セル構造が簡素化され、積層誤差が低減される。アノードとカソードが共に一体電極である場合、3つの構成要素、すなわちカソード、セパレータおよび半分の長さのアノードだけが積層されればよい。
【0037】
以下の実施例で本発明について説明する。
【0038】
25Ahの一次リチウムカーボンモノフルオライドセルを以下の方法で製造した。
【0039】
最初に、カーボンモノフルオライド42gと導電性添加物(カーボンブラック)3.2gとを粉砕し密接に混ぜ合わせることによってカソードシートを調製した。ポリフッ化ビニリデン(PVDF)4.8gをN−メチルピロリジノン中に溶解させることによってバインダ溶液を調製した。次いで、CFx合剤およびPVDF溶液からペーストを形成した。
【0040】
アルミニウム箔(1050合金、25〜30ミクロン)を洗浄し、このアルミニウム箔上にカソードペーストを570ミクロンの深さに塗布すると、12.6〜13.6mAh/cm2のカソード容量が得られた。次いで、このシートを乾燥させると、CFx:PVDF:導電性添加物の重量比が84:9.6:6.4の最終カソード組成物および185ミクロンの最終コーティング厚が得られた。
【0041】
このカソードシートを、端子用の余長部を残して、長さ208cm、幅9cmに切断した。これらのシートを、半分に折り畳み、真空乾燥させ、乾燥後にこれらのカソードシートを均し、カソード電気端子を調製した。
【0042】
次に、単層リチウム箔を銅メッシュの片側から付着させて、銅メッシュおよび単層リチウム箔で形成された積層体を使用してアノードを調製した。この積層体を、端子用の余長部を残して、長さ104cm、幅9cmに切断し、次いで、この積層シートを均した。銅メッシュの厚みを100ミクロンとし、リチウム箔の厚みを132ミクロンとすることで、27.2mAh/cm2のアノード容量が得られた。
【0043】
適切な溶媒を含んだアノード積層体の規定領域からリチウムを除去することによってアノード電気端子を調製した。次いで、このリチウムアノードを、真空下で乾燥させ、溶媒をすべて除去した。
【0044】
安全セパレータ(セルガード(Celgard))を、真空下で夜間に乾燥させ、次いで、長さ209.5cm、幅10.5cmに切断した。
【0045】
サーリン(登録商標)シートを、適正な寸法に切断しトリミングしてセルパッケージングを形成し、次いで熱融着させた。
【0046】
最初にカソード−セパレータ−アノード層を組み立てることによってセルを作製した。次いで、このカソード層およびセパレータ層を、1回の平行折りによってアノードの周りに折り畳むと、幅9cm、長さ104cmの積層構造が得られた。次いで、さらに3回平行折りを行うと、長さ13cm、幅9cmの前駆電極アセンブリが得られ、この折り畳まれた電極アセンブリを、サーリン(登録商標)袋内に挿入した。
【0047】
四フッ化ホウ酸リチウム70.2gを、無水プロピレンカーボネートと無水ジメトキシエタンとの混合物中に溶解させると、LiBF4電解質の1M溶液が得られた。この電解質をセル内に注入し、次いで、このセルを密封した。
【0048】
試験の結果、達成された容量は24.3Ahであり、セルの利用率は95%であり、エネルギー密度は500Wh/kgであった。
【図面の簡単な説明】
【0049】
【図1a】電極アセンブリを形成するために使用される典型的な従来技術の配置の概略正面図である。
【図1b】電極アセンブリを形成するために使用される典型的な従来技術の配置の概略平面図である。
【図2】本発明による電極アセンブリを形成するために使用される積層構造の概略分解図である。
【図3a】最初に折り畳む前の積層構造の概略正面図である。
【図3b】最初に折り畳む前の積層構造の概略平面図である。
【図4a】最初に折り畳んだ後の積層構造の概略正面図である。
【図4b】最初に折り畳んだ後の積層構造の概略平面図である。
【図5】続いて「平行折り」した後の積層構造の概略図である。
【特許請求の範囲】
【請求項1】
シートカソード、シートセパレータおよび両面シートアノードをそれぞれ重ね合わせて積層構造を形成し、この積層構造を複数回折り畳むことによって形成された電極アセンブリを備えるポーチ電池であって、最初の折畳みが、カソードを、両面アノードの上側活性アノード面および下側活性アノード面をそれぞれ取り囲むように、両面アノードの周りに半分に折り畳むことからなるポーチ電池。
【請求項2】
アノードが、カソードが半分に折り畳まれたときの寸法と合致する寸法の単一シート集電体を備える請求項1に記載のポーチ電池。
【請求項3】
カソードおよびセパレータが、実質的に同じサイズおよび形状である請求項2に記載のポーチ電池。
【請求項4】
カソードが、最初に折り畳むときに、折り目がカソードの長手方向と垂直に延びるように、その長手方向の中間で折り曲げられる請求項1から3のいずれかに記載のポーチ電池。
【請求項5】
続く1回または複数回の折畳みが行われ、折り目が積層構造の元の長手方向に対して垂直に延び、折り畳むごとに積層構造の全長が半分になる請求項1から4のいずれかに記載のポーチ電池。
【請求項6】
続く1回または複数回の折畳みが、積層構造の同じ側に行われる請求項5に記載のポーチ電池。
【請求項7】
最多で合計5〜6回の折畳みが行われる請求項1から6のいずれかに記載のポーチ電池。
【請求項8】
電池容量が、18Ahを超える請求項1から7のいずれかに記載のポーチ電池。
【請求項9】
カソードが、シート集電体およびカソード材料層を備える請求項1から8のいずれかに記載のポーチ電池。
【請求項10】
カソードが、その片側のみにカソード材料層によって形成された活性面を有する請求項9に記載のポーチ電池。
【請求項11】
バランスの取れたセルを製造するために、全カソード容量および全アノード容量が概略一致する請求項1から10のいずれかに記載のポーチ電池。
【請求項12】
一次リチウム/固体カソードセルを備える請求項1から11のいずれかに記載のポーチ電池。
【請求項13】
カソードが、カーボンモノフルオライドを含む請求項1から12のいずれかに記載のポーチ電池。
【請求項14】
両面アノードが、単一シート集電体と前記上側活性面および下側活性面を形成する1つまたは複数のアノード材料層とを備える請求項1から13のいずれかに記載のポーチ電池。
【請求項15】
前記層が、単一の一体アノードを形成するために互いに付着されている、または互いに合体されている、あるいはその他の方法で互いに組み合わされている請求項14に記載のポーチ電池。
【請求項16】
両面アノードがメッシュ状またはグリッド状集電体を備え、その孔をリチウム箔がふさいで両面リチウムアノードを形成している請求項15に記載のポーチ電池。
【請求項17】
実質上上側活性面および下側活性面を有する単一リチウム金属層であるただ1つのアノード材料層がある請求項14から16のいずれかに記載のポーチ電池。
【請求項18】
カソード材料層の負荷が、カソード容量/cm2がアノード容量/cm2の約半分であるように選択される請求項14から17のいずれかに記載のポーチ電池。
【請求項19】
シートカソード、シートセパレータおよび両面シートアノードをそれぞれ重ね合わせて積層構造を形成するステップと、
カソードを、両面アノードの上側活性面および下側活性面をそれぞれ取り囲むように、両面アノードの周りに半分に折り畳むステップと、
折り畳まれたシートを、さらに1回または複数回折り畳んで電極アセンブリを形成するステップと、
電極アセンブリをエンベロープ内に密封することによってポーチ電池を形成するステップとを含む、ポーチ電池を製造する方法。
【請求項20】
電解質を充填するステップをさらに含む請求項19に記載の方法。
【請求項21】
ポーチ電池が、請求項2から18のいずれか一項に記載のものである請求項19または請求項20に記載の方法。
【請求項22】
カソードシート、セパレータシートおよびアノードシートが、それぞれ互いに重ね合わされて積層構造が形成され、この構造が、折り畳むごとにその長さが半分になるように連続的に半分に折り畳まれたポーチ電池であって、それぞれの折畳みがその構造の同じ側に行われ、折り目が元の長手方向に対して垂直に延びるポーチ電池。
【請求項23】
シートカソード、シートセパレータおよび両面シートアノードをそれぞれ重ね合わせて積層構造を形成し、この積層構造を複数回折り畳むことによって形成された電極アセンブリを備える一次リチウム/固体カソードポーチ電池であって、最初の折畳みが、カソードを、両面アノードの上側活性アノード面および下側活性アノード面をそれぞれ取り囲むように、両面アノードの周りに半分に折り畳むことからなり、続く1回または複数回の折畳みが、折り畳むごとにその全長が半分になるように積層構造を折り畳むことからなり、その長手方向に対して垂直に折り目が形成される一次リチウム/固体カソードポーチ電池。
【請求項24】
図1から5に関して詳述のポーチ電池または電極アセンブリ。
【請求項25】
図1から5に関して詳述のポーチ電池を構築する方法。
【請求項26】
上文に記載のいずれかの特徴または特徴の組合せ。
【請求項1】
シートカソード、シートセパレータおよび両面シートアノードをそれぞれ重ね合わせて積層構造を形成し、この積層構造を複数回折り畳むことによって形成された電極アセンブリを備えるポーチ電池であって、最初の折畳みが、カソードを、両面アノードの上側活性アノード面および下側活性アノード面をそれぞれ取り囲むように、両面アノードの周りに半分に折り畳むことからなるポーチ電池。
【請求項2】
アノードが、カソードが半分に折り畳まれたときの寸法と合致する寸法の単一シート集電体を備える請求項1に記載のポーチ電池。
【請求項3】
カソードおよびセパレータが、実質的に同じサイズおよび形状である請求項2に記載のポーチ電池。
【請求項4】
カソードが、最初に折り畳むときに、折り目がカソードの長手方向と垂直に延びるように、その長手方向の中間で折り曲げられる請求項1から3のいずれかに記載のポーチ電池。
【請求項5】
続く1回または複数回の折畳みが行われ、折り目が積層構造の元の長手方向に対して垂直に延び、折り畳むごとに積層構造の全長が半分になる請求項1から4のいずれかに記載のポーチ電池。
【請求項6】
続く1回または複数回の折畳みが、積層構造の同じ側に行われる請求項5に記載のポーチ電池。
【請求項7】
最多で合計5〜6回の折畳みが行われる請求項1から6のいずれかに記載のポーチ電池。
【請求項8】
電池容量が、18Ahを超える請求項1から7のいずれかに記載のポーチ電池。
【請求項9】
カソードが、シート集電体およびカソード材料層を備える請求項1から8のいずれかに記載のポーチ電池。
【請求項10】
カソードが、その片側のみにカソード材料層によって形成された活性面を有する請求項9に記載のポーチ電池。
【請求項11】
バランスの取れたセルを製造するために、全カソード容量および全アノード容量が概略一致する請求項1から10のいずれかに記載のポーチ電池。
【請求項12】
一次リチウム/固体カソードセルを備える請求項1から11のいずれかに記載のポーチ電池。
【請求項13】
カソードが、カーボンモノフルオライドを含む請求項1から12のいずれかに記載のポーチ電池。
【請求項14】
両面アノードが、単一シート集電体と前記上側活性面および下側活性面を形成する1つまたは複数のアノード材料層とを備える請求項1から13のいずれかに記載のポーチ電池。
【請求項15】
前記層が、単一の一体アノードを形成するために互いに付着されている、または互いに合体されている、あるいはその他の方法で互いに組み合わされている請求項14に記載のポーチ電池。
【請求項16】
両面アノードがメッシュ状またはグリッド状集電体を備え、その孔をリチウム箔がふさいで両面リチウムアノードを形成している請求項15に記載のポーチ電池。
【請求項17】
実質上上側活性面および下側活性面を有する単一リチウム金属層であるただ1つのアノード材料層がある請求項14から16のいずれかに記載のポーチ電池。
【請求項18】
カソード材料層の負荷が、カソード容量/cm2がアノード容量/cm2の約半分であるように選択される請求項14から17のいずれかに記載のポーチ電池。
【請求項19】
シートカソード、シートセパレータおよび両面シートアノードをそれぞれ重ね合わせて積層構造を形成するステップと、
カソードを、両面アノードの上側活性面および下側活性面をそれぞれ取り囲むように、両面アノードの周りに半分に折り畳むステップと、
折り畳まれたシートを、さらに1回または複数回折り畳んで電極アセンブリを形成するステップと、
電極アセンブリをエンベロープ内に密封することによってポーチ電池を形成するステップとを含む、ポーチ電池を製造する方法。
【請求項20】
電解質を充填するステップをさらに含む請求項19に記載の方法。
【請求項21】
ポーチ電池が、請求項2から18のいずれか一項に記載のものである請求項19または請求項20に記載の方法。
【請求項22】
カソードシート、セパレータシートおよびアノードシートが、それぞれ互いに重ね合わされて積層構造が形成され、この構造が、折り畳むごとにその長さが半分になるように連続的に半分に折り畳まれたポーチ電池であって、それぞれの折畳みがその構造の同じ側に行われ、折り目が元の長手方向に対して垂直に延びるポーチ電池。
【請求項23】
シートカソード、シートセパレータおよび両面シートアノードをそれぞれ重ね合わせて積層構造を形成し、この積層構造を複数回折り畳むことによって形成された電極アセンブリを備える一次リチウム/固体カソードポーチ電池であって、最初の折畳みが、カソードを、両面アノードの上側活性アノード面および下側活性アノード面をそれぞれ取り囲むように、両面アノードの周りに半分に折り畳むことからなり、続く1回または複数回の折畳みが、折り畳むごとにその全長が半分になるように積層構造を折り畳むことからなり、その長手方向に対して垂直に折り目が形成される一次リチウム/固体カソードポーチ電池。
【請求項24】
図1から5に関して詳述のポーチ電池または電極アセンブリ。
【請求項25】
図1から5に関して詳述のポーチ電池を構築する方法。
【請求項26】
上文に記載のいずれかの特徴または特徴の組合せ。
【図1a】


【図1b】
【図2】
【図3a】
【図3b】
【図4a】
【図4b】
【図5】
【図1b】
【図2】
【図3a】
【図3b】
【図4a】
【図4b】
【図5】
【公表番号】特表2007−509475(P2007−509475A)
【公表日】平成19年4月12日(2007.4.12)
【国際特許分類】
【出願番号】特願2006−536155(P2006−536155)
【出願日】平成16年10月18日(2004.10.18)
【国際出願番号】PCT/GB2004/004384
【国際公開番号】WO2005/045966
【国際公開日】平成17年5月19日(2005.5.19)
【出願人】(501352882)キネテイツク・リミテツド (93)
【Fターム(参考)】
【公表日】平成19年4月12日(2007.4.12)
【国際特許分類】
【出願日】平成16年10月18日(2004.10.18)
【国際出願番号】PCT/GB2004/004384
【国際公開番号】WO2005/045966
【国際公開日】平成17年5月19日(2005.5.19)
【出願人】(501352882)キネテイツク・リミテツド (93)
【Fターム(参考)】
[ Back to top ]