
ポーラス金属の製造方法及びヒートシンクの製造方法

【課題】効率良く且つ鋳造方向に垂直な断面内で均一に気泡を取り込むことが可能なポーラス金属の製造方法を提供する。
【解決手段】所定のガス雰囲気のチェンバー1内に坩堝2を配置し、坩堝2内に収容した金属原料を加熱して溶解し、坩堝2内の溶解された金属溶湯Mの温度とチェンバー1内のガス圧力とを制御することにより金属溶湯M中の溶存ガス濃度を制御し、溶存ガス濃度が制御された金属溶湯Mを冷却凝固してポーラス金属を製造する方法において、坩堝2内の金属溶湯M中に筒状の鋳型6の下端側を浸漬し、鋳型6を通じてポーラス金属の鋳塊15を上方に連続的に引き出す。
【解決手段】所定のガス雰囲気のチェンバー1内に坩堝2を配置し、坩堝2内に収容した金属原料を加熱して溶解し、坩堝2内の溶解された金属溶湯Mの温度とチェンバー1内のガス圧力とを制御することにより金属溶湯M中の溶存ガス濃度を制御し、溶存ガス濃度が制御された金属溶湯Mを冷却凝固してポーラス金属を製造する方法において、坩堝2内の金属溶湯M中に筒状の鋳型6の下端側を浸漬し、鋳型6を通じてポーラス金属の鋳塊15を上方に連続的に引き出す。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポーラス金属の製造方法及びヒートシンクの製造方法に関し、特に、鋳型を用いたポーラス金属の製造方法及びポーラス金属を用いたヒートシンクの製造方法に関する。
【背景技術】
【0002】
ポーラス金属の製造では、溶融した金属溶湯中にガスを溶解させた後、冷却凝固させる過程で、過飽和のガスが固相内に析出されるという性質を利用してポーラス金属を製造する。すなわち、金属溶湯中のガスの溶解度は、高温ほど高く低温ほど低くなり、凝固金属では更に急激にガスの溶解度が低くなるため、金属溶湯温度の低下時および凝固時に、過飽和となった溶存ガス元素は気体分子となり、固相金属中に気泡が析出し、ポーラス金属(多孔質金属)が形成される。
従来、鋳型を用いてポーラス金属を鋳造する方法(特許文献1〜3参照)や、浮遊帯溶融法を利用したポーラス金属の製造方法(特許文献4参照)が提案されている。
【0003】
一方、半導体チップ等のヒートシンク材やヒートスプレッダ材には熱伝導性が良好であることが必要なため、これらの材料には、従来、銅および銅合金が使用されてきた。しかし、通常の半導体チップの基材となるSiの線膨張率が4.5ppm程度であるのに対し
、銅の線膨張率は17ppm程度である。この線膨張率のミスマッチにより、加熱時に半導体チップとヒートシンク(若しくはヒートスプレッダ)との界面に応力が発生し、剥離が起こったりクラックが生じるという不具合が多く見られた。これらを解決する手段として、熱伝導性が良好でかつ線膨張率のミスマッチが小さい材料(高熱伝導低熱膨張材)が開発されてきた。高熱伝導低熱膨張材としては、Cu−Mo、Cu−W、Al−SiC、Cu−Cu2Oが挙げられる。また、金属粉末にバインダと発泡剤を混ぜて焼結したポーラス金属を用い、このポーラス金属の気孔内に埋込樹脂層を形成したポーラス金属層(ヒートシンク)上に半導体チップを実装した半導体装置が知られている(特許文献5参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2004−322143号公報
【特許文献2】特開2000−104130号公報
【特許文献3】特開2000−239760号公報
【特許文献4】再公表特許WO2003/070401号公報
【特許文献5】特開2006−128222号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来のポーラス金属の製造方法では、金属のガスの溶解度曲線、すなわち溶解温度が高いほどガスの溶解度が高く、更に凝固の際に溶解度が大きく低下することのみを利用している。溶湯温度の低下時および凝固時に過飽和となった溶存ガス元素は気体分子となって気泡となる。従って、溶湯中へのガスの溶存量を高めるためにはガス分圧を上げる必要があり、溶解チェンバーの圧力調整が必要である。また、鋳型内で溶湯温度が低下する際に過飽和となった溶存ガスの一部は気泡となって浮上する。従来の製造方法では、鋳造方向が下向きか横向きであるために、この浮上するガスは溶湯表面から雰囲気中に放出されてしまい、凝固金属中に気泡を効率的に取り込むことができない。
【0006】
また、上述した従来のヒートシンク材等に用いられる高熱伝導低熱膨張材では、次のような問題があった。Cu−Mo、Cu−Wは特性(高熱伝導・低熱膨張特性)は良好であるが、MoやWといった高価な金属をCuに最低でも5wt%以上、通常は30〜50wt%程度添加するため、非常に材料コストが高い。更に、近年、MoやWなどの希少金属の材料費は高騰を続けており、供給リスクも非常に高いという問題もある。また、Al−SiCはCu−Mo,Cu−Wと比較して材料費は安いが、特性的には劣る。さらに、銅板と比較すると製造コストが高く、トータルのコストは銅板より高い。また、Cu−Cu2Oは上記高熱伝導低熱膨張材よりコストは安いが、特性的には劣る。従って、特性と低コストを充分に両立可能な材料は開発されていない。
また、上述した金属粉末にバインダと発泡剤を混ぜて焼結したポーラス金属は、気孔に異方性がないため、ヒートシンク材として用いた場合、板厚方向の熱伝導性と、半導体素子が実装されるヒートシンク面の面方向での半導体素子とヒートシンクの線膨張率のミスマッチの緩和とは両立しない。
【0007】
本発明の目的は、効率良く且つ鋳造方向に垂直な断面内で均一に気泡を取り込むことが可能なポーラス金属の製造方法を提供することにある。
また、本発明の目的は、厚さ方向の熱伝導性と、半導体素子等の発熱体との面方向の線膨張率のミスマッチの緩和とを両立可能なヒートシンクの製造方法を提供することにある。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明は次のように構成されている。
【0009】
本発明の第1の態様は、所定のガス雰囲気のチェンバー内に坩堝を配置し、前記坩堝内に収容した金属原料を加熱して溶解し、前記坩堝内の溶解された金属溶湯の温度と前記チェンバー内のガス圧力とを制御することにより前記金属溶湯中の溶存ガス濃度を制御し、溶存ガス濃度が制御された前記金属溶湯を冷却凝固してポーラス金属を製造する方法において、前記坩堝内の金属溶湯中に筒状の鋳型の下端側を浸漬し、前記鋳型を通じてポーラス金属の鋳塊を上方に連続的に引き出すようにしたポーラス金属の製造方法である。
【0010】
本発明の第2の態様は、第1の態様のポーラス金属の製造方法において、前記坩堝の下部にポーラスプラグを設け、前記ポーラスプラグから前記坩堝内の金属溶湯中に、前記チェンバー内と同一のガスを含む気泡を供給するポーラス金属の製造方法である。
【0011】
本発明の第3の態様は、第1の態様又は第2の態様のポーラス金属の製造方法において、前記鋳型でポーラス金属の鋳塊が鋳造される際の冷却速度と抜熱方向を制御することにより、前記金属溶湯が凝固する時に過飽和となったガスによって鋳塊中に析出する気泡の密度、成長方向、サイズ、分布状態を制御するようにしたポーラス金属の製造方法である。
【0012】
本発明の第4の態様は、第1〜第3の態様のいずれかのポーラス金属の製造方法おいて、前記筒状の鋳型内に移動可能に設けられたダミーバーを、前記鋳型に挿入して前記坩堝内の金属溶湯面に接触させた後、前記ダミーバーを引き上げることによって、ポーラス金属の鋳塊の成長を開始するようにしたポーラス金属の製造方法である。
【0013】
本発明の第5の態様は、第1〜第4の態様のいずれかのポーラス金属の製造方法において、前記筒状の鋳型の外周に、前記鋳型を冷却する水冷ジャケットが設けられているポーラス金属の製造方法である。
【0014】
本発明の第6の態様は、第1〜第5の態様のいずれかのポーラス金属の製造方法におい
て、前記筒状の鋳型の横断面が、円形又は矩形であるポーラス金属の製造方法である。
【0015】
本発明の第7の態様は、第1〜第6の態様のいずれかのポーラス金属の製造方法により製造された、鋳造方向に気泡が伸びた前記ポーラス金属の鋳塊を、鋳造方向に垂直に切断し、この切断したポーラス金属部材を用いてヒートシンクを作製するヒートシンクの製造方法である。
【発明の効果】
【0016】
本発明のポーラス金属の製造方法によれば、鋳型を通じてポーラス金属の鋳塊を上方に連続的に引き出すようにしたため、効率良く且つ鋳造方向に垂直な断面内で均一に気泡が取り込まれたポーラス金属の鋳塊が得られる。
また、本発明のヒートシンクの製造方法によれば、鋳造方向に気泡が伸びた異方性を有するポーラス金属鋳塊を用いることにより、厚さ方向の熱伝導性と、半導体素子等の発熱体との面方向の線膨張率のミスマッチの緩和とを両立できるヒートシンクを提供できる。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施形態に係るポーラス金属の製造方法の一工程を示す図である。
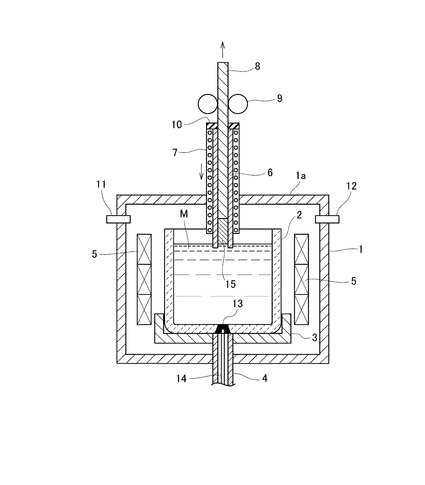
【図2】本発明の一実施形態に係るポーラス金属の製造方法の一工程を示す図である。
【発明を実施するための形態】
【0018】
以下に、本発明に係るポーラス金属の製造方法の実施形態を説明する。
本実施形態のポーラス金属の製造方法は、所定のガス雰囲気のチェンバー内に坩堝を配置し、前記坩堝内に収容した金属原料を加熱して溶解し、前記坩堝内の溶解された金属溶湯の温度と前記チェンバー内のガス圧力とを制御することにより前記金属溶湯中の溶存ガス濃度を制御し、溶存ガス濃度が制御された前記金属溶湯を冷却凝固してポーラス金属を製造する方法において、前記坩堝内の金属溶湯中に筒状の鋳型の下端側を浸漬し、前記鋳型を通じてポーラス金属の鋳塊を上方に連続的に引き出すようにしたものである。
【0019】
本発明者は、ポーラス金属への効率良い気泡の取り込み方法などを求めて、鋳造方式、ガス圧力、溶湯温度、冷却速度(引き出し速度)、抜熱方向(放熱方向)などを種々に変更し、得られるポーラス金属中の気孔の密度、成長方向、サイズ、分布状態等を鋭意、調査研究した。
その結果、鋳造方向を上出し(上方への鋳塊の引き出し)とすることで、ガス気泡の浮上分離を抑制し凝固界面に効率良くガス気泡(気孔)をトラップさせることが可能であるとともに、鋳造方向に対して垂直な断面内での気孔の分布を均一化させることが可能であることを見出した。
また、溶湯温度とガス圧力(混合ガスの場合には、各ガスのガス分圧)を制御することにより、ポーラス金属中の気孔密度を制御可能なことを見出した。更に、鋳造時の冷却速度と放熱方向を制御することで、ポーラス金属中の気孔の成長方向、サイズを制御可能なことを見出した。
【0020】
使用するガスについては特に制限はないが、溶湯温度や凝固前後での溶解度の変化の大きいガスが有効である。例えば、水素、窒素等、或いはそれらに不活性ガスを混合したガスなどが挙げられる。
鋳造する金属についても特に制限はないが、ヒートシンク材として使用する場合には、銅や銅合金若しくはアルミニウムやアルミニウム合金が有効である。なお、鋳造後のポーラス金属の加熱は、ガスの膨張による膨れや変形の原因になるため望ましくない。
【0021】
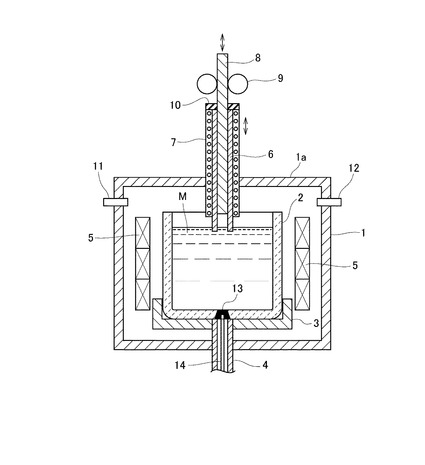
本発明によるポーラス金属の製造方法の、より具体的な一実施形態を以下に述べる。図1には、この実施形態によるポーラス金属鋳塊の製造方法に使用する装置の概略的な縦断面図を示す。
【0022】
図1に示すように、ポーラス金属鋳塊の製造装置は、所定のガス雰囲気で密閉状態とされるチェンバー1と、チェンバー1内に設置されるカーボン製の坩堝2と、坩堝2を支持する支持部材3と、坩堝2の外周に設けられ、坩堝2内の金属原料を加熱溶融する加熱手段である誘導加熱コイル5と、坩堝2内の金属溶湯M中に、連続鋳造時にはその下端部が挿入される筒状の鋳型6とを備えている。
【0023】
鋳型6はカーボン製であり、鋳型6の外周部には、銅製の水冷ジャケット7が一体的に設けられている。水冷ジャケット7には冷却水が供給され、水冷ジャケット7により鋳型6は冷却される。鋳型6及び水冷ジャケット7はチェンバー1の天井壁1aを貫通して垂直に設けられており、図示省略の駆動手段によって、鋳型6及び水冷ジャケット7は上下に昇降可能になっている。鋳型6内には、金属製のダミーバー8が摺動自在に設けられている。ダミーバー8は、鋳型6上方に設けられたピンチロール9により、鋳型6内を上下に昇降自在に設けられている。鋳型6の上部には、鋳型6とダミーバー8(連続鋳造時には引き上げられる鋳塊)との隙間を気密にシールするために、シリコンゴム製のリング状の耐熱シール10が設けられている。なお、ダミーバー8の先端部にカーボン等を嵌め込んだ構造としてもよい。
【0024】
チェンバー1の側壁には、チェンバー1内にガスを供給するガス供給管11と、チェンバー1内のガスを排気するガス排出管12とが設けられている。ガス供給管11には、ガス供給管11にガスを導入するガス供給系(図示せず)が接続され、このガス供給系には、ガス流量等を制御・調整するためのコントローラや流路を開閉制御するバルブなどを備えたガス供給量制御手段(図示せず)が設けられている。また、ガス排出管12には、チェンバー1内のガスを吸引排気するポンプや流路を開閉制御するバルブなどを備えたガス排気系(図示せず)が接続されている。チェンバー1内の圧力は圧力センサ(図示せず)で検出され、圧力センサの検出値に基づいて、ガス供給系のガス供給量やガス排気系のガス排気量が制御されることにより、チェンバー1内のガス圧は所定の圧力に制御される。
【0025】
また、坩堝2内の金属溶湯Mの温度を温度センサ(図示せず)で検出して、誘導加熱コイル5の通電量を制御することにより、坩堝2内の金属溶湯Mの温度が制御される。誘導加熱コイル5は、上下に複数ゾーンに分割されており、各ゾーンの温度を個別に制御できるようになっている。
【0026】
チェンバー1の底壁には、これを貫通して筒状の支持軸4が設けられている。支持軸4は、坩堝2を支持する支持部材3に連結されて支持部材3を支持している。坩堝2の底部には、多孔質のセラミックからなるポーラスプラグ13が埋め込んで設置されている。ポーラスプラグ13には、筒状の支持軸4内に配設されたガス導入管14が接続され、ガス導入管14からポーラスプラグ13にガスが導入される。ガス導入管14から導入されるガスは、ガス供給管11からチェンバー1内に供給されるガスと同一のガス又は同一のガスを含むガスである。ポーラスプラグ13に導入されたガスは、坩堝2の金属溶湯Mに吹き込まれて、金属溶湯M中の溶存ガス濃度の調整・均一化や、坩堝2内の金属溶湯Mの温度の均一化が図られる。
【0027】
次に、図1に示す製造装置を用いたポーラス金属の製造方法を述べる。
坩堝2内に所定の金属原料を投入し、誘導加熱コイル5によって、坩堝2内の金属原料を融解して金属溶湯Mとすると共に、金属溶湯Mの温度を制御する。
また、ガス供給管11から所定のガスをチェンバー1内に供給し、また必要に応じてポ
ーラスプラグ13から坩堝2内の金属溶湯M中にガスを吹き込んで、チェンバー1内を所定のガス圧(混合ガスの場合には所定のガス分圧)に制御する。金属溶湯M中のガス濃度は、平衡状熊では Sievertz の法則により、チェンバー1内の雰囲気ガスのガス圧力(混合ガスの場合にはガス分圧)の平方根に比例する。
チェンバー1内のガス圧力と金属溶湯Mの温度とを制御することにより、金属溶湯M内の溶存ガス濃度を制御することができる。
【0028】
金属溶湯M内の溶存ガス濃度が飽和状態等になった後に、鋳型6及び水冷ジャケット7を降下させて、鋳型6の下端部を所定長さだけ、坩堝2内の金属溶湯M中に浸漬させる。
次いで、ピンチロール9の駆動により、ダミーバー8を降下させて鋳型6内の金属溶湯Mの表面に接触させた後、ダミーバー8を所定の引上速度で引き上げて行く。これにより、図2に示すように、水冷ジャケット7で冷却された鋳型6及びダミーバー8によって、金属溶湯Mが冷却され凝固したポーラス金属の鋳塊15が、鋳型6内を通って上方に連続的に引き上げられる。この連続鋳造中には、鋳型6の下端部が金属溶湯M表面によりも常に一定長さだけ浸漬された状態に保たれるように、鋳型6及び水冷ジャケット7を所定速度で降下させる。
鋳型6を通過し、更にピンチロール9により引き上げられたポーラス金属の鋳塊15は、図示省略のフライングソー等により、連続鋳造時(又は連続鋳造後)に所定長さごとに切断される。
【0029】
チェンバー1内のガス圧力(ガス分圧)と金属溶湯Mの温度とを制御することにより、金属溶湯M内の溶存ガス濃度を制御でき、ポーラス金属鋳塊15の気孔密度を制御することが可能となる。
また、連続鋳造時のポーラス金属鋳塊15の引き出し速度と、鋳型6からの抜熱量とを制御することにより、鋳塊15の鋳造組織、鋳塊15中の気孔形状の制御が可能となる。例えば、遅い引き出し速度で上方への抜熱量を大きくした場合、鋳造組織は鋳造方向に太く長く伸びた組織となり、気孔も太いものが鋳造方向に長く伸びる。また、速い引き出し速度で鋳型からの抜熱量を大きくした場合、鋳造組織は比較的に細い組織が鋳造方向に垂直な断面方向に伸び、気孔も比較的細いものが鋳造方向に垂直な断面方向に伸びる。このように、鋳塊15の引き出し速度と鋳型6からの抜熱量とを変えることにより、気孔の成長方向と太さを制御することが可能である。
このように、ガス圧力(ガス分圧)、溶湯温度、引き出し速度、冷却量、鋳型からの抜熱量を制御することで、得られるポーラス金属鋳塊の気孔の密度、成長方向、サイズ、分布状態を制御することが可能である。
【0030】
次に、上記実施形態により製造したポーラス金属の鋳塊15を使用したヒートシンク等の製造方法を述べる。
上記実施形態のポーラス金属の製造方法により、鋳造方向(筒状の鋳型6の軸心方向)に気泡が伸びたポーラス金属の鋳塊15を、フライングソーなどで鋳造方向に垂直に切断し、この切断した異方性を有するポーラス金属部材を用いてヒートシンクを作製する。即ち、このポーラス金属部材の切断面に垂直な前記鋳造方向をヒートシンクの厚さ方向とし、切断面を半導体素子が実装される実装面としてヒートシンクを作製する。これにより、厚さ方向の熱伝導性が良好で、実装面内での半導体素子との線膨張率のミスマッチを緩和させることが可能な異方性を有するヒートシンクが得られる。
【0031】
また、上記実施形態のポーラス金属の製造方法において、鋳型6に円筒状のものを用い、鋳造方向に垂直な断面が円であるポーラス金属鋳塊15を製造し、得られた円形断面のポーラス金属鋳塊15を、鋳造方向に押し出すか引き抜くことによって、加工硬化させたポーラス金属棒若しくはポ−ラス金属線が得られる。
更に、上記実施形態のポーラス金属の製造方法において、鋳型6に矩形筒状のものを用
い、鋳造方向に垂直な断面が矩形であるポーラス金属鋳塊15を製造し、得られた矩形断面のポーラス金属鋳塊15を、鋳造方向に圧延することによって、加工硬化させたポーラス金属板若しくはポ−ラス金属条が得られる。
【0032】
なお、上記実施形態の製造方法では、連続鋳造時の金属溶湯M表面の降下速度に合わせて鋳型6を降下させたが、連続鋳造時に鋳型6を固定する一方、支持軸4を上昇させることによって坩堝2を所定速度で上昇させて、坩堝2内の金属溶湯M表面を一定の位置に保つようにしても良い。または、坩堝2内の底部に坩堝2内を昇降可能で且つ液密に仕切ることができる仕切板を設け、連続鋳造時に、この仕切板を所定速度で上昇させることによって、坩堝2内の金属溶湯M表面の位置を一定に保つように、或いは、鋳型6内に金属溶湯Mを流し込むようにして、連続鋳造を行うようにしても良い。
【実施例】
【0033】
次に、本発明の実施例を説明する。
本実施例では、上記実施形態で使用した図1に示す製造装置を用いてポーラス金属鋳塊を製造した。
【0034】
チェンバー1には、ガス供給管11から水素ガスを供給し、チェンバー1内を大気圧で100%H2雰囲気とした。また、連続鋳造前に、アルミナ製のポーラスプラグ13から坩堝2内の金属溶湯M中に水素ガスを吹き込んだ。坩堝2(溶解炉)はカーボン製で内径200mmの円状断面のものを用い、坩堝2内には原材料となる純銅10kgを入れた。鋳型6はカーボン製で内径30mmの円筒状のものを用いた。ダミーバー8は純銅製の丸棒を用いた。
【0035】
誘導加熱コイル5に通電することにより加熱を開始し、坩堝2内の純銅10kgを溶解させた。金属溶湯Mの表面の被覆は行わず、H2雰囲気と接触した状態にした。鋳型6の先端は金属溶湯M表面より10mmほど浸漬した状態になるように高さ方向の位置を調節し、連続鋳造中にも、この状態が維持されように鋳型6を降下させた。ダミーバー8を鋳型6内の金属溶湯Mに接触させた後、ピンチロール9によりダミーバー8を上方に引き出すことで鋳造を開始した。引上速度(鋳造速度)は50mm/分とし、鋳型6の水冷ジャケット7の冷却水流量を調整して、鋳型6内の抜熱方向が斜め上方になるように制御した。これにより凝固界面で析出したH2ガス相は、鋳造組織と同様に斜め上方に伸びたものとなった。
【0036】
鋳造終了後、得られたポーラス金属鋳塊15の鋳造方向に垂直な断面の組織と気孔率を確認した。平均結晶粒径は約2mm、気孔率は約20%であった。
得られた鋳造ロッドの表面の酸化物を面削りにより除去後、冷間伸線により直径10mmのポーラス銅棒とした。これを厚さ2mmでスライスし、円盤状のヒートシンクとした。この実施例のヒートシンクと比較するために、比較材のヒートシンクとして、通常の鋳造・押出しによって製造された純銅製の鋳塊から、直径10mm、厚さ2mmのヒートシンクを作製した。
本実施例及び比較材のヒートシンクに断面サイズ5mm×5mmのSiチップを半田でボンディングし、125℃と室温との間で3000回のヒートサイクルを加えた。その結果、比較例のヒートシンクではSiチップのコーナー付近の半田との界面にクラックが発生したのに対し、実施例のヒートシンクではクラックは全く発生しなかった。また、実施例及び比較材のヒートシンクの厚さ方向(実施例では鋳造方向)の熱伝導率、Siチップ接合面方向の熱膨張率、ヤング率を測定したところ、表1のような結果が得られた。表1に示すように、本実施例のヒートシンクでは、比較例のヒートシンクと同等の熱伝導率にもかかわらず、熱膨張率、ヤング率ともに比較例のヒートシンク材よりも低く、Siとの熱膨張率のミスマッチを緩和できることがわかった。
【0037】
【表1】

【0038】
上記実施例では、製造したポーラス金属の鋳塊をヒートシンクに適用したが、これ以外の用途として、免振材や衝撃吸収材、防音材の他、燃料電池の電極、水冷ヒートシンク等が考えられる。
【符号の説明】
【0039】
1 チャンバー
2 坩堝
3 支持部材
4 支持軸
5 誘導加熱コイル
6 鋳型
7 水冷ジャケット
8 ダミーバー
9 ピンチロール
10 耐熱シール
11 ガス供給管
12 ガス排出管
13 ポーラスプラグ
14 ガス導入管
15 鋳塊
M 金属溶湯
【技術分野】
【0001】
本発明は、ポーラス金属の製造方法及びヒートシンクの製造方法に関し、特に、鋳型を用いたポーラス金属の製造方法及びポーラス金属を用いたヒートシンクの製造方法に関する。
【背景技術】
【0002】
ポーラス金属の製造では、溶融した金属溶湯中にガスを溶解させた後、冷却凝固させる過程で、過飽和のガスが固相内に析出されるという性質を利用してポーラス金属を製造する。すなわち、金属溶湯中のガスの溶解度は、高温ほど高く低温ほど低くなり、凝固金属では更に急激にガスの溶解度が低くなるため、金属溶湯温度の低下時および凝固時に、過飽和となった溶存ガス元素は気体分子となり、固相金属中に気泡が析出し、ポーラス金属(多孔質金属)が形成される。
従来、鋳型を用いてポーラス金属を鋳造する方法(特許文献1〜3参照)や、浮遊帯溶融法を利用したポーラス金属の製造方法(特許文献4参照)が提案されている。
【0003】
一方、半導体チップ等のヒートシンク材やヒートスプレッダ材には熱伝導性が良好であることが必要なため、これらの材料には、従来、銅および銅合金が使用されてきた。しかし、通常の半導体チップの基材となるSiの線膨張率が4.5ppm程度であるのに対し
、銅の線膨張率は17ppm程度である。この線膨張率のミスマッチにより、加熱時に半導体チップとヒートシンク(若しくはヒートスプレッダ)との界面に応力が発生し、剥離が起こったりクラックが生じるという不具合が多く見られた。これらを解決する手段として、熱伝導性が良好でかつ線膨張率のミスマッチが小さい材料(高熱伝導低熱膨張材)が開発されてきた。高熱伝導低熱膨張材としては、Cu−Mo、Cu−W、Al−SiC、Cu−Cu2Oが挙げられる。また、金属粉末にバインダと発泡剤を混ぜて焼結したポーラス金属を用い、このポーラス金属の気孔内に埋込樹脂層を形成したポーラス金属層(ヒートシンク)上に半導体チップを実装した半導体装置が知られている(特許文献5参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2004−322143号公報
【特許文献2】特開2000−104130号公報
【特許文献3】特開2000−239760号公報
【特許文献4】再公表特許WO2003/070401号公報
【特許文献5】特開2006−128222号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来のポーラス金属の製造方法では、金属のガスの溶解度曲線、すなわち溶解温度が高いほどガスの溶解度が高く、更に凝固の際に溶解度が大きく低下することのみを利用している。溶湯温度の低下時および凝固時に過飽和となった溶存ガス元素は気体分子となって気泡となる。従って、溶湯中へのガスの溶存量を高めるためにはガス分圧を上げる必要があり、溶解チェンバーの圧力調整が必要である。また、鋳型内で溶湯温度が低下する際に過飽和となった溶存ガスの一部は気泡となって浮上する。従来の製造方法では、鋳造方向が下向きか横向きであるために、この浮上するガスは溶湯表面から雰囲気中に放出されてしまい、凝固金属中に気泡を効率的に取り込むことができない。
【0006】
また、上述した従来のヒートシンク材等に用いられる高熱伝導低熱膨張材では、次のような問題があった。Cu−Mo、Cu−Wは特性(高熱伝導・低熱膨張特性)は良好であるが、MoやWといった高価な金属をCuに最低でも5wt%以上、通常は30〜50wt%程度添加するため、非常に材料コストが高い。更に、近年、MoやWなどの希少金属の材料費は高騰を続けており、供給リスクも非常に高いという問題もある。また、Al−SiCはCu−Mo,Cu−Wと比較して材料費は安いが、特性的には劣る。さらに、銅板と比較すると製造コストが高く、トータルのコストは銅板より高い。また、Cu−Cu2Oは上記高熱伝導低熱膨張材よりコストは安いが、特性的には劣る。従って、特性と低コストを充分に両立可能な材料は開発されていない。
また、上述した金属粉末にバインダと発泡剤を混ぜて焼結したポーラス金属は、気孔に異方性がないため、ヒートシンク材として用いた場合、板厚方向の熱伝導性と、半導体素子が実装されるヒートシンク面の面方向での半導体素子とヒートシンクの線膨張率のミスマッチの緩和とは両立しない。
【0007】
本発明の目的は、効率良く且つ鋳造方向に垂直な断面内で均一に気泡を取り込むことが可能なポーラス金属の製造方法を提供することにある。
また、本発明の目的は、厚さ方向の熱伝導性と、半導体素子等の発熱体との面方向の線膨張率のミスマッチの緩和とを両立可能なヒートシンクの製造方法を提供することにある。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明は次のように構成されている。
【0009】
本発明の第1の態様は、所定のガス雰囲気のチェンバー内に坩堝を配置し、前記坩堝内に収容した金属原料を加熱して溶解し、前記坩堝内の溶解された金属溶湯の温度と前記チェンバー内のガス圧力とを制御することにより前記金属溶湯中の溶存ガス濃度を制御し、溶存ガス濃度が制御された前記金属溶湯を冷却凝固してポーラス金属を製造する方法において、前記坩堝内の金属溶湯中に筒状の鋳型の下端側を浸漬し、前記鋳型を通じてポーラス金属の鋳塊を上方に連続的に引き出すようにしたポーラス金属の製造方法である。
【0010】
本発明の第2の態様は、第1の態様のポーラス金属の製造方法において、前記坩堝の下部にポーラスプラグを設け、前記ポーラスプラグから前記坩堝内の金属溶湯中に、前記チェンバー内と同一のガスを含む気泡を供給するポーラス金属の製造方法である。
【0011】
本発明の第3の態様は、第1の態様又は第2の態様のポーラス金属の製造方法において、前記鋳型でポーラス金属の鋳塊が鋳造される際の冷却速度と抜熱方向を制御することにより、前記金属溶湯が凝固する時に過飽和となったガスによって鋳塊中に析出する気泡の密度、成長方向、サイズ、分布状態を制御するようにしたポーラス金属の製造方法である。
【0012】
本発明の第4の態様は、第1〜第3の態様のいずれかのポーラス金属の製造方法おいて、前記筒状の鋳型内に移動可能に設けられたダミーバーを、前記鋳型に挿入して前記坩堝内の金属溶湯面に接触させた後、前記ダミーバーを引き上げることによって、ポーラス金属の鋳塊の成長を開始するようにしたポーラス金属の製造方法である。
【0013】
本発明の第5の態様は、第1〜第4の態様のいずれかのポーラス金属の製造方法において、前記筒状の鋳型の外周に、前記鋳型を冷却する水冷ジャケットが設けられているポーラス金属の製造方法である。
【0014】
本発明の第6の態様は、第1〜第5の態様のいずれかのポーラス金属の製造方法におい
て、前記筒状の鋳型の横断面が、円形又は矩形であるポーラス金属の製造方法である。
【0015】
本発明の第7の態様は、第1〜第6の態様のいずれかのポーラス金属の製造方法により製造された、鋳造方向に気泡が伸びた前記ポーラス金属の鋳塊を、鋳造方向に垂直に切断し、この切断したポーラス金属部材を用いてヒートシンクを作製するヒートシンクの製造方法である。
【発明の効果】
【0016】
本発明のポーラス金属の製造方法によれば、鋳型を通じてポーラス金属の鋳塊を上方に連続的に引き出すようにしたため、効率良く且つ鋳造方向に垂直な断面内で均一に気泡が取り込まれたポーラス金属の鋳塊が得られる。
また、本発明のヒートシンクの製造方法によれば、鋳造方向に気泡が伸びた異方性を有するポーラス金属鋳塊を用いることにより、厚さ方向の熱伝導性と、半導体素子等の発熱体との面方向の線膨張率のミスマッチの緩和とを両立できるヒートシンクを提供できる。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施形態に係るポーラス金属の製造方法の一工程を示す図である。
【図2】本発明の一実施形態に係るポーラス金属の製造方法の一工程を示す図である。
【発明を実施するための形態】
【0018】
以下に、本発明に係るポーラス金属の製造方法の実施形態を説明する。
本実施形態のポーラス金属の製造方法は、所定のガス雰囲気のチェンバー内に坩堝を配置し、前記坩堝内に収容した金属原料を加熱して溶解し、前記坩堝内の溶解された金属溶湯の温度と前記チェンバー内のガス圧力とを制御することにより前記金属溶湯中の溶存ガス濃度を制御し、溶存ガス濃度が制御された前記金属溶湯を冷却凝固してポーラス金属を製造する方法において、前記坩堝内の金属溶湯中に筒状の鋳型の下端側を浸漬し、前記鋳型を通じてポーラス金属の鋳塊を上方に連続的に引き出すようにしたものである。
【0019】
本発明者は、ポーラス金属への効率良い気泡の取り込み方法などを求めて、鋳造方式、ガス圧力、溶湯温度、冷却速度(引き出し速度)、抜熱方向(放熱方向)などを種々に変更し、得られるポーラス金属中の気孔の密度、成長方向、サイズ、分布状態等を鋭意、調査研究した。
その結果、鋳造方向を上出し(上方への鋳塊の引き出し)とすることで、ガス気泡の浮上分離を抑制し凝固界面に効率良くガス気泡(気孔)をトラップさせることが可能であるとともに、鋳造方向に対して垂直な断面内での気孔の分布を均一化させることが可能であることを見出した。
また、溶湯温度とガス圧力(混合ガスの場合には、各ガスのガス分圧)を制御することにより、ポーラス金属中の気孔密度を制御可能なことを見出した。更に、鋳造時の冷却速度と放熱方向を制御することで、ポーラス金属中の気孔の成長方向、サイズを制御可能なことを見出した。
【0020】
使用するガスについては特に制限はないが、溶湯温度や凝固前後での溶解度の変化の大きいガスが有効である。例えば、水素、窒素等、或いはそれらに不活性ガスを混合したガスなどが挙げられる。
鋳造する金属についても特に制限はないが、ヒートシンク材として使用する場合には、銅や銅合金若しくはアルミニウムやアルミニウム合金が有効である。なお、鋳造後のポーラス金属の加熱は、ガスの膨張による膨れや変形の原因になるため望ましくない。
【0021】
本発明によるポーラス金属の製造方法の、より具体的な一実施形態を以下に述べる。図1には、この実施形態によるポーラス金属鋳塊の製造方法に使用する装置の概略的な縦断面図を示す。
【0022】
図1に示すように、ポーラス金属鋳塊の製造装置は、所定のガス雰囲気で密閉状態とされるチェンバー1と、チェンバー1内に設置されるカーボン製の坩堝2と、坩堝2を支持する支持部材3と、坩堝2の外周に設けられ、坩堝2内の金属原料を加熱溶融する加熱手段である誘導加熱コイル5と、坩堝2内の金属溶湯M中に、連続鋳造時にはその下端部が挿入される筒状の鋳型6とを備えている。
【0023】
鋳型6はカーボン製であり、鋳型6の外周部には、銅製の水冷ジャケット7が一体的に設けられている。水冷ジャケット7には冷却水が供給され、水冷ジャケット7により鋳型6は冷却される。鋳型6及び水冷ジャケット7はチェンバー1の天井壁1aを貫通して垂直に設けられており、図示省略の駆動手段によって、鋳型6及び水冷ジャケット7は上下に昇降可能になっている。鋳型6内には、金属製のダミーバー8が摺動自在に設けられている。ダミーバー8は、鋳型6上方に設けられたピンチロール9により、鋳型6内を上下に昇降自在に設けられている。鋳型6の上部には、鋳型6とダミーバー8(連続鋳造時には引き上げられる鋳塊)との隙間を気密にシールするために、シリコンゴム製のリング状の耐熱シール10が設けられている。なお、ダミーバー8の先端部にカーボン等を嵌め込んだ構造としてもよい。
【0024】
チェンバー1の側壁には、チェンバー1内にガスを供給するガス供給管11と、チェンバー1内のガスを排気するガス排出管12とが設けられている。ガス供給管11には、ガス供給管11にガスを導入するガス供給系(図示せず)が接続され、このガス供給系には、ガス流量等を制御・調整するためのコントローラや流路を開閉制御するバルブなどを備えたガス供給量制御手段(図示せず)が設けられている。また、ガス排出管12には、チェンバー1内のガスを吸引排気するポンプや流路を開閉制御するバルブなどを備えたガス排気系(図示せず)が接続されている。チェンバー1内の圧力は圧力センサ(図示せず)で検出され、圧力センサの検出値に基づいて、ガス供給系のガス供給量やガス排気系のガス排気量が制御されることにより、チェンバー1内のガス圧は所定の圧力に制御される。
【0025】
また、坩堝2内の金属溶湯Mの温度を温度センサ(図示せず)で検出して、誘導加熱コイル5の通電量を制御することにより、坩堝2内の金属溶湯Mの温度が制御される。誘導加熱コイル5は、上下に複数ゾーンに分割されており、各ゾーンの温度を個別に制御できるようになっている。
【0026】
チェンバー1の底壁には、これを貫通して筒状の支持軸4が設けられている。支持軸4は、坩堝2を支持する支持部材3に連結されて支持部材3を支持している。坩堝2の底部には、多孔質のセラミックからなるポーラスプラグ13が埋め込んで設置されている。ポーラスプラグ13には、筒状の支持軸4内に配設されたガス導入管14が接続され、ガス導入管14からポーラスプラグ13にガスが導入される。ガス導入管14から導入されるガスは、ガス供給管11からチェンバー1内に供給されるガスと同一のガス又は同一のガスを含むガスである。ポーラスプラグ13に導入されたガスは、坩堝2の金属溶湯Mに吹き込まれて、金属溶湯M中の溶存ガス濃度の調整・均一化や、坩堝2内の金属溶湯Mの温度の均一化が図られる。
【0027】
次に、図1に示す製造装置を用いたポーラス金属の製造方法を述べる。
坩堝2内に所定の金属原料を投入し、誘導加熱コイル5によって、坩堝2内の金属原料を融解して金属溶湯Mとすると共に、金属溶湯Mの温度を制御する。
また、ガス供給管11から所定のガスをチェンバー1内に供給し、また必要に応じてポ
ーラスプラグ13から坩堝2内の金属溶湯M中にガスを吹き込んで、チェンバー1内を所定のガス圧(混合ガスの場合には所定のガス分圧)に制御する。金属溶湯M中のガス濃度は、平衡状熊では Sievertz の法則により、チェンバー1内の雰囲気ガスのガス圧力(混合ガスの場合にはガス分圧)の平方根に比例する。
チェンバー1内のガス圧力と金属溶湯Mの温度とを制御することにより、金属溶湯M内の溶存ガス濃度を制御することができる。
【0028】
金属溶湯M内の溶存ガス濃度が飽和状態等になった後に、鋳型6及び水冷ジャケット7を降下させて、鋳型6の下端部を所定長さだけ、坩堝2内の金属溶湯M中に浸漬させる。
次いで、ピンチロール9の駆動により、ダミーバー8を降下させて鋳型6内の金属溶湯Mの表面に接触させた後、ダミーバー8を所定の引上速度で引き上げて行く。これにより、図2に示すように、水冷ジャケット7で冷却された鋳型6及びダミーバー8によって、金属溶湯Mが冷却され凝固したポーラス金属の鋳塊15が、鋳型6内を通って上方に連続的に引き上げられる。この連続鋳造中には、鋳型6の下端部が金属溶湯M表面によりも常に一定長さだけ浸漬された状態に保たれるように、鋳型6及び水冷ジャケット7を所定速度で降下させる。
鋳型6を通過し、更にピンチロール9により引き上げられたポーラス金属の鋳塊15は、図示省略のフライングソー等により、連続鋳造時(又は連続鋳造後)に所定長さごとに切断される。
【0029】
チェンバー1内のガス圧力(ガス分圧)と金属溶湯Mの温度とを制御することにより、金属溶湯M内の溶存ガス濃度を制御でき、ポーラス金属鋳塊15の気孔密度を制御することが可能となる。
また、連続鋳造時のポーラス金属鋳塊15の引き出し速度と、鋳型6からの抜熱量とを制御することにより、鋳塊15の鋳造組織、鋳塊15中の気孔形状の制御が可能となる。例えば、遅い引き出し速度で上方への抜熱量を大きくした場合、鋳造組織は鋳造方向に太く長く伸びた組織となり、気孔も太いものが鋳造方向に長く伸びる。また、速い引き出し速度で鋳型からの抜熱量を大きくした場合、鋳造組織は比較的に細い組織が鋳造方向に垂直な断面方向に伸び、気孔も比較的細いものが鋳造方向に垂直な断面方向に伸びる。このように、鋳塊15の引き出し速度と鋳型6からの抜熱量とを変えることにより、気孔の成長方向と太さを制御することが可能である。
このように、ガス圧力(ガス分圧)、溶湯温度、引き出し速度、冷却量、鋳型からの抜熱量を制御することで、得られるポーラス金属鋳塊の気孔の密度、成長方向、サイズ、分布状態を制御することが可能である。
【0030】
次に、上記実施形態により製造したポーラス金属の鋳塊15を使用したヒートシンク等の製造方法を述べる。
上記実施形態のポーラス金属の製造方法により、鋳造方向(筒状の鋳型6の軸心方向)に気泡が伸びたポーラス金属の鋳塊15を、フライングソーなどで鋳造方向に垂直に切断し、この切断した異方性を有するポーラス金属部材を用いてヒートシンクを作製する。即ち、このポーラス金属部材の切断面に垂直な前記鋳造方向をヒートシンクの厚さ方向とし、切断面を半導体素子が実装される実装面としてヒートシンクを作製する。これにより、厚さ方向の熱伝導性が良好で、実装面内での半導体素子との線膨張率のミスマッチを緩和させることが可能な異方性を有するヒートシンクが得られる。
【0031】
また、上記実施形態のポーラス金属の製造方法において、鋳型6に円筒状のものを用い、鋳造方向に垂直な断面が円であるポーラス金属鋳塊15を製造し、得られた円形断面のポーラス金属鋳塊15を、鋳造方向に押し出すか引き抜くことによって、加工硬化させたポーラス金属棒若しくはポ−ラス金属線が得られる。
更に、上記実施形態のポーラス金属の製造方法において、鋳型6に矩形筒状のものを用
い、鋳造方向に垂直な断面が矩形であるポーラス金属鋳塊15を製造し、得られた矩形断面のポーラス金属鋳塊15を、鋳造方向に圧延することによって、加工硬化させたポーラス金属板若しくはポ−ラス金属条が得られる。
【0032】
なお、上記実施形態の製造方法では、連続鋳造時の金属溶湯M表面の降下速度に合わせて鋳型6を降下させたが、連続鋳造時に鋳型6を固定する一方、支持軸4を上昇させることによって坩堝2を所定速度で上昇させて、坩堝2内の金属溶湯M表面を一定の位置に保つようにしても良い。または、坩堝2内の底部に坩堝2内を昇降可能で且つ液密に仕切ることができる仕切板を設け、連続鋳造時に、この仕切板を所定速度で上昇させることによって、坩堝2内の金属溶湯M表面の位置を一定に保つように、或いは、鋳型6内に金属溶湯Mを流し込むようにして、連続鋳造を行うようにしても良い。
【実施例】
【0033】
次に、本発明の実施例を説明する。
本実施例では、上記実施形態で使用した図1に示す製造装置を用いてポーラス金属鋳塊を製造した。
【0034】
チェンバー1には、ガス供給管11から水素ガスを供給し、チェンバー1内を大気圧で100%H2雰囲気とした。また、連続鋳造前に、アルミナ製のポーラスプラグ13から坩堝2内の金属溶湯M中に水素ガスを吹き込んだ。坩堝2(溶解炉)はカーボン製で内径200mmの円状断面のものを用い、坩堝2内には原材料となる純銅10kgを入れた。鋳型6はカーボン製で内径30mmの円筒状のものを用いた。ダミーバー8は純銅製の丸棒を用いた。
【0035】
誘導加熱コイル5に通電することにより加熱を開始し、坩堝2内の純銅10kgを溶解させた。金属溶湯Mの表面の被覆は行わず、H2雰囲気と接触した状態にした。鋳型6の先端は金属溶湯M表面より10mmほど浸漬した状態になるように高さ方向の位置を調節し、連続鋳造中にも、この状態が維持されように鋳型6を降下させた。ダミーバー8を鋳型6内の金属溶湯Mに接触させた後、ピンチロール9によりダミーバー8を上方に引き出すことで鋳造を開始した。引上速度(鋳造速度)は50mm/分とし、鋳型6の水冷ジャケット7の冷却水流量を調整して、鋳型6内の抜熱方向が斜め上方になるように制御した。これにより凝固界面で析出したH2ガス相は、鋳造組織と同様に斜め上方に伸びたものとなった。
【0036】
鋳造終了後、得られたポーラス金属鋳塊15の鋳造方向に垂直な断面の組織と気孔率を確認した。平均結晶粒径は約2mm、気孔率は約20%であった。
得られた鋳造ロッドの表面の酸化物を面削りにより除去後、冷間伸線により直径10mmのポーラス銅棒とした。これを厚さ2mmでスライスし、円盤状のヒートシンクとした。この実施例のヒートシンクと比較するために、比較材のヒートシンクとして、通常の鋳造・押出しによって製造された純銅製の鋳塊から、直径10mm、厚さ2mmのヒートシンクを作製した。
本実施例及び比較材のヒートシンクに断面サイズ5mm×5mmのSiチップを半田でボンディングし、125℃と室温との間で3000回のヒートサイクルを加えた。その結果、比較例のヒートシンクではSiチップのコーナー付近の半田との界面にクラックが発生したのに対し、実施例のヒートシンクではクラックは全く発生しなかった。また、実施例及び比較材のヒートシンクの厚さ方向(実施例では鋳造方向)の熱伝導率、Siチップ接合面方向の熱膨張率、ヤング率を測定したところ、表1のような結果が得られた。表1に示すように、本実施例のヒートシンクでは、比較例のヒートシンクと同等の熱伝導率にもかかわらず、熱膨張率、ヤング率ともに比較例のヒートシンク材よりも低く、Siとの熱膨張率のミスマッチを緩和できることがわかった。
【0037】
【表1】
【0038】
上記実施例では、製造したポーラス金属の鋳塊をヒートシンクに適用したが、これ以外の用途として、免振材や衝撃吸収材、防音材の他、燃料電池の電極、水冷ヒートシンク等が考えられる。
【符号の説明】
【0039】
1 チャンバー
2 坩堝
3 支持部材
4 支持軸
5 誘導加熱コイル
6 鋳型
7 水冷ジャケット
8 ダミーバー
9 ピンチロール
10 耐熱シール
11 ガス供給管
12 ガス排出管
13 ポーラスプラグ
14 ガス導入管
15 鋳塊
M 金属溶湯
【特許請求の範囲】
【請求項1】
所定のガス雰囲気のチェンバー内に坩堝を配置し、前記坩堝内に収容した金属原料を加熱して溶解し、前記坩堝内の溶解された金属溶湯の温度と前記チェンバー内のガス圧力とを制御することにより前記金属溶湯中の溶存ガス濃度を制御し、溶存ガス濃度が制御された前記金属溶湯を冷却凝固してポーラス金属を製造する方法において、
前記坩堝内の金属溶湯中に筒状の鋳型の下端側を浸漬し、前記鋳型を通じてポーラス金属の鋳塊を上方に連続的に引き出すようにしたことを特徴とするポーラス金属の製造方法。
【請求項2】
前記坩堝の下部にポーラスプラグを設け、前記ポーラスプラグから前記坩堝内の金属溶湯中に、前記チェンバー内と同一のガスを含む気泡を供給することを特徴とする請求項1に記載のポーラス金属の製造方法。
【請求項3】
前記鋳型でポーラス金属の鋳塊が鋳造される際の冷却速度と抜熱方向を制御することにより、前記金属溶湯が凝固する時に過飽和となったガスによって鋳塊中に析出する気泡の密度、成長方向、サイズ、分布状態を制御するようにしたことを特徴とする請求項1又は2に記載のポーラス金属の製造方法。
【請求項4】
前記筒状の鋳型内に移動可能に設けられたダミーバーを、前記鋳型に挿入して前記坩堝内の金属溶湯面に接触させた後、前記ダミーバーを引き上げることによって、ポーラス金属の鋳塊の成長を開始するようにしたことを特徴とする請求項1〜3のいずれかに記載のポーラス金属の製造方法。
【請求項5】
前記筒状の鋳型の外周に、前記鋳型を冷却する水冷ジャケットが設けられていることを特徴とする請求項1〜4のいずれかに記載のポーラス金属の製造方法。
【請求項6】
前記筒状の鋳型の横断面が、円形又は矩形であることを特徴とする請求項1〜5のいずれかに記載のポーラス金属の製造方法。
【請求項7】
請求項1〜6のいずれかに記載のポーラス金属の製造方法により製造された、鋳造方向に気泡が伸びた前記ポーラス金属の鋳塊を、鋳造方向に垂直に切断し、この切断したポーラス金属部材を用いてヒートシンクを作製することを特徴とするヒートシンクの製造方法。
【請求項1】
所定のガス雰囲気のチェンバー内に坩堝を配置し、前記坩堝内に収容した金属原料を加熱して溶解し、前記坩堝内の溶解された金属溶湯の温度と前記チェンバー内のガス圧力とを制御することにより前記金属溶湯中の溶存ガス濃度を制御し、溶存ガス濃度が制御された前記金属溶湯を冷却凝固してポーラス金属を製造する方法において、
前記坩堝内の金属溶湯中に筒状の鋳型の下端側を浸漬し、前記鋳型を通じてポーラス金属の鋳塊を上方に連続的に引き出すようにしたことを特徴とするポーラス金属の製造方法。
【請求項2】
前記坩堝の下部にポーラスプラグを設け、前記ポーラスプラグから前記坩堝内の金属溶湯中に、前記チェンバー内と同一のガスを含む気泡を供給することを特徴とする請求項1に記載のポーラス金属の製造方法。
【請求項3】
前記鋳型でポーラス金属の鋳塊が鋳造される際の冷却速度と抜熱方向を制御することにより、前記金属溶湯が凝固する時に過飽和となったガスによって鋳塊中に析出する気泡の密度、成長方向、サイズ、分布状態を制御するようにしたことを特徴とする請求項1又は2に記載のポーラス金属の製造方法。
【請求項4】
前記筒状の鋳型内に移動可能に設けられたダミーバーを、前記鋳型に挿入して前記坩堝内の金属溶湯面に接触させた後、前記ダミーバーを引き上げることによって、ポーラス金属の鋳塊の成長を開始するようにしたことを特徴とする請求項1〜3のいずれかに記載のポーラス金属の製造方法。
【請求項5】
前記筒状の鋳型の外周に、前記鋳型を冷却する水冷ジャケットが設けられていることを特徴とする請求項1〜4のいずれかに記載のポーラス金属の製造方法。
【請求項6】
前記筒状の鋳型の横断面が、円形又は矩形であることを特徴とする請求項1〜5のいずれかに記載のポーラス金属の製造方法。
【請求項7】
請求項1〜6のいずれかに記載のポーラス金属の製造方法により製造された、鋳造方向に気泡が伸びた前記ポーラス金属の鋳塊を、鋳造方向に垂直に切断し、この切断したポーラス金属部材を用いてヒートシンクを作製することを特徴とするヒートシンクの製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2010−162573(P2010−162573A)
【公開日】平成22年7月29日(2010.7.29)
【国際特許分類】
【出願番号】特願2009−6241(P2009−6241)
【出願日】平成21年1月15日(2009.1.15)
【出願人】(000005120)日立電線株式会社 (3,358)
【公開日】平成22年7月29日(2010.7.29)
【国際特許分類】
【出願日】平成21年1月15日(2009.1.15)
【出願人】(000005120)日立電線株式会社 (3,358)
[ Back to top ]