
マイクロコイル状導電体を含有した熱可塑性樹脂成形体
【課題】 高結晶化により耐熱性を備えると共に、寸法安定性を確保し、成形サイクルを短縮する材料からなる結晶性熱可塑性樹脂成形体を提供する。
【解決手段】 成形体中にマイクロコイル状導電体を含む結晶性熱可塑性樹脂で、熱可塑性樹脂としては半結晶化時間が30sec以上であることを特徴とする結晶性熱可塑性樹脂成形体。
【解決手段】 成形体中にマイクロコイル状導電体を含む結晶性熱可塑性樹脂で、熱可塑性樹脂としては半結晶化時間が30sec以上であることを特徴とする結晶性熱可塑性樹脂成形体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、自動車用車体部品として好適に使用される自動車用内装部品に係わり、さらに詳細には、成形性、耐熱性、寸法安定性に優れる自動車用車体部品等に用いられる熱可塑性樹脂成形体に関するものである。
【背景技術】
【0002】
従来から、ドアトリム基材、ピラーガーニッシュ等の自動車用内装部品の射出成形体には、耐熱性を向上させる為に、充填材として無機フイラーを含有させた複合構造のものが使用されている。
【0003】
上記自動車用内装部品の複合構造の射出成形体の基材樹脂としては、部品重量低減効果、耐光性、耐薬品性などが優れ、さらにコスト的に有利であることなどから、ポリオレフィン系樹脂が使用されている。一方、上記自動車用内装部品の複合構造の射出成形体の充填材に用いられる無機フィラーとして、タルク、ガラス繊維などを配合することによって、耐熱性材料が得られることが知られている。
【0004】
従来、こうしたポリオレフィン系樹脂を基材樹脂とし、タルク、ガラス繊維の無機フィラーを充填材として含有させた複合構造の射出成形体を用いてなる自動車用内装部品は、取り扱い易く安価であるため、ドアトリム、ピラーガーニッシュ等の様々な分野で多用されてきた。そして、その利便性の良さゆえ、主に使い捨てにされることが多かった。これらのポリオレフィン系樹脂を基材樹脂とする自動車用内装部品の射出成形体は、焼却すると紙ゴミ等よりも燃焼熱量が高く、焼却炉を傷めてしまう恐れがある。また、埋め立て処理すると、上記射出成形体の基材樹脂であるポリオレフィン系樹脂は自然環境下での分解速度が極めて遅いため半永久的に地中に残存し、地球環境を破壊するという問題がある。さらに、上記射出成形体の基材樹脂であるポリオレフィン系樹脂は、原料が石油由来であることから、焼却すると、大気中のCO2量が増加し、地球温暖化を招く可能性がある。
【0005】
そこで、近年、エコロジー製品として、植物由来材料を利用した樹脂部品が注目されており、植物由来材料を用いた成形加工品等も提案されている(特許文献1参照。)。こうした植物由来樹脂は、焼却しても通常のプラスチックより燃焼熱量が低く、埋め立て処理しても、自然環境下において炭酸ガスと水とに分解されるため、環境に無害な樹脂である。さらに植物由来樹脂は、原料が植物であることから、焼却時に発生するCO2が少なくなる利点がある。
【特許文献1】特開2000−72961号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
植物由来材料としては、上記特許文献1に記載のように、ポリ乳酸または乳酸とヒドロキシカルボン酸のコポリマーを主成分とする熱可塑性ポリマー組成物からなる部品がある。しかしながら、ポリ乳酸または乳酸とヒドロキシカルボン酸のコポリマーを主成分とする熱可塑性ポリマー組成物は、従来のポリオレフィン系樹脂(石油由来樹脂)材料と比較すると、結晶化度が劣り、十分な耐熱性を有するものではないという問題があった。
【0007】
ポリ乳酸樹脂の結晶化を促進させることを目的とした開発については種々報告されてはいるものの、寸法安定性、成形サイクルの面で現実性のある安価な自動車用内装部品に関する報告については見当たらないのが実情である。
【0008】
例えば、ポリ乳酸樹脂の結晶化を促進させることを目的として、成形後に部品を高温槽内でアニールする方策が提案されている。しかしながら、この場合、部品局所における温度勾配が発生し、結晶構造が不均一になり、寸法安定性が損なわれる課題がある。
【0009】
また、ポリ乳酸樹脂の結晶化促進のために、タルク、マイカなどの無機フィラー、天然繊維などの結晶核剤を含有させることにより、結晶化速度を加速することが可能であるが、所望する成形サイクルを達成させる為には不十分である。
【0010】
本発明は、このような従来技術の有する課題に鑑みてなされたものであって、その目的とするところは、高結晶化により耐熱性を備えると共に、寸法安定性を確保し、成形サイクルを短縮する材料からなる自動車用内装部品等として用いられる結晶性熱可塑性樹脂成形体を提供することにある。
【課題を解決するための手段】
【0011】
本発明者は、上記課題を解決すべく鋭意研究を重ねた結果、自動車用内装部品等に用いられる結晶性熱可塑性樹脂成形体を、基材樹脂に所定のマイクロコイル状導電体を含有した複合構成とすることにより、上記課題が解決できることを見出し、本発明を完成するに至った。
【0012】
即ち、本発明の目的は、成形体中にマイクロコイル状導電体を含む結晶性熱可塑性樹脂で、熱可塑性樹脂としては半結晶化時間が30sec以上であることを特徴とする結晶性熱可塑性樹脂成形体により達成されるものである。
【発明の効果】
【0013】
本発明によれば、成形体中にマイクロコイル状導電体を含む結晶性熱可塑性樹脂(からなる複合構成)とし、熱可塑性樹脂として半結晶化時間が30sec以上であるものを用いることにより、十分な耐熱性を付与することができる。これは、基材樹脂に植物由来のポリ乳酸樹脂等を用いた場合であっても、成形体中に均一に分散されたマイクロコイル状導電体への電磁波照射による発熱現象を利用して結晶化促進させることができる。その結果、高結晶化を図ることができ、十分な耐熱性を付与することができるものである。
【0014】
また、本発明によれば、成形体中にマイクロコイル状導電体を含有させることで、成形後に部品を高温槽内でアニールさせる必要が無いので、部品局所における温度勾配が発生し、結晶構造が不均一になり、寸法安定性が損なわれる問題点を解消することができる。すなわち、本発明では、成形後に、成形体中に均一分散化されたマイクロコイル状導電体に電磁波照射して結晶化促進させることができる。そのため、部品局所における温度勾配が極めて発生しにくく、成形体全体を好適な結晶温度に保持することができ、結晶化促進によって結晶構造が均一なものになり、十分な寸法安定性を確保することができるものである。
【0015】
さらに、本発明によれば、成形体中にマイクロコイル状導電体を含有させることで、結晶核剤として機能するタルク、マイカ等の無機フィラーや天然繊維を含有させた場合では不十分であった成形サイクルを大幅に短縮し向上させることができるものである。
【0016】
その結果、耐熱性、寸法安定性に加え、成形サイクルの面からも現実性のある安価な樹脂成形体を提供することができるものであり、自動車用車体部品、特に自動車用内装部品などに好適に使用することができる。そして、こうした効果は、基材樹脂である熱可塑性樹脂として半結晶化時間が30sec以上であるものを用いることで、顕著な効果を奏することができるものである。
【発明を実施するための最良の形態】
【0017】
本発明の結晶性熱可塑性樹脂成形体は、成形体中にマイクロコイル状導電体を含む結晶性熱可塑性樹脂で、熱可塑性樹脂としては半結晶化時間が30sec以上であることを特徴とするものである。マイクロコイル状導電体は、所定の電磁波を照射することにより、発熱することが知られている。マイクロコイル状導電体は、無機フィラーや天然繊維と同様に結晶核剤としての効果もあるが、本発明では成形体に電磁波を照射することにより、マイクロコイル状導電体の発熱が成形体の局所にわたり均一な状態で、樹脂により特有の好適な結晶温度に保つことが可能である。このため、従来、成形後に部品を高温槽内でアニールする際に必要だった所定の成形サイクル(冷却時間)を短縮でき、かつ寸法安定性に優れた自動車用内装部品等として利用される結晶性熱可塑性樹脂成形体を提供することが可能となる。
【0018】
すなわち、本発明に係わる結晶性熱可塑性樹脂成形体は、基材樹脂として、半結晶化時間が30秒以上である熱可塑性樹脂、例えば、ポリ乳酸樹脂およびこれらのブレンドから選ばれた少なくとも1種の基材樹脂と、それに含有される充填材として、マイクロコイル状導電体、すなわち、カーボンからなるマイクロコイル状導電体とを備え、マイクロコイル状導電体の含有率が、例えば、重量含有率で好ましくは0.1〜50%、より好ましくは0.1〜20%程度備えている構成とし、自動車用内装部品におけるこのような構成を前述した課題を解決するための手段としたことを特徴としている。
【0019】
なお、基材樹脂としては、好適な結晶化温度におけるDSC(示差走査熱量計)で求められる半結晶化時間が30秒以上である樹脂に適用するものであり、上記ポリ乳酸樹脂、ポリエチレンテレフタレート樹脂およびこれらのブレンドからなる1種の基材樹脂に限定されるものではない。
【0020】
また、本発明に係わる車両のドアトリム用基材、ピラーガーニッシュ用基材などの自動車用車体部品は、本発明に係わる上記マイクロコイル状導電体を含有した結晶性熱可塑性樹脂成形体からなることを特徴としている。
【0021】
上述の如く、本発明に係わる自動車用内装部品等に用いられるマイクロコイル状導電体を含有した結晶性熱可塑性樹脂成形体は、充填材としてマイクロコイル状導電体を含有した結晶性熱可塑性樹脂で、熱可塑性樹脂としては半結晶化時間が30sec以上であることを特徴とするものである。
【0022】
以下、本発明のマイクロコイル状導電体を含有してなる結晶性熱可塑性樹脂成形体について、詳細に説明する。なお、本明細書において「%」は、特記しない限り質量百分率を示す。
【0023】
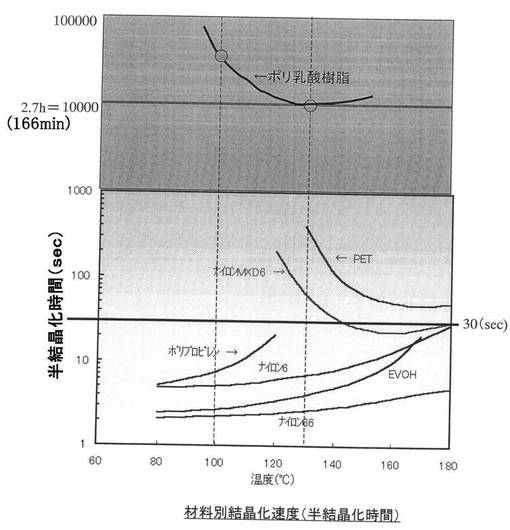
上記熱可塑性樹脂としては、半結晶化時間が30sec以上である熱可塑性樹脂に適用するものである。より詳しくは、好適な結晶化温度におけるDSC(示差走査熱量計)で求められる半結晶化時間が、30秒以上である熱可塑性樹脂に適用するものである。ここでいう好適な結晶化温度は、樹脂を最も早く結晶化させることができる温度±5℃の範囲をいう。更に、樹脂を最も早く結晶化させることができる温度の決め方は、横軸に温度(℃)、縦軸に半結晶化時間(min)のチャートを作成したときの、縦軸極小点における温度(℃)とする。この点を図面を用いて説明する。図1は、樹脂材料別の結晶化速度(半結晶化時間)を表す図面である。図1に示す樹脂材料のうちポリ乳酸樹脂を例に取れば、樹脂を最も早く結晶化させることができる温度である、横軸に温度(℃)、縦軸に半結晶化時間(min)のチャートを作成したときの縦軸極小点(図中の丸で囲った部分)における温度(℃)=130℃となる。よって、好適な結晶化温度は、130℃±5℃となり、この温度域が図1の半結晶化時間30secのラインよりも上方に位置していればよいことになる。因みに、ポリ乳酸樹脂では、図1に示すように、好適な結晶化温度(130℃)での半結晶化時間は、約10000sec=2.7h=166minと決められる。本発明では、こうした半結晶化時間の要件を満足する熱可塑性樹脂に適用することで、所望の効果を奏することができるものである。
【0024】
上記半結晶化時間の要件を満足する熱可塑性樹脂としては、特に制限されるものではないが、例えば、ポリ乳酸樹脂、ポリエチレンテレタレート(PET)樹脂およびこれらのブレンドからなる1種のポリエステル系樹脂などの熱可塑性樹脂が挙げられる。好ましくは、自然環境下での分解速度の速い植物由来材料を利用した熱可塑性樹脂が望ましい。植物由来材料を利用した熱可塑性樹脂としては、例えば、ポリ乳酸または乳酸とヒドロキシカルボン酸のコポリマーを主成分とする熱可塑性ポリマー組成物のようなポリ乳酸樹脂などが挙げられる。これは、本発明では、植物由来材料の利点を生かした上で、植物由来材料が抱える耐熱性、寸法安定性、成形サイクルの面で現実性のある安価な部品の提供が困難であるといった従来の問題点を解決することができるためである。すなわち、本発明では、植物由来材料であるポリ乳酸樹脂やPETなどのように、多くの優れた特性を持つ反面、結晶化速度が遅く(=半結晶化時間が30秒以上)、所望の性能を発現させる上で課題があった熱可塑性樹脂材料において、特に顕著な作用効果を奏することができるものである。ただし、本発明ではこれらに限定されるものではない。例えば、図1にあるナイロンMXD6なども上記半結晶化時間の要件を満足することができるため、本発明に用いることもできる。
【0025】
上記マイクロコイル状導電体の材質としては、特に制限されるものではなく、例えば、カーボン、銅、鉄、アルミニウムおよびこれらのブレンドあるいはこれらの任意の組合せなどが挙げられる。好ましくはカーボンである。かかるマイクロコイル状のカーボン導電体としては、例えば、カーボンマイクロコイル、カーボンナノコイルなどが挙げられる。ただし、本発明ではこれらに限定されるものではない。こうしたマイクロコイル状導電体を充填材として成形体中に含有させることにしたのは、基材樹脂中に含有された状態であっても電磁波を照射した際に自己発熱作用を奏することができるという、マイクロコイル状の導電体に特有の現象を有効に発現することができるためである。なお、マイクロサイズの導電体には、例えば、カーボンナノチューブやカーボンナノホーンや導電性フラーレンなども含まれるが、こうしたコイル状でないマイクロ導電体では、無機フィラーや天然繊維と同様に結晶核剤となり得るが、自己発熱作用は得られない。そのため、コイル状でないマイクロ導電体だけを含有する熱可塑性樹脂成形体では、その結晶化度が低く耐熱性が不十分となる為、本発明の必須要件としていない。ただし、本発明の作用効果を損なわない範囲内であれば、こうしたコイル状でないマイクロ導電体を含んでいても良いことは言うまでもない。同様に、従来公知に他の充填材、例えば、タルク、マイカなどの無機フィラーや天然繊維に関しても、本発明の作用効果を損なわない範囲内であれば、本発明の成形体に含めても良いことは言うまでもない。なお、カーボンマイクロコイルなどのマイクロコイル状導電体は、それ自体にL−C−R共振回路を構成する機能を持っている。マイクロコイル状導電体に電磁波を照射した際の自己発熱作用は、導電体が電磁波を吸収し共振することにより熱変換することで生じるものといえる。マイクロコイル状導電体の自己発熱作用(電子レンジ理論)を発現させるのに適した交流電磁波は、例えば、共振周波数fにより求めることができるが、成形体について予め電磁波照射による温度変化を測定することにより最適な電磁波照射条件を決定するようにしてもよい。
【0026】
共振周波数f=1/(2π(√LC))
L:インダクタンス(コイルの電磁誘導特性)
C:キャパシタンス(電界に対しての誘電特性)
R:レジスタンス(導電特性)
例えば、後述する実施例に示すように、カーボンマイクロコイルやカーボンナノコイルを含有するポリ乳酸樹脂成形体の場合には、100GHz程度の電磁波を照射することで、マイクロコイル状導電体の発熱が成形体の局所にわたり均一な状態で、樹脂により特有の好適な結晶温度(例えば、ポリ乳酸樹脂成形体の温度を110℃)に保つことができる。
【0027】
前記熱可塑性樹脂成形体中に含まれる前記マイクロコイル状導電体の含有量としては、0.05〜60質量%の範囲であればよいが、0.1〜50質量%とすることが望ましく、より好ましくは0.5〜10質量%の範囲である。マイクロコイル状導電体の含有量が0.05質量%未満だと所望する結晶化度を達成するのが困難となる場合があり、60質量%を超える場合には、期待する機械強度が確保できないおそれがあるばかりでなく、製造面でも課題が出るおそれがあり好ましくない。ただし、本発明では、上記範囲を外れるものであっても、本発明の作用効果を有効に奏することができる場合には、本発明に含まれるものであることはいうまでもない。
【0028】
前記熱可塑性樹脂成形体中に含まれる前記マイクロコイル状導電体の平均長さ(平均コイル長)としては、0.005〜60mmの範囲であればよいが、0.01〜50mmとすることが望ましく、より好ましくは0.05〜1.0mmの範囲である。マイクロコイル状導電体の平均コイル長が0.005mm未満だとマイクロコイル状導電体を製造するのが困難となり、60mmを超える場合には、期待する機械強度を確保するのが困難となるため好ましくない(後述する表1〜3の実施例1〜25のコイル製造の欄参照)。ただし、本発明では、上記範囲を外れるものであっても、本発明の作用効果を有効に奏することができる場合には、本発明に含まれるものであることはいうまでもない。
【0029】
前記熱可塑性樹脂成形体中に含まれる前記マイクロコイル状導電体の平均径(平均ファイバ径ないし平均繊維径)としては、0.01〜100μmとすることが望ましく、より好ましくは1.0〜50μmの範囲である。マイクロコイル状導電体の平均径が0.01μm未満だとマイクロコイル状導電体を製造するのが困難となり、100μmを超える場合には、期待する耐熱性を確保するのが困難となるため好ましくない(後述する表1〜3の実施例1〜25のコイル製造の欄参照)。ただし、本発明では、上記範囲を外れるものであっても、本発明の作用効果を有効に奏することができる場合には、本発明に含まれるものであることはいうまでもない。
【0030】
前記熱可塑性樹脂成形体中に含まれる前記マイクロコイル状導電体の平均コイルピッチとしては、0.0008〜20μmの範囲であればよいが、0.001〜10μmとすることが望ましく、より好ましくは0.005〜0.1μmの範囲である。マイクロコイル状導電体の平均ピッチが0.0008μm未満だとマイクロコイル状導電体のピッチを製造するのが困難となり、20μmを超える場合には、期待する耐熱性を確保するのが困難となるため好ましくない(後述する表1〜3の実施例1〜25のコイル製造の欄参照)。ただし、本発明では、上記範囲を外れるものであっても、本発明の作用効果を有効に奏することができる場合には、本発明に含まれるものであることはいうまでもない。
【0031】
上記マイクロコイル状導電体の平均コイル長、平均径、平均ピッチは、いずれもSEM(走査電子顕微鏡)によりマイクロコイル状導電体の外観を観察し、その算術平均値を算出した求めることができる。
【0032】
また、マイクロコイル状導電体についても、例えば、後述する実施例に示すように、予めマイクロコイル状導電体の含有量(含有率)、平均コイル長、平均コイル径、平均ピッチなどを変えて性能評価実験(成形サイクル、機械強度、耐熱性、寸法安定性など)を行うことにより最適な条件を決定するようにしてもよい。このことは、上述した熱可塑性樹脂材料についても同様である。
【0033】
また、上記マイクロコイル状導電体の製造方法としては、特に制限されるものではない。例えば、特開平11−124740号公報に記載の方法などを利用して、適宜製造条件を調整することにより、所望のコイル長さ、コイルの繊維径、コイルのピッチのものを得ることができる。より詳しくは、同報にあるように、繊維金属よりなる触媒を設けた基板上に、5b族化合物または6b族化合物よりなる不純物ガスと炭素原料ガスとをキャリアガスと共に供給し、上記炭素原料ガスを600〜900℃の温度下において熱分解させてカーボンマイクロコイルを製造する方法であって、上記熱分解の際にはその反応領域に静磁場を与えることでマイクロコイルを作製することができる。なお、本発明では、上記公報に記載の製造方法に何ら制限されるものではなく、例えば、中山喜萬、“カーボンナノコイル成長のおける触媒効果”、表面科学Vol.25,No.6,pp.332−338,2004などに記載されている製造方法、さらにはこの文献の中で引用されている1〜24の文献など、従来公知のマイクロコイル(ナノコイルを含む)の製造方法を用いて適宜製造することができることはいうまでもない。また、本発明では、既に市販されているマイクロコイル(ナノコイルを含む)を用いてもよい。
【0034】
また、本発明の成形体は、従来技術で説明したように、マイクロコイル状導電体を含む樹脂組成物を射出成形法など従来公知の成形法を用いて成形することができる。さらに、本発明では、成形後の部品(成形体)に所定の電磁波を照射することにより、マイクロコイル状導電体の発熱が成形体の局所にわたり均一な状態で、樹脂により特有の好適な結晶温度に保ち結晶化促進を行うことで、所望の成形体を作製することができるものである。
【0035】
なお、本発明の成形体中(主に、熱可塑性樹脂成分)には、製品(部品)に求められる要求性能を有効に発現させることができるように、必要に応じて、適当な各種添加剤などが適量配合されていてもよいことは言うまでもない。こうした添加剤としては、例えば、酸化防止剤及び熱安定剤(例えば、ヒンダードフェノール、ヒドロキノン、チオエーテル、ホスファイト類及びこれらの置換体及びその組み合わせを含む)、紫外線吸収剤(例えばレゾルシノール、サリシレート、ベンゾトリアゾール、ベンゾフェノン等)、滑剤、離型剤(例えばシリコン樹脂、モンタン酸及びその塩、ステアリン酸及びその塩、ステアリルアルコール、ステアリルアミド等)、染料(例えばニトロシン等)、顔科(例えば硫化カドミウム、フタロシアニン等)を含む着色剤(発光性ないし蛍光性の染料や顔料も含む)、添加剤添着液(例えばシリコンオイル等)、及び結晶核剤(例えばタルク、カオリン等)などを単独又は適宜組み合わせて添加することができる。
【0036】
本発明の結晶性熱可塑性樹脂成形体の使用用途としては、以下に説明する自動車用車体部品、特に自動車用内装部品に好適に使用することができるものであるが、これらに制限されるものではない。例えば、航空機、電車などの内装部品など、成形性、耐熱性、寸法安定性が求められる各種製品(部品)に幅広く適用することができるものである。
【0037】
次に、本発明の自動車用車体部品は、上述した本発明の結晶性熱可塑性樹脂成形体を用いてなることを特徴とするものである。これにより、成形性、耐熱性、寸法安定性に優れる自動車用車体部品として好適に使用される自動車用内装部品を提供することができるものである。本発明の自動車用車体部品では、特に本発明の結晶性熱可塑性樹脂成形体を自動車用内装部品の射出成形体の部分に適用することができるものであり、例えば、ドアトリム基材、ピラーガーニッシュ等の自動車用内装部品などに幅広く適用することができるものである。
【実施例】
【0038】
以下、本発明を実施例及び比較例により更に詳細に説明するが、本発明はこれらの実施例のみに限定されるものではない。
【0039】
(性能評価方法)
下記表1〜3に示す実施例1〜25と比較例1〜3との材料構成にて得られた射出成形体ISOTypeA多目的試験片を後加工し、目的とする成形体を得た。得られた成形品の成形サイクル、機械強度、耐熱性を評価した。寸法安定性については、下記に示す測定法により評価した。結果をそれぞれ表1〜3に併記する。
【0040】
なお、結果を示す○、△、×については後述する各評価方法にて説明する。
【0041】
(成形サイクル評価法)
各例の成形体の成形サイクル(冷却時間)を計測した。成形サイクルについては、実施例2の結果を○(基準)として相対評価を行った。×は1.5倍以上の時間を要するものである。
【0042】
(機械強度)
各例の成形体を用い、ISO 527の引張り試験を行い、引張り強度を測定した。引張り強度については、実施例2の結果を○(基準)として相対評価を行った。△劣るもの、×は著しく劣るものを示す。
【0043】
(耐熱性)
各例の成形体を用い、ISO 75(0.45MPa)の荷重たわみ温度測定を測定した。荷重たわみ温度については、爽施例2の結果を○(基準)として相対評価を行った。△劣るもの、×は著しく劣るものを示す。
【0044】
(寸法安定性)
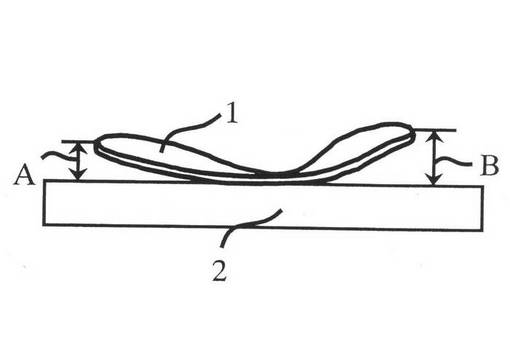
各例の円板シート試験片(200mmφ×2.Omm(厚さ))を成形、後加工し、図2に示すように、該円板シート試験片1を定盤2に置き、成形品の変形量(A+B)/2を測定し、判定した。尚、図2中のAおよびBは、それぞれ円板シート試験片の返り寸法である。実施例2の結果を○(基準)として相対評価を行った。×は著しく劣るものを示す。
【0045】
また、下記表1〜3に示す実施例1〜25で用いたカーボンマイクロコイル状導電体の製造についても評価を行った。これは、上記した特開平11−124740号公報に記載の方法に準じてカーボンマイクロコイル状導電体の製造を行った際に、実施例2の結果を○(基準)として相対評価を行った。△は、マイクロコイル状導電体を製造するのが比較的困難ないし比較的収量が得られなかったものである。結果をそれぞれ表1〜3の「コイル製造」の欄に併記する。
【0046】
また、下記表1〜3に示す実施例1〜25に充填材として用いたカーボンマイクロコイル状導電体の括弧内の充填材長さ、充填材径、充填材ピッチは、順にカーボンマイクロコイル状導電体の平均長さ(平均コイル長)、平均径(平均ファイバ径ないし平均繊維径)、平均ピッチ(平均コイルピッチ)を表すものとする。
【0047】
(実施例1)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.1mm、充填材径:50μm、充填材ピッチ:0.01μm)の含有率が0.1質量%になるよう、ポリ乳酸樹脂(Cargill Dow社、ポリ乳酸樹脂3001D)に混練して、成形条件として金型温度110℃、冷却時間30sec条件下で樹脂成形体(射出成形体ISOTypeA多目的試験片)を得た。得られた成形体を後加工として、成形体の温度が110℃を保持するよう100GHzの電磁波を120sec照射し成形体を得た。
【0048】
(実施例2)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.1mm、充填材径:50μm、充填材ピッチ:0.01μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の捜作を繰り返し、成形体を得た。
【0049】
(実施例3)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.1mm、充填材径:50μm、充填材ピッチ:0.01μm)の含有率が50質量%になるよう、混練した以外は実施例1と同様の榛作を繰り返し、成形体を得た。
【0050】
(実施例4)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.01mm、充填材径:50μm、充填材ピッチ:0.01μm)の含有率が0.1質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0051】
(実施例5)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.01mm、充填材径:50μm、充填材ピッチ:0.01μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0052】
(実施例6)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.01mm、充填材径:50μm、充填材ピッチ:0.01μm)の含有率が50質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0053】
(実施例7)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:50mm、充填材径:50μm、充填材ピッチ:0.01μm)の含有率が0.1質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0054】
(実施例8)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:50mm、充填材径:50μm、充填材ピッチ:0.01μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0055】
(実施例9)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:50mm、充填材径:50μm、充填材ピッチ:0.01μm)の含有率が50質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0056】
(実施例10)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.1mm、充填材径:50μm、充填材ピッチ:0.01μm)の含有率が0.05質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0057】
(実施例11)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.1mm、充填材径:50μm、充填材ピッチ:0.01μm)の含有率が60質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0058】
(実施例12)
充填材としてカーボンマイクロコイル状導電体(充填村長さ:0.005mm、充填材径:50μm、充填材ピッチ:0.01μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0059】
(実施例13)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.01mm、充填材径:0.01μm、充填材ピッチ:0.01μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0060】
(実施例14)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.01mm、充填材径:50μm、充填材ピッチ:0.0008μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0061】
(実施例15)
充填材としてカーボンマイクロコイル状導電体(充填村長さ:0.01mm、充填材径:50μm、充填材ピッチ:20μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0062】
(実施例16)
充填材としてカーボン寸イクロコイル状導電体(充填材長さ:0.01mm、充填材径:100μm、充填材ピッチ:0.01μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0063】
(実施例17)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.1mm、充填材径:0.01μm、充填材ピッチ:0.01μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0064】
(実施例18)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.1mm、充填材径:50μm、充填材ピッチ:0.0008μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0065】
(実施例19)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.1mm、充填材径:50μm、充填材ピッチ:20μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0066】
(実施例20)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.1mm、充填材径:100μm、充填材ピッチ:0.01μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0067】
(実施例21)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:50mm、充填材径:0.01μm、充填材ピッチ:0.01μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0068】
(実施例22)
充填材としてカーボンマイクロコイル状導電体(充填村長さ:50mm、充填材径:50μm、充填材ピッチ:0.0008μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0069】
(実施例23)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:50mm、充填材径:50μm、充填材ピッチ:20μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0070】
(実施例24)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:50mm、充填材径:100μm、充填材ピッチ:0.01μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0071】
(実施例25)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:60mm、充填材径:50μm、充填材ピッチ:0.01μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0072】
(比較例1)
充填材として平均粒径2.5μmのタルク(林化成社:5000SA)の含有率が1質量%になるよう、成形条件として金型温度110℃、冷却時間120sec条件下でポリ乳酸樹脂(Cargill Dow社、ポリ乳酸樹脂3001D)に混練して、樹脂成形体を得た。
【0073】
(比較例2)
充填材としてα−セルロース含有量90質量%、平均繊維径25μm、平均繊維長1.8mmのセルロース繊維(日本製紙株式会社製:NDP−T)の含有率が1質量%になるよう、成形条件として金型温度110℃、冷却時間30sec条件下でポリ乳酸樹脂(Cargill Dow社、ポリ乳酸樹脂3001D)に混練して、樹脂成形体を得た。得られた成形体を後加工として、オーブン温度120℃で60秒間、アニール処理を行い、樹脂成形体を得た。
【0074】
(比較例3)
成形条件として金型温度110℃、冷却時間30sec条件下でポリ乳酸樹脂(Cargill Dow社、ポリ乳酸樹脂3001D)を成形して、樹脂成形体を得た。得られた成形体を後加工として、オーブン温度120℃で60秒間、アニール処理を行い、樹脂成形体を得た。
【0075】
【表1】

【0076】
【表2】
【0077】
【表3】
【図面の簡単な説明】
【0078】
【図1】樹脂材料別の結晶化速度(半結晶化時間と温度の関係)を表すグラフである。
【図2】寸法安定性試験における円板シート試験片の返り寸法の測定に用いた測定箇所を模式的に表した概略図である。
【符号の説明】
【0079】
1 円板シート試験片、
2 定盤。
【技術分野】
【0001】
本発明は、例えば、自動車用車体部品として好適に使用される自動車用内装部品に係わり、さらに詳細には、成形性、耐熱性、寸法安定性に優れる自動車用車体部品等に用いられる熱可塑性樹脂成形体に関するものである。
【背景技術】
【0002】
従来から、ドアトリム基材、ピラーガーニッシュ等の自動車用内装部品の射出成形体には、耐熱性を向上させる為に、充填材として無機フイラーを含有させた複合構造のものが使用されている。
【0003】
上記自動車用内装部品の複合構造の射出成形体の基材樹脂としては、部品重量低減効果、耐光性、耐薬品性などが優れ、さらにコスト的に有利であることなどから、ポリオレフィン系樹脂が使用されている。一方、上記自動車用内装部品の複合構造の射出成形体の充填材に用いられる無機フィラーとして、タルク、ガラス繊維などを配合することによって、耐熱性材料が得られることが知られている。
【0004】
従来、こうしたポリオレフィン系樹脂を基材樹脂とし、タルク、ガラス繊維の無機フィラーを充填材として含有させた複合構造の射出成形体を用いてなる自動車用内装部品は、取り扱い易く安価であるため、ドアトリム、ピラーガーニッシュ等の様々な分野で多用されてきた。そして、その利便性の良さゆえ、主に使い捨てにされることが多かった。これらのポリオレフィン系樹脂を基材樹脂とする自動車用内装部品の射出成形体は、焼却すると紙ゴミ等よりも燃焼熱量が高く、焼却炉を傷めてしまう恐れがある。また、埋め立て処理すると、上記射出成形体の基材樹脂であるポリオレフィン系樹脂は自然環境下での分解速度が極めて遅いため半永久的に地中に残存し、地球環境を破壊するという問題がある。さらに、上記射出成形体の基材樹脂であるポリオレフィン系樹脂は、原料が石油由来であることから、焼却すると、大気中のCO2量が増加し、地球温暖化を招く可能性がある。
【0005】
そこで、近年、エコロジー製品として、植物由来材料を利用した樹脂部品が注目されており、植物由来材料を用いた成形加工品等も提案されている(特許文献1参照。)。こうした植物由来樹脂は、焼却しても通常のプラスチックより燃焼熱量が低く、埋め立て処理しても、自然環境下において炭酸ガスと水とに分解されるため、環境に無害な樹脂である。さらに植物由来樹脂は、原料が植物であることから、焼却時に発生するCO2が少なくなる利点がある。
【特許文献1】特開2000−72961号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
植物由来材料としては、上記特許文献1に記載のように、ポリ乳酸または乳酸とヒドロキシカルボン酸のコポリマーを主成分とする熱可塑性ポリマー組成物からなる部品がある。しかしながら、ポリ乳酸または乳酸とヒドロキシカルボン酸のコポリマーを主成分とする熱可塑性ポリマー組成物は、従来のポリオレフィン系樹脂(石油由来樹脂)材料と比較すると、結晶化度が劣り、十分な耐熱性を有するものではないという問題があった。
【0007】
ポリ乳酸樹脂の結晶化を促進させることを目的とした開発については種々報告されてはいるものの、寸法安定性、成形サイクルの面で現実性のある安価な自動車用内装部品に関する報告については見当たらないのが実情である。
【0008】
例えば、ポリ乳酸樹脂の結晶化を促進させることを目的として、成形後に部品を高温槽内でアニールする方策が提案されている。しかしながら、この場合、部品局所における温度勾配が発生し、結晶構造が不均一になり、寸法安定性が損なわれる課題がある。
【0009】
また、ポリ乳酸樹脂の結晶化促進のために、タルク、マイカなどの無機フィラー、天然繊維などの結晶核剤を含有させることにより、結晶化速度を加速することが可能であるが、所望する成形サイクルを達成させる為には不十分である。
【0010】
本発明は、このような従来技術の有する課題に鑑みてなされたものであって、その目的とするところは、高結晶化により耐熱性を備えると共に、寸法安定性を確保し、成形サイクルを短縮する材料からなる自動車用内装部品等として用いられる結晶性熱可塑性樹脂成形体を提供することにある。
【課題を解決するための手段】
【0011】
本発明者は、上記課題を解決すべく鋭意研究を重ねた結果、自動車用内装部品等に用いられる結晶性熱可塑性樹脂成形体を、基材樹脂に所定のマイクロコイル状導電体を含有した複合構成とすることにより、上記課題が解決できることを見出し、本発明を完成するに至った。
【0012】
即ち、本発明の目的は、成形体中にマイクロコイル状導電体を含む結晶性熱可塑性樹脂で、熱可塑性樹脂としては半結晶化時間が30sec以上であることを特徴とする結晶性熱可塑性樹脂成形体により達成されるものである。
【発明の効果】
【0013】
本発明によれば、成形体中にマイクロコイル状導電体を含む結晶性熱可塑性樹脂(からなる複合構成)とし、熱可塑性樹脂として半結晶化時間が30sec以上であるものを用いることにより、十分な耐熱性を付与することができる。これは、基材樹脂に植物由来のポリ乳酸樹脂等を用いた場合であっても、成形体中に均一に分散されたマイクロコイル状導電体への電磁波照射による発熱現象を利用して結晶化促進させることができる。その結果、高結晶化を図ることができ、十分な耐熱性を付与することができるものである。
【0014】
また、本発明によれば、成形体中にマイクロコイル状導電体を含有させることで、成形後に部品を高温槽内でアニールさせる必要が無いので、部品局所における温度勾配が発生し、結晶構造が不均一になり、寸法安定性が損なわれる問題点を解消することができる。すなわち、本発明では、成形後に、成形体中に均一分散化されたマイクロコイル状導電体に電磁波照射して結晶化促進させることができる。そのため、部品局所における温度勾配が極めて発生しにくく、成形体全体を好適な結晶温度に保持することができ、結晶化促進によって結晶構造が均一なものになり、十分な寸法安定性を確保することができるものである。
【0015】
さらに、本発明によれば、成形体中にマイクロコイル状導電体を含有させることで、結晶核剤として機能するタルク、マイカ等の無機フィラーや天然繊維を含有させた場合では不十分であった成形サイクルを大幅に短縮し向上させることができるものである。
【0016】
その結果、耐熱性、寸法安定性に加え、成形サイクルの面からも現実性のある安価な樹脂成形体を提供することができるものであり、自動車用車体部品、特に自動車用内装部品などに好適に使用することができる。そして、こうした効果は、基材樹脂である熱可塑性樹脂として半結晶化時間が30sec以上であるものを用いることで、顕著な効果を奏することができるものである。
【発明を実施するための最良の形態】
【0017】
本発明の結晶性熱可塑性樹脂成形体は、成形体中にマイクロコイル状導電体を含む結晶性熱可塑性樹脂で、熱可塑性樹脂としては半結晶化時間が30sec以上であることを特徴とするものである。マイクロコイル状導電体は、所定の電磁波を照射することにより、発熱することが知られている。マイクロコイル状導電体は、無機フィラーや天然繊維と同様に結晶核剤としての効果もあるが、本発明では成形体に電磁波を照射することにより、マイクロコイル状導電体の発熱が成形体の局所にわたり均一な状態で、樹脂により特有の好適な結晶温度に保つことが可能である。このため、従来、成形後に部品を高温槽内でアニールする際に必要だった所定の成形サイクル(冷却時間)を短縮でき、かつ寸法安定性に優れた自動車用内装部品等として利用される結晶性熱可塑性樹脂成形体を提供することが可能となる。
【0018】
すなわち、本発明に係わる結晶性熱可塑性樹脂成形体は、基材樹脂として、半結晶化時間が30秒以上である熱可塑性樹脂、例えば、ポリ乳酸樹脂およびこれらのブレンドから選ばれた少なくとも1種の基材樹脂と、それに含有される充填材として、マイクロコイル状導電体、すなわち、カーボンからなるマイクロコイル状導電体とを備え、マイクロコイル状導電体の含有率が、例えば、重量含有率で好ましくは0.1〜50%、より好ましくは0.1〜20%程度備えている構成とし、自動車用内装部品におけるこのような構成を前述した課題を解決するための手段としたことを特徴としている。
【0019】
なお、基材樹脂としては、好適な結晶化温度におけるDSC(示差走査熱量計)で求められる半結晶化時間が30秒以上である樹脂に適用するものであり、上記ポリ乳酸樹脂、ポリエチレンテレフタレート樹脂およびこれらのブレンドからなる1種の基材樹脂に限定されるものではない。
【0020】
また、本発明に係わる車両のドアトリム用基材、ピラーガーニッシュ用基材などの自動車用車体部品は、本発明に係わる上記マイクロコイル状導電体を含有した結晶性熱可塑性樹脂成形体からなることを特徴としている。
【0021】
上述の如く、本発明に係わる自動車用内装部品等に用いられるマイクロコイル状導電体を含有した結晶性熱可塑性樹脂成形体は、充填材としてマイクロコイル状導電体を含有した結晶性熱可塑性樹脂で、熱可塑性樹脂としては半結晶化時間が30sec以上であることを特徴とするものである。
【0022】
以下、本発明のマイクロコイル状導電体を含有してなる結晶性熱可塑性樹脂成形体について、詳細に説明する。なお、本明細書において「%」は、特記しない限り質量百分率を示す。
【0023】
上記熱可塑性樹脂としては、半結晶化時間が30sec以上である熱可塑性樹脂に適用するものである。より詳しくは、好適な結晶化温度におけるDSC(示差走査熱量計)で求められる半結晶化時間が、30秒以上である熱可塑性樹脂に適用するものである。ここでいう好適な結晶化温度は、樹脂を最も早く結晶化させることができる温度±5℃の範囲をいう。更に、樹脂を最も早く結晶化させることができる温度の決め方は、横軸に温度(℃)、縦軸に半結晶化時間(min)のチャートを作成したときの、縦軸極小点における温度(℃)とする。この点を図面を用いて説明する。図1は、樹脂材料別の結晶化速度(半結晶化時間)を表す図面である。図1に示す樹脂材料のうちポリ乳酸樹脂を例に取れば、樹脂を最も早く結晶化させることができる温度である、横軸に温度(℃)、縦軸に半結晶化時間(min)のチャートを作成したときの縦軸極小点(図中の丸で囲った部分)における温度(℃)=130℃となる。よって、好適な結晶化温度は、130℃±5℃となり、この温度域が図1の半結晶化時間30secのラインよりも上方に位置していればよいことになる。因みに、ポリ乳酸樹脂では、図1に示すように、好適な結晶化温度(130℃)での半結晶化時間は、約10000sec=2.7h=166minと決められる。本発明では、こうした半結晶化時間の要件を満足する熱可塑性樹脂に適用することで、所望の効果を奏することができるものである。
【0024】
上記半結晶化時間の要件を満足する熱可塑性樹脂としては、特に制限されるものではないが、例えば、ポリ乳酸樹脂、ポリエチレンテレタレート(PET)樹脂およびこれらのブレンドからなる1種のポリエステル系樹脂などの熱可塑性樹脂が挙げられる。好ましくは、自然環境下での分解速度の速い植物由来材料を利用した熱可塑性樹脂が望ましい。植物由来材料を利用した熱可塑性樹脂としては、例えば、ポリ乳酸または乳酸とヒドロキシカルボン酸のコポリマーを主成分とする熱可塑性ポリマー組成物のようなポリ乳酸樹脂などが挙げられる。これは、本発明では、植物由来材料の利点を生かした上で、植物由来材料が抱える耐熱性、寸法安定性、成形サイクルの面で現実性のある安価な部品の提供が困難であるといった従来の問題点を解決することができるためである。すなわち、本発明では、植物由来材料であるポリ乳酸樹脂やPETなどのように、多くの優れた特性を持つ反面、結晶化速度が遅く(=半結晶化時間が30秒以上)、所望の性能を発現させる上で課題があった熱可塑性樹脂材料において、特に顕著な作用効果を奏することができるものである。ただし、本発明ではこれらに限定されるものではない。例えば、図1にあるナイロンMXD6なども上記半結晶化時間の要件を満足することができるため、本発明に用いることもできる。
【0025】
上記マイクロコイル状導電体の材質としては、特に制限されるものではなく、例えば、カーボン、銅、鉄、アルミニウムおよびこれらのブレンドあるいはこれらの任意の組合せなどが挙げられる。好ましくはカーボンである。かかるマイクロコイル状のカーボン導電体としては、例えば、カーボンマイクロコイル、カーボンナノコイルなどが挙げられる。ただし、本発明ではこれらに限定されるものではない。こうしたマイクロコイル状導電体を充填材として成形体中に含有させることにしたのは、基材樹脂中に含有された状態であっても電磁波を照射した際に自己発熱作用を奏することができるという、マイクロコイル状の導電体に特有の現象を有効に発現することができるためである。なお、マイクロサイズの導電体には、例えば、カーボンナノチューブやカーボンナノホーンや導電性フラーレンなども含まれるが、こうしたコイル状でないマイクロ導電体では、無機フィラーや天然繊維と同様に結晶核剤となり得るが、自己発熱作用は得られない。そのため、コイル状でないマイクロ導電体だけを含有する熱可塑性樹脂成形体では、その結晶化度が低く耐熱性が不十分となる為、本発明の必須要件としていない。ただし、本発明の作用効果を損なわない範囲内であれば、こうしたコイル状でないマイクロ導電体を含んでいても良いことは言うまでもない。同様に、従来公知に他の充填材、例えば、タルク、マイカなどの無機フィラーや天然繊維に関しても、本発明の作用効果を損なわない範囲内であれば、本発明の成形体に含めても良いことは言うまでもない。なお、カーボンマイクロコイルなどのマイクロコイル状導電体は、それ自体にL−C−R共振回路を構成する機能を持っている。マイクロコイル状導電体に電磁波を照射した際の自己発熱作用は、導電体が電磁波を吸収し共振することにより熱変換することで生じるものといえる。マイクロコイル状導電体の自己発熱作用(電子レンジ理論)を発現させるのに適した交流電磁波は、例えば、共振周波数fにより求めることができるが、成形体について予め電磁波照射による温度変化を測定することにより最適な電磁波照射条件を決定するようにしてもよい。
【0026】
共振周波数f=1/(2π(√LC))
L:インダクタンス(コイルの電磁誘導特性)
C:キャパシタンス(電界に対しての誘電特性)
R:レジスタンス(導電特性)
例えば、後述する実施例に示すように、カーボンマイクロコイルやカーボンナノコイルを含有するポリ乳酸樹脂成形体の場合には、100GHz程度の電磁波を照射することで、マイクロコイル状導電体の発熱が成形体の局所にわたり均一な状態で、樹脂により特有の好適な結晶温度(例えば、ポリ乳酸樹脂成形体の温度を110℃)に保つことができる。
【0027】
前記熱可塑性樹脂成形体中に含まれる前記マイクロコイル状導電体の含有量としては、0.05〜60質量%の範囲であればよいが、0.1〜50質量%とすることが望ましく、より好ましくは0.5〜10質量%の範囲である。マイクロコイル状導電体の含有量が0.05質量%未満だと所望する結晶化度を達成するのが困難となる場合があり、60質量%を超える場合には、期待する機械強度が確保できないおそれがあるばかりでなく、製造面でも課題が出るおそれがあり好ましくない。ただし、本発明では、上記範囲を外れるものであっても、本発明の作用効果を有効に奏することができる場合には、本発明に含まれるものであることはいうまでもない。
【0028】
前記熱可塑性樹脂成形体中に含まれる前記マイクロコイル状導電体の平均長さ(平均コイル長)としては、0.005〜60mmの範囲であればよいが、0.01〜50mmとすることが望ましく、より好ましくは0.05〜1.0mmの範囲である。マイクロコイル状導電体の平均コイル長が0.005mm未満だとマイクロコイル状導電体を製造するのが困難となり、60mmを超える場合には、期待する機械強度を確保するのが困難となるため好ましくない(後述する表1〜3の実施例1〜25のコイル製造の欄参照)。ただし、本発明では、上記範囲を外れるものであっても、本発明の作用効果を有効に奏することができる場合には、本発明に含まれるものであることはいうまでもない。
【0029】
前記熱可塑性樹脂成形体中に含まれる前記マイクロコイル状導電体の平均径(平均ファイバ径ないし平均繊維径)としては、0.01〜100μmとすることが望ましく、より好ましくは1.0〜50μmの範囲である。マイクロコイル状導電体の平均径が0.01μm未満だとマイクロコイル状導電体を製造するのが困難となり、100μmを超える場合には、期待する耐熱性を確保するのが困難となるため好ましくない(後述する表1〜3の実施例1〜25のコイル製造の欄参照)。ただし、本発明では、上記範囲を外れるものであっても、本発明の作用効果を有効に奏することができる場合には、本発明に含まれるものであることはいうまでもない。
【0030】
前記熱可塑性樹脂成形体中に含まれる前記マイクロコイル状導電体の平均コイルピッチとしては、0.0008〜20μmの範囲であればよいが、0.001〜10μmとすることが望ましく、より好ましくは0.005〜0.1μmの範囲である。マイクロコイル状導電体の平均ピッチが0.0008μm未満だとマイクロコイル状導電体のピッチを製造するのが困難となり、20μmを超える場合には、期待する耐熱性を確保するのが困難となるため好ましくない(後述する表1〜3の実施例1〜25のコイル製造の欄参照)。ただし、本発明では、上記範囲を外れるものであっても、本発明の作用効果を有効に奏することができる場合には、本発明に含まれるものであることはいうまでもない。
【0031】
上記マイクロコイル状導電体の平均コイル長、平均径、平均ピッチは、いずれもSEM(走査電子顕微鏡)によりマイクロコイル状導電体の外観を観察し、その算術平均値を算出した求めることができる。
【0032】
また、マイクロコイル状導電体についても、例えば、後述する実施例に示すように、予めマイクロコイル状導電体の含有量(含有率)、平均コイル長、平均コイル径、平均ピッチなどを変えて性能評価実験(成形サイクル、機械強度、耐熱性、寸法安定性など)を行うことにより最適な条件を決定するようにしてもよい。このことは、上述した熱可塑性樹脂材料についても同様である。
【0033】
また、上記マイクロコイル状導電体の製造方法としては、特に制限されるものではない。例えば、特開平11−124740号公報に記載の方法などを利用して、適宜製造条件を調整することにより、所望のコイル長さ、コイルの繊維径、コイルのピッチのものを得ることができる。より詳しくは、同報にあるように、繊維金属よりなる触媒を設けた基板上に、5b族化合物または6b族化合物よりなる不純物ガスと炭素原料ガスとをキャリアガスと共に供給し、上記炭素原料ガスを600〜900℃の温度下において熱分解させてカーボンマイクロコイルを製造する方法であって、上記熱分解の際にはその反応領域に静磁場を与えることでマイクロコイルを作製することができる。なお、本発明では、上記公報に記載の製造方法に何ら制限されるものではなく、例えば、中山喜萬、“カーボンナノコイル成長のおける触媒効果”、表面科学Vol.25,No.6,pp.332−338,2004などに記載されている製造方法、さらにはこの文献の中で引用されている1〜24の文献など、従来公知のマイクロコイル(ナノコイルを含む)の製造方法を用いて適宜製造することができることはいうまでもない。また、本発明では、既に市販されているマイクロコイル(ナノコイルを含む)を用いてもよい。
【0034】
また、本発明の成形体は、従来技術で説明したように、マイクロコイル状導電体を含む樹脂組成物を射出成形法など従来公知の成形法を用いて成形することができる。さらに、本発明では、成形後の部品(成形体)に所定の電磁波を照射することにより、マイクロコイル状導電体の発熱が成形体の局所にわたり均一な状態で、樹脂により特有の好適な結晶温度に保ち結晶化促進を行うことで、所望の成形体を作製することができるものである。
【0035】
なお、本発明の成形体中(主に、熱可塑性樹脂成分)には、製品(部品)に求められる要求性能を有効に発現させることができるように、必要に応じて、適当な各種添加剤などが適量配合されていてもよいことは言うまでもない。こうした添加剤としては、例えば、酸化防止剤及び熱安定剤(例えば、ヒンダードフェノール、ヒドロキノン、チオエーテル、ホスファイト類及びこれらの置換体及びその組み合わせを含む)、紫外線吸収剤(例えばレゾルシノール、サリシレート、ベンゾトリアゾール、ベンゾフェノン等)、滑剤、離型剤(例えばシリコン樹脂、モンタン酸及びその塩、ステアリン酸及びその塩、ステアリルアルコール、ステアリルアミド等)、染料(例えばニトロシン等)、顔科(例えば硫化カドミウム、フタロシアニン等)を含む着色剤(発光性ないし蛍光性の染料や顔料も含む)、添加剤添着液(例えばシリコンオイル等)、及び結晶核剤(例えばタルク、カオリン等)などを単独又は適宜組み合わせて添加することができる。
【0036】
本発明の結晶性熱可塑性樹脂成形体の使用用途としては、以下に説明する自動車用車体部品、特に自動車用内装部品に好適に使用することができるものであるが、これらに制限されるものではない。例えば、航空機、電車などの内装部品など、成形性、耐熱性、寸法安定性が求められる各種製品(部品)に幅広く適用することができるものである。
【0037】
次に、本発明の自動車用車体部品は、上述した本発明の結晶性熱可塑性樹脂成形体を用いてなることを特徴とするものである。これにより、成形性、耐熱性、寸法安定性に優れる自動車用車体部品として好適に使用される自動車用内装部品を提供することができるものである。本発明の自動車用車体部品では、特に本発明の結晶性熱可塑性樹脂成形体を自動車用内装部品の射出成形体の部分に適用することができるものであり、例えば、ドアトリム基材、ピラーガーニッシュ等の自動車用内装部品などに幅広く適用することができるものである。
【実施例】
【0038】
以下、本発明を実施例及び比較例により更に詳細に説明するが、本発明はこれらの実施例のみに限定されるものではない。
【0039】
(性能評価方法)
下記表1〜3に示す実施例1〜25と比較例1〜3との材料構成にて得られた射出成形体ISOTypeA多目的試験片を後加工し、目的とする成形体を得た。得られた成形品の成形サイクル、機械強度、耐熱性を評価した。寸法安定性については、下記に示す測定法により評価した。結果をそれぞれ表1〜3に併記する。
【0040】
なお、結果を示す○、△、×については後述する各評価方法にて説明する。
【0041】
(成形サイクル評価法)
各例の成形体の成形サイクル(冷却時間)を計測した。成形サイクルについては、実施例2の結果を○(基準)として相対評価を行った。×は1.5倍以上の時間を要するものである。
【0042】
(機械強度)
各例の成形体を用い、ISO 527の引張り試験を行い、引張り強度を測定した。引張り強度については、実施例2の結果を○(基準)として相対評価を行った。△劣るもの、×は著しく劣るものを示す。
【0043】
(耐熱性)
各例の成形体を用い、ISO 75(0.45MPa)の荷重たわみ温度測定を測定した。荷重たわみ温度については、爽施例2の結果を○(基準)として相対評価を行った。△劣るもの、×は著しく劣るものを示す。
【0044】
(寸法安定性)
各例の円板シート試験片(200mmφ×2.Omm(厚さ))を成形、後加工し、図2に示すように、該円板シート試験片1を定盤2に置き、成形品の変形量(A+B)/2を測定し、判定した。尚、図2中のAおよびBは、それぞれ円板シート試験片の返り寸法である。実施例2の結果を○(基準)として相対評価を行った。×は著しく劣るものを示す。
【0045】
また、下記表1〜3に示す実施例1〜25で用いたカーボンマイクロコイル状導電体の製造についても評価を行った。これは、上記した特開平11−124740号公報に記載の方法に準じてカーボンマイクロコイル状導電体の製造を行った際に、実施例2の結果を○(基準)として相対評価を行った。△は、マイクロコイル状導電体を製造するのが比較的困難ないし比較的収量が得られなかったものである。結果をそれぞれ表1〜3の「コイル製造」の欄に併記する。
【0046】
また、下記表1〜3に示す実施例1〜25に充填材として用いたカーボンマイクロコイル状導電体の括弧内の充填材長さ、充填材径、充填材ピッチは、順にカーボンマイクロコイル状導電体の平均長さ(平均コイル長)、平均径(平均ファイバ径ないし平均繊維径)、平均ピッチ(平均コイルピッチ)を表すものとする。
【0047】
(実施例1)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.1mm、充填材径:50μm、充填材ピッチ:0.01μm)の含有率が0.1質量%になるよう、ポリ乳酸樹脂(Cargill Dow社、ポリ乳酸樹脂3001D)に混練して、成形条件として金型温度110℃、冷却時間30sec条件下で樹脂成形体(射出成形体ISOTypeA多目的試験片)を得た。得られた成形体を後加工として、成形体の温度が110℃を保持するよう100GHzの電磁波を120sec照射し成形体を得た。
【0048】
(実施例2)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.1mm、充填材径:50μm、充填材ピッチ:0.01μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の捜作を繰り返し、成形体を得た。
【0049】
(実施例3)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.1mm、充填材径:50μm、充填材ピッチ:0.01μm)の含有率が50質量%になるよう、混練した以外は実施例1と同様の榛作を繰り返し、成形体を得た。
【0050】
(実施例4)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.01mm、充填材径:50μm、充填材ピッチ:0.01μm)の含有率が0.1質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0051】
(実施例5)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.01mm、充填材径:50μm、充填材ピッチ:0.01μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0052】
(実施例6)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.01mm、充填材径:50μm、充填材ピッチ:0.01μm)の含有率が50質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0053】
(実施例7)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:50mm、充填材径:50μm、充填材ピッチ:0.01μm)の含有率が0.1質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0054】
(実施例8)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:50mm、充填材径:50μm、充填材ピッチ:0.01μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0055】
(実施例9)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:50mm、充填材径:50μm、充填材ピッチ:0.01μm)の含有率が50質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0056】
(実施例10)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.1mm、充填材径:50μm、充填材ピッチ:0.01μm)の含有率が0.05質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0057】
(実施例11)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.1mm、充填材径:50μm、充填材ピッチ:0.01μm)の含有率が60質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0058】
(実施例12)
充填材としてカーボンマイクロコイル状導電体(充填村長さ:0.005mm、充填材径:50μm、充填材ピッチ:0.01μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0059】
(実施例13)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.01mm、充填材径:0.01μm、充填材ピッチ:0.01μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0060】
(実施例14)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.01mm、充填材径:50μm、充填材ピッチ:0.0008μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0061】
(実施例15)
充填材としてカーボンマイクロコイル状導電体(充填村長さ:0.01mm、充填材径:50μm、充填材ピッチ:20μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0062】
(実施例16)
充填材としてカーボン寸イクロコイル状導電体(充填材長さ:0.01mm、充填材径:100μm、充填材ピッチ:0.01μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0063】
(実施例17)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.1mm、充填材径:0.01μm、充填材ピッチ:0.01μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0064】
(実施例18)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.1mm、充填材径:50μm、充填材ピッチ:0.0008μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0065】
(実施例19)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.1mm、充填材径:50μm、充填材ピッチ:20μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0066】
(実施例20)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:0.1mm、充填材径:100μm、充填材ピッチ:0.01μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0067】
(実施例21)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:50mm、充填材径:0.01μm、充填材ピッチ:0.01μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0068】
(実施例22)
充填材としてカーボンマイクロコイル状導電体(充填村長さ:50mm、充填材径:50μm、充填材ピッチ:0.0008μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0069】
(実施例23)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:50mm、充填材径:50μm、充填材ピッチ:20μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0070】
(実施例24)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:50mm、充填材径:100μm、充填材ピッチ:0.01μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0071】
(実施例25)
充填材としてカーボンマイクロコイル状導電体(充填材長さ:60mm、充填材径:50μm、充填材ピッチ:0.01μm)の含有率が10質量%になるよう、混練した以外は実施例1と同様の操作を繰り返し、成形体を得た。
【0072】
(比較例1)
充填材として平均粒径2.5μmのタルク(林化成社:5000SA)の含有率が1質量%になるよう、成形条件として金型温度110℃、冷却時間120sec条件下でポリ乳酸樹脂(Cargill Dow社、ポリ乳酸樹脂3001D)に混練して、樹脂成形体を得た。
【0073】
(比較例2)
充填材としてα−セルロース含有量90質量%、平均繊維径25μm、平均繊維長1.8mmのセルロース繊維(日本製紙株式会社製:NDP−T)の含有率が1質量%になるよう、成形条件として金型温度110℃、冷却時間30sec条件下でポリ乳酸樹脂(Cargill Dow社、ポリ乳酸樹脂3001D)に混練して、樹脂成形体を得た。得られた成形体を後加工として、オーブン温度120℃で60秒間、アニール処理を行い、樹脂成形体を得た。
【0074】
(比較例3)
成形条件として金型温度110℃、冷却時間30sec条件下でポリ乳酸樹脂(Cargill Dow社、ポリ乳酸樹脂3001D)を成形して、樹脂成形体を得た。得られた成形体を後加工として、オーブン温度120℃で60秒間、アニール処理を行い、樹脂成形体を得た。
【0075】
【表1】
【0076】
【表2】
【0077】
【表3】
【図面の簡単な説明】
【0078】
【図1】樹脂材料別の結晶化速度(半結晶化時間と温度の関係)を表すグラフである。
【図2】寸法安定性試験における円板シート試験片の返り寸法の測定に用いた測定箇所を模式的に表した概略図である。
【符号の説明】
【0079】
1 円板シート試験片、
2 定盤。
【特許請求の範囲】
【請求項1】
成形体中にマイクロコイル状導電体を含む、結晶性熱可塑性樹脂で、熱可塑性樹脂としては、半結晶化時間が30sec以上であることを特徴とする結晶性熱可塑性樹脂成形体。
【請求項2】
前記熱可塑性樹脂が、ポリ乳酸樹脂およびこれらのブレンドからなる請求項1に記載の結晶性熱可塑性樹脂成形体。
【請求項3】
成形体中に含まれるマイクロコイル状導電体の含有量が、0.1〜50質量%であることを特徴とする請求項1または2に記載の結晶性熱可塑性樹脂成形体。
【請求項4】
成形体中に含まれるマイクロコイル状導電体の材質が、カーボンであることを特徴とする請求項1〜3のいずれか1項に記載の結晶性熱可塑性樹脂成形体。
【請求項5】
成形体中に含まれるマイクロコイル状導電体の平均コイル長が、0.01〜50mmであることを特徴とする請求項1〜4のいずれか1項に記載の結晶性熱可塑性樹脂成形体。
【請求項6】
成形体中に含まれるマイクロコイル状導電体の平均径が、0.01〜100μmであることを特徴とする請求項1〜5のいずれか1項に記載の結晶性熱可塑性樹脂成形体。
【請求項7】
成形体中に含まれるマイクロコイル状導電体の平均ピッチが、0.001〜10μmであることを特徴とする請求項1〜6のいずれか1項に記載の結晶性熱可塑性樹脂成形体。
【請求項8】
前記マイクロコイル状導電体を含む結晶性熱可塑性樹脂を射出成形後、結晶化促進のために電磁波を照射したものであることを特徴とする請求項1〜7のいずれか1項に記載の結晶性熱可塑性樹脂成形体。
【請求項9】
請求項1〜7に記載の樹脂成形体を用いてなることを特徴とする自動車用車体部品。
【請求項1】
成形体中にマイクロコイル状導電体を含む、結晶性熱可塑性樹脂で、熱可塑性樹脂としては、半結晶化時間が30sec以上であることを特徴とする結晶性熱可塑性樹脂成形体。
【請求項2】
前記熱可塑性樹脂が、ポリ乳酸樹脂およびこれらのブレンドからなる請求項1に記載の結晶性熱可塑性樹脂成形体。
【請求項3】
成形体中に含まれるマイクロコイル状導電体の含有量が、0.1〜50質量%であることを特徴とする請求項1または2に記載の結晶性熱可塑性樹脂成形体。
【請求項4】
成形体中に含まれるマイクロコイル状導電体の材質が、カーボンであることを特徴とする請求項1〜3のいずれか1項に記載の結晶性熱可塑性樹脂成形体。
【請求項5】
成形体中に含まれるマイクロコイル状導電体の平均コイル長が、0.01〜50mmであることを特徴とする請求項1〜4のいずれか1項に記載の結晶性熱可塑性樹脂成形体。
【請求項6】
成形体中に含まれるマイクロコイル状導電体の平均径が、0.01〜100μmであることを特徴とする請求項1〜5のいずれか1項に記載の結晶性熱可塑性樹脂成形体。
【請求項7】
成形体中に含まれるマイクロコイル状導電体の平均ピッチが、0.001〜10μmであることを特徴とする請求項1〜6のいずれか1項に記載の結晶性熱可塑性樹脂成形体。
【請求項8】
前記マイクロコイル状導電体を含む結晶性熱可塑性樹脂を射出成形後、結晶化促進のために電磁波を照射したものであることを特徴とする請求項1〜7のいずれか1項に記載の結晶性熱可塑性樹脂成形体。
【請求項9】
請求項1〜7に記載の樹脂成形体を用いてなることを特徴とする自動車用車体部品。
【図1】

【図2】
【図2】
【公開番号】特開2006−321959(P2006−321959A)
【公開日】平成18年11月30日(2006.11.30)
【国際特許分類】
【出願番号】特願2005−148778(P2005−148778)
【出願日】平成17年5月20日(2005.5.20)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
【公開日】平成18年11月30日(2006.11.30)
【国際特許分類】
【出願日】平成17年5月20日(2005.5.20)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
[ Back to top ]