
マイクロファイバーを有する水力学的に形成された不織シート
【課題】非セルロース系ポリマー繊維を含む水力学的に形成された不織シートに対する要求に対処する。
【解決手段】第1の実施形態では、水力学的に形成された不織シート、そのようなシートを含むパッケージ、そのようなシートを有するパッケージを使用した医療機器の包装方法、およびそのようなシートの製造方法が提供される。この不織シートは第1および第2の非セルロース系ポリマー繊維を含む。第1の非セルロース系ポリマー繊維は、約3.5ミクロン未満の平均直径、約3mm未満の平均カット長、および約400〜約2000の平均アスペクト比を有し、第2の非セルロース系ポリマー繊維は、約3.5ミクロンを超える平均直径および約400〜約1000の平均アスペクト比を有する。第2の実施形態では、水力学的に形成された不織シートが提供される。この不織シートは、結合剤、非セルロース系ポリマー繊維、およびセルロース系材料を含む。非セルロース系ポリマー繊維は、約3.5ミクロン未満の平均直径、約3mm未満の平均カット長、および約400〜約2000の平均アスペクト比を有する。この第2の不織シートは、少なくとも約98%の細菌濾過効率を有する。
【解決手段】第1の実施形態では、水力学的に形成された不織シート、そのようなシートを含むパッケージ、そのようなシートを有するパッケージを使用した医療機器の包装方法、およびそのようなシートの製造方法が提供される。この不織シートは第1および第2の非セルロース系ポリマー繊維を含む。第1の非セルロース系ポリマー繊維は、約3.5ミクロン未満の平均直径、約3mm未満の平均カット長、および約400〜約2000の平均アスペクト比を有し、第2の非セルロース系ポリマー繊維は、約3.5ミクロンを超える平均直径および約400〜約1000の平均アスペクト比を有する。第2の実施形態では、水力学的に形成された不織シートが提供される。この不織シートは、結合剤、非セルロース系ポリマー繊維、およびセルロース系材料を含む。非セルロース系ポリマー繊維は、約3.5ミクロン未満の平均直径、約3mm未満の平均カット長、および約400〜約2000の平均アスペクト比を有する。この第2の不織シートは、少なくとも約98%の細菌濾過効率を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本出願は、水力学的に形成された(hydraulically−formed)不織シート、特に、非セルロース系ポリマー繊維を有する水力学的に形成された不織シートに関する。
【背景技術】
【0002】
不織シートは、さまざまな方法によって製造することができる。水力学的形成法または湿式法では、不織シートは、繊維の水性懸濁液を濾過することによって製造される。エアレイド法では、繊維を高速で移動する気流中に分散させ、圧力または真空の手段によって移動スクリーン上に圧縮させる。カード法または乾式法では、繊維が平行または不規則な方向に整列され、カード機によってシートが製造される。静電気積層法では、ポリマー溶液、ポリマーエマルジョン、またはポリマー溶融物からの静電界が使用される。スパンレース法または水流交絡法では、高速水流によって繊維が絡み合い、もつれ合う。スパンレイド法(フラッシュスパン、メルトブローン、溶融紡糸、またはスパンボンドなど)では、溶液のポリマー溶融物がスピナレットから押し出されてフィラメントを形成し、そのフィラメントが移動スクリーン上に積層される。
【0003】
スパンレイド法によって製造された製品の一例はタイベック(Tyvek)(登録商標)であり、これはE.I.デュポン・ドゥ・ヌムール・アンド・カンパニー(E.I.du Pont de Nemours and Company(デラウェア州、ウィルミントン(Wilmington,Delaware))より販売される連続ポリエチレン繊維のシートである。タイベック(登録商標)シートは、封筒、保護バリア、防護服、ハウスラップ、および滅菌可能な医療包装などの包装に使用される。タイベック(登録商標)シートは、許容される細菌濾過効率および強度特性を有する。しかし、タイベック(登録商標)シートは固有のばらつきのために、タイベック(登録商標)シートを滅菌可能な医療包装用に変換して使用する場合に問題が発生することが知られている。
【0004】
水力学的形成法によって製造された不織シートは、少ないばらつき、ならびに向上した均一性および形成性を有することも知られている。これは、部分的には、水力学的な懸濁によって、種々のアスペクト比(すなわち長さ対直径の比)のばらばらで不連続な繊維の分散体が得られるためである。しかし、合成非セルロース系ポリマー繊維が使用される場合、水力学的形成法では支障が生じる。一般に、合成繊維は、天然繊維よりも長く、強靱で、均一であり、水(水力学的形成法の必須成分の1つ)に対する適合性が低く、一般にそのためにばらつきの問題が生じるシートが得られる(部分的には、凝集が原因である)。セルロース系繊維と合成非セルロース系ポリマー繊維とを併用して水力学的に形成されたシートが公知である。しかし、ばらつきおよび加工の問題のため、これらのシート中の合成繊維の%値は通常最小限となる。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、非セルロース系ポリマー繊維を含む水力学的に形成された不織シートに対する要求に対処する。特に、本出願に記載のシートは、ミクロンおよびサブミクロンサイズのポリマー繊維を含み、高い強度、高い通気性、高い細菌濾過効率、および少ないばらつきを有する。本発明のシートは、食料品および食料品以外の物品(医療機器が挙げられるが、これに限定されるものではない)などの種々の品目の包装に使用することができる。本発明のシートは、封筒、保護バリア、防護服、ハウスラップ、濾過媒体、印刷、およびラベルの基材として、ならびに機能性材料を他の表面または製品に供給または移動させるための活性キャリアシートとして使用することもできる。
【課題を解決するための手段】
【0006】
本発明は、独自の構成の水力学的に形成された不織シートを含む。第1の一般実施形態では、この水力学的に形成された不織シートは、(1)乾燥状態の不織シートの重量の約5%〜約90%の量の第1の非セルロース系ポリマー繊維と、(2)乾燥状態の不織シートの重量の約10%〜約95%の量の第2の非セルロース系ポリマー繊維とを含む。第1の非セルロース系ポリマー繊維は、約3.5ミクロン未満の平均直径、約3mm未満の平均カット長、および約400〜約2000の平均アスペクト比を有し、第2の非セルロース系ポリマー繊維は、約3.5ミクロンを超える平均直径、および約400〜約1000の平均アスペクト比を有する。さらなる繊維および材料をこの不織シートに加えることができる。本発明の不織シートは単層または多層であってよい。
【0007】
第1の一般実施形態の別の一実施形態では、水力学的に形成された不織シートは、(1)乾燥状態の不織シートの重量の約5%〜約40%の量の結合剤と、(2)乾燥状態の不織シートの重量の約10%〜約50%の量の第1の非セルロース系ポリマー繊維と、(3)乾燥状態の不織シートの重量の約20%〜約65%の量の第2の非セルロース系ポリマー繊維と、(4)乾燥状態の不織シートの重量の約5%〜約30%の量の第3の非セルロース系ポリマー繊維と、(5)乾燥状態の不織シートの重量の約5%〜約35%の量のセルロース系材料とを含む。第1の非セルロース系ポリマー繊維は、約3.5ミクロン未満の平均直径、約3mm未満の平均カット長、および約400〜約2000の平均アスペクト比を有し、第2の非セルロース系ポリマー繊維は、約3.5ミクロンを超える平均直径、および約400〜約1000の平均アスペクト比を有し、第3の非セルロース系ポリマー繊維は、約10ミクロンを超える平均直径、および約5mmを超える平均カット長を有し、セルロース系材料は、(a)セルロースから製造された繊維、(b)広葉樹繊維、針葉樹繊維、非木材繊維、またはそれらの混合物から選択される天然セルロース系材料、あるいは(c)セルロースから製造された繊維と天然セルロース系材料との混合物を含む。さらなる繊維および材料をこの不織シートに加えることができる。本発明の不織シートは単層または多層であってよい。
【0008】
第1の一般実施形態のさらに別の一実施形態では、水力学的に形成された不織シートは、(1)乾燥状態の不織シートの重量の約5重量%〜約30重量%の量の結合剤と、(2)乾燥状態の不織シートの重量の約10%〜約35%の量の第1のポリエステル繊維と、(3)乾燥状態の不織シートの重量の約25%〜約65%の量の第2のポリエステル繊維と、(4)乾燥状態の不織シートの重量の約5%〜約20%の量の第3のポリエステル繊維と、(5)乾燥状態の不織シートの重量の約5%〜約20%の量のセルロースから製造された繊維とを含む。第1のポリエステル繊維は、約2.5ミクロンの平均直径、および約1.5mmの平均カット長を有し、配向されており、第2のポリエステル繊維は、約7ミクロンの平均直径、および約5mmの平均カット長を有し、配向されており、第3のポリエステル繊維は、約10ミクロンを超える平均直径、および約5mmを超える平均カット長を有し、配向されており、セルロースから製造された繊維はナノフィブリル化されている。この不織シートは、約50g/m2〜約100g/m2の坪量、少なくとも約100コレスタ(Coresta)単位の通気性、約500以下の地合い、少なくとも約99%の細菌濾過効率、少なくとも約120重量ポンド/平方インチゲージの破裂強度、少なくとも約275gの平均内部引裂抵抗、少なくとも約40ニュートンの低速貫入抵抗(slow rate penetration resistance)、少なくとも約7kg/15mmの平均引張強度、および少なくとも約11%の平均伸びを有し、少なくとも約3の対数減少値を有する多孔質包装材料となる。さらなる繊維および材料をこの不織シートに加えることができる。本発明の不織シートは単層または多層であってよい。
【0009】
第1の一般実施形態のさらに別の一実施形態では、物品用のパッケージが開示される。このパッケージは、(1)乾燥状態の不織シートの重量の約5%〜約90%の量の第1の非セルロース系ポリマー繊維と、(2)乾燥状態の不織シートの重量の約10%〜約95%の量の第2の非セルロース系ポリマー繊維とを有する水力学的に形成された不織シートを含む。不織シートの第1の非セルロース系ポリマー繊維は、約3.5ミクロン未満の平均直径、約3mm未満の平均カット長、および約400〜約2000の平均アスペクト比を有し、不織シートの第2の非セルロース系ポリマー繊維は、約3.5ミクロンを超える平均直径、および約400〜約1000の平均アスペクト比を有する。さらなる層をこの不織シートに接着させることができる。本発明の不織シートは、種々の包装の構成に使用することができる。
【0010】
第1の一般実施形態のさらに別の一実施形態では、医療機器の包装方法が開示される。この方法は、(1)乾燥状態の不織シートの重量の約5%〜約90%の量の第1の非セルロース系ポリマー繊維と、乾燥状態の不織シートの重量の約10%〜約95%の量の第2の非セルロース系ポリマー繊維とを有する水力学的に形成された不織シートを有するパッケージを提供するステップと、(2)医療機器をパッケージ内に配置するステップと、(3)連続密閉シールを形成することによって医療機器をパッケージ内に閉じ込めるステップと、(4)封止したパッケージ中に不織シートを介して滅菌ガスを導入するステップとを含む。不織シートの第1の非セルロース系ポリマー繊維は、約3.5ミクロン未満の平均直径、約3mm未満の平均カット長、および約400〜約2000の平均アスペクト比を有し、不織シートの第2の非セルロース系ポリマー繊維は、約3.5ミクロンを超える平均直径、および約400〜約1000の平均アスペクト比を有する。
【0011】
第1の一般実施形態の別の一実施形態では、水力学的に形成された不織シートの製造方法が説明される。この方法は、(1)材料をハイドロパルパーに加えるステップと、(2)ハイドロパルパーに加えた材料を撹拌して完成紙料を形成するステップと、(3)完成紙料をハイドロパルパーから保持手段に送出するステップと、(4)完成紙料を保持手段から形成セクションに送出してウェブを形成するステップと、(5)ウェブを形成セクション上で脱水するステップと、(6)ウェブをクーチングして、ウェブをプレスセクションに送出するステップと、(7)ウェブをプレスするステップと、(8)ウェブを乾燥セクションに送出するステップと、(9)ウェブを乾燥させるステップとの連続するステップを含む。ハイドロパルパーに加えられる材料は、水、乾燥状態の不織シートの重量の約5%〜約90%の量の第1の非セルロース系ポリマー繊維、および乾燥状態の不織シートの重量の約10%〜約95%の量の第2の非セルロース系ポリマー繊維を含む。第1の非セルロース系ポリマー繊維は、約3.5ミクロン未満の平均直径、約3mm未満の平均カット長、および約400〜約2000の平均アスペクト比を有し、ハイドロパルパーに加えられる第2の非セルロース系ポリマー繊維は、約3.5ミクロンを超える平均直径、および約400〜約1000の平均アスペクト比を有する。さらなる繊維および材料をハイドロパルパーに加えることができる。製造される不織シートは単層または多層であってよい。
【0012】
第2の一般実施形態では、水力学的に形成された不織シートは、(1)乾燥状態の不織シートの重量の約5%〜約40%の量の結合剤と、(2)乾燥状態の不織シートの重量の約5%〜約40%の量の非セルロース系ポリマー繊維と、(3)乾燥状態の不織シートの重量の約45%〜約75%の量のセルロース系材料とを含む。非セルロース系ポリマー繊維は、約3.5ミクロン未満の平均直径、約3mm未満の平均カット長、および約400〜約2000の平均アスペクト比を有し、セルロース系材料は、(a)セルロースから製造された繊維、(b)広葉樹繊維、針葉樹繊維、非木材繊維、またはそれらの混合物から選択される天然セルロース系材料、あるいは(c)セルロースから製造された繊維と天然セルロース系材料との混合物を含む。この不織シートは、少なくとも約98%の細菌濾過効率を有する。さらなる繊維および材料をこの不織シートに加えることができる。本発明の不織シートは単層または多層であってよい。
【図面の簡単な説明】
【0013】
【図1】種々の繊維形状の概略図である。
【図2】ポリエチレンテレフタレートの化学構造である。
【図3】天然セルロースの化学構造である。
【図4】水力学的に形成された不織シートを製造する装置の紙料調製システムの第1の実施形態の概略図である。
【図5】水力学的に形成された不織シートを製造する装置の紙料調製システムの第2の実施形態の概略図である。
【図6】水力学的に形成された不織シートを製造する装置の概略図である。
【発明を実施するための形態】
【0014】
本発明の第1の一般実施形態では、水力学的に形成された不織シートは、第1の非セルロース系ポリマー繊維と、第2の非セルロース系ポリマー繊維とを含む。
【0015】
本明細書全体で使用される場合、「水力学的に形成された」は、水を使用して形成されることを意味する。「水力学的に形成された」は、「湿式」または「湿式形成」と同等である。湿式法では、不織ウェブは、繊維の水性懸濁液を濾過することによって製造される。「水力学的に形成された」または「湿式」法は、繊維を高速で移動する気流中に分散させ、圧力または真空の手段によって移動スクリーン上に圧縮させるエアレイド法とは異なる。この方法は、繊維が平行または不規則な方向に整列され、カード機によってウェブが製造されるカード法または乾式法とは異なる。この方法は、ポリマー溶液、ポリマーエマルジョン、またはポリマー溶融物からの静電界がウェブの形成に使用される静電気積層法とは異なる。この方法は、溶液のポリマー溶融物がスピナレットから押し出されてフィラメントを形成し、そのフィラメントが移動スクリーン上に積層されるスパンレイド法(フラッシュスパン、メルトブローン、溶融紡糸、またはスパンボンド法など)とは異なる。この方法は、高速水流によって繊維が絡み合いもつれ合うスパンレース法または水流交絡法とは異なる(INDA,米国不織布協会(Association of the Nonwovens Fabrics Industry),INDA不織布用語集(INDA Nonwovens Glossary),2002,pp.1−64,INDA,ノースカロライナ州ケアリー(Cary,North Carolina))が参照され、この記載内容全体が参照により本出願に組み入れられる)。
【0016】
本明細書全体で使用される場合、「不織」は、織成、編成、およびフェルト化がされていないことを意味する。
【0017】
本明細書全体で使用される場合、「非セルロース系ポリマー繊維」は、セルロース系でない(下記で定義)ばらばらのポリマー繊維を意味する。好適な非セルロース系ポリマー繊維は、典型的には(必ずしも必要ではないが)、溶融押出法によって形成され、延伸および伸張が行われ、ある長さに切断され、それ自体がこの方法に耐えるのに好適な分子量および粘度を有する合成繊維である。
【0018】
非セルロース系ポリマー繊維は、非平坦で、湾曲または複数の先端部を有する断面を有することができる。このような断面の例としては、円形、楕円形、バイモーダル、三葉、パイ状、T字型、星形、またはある程度の曲率または先端部を有するその他の非平坦形状が挙げられる。図1は、種々の繊維断面の概略図である。図1は、円形断面1、楕円形断面2、バイモーダル断面3、三葉断面4、パイ状断面5、T字型断面6、および星形断面7を含んでいる。繊維直径の測定方法は、その断面に依存する。矢印は、本出願の目的で、種々の断面の繊維直径を測定するために測定される寸法を示している。
【0019】
繊維直径は、フィラメント1つ当たりのミクロンまたはデニール数のいずれかで測定することができる。本明細書全体で使用される場合、「フィラメント当たりのデニール数」(またはdpf)は、繊維のデニール数をそのフィラメントの数で割った値を意味する。「デニール」は、9,000メートルの繊維の単位gでの重量を意味する。これは繊維の種類に依存して変動する性質である。dpfをミクロンに変換する式は以下の通りである:
単位ミクロンでの直径=11.89×(dpf/1mm当たりの単位gでの密度)1/2
したがって、たとえば、3.0dpfのポリエステル繊維(1.38g/mLの密度を有する)の単位ミクロンでの直径は約18(11.89×(3/1.38)1/2=17.53)である(本明細書全体で使用される場合、「約」は、およそ、端数が切り上げまたは切り捨てられた、適度に近い、近傍にある、などを意味する.)。
【0020】
約10ミクロン未満の直径を有する繊維として定義されるマイクロファイバーは、「海の中の島」、「並列」、「コア/シース」、または「セグメント化されたパイ」などのマトリックスを介して溶融押出、延伸、および切断を行うことで形成することができる(2008年12月18日に公開された米国特許出願第2008/0311815A1号明細書が参照され、この記載内容全体が参照により本出願に組み入れられ、さらに、リーズ(Reese),「ポリエステル、繊維」(Polyesters,Fibers),ポリマー科学百科事典第3版(Encyclopedia of Polymer Science and Technology,Third Edition),2003,Volume 3,pp.652−678(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド(John Wiley & Sons,Inc.),ニュージャージー州ホーボーケン(Hoboken,New Jersey))が参照され、この記載内容全体が参照により本出願に組み入れられる)。
【0021】
本出願全体に記載される非セルロース系ポリマー繊維は、典型的には(必ずしも必要ではないが)熱可塑性である。熱可塑性材料であるので、これらのポリマーは高温に加熱して、成形し、固化させ、次に、再加熱し、成形し、再び固化させることができる。熱可塑性材料は、高温に加熱することによる再成形ができない熱硬化性材料とは異なる。ポリマー材料のもう1つの分類は、結晶性と非晶質である。結晶性ポリマーは、ポリマー主鎖の高レベルの対称性および/または比較的単純性を有し、充填が促進される。非晶質ポリマーは、非対称なモノマー構造を有する、および/または嵩高なペンダント基を含有し、充填が抑制されうる(ペセリック(Petherick),「ポリマーの特性決定」(Characterization of Polymers),ポリマー科学百科事典第3版,2004,Volume 9,pp.159−188(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニュージャージー州ホーボーケン)が参照され、この記載内容全体が参照により本出願に組み入れられる)。非セルロース系ポリマー繊維が、結晶性または非晶質のポリマー、種々の%値の結晶性領域または非晶質領域を有するポリマー、あるいは結晶性、非晶質、部分的に結晶性、または部分的に非晶質のポリマーのブレンドを含むことができることが考慮される。たとえば、主として結晶性または非晶質の性質であるポリアミドが市販されており、そのようなポリマーの使用が考慮される。
【0022】
非セルロース系ポリマー繊維は、親水性コーティングを有することができ、好ましくははコーティングを有さないことができる。
【0023】
非セルロース系ポリマー繊維は配向させることができる。本明細書全体で使用される場合、「配向」は、高温で引き延ばしおよび延伸を行い、次に冷却することによって延伸された構成でアニーリングまたは「ヒートセット」が行われる繊維(または材料)を意味する。アニーリングまたは「ヒートセット」によって高温安定性が付与され、その理由は、アニーリングした延伸繊維は、次に再び高温に曝露した場合に最小限の収縮値を示すからである。制御された張力下で材料加熱して収縮値を減少又は解消する一般的なアニーリング方法は当分野において周知である。本発明の場合、非セルロース系ポリマー繊維は、縦方向で約2:1〜約6:1または好ましくは約3:1〜約4:1の比率で引き伸ばしまたは延伸を行い、次にアニーリングを行うことによって、10%未満、または好ましくは5%未満の収縮値を有する繊維を製造することができる。ポリマー繊維の性質および所望の性質に依存して、当業者は、非セルロース系ポリマー繊維の配向プロセスにおける適切な条件およびパラメーターを決定することができる。
【0024】
水力学的に形成された不織シートの第1の一般実施形態中に存在する非セルロース系ポリマー繊維の全重量は、乾燥状態の不織シートの重量の少なくとも約35%、好ましくは乾燥状態の不織シートの重量の少なくとも約50%、より好ましくは乾燥状態の不織シートの重量の少なくとも約65%である。本明細書全体で使用される場合、「乾燥状態の不織シートの重量」は、材料が乾燥されている場合、すなわち、材料が約10%未満の水分率を有する場合の材料の重量を基準にした、不織シートを構成する材料の全重量を意味する。
【0025】
第1の一般実施形態の非セルロース系ポリマー繊維は、第1の非セルロース系ポリマー繊維および第2の非セルロース系ポリマー繊維を含み、第3の非セルロース系ポリマー繊維および/またはその他の非セルロース系ポリマー繊維またはそれらの混合物を含むことができる。
【0026】
本明細書全体で使用される場合、第1の一般実施形態の第1の非セルロース系ポリマー繊維は、約3.5ミクロン未満の平均直径、約3mm未満の平均カット長、および約400〜約2000の平均アスペクト比(すなわち長さ対直径の比)を有する。第1の非セルロース系ポリマー繊維は、水力学的に形成された不織シートの第1の一般実施形態において、乾燥状態の不織シートの重量の約5%〜約90%の量、好ましくは乾燥状態の不織シートの重量の約10%〜約50%の量、より好ましくは乾燥状態の不織シートの重量の約10%〜35%の量で存在する。
【0027】
第1の非セルロース系ポリマー繊維は、たとえば、ポリオレフィン、ポリエステル、ポリアミド、ポリラクチド、ポリカプロラクトン、ポリカーボネート、ポリウレタン、ポリ酢酸ビニル、ポリ塩化ビニル、ポリビニルアルコール、ポリアクリレート、ポリアクリロニトリル、アイオノマー、のホモポリマーおよびコポリマーを含むポリマー、あるいはこれらのポリマーのブレンドを含むことができる。ポリオレフィンの例としては、ポリエチレン、ポリプロピレン、プロピレン−エチレンコポリマー、およびエチレンα−オレフィンコポリマーが挙げられるが、これらに限定されるものではない。ポリエステルの一例としてはポリエチレンテレフタレートが挙げられるが、これに限定されるものではなく、図2はポリエチレンテレフタレートの化学構造である。アイオノマーの一例としては、E.I.デュポン・ドゥ・ヌムール・アンド・カンパニー(デラウェア州ウィルミントン)より入手可能なサーリン(Surlyn)(登録商標)が挙げられるが、これに限定されるものではない。
【0028】
第1の非セルロース系ポリマー繊維の一例は、イーストマン・ケミカル・カンパニー(Eastman Chemical Company)(テネシー州キングスポート(Kingsport,Tennessee))のE3164101である。E3164101は、2008年12月18日に公開された米国特許出願第2008/0311815A1号明細書(この記載内容全体が参照により本出願に組み入れられる)に開示されているポリエステル繊維である。E3164101は、種々の直径およびカット長を有するように、たとえば限定するものではないが2.5ミクロンの平均直径および1.5mmの平均カット長を有するように製造することができる。
【0029】
本明細書全体で使用される場合、第1の一般実施形態の第2の非セルロース系ポリマー繊維は、約3.5ミクロンを超える平均直径、および約400〜約1000の平均アスペクト比(すなわち、平均繊維長対平均繊維直径の比)を有する。第2の非セルロース系ポリマー繊維は、水力学的に形成された不織シートの第1の一般実施形態において、乾燥状態の不織シートの重量の約10%〜約95%の量、好ましくは乾燥状態の不織シートの重量の約20%〜約65%の量、より好ましくは乾燥状態の不織シートの重量の約25%〜65%の量で存在する。
【0030】
第2の非セルロース系ポリマー繊維は、たとえば、ポリオレフィン、ポリエステル、ポリアミド、ポリラクチド、ポリカプロラクトン、ポリカーボネート、ポリウレタン、ポリ酢酸ビニル、ポリ塩化ビニル、ポリビニルアルコール、ポリアクリレート、ポリアクリロニトリル、アイオノマー、のホモポリマーおよびコポリマーを含むポリマー、あるいはこれらのポリマーのブレンドを含むことができる。ポリオレフィンの例としては、ポリエチレン、ポリプロピレン、プロピレン−エチレンコポリマー、およびエチレンα−オレフィンコポリマーが挙げられるが、これらに限定されるものではない。ポリエステルの一例としてはポリエチレンテレフタレートが挙げられるが、これに限定されるものではなく、図2はポリエチレンテレフタレートの化学構造である。アイオノマーの一例としては、E.I.デュポン・ドゥ・ヌムール・アンド・カンパニー(デラウェア州ウィルミントン)より入手可能なサーリン(登録商標)が挙げられるが、これに限定されるものではない。
【0031】
第2の非セルロース系ポリマー繊維の例は、EP043(円形断面、フィラメント当たり0.5デニール(dpf)(約7ミクロン)の平均直径、ならびに3または5mmの平均カット長を有するポリエステル繊維)、EP053(円形断面、0.8dpf(約9ミクロン)の平均直径、および5mmの平均カット長を有するポリエステル繊維)、EP133(円形断面、1.3dpf(約12ミクロン)の平均直径、ならびに5、6、10、または12mmの平均カット長を有するポリエステル繊維)、EP203(円形断面、1.9dpf(約14ミクロン)の平均直径、ならびに5または10mmの平均カット長を有するポリエステル繊維)、EPTC203(T字型断面、2.2dpf(約20ミクロン)の平均直径、および10mmの平均カット長を有するポリエステル繊維)、およびEP303(円形断面、2.8dpf(約17ミクロン)の平均直径、および10mmの平均カット長を有するポリエステル繊維)であり、これらすべてはクラレ(Kuraray Co.,Ltd.)によって製造され、エンジニアード・ファイバーズ・テクノロジー(Engineered Fibers Technology)(マサチューセッツ州ロングメドー(Longmeadow,Massachusetts))より入手可能である。
【0032】
第2の非セルロース系ポリマー繊維のさらに別の例は、ミニファイバーズ・インコーポレイテッド(Minifibers、Inc.)(テネシー州ジョンソンシティー(Johnson City,Tennessee))より入手可能な種々の繊維である。このようなミニファイバーズ繊維としては以下のものが挙げられる:1.5dpf(約13ミクロン)の平均直径ならびに6または12mmの平均カット長を有するアクリル繊維、3.0dpf(約19ミクロン)の平均直径ならびに12または19mmの平均カット長を有するアクリル繊維、15.0dpf(約43ミクロン)の平均直径ならびに19または25mmの平均カット長を有するアクリル繊維、3.0dpf(約18ミクロン)の平均直径および10mmの平均カット長を有するバイオネル(Bionelle)/バイオマックス(Biomax)脂肪族ポリエステル二成分繊維、6.0dpf(約25ミクロン)の平均直径および10mmの平均カット長を有するバイオネル/バイオマックス脂肪族ポリエステル二成分繊維、3.0dpf(約18ミクロン)の平均直径および10mmの平均カット長を有するバイオネル脂肪族ポリエステル/ポリ乳酸二成分繊維、6.0dpf(約25ミクロン)の平均直径および10mmの平均カット長を有するバイオネル脂肪族ポリエステル/ポリ乳酸二成分繊維、2.0dpf(約14ミクロン)の平均直径ならびに6または12mmの平均カット長を有するBC110(コポリエステル/ポリエステル二成分繊維)、3.0dpf(約18ミクロン)の平均直径および12mmの平均カット長を有するBC185(コポリエステル/ポリエステル二成分繊維)、2.0dpf(約18ミクロン)の平均直径および10mmの平均カット長を有するエチル酢酸ビニル/ポリプロピレン二成分繊維、3.0dpf(約22ミクロン)の平均直径および10mmの平均カット長を有するエチル酢酸ビニル/ポリプロピレン二成分繊維、2.0dpf(約16ミクロン)の平均直径および10mmの平均カット長を有するエチルビニルアルコール/ポリプロピレン同軸二成分繊維、2.0dpf(約16ミクロン)の平均直径および10mmの平均カット長を有する高密度ポリエチレン/ポリエステル二成分繊維、6.0dpf(約27ミクロン)の平均直径および10mmの平均カット長を有する高密度ポリエチレン/ポリエステル二成分繊維、0.7dpf(約10ミクロン)の平均直径ならびに5または10mmの平均カット長を有する高密度ポリエチレン/ポリプロピレン二成分繊維、2.5dpf(約19ミクロン)の平均直径および10mmの平均カット長を有する高密度ポリエチレン/ポリプロピレン二成分繊維、2.0dpf(約14ミクロン)の平均直径ならびに6または12mmの平均カット長を有するノーメックス(Nomex)(登録商標)アラミド繊維、1.0dpf(約11ミクロン)の平均直径ならびに6または9mmの平均カット長を有するタイプ6,6レギュラー・テナシティ・ナイロン繊維(Type 6,6 Regular Tenacity Nylon Fiber)、3.0dpf(約19ミクロン)の平均直径ならびに12または19mmの平均カット長を有するタイプ6,6レギュラー・テナシティ・ナイロン繊維、6.0dpf(約27ミクロン)の平均直径ならびに12、19、または25mmの平均カット長を有するタイプ6,6レギュラー・テナシティ・ナイロン繊維、6.0dpf(約27ミクロン)の平均直径ならびに12、19、または25mmの平均カット長を有するタイプ6,6ハイ・テナシティ・ブライト・ナイロン繊維(Type 6,6 High Tenacity Bright Nylon Fiber)、12.0dpf(約39ミクロン)の平均直径ならびに19または25mmの平均カット長を有するマルチカラー・BCFナイロン繊維(Multicolor BCF Nylon Fiber)、3.0dpf(約19ミクロン)の平均直径ならびに12または19mmの平均カット長を有するタイプ6ナイロン繊維(Type 6 Nylon Fiber)、3.0dpf(約18ミクロン)の平均直径および12mmの平均カット長を有するレギュラー・シュリンク・レギュラー・テナシティ・ポリエステル繊維(Regular Shrink,Regular Tenacity Polyester Fiber)、1.5dpf(約12ミクロン)の平均直径ならびに6または12mmの平均カット長を有するレギュラー・シュリンク・レギュラー・テナシティ・ポリエステル繊維、1.0dpf(約10ミクロン)の平均直径および6mmの平均カット長を有するレギュラー・シュリンク・レギュラー・テナシティ・ポリエステル繊維、0.7dpf(約8ミクロン)の平均直径ならびに3または6mmの平均カット長を有するレギュラー・シュリンク・レギュラー・テナシティ・ポリエステル繊維、0.5dpf(約7ミクロン)の平均直径ならびに3または6mmの平均カット長を有するレギュラー・シュリンク・レギュラー・テナシティ・ポリエステル繊維、3.0dpf(約18ミクロン)の平均直径および12mmの平均カット長を有するレギュラー・シュリンク・レギュラー・テナシティ・ブラック・ポリエステル繊維(Regular Shrink,Regular Tenacity Black Polyester Fiber)、3.0dpf(約18ミクロン)の平均直径および12mmの平均カット長を有するトリローバル・ポリエステル繊維(Trilobal Polyester Fiber)、12.0dpf(約35ミクロン)の平均直径ならびに19または25mmの平均カット長を有するレギュラー・シュリンク・ハイテナシティ・ポリエステル繊維(Regular Shrink,High Tenacity Polyester Fiber)、6.0dpf(約25ミクロン)の平均直径ならびに12、19、または25mmの平均カット長を有するレギュラー・シュリンク・ハイテナシティ・ポリエステル繊維、3.0dpf(約18ミクロン)の平均直径および12mmの平均カット長を有するレギュラー・シュリンク・ハイテナシティ・ポリエステル繊維、6.0dpf(約25ミクロン)の平均直径ならびに12、19、または25mmの平均カット長を有するロー・シュリンク・ハイ・テナシティ・ブライト・ポリエステル繊維(Low Shrink,High Tenacity Bright Polyester Fiber)、3.0dpf(約18ミクロン)の平均直径および12mmの平均カット長を有するロー・シュリンク・ハイ・テナシティ・ブライト・ポリエステル繊維、5.0dpf(約27ミクロン)の平均直径ならびに12、19、または25mmの平均カット長を有する生分解性LLDPEポリエチレン繊維、6.0dpf(約30ミクロン)の平均直径ならびに12、19、または25mmの平均カット長を有する低融点LLDPEポリエチレン繊維、1.3dpf(約12ミクロン)の平均直径ならびに6または12mmの平均カット長を有するポリ乳酸(PLA)繊維、0.7dpf(約10ミクロン)の平均直径ならびに5または10mmの平均カット長を有するポリプロピレン繊維、3.0dpf(約22ミクロン)の平均直径および12mmの平均カット長を有するポリプロピレン繊維、7.0dpf(約33ミクロン)の平均直径ならびに12、19、または25mmの平均カット長を有するポリプロピレン繊維、12.0dpf(約43ミクロン)の平均直径ならびに19または25mmの平均カット長を有するマルチカラー・ポリプロピレン繊維、ならびに15.0dpf(約48ミクロン)の平均直径ならびに19または25mmの平均カット長を有するマルチカラー・ポリプロピレン繊維。
【0033】
水力学的に形成された不織シートの第1の一般実施形態は、第3の非セルロース系ポリマー繊維を含むこともできる。本明細書全体で使用される場合、第1の一般実施形態の第3の非セルロース系ポリマー繊維は、約10ミクロンを超える平均直径、および約5mmを超える平均カット長を有する。第3の非セルロース系ポリマー繊維は、水力学的に形成された不織シートの第1の一般実施形態において、乾燥状態の不織シートの重量の0%〜約50%の量、好ましくは乾燥状態の不織シートの重量の約5%〜約30%の量、より好ましくは乾燥状態の不織シートの重量の約5%〜20%の量で存在することができる。
【0034】
第3の非セルロース系ポリマー繊維は、たとえば、ポリオレフィン、ポリエステル、ポリアミド、ポリラクチド、ポリカプロラクトン、ポリカーボネート、ポリウレタン、ポリ酢酸ビニル、ポリ塩化ビニル、ポリビニルアルコール、ポリアクリレート、ポリアクリロニトリル、アイオノマー、のホモポリマーおよびコポリマーを含むポリマー、あるいはこれらのポリマーのブレンドを含むことができる。ポリオレフィンの例としては、ポリエチレン、ポリプロピレン、プロピレン−エチレンコポリマー、およびエチレンα−オレフィンコポリマーが挙げられるが、これらに限定されるものではない。ポリエステルの一例としてはポリエチレンテレフタレートが挙げられるが、これに限定されるものではなく、図2はポリエチレンテレフタレートの化学構造である。アイオノマーの一例としては、E.I.デュポン・ドゥ・ヌムール・アンド・カンパニー(デラウェア州ウィルミントン)より入手可能なサーリン(登録商標)が挙げられるが、これに限定されるものではない。
【0035】
第3の非セルロース系ポリマー繊維の例は、EP133(円形断面、1.3デニール(約12ミクロン)の平均直径、ならびに5、6、10、12、または15mmの平均カット長を有するポリエステル繊維)、EP203(円形断面、1.9デニール(約14ミクロン)の平均直径、ならびに5または10mmの平均カット長を有するポリエステル繊維)、EPTC203(T字型断面、2.2dpf(約20ミクロン)の平均直径、ならびに5または10mmの平均カット長を有するポリエステル繊維)、およびEP303(円形断面、2.8デニール(約17ミクロン)の平均直径、ならびに5または10mmの平均カット長を有するポリエステル繊維)であり、これらすべてはクラレによって製造され、エンジニアード・ファイバーズ・テクノロジー(マサチューセッツ州ロングメドー)より入手可能である。
【0036】
第3の非セルロース系ポリマー繊維のさらに別の例は、ミニファイバーズ・インコーポレイテッド(テネシー州ジョンソンシティー)より入手可能な種々の繊維である。このようなミニファイバーズ繊維としては以下のものが挙げられる:15.0dpf(約43ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するアクリル繊維、3.0dpf(約19ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するアクリル繊維、1.5dpf(約13ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するアクリル繊維、6.0dpf(約25ミクロン)の平均直径ならびに5または10mmの平均カット長を有するバイオネル/バイオマックス脂肪族ポリエステル二成分繊維、3.0dpf(約18ミクロン)の平均直径ならびに5または10mmの平均カット長を有するバイオネル/バイオマックス脂肪族ポリエステル二成分繊維、6.0dpf(約25ミクロン)の平均直径ならびに5または10mmの平均カット長を有するバイオネル脂肪族ポリエステル/ポリ乳酸二成分繊維、3.0dpf(約18ミクロン)の平均直径ならびに5または10mmの平均カット長を有するバイオネル脂肪族ポリエステル/ポリ乳酸二成分繊維、2.0dpf(約14ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するBC110(コポリエステル/ポリエステル二成分繊維)、3.0dpf(約18ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するBC185(コポリエステル/ポリエステル二成分繊維)、2.0dpf(約18ミクロン)の平均直径および5mmの平均カット長を有するコポリプロピレン/ポリプロピレン二成分繊維、2.0dpf(約18ミクロン)の平均直径ならびに5または10mmの平均カット長を有するエチル酢酸ビニル/ポリプロピレン二成分繊維、3.0dpf(約22ミクロン)の平均直径ならびに5または10mmの平均カット長を有するエチル酢酸ビニル/ポリプロピレン二成分繊維、2.0dpf(約16ミクロン)の平均直径ならびに5または10mmの平均カット長を有するエチルビニルアルコール/ポリプロピレン同軸二成分繊維、3.0dpf(約20ミクロン)の平均直径および6mmの平均カット長を有するエチルビニルアルコール/ポリプロピレン分割性二成分繊維、6.0dpf(約27ミクロン)の平均直径ならびに5または10mmの平均カット長を有する高密度ポリエチレン/ポリエステル二成分繊維、2.0(約16ミクロン)の平均直径ならびに5または10mmの平均カット長を有する高密度ポリエチレン/ポリエステル二成分繊維、2.5dpf(約19ミクロン)の平均直径および5mmの平均カット長を有する高密度ポリエチレン/ポリプロピレン二成分繊維、0.7dpf(約10ミクロン)の平均直径ならびに5または10mmの平均カット長を有する高密度ポリエチレン/ポリプロピレン二成分繊維、4.0dpf(約21ミクロン)の平均直径および51mmの平均カット長を有するポリ乳酸/ポリ乳酸二成分繊維、6.0dpf(約26ミクロン)の平均直径および51mmの平均カット長を有するポリ乳酸/ポリ乳酸二成分繊維、2.0dpf(約14ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するノーメックス(登録商標)アラミド繊維、6.0dpf(約27ミクロン)の平均直径ならびに6、9、12、19、または25mmの平均カット長を有するタイプ6,6レギュラー・テナシティ・ナイロン繊維、3.0dpf(約19ミクロン)の平均直径ならびに6、9、12、19、または25mmの平均カット長を有するタイプ6,6レギュラー・テナシティ・ナイロン繊維、1.0dpf(約11ミクロン)の平均直径ならびに6、9、12、19、または25mmの平均カット長を有するタイプ6,6レギュラー・テナシティ・ナイロン繊維、6.0dpf(約27ミクロン)の平均直径ならびに6、12、19、25mmの平均カット長を有するタイプ6,6ハイ・テナシティ・ブライト・ナイロン繊維、12.0dpf(約39ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するマルチカラー・BCFナイロン繊維、3.0dpf(約19ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するタイプ6ナイロン繊維、1.0dpf(約10ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するレギュラー・シュリンク・レギュラー・テナシティ・ポリエステル繊維、1.5dpf(約12ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するレギュラー・シュリンク・レギュラー・テナシティ・ポリエステル繊維、3.0dpf(約18ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するレギュラー・シュリンク・レギュラー・テナシティ・ポリエステル繊維、3.0dpf(約18ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するレギュラー・シュリンク・レギュラー・テナシティ・ブラック・ポリエステル繊維、3.0dpf(約18ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するトリローバル・ポリエステル繊維、3.0dpf(約18ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するレギュラー・シュリンク・ハイテナシティ・ポリエステル繊維、6.0dpf(約25ミクロン)の平均直径ならびに6、12、19または25mmの平均カット長を有するレギュラー・シュリンク・ハイテナシティ・ポリエステル繊維、12.0dpf(約35ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するレギュラー・シュリンク・ハイテナシティ・ポリエステル繊維、3.0dpf(約18ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するロー・シュリンク・ハイ・テナシティ・ブライト・ポリエステル繊維、6.0dpf(約25ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するロー・シュリンク・ハイ・テナシティ・ブライト・ポリエステル繊維、5.0dpf(約27ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有する生分解性LLDPEポリエチレン繊維、6.0dpf(約30ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有する低融点LLDPEポリエチレン繊維、1.3dpf(約12ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するポリ乳酸(PLA)繊維、0.7dpf(約10ミクロン)の平均直径ならびに5または10mmの平均カット長を有するポリプロピレン繊維、3.0dpf(約22ミクロン)の平均直径ならびに6または12mmの平均カット長を有するポリプロピレン繊維、7.0dpf(約33ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するポリプロピレン繊維、12.0dpf(約43ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するマルチカラー・ポリプロピレン繊維、ならびに15.0dpf(約48ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するマルチカラー・ポリプロピレン繊維。
【0037】
水力学的に形成された不織シートの第1の一般実施形態は、セルロース系材料を含むこともできる。セルロース系材料は、水力学的に形成された不織シートの第1の一般実施形態において、乾燥状態の不織シートの重量の0%〜約75%の量、好ましくは乾燥状態の不織シートの重量の約5%〜約35%の量、より好ましくは乾燥状態の不織シートの重量の約5%〜20%の量で存在することができる。本明細書全体で使用される場合、セルロース系材料は、天然セルロース系材料、セルロースから製造された繊維、またはその両方を含んでいる。
【0038】
わずかな例外も存在するが、天然セルロース系材料は生合成の結果として得られる。天然セルロースの化学構造は比較的単純である。図3は天然セルロースの化学構造である。この構造の単純さは、構成ブロックとしてアンヒドログルコース単位C6H10O5が繰り返されることにある。用語「セルロース」は、何らかの特定の化学物質および均質物質を意味するのではなく、各アンヒドログルコース単位の間に特定の(1→4)β(ジエクアトリアル)結合を有する化合物の同族列を意味する。
【0039】
天然セルロース系材料としては、広葉樹繊維、針葉樹繊維、および非木材繊維が挙げられる。広葉樹繊維は、広葉樹から得られる繊維であり、広葉樹は、被子植物の落葉樹であり、そのようなものとしては、アカシア、トネリコ、バルサ、シナノキ、ブナノキ、カバノキ、サクラ、ハコヤナギ、ニレ、ユーカリ、ヒッコリー、マホガニー、カエデ、オーク、ポプラ、シタン、ウルシ、スズカケノキ、およびクルミが挙げられるが、これらに限定されるものではない。広葉樹繊維のさらなる例は、アラクルス・セルロースS.A.(Aracruz Cellulose S.A.(サンパウロ(Sao Paulo)、ブラジル)より入手可能な漂白ユーカリパルプである。針葉樹繊維は、針葉樹から得られる繊維であり、針葉樹は、裸子植物の落葉樹であり、そのようなものとしてはシーダー、モミ、ツガ、マツ、セコイア、およびトウヒが挙げられるが、これらに限定されるものではない。針葉樹繊維のさらなる例は、ヒントン・ハイブライトNBSKパルプ(Hinton Hibrite NBSK Pulp)(約5%のモミの内部(interior fir)(バルサム)、20%のトウヒ、および75%のロッジポールパインを含む)であり、ウェット・フレーザー・ティンバー・カンパニー・リミテッド(Wet Fraser Timber Co.Ltd.)(カナダのブリティッシュコロンビア州バンクーバー(Vancouver,British Columbia))より入手可能である(ボンド(Bond)ら,「テネシー原産の広葉樹および針葉樹種の木の識別」(Wood Identification for Hardwood and Softwood Species Native to Tennessee」,2005(PB1692、www.utextension.utk.edu/publications/pbfiles/pb1692.pdf,農業拡大サービス(Agricultural Extension Service),テネシー大学ノックスビル校(The University of Tennessee−Knoxville),テネシー州ノックスビル(Knoxville,Tennessee))が参照され、この記載内容全体が参照により本出願に組み入れられる)。
【0040】
非木材天然セルロース系材料としては、綿、カポック、およびトウワタなどの種子の毛から得られるもの、バガス、竹、亜麻、大麻、ジュート、ケナフ、およびラミーなどの植物の茎から得られるもの、リュウゼツラン、バナナ、およびパイナップルなどの植物の葉から得られるもの、トウモロコシの茎および葉から得られるもの、藻類から得られるもの(藻類セルロース)、細菌から得られるもの(細菌セルロース)、ビートパルプから得られるもの、ならびに柑橘類パルプから得られるものが挙げられる。非木材繊維のさらなる例は、流通している綿またはぼろきれの在庫品であり、いずれもバッカイ・テクノロジーズ・インコーポレイテッド(Buckeye Technologies Inc.)(テネシー州メンフィス(Memphis,Tennessee))より入手可能である(フレンチ(French)ら,「セルロース」(Cellulose)ポリマー科学百科事典第3版,2003,Volume 5,pp.473−507(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニュージャージー州ホーボーケン)が参照され、この記載内容全体が参照により本出願に組み入れられる)。
【0041】
天然セルロース系材料と対照的なのは、セルロースから製造された繊維である。セルロースから製造された繊維は、誘導体繊維か、再生繊維かのいずれかである。
【0042】
誘導体繊維は、天然セルロース系材料の化学的誘導体を調製し、溶解させ、連続フィラメントとして押出成形して形成される繊維であり、誘導体の化学的性質は繊維形成プロセス後にも維持される。たとえば、エステルおよび/またはエーテルとしてのセルロースの誘導体化によって、セルロース系材料の溶解特性は変化するが、そのポリマー的性質の多くは維持される。
【0043】
セルロースエステルは、無機または有機のいずれであってもよい。セルロースの無機エステルとしては、セルロース系酸素に直接結合する原子が炭素ではないあらゆるエステルが挙げられる。無機セルロースエステルの例としては、硝酸セルロース、硫酸セルロース、スルホン酸セルロース、デオキシスルホン酸セルロース、およびリン酸セルロースが挙げられるが、これらに限定されるものではない(シェルトン(Shelton),「無機セルロースエステル」(Cellulose Esters,Inorganic),ポリマー科学百科事典第3版,2004,Volume 9,pp.113−129(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニュージャージー州ホーボーケン)が参照され、この記載内容全体が参照により本出願に組み入れられる)。セルロースの有機エステルは、有機酸、無水物、または酸塩化物との反応によって天然セルロースから一般に誘導される。有機セルロースエステルの例としては、酢酸セルロース、酢酸フタル酸セルロース、酢酸酪酸セルロース、セルローストリアセテート、ギ酸セルロース、プロピオン酸セルロース、酪酸セルロース、酢酸吉草酸セルロース、プロピオン酸吉草酸セルロース、酪酸吉草酸セルロース、酢酸イソ酪酸セルロース、プロピオン酸イソ酪酸セルロース、および二酢酸セルロースが挙げられるが、これらに限定されるものではない。有機セルロースエステルのさらなる例は、イーストマン・ケミカル・カンパニー(テネシー州キングスポート)より入手可能なエストロン(Estron)アセテートヤーンである(エドガー(Edgar),「有機セルロースエステル」(Cellulose esters,Organic),ポリマー科学百科事典第3版,2004,Volume 9,pp.129−158(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニュージャージー州ホーボーケン)が参照され、この記載内容全体が参照により本出願に組み入れられる)。
【0044】
セルロースエーテルは、不均一条件下、通常は塩基(たとえば水酸化ナトリウム)および不活性希釈材の存在下で、純セルロースをアルキル化剤と反応させることによって製造される。セルロースエーテルの例としては、カルボキシメチルセルロースナトリウム、ヒドロキシエチルセルロース、カルボキシメチルヒドロキシエチルセルロースナトリウム、エチルヒドロキシエチルセルロース、メチルセルロース、ヒドロキシプロピルメチルセルロース、ヒドロキシエチルメチルセルロース、ヒドロキシブチルメチルセルロース、エチルセルロース、およびヒドロキシプロピルセルロースが挙げられるが、これらに限定されるものではない(マイエヴィッチ(Majewicz)ら,「セルロースエーテル」(Cellulose Ethers),ポリマー科学百科事典第3版,2003,Volume 5,pp.507−532(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニュージャージー州ホーボーケン)が参照され、この記載内容全体が参照により本出願に組み入れられる)。
【0045】
再生繊維は、天然セルロース系材料またはその化学的誘導体または複合材料が溶解され、押出成形されて形成される繊維であり、繊維形成プロセス後に、天然セルロース系材料の化学的性質は維持されるかまたは再生される(ウッディングス(Woodings),「再生セルロース繊維」(Cellulose Fibers,Regenerated),ポリマー科学百科事典第3版,2003,Volume 5、pp.532−569(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニュージャージー州ホーボーケン)が参照され、この記載内容全体が参照により本出願に組み入れられ、さらに1996年9月3日に公開された米国防衛発明登録明細書H1592も参照され、この記載内容全体が参照により本出願に組み入れられ、さらにボーバリー(Borbely),「リヨセル、再生セルロースの新世代」(Lyocell,The New Generation of Regenerated Cellulose),Acta Polytechnica Hungarica,Volume 5,Number 3、2008,pp.11−18も参照され、この記載内容全体が参照により本出願に組み入れられる)。
【0046】
ビスコース法は、セルロースの化学的誘導体(すなわち、セルロースキサントゲン酸塩)の溶解および押出成形を行って繊維を製造し、これをセルロースに再生することを伴う。ビスコース法によって製造された再生セルロース繊維は、一般にレーヨンと呼ばれており、そのようなものとしてはレギュラーレーヨン、改質レーヨン、モーダルレーヨン、ポリノジックレーヨン、アロイレーヨンおよびy字型レーヨンが挙げられるが、これらに限定されるものではない。レーヨンの例は、0.8dpf(約9ミクロン)、1.5dpf(約12ミクロン)、3.0dpf(約17ミクロン)、4.5dpf(約20ミクロン)、または25dpf(約48ミクロン)の平均直径を有し、いずれも2、3、6、12、19または25mmの平均カット長を有することができるレギュラー・テナシティ・フロッキング・トウレーヨン繊維(Regular Tenacity Flocking Tow Rayon Fiber)、ならびに1.5dpf(約12ミクロン)の平均直径、ならびに2、3、6、12、19、または25mmの平均カット長を有するハイテナシティ・タイヤ・コードレーヨン繊維(High Tenacity Tire Cord Rayon Fiber)である。これらのレーヨン繊維の例の両方はミニファイバーズ・インコーポレイテッド(テネシー州ジョンソンシティー)より入手可能である。
【0047】
銅アンモニア法は、セルロースの化学的複合材料(すなわち、銅アンモニア)の溶解および押出成形を行って再生繊維を製造することを伴う。銅アンモニア法によって製造された再生繊維は、一般に銅アンモニアレーヨンと呼ばれている。銅アンモニアレーヨンの一例は、旭化成(Asahi Kasei Corporation)(東京)より入手可能なベンベルグ(Bemberg)(商標)である。
【0048】
リヨセル法は、天然セルロース系材料を有機溶媒中に直接溶解させることを伴い、リヨセル法の一例はコートルズ・リヨセル(Courtalds Lyocell)法であり、アコーディス・テンセル(Acordis Tencel)法とも呼ばれている。このリヨセル法は、一般に、天然セルロース系材料をN−メチルモルホリン−n−オキシド溶媒中に溶解させることを伴う。この方法で製造された再生繊維は、一般にリヨセル繊維と呼ばれている。リヨセルの一例は、レンジング・ファイバーズ・インコーポレイテッド(Lenzing Fibers,Inc.(ニューヨーク州ニューヨーク(New York,New York)より入手可能なテンセル(Tencel)(登録商標)である。リヨセルは、フィブリル化する傾向を有する(本明細書全体で使用される場合、「フィブリル化」は、繊維の表面上にマイクロフィブリルまたはナノフィブリルが形成されることを意味する)。ナノフィブリル化したリヨセルの例は、EFTec(商標)ナノフィブリル化繊維(Nanofibrillated Fiber)グレードL200−6、L040−6、L010−6、L200−4、L040−4、およびL010−4であり、これらすべてがエンジニアード・ファイバーズ・テクノロジー(マサチューセッツ州ロングメドーより入手可能である。
【0049】
水力学的に形成された不織シートの第1の一般実施形態は、結合剤を含むこともできる。結合剤は、アクリルラテックス(スチレンブタジエンコポリマーまたはブタジエンアクリロニトリルコポリマーなど)、ポリウレタン、ポリ酢酸ビニル、ポリビニルアルコール、天然ゴムまたは他の天然接着剤、ポリ塩化ビニル、ポリクロロプレン、エポキシ、フェノール、尿素−ホルムアルデヒド、熱溶融接着剤、表面処理材料、表面処理方法、バインダー繊維、架橋剤、粘着付与剤、またはそれらを混合したものを含んでいる。結合剤は、水力学的に形成された不織シートの第1の一般実施形態において、乾燥状態の不織シートの重量0%〜約40%の量、好ましくは乾燥状態の不織シートの重量の約5%〜約40%の量、より好ましくは乾燥状態の不織シートの重量約5%〜30%の量で存在することができる。
【0050】
本明細書全体で使用される場合、結合剤は、樹脂接合、熱接合、機械的接合、および表面処理のための材料および方法を含んでいる。樹脂接合は、溶媒および接着樹脂などの化学物質による接合である。熱接合は、熱または超音波処理を使用して感熱性材料を活性化することによる、圧力を使用または使用しない接合である。機械的接合は、ニードリング、縫合などによって絡まされることによる接合である。表面処理は、表面領域を変化させることによる接合である。結合剤は、連続的であってよく、シート全体にわたって(たとえば、全体または領域接合)で塗布することができるし、不連続であってもよく、あらかじめ定められた、別個の部位に制限されていてもよい(たとえば、点接合または印刷接合)(INDA,米国不織布協会,INDA不織布用語集,2002,pp.1−64(INDA,ノースカロライナ州ケアリー)が参照され、この記載内容全体が参照により本出願に組み入れられる)。
【0051】
水力学的に形成された不織シートの接合に加えて、結合剤は、不織シートの毛羽立ちを減少および/または解消させるために加えることもできる。本明細書全体で使用される場合、「毛羽立ち」は、繊維断裂とも呼ばれ、水力学的に形成された不織シートから繊維またはその他の粒子が分離して、水力学的に形成された不織シートを含むパッケージ内に包装された物品上に付着することに関する。
【0052】
樹脂接合用結合剤は溶液接着剤であり、これは溶剤溶液接着剤または水溶液接着剤である。溶剤溶液接着剤としては、コンタクト接着剤(ポリクロロプレンなど)、活性化可能なドライフィルム接着剤(溶剤が加えられた天然ゴムなど)、および溶剤接着接着剤(ポリ塩化ビニルなど)が挙げられるが、これらに限定されるものではない。水溶液接着剤としては、ポリウレタン、ポリビニルアルコール、ポリ酢酸ビニル、およびポリクロロプレンラテックスの接着剤が挙げられるが、これらに限定されるものではない。樹脂接合用の結合剤は、エポキシ、アクリル(レドックス活性化接着剤など、嫌気性アクリルおよび非好気性(nonaerobic)構造用アクリル、およびポリシアノアクリレートの両方を含んでいる)、ウレタン、フェノール系、ならびに尿素−ホルムアルデヒドおよび関連接着剤などの構造用接着剤も含む。樹脂接合用結合剤としては、タンパク質系接着剤、炭水化物系接着剤、およびその他の天然系接着剤などの天然産物から製造された接着剤がさらに挙げられる(ヨークジティス(Yorkgitis),「接着剤化合物」(Adhesive Compounds),ポリマー科学百科事典第3版、2003、Volume 1、pp.256−290(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニュージャージー州ホーボーケン)が参照され、この記載内容全体が参照により本出願に組み入れられる)。
【0053】
樹脂接合用結合剤の例は、ロープレックス(Rhoplex)(登録商標)B−15J(ペンシルバニア州フィラデルフィアのローム・アンド・ハース・ケミカルズLLC(Rohm and Haas Chemicals,LLC,Philadelphia,Pennsylvania)、より入手可能なアクリルラテックス結合剤)、ハイカー(Hycar)(登録商標)26469(オハイオ州ウィクリフのザ・ルーブリゾール・コーポレーション(The Lubrizol Corporation、Wickliffe,Ohio)より入手可能なアクリルラテックス結合剤)、レバクリル(Revacryl)705(オハイオ州パウエルのシンソマーLLC(Synthomer,LLC,Powell,Ohio)より入手可能なアクリルラテックス結合剤)、ラテックス(Latex)DL 275NA(ミシガン州ミッドランドのダウ・ケミカル・カンパニー(Dow Chemical Company,Midland,Michigan)より入手可能なスチレン−ブタジエンコポリマー結合剤)、シンソマー(Synthomer)50B30(オハイオ州パウエルのシンソマーLLCより入手可能なスチレン−ブタジエンコポリマー結合剤)、シンソマー7100(オハイオ州パウエルのシンソマーLLCより入手可能なブタジエン−アクリロニトリルコポリマー結合剤)、RU−21−074(マサチューセッツ州ピーボディのシュタールUSA(Stahl USA,Peabody,Massachusetts)より入手可能なポリウレタン結合剤)、RU−41−162(マサチューセッツ州ピーボディのシュタールUSAより入手可能なポリウレタン結合剤)、RU−41−773(マサチューセッツ州ピーボディのシュタールUSAより入手可能なポリウレタン結合剤)、およびエアフレックス(Airflex)(登録商標)920エマルジョン(Emulsion)(ペンシルバニア州アレンタウンのエア・プロダクツ・ポリマーズL.P.(Air Products Polymers,L.P.,Allentown、Pennsylvania)より入手可能なポリ酢酸ビニル結合剤)である。
【0054】
樹脂接合用結合剤は架橋剤も含む。架橋剤は、ポリマー間の分子間共有結合を促進または調節する物質である。架橋剤は、耐熱性を増加させたり、耐溶剤性を改善したり、および/またはポリマーのフィルム形成温度を上昇させたりすることができる。架橋剤の例は、ケムコール(ChemCor)(ニューヨーク州チェスター(Chester,New York)より入手可能なケムコールZAC(ChemCor ZAC)(炭酸亜鉛アンモニウムイオン架橋剤)、シュタールUSA(マサチューセッツ州ピーボディ)より入手可能なXR−5577(ポリカルボジイミド架橋剤)、およびシュタールUSA(マサチューセッツ州ピーボディ)より入手可能なXR−5580(ポリカルボジイミド架橋剤)である。
【0055】
樹脂接合用結合剤は、粘着付与剤も含む。粘着付与剤は、1種類以上の結合剤の以下の性質の1つ以上を付与または制御することができる:粘着性、剥離強度、凝集強度、着色、移行またはしみ通し、糸引きまたはレギング(legging)、ならびに経時特性。粘着付与剤の例としては、石油系脂肪族化合物、石油芳香族、テルペン類、ロジンエステル類、純モノマー芳香族、α−ピネン、低分子量ポリスチレン、およびα−メチル−スチレン−ビニルトルエンのコポリマーが挙げられるが、これらに限定されるものではない(ベネデック(Benedek),「感圧接着剤の製造」(Manufacture of Pressure−Sensitive Adhesives),感圧接着剤および応用(Pressure−Sensitive Adhesive and Applications),改訂第2版(Second Edition Revised),2004,Chapter 8,pp.425−557(CRCプレス(CRC Press),フロリダ州ボカラトン(Boca Raton,Florida))が参照され、この記載内容全体が参照により本出願に組み入れられる)。
【0056】
樹脂接合用結合剤はブレンドすることができる。たとえば、結合剤は、スチレンブタジエンコポリマー、ポリウレタン、および架橋剤のブレンドであってよい。結合剤は、ポリ酢酸ビニル、ポリウレタンおよび架橋剤のブレンドであってよい。
【0057】
異なる剛性特性(たとえば、100%弾性率、伸び%、ガラス転移温度など)を有する樹脂接合用結合剤をブレンドして、接合を向上させることができる。たとえば、1500重量ポンド/平方インチの100%弾性率および400%伸びを有するRU−41−162(マサチューセッツ州ピーボディのシュタールUSAより入手可能なポリウレタン結合剤)を、800重量ポンド/平方インチの100%弾性率および710%の伸びを有するRU−41−773(マサチューセッツ州ピーボディのシュタールUSAより入手可能なポリウレタン結合剤)とブレンドすることができる。より低い100%弾性率を有する結合剤は溶融および流動に寄与し、一方、より高い100%弾性率を有する結合剤は固化に寄与する。
【0058】
熱接合は、感熱性(たとえば、溶融性)繊維および/またはその他の材料を、水力学的に形成された不織シートの結合剤として加えることを伴う。これらのバインダー繊維および/またはその他の材料は一般に熱可塑性であり、乾燥中、カレンダー加工中などの間に処理(たとえば加熱)することによって活性化(たとえば溶融)させることができる。たとえば、活性化ステップが乾燥ステップと併用される場合、乾燥セクション内で不織シートが約40℃〜約90℃の温度に到達するときに一部のバインダー繊維が膨潤し部分的に溶解するので、感熱性材料が効率的で費用対効果の高い結合剤となりうる。感熱性バインダー繊維の例としては、ポリ塩化ビニル、ポリプロピレン、ポリエチレン、酢酸セルロース、ポリエステル、ポリビニルアルコールおよびポリアミドが挙げられるが、これらに限定されるものではない(ダヒヤ(Dahiya)ら,「湿式不織布」(Wet−laid Nonwovens),2004(http://www.engr.utk.edu/mse/pages/Textiles/Wet%20Laid%20Nonwovens.htm、材料理工学科(Department of Materials Science and Engineering),テネシー大学ノックスビル校,テネシー州ノックスビル)が参照され、この記載内容全体が参照により本出願に組み入れられる)。
【0059】
感熱性バインダー繊維のさらなる例は、N720(コポリエステル/ポリエステル断面、2.0デニール(約14ミクロン)の平均直径ならびに5または10mmの平均カット長を有する二成分繊維)、N720H(コポリエステル/ポリエステル断面、2.1デニール(約15ミクロン)の平均直径および5mmの平均カット長を有する二成分繊維)、N721(コポリエステル/ポリエステル断面、1.5デニール(約13ミクロン)の平均直径、および5mmの平均カット長を有する二成分繊維)、およびN700(コポリエステル/ポリエステル断面、5.1デニール(約23ミクロン)の平均直径、および5mmの平均カット長を有する二成分繊維)であり、これらすべてはクラレによって製造され、エンジニアード・ファイバーズ・テクノロジー(マサチューセッツ州ロングメドー)より入手可能である。
【0060】
感熱性バインダー繊維のさらなる例は、ミニファイバーズ・インコーポレイテッド(テネシー州ジョンソンシティー)より入手可能な種々の繊維である。このようなミニファイバーズ繊維としては以下のものが挙げられる:約15ミクロンの平均直径および0.9mmの平均カット長を有するE400ファイブレル(Fybrel)(登録商標)合成繊維、約15ミクロンの平均直径および1.3mmの平均カット長を有するE620ファイブレル(登録商標)合成繊維、2.0dpf(約17ミクロン)の平均直径および5mmの平均カット長を有するバインダー繊維ポリプロピレン繊維、3.0dpf(約18ミクロン)の平均直径ならびに2、5、または10mmの平均カット長を有するバイオネル/バイオマックス脂肪族ポリエステル二成分繊維、6.0dpf(約25ミクロン)の平均直径ならびに2、5、または10mmの平均カット長を有するバイオネル/バイオマックス脂肪族ポリエステル二成分繊維、2.0dpf(約14ミクロン)の平均直径ならびに3、6、12、19、または25mmの平均カット長を有するBC110(コポリエステル/ポリエステル二成分繊維)、3.0dpf(約18ミクロン)の平均直径ならびに3、6、12、19、または25mmの平均カット長を有するBC185(コポリエステル/ポリエステル二成分繊維)、および6.0dpf(約30ミクロン)の平均直径ならびに2、3、6、12、19、または25mmの平均カット長を有する低融点LLDPEポリエチレン繊維。
【0061】
表面処理材料および表面処理方法は、不織シート中の繊維表面および/またはその他の材料を変化させることによって、水力学的に形成された不織シートを結合させる。表面を変化させる方法としては、弱境界層の除去、表面トポグラフィーの変更、表面の化学的性質の変更、および表面の物理構造の変更が挙げられるが、これらに限定されるものではない。たとえば、繊維および/またはその他の材料を液体洗浄して、あらゆる望ましくない(たとえば、疎水性の)コーティングまたはその他の汚染物質を除去することができる。繊維および/またはその他の材料は、これに加えて、またはこれとは別に、コロナ放電に曝露して、部分的に表面酸化を発生させることもできる。表面処理のさらなる例として、繊維および/またはその他の材料を、化学エッチャントに曝露して、部分的に、表面の一部を選択的に除去して、表面の粗面化を進めることができ、繊維および/またはその他の材料を火炎処理に曝露して、部分的に結合性を増加させることができ、繊維および/またはその他の材料に放射線を照射して、表面を一部グラフト化することができ、繊維および/またはその他の材料を低温低圧グロー放電(すなわちプラズマ)に曝露して、化学種を励起して、表面を化学的および物理的に改質することができ、および/または繊維および/またはその他の材料を紫外光およびオゾンに曝露して、材料中に組み込まれる酸素官能基数を増加させることができる(ゲント(Gent)ら,「接着」(Adhesion),ポリマー科学百科事典第3版、2003、Volume 1、pp.218−256(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニュージャージー州ホーボーケン)、この記載内容全体が参照により本出願に組み入れられ、さらにフィンソン(Finson)ら、「表面処理」(Surface Treatment),ワイリー包装技術百科事典第2版(The Wiley Encyclopedia of Packaging Technology,Second Edition),1997、pp.867−874(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニューヨーク州ニューヨーク(New York,New York))も参照され、この記載内容全体が参照により本出願に組み入れられる)。
【0062】
本出願に記載の水力学的に形成された不織シートの第1の一般実施形態は、本明細書に示され実施例でさらに規定されるように種々の性質を有する。このような種々の性質としては、約15g/m2〜約250g/m2、好ましくは約50g/m2〜約100g/m2の坪量、少なくとも約10コレスタ単位の通気性、少なくとも約90コレスタ単位、好ましくは少なくとも約100コレスタ単位の通気性、約1000以下、好ましくは約500以下の地合い、少なくとも約2の対数減少値(水力学的に形成された不織シートの性質を多孔質包装材料と見なす)、好ましくは少なくとも約3の対数減少値(この場合も水力学的に形成された不織シートの性質を多孔質包装材料と見なす)、少なくとも約94%、好ましくは少なくとも約99%の細菌濾過効率、少なくとも約75重量ポンド/平方インチゲージ、好ましくは少なくとも約120重量ポンド/平方インチゲージの破裂強度、少なくとも約150g、好ましくは少なくとも約275gの平均内部引裂抵抗、少なくとも約25ニュートン、好ましくは少なくとも約40ニュートンの低速貫入抵抗、少なくとも約6kg/15mm、好ましくは少なくとも約7kg/15mmの平均引張強度、および少なくとも約7%、好ましくは少なくとも約11%の平均伸びが挙げられる。さらに、不織シートは少なくとも約100g/30mmの湿式引張強度(wet process tensile strength)を有することができる。
【0063】
本発明の不織シートは印刷することができる。このような印刷としては、製品の識別、安全性の識別、ならびに不正防止手段および装置を挙げることができるが、これらに限定されるものではない。水力学的に形成された不織シートは少なくとも約42ダインの値の表面エネルギーを有することができ、このダイン値は不織シートの印刷適性を向上させると期待される。
【0064】
水力学的に形成された不織シートは耐熱性を示す場合がある。本明細書全体で使用される場合、「耐熱性」は、寸法安定性を維持し、高温に曝露した場合に損傷および変形に抵抗する不織シートの能力を意味する。シートを構成する繊維の融点を考慮すると(たとえば、ポリエステル繊維の融点は約260℃である)、水力学的に形成された不織シートは、最高約200℃の温度に曝露した場合に、寸法安定性を維持し、損傷および変形に抵抗する。このことは、E.I.デュポン・ドゥ・ヌムール・アンド・カンパニー(デラウェア州ウィルミントン)より商標タイベック(登録商標)で販売されているものなどのポリエチレン繊維でできたシートとは対照的である。タイベック(登録商標)シートは、最高でわずか約140℃以下の温度に曝露した場合に、寸法安定性を維持し、損傷および変形に抵抗することが知られている(ポリエチレンの融点が典型的には105℃〜130℃の範囲内であることが考慮される)。140℃以下より高温では、このようなシートは、シート中の材料が互いに溶融し、次にシートが透明可撓性包装フィルムと類似したものになり、部分的には通気性が大きく低下するので、寸法安定性を失い「透明化する」ことが知られている。
【0065】
本発明の不織シートは、1つ以上の認証マーカーを含むことができる。認証マーカーの例としては、透かし、エンボス加工、認証繊維、および認証染料が挙げられるが、これらに限定されるものではない。
【0066】
本発明の不織シートは、抗菌性繊維、粒子、またはその他の材料を含むことができ、抗菌性材料で処理することもできる。抗菌性繊維および粒子の例としては、天然竹繊維、天然キトサン、リゾチーム、ナイシンなどのバクテリオシン類、および溶融紡糸前に抗菌剤(第4級アンモニウム化合物またはオクチルフェノールポリオキソエチレンなど)で処理した合成繊維が挙げられるが、これらに限定されるものではない。抗菌処理の例としては、第4級アンモニウム化合物、天然ゲニステイン(ダイズ由来のイソフラボン)、共役リノール酸(リノール酸由来の脂肪酸)、プロピオン酸、コロイド銀、リゾチーム、およびナイシンなどのバクテリオシン類が挙げられるが、これらに限定されるものではない。
【0067】
本発明の不織シートは、ヒートシール可能なコーティング材料(一部は以下に定義される)を片面または両面の上にコーティングすることができる。
【0068】
本発明の不織シートは、感圧接着剤(PSA)(一部は以下に定義される)を片面または両面の上にコーティングすることができる。PSAは、連続であってよくシート全面に塗布することができるし、あるいは、不連続であってもよく、あらかじめ決定されたばらばらの場所に限定されていてもよい(たとえば、パターン塗布)。
【0069】
本発明の不織シートは、電荷化学調節剤(charge−chemistry modifier)を含むことができる。別の一実施形態では、細菌がグラム陽性またはグラム陰性である場合に、界面動電的に耐電したシートが、同様の電荷の細胞壁を有する細菌を反発し、反対の電荷の細菌を引き付けるように、電荷化学調節剤が、電荷を調節する界面動電位処理をさらに含むことができる。
【0070】
本発明の不織シートは、単層または多層を含むことができる。多層シート中、第1の層が第1の非セルロース系ポリマー繊維を含むことができ、第2の層が第2の非セルロース系ポリマー繊維を含むことができる。別の一実施形態では、多層シート中、層の1つがスクリム材料(一部は以下に定義される)を含むことができる。
【0071】
本発明の不織シートは、上記性質のあらゆる組み合わせを示すことができる。任意の特定の実施形態において、不織シートは上記性質の1つ、2つ、3つ、4つ、またはすべてを有することができる。
【0072】
本出願に記載の水力学的に形成された不織シートの第1の一般実施形態の別の一実施形態では、パッケージ(物品用)は、水力学的に形成された不織シートを含む。包装される物品は、医療機器、乾燥剤、あるいはその他の品目または材料であってよい。この不織シートは、乾燥状態の不織シートの重量の約5%〜約90%の量の第1の非セルロース系ポリマー繊維と、乾燥状態の不織シートの重量の約10%〜約95%の量の第2の非セルロース系ポリマー繊維とを含むという点で、第1の一般実施形態に関して前述した通りである。第1の非セルロース系ポリマー繊維および第2の非セルロース系ポリマー繊維も前述の通りである。これも前述したように、不織シートは種々の性質を有する。
【0073】
水力学的に形成された不織シートを含むパッケージの一実施形態では、パッケージは、不織シートに直接接着する少なくとも1つの追加層を含むことができる(本明細書全体で使用される場合、「直接接着する」は、介在層を有さないことを意味する)。追加層は、別の水力学的に形成された不織シート(本出願に記載のもの)、紙、熱可塑性材料(部分的には前述の定義のもの)、結合剤(部分的には前述の定義のもの)、コーティング材料(部分的には後述する定義のもの)、またはこれらの組み合わせを含むことができる。熱可塑性材料としては、たとえば、ポリオレフィン、ポリエステル、ポリアミド、ポリ酢酸ビニル、ポリ塩化ビニル、ポリビニルアルコール、アイオノマー、のホモポリマーおよびコポリマー、あるいはこれらのポリマーのブレンドが挙げられるが、これらに限定されるものではない。追加層は、不織シートの全面に直接接着することもできるし、不織シートの一部にのみ接着することもできる(非限定的な例として、不織シートが、熱成形された容器に蓋シートとして取り付けられる場合)。追加層は、不織シート全体を覆う場合があるし(すなわち、不織シートと同じ大きさである)、不織シートの一部のみを覆うこともあるし(すなわち、不織シートよりも小さい)、不織シートを越えて延在する場合もある(すなわち、不織シートよりも大きい)。
【0074】
水力学的に形成された不織シートを含むパッケージの別の一実施形態では、不織シートはそれ自体に直接接着することができる。非限定的な例として、2つの水力学的に形成された不織シートを端部に沿って互いにヒートシールして小袋を形成することができるし、1つの水力学的に形成された不織シートを管として形成して、ラップシール、フィンシール、またはその他のシール構成でヒートシールすることができる。
【0075】
水力学的に形成された不織シートを含むパッケージのさらに別の一実施形態では、シートを熱成形することができる。熱成形およびその他の類似の技術は、包装技術分野において周知である(スローン(Throne),「熱成形」(Thermoforming),ポリマー科学百科事典第3版、2003、Volume 8、pp.222−251(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニュージャージー州ホーボーケン)が参照され、この記載内容全体が参照により本出願に組み入れられ、さらに、アーウィン(Irwin),「熱成形」(Thermoforming),最新プラスチック百科事典(Modern Plastics Encyclopedia),1984−1985、pp.329−336(マグローヒル・インコーポレイテッド(McGraw−Hill Inc.),ニューヨーク州ニューヨーク)も参照され、この記載内容全体が参照により本出願に組み入れられ、さらに「熱成形」(Thermoforming),ワイリー包装技術百科事典第2版,1997、pp.914−921(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニューヨーク州ニューヨーク)も参照され、この記載内容全体が参照により本出願に組み入れられる)。好適な熱成形方法としては、標準的、深絞り、またはプラグアシスト真空成形が挙げられる。標準的な真空成形中には、フィルムまたはシートなどの熱可塑性ウェブが加熱され、ウェブの下側が真空に引かれ、大気圧によってウェブが、あらかじめ作製された金型中に押し付けられる。比較的深い金型が使用される場合、このプロセスは「深絞り」用途と呼ばれる。プラグアシスト真空成形法では、熱可塑性ウェブを加熱し、金型キャビティ全体を封止した後、金型の形状に類似したプラグ形状を熱可塑性ウェブ上に押し当て、真空に引きながら、熱可塑性ウェブを金型表面に適合させる。熱成形後、シートを構成する繊維の融点(たとえば、ポリエステル繊維の融点は約260℃である)および結果として得られる不織シートの耐熱性(前述の定義の通り)を考慮すると、水力学的に形成された不織シートの物理的性質(破裂強度、内部引裂抵抗、引張強度など)の大きな変化はないと予想される。
【0076】
本出願に記載の水力学的に形成された不織シートの第1の一般実施形態の別の一実施形態では、医療機器の包装方法に、水力学的に形成された不織シートを含むパッケージが使用される。この包装方法は、(1)第1の非セルロース系ポリマー繊維および第2の非セルロース系ポリマー繊維を有する水力学的に形成された不織シートを含むパッケージを提供するステップと、(2)医療機器をパッケージ内に配置するステップと、(3)連続密閉シールを形成することによって医療機器をパッケージ内に閉じ込めるステップと、(4)封止したパッケージ中に不織シートを介して滅菌ガスを導入するステップとを含む。この不織シートは、乾燥状態の不織シートの重量の約5%〜約90%の量の第1の非セルロース系ポリマー繊維および乾燥状態の不織シートの重量の約10%〜約95%の量の第2の非セルロース系ポリマー繊維を含むという点で、第1の一般実施形態に関して前述した通りである。第1の非セルロース系ポリマー繊維および第2の非セルロース系ポリマー繊維も前述した通りである。これも前述したように、不織シートは種々の性質を有する。
【0077】
この包装方法によると、水力学的に形成された不織シートの第1の一般実施形態を含むパッケージが提供され、医療機器がパッケージの中に入れられる。包装することができる医療機器の非限定的な例は、舌圧子、便器、歯科用器具、手術器具(たとえば、ゾンデ、メス、鉗子、はさみ、針)、輸液ポンプ、外科用ドレープ、縫合材料、心臓弁、人工関節およびその他の人工装具、ステント、ならびにその他の機器である。
【0078】
次に、医療機器は、連続密閉シールを形成することによってパッケージ内に閉じ込められる。この連続密閉シールとしては、ヒートシール、溶接シール、超音波シール、接着シール、またはこれらのシールの組み合わせが挙げられるが、これらに限定されるものではない。
【0079】
ヒートシールは、ホットバーシーラーによって形成することができる。ホットバーシーラーを使用する場合、パッケージの隣接するポリマー層は、互いに向かい合うシーラージョーによって互いに保持され、少なくとも1つのシーラージョーは加熱され、それによってシールされる領域にわたって熱および圧力が加わることで隣接するポリマー層が融着する。具体的なシール条件は、厚さ、使用されるパッケージ材料、パッケージの構成、シーリング装置、およびその他の変量に依存して変動するが、当分野で公知の典型的な装置を使用した好適なシールは、約0.5秒〜約10秒のシール時間で、約120℃〜約250℃の上部ジョーシール温度、約20℃〜約100℃の下部ジョーシール温度、および約40重量ポンド/平方インチ〜約150重量ポンド/平方インチのシール圧力を使用して実現することができる。一実施形態では、約0.5秒のシール時間で、少なくとも約120℃の上部ジョーシール温度、および約40重量ポンド/平方インチのシール圧力を使用することができ、この実施形態では、下部ジョーシールは周囲温度である。さらに別の一実施形態では、水力学的に形成された不織シートを構成する繊維の融点(たとえばポリエステル繊維の融点は約260℃である)、および結果として得られる不織シートの耐熱性(前述の定義の通り)を考慮すると、シートを含むパッケージは、約180℃〜約200℃の上部ジョーシール温度でシールすることができる。
【0080】
ヒートシールは、インパルスシーラーによって形成することができる。インパルスシールは、ホットバーシーラーと類似の互いに向かい合うバーを使用して熱および圧力を加えることによって形成されるが、少なくとも1つのバーが、被覆線またはリボンを有し、それによって短時間電流が流れることで、隣接する層を融着させる点が異なっている。
【0081】
シートを構成する繊維の融点(たとえばポリエステル繊維の融点は約260℃である)、および結果として得られる不織シートの耐熱性(前述の定義の通り)を考慮すると、連続的なヒートシールを形成することによって医療機器をパッケージ内に密閉した後で、不織シートは、少なくとも約10コレスタ単位の通気性、少なくとも約99%の細菌濾過効率、少なくとも約120重量ポンド/平方インチゲージの破裂強度、少なくとも約275gの平均内部引裂抵抗、少なくとも約40ニュートンの低速貫入抵抗、および少なくとも約7kg/15mmの平均引張強度を維持すると期待される。
【0082】
水力学的に形成された不織シートを含むパッケージを使用した医療機器の包装方法の次のステップは、封止したパッケージ中に滅菌ガスを導入することである。滅菌ガスは、透過性の水力学的に形成された不織シートを介してパッケージに入る。滅菌ガスは、乾熱、蒸気、エチレンオキシド、またはそれらの組み合わせを含むことができる。
【0083】
乾熱滅菌法では、包装された製品が、長時間高温に置かれる。熱と時間との組み合わせによって滅菌された製品が得られる。
【0084】
蒸気(「湿熱」)滅菌法としては、制御された圧力で行われる蒸気滅菌(高圧蒸気殺菌法など)、および圧力が制御されない蒸気滅菌が挙げられる。より一般的な蒸気滅菌法は、高圧蒸気殺菌法であり、圧力が制御され、過熱蒸気によってより迅速な滅菌が行われる。
【0085】
シートを構成する繊維の融点(たとえばポリエステル繊維の融点は約260℃である)、および結果として得られる不織シートの耐熱性(前述の定義の通り)を考慮すると、乾熱滅菌法および蒸気滅菌法では、より高い滅菌温度を使用することができ、そのため滅菌時間を大きく短縮することができる。
【0086】
エチレンオキシドが滅菌ガスとして使用される場合、エチレンオキシドをパッケージから除去する必要がある。滅菌ガスの除去は、不活性ガスでフラッシングする、パッケージを減圧する、またはこれらの除去方法の組み合わせを含むことができる。
【0087】
パッケージのフラッシングに使用される不活性ガスは窒素であってよい。窒素は、エチレンオキシドを除去するのに十分な時間のあいだフラッシングすることができる。たとえば、好適なフラッシング時間は、約10重量ポンド/平方インチ〜約30重量ポンド/平方インチの圧力において約1秒〜約10秒とすることができ、好ましくは30重量ポンド/平方インチの圧力において約5秒〜約10秒とすることができる。個別のパッケージの構成のため望ましい場合には、より長いフラッシング時間を使用することができる。
【0088】
所望の量のガスを除去するのに十分な時間のあいだ、真空に引くことができる。たとえば、約1秒〜約10秒、好ましくは約5秒〜約10秒のあいだ、真空に引くことができる。真空時間は、パッケージの構成、除去すべきガスの量、包装された品目、およびその他の変量に依存して変動しうる。
【0089】
水力学的に形成された不織シートを含むパッケージを使用する医療機器の包装方法のさらに別の一実施形態では、パッケージは、除菌の検出、滅菌の完了、パッケージの漏れの存在、または最高滅菌温度の到達などのためのパッケージのアクティブトレーサー表示を含むことができる。
【0090】
本出願に記載の水力学的に形成された不織シートの第1の一般実施形態の別の一実施形態では、水力学的に形成された不織シートは、(1)材料をハイドロパルパーに加えるステップと、(2)ハイドロパルパーに加えた材料を撹拌して完成紙料を形成するステップと、(3)完成紙料をハイドロパルパーから保持手段に送出するステップと、(4)完成紙料を保持手段から形成セクションに送出してウェブを形成するステップと、(5)ウェブを形成セクション上で脱水するステップと、(6)ウェブをクーチングして、ウェブをプレスセクションに送出するステップと、(7)ウェブをプレスするステップと、(8)ウェブを乾燥セクションに送出するステップと、(9)ウェブを乾燥させるステップとの連続するステップを含む方法によって製造することができる。ハイドロパルパーに加えられる材料は、水、乾燥状態の不織シートの重量の約5%〜約90%の量の第1の非セルロース系ポリマー繊維、および乾燥状態の不織シートの重量の約10%〜約95%の量の第2の非セルロース系ポリマー繊維を含む。第1の非セルロース系ポリマー繊維および第2の非セルロース系ポリマー繊維は前述の通りである。これも前述したように、製造された不織シートは種々の性質を有する。
【0091】
乾燥状態の不織シートの重量の最大約50%の量の第3の非セルロース系ポリマー材料をハイドロパルパーに加えることができる。第3の非セルロース系ポリマー材料は前述の通りである。
【0092】
乾燥状態の不織シートの重量の最大約75%の量のセルロース系材料をハイドロパルパーに加えることができる。セルロース系材料は前述の通りである。
【0093】
乾燥状態の不織シートの重量の最大約40%の量の結合剤をハイドロパルパーに加えることができる。結合剤は前述の通りである。
【0094】
限定するものではないが、抗菌性の繊維、粒子、および/または材料(部分的には前述の定義のもの)、濡れ性関連化合物、湿潤強度関連化合物、地合い関連化合物、電荷化学調節剤(部分的には前述の定義のもの)、歩留向上剤、および/またはサイズ剤などの他の繊維および材料をハイドロパルパーに加えることもできる。
【0095】
一実施形態では、第1の一般実施形態の水力学的に形成された不織シートの製造方法は、紙料調製システム、および製造装置を含む。図4は、水力学的に形成された不織シートを製造するための装置50の紙料調製システムの第1の実施形態の概略図である(図6参照)。図4の紙料調製システムは、基本的な紙料調製システム10である。材料はハイドロパルパー12に加えられる。ハイドロパルパー12に加えられる材料は、水、第1の非セルロース系ポリマー繊維、および第2の非セルロース系ポリマー繊維である。ハイドロパルパー12に加えることができる材料としては、第3の非セルロース系ポリマー繊維、セルロース系材料、結合剤、ならびにその他の繊維、材料、および添加剤が挙げられる。ハイドロパルパー12に加えられた材料は、繊維が均一懸濁液となり完成紙料が形成されるまで撹拌される。
【0096】
完成紙料が、リファイニングを必要とする材料を含まない場合、完成紙料をブレンド室20または機械室22に送出することができる。1つ以上の他の完成紙料とともにブレンドされる場合、完成紙料はブレンド室20に送出され、そこで他の完成紙料とブレンドされ、ブレンドされた完成紙料は次に機械室22に送出される。別の完成紙料とブレンドされない場合は、リファイニングされていない完成紙料が機械室22に送出される。機械室22から、完成紙料は、水力学的に形成された不織シートを製造する装置50の形成セクション54に送出される(図6参照)。
【0097】
完成紙料が、一部のセルロース系材料などのリファイニングを必要とする材料を含む場合、完成紙料はリファイナー供給室14に送出される。この完成紙料は次にリファイナー16に送出され、リファイニングされて、リファイニング済紙料室18に送出される。リファイニングされた完成紙料は次にブレンド室20または機械室22に送出することができる。もう1つの完成紙料または別の完成紙料とブレンドされる場合、リファイニングされた完成紙料はブレンド室20に送出され、そこで別の完成紙料とブレンドされ、ブレンドされた完成紙料は次に機械室22に送出される。別の完成紙料とブレンドされない場合は、リファイニングされた完成紙料は機械室22に送出される。機械室22から完成紙料は、水力学的に形成された不織シートを製造するための装置50の形成セクション54に送出される(図6)。
【0098】
ハイドロパルパー12の完成紙料がなくなってから、追加の材料をハイドロパルパー12に加えることができ、追加の完成紙料を形成することができる。この追加の完成紙料は、前述のようにブレンド室20または機械室22に直接送出することができる。あるいは、追加の完成紙料は、前述のように、リファイナー供給室14に送出して、リファイナー16内でリファイニングし、リファイニング済紙料室18に送出し、次にブレンド室20または機械室22に送出することもできる。
【0099】
第1の非限定的な例としては、水、第1の非セルロース系ポリマー繊維、第2の非セルロース系ポリマー繊維、第3の非セルロース系ポリマー材料、およびセルロース系材料がハイドロパルパー12に加えられ、繊維が均一懸濁液となり完成紙料が形成されるまで撹拌される。この完成紙料中のセルロース系材料はリファイニングが不要であり、完成紙料は別の完成紙料とブレンドされない。したがって、完成紙料は機械室22に送られる。機械室22は保持手段として機能し、水力学的に形成された不織シートを製造するための装置50の形成セクション54に送達するための完成紙料を保持する(図6参照)。
【0100】
第2の非限定的な例としては、水、第1の非セルロース系ポリマー繊維、第2の非セルロース系ポリマー繊維、および第3の非セルロース系ポリマー材料がハイドロパルパー12に加えられ、繊維が均一懸濁液となり第1の完成紙料が形成されるまで撹拌される。この第1の完成紙料は、リファイニングが必要な材料を含まないが、第2の完成紙料とブレンドされる。したがって、この第1の完成紙料はブレンド室20に送出される。ブレンド室20により機械室22に送出される。したがって、機械室22に送出するブレンド室20は、第1の完成紙料の保持手段として機能する。この第1の完成紙料がこれらの保持手段に送出され、ハイドロパルパー12が空になった後で、水およびセルロース系材料がハイドロパルパー12に加えられ、繊維が均一懸濁液となり第2の完成紙料が形成されるまで撹拌される。この第2の完成紙料は、リファイニングが必要な材料を含む。そのため、この第2の完成紙料はリファイナー供給室14に送出され、リファイナー16内でリファイニングされ、リファイニング済紙料室18に送出される。この第2の完成紙料は第1の完成紙料とブレンドされるので、ブレンド室20に送出され、ブレンドされた後、機械室22に送出される。機械室22に送出するブレンド室20は、第2の完成紙料の保持手段としても機能する。第1の完成紙料は第2の完成紙料とブレンド室20内でブレンドされ、次にブレンドされた完成紙料は機械室22に送出される。機械室22に送出するブレンド室20は、ブレンドされた完成紙料の保持手段としても機能し、水力学的に形成された不織シートを製造するための装置50の形成セクション54に送達するためのブレンドされた完成紙料を保持する(図6参照)。
【0101】
図5は、水力学的に形成された不織シートを製造するための装置の紙料調製システムの第2の実施形態の概略図である。図5の紙料調製システムは、より複雑な紙料調製システム30である。より複雑な紙料調製システム30は、ハイドロパルパー32、リファイナー供給室34a、34b、および34c、リファイナー36a、36b、36c、リファイニング済紙料室38a、38b、38c、ブレンド室40、ならびに機械室42a、42b、42cを含む。図5は、1つのハイドロパルパー、3つのリファイナー供給室、3つのリファイナー、3つのリファイニング済紙料室、1つのブレンド室、および3つの機械室を示しているが、より複雑な紙料調製システム30は、このような装置の数に限定されるものではない。より複雑な紙料調製システム30の原理は、基本的な紙料調製システム10に関して前述した概要と類似している。しかし、より複雑な紙料調製システム30は、複数層を有するウェブの形成に使用することができる。
【0102】
第3の非限定的な例としては、水および第1の非セルロース系ポリマー繊維がハイドロパルパー32に加えられ、繊維が均一懸濁液となり第1の完成紙料が形成されるまで撹拌される。この第1の完成紙料は、リファイニングを必要とする材料を含まない。したがって、第1のリファイナー供給室34a、第1のリファイナー36a、および第1のリファイニング済紙料室38aは通らない。また、この第1の完成紙料は別の完成紙料とブレンドされない。したがって、ブレンド室40も通らず、第1の完成紙料は第1の機械室42aに送出される。第1の機械室42aは、第1の完成紙料の保持手段として機能し、水力学的に形成された不織シートを製造するための装置の第1の形成セクションに送達するための第1の完成紙料を保持する。
【0103】
この第1の完成紙料が第1の機械室42aに送出され、ハイドロパルパー32が空になった後で、水および第2の非セルロース系ポリマー繊維(ならびに場合により、第3の非セルロース系ポリマー繊維などの他の材料および繊維)がハイドロパルパー32に加えられ、繊維が均一懸濁液となり第2の完成紙料が形成されるまで撹拌される。この第2の完成紙料もリファイニングが必要な材料を含まない。したがって、第2のリファイナー供給室34b、第2のリファイナー36b、および第2のリファイニング済紙料室38bは通らない。また、この第2の完成紙料も別の完成紙料とブレンドされない。したがって、ブレンド室40も通らず、第2の完成紙料は第2の機械室42bに送出される。第2の機械室42bは、第2の完成紙料の保持手段として機能し、水力学的に形成された不織シートを製造するための装置の第2の形成セクションに送達するための第2の完成紙料を保持する。
【0104】
完成紙料が機械室から、水力学的に形成された不織シートを製造するための装置に送出される前に、約1%〜最低0.005%まで固形分を減少させるために、追加の水を完成紙料に加えることができる。この追加の水によって、さらに繊維が分散される。また、完成紙料が機械室から、水力学的に形成された不織シートを製造するための装置に送出される前に、追加の材料を完成紙料に加えることができる。場合により使用されるこれらの追加の材料としては、乾燥状態の不織シートの重量の最大40%の量の結合剤が挙げられる。この結合剤は前述の通りである。場合により使用されるこれらの追加の材料としては、抗菌材料および処理(部分的には前述の定義のもの)、濡れ性関連化合物、湿潤強度関連化合物、地合い関連化合物、電荷化学調節剤(部分的には前述の定義のもの)、歩留向上剤、および/またはサイズ剤も挙げられるが、これらに限定されるものではない。
【0105】
図6は、水力学的に形成された不織シートを製造するための装置50の概略図である。図6は1つの形成セクション54を含む。しかし、装置50は2つ以上の形成セクション54を含むことができる。各形成セクション54は、装置50によって形成されるシートまたはウェブの1層を形成する。したがって、前述の第3の非限定的な例では、第1の形成セクションに送出される第1の完成紙料が第1の層を形成し、第2の形成セクションに送出される第2の完成紙料が第2の層を形成し、装置50は、2層ウェブまたはシートを形成する。
【0106】
図6に戻ると、完成紙料は、ヘッドボックス(またはスライスやシリンダーなどのその他の装置)52を介して形成セクション54に送出される。複数のヘッドボックス(図示せず)ならびに複数のスライス(図示せず)または複数のシリンダー(図示せず)を使用して、複数の完成紙料を複数の機械室42a、42b、42c(図5参照)から複数の形成セクション(図示せず)に送達することができ、それによって装置50で複数層のシートまたはウェブが形成される。形成セクション54は、図示されているように長網抄紙機であってよい。形成セクション54は、これに加えて、またはこれとは別にシリンダー(図示せず)、ロトフォーマー(rotoformer)(図示せず)、または傾斜ワイヤフォーマー(inclined wire former)(図示せず)であってもよい(チャップマン(Chapman),「不織布、ステープル繊維」(Nonwoven Fabrics,Staple Fibers),ポリマー科学百科事典第3版,2004,Volume 10,pp.614−637(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニュージャージー州ホーボーケン)が参照され、この記載内容全体が参照により本出願に組み入れられ、さらに、「板紙」(Paperboard),ワイリー包装技術百科事典第2版,1997、pp.717−723(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニューヨーク州ニューヨーク)も参照され、この記載内容全体が参照により本出願に組み入れられる)。形成セクション54では、完成紙料がフォーミングファブリック上に流れ、このフォーミングファブリックはサクションボックス、フォイル、および湾曲部などの脱水モジュール上を移動する。脱水モジュールによって、ファブリックから水が排出され、約20〜30%の固形分の連続ウェブが得られる。形成セクション54で、スクリム材料(部分的には後述の定義のもの)をこの連続ウェブに加えることができる。スクリム材料を有するまたは有さないのいずれかであるこの連続ウェブは、「クーチング」と呼ばれるプロセスで形成セクション54から除去するのに十分な強度である。除去またはクーチングされたウェブは、少なくとも約100g/30mmの湿式引張強度を有する。除去またはクーチングされたウェブはプレスセクション56に送出される。
【0107】
プレスセクション56において、ウェブは、2つのロールの組で構成される一連のプレスを通過する。これら2つのロールは高い圧力で互いに押し付けられてニップを形成している。ウェブは、連続フェルトとともにニップの間を通過し、余分な水がウェブから除去されて連続フェルト中に移動し、その結果約40〜50%の固形分のウェブが得られる。プレスセクション56で、スクリム材料(部分的には後述の定義のもの)をウェブに加えることができる。
【0108】
ウェブは次に乾燥セクション58に送出される。乾燥セクション58は複数の大型シリンダーを含み、これらは内部から蒸気で加熱することができる。ウェブはシリンダー上を通過し、余分な水がウェブから除去される。残留する水を蒸発させるために使用できる他のシステムとしては、ウェブと接触せずに熱エネルギーをウェブに移動させる通気乾燥機が挙げられる。乾燥セクション58終了時には、ウェブの固形分は約95%になる。
【0109】
ウェブは予備緻密化することができる。乾燥セクション58はブレーカースタック(図示せず)を含むことができ、これをウェブの予備緻密化に使用することができる。ブレーカースタックは、カレンダーロール(後述のカレンダーロール60と類似している)を含む。そのようなものであるので、ブレーカースタックは、ウェブを高レベルで圧縮し、その結果ウェブが予備緻密化される(カレンダー加工の前に行われる)。プレスセクション56中のニップおよび/またはシリンダーの圧力を増加させると、ニップまたは乾燥セクション58中のその他のものによっても、ウェブを予備緻密化することができ、別個のブレーカースタックが不要となりうる。カレンダーロールまたはその他のものによる予備緻密化圧力は、約100重量ポンド/線インチ〜約1500重量ポンド/線インチ、好ましくは約150重量ポンド/線インチ〜約800重量ポンド/線インチ、より好ましくは約220重量ポンド/線インチ〜約500重量ポンド/線インチとすることができる。ウェブの予備緻密化によって、化学的および機械的接合力が増加し、厚さのばらつきが減少し、毛羽立ちおよび繊維引き裂けが減少および/または解消しうる。
【0110】
乾燥セクション58は含浸機59を含むことができる。含浸機59は、最初の大型シリンダー(最初の乾燥用)の後に配置される。含浸機59は、(図示されるような)サイズプレス、スプレーシャワー、またはその他の装置であってよい。サイズプレスでは、2つの硬質ロールによってニップが形成され、その間をウェブが通過する。材料がウェブのいずれかの面または両面に加えられて、液体結合剤の池が形成される。この材料は次にウェブ中に吸収され、ニップによってさらにウェブ中に送り込まれる。スプレーシャワーでは、ウェブのいずれかの面または両面に材料がスプレーされた後、ウェブ中に吸収される。
【0111】
含浸機59によって結合剤をウェブに加えることができる。結合剤は前述の通りである。
【0112】
含浸機59は、ヒートシール可能なコーティング材料をウェブに加えることができる。ヒートシール可能なコーティング材料は、独自開発のエチレン酢酸ビニル(EVA)を主成分とする配合物であってよいし、ローム・アンド・ハース・ケミカルズLLC(ペンシルバニア州フィラデルフィア)のアドコート(Adcote)(商標)またはヘンケル(Henkel)AG & Co.KGaA(ドイツのデュッセルドルフ(Dusseldorf))のラティシール(Latiseal)(登録商標)などの市販材料であってもよい。ヒートシール可能なコーティング材料は、紙、熱可塑性材料(部分的には前述の定義のもの)、またはその他の材料の少なくとも1つの層などの他の材料にウェブまたはシートを固着させることができるように設計される。ヒートシール可能なコーティング材料は、水力学的に形成された不織シートの容認される通気性を維持しながら滅菌ガスに対して透過性となるようにも設計される。
【0113】
含浸機59は、感圧接着剤(PSA)材料をウェブに加えることができる。ウェブに加えられるPSAは、不織シートの通気性に顕著な影響を与えないことが期待される。多くのPSA組成物は、エラストマー性ベース樹脂と、瞬時に接着するための接着剤の性能を向上させ接着強度を向上させる粘着付与剤とを含む。粘着付与された多成分PSA中のベース樹脂として使用されるエラストマーの例としては、天然ゴム、ポリブタジエン、ポリオルガノシロキサン、スチレン−ブタジエンゴム、カルボキシル化スチレン−ブタジエンゴム、ポリイソブチレン、ブチルゴム、ハロゲン化ブチルゴム、スチレンとイソプレン、ブタジエン、エチレン−プロピレン、またはエチレン−ブチレンとが主成分のブロックポリマー、あるいはこのようなエラストマーの組み合わせが挙げられる(ヨークジティス、「接着剤化合物」,ポリマー科学百科事典第3版,2003,Volume 1,pp.256−290(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニュージャージー州ホーボーケン)が参照され、この記載内容全体が参照により本出願に組み入れられる)。
【0114】
含浸機59は、抗菌材料および処理(部分的には前述のように定義される)、濡れ性関連化合物、湿潤強度関連化合物、地合い関連化合物、電荷化学調節剤(部分的には前述のように定義される)、歩留向上剤、および/またはサイズ剤を加えることができる。
【0115】
ウェブを乾燥セクション58中で乾燥させた後、ウェブをカレンダーロール60に通すことができる。カレンダーロール60は1つ以上のニップを含み、シートをさらに緻密化させ、厚さのばらつきを減少させる。カレンダーロール60の圧力は、約100重量ポンド/線インチ〜約1500重量ポンド/線インチ、好ましくは約150重量ポンド/線インチ〜約800重量ポンド/線インチ、より好ましくは約220重量ポンド/線インチ〜約500重量ポンド/線インチとすることができる。カレンダーロール60は、約65℃〜約205℃、好ましくは約65℃〜約95℃の温度に加熱することができる。カレンダーロール60によって、平滑面を形成して、ウェブの手触りおよびその他の性質(表面(たとえば、毛羽立ちおよび繊維引き裂け)など)を改善することができる。カレンダーロール60は、一般に鋼で構成されるが、これに加えて、またはこれとは別に、ゴム、ポリウレタン、またはその他のポリマー材料、あるいは綿または亜麻またはその他の天然セルロース系材料などのより軟質な材料で構成されている場合もある。より高い圧力、多いニップ数、および高い温度を使用するカレンダーロール60は、一般にスーパーカレンダーと呼ばれている。
【0116】
カレンダーロール60は、強度を付与する追加層として、スクリム材料(すなわち、開放構造を有する材料)をウェブに接着、埋め込み、または形成するために使用することができる。スクリム材料としては、ジョーンズ・マンビル(Johns Manville)(コロラド州デンバー(Denver,Colorado))JMスパンボンドポリエステルマット(JM Spunbond Polyester Mats)などの開放構造の軽量不織材料、またはセレックス・アドバンスト・ファブリックス・インコーポレイテッド(Cerex Advanced Fabrics,Inc.)(フロリダ州ペンサコラ(Pensacola,Florida))のナイロン不織材料が挙げられるが、これらに限定されるものではない。スクリム材料としては、目の粗いメッシュの織布または目の粗いメッシュの積層材料、たとえば、サン−ゴバン・テクニカル・ファブリックス(Saint−Gobain Technical Fabrics)(ニューヨーク州グランドアイランド(Grand Island,New York))のベイエックス(Bayex)(登録商標)も挙げられるが、これらに限定されるものではない。
【0117】
本発明の第2の一般実施形態では、水力学的に形成された不織シートは、結合剤、非セルロース系ポリマー繊維、およびセルロース系材料を含み、少なくとも約98%の細菌濾過効率を有する。
【0118】
結合剤は、第1の一般実施形態に関して前述した通りである。結合剤は、アクリルラテックス(スチレンブタジエンコポリマーまたはブタジエンアクリロニトリルコポリマーなど)、ポリウレタン、ポリ酢酸ビニル、ポリビニルアルコール、天然ゴムまたはその他の天然系接着剤、ポリ塩化ビニル、ポリクロロプレン、エポキシ、フェノール、尿素−ホルムアルデヒド、熱溶融接着剤、表面処理材料、表面処理方法、バインダー繊維、架橋剤、粘着付与剤、またはこれらを混合したものを含む。結合剤は、水力学的に形成された不織シート第2の一般実施形態において、乾燥状態の不織シートの重量の約5%〜約40%の量で存在する。
【0119】
非セルロース系ポリマー繊維は、第1の一般実施形態の第1の非セルロース系ポリマー繊維に関して前述した通りである。非セルロース系ポリマー繊維は、約3.5ミクロン未満の平均直径、約3mm未満の平均カット長および約400〜約2000の平均アスペクト比を有する。非セルロース系ポリマー繊維は、水力学的に形成された不織シートの第2の一般実施形態において、乾燥状態の不織シートの重量の約5%〜約40%の量で存在する。さらに、前述したように、第2の一般実施形態の非セルロース系ポリマー繊維は、たとえば、ポリオレフィン、ポリエステル、ポリアミド、ポリラクチド、ポリカプロラクトン、ポリカーボネート、ポリウレタン、ポリ酢酸ビニル、ポリ塩化ビニル、ポリビニルアルコール、ポリアクリレート、ポリアクリロニトリル、アイオノマー、のホモポリマーおよびコポリマーを含むポリマー、あるいはこれらのポリマーのブレンドを含むことができる。ポリオレフィンの例としては、ポリエチレン、ポリプロピレン、プロピレン−エチレンコポリマー、およびエチレンα−オレフィンコポリマーが挙げられるが、これらに限定されるものではない。ポリエステルの一例としてはポリエチレンテレフタレートが挙げられるが、これに限定されるものではなく、図2はポリエチレンテレフタレートの化学構造である。アイオノマーの一例としては、E.I.デュポン・ドゥ・ヌムール・アンド・カンパニー(デラウェア州ウィルミントン)より入手可能なサーリン(登録商標)が挙げられるが、これに限定されるものではない。第1の一般実施形態にも記載されているように、第2の一般実施形態の非セルロース系ポリマー繊維は配向させることができる。
【0120】
セルロース系材料は、第1の一般実施形態に関して前述した通りである。セルロース系材料は、(a)セルロースから製造された繊維、(b)広葉樹繊維、針葉樹繊維、非木材繊維、またはそれらの混合物から選択される天然セルロース系材料、あるいは(c)セルロースから製造された繊維と天然セルロース系材料との混合物を含む。セルロース系材料は、水力学的に形成されたシートの第2の一般実施形態において、乾燥状態の不織シートの重量の約45%〜約75%の量で存在する。
【0121】
第1の一般実施形態の水力学的に形成された不織布の場合に前述したように、さらなる繊維および材料を第2の一般実施形態の不織シートに加えることができる。
【0122】
第2の一般実施形態の水力学的に形成された不織シートは、第1の一般実施形態の水力学的に形成された不織シートと類似した性質を有することができ、たとえば、限定するものではないが、約15g/m2〜約250g/m2の坪量、少なくとも約90コレスタ単位の通気性、少なくとも約10コレスタ単位の通気性、約1000以下の地合い、および少なくとも約99%の細菌濾過効率を有することができる。さらに、不織シートは印刷することができる。このような印刷としては、製品の識別、安全性の識別、ならびに不正防止手段および機構を挙げることができるが、これらに限定されるものではない。この水力学的に形成された不織シートは少なくとも約42ダインの値の表面エネルギーを有することができ、このダイン値は不織シートの印刷適性を向上させると期待される。
【0123】
要約すると、第2の一般実施形態の水力学的に形成された不織シートは、以下の条項によって説明することができる。
1.水力学的に形成された不織シートであって、
a.乾燥状態の不織シートの重量の5%〜40%の量の結合剤と、
b.乾燥状態の不織シートの重量の5%〜40%の量の非セルロース系ポリマー繊維であって、3.5ミクロン未満の平均直径、3mm未満の平均カット長、および400〜2000の平均アスペクト比を有する、非セルロース系ポリマー繊維と、
c.乾燥状態の不織シートの重量の45%〜75%の量のセルロース系材料であって、セルロースから製造された繊維か、広葉樹繊維、針葉樹繊維、非木材繊維、またはそれらの混合物から選択される天然セルロース系材料か、セルロースから製造された繊維と天然セルロース系材料との混合物かを含むセルロース系材料とを含み、
少なくとも98%の細菌濾過効率を有する、不織シート。
2.結合剤が、アクリルラテックス、スチレンブタジエンコポリマー、ブタジエンアクリロニトリルコポリマー、ポリウレタン、ポリ酢酸ビニル、ポリビニルアルコール、天然ゴムまたはその他の天然系接着剤、ポリ塩化ビニル、ポリクロロプレン、エポキシ、フェノール、尿素−ホルムアルデヒド、熱溶融接着剤、表面処理材料、表面処理方法、バインダー繊維、架橋剤、粘着付与剤、またはそれらを混合したものを含む、条項1に記載の不織シート。
3.非セルロース系ポリマー繊維が、ポリオレフィン、ポリエステル、ポリアミド、ポリラクチド、ポリカプロラクトン、ポリカーボネート、ポリウレタン、ポリ酢酸ビニル、ポリ塩化ビニル、ポリビニルアルコール、ポリアクリレートまたはポリアクリロニトリル、アイオノマー、あるいはそれらのブレンド、好ましくはポリエステルを含む、条項1に記載の不織シート。
4.非セルロース系ポリマー繊維が配向している、条項1に記載の不織シート。
5.15g/m2〜250g/m2の坪量を有する、条項1に記載の不織シート。
6.少なくとも10コレスタ単位、または少なくとも90コレスタ単位の通気性を有する、条項1に記載の不織シート。
7.1000以下の地合いを有する、条項1に記載の不織シート。
8.細菌濾過効率が少なくとも99%である、条項1に記載の不織シート。
9.印刷される、条項1に記載の不織シート。
【0124】
さらに、第1の一般実施形態の場合に前述したように、パッケージ(物品用)は、第2の一般実施形態の水力学的に形成された不織シートを含むことができ、第1の一般実施形態の場合に前述したように、医療機器の包装方法は、第2の一般実施形態の水力学的に形成された不織シートを含むパッケージを使用することができる。また、第2の一般実施形態の水力学的に形成された不織シートは、第1の一般実施形態の水力学的に形成された不織シートに関して前述した方法で製造することができる。
【実施例】
【0125】
実施例−セットI
種々のサンプルについて湿式引張強度を測定した。湿式引張強度は、シートをクーチロールで巻き取って形成セクションから取り出した後で、湿式プレスおよび乾燥の前のシートの引張強度として定義される。これは、形成セクションからプレスおよび乾燥セクションを通過するシートの性能を示すため、重要な製造性能特性の1つである。言い換えると、これはクーチングされるシートの性能を示している。
【0126】
比較例A〜Fおよび実施例A〜Cは、以下のようにして作製したハンドシートである:ハンドシート中に含まれるすべてのセルロース系材料は、必要に応じて400CSFまでリファイニングした。セルロース系材料は、0.25mmのプレートクリアランスの80mmシングルディスクで約30分間、または荷重下の5インチ回転式リファイナーで約5分間のいずれかでリファイニングした。試験体は、最初に秤量する繊維量を求めることによって得た。たとえば、250mm×300mmウィリアムス(Williams)ハンドシート金型を使用して作製する100g/m2のハンドシートの場合、合計7.5gの繊維(乾燥重量基準)を秤量した。次にこれらの繊維を2リットルTAPPI標準(TAPPI Standard)パルパーのパルパーボウルに加えた。2000mLの温水(80°F〜90°F)もパルパーボウルに加え、パルプ化サイクルを開始した。これらの繊維および水を、3分間または9000回転でパルプ化した。必要に応じてさらに分散させる場合は、繊維および水を、さらに2分間または6000回転の間、パルプ化した。
【0127】
次に20リットルの温水(80°F〜90°F)をハンドシート金型に加えて、水位がワイヤスクリーンよりも上に来るようにした。次に、パルプ化した繊維および水をハンドシート金型中に注いだ。撹拌板を使用して、垂直方向に3回液体をなでつけた。次に撹拌板を対角線上にコーナーまで引っ張って、取り出した。5秒後、ハンドシートのドロップバルブを引っ張り、パルプ化した繊維および水を排水し、パルプ化した繊維をワイヤスクリーンによって維持した。750g/m2の吸い取り紙の第1のシートの平滑面を、ワイヤスクリーン上に形成されたハンドシートの表面上に載せた。次にクーチローラーを使用して、形成されたハンドシートを吸い取り紙上で平坦化させた。次に、形成されたハンドシートを有するワイヤスクリーンを上昇させ、形成されたハンドシートおよび吸い取り紙の第1のシートを有するワイヤスクリーンを、750g/m2の吸い取り紙の第2のシート上に反転させた。2分後、反転されたスクリーンを垂直に上昇させ、吸い取り紙の2枚のシートおよび形成されたハンドシートをワイヤスクリーンから水平方向に剥離した。第2のシートを取り外した。次に、プラスチックラップを、形成されたハンドシートおよび吸い取り紙の第1のシートの上に載せることで、クーチロールで処理したハンドシートの%水分量を維持した。
【0128】
上記手順に従って、表1に示す繊維%値(乾燥重量基準)を有する比較例A〜Fおよび実施例A〜Cのハンドシートを作製した。
【0129】
【表1】

【0130】
比較例Eおよび比較例Fのそれぞれは、試験可能なハンドシートを形成できなかった。
【0131】
次に比較例A〜Dおよび実施例A〜Cについて、湿式引張強度試験用の準備を行った。ハンドシートを形成してから15分以内に、形成されたハンドシートおよび吸い取り紙の第1のシートを、ディーツ(Dietz)RS45の直径45mm回転カッターおよび金属定規を使用して切断して、幅30mmおよび長さが少なくとも130mmの試験サンプルを得た。切断直後に、ハンドシート試験サンプルを吸い取り紙の第1のシートから剥離し、A12971湿式引張強度試験機(Wet Tensile Strength Tester)上に置いた。A12971上の固定試料プレートと移動試料プレートとを互いにロックさせた。ハンドシート試験サンプルをこれらのプレートの表面上に配置し、その場所に固定した。移動プレートのロック機構を解除し、A12971上の300mlシリンダー上の水滴下バルブを開いた。次に、水滴下バルブ下の受け容器中にたまる水の重量によって、移動プレートを動かした。湿式引張強度は、ハンドシート試験サンプルが破壊されたときに、受け容器中に存在する水のml値に基づいて、g/30mmの単位で記録した。
【0132】
比較例A〜Fおよび実施例A〜Cのそれぞれについて測定した湿式引張強度を表2に記録している。記録値は、各実施例について試験した5つのサンプルの平均値を表している。
【0133】
【表2】
【0134】
実施例A〜Cは、第1の非セルロース系ポリマー繊維と第2の非セルロース系ポリマー繊維との両方を有する。驚くべきことに、これらのハンドシートは、第1の非セルロース系ポリマー繊維が100%のハンドシートの値(比較例Aで282g/30mm)および第2の非セルロース系ポリマー繊維が100%のハンドシートの値(比較例Eで0g/30mm)と比較して、湿式引張強度の顕著な改善を示している。第1の非セルロース系ポリマー繊維の大きな可撓性、およびその結果得られる第2の非セルロース系ポリマー繊維との機械的な絡み合いが、これらの驚くべき結果に寄与していると思われる。
実施例−セットII
比較例1は、スパンレイド連続高密度ポリエチレン繊維の第1のシートであり、具体的には、E.I.デュポン・ドゥ・ヌムール・アンド・カンパニー(デラウェア州ウィルミントン)より入手可能なタイベック(登録商標)1073Bのシートである。
【0135】
比較例2は、スパンレイド連続高密度ポリエチレン繊維の第2のシートであり、具体的には、E.I.デュポン・ドゥ・ヌムール・アンド・カンパニー(デラウェア州ウィルミントン)より入手可能なタイベック(登録商標)2FSB(商標)のシートである。
【0136】
比較例9は、医療グレードの紙のシートであり、具体的には、ニーナ・ペーパー・インコーポレイテッド(Neenah Paper,Inc.)(ジョージア州アルファレッタ(Alpharetta,Georgia))より入手可能なニーナ・ペーパー(Neenah Paper)85g/m2グレード(Grade)S−89144のシートである。
【0137】
比較例7、8、および10ならびに実施例19〜23および33〜34は、TAPPI試験方法(TAPPI Test Method)T205 sp−02、「パルプの物理試験用のハンドシートの形成」(Forming handsheets for physical tests of pulp)に基づいて形成したハンドシートである。TAPPI試験方法T205 sp−02は、その記載内容全体が参照により本出願に組み入れられる。これらのハンドシートの形成において、以下の例外を除けば、TAPPI試験T205 sp−02に従った。
【0138】
試験体に関して、100g/m2の坪量を有するハンドシートの場合には、水分を含有しない24±0.5gの繊維の試験体の代わりに、バインダー材料(存在する場合)を加えた後で、1.97gの乾燥重量のシートが得られるように繊維成分を秤り取った。
【0139】
離解に関して、試験片を2000mLまで希釈し、すべての繊維束が分散するまで3000rpmで離解を行う(50,000回転を超えない)代わりに、ブレビル改良型(Breville−modifed)1400mLハイドロパルパー中で繊維成分を1400mLまで希釈した。小さく短い繊維(存在する場合には第1の非セルロース系ポリマー繊維、および存在する場合にはセルロース系材料など)を最初に希釈し、次に大きく長い繊維(存在する場合には第2の非セルロース系ポリマー繊維など)を希釈し、次にさらに大きく長い繊維(存在する場合には第3の非セルロース系ポリマー繊維など)を希釈した。大きさの異なる繊維の添加の間には15〜30秒の撹拌を行った。
【0140】
シート作製に関して、標準的な6インチの有孔撹拌機(perforated stirrer)の代わりに、3インチのオープンブレード撹拌機を使用した。
【0141】
クーチングに関して、標準的なクーチロールの代わりに、4インチのスピードボール(Speedball)(登録商標)ゴムローラーを使用した。
【0142】
プレスに関して、プレスステップは行わなかった。
【0143】
乾燥に関して、乾燥リングのスタックの上部に重いおもりを載せたり、好適な締め付け具を使用して互いに締め付けたりして、次に終夜乾燥期間を使用する代わりに、ハンドシートを、クーチングステップで使用した吸い取り紙から、箔で裏打ちされた剥離紙シートに移し、乾燥リングを、箔で裏打ちされた剥離紙の上のハンドシート上に置いた。次に、ハンドシート、箔で裏打ちされた剥離紙、および乾燥リングを、200°F〜225°Fのユーロ−プロ(Euro−Pro)対流オーブン中に15〜30分間、または乾燥するまで入れた。ハンドシート中の非セルロース系ポリマー繊維の%値のため、急速乾燥が可能である。
【0144】
結合剤に関して、結合剤を有するハンドシート(比較例7、8、および10、ならびに実施例19〜20、22〜23、および33〜34)の場合、バインダー添加ステップを加えた。乾燥後、ハンドシートを箔で裏打ちされた新しい剥離紙シートに移した。結合剤は、蒸留水中固形分5%まで結合剤を希釈することによって調製した。加えるべき結合剤量を計算した。たとえば、乾燥状態で100g/m2の坪量を有するハンドシートの重量の25%の量の結合剤の場合、約10mLの5%溶液をハンドシートに加え、乾燥状態で100g/m2の坪量を有するハンドシートの重量の28%の量の結合剤の場合、約11mLの5%溶液をハンドシートに加えた。3mLのシリンジまたは3mLのピペットを使用して結合剤をハンドシート上に配置した。結合剤の総量の約50%をハンドシートの片面上に配置した。次に、2インチのスピードボール(登録商標)ゴムローラーを使用して、結合剤をハンドシート中に押し込んだ。次に、ハンドシートをひっくり返して、残りの量の結合剤を反対側に配置し、ローラーでハンドシート中に押し込んだ。次に、乾燥リングをハンドシートおよび箔で裏打ちされた剥離紙の上に載せた。次に、ハンドシート、箔で裏打ちされた剥離紙、および乾燥リングを200°F〜225°Fのユーロ−プロ対流オーブン中に15〜30分間、または乾燥するまで入れた。オーブンに15分間入れた後、ハンドシートを取り出して、表面の平滑性を改善するために再びロール掛けすることができる。再ロール掛けの後、必要に応じて、シートをオーブンに戻して乾燥を完了させる。
【0145】
カレンダー加工に関して、カレンダー加工されるハンドシート(比較例7、8、および10、ならびに実施例19および21〜23)の場合、カレンダー加工ステップを加えた。ホイーラー・ロール・カンパニー(Wheeler Roll Company)(ミシガン州カラマズー(Kalamazoo,Michigan))のパイロットカレンダーを使用して、ハンドシートのカレンダー加工を行った(このパイロットカレンダーは、初期の1725rpmから30rpmまで減少する3/4馬力の高信頼親歯車(Reliance Duty Master gear)モーターと、低圧ゲージで0〜600重量ポンド/平方インチゲージおよび高圧ゲージで0〜10,000重量ポンド/平方インチゲージの圧力範囲と、1.57平方インチの合計油圧面積で各軸上に直径1インチのピストンを有する2つの油圧シリンダーと、それぞれが直径127mmおよび幅210mmである2つの中実ステンレス鋼カレンダーロールと、アルミニウム製熱反射シールドを有する2つの1680ワットで5700BTUのヒートガンとを有する)。これらのカレンダーロールは、わずかに係合しており、ロールを回転させるモーターを作動させた。ヒートガンも作動させて、カレンダーロールを90℃まで加熱した。約2時間の加熱時間の後、カレンダーロールの温度をエクステック(Extech)(登録商標)インストルメンツ・ミニIR温度計(Instruments Mini IR Thermometer)(動作範囲は−50℃〜380℃、0.95の放射率で較正した)で確認した。カレンダーロールの温度が90℃に達してから、ヒートガンを停止し、カレンダーロールを約5分間回転させた(カレンダーロールを平衡に到達させるため)。700重量ポンド/平方インチゲージ(約220重量ポンド/線インチ)の圧力に到達するまで油圧レバーを動かした。次に、ハンドシートを安全覆いのスロットからニップに供給した。シートをニップに通して4回転させた。次にカレンダーロールを停止した。小型のスパチュラを使用して(ハンドシートが軽く付着している)一方のカレンダーロールからハンドシートを取り外した。
【0146】
TAPPI試験方法T205 sp−02に関する前述の変更を使用して、比較例7、8、および10ならびに実施例19〜23および33〜34のハンドシートを、表3に示す加工条件ならびに繊維およびバインダー材料の%値(乾燥重量基準)を使用して作製した。
【0147】
【表3】
【0148】
比較例3〜6ならびに実施例1〜18および24〜32は、以下のようにして作製したハンドシートである。ハンドシート中に含まれるすべてのセルロース系材料は、必要に応じて400CSFまでリファイニングした。セルロース系材料は、0.25mmのプレートクリアランスの80mmシングルディスクで約30分間、または荷重下の5インチ回転式リファイナーで約5分間のいずれかでリファイニングした。試験体は、最初に秤量する繊維量を求めることによって得た。たとえば、250mm×300mmウィリアムスハンドシート金型を使用して作製する100g/m2のハンドシートの場合、合計7.5gの繊維およびバインダー材料(使用する場合)(乾燥重量基準)を秤量した。次にこれらの繊維を2リットルTAPPI標準パルパーのパルパーボウルに加えた。2000mLの温水(80°F〜90°F)もパルパーボウルに加え、パルプ化サイクルを開始した。これらの繊維および水を、3分間または9000回転でパルプ化した。必要に応じてさらに分散させる場合は、繊維および水を、さらに2分間または6000回転の間、パルプ化した。
【0149】
次に20リットルの温水(80°F〜90°F)をハンドシート金型に加えて、水位がワイヤスクリーンよりも上に来るようにした。次に、パルプ化した繊維および水をハンドシート金型内に注いだ。撹拌板を使用して、垂直方向に3回液体をなでつけた。次に撹拌板を対角線上にコーナーまで引っ張って、取り出した。5秒後、ハンドシートのドロップバルブを引っ張り、パルプ化した繊維および水を排水し、パルプ化した繊維をワイヤスクリーンによって維持した。750g/m2の吸い取り紙の第1のシートの平滑面を、ワイヤスクリーン上に形成されたハンドシートの表面上に載せた。次にクーチローラーを使用して、形成されたハンドシートを吸い取り紙上で平坦化させた。次に、形成されたハンドシートを有するワイヤスクリーンを上昇させ、形成されたハンドシートおよび吸い取り紙の第1のシートを有するワイヤスクリーンを、750g/m2の吸い取り紙の第2のシート上に反転させた。2分後、反転されたスクリーンを垂直に上昇させ、吸い取り紙の2枚のシートおよび形成されたハンドシートをワイヤスクリーンから水平方向に剥離した。750g/m2の吸い取り紙の2枚のシートの平滑面を、形成されたハンドシートの露出表面(吸い取り紙のシートを有さない)上に積層し、吸い取り紙の各シートの平滑面が形成されたハンドシートの露出表面に面するようにした。
【0150】
上面および底面のそれぞれの上に吸い取り紙の2枚のシートを有する形成されたハンドシートを、フェルト付きフォイト(Voith)20トンウェットプレス機に入れ、100重量ポンド/平方インチゲージで15秒間プレスした後、300重量ポンド/平方インチゲージでさらに15秒間プレスした。圧力を開放し、上面および底面のそれぞれの上に吸い取り紙の2枚のシートを有する形成されたハンドシートをウェットプレス機から取り出した。
【0151】
次に、上面および底面のそれぞれの上に吸い取り紙の2枚のシートを有する形成されたハンドシートを220ボルト1400ワットのノーウッド(Norwood)ハンドシート乾燥機に入れた。スクリーンを固定し、上部および底部のそれぞれに吸い取り紙の2枚のシートを有して形成されたハンドシートを235°Fで5分間乾燥させた。形成されたハンドシートの両面から吸い取り紙の1枚のシートを取り外した。上面および底面のそれぞれの上に吸い取り紙の1枚のシートを有する形成されたハンドシートを110ボルト1500ワットのウィリアムスハンドシート乾燥機に入れた。布をピンと張り、上面および底面のそれぞれの上に吸い取り紙の1枚のシートを有する形成されたハンドシートを180°Fで10分間乾燥させた。
【0152】
予備緻密化して形成されるハンドシート(実施例29〜32)の場合、以下のように予備緻密化を行った。ハンドシートの上面および底面のそれぞれの上の吸い取り紙の1枚のシートをハンドシートから除去した。形成されたハンドシートを127mm×216mmの大きさに切断した。ホイーラー・ロール・カンパニー(ミシガン州カラマズー)のパイロットカレンダーを使用して、ハンドシートの予備緻密化を行った(このパイロットカレンダーは前述の通りである)。これらのカレンダーロールは、わずかに係合しており、ロールを回転させるモーターを作動させた。ヒートガンも作動させて、カレンダーロールを90℃まで加熱した。約2時間の加熱時間の後、カレンダーロールの温度をエクステック(登録商標)インストルメンツ・ミニIR温度計(動作範囲は−50℃〜380℃、0.95の放射率で較正した)で確認した。カレンダーロールの温度が90℃に達してから、ヒートガンを停止し、カレンダーロールを約5分間回転させた(カレンダーロールを平衡に到達させるため)。700重量ポンド/平方インチゲージ(約220重量ポンド/線インチ)の圧力に到達するまで油圧レバーを動かした。次に、ハンドシートを安全覆いのスロットからニップに供給した。シートをニップに通して4回転させた。次にカレンダーロールを停止した。小型のスパチュラを使用して(ハンドシートが軽く付着している)一方のカレンダーロールからハンドシートを取り外した。
【0153】
予備緻密化後、750g/m2の吸い取り紙の1枚のシートを、予備緻密化されたハンドシートの各面(すなわち、上面および底面)の上に載せた。上面および底面のそれぞれの上に吸い取り紙の1枚のシートを有する予備緻密化されたハンドシート、ならびに上面および底面のそれぞれの上に吸い取り紙の1枚のシートを依然として有する予備緻密化せずに形成されたハンドシートを、40kg乾式プレスに12〜24時間入れた。次に、吸い取り紙のシートをハンドシートから取り外した。
【0154】
バインダー材料を使用して形成されるハンドシート(比較例3〜6、実施例1〜9、11〜17、および24〜28、ならびに予備緻密化され切断された実施例29〜32)の場合、次に以下のようにして結合剤を加えた。45ダインを超える表面エネルギーを有する粉末コーティングされた鋼製コーティングボード(乾燥ラテックス層を有する)を使用した。形成されたハンドシートの一方の面に結合剤をコーティングし、次に反対側の面に結合剤をコーティングした。類似の手順を使用して、形成されたハンドシートの各面のコーティングを行った。
【0155】
シリンジを使用して、ハンドシートの大きさ、たとえば、250mm×300mmの長方形(予備緻密化していないハンドシートの場合)または127mm×216mmの長方形(予備緻密化したハンドシートの場合)に対応した鋼製コーティングボード上に希釈水を加えた。ハンドシートの第1の面を十分に濡らすが過剰ではない量の希釈水を鋼製コーティングボードに加えた。坪量が100g/m2の低密度(たとえば、約0.45g/cm3)の250mm×300mmの大きさのハンドシートの場合、約9mLの希釈水を第1の面のために加え、坪量が80g/m2の低密度の250mm×300mmの大きさのハンドシートの場合、約8mLの希釈水を第1の面のために加え、高密度(たとえば、約0.75g/cm3)の予備緻密化された127mm×216mmのハンドシートの場合、約0.3mL〜約1.0mLの希釈水を第1の面のために加えた。
【0156】
シリンジを使用して、所望の乾燥重量に基づいた量の結合剤を、鋼製コーティングボード上の希釈水に加えた。加えられる結合剤量は、シート密度の関数となる。低密度不織シートでは、一般に、高密度不織シートよりも多い%値の結合剤が必要となる。乾燥状態の不織シートの最大約40重量%の総量の結合剤を使用して、低密度の予備緻密化されていない250mm×300mmハンドシートをコーティングし、乾燥状態の不織シートの最大約10重量%の総量の結合剤を使用して、高密度の予備緻密化された127mm×216mmのハンドシートをコーティングする(坪量が100g/m2のハンドシート(切断前)は、繊維、結合剤、およびその他の材料が合計で7.5g必要である(乾燥重量基準))。加えられる結合剤の総量は、分割し、50%の量を希釈水に加えて第1の面に使用した。
【0157】
次に、希釈水および結合剤を、鋼製コーティングボード上の正確なサイズの領域に完全に溜まるように広げた。この正確なサイズの領域上にハンドシートを配置して、液体中に穏やかに静置して第1の面をコーティングした。液体中に静置して30〜60秒後、ハンドシートを液体から取り出した。
【0158】
シリンジを使用して、ハンドシートの第2の面を十分に濡らすが過剰ではない量の希釈水を、鋼製コーティングボード上に正確なサイズの領域に加えた。坪量が100g/m2の低密度の250mm×300mmの大きさのハンドシートの場合、約4mLの希釈水を第2の面のために加え、坪量が80g/m2の低密度の250mm×300mmの大きさのハンドシートの場合、約3mLの希釈水を第2の面のために加え、高密度の予備緻密化された127mm×216mmのハンドシートの場合、約0.3mL〜約1.0mLの希釈水を第2の面のために加えた。シリンジを使用して、鋼製コーティングボードの第2の面用に、残りの50%の結合剤を希釈水に加えた。次に、希釈水および結合剤を、鋼製コーティングボード上の正確なサイズの領域に完全に溜まるように広げた。ハンドシートを裏返し、正確なサイズの領域の上に配置し、液体中に穏やかに静置して第2の面をコーティングした。液体中に静置して60〜180秒後、ハンドシートを液体から取り出した。必要に応じて、12mmの実験室用ガラス棒を使用してハンドシートの内側に結合剤が入るようにロール掛けした。
【0159】
次に、コーティングしたハンドシートを、トレイ上の箔で裏打ちされた剥離紙のシートの上に置いた。コーティングしたハンドシート、箔で裏打ちされた剥離紙、およびトレイを、145°Fの110ボルト600ワットのエクスカリバー(Excalibur)(登録商標)コンベクション・デハイドレーター(Convection Dehydrator)中に2分間入れた。次に、ハンドシートを裏返し、再び145°Fのエクスカリバー(登録商標)コンベクション・デハイドレーターに戻した。2分後、ハンドシートをポリカーボネートスクリーンに移動させ、145°Fのエクスカリバー(登録商標)コンベクション・デハイドレーターに戻し4分間置いた。次にハンドシートを裏返し、再び145°Fのエクスカリバー(登録商標)コンベクション・デハイドレーターに戻し4分間置いた。次に、ハンドシートをエクスカリバー(登録商標)コンベクション・デハイドレーターから取り出し、箔で裏打ちされた剥離紙のシートをハンドシートの各面(すなわち、上面および底面)の上に置いた。次に、上面および底面のそれぞれの上に箔で裏打ちされた剥離紙のシートを有するハンドシートを、220ボルト1400ワットのノーウッドハンドシート乾燥機に入れた。スクリーンを固定し、上面および底面のそれぞれの上に箔で裏打ちされた剥離紙を有するハンドシートを235°Fで4分間乾燥させた。
【0160】
乾燥させカレンダー加工が行われるハンドシート(比較例3〜6、ならびに実施例1〜8、10〜16、18、および24〜32)の場合、以下のようにカレンダー加工を行った。まだ127mm×216mmに切断していないすべてのハンドシートをその大きさに切断した。ホイーラー・ロール・カンパニー(ミシガン州カラマズー)のパイロットカレンダーを使用して、ハンドシートのカレンダー加工を行った(このパイロットカレンダーは前述の通りである)。これらのカレンダーロールは、わずかに係合しており、ロールを回転させるモーターを作動させた。ヒートガンも作動させて、カレンダーロールを90℃まで加熱した。約2時間の加熱時間の後、カレンダーロールの温度をエクステック(登録商標)インストルメンツ・ミニIR温度計(動作範囲は−50℃〜380℃、0.95の放射率で較正した)で確認した。カレンダーロールの温度が90℃に達してから、ヒートガンを停止し、カレンダーロールを約5分間回転させた(カレンダーロールを平衡に到達させるため)。700重量ポンド/平方インチゲージ(約220重量ポンド/線インチ)の圧力に到達するまで油圧レバーを動かした。次に、ハンドシートを安全覆いのスロットからニップに供給した。シートをニップに通して4回転させた。次にカレンダーロールを停止した。小型のスパチュラを使用して(ハンドシートが軽く付着している)一方のカレンダーロールからハンドシートを取り外した。
【0161】
上記手順に従って、表4に示す加工条件、ならびに繊維およびバインダー材料の%値(乾燥重量基準)を有する比較例3〜6、ならびに実施例1〜18および24〜32のハンドシートを作製した。
【0162】
【表4】
【0163】
比較例1〜10および実施例1〜34について種々の性質の試験を行った。測定した性質としては、試験方法および/または規格に関連する後述の性質が挙げられる。後述する各試験方法または規格は、日付が1993年以降であり、後述の試験方法または規格は、その記載内容全体が参照により本出願に組み入れられる。
【0164】
坪量は、単位面積当たりの重量(より厳密には質量)である。これはグラム/平方メートル(gsmまたはg/m2)で表され、TAPPI試験方法T410、「紙および板紙の坪量(単位面積当たりの重量)」(Grammage of Paper and Paperboard(Weight per Unit Area))に準拠して測定した。
【0165】
通気性(または多孔度)は、1.00kPaの測定圧力において試験片の1cm2の表面を通過する気流(cm3/分)である。これはコレスタ単位で表され、コレスタ推奨方法(Coresta Recommended Method)N°40、「配向した透過性領域を有する材料を含むシガレットペーパー、フィルタープラグラップ、およびフィルター取り付け紙として使用される材料の通気性測定」(Determination of Air Permeability of Materials Used As Cigarette Papers,Filter Plug Wrap and Filter Joining Paper Including Materials Having an Oriented Permeable Zone)に準拠して測定した。この方法は、1997年に発行されたISO規格2965、「配向した透過性領域を有する材料を含むシガレットペーパー、フィルタープラグラップ、およびフィルター取り付け紙として使用される材料−通気性測定」(Materials Used As Cigarette Papers,Filter Plug Wrap and Filter Joining Paper,Including Materials Having an Oriented Permeable Zone−Determination of Air Permeability)に先行する方法であった。コレスタ推奨方法N°40(前述の参照により本出願に組み入れられている)に記載されているように、「コレスタ推奨方法(中略)は、10CU[コレスタ単位]を超える測定透過性を有する紙に適用することができる」。したがって、このコレスタ方法を修正することなく通気性の測定に使用したので、本出願に記載の水力学的に形成された不織シートは少なくとも約10コレスタ単位の通気性を有する。
【0166】
地合い(または均一性)は、シート内のばらつきの指標であり、すなわち、繊維が、いかに均一にシート中に分散しているか、および発生している凝集量の指標である。限定するものではないが不透明度および強度特性などのいくつかの紙の性質は、地合いに依存し、不十分に形成されたシートはより弱くなり、薄いおよび/または厚いスポットを有する。一般に、地合いを表すための標準的な方法および単位は存在しない。表5に示されるように、地合いは通常、主観的な目視検査によって求められ、その後、1〜5の等級でシートの地合い/均一性が相対的に等級付けされる。
【0167】
【表5】
【0168】
地合い/均一性に関する主観性を排除するために、本出願では不透明度に基づいて地合い/均一性を測定した。具体的には、TAPPI試験方法T425、「紙の不透明度(15/d形状、照射A/2°、89%反射率バッキングおよび紙バッキング)」(Opacity of Paper(15/d Geometry,Illuminant A/2°,89% Reflectance Backing and Paper Backing)に準拠して操作したトウィング−アルバート・デジタル不透明度計(Thwing−Albert Digital Opacity Gauge)を使用して、ハンドシートの不透明度%を測定した。トウィング−アルバート・デジタル不透明度計の開口サイズは415mm2(直径23mmの開口部に基づく)である。しかし、ほとんどの地合い/均一性のばらつきは、415mm2よりもはるかに小さい領域で発生する。したがって、比較例および実施例のハンドシートでは、開口部マスクを使用して、開口サイズを16mm2である4mm×4mmの正方形まで減少させた。ハンドシートの不透明度%を測定し、多数(少なくとも10回)測定した不透明度%値の標準偏差を求めた。次に、地合い/均一性の客観的測定および定義のために、不透明度%値の組の標準偏差に1000を乗じた(数字が大きいほど地合いが不十分であることを意味する)。この地合い/均一性の客観的測定を行い、表6の地合い/均一性測定において、(前述の)主観的相対的等級付けと比較した。
【0169】
【表6】
【0170】
対数減少値は、微生物の通過に抵抗する多孔質包装材料の性能である。これは単純な数値で表され、ASTM規格F1608、「多孔質包装材料の微生物の等級付けを行うための標準試験方法(曝露室法)」(Standard Test Method for Microbial Ranking of Porous Packaging Materials (Exposure Chamber Method))に準拠して行った。
【0171】
細菌濾過効率(BFE)は、細菌の通過を防止する材料の有効性である。これは、材料を通過しない既知量の細菌の%値として表される。材料が医療用フェースマスク材料の代わりにハンドシートであり、測定可能な最大濾過効率が99.9%を超えたことを除けば、ASTM規格F2101、「黄色ブドウ球菌の生物学的エアロゾルを使用する医療用フェースマスク材料の細菌濾過効率(BFE)を評価するための標準試験方法」(Standard Test Method for Evaluating the Bacterial Filtration Efficiency (BFE) of Medical Face Mask Materials,Using a Biological Aerosol of Staphylococcus aureus)に基づいて測定した。
【0172】
破裂強度は、材料を破裂させるのに必要な最大静水圧である。これは重量ポンド/平方インチゲージで表され、より大きい破裂強度を測定するために、ミューレンAバースト・テスター(Mullen A Burst Tester)(最大1500重量ポンド/平方インチの圧力読み取り値が得られるように設計されている)をミューレンCバースト・テスター(最大200重量ポンド/平方インチの圧力読み取り値が得られるように設計されている)の代わりに使用したことを除けば、TAPPI試験方法T403、「紙の破裂強度」(Bursting Strength of Paper)に基づいて測定した。
【0173】
内部引裂抵抗は、シートに作用する引裂力に抵抗するシートの性能である。これはグラムの単位で表され、比較例および実施例のハンドシートを、3辺では直線に切断し、第4の辺では湾曲して(すなわち半月型に)切断したことを除けば、TAPPI試験方法T414、「紙の内部引裂抵抗(エルメンドルフ型方法)」(Internal Tearing Resistance of Paper (Elmendorf−Type Method))に基づいて測定した。また、比較例1、2、および9では、縦方向の内部引裂抵抗および横方向の内部引裂抵抗の両方を測定した。これらの比較例では、以下の表に報告される内部引裂抵抗は、縦方向の内部引裂抵抗および横方向の内部引裂抵抗の平均として定義される平均内部引裂抵抗である。比較例3〜6ならびに実施例1〜18および24〜28は、方向性のないハンドシートであり、縦方向および横方向がない。これらの場合、以下の表に報告される内部引裂抵抗は1方向で測定した内部引裂抵抗である。
【0174】
低速貫入抵抗は、駆動するプローブによる伸びおよび/または貫入に抵抗するシートの性能である。これはニュートンの単位で表され、使用したサンプルの大きさが、3インチ×3インチである代わりに、幅が3.5インチ以下であり長さが変動することを除けば、ASTM規格F1306、「可撓性バリアフィルムおよび積層体の低速貫入抵抗の標準試験方法」(Standard Test Method for Slow Rate Penetration Resistance of Flexible Barrier Films and Laminates)に基づいて測定した。
【0175】
引張強度は、破裂前にシートで得られる最大引張力である。これは試験材料の単位幅当たりの力であり、kg/15mmの単位で表される。使用したサンプルの大きさが、幅25mm±1mmの代わりに幅30mmであったことを除けば、TAPPI試験方法T494、「紙および板紙の引張特性(引張装置を一定速度で使用)」(Tensile Properties of Paper and Paperboard (Using Constant Rate of Elongation Apparatus))に基づいて測定した。また、比較例1、2、および9の場合、縦方向の引張強度および横方向の引張強度の両方を測定した。これらの比較例では、以下の表に報告される引張強度は、縦方向の引張強度および横方向の引張強度の平均として定義される平均引張強度である。比較例3〜8および10ならびに実施例1〜19および21〜34は、方向性のないハンドシートであり、縦方向および横方向がない。これらの場合、以下の表に報告される引張強度は1方向で測定した引張強度である。
【0176】
伸びは、引張力下で生じるシートの歪み量である。これは%値(すなわち、もとの試験長さに対するシートの長さの増加の比率の100倍)で表され、使用したサンプルの大きさが、幅25mm±1mmの代わりに幅30mmであったことを除けば、TAPPI試験方法T494、「紙および板紙の引張特性(引張装置を一定速度で使用)」に基づいて測定した。また、比較例1、2、および9の場合、縦方向の伸びおよび横方向の伸びの両方を測定した。これらの比較例では、以下の表に報告される伸びは、縦方向の伸びおよび横方向の伸びの平均として定義される平均伸びである。比較例3〜8および10ならびに実施例1〜19および21〜34は、方向性のないハンドシートであり、縦方向および横方向がない。これらの場合、以下の表に報告される伸びは1方向で測定した伸びである。
【0177】
比較例1〜10および実施例1〜34の種々の性質の測定値を表7に報告する。地合い(理由は前述した)および坪量(1回の測定のみ)を除けば、それぞれの値は多数(少なくとも3回、最高20回)の測定の平均である(空欄は、その比較例または実施例では、個別の性質を測定しなかったことを意味する)。
【0178】
【表7】
【0179】
第1の非セルロース系ポリマー繊維は、改善された通気性および改善された細菌濾過効率に寄与する。第2の非セルロース系ポリマー繊維は、破裂強度、内部引裂抵抗、低速貫入抵抗、引張強度、および伸びなどの改善された強度特性に寄与する。驚くべきことに、第1の非セルロース系ポリマー繊維と第2の非セルロース系ポリマー繊維との併用が、一般に、改善された地合いに寄与している。
【0180】
以上の説明、ならびに実施例−セットI、実施例−セットIIなどに開示される実施例および実施形態は、単に説明的なものであり、限定であると解釈すべきではない。本発明は、示される説明、実施例および実施形態を含んでいるが、本発明がこれらの説明、実施例、および実施形態に限定されるものではない。修正および実施形態は当業者には明らかとなるであろうし、このようなすべての修正およびその他の実施形態は、特許請求の範囲によって定義される本発明の範囲内にあることが意図されそのように判断される。
【符号の説明】
【0181】
10 紙料調製システム
12 ハイドロパルパー
14 リファイナー供給室
16 リファイナー
18 リファイニング済紙料室
20 ブレンド室
22 機械室
30 紙料調製システム
32 ハイドロパルパー
34a、34b、34c リファイナー供給室
36a、36b、36c リファイナー
38a、38b、38c リファイニング済紙料室
40 ブレンド室
42a、42b、42c 機械室
50 不織シートを製造するための装置
52 ヘッドボックス
54 形成セクション
56 プレスセクション
58 乾燥セクション
59 含浸機
60 カレンダーロール
【技術分野】
【0001】
本出願は、水力学的に形成された(hydraulically−formed)不織シート、特に、非セルロース系ポリマー繊維を有する水力学的に形成された不織シートに関する。
【背景技術】
【0002】
不織シートは、さまざまな方法によって製造することができる。水力学的形成法または湿式法では、不織シートは、繊維の水性懸濁液を濾過することによって製造される。エアレイド法では、繊維を高速で移動する気流中に分散させ、圧力または真空の手段によって移動スクリーン上に圧縮させる。カード法または乾式法では、繊維が平行または不規則な方向に整列され、カード機によってシートが製造される。静電気積層法では、ポリマー溶液、ポリマーエマルジョン、またはポリマー溶融物からの静電界が使用される。スパンレース法または水流交絡法では、高速水流によって繊維が絡み合い、もつれ合う。スパンレイド法(フラッシュスパン、メルトブローン、溶融紡糸、またはスパンボンドなど)では、溶液のポリマー溶融物がスピナレットから押し出されてフィラメントを形成し、そのフィラメントが移動スクリーン上に積層される。
【0003】
スパンレイド法によって製造された製品の一例はタイベック(Tyvek)(登録商標)であり、これはE.I.デュポン・ドゥ・ヌムール・アンド・カンパニー(E.I.du Pont de Nemours and Company(デラウェア州、ウィルミントン(Wilmington,Delaware))より販売される連続ポリエチレン繊維のシートである。タイベック(登録商標)シートは、封筒、保護バリア、防護服、ハウスラップ、および滅菌可能な医療包装などの包装に使用される。タイベック(登録商標)シートは、許容される細菌濾過効率および強度特性を有する。しかし、タイベック(登録商標)シートは固有のばらつきのために、タイベック(登録商標)シートを滅菌可能な医療包装用に変換して使用する場合に問題が発生することが知られている。
【0004】
水力学的形成法によって製造された不織シートは、少ないばらつき、ならびに向上した均一性および形成性を有することも知られている。これは、部分的には、水力学的な懸濁によって、種々のアスペクト比(すなわち長さ対直径の比)のばらばらで不連続な繊維の分散体が得られるためである。しかし、合成非セルロース系ポリマー繊維が使用される場合、水力学的形成法では支障が生じる。一般に、合成繊維は、天然繊維よりも長く、強靱で、均一であり、水(水力学的形成法の必須成分の1つ)に対する適合性が低く、一般にそのためにばらつきの問題が生じるシートが得られる(部分的には、凝集が原因である)。セルロース系繊維と合成非セルロース系ポリマー繊維とを併用して水力学的に形成されたシートが公知である。しかし、ばらつきおよび加工の問題のため、これらのシート中の合成繊維の%値は通常最小限となる。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、非セルロース系ポリマー繊維を含む水力学的に形成された不織シートに対する要求に対処する。特に、本出願に記載のシートは、ミクロンおよびサブミクロンサイズのポリマー繊維を含み、高い強度、高い通気性、高い細菌濾過効率、および少ないばらつきを有する。本発明のシートは、食料品および食料品以外の物品(医療機器が挙げられるが、これに限定されるものではない)などの種々の品目の包装に使用することができる。本発明のシートは、封筒、保護バリア、防護服、ハウスラップ、濾過媒体、印刷、およびラベルの基材として、ならびに機能性材料を他の表面または製品に供給または移動させるための活性キャリアシートとして使用することもできる。
【課題を解決するための手段】
【0006】
本発明は、独自の構成の水力学的に形成された不織シートを含む。第1の一般実施形態では、この水力学的に形成された不織シートは、(1)乾燥状態の不織シートの重量の約5%〜約90%の量の第1の非セルロース系ポリマー繊維と、(2)乾燥状態の不織シートの重量の約10%〜約95%の量の第2の非セルロース系ポリマー繊維とを含む。第1の非セルロース系ポリマー繊維は、約3.5ミクロン未満の平均直径、約3mm未満の平均カット長、および約400〜約2000の平均アスペクト比を有し、第2の非セルロース系ポリマー繊維は、約3.5ミクロンを超える平均直径、および約400〜約1000の平均アスペクト比を有する。さらなる繊維および材料をこの不織シートに加えることができる。本発明の不織シートは単層または多層であってよい。
【0007】
第1の一般実施形態の別の一実施形態では、水力学的に形成された不織シートは、(1)乾燥状態の不織シートの重量の約5%〜約40%の量の結合剤と、(2)乾燥状態の不織シートの重量の約10%〜約50%の量の第1の非セルロース系ポリマー繊維と、(3)乾燥状態の不織シートの重量の約20%〜約65%の量の第2の非セルロース系ポリマー繊維と、(4)乾燥状態の不織シートの重量の約5%〜約30%の量の第3の非セルロース系ポリマー繊維と、(5)乾燥状態の不織シートの重量の約5%〜約35%の量のセルロース系材料とを含む。第1の非セルロース系ポリマー繊維は、約3.5ミクロン未満の平均直径、約3mm未満の平均カット長、および約400〜約2000の平均アスペクト比を有し、第2の非セルロース系ポリマー繊維は、約3.5ミクロンを超える平均直径、および約400〜約1000の平均アスペクト比を有し、第3の非セルロース系ポリマー繊維は、約10ミクロンを超える平均直径、および約5mmを超える平均カット長を有し、セルロース系材料は、(a)セルロースから製造された繊維、(b)広葉樹繊維、針葉樹繊維、非木材繊維、またはそれらの混合物から選択される天然セルロース系材料、あるいは(c)セルロースから製造された繊維と天然セルロース系材料との混合物を含む。さらなる繊維および材料をこの不織シートに加えることができる。本発明の不織シートは単層または多層であってよい。
【0008】
第1の一般実施形態のさらに別の一実施形態では、水力学的に形成された不織シートは、(1)乾燥状態の不織シートの重量の約5重量%〜約30重量%の量の結合剤と、(2)乾燥状態の不織シートの重量の約10%〜約35%の量の第1のポリエステル繊維と、(3)乾燥状態の不織シートの重量の約25%〜約65%の量の第2のポリエステル繊維と、(4)乾燥状態の不織シートの重量の約5%〜約20%の量の第3のポリエステル繊維と、(5)乾燥状態の不織シートの重量の約5%〜約20%の量のセルロースから製造された繊維とを含む。第1のポリエステル繊維は、約2.5ミクロンの平均直径、および約1.5mmの平均カット長を有し、配向されており、第2のポリエステル繊維は、約7ミクロンの平均直径、および約5mmの平均カット長を有し、配向されており、第3のポリエステル繊維は、約10ミクロンを超える平均直径、および約5mmを超える平均カット長を有し、配向されており、セルロースから製造された繊維はナノフィブリル化されている。この不織シートは、約50g/m2〜約100g/m2の坪量、少なくとも約100コレスタ(Coresta)単位の通気性、約500以下の地合い、少なくとも約99%の細菌濾過効率、少なくとも約120重量ポンド/平方インチゲージの破裂強度、少なくとも約275gの平均内部引裂抵抗、少なくとも約40ニュートンの低速貫入抵抗(slow rate penetration resistance)、少なくとも約7kg/15mmの平均引張強度、および少なくとも約11%の平均伸びを有し、少なくとも約3の対数減少値を有する多孔質包装材料となる。さらなる繊維および材料をこの不織シートに加えることができる。本発明の不織シートは単層または多層であってよい。
【0009】
第1の一般実施形態のさらに別の一実施形態では、物品用のパッケージが開示される。このパッケージは、(1)乾燥状態の不織シートの重量の約5%〜約90%の量の第1の非セルロース系ポリマー繊維と、(2)乾燥状態の不織シートの重量の約10%〜約95%の量の第2の非セルロース系ポリマー繊維とを有する水力学的に形成された不織シートを含む。不織シートの第1の非セルロース系ポリマー繊維は、約3.5ミクロン未満の平均直径、約3mm未満の平均カット長、および約400〜約2000の平均アスペクト比を有し、不織シートの第2の非セルロース系ポリマー繊維は、約3.5ミクロンを超える平均直径、および約400〜約1000の平均アスペクト比を有する。さらなる層をこの不織シートに接着させることができる。本発明の不織シートは、種々の包装の構成に使用することができる。
【0010】
第1の一般実施形態のさらに別の一実施形態では、医療機器の包装方法が開示される。この方法は、(1)乾燥状態の不織シートの重量の約5%〜約90%の量の第1の非セルロース系ポリマー繊維と、乾燥状態の不織シートの重量の約10%〜約95%の量の第2の非セルロース系ポリマー繊維とを有する水力学的に形成された不織シートを有するパッケージを提供するステップと、(2)医療機器をパッケージ内に配置するステップと、(3)連続密閉シールを形成することによって医療機器をパッケージ内に閉じ込めるステップと、(4)封止したパッケージ中に不織シートを介して滅菌ガスを導入するステップとを含む。不織シートの第1の非セルロース系ポリマー繊維は、約3.5ミクロン未満の平均直径、約3mm未満の平均カット長、および約400〜約2000の平均アスペクト比を有し、不織シートの第2の非セルロース系ポリマー繊維は、約3.5ミクロンを超える平均直径、および約400〜約1000の平均アスペクト比を有する。
【0011】
第1の一般実施形態の別の一実施形態では、水力学的に形成された不織シートの製造方法が説明される。この方法は、(1)材料をハイドロパルパーに加えるステップと、(2)ハイドロパルパーに加えた材料を撹拌して完成紙料を形成するステップと、(3)完成紙料をハイドロパルパーから保持手段に送出するステップと、(4)完成紙料を保持手段から形成セクションに送出してウェブを形成するステップと、(5)ウェブを形成セクション上で脱水するステップと、(6)ウェブをクーチングして、ウェブをプレスセクションに送出するステップと、(7)ウェブをプレスするステップと、(8)ウェブを乾燥セクションに送出するステップと、(9)ウェブを乾燥させるステップとの連続するステップを含む。ハイドロパルパーに加えられる材料は、水、乾燥状態の不織シートの重量の約5%〜約90%の量の第1の非セルロース系ポリマー繊維、および乾燥状態の不織シートの重量の約10%〜約95%の量の第2の非セルロース系ポリマー繊維を含む。第1の非セルロース系ポリマー繊維は、約3.5ミクロン未満の平均直径、約3mm未満の平均カット長、および約400〜約2000の平均アスペクト比を有し、ハイドロパルパーに加えられる第2の非セルロース系ポリマー繊維は、約3.5ミクロンを超える平均直径、および約400〜約1000の平均アスペクト比を有する。さらなる繊維および材料をハイドロパルパーに加えることができる。製造される不織シートは単層または多層であってよい。
【0012】
第2の一般実施形態では、水力学的に形成された不織シートは、(1)乾燥状態の不織シートの重量の約5%〜約40%の量の結合剤と、(2)乾燥状態の不織シートの重量の約5%〜約40%の量の非セルロース系ポリマー繊維と、(3)乾燥状態の不織シートの重量の約45%〜約75%の量のセルロース系材料とを含む。非セルロース系ポリマー繊維は、約3.5ミクロン未満の平均直径、約3mm未満の平均カット長、および約400〜約2000の平均アスペクト比を有し、セルロース系材料は、(a)セルロースから製造された繊維、(b)広葉樹繊維、針葉樹繊維、非木材繊維、またはそれらの混合物から選択される天然セルロース系材料、あるいは(c)セルロースから製造された繊維と天然セルロース系材料との混合物を含む。この不織シートは、少なくとも約98%の細菌濾過効率を有する。さらなる繊維および材料をこの不織シートに加えることができる。本発明の不織シートは単層または多層であってよい。
【図面の簡単な説明】
【0013】
【図1】種々の繊維形状の概略図である。
【図2】ポリエチレンテレフタレートの化学構造である。
【図3】天然セルロースの化学構造である。
【図4】水力学的に形成された不織シートを製造する装置の紙料調製システムの第1の実施形態の概略図である。
【図5】水力学的に形成された不織シートを製造する装置の紙料調製システムの第2の実施形態の概略図である。
【図6】水力学的に形成された不織シートを製造する装置の概略図である。
【発明を実施するための形態】
【0014】
本発明の第1の一般実施形態では、水力学的に形成された不織シートは、第1の非セルロース系ポリマー繊維と、第2の非セルロース系ポリマー繊維とを含む。
【0015】
本明細書全体で使用される場合、「水力学的に形成された」は、水を使用して形成されることを意味する。「水力学的に形成された」は、「湿式」または「湿式形成」と同等である。湿式法では、不織ウェブは、繊維の水性懸濁液を濾過することによって製造される。「水力学的に形成された」または「湿式」法は、繊維を高速で移動する気流中に分散させ、圧力または真空の手段によって移動スクリーン上に圧縮させるエアレイド法とは異なる。この方法は、繊維が平行または不規則な方向に整列され、カード機によってウェブが製造されるカード法または乾式法とは異なる。この方法は、ポリマー溶液、ポリマーエマルジョン、またはポリマー溶融物からの静電界がウェブの形成に使用される静電気積層法とは異なる。この方法は、溶液のポリマー溶融物がスピナレットから押し出されてフィラメントを形成し、そのフィラメントが移動スクリーン上に積層されるスパンレイド法(フラッシュスパン、メルトブローン、溶融紡糸、またはスパンボンド法など)とは異なる。この方法は、高速水流によって繊維が絡み合いもつれ合うスパンレース法または水流交絡法とは異なる(INDA,米国不織布協会(Association of the Nonwovens Fabrics Industry),INDA不織布用語集(INDA Nonwovens Glossary),2002,pp.1−64,INDA,ノースカロライナ州ケアリー(Cary,North Carolina))が参照され、この記載内容全体が参照により本出願に組み入れられる)。
【0016】
本明細書全体で使用される場合、「不織」は、織成、編成、およびフェルト化がされていないことを意味する。
【0017】
本明細書全体で使用される場合、「非セルロース系ポリマー繊維」は、セルロース系でない(下記で定義)ばらばらのポリマー繊維を意味する。好適な非セルロース系ポリマー繊維は、典型的には(必ずしも必要ではないが)、溶融押出法によって形成され、延伸および伸張が行われ、ある長さに切断され、それ自体がこの方法に耐えるのに好適な分子量および粘度を有する合成繊維である。
【0018】
非セルロース系ポリマー繊維は、非平坦で、湾曲または複数の先端部を有する断面を有することができる。このような断面の例としては、円形、楕円形、バイモーダル、三葉、パイ状、T字型、星形、またはある程度の曲率または先端部を有するその他の非平坦形状が挙げられる。図1は、種々の繊維断面の概略図である。図1は、円形断面1、楕円形断面2、バイモーダル断面3、三葉断面4、パイ状断面5、T字型断面6、および星形断面7を含んでいる。繊維直径の測定方法は、その断面に依存する。矢印は、本出願の目的で、種々の断面の繊維直径を測定するために測定される寸法を示している。
【0019】
繊維直径は、フィラメント1つ当たりのミクロンまたはデニール数のいずれかで測定することができる。本明細書全体で使用される場合、「フィラメント当たりのデニール数」(またはdpf)は、繊維のデニール数をそのフィラメントの数で割った値を意味する。「デニール」は、9,000メートルの繊維の単位gでの重量を意味する。これは繊維の種類に依存して変動する性質である。dpfをミクロンに変換する式は以下の通りである:
単位ミクロンでの直径=11.89×(dpf/1mm当たりの単位gでの密度)1/2
したがって、たとえば、3.0dpfのポリエステル繊維(1.38g/mLの密度を有する)の単位ミクロンでの直径は約18(11.89×(3/1.38)1/2=17.53)である(本明細書全体で使用される場合、「約」は、およそ、端数が切り上げまたは切り捨てられた、適度に近い、近傍にある、などを意味する.)。
【0020】
約10ミクロン未満の直径を有する繊維として定義されるマイクロファイバーは、「海の中の島」、「並列」、「コア/シース」、または「セグメント化されたパイ」などのマトリックスを介して溶融押出、延伸、および切断を行うことで形成することができる(2008年12月18日に公開された米国特許出願第2008/0311815A1号明細書が参照され、この記載内容全体が参照により本出願に組み入れられ、さらに、リーズ(Reese),「ポリエステル、繊維」(Polyesters,Fibers),ポリマー科学百科事典第3版(Encyclopedia of Polymer Science and Technology,Third Edition),2003,Volume 3,pp.652−678(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド(John Wiley & Sons,Inc.),ニュージャージー州ホーボーケン(Hoboken,New Jersey))が参照され、この記載内容全体が参照により本出願に組み入れられる)。
【0021】
本出願全体に記載される非セルロース系ポリマー繊維は、典型的には(必ずしも必要ではないが)熱可塑性である。熱可塑性材料であるので、これらのポリマーは高温に加熱して、成形し、固化させ、次に、再加熱し、成形し、再び固化させることができる。熱可塑性材料は、高温に加熱することによる再成形ができない熱硬化性材料とは異なる。ポリマー材料のもう1つの分類は、結晶性と非晶質である。結晶性ポリマーは、ポリマー主鎖の高レベルの対称性および/または比較的単純性を有し、充填が促進される。非晶質ポリマーは、非対称なモノマー構造を有する、および/または嵩高なペンダント基を含有し、充填が抑制されうる(ペセリック(Petherick),「ポリマーの特性決定」(Characterization of Polymers),ポリマー科学百科事典第3版,2004,Volume 9,pp.159−188(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニュージャージー州ホーボーケン)が参照され、この記載内容全体が参照により本出願に組み入れられる)。非セルロース系ポリマー繊維が、結晶性または非晶質のポリマー、種々の%値の結晶性領域または非晶質領域を有するポリマー、あるいは結晶性、非晶質、部分的に結晶性、または部分的に非晶質のポリマーのブレンドを含むことができることが考慮される。たとえば、主として結晶性または非晶質の性質であるポリアミドが市販されており、そのようなポリマーの使用が考慮される。
【0022】
非セルロース系ポリマー繊維は、親水性コーティングを有することができ、好ましくははコーティングを有さないことができる。
【0023】
非セルロース系ポリマー繊維は配向させることができる。本明細書全体で使用される場合、「配向」は、高温で引き延ばしおよび延伸を行い、次に冷却することによって延伸された構成でアニーリングまたは「ヒートセット」が行われる繊維(または材料)を意味する。アニーリングまたは「ヒートセット」によって高温安定性が付与され、その理由は、アニーリングした延伸繊維は、次に再び高温に曝露した場合に最小限の収縮値を示すからである。制御された張力下で材料加熱して収縮値を減少又は解消する一般的なアニーリング方法は当分野において周知である。本発明の場合、非セルロース系ポリマー繊維は、縦方向で約2:1〜約6:1または好ましくは約3:1〜約4:1の比率で引き伸ばしまたは延伸を行い、次にアニーリングを行うことによって、10%未満、または好ましくは5%未満の収縮値を有する繊維を製造することができる。ポリマー繊維の性質および所望の性質に依存して、当業者は、非セルロース系ポリマー繊維の配向プロセスにおける適切な条件およびパラメーターを決定することができる。
【0024】
水力学的に形成された不織シートの第1の一般実施形態中に存在する非セルロース系ポリマー繊維の全重量は、乾燥状態の不織シートの重量の少なくとも約35%、好ましくは乾燥状態の不織シートの重量の少なくとも約50%、より好ましくは乾燥状態の不織シートの重量の少なくとも約65%である。本明細書全体で使用される場合、「乾燥状態の不織シートの重量」は、材料が乾燥されている場合、すなわち、材料が約10%未満の水分率を有する場合の材料の重量を基準にした、不織シートを構成する材料の全重量を意味する。
【0025】
第1の一般実施形態の非セルロース系ポリマー繊維は、第1の非セルロース系ポリマー繊維および第2の非セルロース系ポリマー繊維を含み、第3の非セルロース系ポリマー繊維および/またはその他の非セルロース系ポリマー繊維またはそれらの混合物を含むことができる。
【0026】
本明細書全体で使用される場合、第1の一般実施形態の第1の非セルロース系ポリマー繊維は、約3.5ミクロン未満の平均直径、約3mm未満の平均カット長、および約400〜約2000の平均アスペクト比(すなわち長さ対直径の比)を有する。第1の非セルロース系ポリマー繊維は、水力学的に形成された不織シートの第1の一般実施形態において、乾燥状態の不織シートの重量の約5%〜約90%の量、好ましくは乾燥状態の不織シートの重量の約10%〜約50%の量、より好ましくは乾燥状態の不織シートの重量の約10%〜35%の量で存在する。
【0027】
第1の非セルロース系ポリマー繊維は、たとえば、ポリオレフィン、ポリエステル、ポリアミド、ポリラクチド、ポリカプロラクトン、ポリカーボネート、ポリウレタン、ポリ酢酸ビニル、ポリ塩化ビニル、ポリビニルアルコール、ポリアクリレート、ポリアクリロニトリル、アイオノマー、のホモポリマーおよびコポリマーを含むポリマー、あるいはこれらのポリマーのブレンドを含むことができる。ポリオレフィンの例としては、ポリエチレン、ポリプロピレン、プロピレン−エチレンコポリマー、およびエチレンα−オレフィンコポリマーが挙げられるが、これらに限定されるものではない。ポリエステルの一例としてはポリエチレンテレフタレートが挙げられるが、これに限定されるものではなく、図2はポリエチレンテレフタレートの化学構造である。アイオノマーの一例としては、E.I.デュポン・ドゥ・ヌムール・アンド・カンパニー(デラウェア州ウィルミントン)より入手可能なサーリン(Surlyn)(登録商標)が挙げられるが、これに限定されるものではない。
【0028】
第1の非セルロース系ポリマー繊維の一例は、イーストマン・ケミカル・カンパニー(Eastman Chemical Company)(テネシー州キングスポート(Kingsport,Tennessee))のE3164101である。E3164101は、2008年12月18日に公開された米国特許出願第2008/0311815A1号明細書(この記載内容全体が参照により本出願に組み入れられる)に開示されているポリエステル繊維である。E3164101は、種々の直径およびカット長を有するように、たとえば限定するものではないが2.5ミクロンの平均直径および1.5mmの平均カット長を有するように製造することができる。
【0029】
本明細書全体で使用される場合、第1の一般実施形態の第2の非セルロース系ポリマー繊維は、約3.5ミクロンを超える平均直径、および約400〜約1000の平均アスペクト比(すなわち、平均繊維長対平均繊維直径の比)を有する。第2の非セルロース系ポリマー繊維は、水力学的に形成された不織シートの第1の一般実施形態において、乾燥状態の不織シートの重量の約10%〜約95%の量、好ましくは乾燥状態の不織シートの重量の約20%〜約65%の量、より好ましくは乾燥状態の不織シートの重量の約25%〜65%の量で存在する。
【0030】
第2の非セルロース系ポリマー繊維は、たとえば、ポリオレフィン、ポリエステル、ポリアミド、ポリラクチド、ポリカプロラクトン、ポリカーボネート、ポリウレタン、ポリ酢酸ビニル、ポリ塩化ビニル、ポリビニルアルコール、ポリアクリレート、ポリアクリロニトリル、アイオノマー、のホモポリマーおよびコポリマーを含むポリマー、あるいはこれらのポリマーのブレンドを含むことができる。ポリオレフィンの例としては、ポリエチレン、ポリプロピレン、プロピレン−エチレンコポリマー、およびエチレンα−オレフィンコポリマーが挙げられるが、これらに限定されるものではない。ポリエステルの一例としてはポリエチレンテレフタレートが挙げられるが、これに限定されるものではなく、図2はポリエチレンテレフタレートの化学構造である。アイオノマーの一例としては、E.I.デュポン・ドゥ・ヌムール・アンド・カンパニー(デラウェア州ウィルミントン)より入手可能なサーリン(登録商標)が挙げられるが、これに限定されるものではない。
【0031】
第2の非セルロース系ポリマー繊維の例は、EP043(円形断面、フィラメント当たり0.5デニール(dpf)(約7ミクロン)の平均直径、ならびに3または5mmの平均カット長を有するポリエステル繊維)、EP053(円形断面、0.8dpf(約9ミクロン)の平均直径、および5mmの平均カット長を有するポリエステル繊維)、EP133(円形断面、1.3dpf(約12ミクロン)の平均直径、ならびに5、6、10、または12mmの平均カット長を有するポリエステル繊維)、EP203(円形断面、1.9dpf(約14ミクロン)の平均直径、ならびに5または10mmの平均カット長を有するポリエステル繊維)、EPTC203(T字型断面、2.2dpf(約20ミクロン)の平均直径、および10mmの平均カット長を有するポリエステル繊維)、およびEP303(円形断面、2.8dpf(約17ミクロン)の平均直径、および10mmの平均カット長を有するポリエステル繊維)であり、これらすべてはクラレ(Kuraray Co.,Ltd.)によって製造され、エンジニアード・ファイバーズ・テクノロジー(Engineered Fibers Technology)(マサチューセッツ州ロングメドー(Longmeadow,Massachusetts))より入手可能である。
【0032】
第2の非セルロース系ポリマー繊維のさらに別の例は、ミニファイバーズ・インコーポレイテッド(Minifibers、Inc.)(テネシー州ジョンソンシティー(Johnson City,Tennessee))より入手可能な種々の繊維である。このようなミニファイバーズ繊維としては以下のものが挙げられる:1.5dpf(約13ミクロン)の平均直径ならびに6または12mmの平均カット長を有するアクリル繊維、3.0dpf(約19ミクロン)の平均直径ならびに12または19mmの平均カット長を有するアクリル繊維、15.0dpf(約43ミクロン)の平均直径ならびに19または25mmの平均カット長を有するアクリル繊維、3.0dpf(約18ミクロン)の平均直径および10mmの平均カット長を有するバイオネル(Bionelle)/バイオマックス(Biomax)脂肪族ポリエステル二成分繊維、6.0dpf(約25ミクロン)の平均直径および10mmの平均カット長を有するバイオネル/バイオマックス脂肪族ポリエステル二成分繊維、3.0dpf(約18ミクロン)の平均直径および10mmの平均カット長を有するバイオネル脂肪族ポリエステル/ポリ乳酸二成分繊維、6.0dpf(約25ミクロン)の平均直径および10mmの平均カット長を有するバイオネル脂肪族ポリエステル/ポリ乳酸二成分繊維、2.0dpf(約14ミクロン)の平均直径ならびに6または12mmの平均カット長を有するBC110(コポリエステル/ポリエステル二成分繊維)、3.0dpf(約18ミクロン)の平均直径および12mmの平均カット長を有するBC185(コポリエステル/ポリエステル二成分繊維)、2.0dpf(約18ミクロン)の平均直径および10mmの平均カット長を有するエチル酢酸ビニル/ポリプロピレン二成分繊維、3.0dpf(約22ミクロン)の平均直径および10mmの平均カット長を有するエチル酢酸ビニル/ポリプロピレン二成分繊維、2.0dpf(約16ミクロン)の平均直径および10mmの平均カット長を有するエチルビニルアルコール/ポリプロピレン同軸二成分繊維、2.0dpf(約16ミクロン)の平均直径および10mmの平均カット長を有する高密度ポリエチレン/ポリエステル二成分繊維、6.0dpf(約27ミクロン)の平均直径および10mmの平均カット長を有する高密度ポリエチレン/ポリエステル二成分繊維、0.7dpf(約10ミクロン)の平均直径ならびに5または10mmの平均カット長を有する高密度ポリエチレン/ポリプロピレン二成分繊維、2.5dpf(約19ミクロン)の平均直径および10mmの平均カット長を有する高密度ポリエチレン/ポリプロピレン二成分繊維、2.0dpf(約14ミクロン)の平均直径ならびに6または12mmの平均カット長を有するノーメックス(Nomex)(登録商標)アラミド繊維、1.0dpf(約11ミクロン)の平均直径ならびに6または9mmの平均カット長を有するタイプ6,6レギュラー・テナシティ・ナイロン繊維(Type 6,6 Regular Tenacity Nylon Fiber)、3.0dpf(約19ミクロン)の平均直径ならびに12または19mmの平均カット長を有するタイプ6,6レギュラー・テナシティ・ナイロン繊維、6.0dpf(約27ミクロン)の平均直径ならびに12、19、または25mmの平均カット長を有するタイプ6,6レギュラー・テナシティ・ナイロン繊維、6.0dpf(約27ミクロン)の平均直径ならびに12、19、または25mmの平均カット長を有するタイプ6,6ハイ・テナシティ・ブライト・ナイロン繊維(Type 6,6 High Tenacity Bright Nylon Fiber)、12.0dpf(約39ミクロン)の平均直径ならびに19または25mmの平均カット長を有するマルチカラー・BCFナイロン繊維(Multicolor BCF Nylon Fiber)、3.0dpf(約19ミクロン)の平均直径ならびに12または19mmの平均カット長を有するタイプ6ナイロン繊維(Type 6 Nylon Fiber)、3.0dpf(約18ミクロン)の平均直径および12mmの平均カット長を有するレギュラー・シュリンク・レギュラー・テナシティ・ポリエステル繊維(Regular Shrink,Regular Tenacity Polyester Fiber)、1.5dpf(約12ミクロン)の平均直径ならびに6または12mmの平均カット長を有するレギュラー・シュリンク・レギュラー・テナシティ・ポリエステル繊維、1.0dpf(約10ミクロン)の平均直径および6mmの平均カット長を有するレギュラー・シュリンク・レギュラー・テナシティ・ポリエステル繊維、0.7dpf(約8ミクロン)の平均直径ならびに3または6mmの平均カット長を有するレギュラー・シュリンク・レギュラー・テナシティ・ポリエステル繊維、0.5dpf(約7ミクロン)の平均直径ならびに3または6mmの平均カット長を有するレギュラー・シュリンク・レギュラー・テナシティ・ポリエステル繊維、3.0dpf(約18ミクロン)の平均直径および12mmの平均カット長を有するレギュラー・シュリンク・レギュラー・テナシティ・ブラック・ポリエステル繊維(Regular Shrink,Regular Tenacity Black Polyester Fiber)、3.0dpf(約18ミクロン)の平均直径および12mmの平均カット長を有するトリローバル・ポリエステル繊維(Trilobal Polyester Fiber)、12.0dpf(約35ミクロン)の平均直径ならびに19または25mmの平均カット長を有するレギュラー・シュリンク・ハイテナシティ・ポリエステル繊維(Regular Shrink,High Tenacity Polyester Fiber)、6.0dpf(約25ミクロン)の平均直径ならびに12、19、または25mmの平均カット長を有するレギュラー・シュリンク・ハイテナシティ・ポリエステル繊維、3.0dpf(約18ミクロン)の平均直径および12mmの平均カット長を有するレギュラー・シュリンク・ハイテナシティ・ポリエステル繊維、6.0dpf(約25ミクロン)の平均直径ならびに12、19、または25mmの平均カット長を有するロー・シュリンク・ハイ・テナシティ・ブライト・ポリエステル繊維(Low Shrink,High Tenacity Bright Polyester Fiber)、3.0dpf(約18ミクロン)の平均直径および12mmの平均カット長を有するロー・シュリンク・ハイ・テナシティ・ブライト・ポリエステル繊維、5.0dpf(約27ミクロン)の平均直径ならびに12、19、または25mmの平均カット長を有する生分解性LLDPEポリエチレン繊維、6.0dpf(約30ミクロン)の平均直径ならびに12、19、または25mmの平均カット長を有する低融点LLDPEポリエチレン繊維、1.3dpf(約12ミクロン)の平均直径ならびに6または12mmの平均カット長を有するポリ乳酸(PLA)繊維、0.7dpf(約10ミクロン)の平均直径ならびに5または10mmの平均カット長を有するポリプロピレン繊維、3.0dpf(約22ミクロン)の平均直径および12mmの平均カット長を有するポリプロピレン繊維、7.0dpf(約33ミクロン)の平均直径ならびに12、19、または25mmの平均カット長を有するポリプロピレン繊維、12.0dpf(約43ミクロン)の平均直径ならびに19または25mmの平均カット長を有するマルチカラー・ポリプロピレン繊維、ならびに15.0dpf(約48ミクロン)の平均直径ならびに19または25mmの平均カット長を有するマルチカラー・ポリプロピレン繊維。
【0033】
水力学的に形成された不織シートの第1の一般実施形態は、第3の非セルロース系ポリマー繊維を含むこともできる。本明細書全体で使用される場合、第1の一般実施形態の第3の非セルロース系ポリマー繊維は、約10ミクロンを超える平均直径、および約5mmを超える平均カット長を有する。第3の非セルロース系ポリマー繊維は、水力学的に形成された不織シートの第1の一般実施形態において、乾燥状態の不織シートの重量の0%〜約50%の量、好ましくは乾燥状態の不織シートの重量の約5%〜約30%の量、より好ましくは乾燥状態の不織シートの重量の約5%〜20%の量で存在することができる。
【0034】
第3の非セルロース系ポリマー繊維は、たとえば、ポリオレフィン、ポリエステル、ポリアミド、ポリラクチド、ポリカプロラクトン、ポリカーボネート、ポリウレタン、ポリ酢酸ビニル、ポリ塩化ビニル、ポリビニルアルコール、ポリアクリレート、ポリアクリロニトリル、アイオノマー、のホモポリマーおよびコポリマーを含むポリマー、あるいはこれらのポリマーのブレンドを含むことができる。ポリオレフィンの例としては、ポリエチレン、ポリプロピレン、プロピレン−エチレンコポリマー、およびエチレンα−オレフィンコポリマーが挙げられるが、これらに限定されるものではない。ポリエステルの一例としてはポリエチレンテレフタレートが挙げられるが、これに限定されるものではなく、図2はポリエチレンテレフタレートの化学構造である。アイオノマーの一例としては、E.I.デュポン・ドゥ・ヌムール・アンド・カンパニー(デラウェア州ウィルミントン)より入手可能なサーリン(登録商標)が挙げられるが、これに限定されるものではない。
【0035】
第3の非セルロース系ポリマー繊維の例は、EP133(円形断面、1.3デニール(約12ミクロン)の平均直径、ならびに5、6、10、12、または15mmの平均カット長を有するポリエステル繊維)、EP203(円形断面、1.9デニール(約14ミクロン)の平均直径、ならびに5または10mmの平均カット長を有するポリエステル繊維)、EPTC203(T字型断面、2.2dpf(約20ミクロン)の平均直径、ならびに5または10mmの平均カット長を有するポリエステル繊維)、およびEP303(円形断面、2.8デニール(約17ミクロン)の平均直径、ならびに5または10mmの平均カット長を有するポリエステル繊維)であり、これらすべてはクラレによって製造され、エンジニアード・ファイバーズ・テクノロジー(マサチューセッツ州ロングメドー)より入手可能である。
【0036】
第3の非セルロース系ポリマー繊維のさらに別の例は、ミニファイバーズ・インコーポレイテッド(テネシー州ジョンソンシティー)より入手可能な種々の繊維である。このようなミニファイバーズ繊維としては以下のものが挙げられる:15.0dpf(約43ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するアクリル繊維、3.0dpf(約19ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するアクリル繊維、1.5dpf(約13ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するアクリル繊維、6.0dpf(約25ミクロン)の平均直径ならびに5または10mmの平均カット長を有するバイオネル/バイオマックス脂肪族ポリエステル二成分繊維、3.0dpf(約18ミクロン)の平均直径ならびに5または10mmの平均カット長を有するバイオネル/バイオマックス脂肪族ポリエステル二成分繊維、6.0dpf(約25ミクロン)の平均直径ならびに5または10mmの平均カット長を有するバイオネル脂肪族ポリエステル/ポリ乳酸二成分繊維、3.0dpf(約18ミクロン)の平均直径ならびに5または10mmの平均カット長を有するバイオネル脂肪族ポリエステル/ポリ乳酸二成分繊維、2.0dpf(約14ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するBC110(コポリエステル/ポリエステル二成分繊維)、3.0dpf(約18ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するBC185(コポリエステル/ポリエステル二成分繊維)、2.0dpf(約18ミクロン)の平均直径および5mmの平均カット長を有するコポリプロピレン/ポリプロピレン二成分繊維、2.0dpf(約18ミクロン)の平均直径ならびに5または10mmの平均カット長を有するエチル酢酸ビニル/ポリプロピレン二成分繊維、3.0dpf(約22ミクロン)の平均直径ならびに5または10mmの平均カット長を有するエチル酢酸ビニル/ポリプロピレン二成分繊維、2.0dpf(約16ミクロン)の平均直径ならびに5または10mmの平均カット長を有するエチルビニルアルコール/ポリプロピレン同軸二成分繊維、3.0dpf(約20ミクロン)の平均直径および6mmの平均カット長を有するエチルビニルアルコール/ポリプロピレン分割性二成分繊維、6.0dpf(約27ミクロン)の平均直径ならびに5または10mmの平均カット長を有する高密度ポリエチレン/ポリエステル二成分繊維、2.0(約16ミクロン)の平均直径ならびに5または10mmの平均カット長を有する高密度ポリエチレン/ポリエステル二成分繊維、2.5dpf(約19ミクロン)の平均直径および5mmの平均カット長を有する高密度ポリエチレン/ポリプロピレン二成分繊維、0.7dpf(約10ミクロン)の平均直径ならびに5または10mmの平均カット長を有する高密度ポリエチレン/ポリプロピレン二成分繊維、4.0dpf(約21ミクロン)の平均直径および51mmの平均カット長を有するポリ乳酸/ポリ乳酸二成分繊維、6.0dpf(約26ミクロン)の平均直径および51mmの平均カット長を有するポリ乳酸/ポリ乳酸二成分繊維、2.0dpf(約14ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するノーメックス(登録商標)アラミド繊維、6.0dpf(約27ミクロン)の平均直径ならびに6、9、12、19、または25mmの平均カット長を有するタイプ6,6レギュラー・テナシティ・ナイロン繊維、3.0dpf(約19ミクロン)の平均直径ならびに6、9、12、19、または25mmの平均カット長を有するタイプ6,6レギュラー・テナシティ・ナイロン繊維、1.0dpf(約11ミクロン)の平均直径ならびに6、9、12、19、または25mmの平均カット長を有するタイプ6,6レギュラー・テナシティ・ナイロン繊維、6.0dpf(約27ミクロン)の平均直径ならびに6、12、19、25mmの平均カット長を有するタイプ6,6ハイ・テナシティ・ブライト・ナイロン繊維、12.0dpf(約39ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するマルチカラー・BCFナイロン繊維、3.0dpf(約19ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するタイプ6ナイロン繊維、1.0dpf(約10ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するレギュラー・シュリンク・レギュラー・テナシティ・ポリエステル繊維、1.5dpf(約12ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するレギュラー・シュリンク・レギュラー・テナシティ・ポリエステル繊維、3.0dpf(約18ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するレギュラー・シュリンク・レギュラー・テナシティ・ポリエステル繊維、3.0dpf(約18ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するレギュラー・シュリンク・レギュラー・テナシティ・ブラック・ポリエステル繊維、3.0dpf(約18ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するトリローバル・ポリエステル繊維、3.0dpf(約18ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するレギュラー・シュリンク・ハイテナシティ・ポリエステル繊維、6.0dpf(約25ミクロン)の平均直径ならびに6、12、19または25mmの平均カット長を有するレギュラー・シュリンク・ハイテナシティ・ポリエステル繊維、12.0dpf(約35ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するレギュラー・シュリンク・ハイテナシティ・ポリエステル繊維、3.0dpf(約18ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するロー・シュリンク・ハイ・テナシティ・ブライト・ポリエステル繊維、6.0dpf(約25ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するロー・シュリンク・ハイ・テナシティ・ブライト・ポリエステル繊維、5.0dpf(約27ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有する生分解性LLDPEポリエチレン繊維、6.0dpf(約30ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有する低融点LLDPEポリエチレン繊維、1.3dpf(約12ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するポリ乳酸(PLA)繊維、0.7dpf(約10ミクロン)の平均直径ならびに5または10mmの平均カット長を有するポリプロピレン繊維、3.0dpf(約22ミクロン)の平均直径ならびに6または12mmの平均カット長を有するポリプロピレン繊維、7.0dpf(約33ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するポリプロピレン繊維、12.0dpf(約43ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するマルチカラー・ポリプロピレン繊維、ならびに15.0dpf(約48ミクロン)の平均直径ならびに6、12、19、または25mmの平均カット長を有するマルチカラー・ポリプロピレン繊維。
【0037】
水力学的に形成された不織シートの第1の一般実施形態は、セルロース系材料を含むこともできる。セルロース系材料は、水力学的に形成された不織シートの第1の一般実施形態において、乾燥状態の不織シートの重量の0%〜約75%の量、好ましくは乾燥状態の不織シートの重量の約5%〜約35%の量、より好ましくは乾燥状態の不織シートの重量の約5%〜20%の量で存在することができる。本明細書全体で使用される場合、セルロース系材料は、天然セルロース系材料、セルロースから製造された繊維、またはその両方を含んでいる。
【0038】
わずかな例外も存在するが、天然セルロース系材料は生合成の結果として得られる。天然セルロースの化学構造は比較的単純である。図3は天然セルロースの化学構造である。この構造の単純さは、構成ブロックとしてアンヒドログルコース単位C6H10O5が繰り返されることにある。用語「セルロース」は、何らかの特定の化学物質および均質物質を意味するのではなく、各アンヒドログルコース単位の間に特定の(1→4)β(ジエクアトリアル)結合を有する化合物の同族列を意味する。
【0039】
天然セルロース系材料としては、広葉樹繊維、針葉樹繊維、および非木材繊維が挙げられる。広葉樹繊維は、広葉樹から得られる繊維であり、広葉樹は、被子植物の落葉樹であり、そのようなものとしては、アカシア、トネリコ、バルサ、シナノキ、ブナノキ、カバノキ、サクラ、ハコヤナギ、ニレ、ユーカリ、ヒッコリー、マホガニー、カエデ、オーク、ポプラ、シタン、ウルシ、スズカケノキ、およびクルミが挙げられるが、これらに限定されるものではない。広葉樹繊維のさらなる例は、アラクルス・セルロースS.A.(Aracruz Cellulose S.A.(サンパウロ(Sao Paulo)、ブラジル)より入手可能な漂白ユーカリパルプである。針葉樹繊維は、針葉樹から得られる繊維であり、針葉樹は、裸子植物の落葉樹であり、そのようなものとしてはシーダー、モミ、ツガ、マツ、セコイア、およびトウヒが挙げられるが、これらに限定されるものではない。針葉樹繊維のさらなる例は、ヒントン・ハイブライトNBSKパルプ(Hinton Hibrite NBSK Pulp)(約5%のモミの内部(interior fir)(バルサム)、20%のトウヒ、および75%のロッジポールパインを含む)であり、ウェット・フレーザー・ティンバー・カンパニー・リミテッド(Wet Fraser Timber Co.Ltd.)(カナダのブリティッシュコロンビア州バンクーバー(Vancouver,British Columbia))より入手可能である(ボンド(Bond)ら,「テネシー原産の広葉樹および針葉樹種の木の識別」(Wood Identification for Hardwood and Softwood Species Native to Tennessee」,2005(PB1692、www.utextension.utk.edu/publications/pbfiles/pb1692.pdf,農業拡大サービス(Agricultural Extension Service),テネシー大学ノックスビル校(The University of Tennessee−Knoxville),テネシー州ノックスビル(Knoxville,Tennessee))が参照され、この記載内容全体が参照により本出願に組み入れられる)。
【0040】
非木材天然セルロース系材料としては、綿、カポック、およびトウワタなどの種子の毛から得られるもの、バガス、竹、亜麻、大麻、ジュート、ケナフ、およびラミーなどの植物の茎から得られるもの、リュウゼツラン、バナナ、およびパイナップルなどの植物の葉から得られるもの、トウモロコシの茎および葉から得られるもの、藻類から得られるもの(藻類セルロース)、細菌から得られるもの(細菌セルロース)、ビートパルプから得られるもの、ならびに柑橘類パルプから得られるものが挙げられる。非木材繊維のさらなる例は、流通している綿またはぼろきれの在庫品であり、いずれもバッカイ・テクノロジーズ・インコーポレイテッド(Buckeye Technologies Inc.)(テネシー州メンフィス(Memphis,Tennessee))より入手可能である(フレンチ(French)ら,「セルロース」(Cellulose)ポリマー科学百科事典第3版,2003,Volume 5,pp.473−507(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニュージャージー州ホーボーケン)が参照され、この記載内容全体が参照により本出願に組み入れられる)。
【0041】
天然セルロース系材料と対照的なのは、セルロースから製造された繊維である。セルロースから製造された繊維は、誘導体繊維か、再生繊維かのいずれかである。
【0042】
誘導体繊維は、天然セルロース系材料の化学的誘導体を調製し、溶解させ、連続フィラメントとして押出成形して形成される繊維であり、誘導体の化学的性質は繊維形成プロセス後にも維持される。たとえば、エステルおよび/またはエーテルとしてのセルロースの誘導体化によって、セルロース系材料の溶解特性は変化するが、そのポリマー的性質の多くは維持される。
【0043】
セルロースエステルは、無機または有機のいずれであってもよい。セルロースの無機エステルとしては、セルロース系酸素に直接結合する原子が炭素ではないあらゆるエステルが挙げられる。無機セルロースエステルの例としては、硝酸セルロース、硫酸セルロース、スルホン酸セルロース、デオキシスルホン酸セルロース、およびリン酸セルロースが挙げられるが、これらに限定されるものではない(シェルトン(Shelton),「無機セルロースエステル」(Cellulose Esters,Inorganic),ポリマー科学百科事典第3版,2004,Volume 9,pp.113−129(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニュージャージー州ホーボーケン)が参照され、この記載内容全体が参照により本出願に組み入れられる)。セルロースの有機エステルは、有機酸、無水物、または酸塩化物との反応によって天然セルロースから一般に誘導される。有機セルロースエステルの例としては、酢酸セルロース、酢酸フタル酸セルロース、酢酸酪酸セルロース、セルローストリアセテート、ギ酸セルロース、プロピオン酸セルロース、酪酸セルロース、酢酸吉草酸セルロース、プロピオン酸吉草酸セルロース、酪酸吉草酸セルロース、酢酸イソ酪酸セルロース、プロピオン酸イソ酪酸セルロース、および二酢酸セルロースが挙げられるが、これらに限定されるものではない。有機セルロースエステルのさらなる例は、イーストマン・ケミカル・カンパニー(テネシー州キングスポート)より入手可能なエストロン(Estron)アセテートヤーンである(エドガー(Edgar),「有機セルロースエステル」(Cellulose esters,Organic),ポリマー科学百科事典第3版,2004,Volume 9,pp.129−158(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニュージャージー州ホーボーケン)が参照され、この記載内容全体が参照により本出願に組み入れられる)。
【0044】
セルロースエーテルは、不均一条件下、通常は塩基(たとえば水酸化ナトリウム)および不活性希釈材の存在下で、純セルロースをアルキル化剤と反応させることによって製造される。セルロースエーテルの例としては、カルボキシメチルセルロースナトリウム、ヒドロキシエチルセルロース、カルボキシメチルヒドロキシエチルセルロースナトリウム、エチルヒドロキシエチルセルロース、メチルセルロース、ヒドロキシプロピルメチルセルロース、ヒドロキシエチルメチルセルロース、ヒドロキシブチルメチルセルロース、エチルセルロース、およびヒドロキシプロピルセルロースが挙げられるが、これらに限定されるものではない(マイエヴィッチ(Majewicz)ら,「セルロースエーテル」(Cellulose Ethers),ポリマー科学百科事典第3版,2003,Volume 5,pp.507−532(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニュージャージー州ホーボーケン)が参照され、この記載内容全体が参照により本出願に組み入れられる)。
【0045】
再生繊維は、天然セルロース系材料またはその化学的誘導体または複合材料が溶解され、押出成形されて形成される繊維であり、繊維形成プロセス後に、天然セルロース系材料の化学的性質は維持されるかまたは再生される(ウッディングス(Woodings),「再生セルロース繊維」(Cellulose Fibers,Regenerated),ポリマー科学百科事典第3版,2003,Volume 5、pp.532−569(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニュージャージー州ホーボーケン)が参照され、この記載内容全体が参照により本出願に組み入れられ、さらに1996年9月3日に公開された米国防衛発明登録明細書H1592も参照され、この記載内容全体が参照により本出願に組み入れられ、さらにボーバリー(Borbely),「リヨセル、再生セルロースの新世代」(Lyocell,The New Generation of Regenerated Cellulose),Acta Polytechnica Hungarica,Volume 5,Number 3、2008,pp.11−18も参照され、この記載内容全体が参照により本出願に組み入れられる)。
【0046】
ビスコース法は、セルロースの化学的誘導体(すなわち、セルロースキサントゲン酸塩)の溶解および押出成形を行って繊維を製造し、これをセルロースに再生することを伴う。ビスコース法によって製造された再生セルロース繊維は、一般にレーヨンと呼ばれており、そのようなものとしてはレギュラーレーヨン、改質レーヨン、モーダルレーヨン、ポリノジックレーヨン、アロイレーヨンおよびy字型レーヨンが挙げられるが、これらに限定されるものではない。レーヨンの例は、0.8dpf(約9ミクロン)、1.5dpf(約12ミクロン)、3.0dpf(約17ミクロン)、4.5dpf(約20ミクロン)、または25dpf(約48ミクロン)の平均直径を有し、いずれも2、3、6、12、19または25mmの平均カット長を有することができるレギュラー・テナシティ・フロッキング・トウレーヨン繊維(Regular Tenacity Flocking Tow Rayon Fiber)、ならびに1.5dpf(約12ミクロン)の平均直径、ならびに2、3、6、12、19、または25mmの平均カット長を有するハイテナシティ・タイヤ・コードレーヨン繊維(High Tenacity Tire Cord Rayon Fiber)である。これらのレーヨン繊維の例の両方はミニファイバーズ・インコーポレイテッド(テネシー州ジョンソンシティー)より入手可能である。
【0047】
銅アンモニア法は、セルロースの化学的複合材料(すなわち、銅アンモニア)の溶解および押出成形を行って再生繊維を製造することを伴う。銅アンモニア法によって製造された再生繊維は、一般に銅アンモニアレーヨンと呼ばれている。銅アンモニアレーヨンの一例は、旭化成(Asahi Kasei Corporation)(東京)より入手可能なベンベルグ(Bemberg)(商標)である。
【0048】
リヨセル法は、天然セルロース系材料を有機溶媒中に直接溶解させることを伴い、リヨセル法の一例はコートルズ・リヨセル(Courtalds Lyocell)法であり、アコーディス・テンセル(Acordis Tencel)法とも呼ばれている。このリヨセル法は、一般に、天然セルロース系材料をN−メチルモルホリン−n−オキシド溶媒中に溶解させることを伴う。この方法で製造された再生繊維は、一般にリヨセル繊維と呼ばれている。リヨセルの一例は、レンジング・ファイバーズ・インコーポレイテッド(Lenzing Fibers,Inc.(ニューヨーク州ニューヨーク(New York,New York)より入手可能なテンセル(Tencel)(登録商標)である。リヨセルは、フィブリル化する傾向を有する(本明細書全体で使用される場合、「フィブリル化」は、繊維の表面上にマイクロフィブリルまたはナノフィブリルが形成されることを意味する)。ナノフィブリル化したリヨセルの例は、EFTec(商標)ナノフィブリル化繊維(Nanofibrillated Fiber)グレードL200−6、L040−6、L010−6、L200−4、L040−4、およびL010−4であり、これらすべてがエンジニアード・ファイバーズ・テクノロジー(マサチューセッツ州ロングメドーより入手可能である。
【0049】
水力学的に形成された不織シートの第1の一般実施形態は、結合剤を含むこともできる。結合剤は、アクリルラテックス(スチレンブタジエンコポリマーまたはブタジエンアクリロニトリルコポリマーなど)、ポリウレタン、ポリ酢酸ビニル、ポリビニルアルコール、天然ゴムまたは他の天然接着剤、ポリ塩化ビニル、ポリクロロプレン、エポキシ、フェノール、尿素−ホルムアルデヒド、熱溶融接着剤、表面処理材料、表面処理方法、バインダー繊維、架橋剤、粘着付与剤、またはそれらを混合したものを含んでいる。結合剤は、水力学的に形成された不織シートの第1の一般実施形態において、乾燥状態の不織シートの重量0%〜約40%の量、好ましくは乾燥状態の不織シートの重量の約5%〜約40%の量、より好ましくは乾燥状態の不織シートの重量約5%〜30%の量で存在することができる。
【0050】
本明細書全体で使用される場合、結合剤は、樹脂接合、熱接合、機械的接合、および表面処理のための材料および方法を含んでいる。樹脂接合は、溶媒および接着樹脂などの化学物質による接合である。熱接合は、熱または超音波処理を使用して感熱性材料を活性化することによる、圧力を使用または使用しない接合である。機械的接合は、ニードリング、縫合などによって絡まされることによる接合である。表面処理は、表面領域を変化させることによる接合である。結合剤は、連続的であってよく、シート全体にわたって(たとえば、全体または領域接合)で塗布することができるし、不連続であってもよく、あらかじめ定められた、別個の部位に制限されていてもよい(たとえば、点接合または印刷接合)(INDA,米国不織布協会,INDA不織布用語集,2002,pp.1−64(INDA,ノースカロライナ州ケアリー)が参照され、この記載内容全体が参照により本出願に組み入れられる)。
【0051】
水力学的に形成された不織シートの接合に加えて、結合剤は、不織シートの毛羽立ちを減少および/または解消させるために加えることもできる。本明細書全体で使用される場合、「毛羽立ち」は、繊維断裂とも呼ばれ、水力学的に形成された不織シートから繊維またはその他の粒子が分離して、水力学的に形成された不織シートを含むパッケージ内に包装された物品上に付着することに関する。
【0052】
樹脂接合用結合剤は溶液接着剤であり、これは溶剤溶液接着剤または水溶液接着剤である。溶剤溶液接着剤としては、コンタクト接着剤(ポリクロロプレンなど)、活性化可能なドライフィルム接着剤(溶剤が加えられた天然ゴムなど)、および溶剤接着接着剤(ポリ塩化ビニルなど)が挙げられるが、これらに限定されるものではない。水溶液接着剤としては、ポリウレタン、ポリビニルアルコール、ポリ酢酸ビニル、およびポリクロロプレンラテックスの接着剤が挙げられるが、これらに限定されるものではない。樹脂接合用の結合剤は、エポキシ、アクリル(レドックス活性化接着剤など、嫌気性アクリルおよび非好気性(nonaerobic)構造用アクリル、およびポリシアノアクリレートの両方を含んでいる)、ウレタン、フェノール系、ならびに尿素−ホルムアルデヒドおよび関連接着剤などの構造用接着剤も含む。樹脂接合用結合剤としては、タンパク質系接着剤、炭水化物系接着剤、およびその他の天然系接着剤などの天然産物から製造された接着剤がさらに挙げられる(ヨークジティス(Yorkgitis),「接着剤化合物」(Adhesive Compounds),ポリマー科学百科事典第3版、2003、Volume 1、pp.256−290(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニュージャージー州ホーボーケン)が参照され、この記載内容全体が参照により本出願に組み入れられる)。
【0053】
樹脂接合用結合剤の例は、ロープレックス(Rhoplex)(登録商標)B−15J(ペンシルバニア州フィラデルフィアのローム・アンド・ハース・ケミカルズLLC(Rohm and Haas Chemicals,LLC,Philadelphia,Pennsylvania)、より入手可能なアクリルラテックス結合剤)、ハイカー(Hycar)(登録商標)26469(オハイオ州ウィクリフのザ・ルーブリゾール・コーポレーション(The Lubrizol Corporation、Wickliffe,Ohio)より入手可能なアクリルラテックス結合剤)、レバクリル(Revacryl)705(オハイオ州パウエルのシンソマーLLC(Synthomer,LLC,Powell,Ohio)より入手可能なアクリルラテックス結合剤)、ラテックス(Latex)DL 275NA(ミシガン州ミッドランドのダウ・ケミカル・カンパニー(Dow Chemical Company,Midland,Michigan)より入手可能なスチレン−ブタジエンコポリマー結合剤)、シンソマー(Synthomer)50B30(オハイオ州パウエルのシンソマーLLCより入手可能なスチレン−ブタジエンコポリマー結合剤)、シンソマー7100(オハイオ州パウエルのシンソマーLLCより入手可能なブタジエン−アクリロニトリルコポリマー結合剤)、RU−21−074(マサチューセッツ州ピーボディのシュタールUSA(Stahl USA,Peabody,Massachusetts)より入手可能なポリウレタン結合剤)、RU−41−162(マサチューセッツ州ピーボディのシュタールUSAより入手可能なポリウレタン結合剤)、RU−41−773(マサチューセッツ州ピーボディのシュタールUSAより入手可能なポリウレタン結合剤)、およびエアフレックス(Airflex)(登録商標)920エマルジョン(Emulsion)(ペンシルバニア州アレンタウンのエア・プロダクツ・ポリマーズL.P.(Air Products Polymers,L.P.,Allentown、Pennsylvania)より入手可能なポリ酢酸ビニル結合剤)である。
【0054】
樹脂接合用結合剤は架橋剤も含む。架橋剤は、ポリマー間の分子間共有結合を促進または調節する物質である。架橋剤は、耐熱性を増加させたり、耐溶剤性を改善したり、および/またはポリマーのフィルム形成温度を上昇させたりすることができる。架橋剤の例は、ケムコール(ChemCor)(ニューヨーク州チェスター(Chester,New York)より入手可能なケムコールZAC(ChemCor ZAC)(炭酸亜鉛アンモニウムイオン架橋剤)、シュタールUSA(マサチューセッツ州ピーボディ)より入手可能なXR−5577(ポリカルボジイミド架橋剤)、およびシュタールUSA(マサチューセッツ州ピーボディ)より入手可能なXR−5580(ポリカルボジイミド架橋剤)である。
【0055】
樹脂接合用結合剤は、粘着付与剤も含む。粘着付与剤は、1種類以上の結合剤の以下の性質の1つ以上を付与または制御することができる:粘着性、剥離強度、凝集強度、着色、移行またはしみ通し、糸引きまたはレギング(legging)、ならびに経時特性。粘着付与剤の例としては、石油系脂肪族化合物、石油芳香族、テルペン類、ロジンエステル類、純モノマー芳香族、α−ピネン、低分子量ポリスチレン、およびα−メチル−スチレン−ビニルトルエンのコポリマーが挙げられるが、これらに限定されるものではない(ベネデック(Benedek),「感圧接着剤の製造」(Manufacture of Pressure−Sensitive Adhesives),感圧接着剤および応用(Pressure−Sensitive Adhesive and Applications),改訂第2版(Second Edition Revised),2004,Chapter 8,pp.425−557(CRCプレス(CRC Press),フロリダ州ボカラトン(Boca Raton,Florida))が参照され、この記載内容全体が参照により本出願に組み入れられる)。
【0056】
樹脂接合用結合剤はブレンドすることができる。たとえば、結合剤は、スチレンブタジエンコポリマー、ポリウレタン、および架橋剤のブレンドであってよい。結合剤は、ポリ酢酸ビニル、ポリウレタンおよび架橋剤のブレンドであってよい。
【0057】
異なる剛性特性(たとえば、100%弾性率、伸び%、ガラス転移温度など)を有する樹脂接合用結合剤をブレンドして、接合を向上させることができる。たとえば、1500重量ポンド/平方インチの100%弾性率および400%伸びを有するRU−41−162(マサチューセッツ州ピーボディのシュタールUSAより入手可能なポリウレタン結合剤)を、800重量ポンド/平方インチの100%弾性率および710%の伸びを有するRU−41−773(マサチューセッツ州ピーボディのシュタールUSAより入手可能なポリウレタン結合剤)とブレンドすることができる。より低い100%弾性率を有する結合剤は溶融および流動に寄与し、一方、より高い100%弾性率を有する結合剤は固化に寄与する。
【0058】
熱接合は、感熱性(たとえば、溶融性)繊維および/またはその他の材料を、水力学的に形成された不織シートの結合剤として加えることを伴う。これらのバインダー繊維および/またはその他の材料は一般に熱可塑性であり、乾燥中、カレンダー加工中などの間に処理(たとえば加熱)することによって活性化(たとえば溶融)させることができる。たとえば、活性化ステップが乾燥ステップと併用される場合、乾燥セクション内で不織シートが約40℃〜約90℃の温度に到達するときに一部のバインダー繊維が膨潤し部分的に溶解するので、感熱性材料が効率的で費用対効果の高い結合剤となりうる。感熱性バインダー繊維の例としては、ポリ塩化ビニル、ポリプロピレン、ポリエチレン、酢酸セルロース、ポリエステル、ポリビニルアルコールおよびポリアミドが挙げられるが、これらに限定されるものではない(ダヒヤ(Dahiya)ら,「湿式不織布」(Wet−laid Nonwovens),2004(http://www.engr.utk.edu/mse/pages/Textiles/Wet%20Laid%20Nonwovens.htm、材料理工学科(Department of Materials Science and Engineering),テネシー大学ノックスビル校,テネシー州ノックスビル)が参照され、この記載内容全体が参照により本出願に組み入れられる)。
【0059】
感熱性バインダー繊維のさらなる例は、N720(コポリエステル/ポリエステル断面、2.0デニール(約14ミクロン)の平均直径ならびに5または10mmの平均カット長を有する二成分繊維)、N720H(コポリエステル/ポリエステル断面、2.1デニール(約15ミクロン)の平均直径および5mmの平均カット長を有する二成分繊維)、N721(コポリエステル/ポリエステル断面、1.5デニール(約13ミクロン)の平均直径、および5mmの平均カット長を有する二成分繊維)、およびN700(コポリエステル/ポリエステル断面、5.1デニール(約23ミクロン)の平均直径、および5mmの平均カット長を有する二成分繊維)であり、これらすべてはクラレによって製造され、エンジニアード・ファイバーズ・テクノロジー(マサチューセッツ州ロングメドー)より入手可能である。
【0060】
感熱性バインダー繊維のさらなる例は、ミニファイバーズ・インコーポレイテッド(テネシー州ジョンソンシティー)より入手可能な種々の繊維である。このようなミニファイバーズ繊維としては以下のものが挙げられる:約15ミクロンの平均直径および0.9mmの平均カット長を有するE400ファイブレル(Fybrel)(登録商標)合成繊維、約15ミクロンの平均直径および1.3mmの平均カット長を有するE620ファイブレル(登録商標)合成繊維、2.0dpf(約17ミクロン)の平均直径および5mmの平均カット長を有するバインダー繊維ポリプロピレン繊維、3.0dpf(約18ミクロン)の平均直径ならびに2、5、または10mmの平均カット長を有するバイオネル/バイオマックス脂肪族ポリエステル二成分繊維、6.0dpf(約25ミクロン)の平均直径ならびに2、5、または10mmの平均カット長を有するバイオネル/バイオマックス脂肪族ポリエステル二成分繊維、2.0dpf(約14ミクロン)の平均直径ならびに3、6、12、19、または25mmの平均カット長を有するBC110(コポリエステル/ポリエステル二成分繊維)、3.0dpf(約18ミクロン)の平均直径ならびに3、6、12、19、または25mmの平均カット長を有するBC185(コポリエステル/ポリエステル二成分繊維)、および6.0dpf(約30ミクロン)の平均直径ならびに2、3、6、12、19、または25mmの平均カット長を有する低融点LLDPEポリエチレン繊維。
【0061】
表面処理材料および表面処理方法は、不織シート中の繊維表面および/またはその他の材料を変化させることによって、水力学的に形成された不織シートを結合させる。表面を変化させる方法としては、弱境界層の除去、表面トポグラフィーの変更、表面の化学的性質の変更、および表面の物理構造の変更が挙げられるが、これらに限定されるものではない。たとえば、繊維および/またはその他の材料を液体洗浄して、あらゆる望ましくない(たとえば、疎水性の)コーティングまたはその他の汚染物質を除去することができる。繊維および/またはその他の材料は、これに加えて、またはこれとは別に、コロナ放電に曝露して、部分的に表面酸化を発生させることもできる。表面処理のさらなる例として、繊維および/またはその他の材料を、化学エッチャントに曝露して、部分的に、表面の一部を選択的に除去して、表面の粗面化を進めることができ、繊維および/またはその他の材料を火炎処理に曝露して、部分的に結合性を増加させることができ、繊維および/またはその他の材料に放射線を照射して、表面を一部グラフト化することができ、繊維および/またはその他の材料を低温低圧グロー放電(すなわちプラズマ)に曝露して、化学種を励起して、表面を化学的および物理的に改質することができ、および/または繊維および/またはその他の材料を紫外光およびオゾンに曝露して、材料中に組み込まれる酸素官能基数を増加させることができる(ゲント(Gent)ら,「接着」(Adhesion),ポリマー科学百科事典第3版、2003、Volume 1、pp.218−256(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニュージャージー州ホーボーケン)、この記載内容全体が参照により本出願に組み入れられ、さらにフィンソン(Finson)ら、「表面処理」(Surface Treatment),ワイリー包装技術百科事典第2版(The Wiley Encyclopedia of Packaging Technology,Second Edition),1997、pp.867−874(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニューヨーク州ニューヨーク(New York,New York))も参照され、この記載内容全体が参照により本出願に組み入れられる)。
【0062】
本出願に記載の水力学的に形成された不織シートの第1の一般実施形態は、本明細書に示され実施例でさらに規定されるように種々の性質を有する。このような種々の性質としては、約15g/m2〜約250g/m2、好ましくは約50g/m2〜約100g/m2の坪量、少なくとも約10コレスタ単位の通気性、少なくとも約90コレスタ単位、好ましくは少なくとも約100コレスタ単位の通気性、約1000以下、好ましくは約500以下の地合い、少なくとも約2の対数減少値(水力学的に形成された不織シートの性質を多孔質包装材料と見なす)、好ましくは少なくとも約3の対数減少値(この場合も水力学的に形成された不織シートの性質を多孔質包装材料と見なす)、少なくとも約94%、好ましくは少なくとも約99%の細菌濾過効率、少なくとも約75重量ポンド/平方インチゲージ、好ましくは少なくとも約120重量ポンド/平方インチゲージの破裂強度、少なくとも約150g、好ましくは少なくとも約275gの平均内部引裂抵抗、少なくとも約25ニュートン、好ましくは少なくとも約40ニュートンの低速貫入抵抗、少なくとも約6kg/15mm、好ましくは少なくとも約7kg/15mmの平均引張強度、および少なくとも約7%、好ましくは少なくとも約11%の平均伸びが挙げられる。さらに、不織シートは少なくとも約100g/30mmの湿式引張強度(wet process tensile strength)を有することができる。
【0063】
本発明の不織シートは印刷することができる。このような印刷としては、製品の識別、安全性の識別、ならびに不正防止手段および装置を挙げることができるが、これらに限定されるものではない。水力学的に形成された不織シートは少なくとも約42ダインの値の表面エネルギーを有することができ、このダイン値は不織シートの印刷適性を向上させると期待される。
【0064】
水力学的に形成された不織シートは耐熱性を示す場合がある。本明細書全体で使用される場合、「耐熱性」は、寸法安定性を維持し、高温に曝露した場合に損傷および変形に抵抗する不織シートの能力を意味する。シートを構成する繊維の融点を考慮すると(たとえば、ポリエステル繊維の融点は約260℃である)、水力学的に形成された不織シートは、最高約200℃の温度に曝露した場合に、寸法安定性を維持し、損傷および変形に抵抗する。このことは、E.I.デュポン・ドゥ・ヌムール・アンド・カンパニー(デラウェア州ウィルミントン)より商標タイベック(登録商標)で販売されているものなどのポリエチレン繊維でできたシートとは対照的である。タイベック(登録商標)シートは、最高でわずか約140℃以下の温度に曝露した場合に、寸法安定性を維持し、損傷および変形に抵抗することが知られている(ポリエチレンの融点が典型的には105℃〜130℃の範囲内であることが考慮される)。140℃以下より高温では、このようなシートは、シート中の材料が互いに溶融し、次にシートが透明可撓性包装フィルムと類似したものになり、部分的には通気性が大きく低下するので、寸法安定性を失い「透明化する」ことが知られている。
【0065】
本発明の不織シートは、1つ以上の認証マーカーを含むことができる。認証マーカーの例としては、透かし、エンボス加工、認証繊維、および認証染料が挙げられるが、これらに限定されるものではない。
【0066】
本発明の不織シートは、抗菌性繊維、粒子、またはその他の材料を含むことができ、抗菌性材料で処理することもできる。抗菌性繊維および粒子の例としては、天然竹繊維、天然キトサン、リゾチーム、ナイシンなどのバクテリオシン類、および溶融紡糸前に抗菌剤(第4級アンモニウム化合物またはオクチルフェノールポリオキソエチレンなど)で処理した合成繊維が挙げられるが、これらに限定されるものではない。抗菌処理の例としては、第4級アンモニウム化合物、天然ゲニステイン(ダイズ由来のイソフラボン)、共役リノール酸(リノール酸由来の脂肪酸)、プロピオン酸、コロイド銀、リゾチーム、およびナイシンなどのバクテリオシン類が挙げられるが、これらに限定されるものではない。
【0067】
本発明の不織シートは、ヒートシール可能なコーティング材料(一部は以下に定義される)を片面または両面の上にコーティングすることができる。
【0068】
本発明の不織シートは、感圧接着剤(PSA)(一部は以下に定義される)を片面または両面の上にコーティングすることができる。PSAは、連続であってよくシート全面に塗布することができるし、あるいは、不連続であってもよく、あらかじめ決定されたばらばらの場所に限定されていてもよい(たとえば、パターン塗布)。
【0069】
本発明の不織シートは、電荷化学調節剤(charge−chemistry modifier)を含むことができる。別の一実施形態では、細菌がグラム陽性またはグラム陰性である場合に、界面動電的に耐電したシートが、同様の電荷の細胞壁を有する細菌を反発し、反対の電荷の細菌を引き付けるように、電荷化学調節剤が、電荷を調節する界面動電位処理をさらに含むことができる。
【0070】
本発明の不織シートは、単層または多層を含むことができる。多層シート中、第1の層が第1の非セルロース系ポリマー繊維を含むことができ、第2の層が第2の非セルロース系ポリマー繊維を含むことができる。別の一実施形態では、多層シート中、層の1つがスクリム材料(一部は以下に定義される)を含むことができる。
【0071】
本発明の不織シートは、上記性質のあらゆる組み合わせを示すことができる。任意の特定の実施形態において、不織シートは上記性質の1つ、2つ、3つ、4つ、またはすべてを有することができる。
【0072】
本出願に記載の水力学的に形成された不織シートの第1の一般実施形態の別の一実施形態では、パッケージ(物品用)は、水力学的に形成された不織シートを含む。包装される物品は、医療機器、乾燥剤、あるいはその他の品目または材料であってよい。この不織シートは、乾燥状態の不織シートの重量の約5%〜約90%の量の第1の非セルロース系ポリマー繊維と、乾燥状態の不織シートの重量の約10%〜約95%の量の第2の非セルロース系ポリマー繊維とを含むという点で、第1の一般実施形態に関して前述した通りである。第1の非セルロース系ポリマー繊維および第2の非セルロース系ポリマー繊維も前述の通りである。これも前述したように、不織シートは種々の性質を有する。
【0073】
水力学的に形成された不織シートを含むパッケージの一実施形態では、パッケージは、不織シートに直接接着する少なくとも1つの追加層を含むことができる(本明細書全体で使用される場合、「直接接着する」は、介在層を有さないことを意味する)。追加層は、別の水力学的に形成された不織シート(本出願に記載のもの)、紙、熱可塑性材料(部分的には前述の定義のもの)、結合剤(部分的には前述の定義のもの)、コーティング材料(部分的には後述する定義のもの)、またはこれらの組み合わせを含むことができる。熱可塑性材料としては、たとえば、ポリオレフィン、ポリエステル、ポリアミド、ポリ酢酸ビニル、ポリ塩化ビニル、ポリビニルアルコール、アイオノマー、のホモポリマーおよびコポリマー、あるいはこれらのポリマーのブレンドが挙げられるが、これらに限定されるものではない。追加層は、不織シートの全面に直接接着することもできるし、不織シートの一部にのみ接着することもできる(非限定的な例として、不織シートが、熱成形された容器に蓋シートとして取り付けられる場合)。追加層は、不織シート全体を覆う場合があるし(すなわち、不織シートと同じ大きさである)、不織シートの一部のみを覆うこともあるし(すなわち、不織シートよりも小さい)、不織シートを越えて延在する場合もある(すなわち、不織シートよりも大きい)。
【0074】
水力学的に形成された不織シートを含むパッケージの別の一実施形態では、不織シートはそれ自体に直接接着することができる。非限定的な例として、2つの水力学的に形成された不織シートを端部に沿って互いにヒートシールして小袋を形成することができるし、1つの水力学的に形成された不織シートを管として形成して、ラップシール、フィンシール、またはその他のシール構成でヒートシールすることができる。
【0075】
水力学的に形成された不織シートを含むパッケージのさらに別の一実施形態では、シートを熱成形することができる。熱成形およびその他の類似の技術は、包装技術分野において周知である(スローン(Throne),「熱成形」(Thermoforming),ポリマー科学百科事典第3版、2003、Volume 8、pp.222−251(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニュージャージー州ホーボーケン)が参照され、この記載内容全体が参照により本出願に組み入れられ、さらに、アーウィン(Irwin),「熱成形」(Thermoforming),最新プラスチック百科事典(Modern Plastics Encyclopedia),1984−1985、pp.329−336(マグローヒル・インコーポレイテッド(McGraw−Hill Inc.),ニューヨーク州ニューヨーク)も参照され、この記載内容全体が参照により本出願に組み入れられ、さらに「熱成形」(Thermoforming),ワイリー包装技術百科事典第2版,1997、pp.914−921(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニューヨーク州ニューヨーク)も参照され、この記載内容全体が参照により本出願に組み入れられる)。好適な熱成形方法としては、標準的、深絞り、またはプラグアシスト真空成形が挙げられる。標準的な真空成形中には、フィルムまたはシートなどの熱可塑性ウェブが加熱され、ウェブの下側が真空に引かれ、大気圧によってウェブが、あらかじめ作製された金型中に押し付けられる。比較的深い金型が使用される場合、このプロセスは「深絞り」用途と呼ばれる。プラグアシスト真空成形法では、熱可塑性ウェブを加熱し、金型キャビティ全体を封止した後、金型の形状に類似したプラグ形状を熱可塑性ウェブ上に押し当て、真空に引きながら、熱可塑性ウェブを金型表面に適合させる。熱成形後、シートを構成する繊維の融点(たとえば、ポリエステル繊維の融点は約260℃である)および結果として得られる不織シートの耐熱性(前述の定義の通り)を考慮すると、水力学的に形成された不織シートの物理的性質(破裂強度、内部引裂抵抗、引張強度など)の大きな変化はないと予想される。
【0076】
本出願に記載の水力学的に形成された不織シートの第1の一般実施形態の別の一実施形態では、医療機器の包装方法に、水力学的に形成された不織シートを含むパッケージが使用される。この包装方法は、(1)第1の非セルロース系ポリマー繊維および第2の非セルロース系ポリマー繊維を有する水力学的に形成された不織シートを含むパッケージを提供するステップと、(2)医療機器をパッケージ内に配置するステップと、(3)連続密閉シールを形成することによって医療機器をパッケージ内に閉じ込めるステップと、(4)封止したパッケージ中に不織シートを介して滅菌ガスを導入するステップとを含む。この不織シートは、乾燥状態の不織シートの重量の約5%〜約90%の量の第1の非セルロース系ポリマー繊維および乾燥状態の不織シートの重量の約10%〜約95%の量の第2の非セルロース系ポリマー繊維を含むという点で、第1の一般実施形態に関して前述した通りである。第1の非セルロース系ポリマー繊維および第2の非セルロース系ポリマー繊維も前述した通りである。これも前述したように、不織シートは種々の性質を有する。
【0077】
この包装方法によると、水力学的に形成された不織シートの第1の一般実施形態を含むパッケージが提供され、医療機器がパッケージの中に入れられる。包装することができる医療機器の非限定的な例は、舌圧子、便器、歯科用器具、手術器具(たとえば、ゾンデ、メス、鉗子、はさみ、針)、輸液ポンプ、外科用ドレープ、縫合材料、心臓弁、人工関節およびその他の人工装具、ステント、ならびにその他の機器である。
【0078】
次に、医療機器は、連続密閉シールを形成することによってパッケージ内に閉じ込められる。この連続密閉シールとしては、ヒートシール、溶接シール、超音波シール、接着シール、またはこれらのシールの組み合わせが挙げられるが、これらに限定されるものではない。
【0079】
ヒートシールは、ホットバーシーラーによって形成することができる。ホットバーシーラーを使用する場合、パッケージの隣接するポリマー層は、互いに向かい合うシーラージョーによって互いに保持され、少なくとも1つのシーラージョーは加熱され、それによってシールされる領域にわたって熱および圧力が加わることで隣接するポリマー層が融着する。具体的なシール条件は、厚さ、使用されるパッケージ材料、パッケージの構成、シーリング装置、およびその他の変量に依存して変動するが、当分野で公知の典型的な装置を使用した好適なシールは、約0.5秒〜約10秒のシール時間で、約120℃〜約250℃の上部ジョーシール温度、約20℃〜約100℃の下部ジョーシール温度、および約40重量ポンド/平方インチ〜約150重量ポンド/平方インチのシール圧力を使用して実現することができる。一実施形態では、約0.5秒のシール時間で、少なくとも約120℃の上部ジョーシール温度、および約40重量ポンド/平方インチのシール圧力を使用することができ、この実施形態では、下部ジョーシールは周囲温度である。さらに別の一実施形態では、水力学的に形成された不織シートを構成する繊維の融点(たとえばポリエステル繊維の融点は約260℃である)、および結果として得られる不織シートの耐熱性(前述の定義の通り)を考慮すると、シートを含むパッケージは、約180℃〜約200℃の上部ジョーシール温度でシールすることができる。
【0080】
ヒートシールは、インパルスシーラーによって形成することができる。インパルスシールは、ホットバーシーラーと類似の互いに向かい合うバーを使用して熱および圧力を加えることによって形成されるが、少なくとも1つのバーが、被覆線またはリボンを有し、それによって短時間電流が流れることで、隣接する層を融着させる点が異なっている。
【0081】
シートを構成する繊維の融点(たとえばポリエステル繊維の融点は約260℃である)、および結果として得られる不織シートの耐熱性(前述の定義の通り)を考慮すると、連続的なヒートシールを形成することによって医療機器をパッケージ内に密閉した後で、不織シートは、少なくとも約10コレスタ単位の通気性、少なくとも約99%の細菌濾過効率、少なくとも約120重量ポンド/平方インチゲージの破裂強度、少なくとも約275gの平均内部引裂抵抗、少なくとも約40ニュートンの低速貫入抵抗、および少なくとも約7kg/15mmの平均引張強度を維持すると期待される。
【0082】
水力学的に形成された不織シートを含むパッケージを使用した医療機器の包装方法の次のステップは、封止したパッケージ中に滅菌ガスを導入することである。滅菌ガスは、透過性の水力学的に形成された不織シートを介してパッケージに入る。滅菌ガスは、乾熱、蒸気、エチレンオキシド、またはそれらの組み合わせを含むことができる。
【0083】
乾熱滅菌法では、包装された製品が、長時間高温に置かれる。熱と時間との組み合わせによって滅菌された製品が得られる。
【0084】
蒸気(「湿熱」)滅菌法としては、制御された圧力で行われる蒸気滅菌(高圧蒸気殺菌法など)、および圧力が制御されない蒸気滅菌が挙げられる。より一般的な蒸気滅菌法は、高圧蒸気殺菌法であり、圧力が制御され、過熱蒸気によってより迅速な滅菌が行われる。
【0085】
シートを構成する繊維の融点(たとえばポリエステル繊維の融点は約260℃である)、および結果として得られる不織シートの耐熱性(前述の定義の通り)を考慮すると、乾熱滅菌法および蒸気滅菌法では、より高い滅菌温度を使用することができ、そのため滅菌時間を大きく短縮することができる。
【0086】
エチレンオキシドが滅菌ガスとして使用される場合、エチレンオキシドをパッケージから除去する必要がある。滅菌ガスの除去は、不活性ガスでフラッシングする、パッケージを減圧する、またはこれらの除去方法の組み合わせを含むことができる。
【0087】
パッケージのフラッシングに使用される不活性ガスは窒素であってよい。窒素は、エチレンオキシドを除去するのに十分な時間のあいだフラッシングすることができる。たとえば、好適なフラッシング時間は、約10重量ポンド/平方インチ〜約30重量ポンド/平方インチの圧力において約1秒〜約10秒とすることができ、好ましくは30重量ポンド/平方インチの圧力において約5秒〜約10秒とすることができる。個別のパッケージの構成のため望ましい場合には、より長いフラッシング時間を使用することができる。
【0088】
所望の量のガスを除去するのに十分な時間のあいだ、真空に引くことができる。たとえば、約1秒〜約10秒、好ましくは約5秒〜約10秒のあいだ、真空に引くことができる。真空時間は、パッケージの構成、除去すべきガスの量、包装された品目、およびその他の変量に依存して変動しうる。
【0089】
水力学的に形成された不織シートを含むパッケージを使用する医療機器の包装方法のさらに別の一実施形態では、パッケージは、除菌の検出、滅菌の完了、パッケージの漏れの存在、または最高滅菌温度の到達などのためのパッケージのアクティブトレーサー表示を含むことができる。
【0090】
本出願に記載の水力学的に形成された不織シートの第1の一般実施形態の別の一実施形態では、水力学的に形成された不織シートは、(1)材料をハイドロパルパーに加えるステップと、(2)ハイドロパルパーに加えた材料を撹拌して完成紙料を形成するステップと、(3)完成紙料をハイドロパルパーから保持手段に送出するステップと、(4)完成紙料を保持手段から形成セクションに送出してウェブを形成するステップと、(5)ウェブを形成セクション上で脱水するステップと、(6)ウェブをクーチングして、ウェブをプレスセクションに送出するステップと、(7)ウェブをプレスするステップと、(8)ウェブを乾燥セクションに送出するステップと、(9)ウェブを乾燥させるステップとの連続するステップを含む方法によって製造することができる。ハイドロパルパーに加えられる材料は、水、乾燥状態の不織シートの重量の約5%〜約90%の量の第1の非セルロース系ポリマー繊維、および乾燥状態の不織シートの重量の約10%〜約95%の量の第2の非セルロース系ポリマー繊維を含む。第1の非セルロース系ポリマー繊維および第2の非セルロース系ポリマー繊維は前述の通りである。これも前述したように、製造された不織シートは種々の性質を有する。
【0091】
乾燥状態の不織シートの重量の最大約50%の量の第3の非セルロース系ポリマー材料をハイドロパルパーに加えることができる。第3の非セルロース系ポリマー材料は前述の通りである。
【0092】
乾燥状態の不織シートの重量の最大約75%の量のセルロース系材料をハイドロパルパーに加えることができる。セルロース系材料は前述の通りである。
【0093】
乾燥状態の不織シートの重量の最大約40%の量の結合剤をハイドロパルパーに加えることができる。結合剤は前述の通りである。
【0094】
限定するものではないが、抗菌性の繊維、粒子、および/または材料(部分的には前述の定義のもの)、濡れ性関連化合物、湿潤強度関連化合物、地合い関連化合物、電荷化学調節剤(部分的には前述の定義のもの)、歩留向上剤、および/またはサイズ剤などの他の繊維および材料をハイドロパルパーに加えることもできる。
【0095】
一実施形態では、第1の一般実施形態の水力学的に形成された不織シートの製造方法は、紙料調製システム、および製造装置を含む。図4は、水力学的に形成された不織シートを製造するための装置50の紙料調製システムの第1の実施形態の概略図である(図6参照)。図4の紙料調製システムは、基本的な紙料調製システム10である。材料はハイドロパルパー12に加えられる。ハイドロパルパー12に加えられる材料は、水、第1の非セルロース系ポリマー繊維、および第2の非セルロース系ポリマー繊維である。ハイドロパルパー12に加えることができる材料としては、第3の非セルロース系ポリマー繊維、セルロース系材料、結合剤、ならびにその他の繊維、材料、および添加剤が挙げられる。ハイドロパルパー12に加えられた材料は、繊維が均一懸濁液となり完成紙料が形成されるまで撹拌される。
【0096】
完成紙料が、リファイニングを必要とする材料を含まない場合、完成紙料をブレンド室20または機械室22に送出することができる。1つ以上の他の完成紙料とともにブレンドされる場合、完成紙料はブレンド室20に送出され、そこで他の完成紙料とブレンドされ、ブレンドされた完成紙料は次に機械室22に送出される。別の完成紙料とブレンドされない場合は、リファイニングされていない完成紙料が機械室22に送出される。機械室22から、完成紙料は、水力学的に形成された不織シートを製造する装置50の形成セクション54に送出される(図6参照)。
【0097】
完成紙料が、一部のセルロース系材料などのリファイニングを必要とする材料を含む場合、完成紙料はリファイナー供給室14に送出される。この完成紙料は次にリファイナー16に送出され、リファイニングされて、リファイニング済紙料室18に送出される。リファイニングされた完成紙料は次にブレンド室20または機械室22に送出することができる。もう1つの完成紙料または別の完成紙料とブレンドされる場合、リファイニングされた完成紙料はブレンド室20に送出され、そこで別の完成紙料とブレンドされ、ブレンドされた完成紙料は次に機械室22に送出される。別の完成紙料とブレンドされない場合は、リファイニングされた完成紙料は機械室22に送出される。機械室22から完成紙料は、水力学的に形成された不織シートを製造するための装置50の形成セクション54に送出される(図6)。
【0098】
ハイドロパルパー12の完成紙料がなくなってから、追加の材料をハイドロパルパー12に加えることができ、追加の完成紙料を形成することができる。この追加の完成紙料は、前述のようにブレンド室20または機械室22に直接送出することができる。あるいは、追加の完成紙料は、前述のように、リファイナー供給室14に送出して、リファイナー16内でリファイニングし、リファイニング済紙料室18に送出し、次にブレンド室20または機械室22に送出することもできる。
【0099】
第1の非限定的な例としては、水、第1の非セルロース系ポリマー繊維、第2の非セルロース系ポリマー繊維、第3の非セルロース系ポリマー材料、およびセルロース系材料がハイドロパルパー12に加えられ、繊維が均一懸濁液となり完成紙料が形成されるまで撹拌される。この完成紙料中のセルロース系材料はリファイニングが不要であり、完成紙料は別の完成紙料とブレンドされない。したがって、完成紙料は機械室22に送られる。機械室22は保持手段として機能し、水力学的に形成された不織シートを製造するための装置50の形成セクション54に送達するための完成紙料を保持する(図6参照)。
【0100】
第2の非限定的な例としては、水、第1の非セルロース系ポリマー繊維、第2の非セルロース系ポリマー繊維、および第3の非セルロース系ポリマー材料がハイドロパルパー12に加えられ、繊維が均一懸濁液となり第1の完成紙料が形成されるまで撹拌される。この第1の完成紙料は、リファイニングが必要な材料を含まないが、第2の完成紙料とブレンドされる。したがって、この第1の完成紙料はブレンド室20に送出される。ブレンド室20により機械室22に送出される。したがって、機械室22に送出するブレンド室20は、第1の完成紙料の保持手段として機能する。この第1の完成紙料がこれらの保持手段に送出され、ハイドロパルパー12が空になった後で、水およびセルロース系材料がハイドロパルパー12に加えられ、繊維が均一懸濁液となり第2の完成紙料が形成されるまで撹拌される。この第2の完成紙料は、リファイニングが必要な材料を含む。そのため、この第2の完成紙料はリファイナー供給室14に送出され、リファイナー16内でリファイニングされ、リファイニング済紙料室18に送出される。この第2の完成紙料は第1の完成紙料とブレンドされるので、ブレンド室20に送出され、ブレンドされた後、機械室22に送出される。機械室22に送出するブレンド室20は、第2の完成紙料の保持手段としても機能する。第1の完成紙料は第2の完成紙料とブレンド室20内でブレンドされ、次にブレンドされた完成紙料は機械室22に送出される。機械室22に送出するブレンド室20は、ブレンドされた完成紙料の保持手段としても機能し、水力学的に形成された不織シートを製造するための装置50の形成セクション54に送達するためのブレンドされた完成紙料を保持する(図6参照)。
【0101】
図5は、水力学的に形成された不織シートを製造するための装置の紙料調製システムの第2の実施形態の概略図である。図5の紙料調製システムは、より複雑な紙料調製システム30である。より複雑な紙料調製システム30は、ハイドロパルパー32、リファイナー供給室34a、34b、および34c、リファイナー36a、36b、36c、リファイニング済紙料室38a、38b、38c、ブレンド室40、ならびに機械室42a、42b、42cを含む。図5は、1つのハイドロパルパー、3つのリファイナー供給室、3つのリファイナー、3つのリファイニング済紙料室、1つのブレンド室、および3つの機械室を示しているが、より複雑な紙料調製システム30は、このような装置の数に限定されるものではない。より複雑な紙料調製システム30の原理は、基本的な紙料調製システム10に関して前述した概要と類似している。しかし、より複雑な紙料調製システム30は、複数層を有するウェブの形成に使用することができる。
【0102】
第3の非限定的な例としては、水および第1の非セルロース系ポリマー繊維がハイドロパルパー32に加えられ、繊維が均一懸濁液となり第1の完成紙料が形成されるまで撹拌される。この第1の完成紙料は、リファイニングを必要とする材料を含まない。したがって、第1のリファイナー供給室34a、第1のリファイナー36a、および第1のリファイニング済紙料室38aは通らない。また、この第1の完成紙料は別の完成紙料とブレンドされない。したがって、ブレンド室40も通らず、第1の完成紙料は第1の機械室42aに送出される。第1の機械室42aは、第1の完成紙料の保持手段として機能し、水力学的に形成された不織シートを製造するための装置の第1の形成セクションに送達するための第1の完成紙料を保持する。
【0103】
この第1の完成紙料が第1の機械室42aに送出され、ハイドロパルパー32が空になった後で、水および第2の非セルロース系ポリマー繊維(ならびに場合により、第3の非セルロース系ポリマー繊維などの他の材料および繊維)がハイドロパルパー32に加えられ、繊維が均一懸濁液となり第2の完成紙料が形成されるまで撹拌される。この第2の完成紙料もリファイニングが必要な材料を含まない。したがって、第2のリファイナー供給室34b、第2のリファイナー36b、および第2のリファイニング済紙料室38bは通らない。また、この第2の完成紙料も別の完成紙料とブレンドされない。したがって、ブレンド室40も通らず、第2の完成紙料は第2の機械室42bに送出される。第2の機械室42bは、第2の完成紙料の保持手段として機能し、水力学的に形成された不織シートを製造するための装置の第2の形成セクションに送達するための第2の完成紙料を保持する。
【0104】
完成紙料が機械室から、水力学的に形成された不織シートを製造するための装置に送出される前に、約1%〜最低0.005%まで固形分を減少させるために、追加の水を完成紙料に加えることができる。この追加の水によって、さらに繊維が分散される。また、完成紙料が機械室から、水力学的に形成された不織シートを製造するための装置に送出される前に、追加の材料を完成紙料に加えることができる。場合により使用されるこれらの追加の材料としては、乾燥状態の不織シートの重量の最大40%の量の結合剤が挙げられる。この結合剤は前述の通りである。場合により使用されるこれらの追加の材料としては、抗菌材料および処理(部分的には前述の定義のもの)、濡れ性関連化合物、湿潤強度関連化合物、地合い関連化合物、電荷化学調節剤(部分的には前述の定義のもの)、歩留向上剤、および/またはサイズ剤も挙げられるが、これらに限定されるものではない。
【0105】
図6は、水力学的に形成された不織シートを製造するための装置50の概略図である。図6は1つの形成セクション54を含む。しかし、装置50は2つ以上の形成セクション54を含むことができる。各形成セクション54は、装置50によって形成されるシートまたはウェブの1層を形成する。したがって、前述の第3の非限定的な例では、第1の形成セクションに送出される第1の完成紙料が第1の層を形成し、第2の形成セクションに送出される第2の完成紙料が第2の層を形成し、装置50は、2層ウェブまたはシートを形成する。
【0106】
図6に戻ると、完成紙料は、ヘッドボックス(またはスライスやシリンダーなどのその他の装置)52を介して形成セクション54に送出される。複数のヘッドボックス(図示せず)ならびに複数のスライス(図示せず)または複数のシリンダー(図示せず)を使用して、複数の完成紙料を複数の機械室42a、42b、42c(図5参照)から複数の形成セクション(図示せず)に送達することができ、それによって装置50で複数層のシートまたはウェブが形成される。形成セクション54は、図示されているように長網抄紙機であってよい。形成セクション54は、これに加えて、またはこれとは別にシリンダー(図示せず)、ロトフォーマー(rotoformer)(図示せず)、または傾斜ワイヤフォーマー(inclined wire former)(図示せず)であってもよい(チャップマン(Chapman),「不織布、ステープル繊維」(Nonwoven Fabrics,Staple Fibers),ポリマー科学百科事典第3版,2004,Volume 10,pp.614−637(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニュージャージー州ホーボーケン)が参照され、この記載内容全体が参照により本出願に組み入れられ、さらに、「板紙」(Paperboard),ワイリー包装技術百科事典第2版,1997、pp.717−723(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニューヨーク州ニューヨーク)も参照され、この記載内容全体が参照により本出願に組み入れられる)。形成セクション54では、完成紙料がフォーミングファブリック上に流れ、このフォーミングファブリックはサクションボックス、フォイル、および湾曲部などの脱水モジュール上を移動する。脱水モジュールによって、ファブリックから水が排出され、約20〜30%の固形分の連続ウェブが得られる。形成セクション54で、スクリム材料(部分的には後述の定義のもの)をこの連続ウェブに加えることができる。スクリム材料を有するまたは有さないのいずれかであるこの連続ウェブは、「クーチング」と呼ばれるプロセスで形成セクション54から除去するのに十分な強度である。除去またはクーチングされたウェブは、少なくとも約100g/30mmの湿式引張強度を有する。除去またはクーチングされたウェブはプレスセクション56に送出される。
【0107】
プレスセクション56において、ウェブは、2つのロールの組で構成される一連のプレスを通過する。これら2つのロールは高い圧力で互いに押し付けられてニップを形成している。ウェブは、連続フェルトとともにニップの間を通過し、余分な水がウェブから除去されて連続フェルト中に移動し、その結果約40〜50%の固形分のウェブが得られる。プレスセクション56で、スクリム材料(部分的には後述の定義のもの)をウェブに加えることができる。
【0108】
ウェブは次に乾燥セクション58に送出される。乾燥セクション58は複数の大型シリンダーを含み、これらは内部から蒸気で加熱することができる。ウェブはシリンダー上を通過し、余分な水がウェブから除去される。残留する水を蒸発させるために使用できる他のシステムとしては、ウェブと接触せずに熱エネルギーをウェブに移動させる通気乾燥機が挙げられる。乾燥セクション58終了時には、ウェブの固形分は約95%になる。
【0109】
ウェブは予備緻密化することができる。乾燥セクション58はブレーカースタック(図示せず)を含むことができ、これをウェブの予備緻密化に使用することができる。ブレーカースタックは、カレンダーロール(後述のカレンダーロール60と類似している)を含む。そのようなものであるので、ブレーカースタックは、ウェブを高レベルで圧縮し、その結果ウェブが予備緻密化される(カレンダー加工の前に行われる)。プレスセクション56中のニップおよび/またはシリンダーの圧力を増加させると、ニップまたは乾燥セクション58中のその他のものによっても、ウェブを予備緻密化することができ、別個のブレーカースタックが不要となりうる。カレンダーロールまたはその他のものによる予備緻密化圧力は、約100重量ポンド/線インチ〜約1500重量ポンド/線インチ、好ましくは約150重量ポンド/線インチ〜約800重量ポンド/線インチ、より好ましくは約220重量ポンド/線インチ〜約500重量ポンド/線インチとすることができる。ウェブの予備緻密化によって、化学的および機械的接合力が増加し、厚さのばらつきが減少し、毛羽立ちおよび繊維引き裂けが減少および/または解消しうる。
【0110】
乾燥セクション58は含浸機59を含むことができる。含浸機59は、最初の大型シリンダー(最初の乾燥用)の後に配置される。含浸機59は、(図示されるような)サイズプレス、スプレーシャワー、またはその他の装置であってよい。サイズプレスでは、2つの硬質ロールによってニップが形成され、その間をウェブが通過する。材料がウェブのいずれかの面または両面に加えられて、液体結合剤の池が形成される。この材料は次にウェブ中に吸収され、ニップによってさらにウェブ中に送り込まれる。スプレーシャワーでは、ウェブのいずれかの面または両面に材料がスプレーされた後、ウェブ中に吸収される。
【0111】
含浸機59によって結合剤をウェブに加えることができる。結合剤は前述の通りである。
【0112】
含浸機59は、ヒートシール可能なコーティング材料をウェブに加えることができる。ヒートシール可能なコーティング材料は、独自開発のエチレン酢酸ビニル(EVA)を主成分とする配合物であってよいし、ローム・アンド・ハース・ケミカルズLLC(ペンシルバニア州フィラデルフィア)のアドコート(Adcote)(商標)またはヘンケル(Henkel)AG & Co.KGaA(ドイツのデュッセルドルフ(Dusseldorf))のラティシール(Latiseal)(登録商標)などの市販材料であってもよい。ヒートシール可能なコーティング材料は、紙、熱可塑性材料(部分的には前述の定義のもの)、またはその他の材料の少なくとも1つの層などの他の材料にウェブまたはシートを固着させることができるように設計される。ヒートシール可能なコーティング材料は、水力学的に形成された不織シートの容認される通気性を維持しながら滅菌ガスに対して透過性となるようにも設計される。
【0113】
含浸機59は、感圧接着剤(PSA)材料をウェブに加えることができる。ウェブに加えられるPSAは、不織シートの通気性に顕著な影響を与えないことが期待される。多くのPSA組成物は、エラストマー性ベース樹脂と、瞬時に接着するための接着剤の性能を向上させ接着強度を向上させる粘着付与剤とを含む。粘着付与された多成分PSA中のベース樹脂として使用されるエラストマーの例としては、天然ゴム、ポリブタジエン、ポリオルガノシロキサン、スチレン−ブタジエンゴム、カルボキシル化スチレン−ブタジエンゴム、ポリイソブチレン、ブチルゴム、ハロゲン化ブチルゴム、スチレンとイソプレン、ブタジエン、エチレン−プロピレン、またはエチレン−ブチレンとが主成分のブロックポリマー、あるいはこのようなエラストマーの組み合わせが挙げられる(ヨークジティス、「接着剤化合物」,ポリマー科学百科事典第3版,2003,Volume 1,pp.256−290(ジョン・ワイリー・アンド・サンズ・インコーポレイテッド,ニュージャージー州ホーボーケン)が参照され、この記載内容全体が参照により本出願に組み入れられる)。
【0114】
含浸機59は、抗菌材料および処理(部分的には前述のように定義される)、濡れ性関連化合物、湿潤強度関連化合物、地合い関連化合物、電荷化学調節剤(部分的には前述のように定義される)、歩留向上剤、および/またはサイズ剤を加えることができる。
【0115】
ウェブを乾燥セクション58中で乾燥させた後、ウェブをカレンダーロール60に通すことができる。カレンダーロール60は1つ以上のニップを含み、シートをさらに緻密化させ、厚さのばらつきを減少させる。カレンダーロール60の圧力は、約100重量ポンド/線インチ〜約1500重量ポンド/線インチ、好ましくは約150重量ポンド/線インチ〜約800重量ポンド/線インチ、より好ましくは約220重量ポンド/線インチ〜約500重量ポンド/線インチとすることができる。カレンダーロール60は、約65℃〜約205℃、好ましくは約65℃〜約95℃の温度に加熱することができる。カレンダーロール60によって、平滑面を形成して、ウェブの手触りおよびその他の性質(表面(たとえば、毛羽立ちおよび繊維引き裂け)など)を改善することができる。カレンダーロール60は、一般に鋼で構成されるが、これに加えて、またはこれとは別に、ゴム、ポリウレタン、またはその他のポリマー材料、あるいは綿または亜麻またはその他の天然セルロース系材料などのより軟質な材料で構成されている場合もある。より高い圧力、多いニップ数、および高い温度を使用するカレンダーロール60は、一般にスーパーカレンダーと呼ばれている。
【0116】
カレンダーロール60は、強度を付与する追加層として、スクリム材料(すなわち、開放構造を有する材料)をウェブに接着、埋め込み、または形成するために使用することができる。スクリム材料としては、ジョーンズ・マンビル(Johns Manville)(コロラド州デンバー(Denver,Colorado))JMスパンボンドポリエステルマット(JM Spunbond Polyester Mats)などの開放構造の軽量不織材料、またはセレックス・アドバンスト・ファブリックス・インコーポレイテッド(Cerex Advanced Fabrics,Inc.)(フロリダ州ペンサコラ(Pensacola,Florida))のナイロン不織材料が挙げられるが、これらに限定されるものではない。スクリム材料としては、目の粗いメッシュの織布または目の粗いメッシュの積層材料、たとえば、サン−ゴバン・テクニカル・ファブリックス(Saint−Gobain Technical Fabrics)(ニューヨーク州グランドアイランド(Grand Island,New York))のベイエックス(Bayex)(登録商標)も挙げられるが、これらに限定されるものではない。
【0117】
本発明の第2の一般実施形態では、水力学的に形成された不織シートは、結合剤、非セルロース系ポリマー繊維、およびセルロース系材料を含み、少なくとも約98%の細菌濾過効率を有する。
【0118】
結合剤は、第1の一般実施形態に関して前述した通りである。結合剤は、アクリルラテックス(スチレンブタジエンコポリマーまたはブタジエンアクリロニトリルコポリマーなど)、ポリウレタン、ポリ酢酸ビニル、ポリビニルアルコール、天然ゴムまたはその他の天然系接着剤、ポリ塩化ビニル、ポリクロロプレン、エポキシ、フェノール、尿素−ホルムアルデヒド、熱溶融接着剤、表面処理材料、表面処理方法、バインダー繊維、架橋剤、粘着付与剤、またはこれらを混合したものを含む。結合剤は、水力学的に形成された不織シート第2の一般実施形態において、乾燥状態の不織シートの重量の約5%〜約40%の量で存在する。
【0119】
非セルロース系ポリマー繊維は、第1の一般実施形態の第1の非セルロース系ポリマー繊維に関して前述した通りである。非セルロース系ポリマー繊維は、約3.5ミクロン未満の平均直径、約3mm未満の平均カット長および約400〜約2000の平均アスペクト比を有する。非セルロース系ポリマー繊維は、水力学的に形成された不織シートの第2の一般実施形態において、乾燥状態の不織シートの重量の約5%〜約40%の量で存在する。さらに、前述したように、第2の一般実施形態の非セルロース系ポリマー繊維は、たとえば、ポリオレフィン、ポリエステル、ポリアミド、ポリラクチド、ポリカプロラクトン、ポリカーボネート、ポリウレタン、ポリ酢酸ビニル、ポリ塩化ビニル、ポリビニルアルコール、ポリアクリレート、ポリアクリロニトリル、アイオノマー、のホモポリマーおよびコポリマーを含むポリマー、あるいはこれらのポリマーのブレンドを含むことができる。ポリオレフィンの例としては、ポリエチレン、ポリプロピレン、プロピレン−エチレンコポリマー、およびエチレンα−オレフィンコポリマーが挙げられるが、これらに限定されるものではない。ポリエステルの一例としてはポリエチレンテレフタレートが挙げられるが、これに限定されるものではなく、図2はポリエチレンテレフタレートの化学構造である。アイオノマーの一例としては、E.I.デュポン・ドゥ・ヌムール・アンド・カンパニー(デラウェア州ウィルミントン)より入手可能なサーリン(登録商標)が挙げられるが、これに限定されるものではない。第1の一般実施形態にも記載されているように、第2の一般実施形態の非セルロース系ポリマー繊維は配向させることができる。
【0120】
セルロース系材料は、第1の一般実施形態に関して前述した通りである。セルロース系材料は、(a)セルロースから製造された繊維、(b)広葉樹繊維、針葉樹繊維、非木材繊維、またはそれらの混合物から選択される天然セルロース系材料、あるいは(c)セルロースから製造された繊維と天然セルロース系材料との混合物を含む。セルロース系材料は、水力学的に形成されたシートの第2の一般実施形態において、乾燥状態の不織シートの重量の約45%〜約75%の量で存在する。
【0121】
第1の一般実施形態の水力学的に形成された不織布の場合に前述したように、さらなる繊維および材料を第2の一般実施形態の不織シートに加えることができる。
【0122】
第2の一般実施形態の水力学的に形成された不織シートは、第1の一般実施形態の水力学的に形成された不織シートと類似した性質を有することができ、たとえば、限定するものではないが、約15g/m2〜約250g/m2の坪量、少なくとも約90コレスタ単位の通気性、少なくとも約10コレスタ単位の通気性、約1000以下の地合い、および少なくとも約99%の細菌濾過効率を有することができる。さらに、不織シートは印刷することができる。このような印刷としては、製品の識別、安全性の識別、ならびに不正防止手段および機構を挙げることができるが、これらに限定されるものではない。この水力学的に形成された不織シートは少なくとも約42ダインの値の表面エネルギーを有することができ、このダイン値は不織シートの印刷適性を向上させると期待される。
【0123】
要約すると、第2の一般実施形態の水力学的に形成された不織シートは、以下の条項によって説明することができる。
1.水力学的に形成された不織シートであって、
a.乾燥状態の不織シートの重量の5%〜40%の量の結合剤と、
b.乾燥状態の不織シートの重量の5%〜40%の量の非セルロース系ポリマー繊維であって、3.5ミクロン未満の平均直径、3mm未満の平均カット長、および400〜2000の平均アスペクト比を有する、非セルロース系ポリマー繊維と、
c.乾燥状態の不織シートの重量の45%〜75%の量のセルロース系材料であって、セルロースから製造された繊維か、広葉樹繊維、針葉樹繊維、非木材繊維、またはそれらの混合物から選択される天然セルロース系材料か、セルロースから製造された繊維と天然セルロース系材料との混合物かを含むセルロース系材料とを含み、
少なくとも98%の細菌濾過効率を有する、不織シート。
2.結合剤が、アクリルラテックス、スチレンブタジエンコポリマー、ブタジエンアクリロニトリルコポリマー、ポリウレタン、ポリ酢酸ビニル、ポリビニルアルコール、天然ゴムまたはその他の天然系接着剤、ポリ塩化ビニル、ポリクロロプレン、エポキシ、フェノール、尿素−ホルムアルデヒド、熱溶融接着剤、表面処理材料、表面処理方法、バインダー繊維、架橋剤、粘着付与剤、またはそれらを混合したものを含む、条項1に記載の不織シート。
3.非セルロース系ポリマー繊維が、ポリオレフィン、ポリエステル、ポリアミド、ポリラクチド、ポリカプロラクトン、ポリカーボネート、ポリウレタン、ポリ酢酸ビニル、ポリ塩化ビニル、ポリビニルアルコール、ポリアクリレートまたはポリアクリロニトリル、アイオノマー、あるいはそれらのブレンド、好ましくはポリエステルを含む、条項1に記載の不織シート。
4.非セルロース系ポリマー繊維が配向している、条項1に記載の不織シート。
5.15g/m2〜250g/m2の坪量を有する、条項1に記載の不織シート。
6.少なくとも10コレスタ単位、または少なくとも90コレスタ単位の通気性を有する、条項1に記載の不織シート。
7.1000以下の地合いを有する、条項1に記載の不織シート。
8.細菌濾過効率が少なくとも99%である、条項1に記載の不織シート。
9.印刷される、条項1に記載の不織シート。
【0124】
さらに、第1の一般実施形態の場合に前述したように、パッケージ(物品用)は、第2の一般実施形態の水力学的に形成された不織シートを含むことができ、第1の一般実施形態の場合に前述したように、医療機器の包装方法は、第2の一般実施形態の水力学的に形成された不織シートを含むパッケージを使用することができる。また、第2の一般実施形態の水力学的に形成された不織シートは、第1の一般実施形態の水力学的に形成された不織シートに関して前述した方法で製造することができる。
【実施例】
【0125】
実施例−セットI
種々のサンプルについて湿式引張強度を測定した。湿式引張強度は、シートをクーチロールで巻き取って形成セクションから取り出した後で、湿式プレスおよび乾燥の前のシートの引張強度として定義される。これは、形成セクションからプレスおよび乾燥セクションを通過するシートの性能を示すため、重要な製造性能特性の1つである。言い換えると、これはクーチングされるシートの性能を示している。
【0126】
比較例A〜Fおよび実施例A〜Cは、以下のようにして作製したハンドシートである:ハンドシート中に含まれるすべてのセルロース系材料は、必要に応じて400CSFまでリファイニングした。セルロース系材料は、0.25mmのプレートクリアランスの80mmシングルディスクで約30分間、または荷重下の5インチ回転式リファイナーで約5分間のいずれかでリファイニングした。試験体は、最初に秤量する繊維量を求めることによって得た。たとえば、250mm×300mmウィリアムス(Williams)ハンドシート金型を使用して作製する100g/m2のハンドシートの場合、合計7.5gの繊維(乾燥重量基準)を秤量した。次にこれらの繊維を2リットルTAPPI標準(TAPPI Standard)パルパーのパルパーボウルに加えた。2000mLの温水(80°F〜90°F)もパルパーボウルに加え、パルプ化サイクルを開始した。これらの繊維および水を、3分間または9000回転でパルプ化した。必要に応じてさらに分散させる場合は、繊維および水を、さらに2分間または6000回転の間、パルプ化した。
【0127】
次に20リットルの温水(80°F〜90°F)をハンドシート金型に加えて、水位がワイヤスクリーンよりも上に来るようにした。次に、パルプ化した繊維および水をハンドシート金型中に注いだ。撹拌板を使用して、垂直方向に3回液体をなでつけた。次に撹拌板を対角線上にコーナーまで引っ張って、取り出した。5秒後、ハンドシートのドロップバルブを引っ張り、パルプ化した繊維および水を排水し、パルプ化した繊維をワイヤスクリーンによって維持した。750g/m2の吸い取り紙の第1のシートの平滑面を、ワイヤスクリーン上に形成されたハンドシートの表面上に載せた。次にクーチローラーを使用して、形成されたハンドシートを吸い取り紙上で平坦化させた。次に、形成されたハンドシートを有するワイヤスクリーンを上昇させ、形成されたハンドシートおよび吸い取り紙の第1のシートを有するワイヤスクリーンを、750g/m2の吸い取り紙の第2のシート上に反転させた。2分後、反転されたスクリーンを垂直に上昇させ、吸い取り紙の2枚のシートおよび形成されたハンドシートをワイヤスクリーンから水平方向に剥離した。第2のシートを取り外した。次に、プラスチックラップを、形成されたハンドシートおよび吸い取り紙の第1のシートの上に載せることで、クーチロールで処理したハンドシートの%水分量を維持した。
【0128】
上記手順に従って、表1に示す繊維%値(乾燥重量基準)を有する比較例A〜Fおよび実施例A〜Cのハンドシートを作製した。
【0129】
【表1】
【0130】
比較例Eおよび比較例Fのそれぞれは、試験可能なハンドシートを形成できなかった。
【0131】
次に比較例A〜Dおよび実施例A〜Cについて、湿式引張強度試験用の準備を行った。ハンドシートを形成してから15分以内に、形成されたハンドシートおよび吸い取り紙の第1のシートを、ディーツ(Dietz)RS45の直径45mm回転カッターおよび金属定規を使用して切断して、幅30mmおよび長さが少なくとも130mmの試験サンプルを得た。切断直後に、ハンドシート試験サンプルを吸い取り紙の第1のシートから剥離し、A12971湿式引張強度試験機(Wet Tensile Strength Tester)上に置いた。A12971上の固定試料プレートと移動試料プレートとを互いにロックさせた。ハンドシート試験サンプルをこれらのプレートの表面上に配置し、その場所に固定した。移動プレートのロック機構を解除し、A12971上の300mlシリンダー上の水滴下バルブを開いた。次に、水滴下バルブ下の受け容器中にたまる水の重量によって、移動プレートを動かした。湿式引張強度は、ハンドシート試験サンプルが破壊されたときに、受け容器中に存在する水のml値に基づいて、g/30mmの単位で記録した。
【0132】
比較例A〜Fおよび実施例A〜Cのそれぞれについて測定した湿式引張強度を表2に記録している。記録値は、各実施例について試験した5つのサンプルの平均値を表している。
【0133】
【表2】
【0134】
実施例A〜Cは、第1の非セルロース系ポリマー繊維と第2の非セルロース系ポリマー繊維との両方を有する。驚くべきことに、これらのハンドシートは、第1の非セルロース系ポリマー繊維が100%のハンドシートの値(比較例Aで282g/30mm)および第2の非セルロース系ポリマー繊維が100%のハンドシートの値(比較例Eで0g/30mm)と比較して、湿式引張強度の顕著な改善を示している。第1の非セルロース系ポリマー繊維の大きな可撓性、およびその結果得られる第2の非セルロース系ポリマー繊維との機械的な絡み合いが、これらの驚くべき結果に寄与していると思われる。
実施例−セットII
比較例1は、スパンレイド連続高密度ポリエチレン繊維の第1のシートであり、具体的には、E.I.デュポン・ドゥ・ヌムール・アンド・カンパニー(デラウェア州ウィルミントン)より入手可能なタイベック(登録商標)1073Bのシートである。
【0135】
比較例2は、スパンレイド連続高密度ポリエチレン繊維の第2のシートであり、具体的には、E.I.デュポン・ドゥ・ヌムール・アンド・カンパニー(デラウェア州ウィルミントン)より入手可能なタイベック(登録商標)2FSB(商標)のシートである。
【0136】
比較例9は、医療グレードの紙のシートであり、具体的には、ニーナ・ペーパー・インコーポレイテッド(Neenah Paper,Inc.)(ジョージア州アルファレッタ(Alpharetta,Georgia))より入手可能なニーナ・ペーパー(Neenah Paper)85g/m2グレード(Grade)S−89144のシートである。
【0137】
比較例7、8、および10ならびに実施例19〜23および33〜34は、TAPPI試験方法(TAPPI Test Method)T205 sp−02、「パルプの物理試験用のハンドシートの形成」(Forming handsheets for physical tests of pulp)に基づいて形成したハンドシートである。TAPPI試験方法T205 sp−02は、その記載内容全体が参照により本出願に組み入れられる。これらのハンドシートの形成において、以下の例外を除けば、TAPPI試験T205 sp−02に従った。
【0138】
試験体に関して、100g/m2の坪量を有するハンドシートの場合には、水分を含有しない24±0.5gの繊維の試験体の代わりに、バインダー材料(存在する場合)を加えた後で、1.97gの乾燥重量のシートが得られるように繊維成分を秤り取った。
【0139】
離解に関して、試験片を2000mLまで希釈し、すべての繊維束が分散するまで3000rpmで離解を行う(50,000回転を超えない)代わりに、ブレビル改良型(Breville−modifed)1400mLハイドロパルパー中で繊維成分を1400mLまで希釈した。小さく短い繊維(存在する場合には第1の非セルロース系ポリマー繊維、および存在する場合にはセルロース系材料など)を最初に希釈し、次に大きく長い繊維(存在する場合には第2の非セルロース系ポリマー繊維など)を希釈し、次にさらに大きく長い繊維(存在する場合には第3の非セルロース系ポリマー繊維など)を希釈した。大きさの異なる繊維の添加の間には15〜30秒の撹拌を行った。
【0140】
シート作製に関して、標準的な6インチの有孔撹拌機(perforated stirrer)の代わりに、3インチのオープンブレード撹拌機を使用した。
【0141】
クーチングに関して、標準的なクーチロールの代わりに、4インチのスピードボール(Speedball)(登録商標)ゴムローラーを使用した。
【0142】
プレスに関して、プレスステップは行わなかった。
【0143】
乾燥に関して、乾燥リングのスタックの上部に重いおもりを載せたり、好適な締め付け具を使用して互いに締め付けたりして、次に終夜乾燥期間を使用する代わりに、ハンドシートを、クーチングステップで使用した吸い取り紙から、箔で裏打ちされた剥離紙シートに移し、乾燥リングを、箔で裏打ちされた剥離紙の上のハンドシート上に置いた。次に、ハンドシート、箔で裏打ちされた剥離紙、および乾燥リングを、200°F〜225°Fのユーロ−プロ(Euro−Pro)対流オーブン中に15〜30分間、または乾燥するまで入れた。ハンドシート中の非セルロース系ポリマー繊維の%値のため、急速乾燥が可能である。
【0144】
結合剤に関して、結合剤を有するハンドシート(比較例7、8、および10、ならびに実施例19〜20、22〜23、および33〜34)の場合、バインダー添加ステップを加えた。乾燥後、ハンドシートを箔で裏打ちされた新しい剥離紙シートに移した。結合剤は、蒸留水中固形分5%まで結合剤を希釈することによって調製した。加えるべき結合剤量を計算した。たとえば、乾燥状態で100g/m2の坪量を有するハンドシートの重量の25%の量の結合剤の場合、約10mLの5%溶液をハンドシートに加え、乾燥状態で100g/m2の坪量を有するハンドシートの重量の28%の量の結合剤の場合、約11mLの5%溶液をハンドシートに加えた。3mLのシリンジまたは3mLのピペットを使用して結合剤をハンドシート上に配置した。結合剤の総量の約50%をハンドシートの片面上に配置した。次に、2インチのスピードボール(登録商標)ゴムローラーを使用して、結合剤をハンドシート中に押し込んだ。次に、ハンドシートをひっくり返して、残りの量の結合剤を反対側に配置し、ローラーでハンドシート中に押し込んだ。次に、乾燥リングをハンドシートおよび箔で裏打ちされた剥離紙の上に載せた。次に、ハンドシート、箔で裏打ちされた剥離紙、および乾燥リングを200°F〜225°Fのユーロ−プロ対流オーブン中に15〜30分間、または乾燥するまで入れた。オーブンに15分間入れた後、ハンドシートを取り出して、表面の平滑性を改善するために再びロール掛けすることができる。再ロール掛けの後、必要に応じて、シートをオーブンに戻して乾燥を完了させる。
【0145】
カレンダー加工に関して、カレンダー加工されるハンドシート(比較例7、8、および10、ならびに実施例19および21〜23)の場合、カレンダー加工ステップを加えた。ホイーラー・ロール・カンパニー(Wheeler Roll Company)(ミシガン州カラマズー(Kalamazoo,Michigan))のパイロットカレンダーを使用して、ハンドシートのカレンダー加工を行った(このパイロットカレンダーは、初期の1725rpmから30rpmまで減少する3/4馬力の高信頼親歯車(Reliance Duty Master gear)モーターと、低圧ゲージで0〜600重量ポンド/平方インチゲージおよび高圧ゲージで0〜10,000重量ポンド/平方インチゲージの圧力範囲と、1.57平方インチの合計油圧面積で各軸上に直径1インチのピストンを有する2つの油圧シリンダーと、それぞれが直径127mmおよび幅210mmである2つの中実ステンレス鋼カレンダーロールと、アルミニウム製熱反射シールドを有する2つの1680ワットで5700BTUのヒートガンとを有する)。これらのカレンダーロールは、わずかに係合しており、ロールを回転させるモーターを作動させた。ヒートガンも作動させて、カレンダーロールを90℃まで加熱した。約2時間の加熱時間の後、カレンダーロールの温度をエクステック(Extech)(登録商標)インストルメンツ・ミニIR温度計(Instruments Mini IR Thermometer)(動作範囲は−50℃〜380℃、0.95の放射率で較正した)で確認した。カレンダーロールの温度が90℃に達してから、ヒートガンを停止し、カレンダーロールを約5分間回転させた(カレンダーロールを平衡に到達させるため)。700重量ポンド/平方インチゲージ(約220重量ポンド/線インチ)の圧力に到達するまで油圧レバーを動かした。次に、ハンドシートを安全覆いのスロットからニップに供給した。シートをニップに通して4回転させた。次にカレンダーロールを停止した。小型のスパチュラを使用して(ハンドシートが軽く付着している)一方のカレンダーロールからハンドシートを取り外した。
【0146】
TAPPI試験方法T205 sp−02に関する前述の変更を使用して、比較例7、8、および10ならびに実施例19〜23および33〜34のハンドシートを、表3に示す加工条件ならびに繊維およびバインダー材料の%値(乾燥重量基準)を使用して作製した。
【0147】
【表3】
【0148】
比較例3〜6ならびに実施例1〜18および24〜32は、以下のようにして作製したハンドシートである。ハンドシート中に含まれるすべてのセルロース系材料は、必要に応じて400CSFまでリファイニングした。セルロース系材料は、0.25mmのプレートクリアランスの80mmシングルディスクで約30分間、または荷重下の5インチ回転式リファイナーで約5分間のいずれかでリファイニングした。試験体は、最初に秤量する繊維量を求めることによって得た。たとえば、250mm×300mmウィリアムスハンドシート金型を使用して作製する100g/m2のハンドシートの場合、合計7.5gの繊維およびバインダー材料(使用する場合)(乾燥重量基準)を秤量した。次にこれらの繊維を2リットルTAPPI標準パルパーのパルパーボウルに加えた。2000mLの温水(80°F〜90°F)もパルパーボウルに加え、パルプ化サイクルを開始した。これらの繊維および水を、3分間または9000回転でパルプ化した。必要に応じてさらに分散させる場合は、繊維および水を、さらに2分間または6000回転の間、パルプ化した。
【0149】
次に20リットルの温水(80°F〜90°F)をハンドシート金型に加えて、水位がワイヤスクリーンよりも上に来るようにした。次に、パルプ化した繊維および水をハンドシート金型内に注いだ。撹拌板を使用して、垂直方向に3回液体をなでつけた。次に撹拌板を対角線上にコーナーまで引っ張って、取り出した。5秒後、ハンドシートのドロップバルブを引っ張り、パルプ化した繊維および水を排水し、パルプ化した繊維をワイヤスクリーンによって維持した。750g/m2の吸い取り紙の第1のシートの平滑面を、ワイヤスクリーン上に形成されたハンドシートの表面上に載せた。次にクーチローラーを使用して、形成されたハンドシートを吸い取り紙上で平坦化させた。次に、形成されたハンドシートを有するワイヤスクリーンを上昇させ、形成されたハンドシートおよび吸い取り紙の第1のシートを有するワイヤスクリーンを、750g/m2の吸い取り紙の第2のシート上に反転させた。2分後、反転されたスクリーンを垂直に上昇させ、吸い取り紙の2枚のシートおよび形成されたハンドシートをワイヤスクリーンから水平方向に剥離した。750g/m2の吸い取り紙の2枚のシートの平滑面を、形成されたハンドシートの露出表面(吸い取り紙のシートを有さない)上に積層し、吸い取り紙の各シートの平滑面が形成されたハンドシートの露出表面に面するようにした。
【0150】
上面および底面のそれぞれの上に吸い取り紙の2枚のシートを有する形成されたハンドシートを、フェルト付きフォイト(Voith)20トンウェットプレス機に入れ、100重量ポンド/平方インチゲージで15秒間プレスした後、300重量ポンド/平方インチゲージでさらに15秒間プレスした。圧力を開放し、上面および底面のそれぞれの上に吸い取り紙の2枚のシートを有する形成されたハンドシートをウェットプレス機から取り出した。
【0151】
次に、上面および底面のそれぞれの上に吸い取り紙の2枚のシートを有する形成されたハンドシートを220ボルト1400ワットのノーウッド(Norwood)ハンドシート乾燥機に入れた。スクリーンを固定し、上部および底部のそれぞれに吸い取り紙の2枚のシートを有して形成されたハンドシートを235°Fで5分間乾燥させた。形成されたハンドシートの両面から吸い取り紙の1枚のシートを取り外した。上面および底面のそれぞれの上に吸い取り紙の1枚のシートを有する形成されたハンドシートを110ボルト1500ワットのウィリアムスハンドシート乾燥機に入れた。布をピンと張り、上面および底面のそれぞれの上に吸い取り紙の1枚のシートを有する形成されたハンドシートを180°Fで10分間乾燥させた。
【0152】
予備緻密化して形成されるハンドシート(実施例29〜32)の場合、以下のように予備緻密化を行った。ハンドシートの上面および底面のそれぞれの上の吸い取り紙の1枚のシートをハンドシートから除去した。形成されたハンドシートを127mm×216mmの大きさに切断した。ホイーラー・ロール・カンパニー(ミシガン州カラマズー)のパイロットカレンダーを使用して、ハンドシートの予備緻密化を行った(このパイロットカレンダーは前述の通りである)。これらのカレンダーロールは、わずかに係合しており、ロールを回転させるモーターを作動させた。ヒートガンも作動させて、カレンダーロールを90℃まで加熱した。約2時間の加熱時間の後、カレンダーロールの温度をエクステック(登録商標)インストルメンツ・ミニIR温度計(動作範囲は−50℃〜380℃、0.95の放射率で較正した)で確認した。カレンダーロールの温度が90℃に達してから、ヒートガンを停止し、カレンダーロールを約5分間回転させた(カレンダーロールを平衡に到達させるため)。700重量ポンド/平方インチゲージ(約220重量ポンド/線インチ)の圧力に到達するまで油圧レバーを動かした。次に、ハンドシートを安全覆いのスロットからニップに供給した。シートをニップに通して4回転させた。次にカレンダーロールを停止した。小型のスパチュラを使用して(ハンドシートが軽く付着している)一方のカレンダーロールからハンドシートを取り外した。
【0153】
予備緻密化後、750g/m2の吸い取り紙の1枚のシートを、予備緻密化されたハンドシートの各面(すなわち、上面および底面)の上に載せた。上面および底面のそれぞれの上に吸い取り紙の1枚のシートを有する予備緻密化されたハンドシート、ならびに上面および底面のそれぞれの上に吸い取り紙の1枚のシートを依然として有する予備緻密化せずに形成されたハンドシートを、40kg乾式プレスに12〜24時間入れた。次に、吸い取り紙のシートをハンドシートから取り外した。
【0154】
バインダー材料を使用して形成されるハンドシート(比較例3〜6、実施例1〜9、11〜17、および24〜28、ならびに予備緻密化され切断された実施例29〜32)の場合、次に以下のようにして結合剤を加えた。45ダインを超える表面エネルギーを有する粉末コーティングされた鋼製コーティングボード(乾燥ラテックス層を有する)を使用した。形成されたハンドシートの一方の面に結合剤をコーティングし、次に反対側の面に結合剤をコーティングした。類似の手順を使用して、形成されたハンドシートの各面のコーティングを行った。
【0155】
シリンジを使用して、ハンドシートの大きさ、たとえば、250mm×300mmの長方形(予備緻密化していないハンドシートの場合)または127mm×216mmの長方形(予備緻密化したハンドシートの場合)に対応した鋼製コーティングボード上に希釈水を加えた。ハンドシートの第1の面を十分に濡らすが過剰ではない量の希釈水を鋼製コーティングボードに加えた。坪量が100g/m2の低密度(たとえば、約0.45g/cm3)の250mm×300mmの大きさのハンドシートの場合、約9mLの希釈水を第1の面のために加え、坪量が80g/m2の低密度の250mm×300mmの大きさのハンドシートの場合、約8mLの希釈水を第1の面のために加え、高密度(たとえば、約0.75g/cm3)の予備緻密化された127mm×216mmのハンドシートの場合、約0.3mL〜約1.0mLの希釈水を第1の面のために加えた。
【0156】
シリンジを使用して、所望の乾燥重量に基づいた量の結合剤を、鋼製コーティングボード上の希釈水に加えた。加えられる結合剤量は、シート密度の関数となる。低密度不織シートでは、一般に、高密度不織シートよりも多い%値の結合剤が必要となる。乾燥状態の不織シートの最大約40重量%の総量の結合剤を使用して、低密度の予備緻密化されていない250mm×300mmハンドシートをコーティングし、乾燥状態の不織シートの最大約10重量%の総量の結合剤を使用して、高密度の予備緻密化された127mm×216mmのハンドシートをコーティングする(坪量が100g/m2のハンドシート(切断前)は、繊維、結合剤、およびその他の材料が合計で7.5g必要である(乾燥重量基準))。加えられる結合剤の総量は、分割し、50%の量を希釈水に加えて第1の面に使用した。
【0157】
次に、希釈水および結合剤を、鋼製コーティングボード上の正確なサイズの領域に完全に溜まるように広げた。この正確なサイズの領域上にハンドシートを配置して、液体中に穏やかに静置して第1の面をコーティングした。液体中に静置して30〜60秒後、ハンドシートを液体から取り出した。
【0158】
シリンジを使用して、ハンドシートの第2の面を十分に濡らすが過剰ではない量の希釈水を、鋼製コーティングボード上に正確なサイズの領域に加えた。坪量が100g/m2の低密度の250mm×300mmの大きさのハンドシートの場合、約4mLの希釈水を第2の面のために加え、坪量が80g/m2の低密度の250mm×300mmの大きさのハンドシートの場合、約3mLの希釈水を第2の面のために加え、高密度の予備緻密化された127mm×216mmのハンドシートの場合、約0.3mL〜約1.0mLの希釈水を第2の面のために加えた。シリンジを使用して、鋼製コーティングボードの第2の面用に、残りの50%の結合剤を希釈水に加えた。次に、希釈水および結合剤を、鋼製コーティングボード上の正確なサイズの領域に完全に溜まるように広げた。ハンドシートを裏返し、正確なサイズの領域の上に配置し、液体中に穏やかに静置して第2の面をコーティングした。液体中に静置して60〜180秒後、ハンドシートを液体から取り出した。必要に応じて、12mmの実験室用ガラス棒を使用してハンドシートの内側に結合剤が入るようにロール掛けした。
【0159】
次に、コーティングしたハンドシートを、トレイ上の箔で裏打ちされた剥離紙のシートの上に置いた。コーティングしたハンドシート、箔で裏打ちされた剥離紙、およびトレイを、145°Fの110ボルト600ワットのエクスカリバー(Excalibur)(登録商標)コンベクション・デハイドレーター(Convection Dehydrator)中に2分間入れた。次に、ハンドシートを裏返し、再び145°Fのエクスカリバー(登録商標)コンベクション・デハイドレーターに戻した。2分後、ハンドシートをポリカーボネートスクリーンに移動させ、145°Fのエクスカリバー(登録商標)コンベクション・デハイドレーターに戻し4分間置いた。次にハンドシートを裏返し、再び145°Fのエクスカリバー(登録商標)コンベクション・デハイドレーターに戻し4分間置いた。次に、ハンドシートをエクスカリバー(登録商標)コンベクション・デハイドレーターから取り出し、箔で裏打ちされた剥離紙のシートをハンドシートの各面(すなわち、上面および底面)の上に置いた。次に、上面および底面のそれぞれの上に箔で裏打ちされた剥離紙のシートを有するハンドシートを、220ボルト1400ワットのノーウッドハンドシート乾燥機に入れた。スクリーンを固定し、上面および底面のそれぞれの上に箔で裏打ちされた剥離紙を有するハンドシートを235°Fで4分間乾燥させた。
【0160】
乾燥させカレンダー加工が行われるハンドシート(比較例3〜6、ならびに実施例1〜8、10〜16、18、および24〜32)の場合、以下のようにカレンダー加工を行った。まだ127mm×216mmに切断していないすべてのハンドシートをその大きさに切断した。ホイーラー・ロール・カンパニー(ミシガン州カラマズー)のパイロットカレンダーを使用して、ハンドシートのカレンダー加工を行った(このパイロットカレンダーは前述の通りである)。これらのカレンダーロールは、わずかに係合しており、ロールを回転させるモーターを作動させた。ヒートガンも作動させて、カレンダーロールを90℃まで加熱した。約2時間の加熱時間の後、カレンダーロールの温度をエクステック(登録商標)インストルメンツ・ミニIR温度計(動作範囲は−50℃〜380℃、0.95の放射率で較正した)で確認した。カレンダーロールの温度が90℃に達してから、ヒートガンを停止し、カレンダーロールを約5分間回転させた(カレンダーロールを平衡に到達させるため)。700重量ポンド/平方インチゲージ(約220重量ポンド/線インチ)の圧力に到達するまで油圧レバーを動かした。次に、ハンドシートを安全覆いのスロットからニップに供給した。シートをニップに通して4回転させた。次にカレンダーロールを停止した。小型のスパチュラを使用して(ハンドシートが軽く付着している)一方のカレンダーロールからハンドシートを取り外した。
【0161】
上記手順に従って、表4に示す加工条件、ならびに繊維およびバインダー材料の%値(乾燥重量基準)を有する比較例3〜6、ならびに実施例1〜18および24〜32のハンドシートを作製した。
【0162】
【表4】
【0163】
比較例1〜10および実施例1〜34について種々の性質の試験を行った。測定した性質としては、試験方法および/または規格に関連する後述の性質が挙げられる。後述する各試験方法または規格は、日付が1993年以降であり、後述の試験方法または規格は、その記載内容全体が参照により本出願に組み入れられる。
【0164】
坪量は、単位面積当たりの重量(より厳密には質量)である。これはグラム/平方メートル(gsmまたはg/m2)で表され、TAPPI試験方法T410、「紙および板紙の坪量(単位面積当たりの重量)」(Grammage of Paper and Paperboard(Weight per Unit Area))に準拠して測定した。
【0165】
通気性(または多孔度)は、1.00kPaの測定圧力において試験片の1cm2の表面を通過する気流(cm3/分)である。これはコレスタ単位で表され、コレスタ推奨方法(Coresta Recommended Method)N°40、「配向した透過性領域を有する材料を含むシガレットペーパー、フィルタープラグラップ、およびフィルター取り付け紙として使用される材料の通気性測定」(Determination of Air Permeability of Materials Used As Cigarette Papers,Filter Plug Wrap and Filter Joining Paper Including Materials Having an Oriented Permeable Zone)に準拠して測定した。この方法は、1997年に発行されたISO規格2965、「配向した透過性領域を有する材料を含むシガレットペーパー、フィルタープラグラップ、およびフィルター取り付け紙として使用される材料−通気性測定」(Materials Used As Cigarette Papers,Filter Plug Wrap and Filter Joining Paper,Including Materials Having an Oriented Permeable Zone−Determination of Air Permeability)に先行する方法であった。コレスタ推奨方法N°40(前述の参照により本出願に組み入れられている)に記載されているように、「コレスタ推奨方法(中略)は、10CU[コレスタ単位]を超える測定透過性を有する紙に適用することができる」。したがって、このコレスタ方法を修正することなく通気性の測定に使用したので、本出願に記載の水力学的に形成された不織シートは少なくとも約10コレスタ単位の通気性を有する。
【0166】
地合い(または均一性)は、シート内のばらつきの指標であり、すなわち、繊維が、いかに均一にシート中に分散しているか、および発生している凝集量の指標である。限定するものではないが不透明度および強度特性などのいくつかの紙の性質は、地合いに依存し、不十分に形成されたシートはより弱くなり、薄いおよび/または厚いスポットを有する。一般に、地合いを表すための標準的な方法および単位は存在しない。表5に示されるように、地合いは通常、主観的な目視検査によって求められ、その後、1〜5の等級でシートの地合い/均一性が相対的に等級付けされる。
【0167】
【表5】
【0168】
地合い/均一性に関する主観性を排除するために、本出願では不透明度に基づいて地合い/均一性を測定した。具体的には、TAPPI試験方法T425、「紙の不透明度(15/d形状、照射A/2°、89%反射率バッキングおよび紙バッキング)」(Opacity of Paper(15/d Geometry,Illuminant A/2°,89% Reflectance Backing and Paper Backing)に準拠して操作したトウィング−アルバート・デジタル不透明度計(Thwing−Albert Digital Opacity Gauge)を使用して、ハンドシートの不透明度%を測定した。トウィング−アルバート・デジタル不透明度計の開口サイズは415mm2(直径23mmの開口部に基づく)である。しかし、ほとんどの地合い/均一性のばらつきは、415mm2よりもはるかに小さい領域で発生する。したがって、比較例および実施例のハンドシートでは、開口部マスクを使用して、開口サイズを16mm2である4mm×4mmの正方形まで減少させた。ハンドシートの不透明度%を測定し、多数(少なくとも10回)測定した不透明度%値の標準偏差を求めた。次に、地合い/均一性の客観的測定および定義のために、不透明度%値の組の標準偏差に1000を乗じた(数字が大きいほど地合いが不十分であることを意味する)。この地合い/均一性の客観的測定を行い、表6の地合い/均一性測定において、(前述の)主観的相対的等級付けと比較した。
【0169】
【表6】
【0170】
対数減少値は、微生物の通過に抵抗する多孔質包装材料の性能である。これは単純な数値で表され、ASTM規格F1608、「多孔質包装材料の微生物の等級付けを行うための標準試験方法(曝露室法)」(Standard Test Method for Microbial Ranking of Porous Packaging Materials (Exposure Chamber Method))に準拠して行った。
【0171】
細菌濾過効率(BFE)は、細菌の通過を防止する材料の有効性である。これは、材料を通過しない既知量の細菌の%値として表される。材料が医療用フェースマスク材料の代わりにハンドシートであり、測定可能な最大濾過効率が99.9%を超えたことを除けば、ASTM規格F2101、「黄色ブドウ球菌の生物学的エアロゾルを使用する医療用フェースマスク材料の細菌濾過効率(BFE)を評価するための標準試験方法」(Standard Test Method for Evaluating the Bacterial Filtration Efficiency (BFE) of Medical Face Mask Materials,Using a Biological Aerosol of Staphylococcus aureus)に基づいて測定した。
【0172】
破裂強度は、材料を破裂させるのに必要な最大静水圧である。これは重量ポンド/平方インチゲージで表され、より大きい破裂強度を測定するために、ミューレンAバースト・テスター(Mullen A Burst Tester)(最大1500重量ポンド/平方インチの圧力読み取り値が得られるように設計されている)をミューレンCバースト・テスター(最大200重量ポンド/平方インチの圧力読み取り値が得られるように設計されている)の代わりに使用したことを除けば、TAPPI試験方法T403、「紙の破裂強度」(Bursting Strength of Paper)に基づいて測定した。
【0173】
内部引裂抵抗は、シートに作用する引裂力に抵抗するシートの性能である。これはグラムの単位で表され、比較例および実施例のハンドシートを、3辺では直線に切断し、第4の辺では湾曲して(すなわち半月型に)切断したことを除けば、TAPPI試験方法T414、「紙の内部引裂抵抗(エルメンドルフ型方法)」(Internal Tearing Resistance of Paper (Elmendorf−Type Method))に基づいて測定した。また、比較例1、2、および9では、縦方向の内部引裂抵抗および横方向の内部引裂抵抗の両方を測定した。これらの比較例では、以下の表に報告される内部引裂抵抗は、縦方向の内部引裂抵抗および横方向の内部引裂抵抗の平均として定義される平均内部引裂抵抗である。比較例3〜6ならびに実施例1〜18および24〜28は、方向性のないハンドシートであり、縦方向および横方向がない。これらの場合、以下の表に報告される内部引裂抵抗は1方向で測定した内部引裂抵抗である。
【0174】
低速貫入抵抗は、駆動するプローブによる伸びおよび/または貫入に抵抗するシートの性能である。これはニュートンの単位で表され、使用したサンプルの大きさが、3インチ×3インチである代わりに、幅が3.5インチ以下であり長さが変動することを除けば、ASTM規格F1306、「可撓性バリアフィルムおよび積層体の低速貫入抵抗の標準試験方法」(Standard Test Method for Slow Rate Penetration Resistance of Flexible Barrier Films and Laminates)に基づいて測定した。
【0175】
引張強度は、破裂前にシートで得られる最大引張力である。これは試験材料の単位幅当たりの力であり、kg/15mmの単位で表される。使用したサンプルの大きさが、幅25mm±1mmの代わりに幅30mmであったことを除けば、TAPPI試験方法T494、「紙および板紙の引張特性(引張装置を一定速度で使用)」(Tensile Properties of Paper and Paperboard (Using Constant Rate of Elongation Apparatus))に基づいて測定した。また、比較例1、2、および9の場合、縦方向の引張強度および横方向の引張強度の両方を測定した。これらの比較例では、以下の表に報告される引張強度は、縦方向の引張強度および横方向の引張強度の平均として定義される平均引張強度である。比較例3〜8および10ならびに実施例1〜19および21〜34は、方向性のないハンドシートであり、縦方向および横方向がない。これらの場合、以下の表に報告される引張強度は1方向で測定した引張強度である。
【0176】
伸びは、引張力下で生じるシートの歪み量である。これは%値(すなわち、もとの試験長さに対するシートの長さの増加の比率の100倍)で表され、使用したサンプルの大きさが、幅25mm±1mmの代わりに幅30mmであったことを除けば、TAPPI試験方法T494、「紙および板紙の引張特性(引張装置を一定速度で使用)」に基づいて測定した。また、比較例1、2、および9の場合、縦方向の伸びおよび横方向の伸びの両方を測定した。これらの比較例では、以下の表に報告される伸びは、縦方向の伸びおよび横方向の伸びの平均として定義される平均伸びである。比較例3〜8および10ならびに実施例1〜19および21〜34は、方向性のないハンドシートであり、縦方向および横方向がない。これらの場合、以下の表に報告される伸びは1方向で測定した伸びである。
【0177】
比較例1〜10および実施例1〜34の種々の性質の測定値を表7に報告する。地合い(理由は前述した)および坪量(1回の測定のみ)を除けば、それぞれの値は多数(少なくとも3回、最高20回)の測定の平均である(空欄は、その比較例または実施例では、個別の性質を測定しなかったことを意味する)。
【0178】
【表7】
【0179】
第1の非セルロース系ポリマー繊維は、改善された通気性および改善された細菌濾過効率に寄与する。第2の非セルロース系ポリマー繊維は、破裂強度、内部引裂抵抗、低速貫入抵抗、引張強度、および伸びなどの改善された強度特性に寄与する。驚くべきことに、第1の非セルロース系ポリマー繊維と第2の非セルロース系ポリマー繊維との併用が、一般に、改善された地合いに寄与している。
【0180】
以上の説明、ならびに実施例−セットI、実施例−セットIIなどに開示される実施例および実施形態は、単に説明的なものであり、限定であると解釈すべきではない。本発明は、示される説明、実施例および実施形態を含んでいるが、本発明がこれらの説明、実施例、および実施形態に限定されるものではない。修正および実施形態は当業者には明らかとなるであろうし、このようなすべての修正およびその他の実施形態は、特許請求の範囲によって定義される本発明の範囲内にあることが意図されそのように判断される。
【符号の説明】
【0181】
10 紙料調製システム
12 ハイドロパルパー
14 リファイナー供給室
16 リファイナー
18 リファイニング済紙料室
20 ブレンド室
22 機械室
30 紙料調製システム
32 ハイドロパルパー
34a、34b、34c リファイナー供給室
36a、36b、36c リファイナー
38a、38b、38c リファイニング済紙料室
40 ブレンド室
42a、42b、42c 機械室
50 不織シートを製造するための装置
52 ヘッドボックス
54 形成セクション
56 プレスセクション
58 乾燥セクション
59 含浸機
60 カレンダーロール
【特許請求の範囲】
【請求項1】
水力学的に形成された不織シートであって、
a.乾燥状態の前記不織シートの重量の5%〜90%、好ましくは10%〜50%、より好ましくは10%〜35%の量の第1の非セルロース系ポリマー繊維であって、3.5ミクロン未満、好ましくは2.5ミクロン未満の平均直径、3mm未満、好ましくは1.5mm未満の平均カット長、および400〜2000の平均アスペクト比を有する第1の非セルロース系ポリマー繊維と、
b.乾燥状態の前記不織シートの重量の10%〜95%、好ましくは20%〜65%、より好ましくは25%〜65%の量の第2の非セルロース系ポリマー繊維であって、3.5ミクロンを超え、好ましくは7ミクロンを超える平均直径、400〜1000の平均アスペクト比、および場合により5mmの平均カット長を有する第2の非セルロース系ポリマー繊維と、
を含み、
15g/m2〜250g/m2、好ましくは50g/m2〜100g/m2の坪量、少なくとも10コレスタ単位の通気性、少なくとも25ニュートン、好ましくは少なくとも40ニュートンの低速貫入抵抗、少なくとも6kg/15mm、好ましくは少なくとも7kg/15mmの平均引張強度、および少なくとも7%、好ましくは少なくとも11%の平均伸びを有する、不織シート。
【請求項2】
前記第1の非セルロース系ポリマー繊維が、ポリオレフィン、ポリエステル、ポリアミド、ポリラクチド、ポリカプロラクトン、ポリカーボネート、ポリウレタン、ポリ酢酸ビニル、ポリ塩化ビニル、ポリビニルアルコール、ポリアクリレートまたはポリアクリロニトリル、アイオノマー、あるいはそれらのブレンド、好ましくはポリエステルを含み、および/または前記第2の非セルロース系ポリマー繊維が、ポリオレフィン、ポリエステル、ポリアミド、ポリラクチド、ポリカプロラクトン、ポリカーボネート、ポリウレタン、ポリ酢酸ビニル、ポリ塩化ビニル、ポリビニルアルコール、ポリアクリレートまたはポリアクリロニトリル、アイオノマー、あるいはそれらのブレンド、好ましくはポリエステルを含む、請求項1に記載の不織シート。
【請求項3】
乾燥状態の前記不織シートの重量の最大50%、好ましくは5%〜30%、より好ましくは5%〜20%の量の第3の非セルロース系ポリマー繊維をさらに含み、前記第3の非セルロース系ポリマー繊維が、10ミクロンを超える平均直径および5mmを超える平均カット長を有する、請求項1または2に記載の不織シート。
【請求項4】
前記第3の非セルロース系ポリマー繊維が、ポリオレフィン、ポリエステル、ポリアミド、ポリラクチド、ポリカプロラクトン、ポリカーボネート、ポリウレタン、ポリ酢酸ビニル、ポリ塩化ビニル、ポリビニルアルコール、ポリアクリレートまたはポリアクリロニトリル、アイオノマー、あるいはそれらのブレンド、好ましくはポリエステルを含む、請求項3に記載の不織シート。
【請求項5】
前記第1の非セルロース系ポリマー繊維、前記第2の非セルロース系ポリマー繊維、および場合により前記第3の非セルロース系ポリマー繊維が配向される、請求項1〜4のいずれか一項に記載の不織シート。
【請求項6】
前記不織シートを構成するすべての非セルロース系ポリマー繊維の全重量が、乾燥状態の前記不織シートの重量の少なくとも35%を構成する、請求項1〜5のいずれか一項に記載の不織シート。
【請求項7】
乾燥状態の前記不織シートの重量の最大75%、好ましくは5%〜35%、より好ましくは5%〜20%の量のセルロース系材料をさらに含み、前記セルロース系材料が、セルロースから製造された繊維;広葉樹繊維、針葉樹繊維、非木材繊維、またはそれらの混合物から選択される天然セルロース系材料;あるいはセルロースから製造された繊維と天然セルロース系材料との混合物を含む、請求項1〜6のいずれか一項に記載の不織シート
【請求項8】
前記セルロースから製造された繊維がナノフィブリル化される、請求項7に記載の不織シート。
【請求項9】
乾燥状態の前記不織シートの重量の最大40%、好ましくは5%〜40%、より好ましくは5%〜30%の量の結合剤をさらに含む、請求項1〜8のいずれか一項に記載の不織シート。
【請求項10】
前記結合剤が、アクリルラテックス、スチレンブタジエンコポリマー、ブタジエンアクリロニトリルコポリマー、ポリウレタン、ポリ酢酸ビニル、ポリビニルアルコール、天然ゴムまたはその他の天然系接着剤、ポリ塩化ビニル、ポリクロロプレン、エポキシ、フェノール、尿素−ホルムアルデヒド、熱溶融接着剤、表面処理材料、表面処理方法、バインダー繊維、架橋剤、粘着付与剤、またはそれらを混合したもの、好ましくはスチレンブタジエンコポリマー、ポリウレタンおよび架橋剤、あるいはポリ酢酸ビニル、ポリウレタン、および架橋剤を含む、請求項9に記載の不織シート。
【請求項11】
複数の層を含む、請求項1〜10のいずれか一項に記載の不織シート。
【請求項12】
第1の層が前記第1の非セルロース系ポリマー繊維を含み、第2の層が前記第2の非セルロース系ポリマー繊維、場合により前記第3の非セルロース系ポリマー繊維、またはそれらの混合物を含む、請求項11に記載の不織シート。
【請求項13】
前記複数の層の少なくとも1つがスクリム材料を含む、請求項11または12の不織シート。
【請求項14】
1000以下、好ましくは500以下の地合いを有する、請求項1〜13のいずれか一項に記載の不織シート。
【請求項15】
少なくとも2、好ましくは少なくとも3の対数減少値を有する多孔質包装材料である、請求項1〜14のいずれか一項に記載の不織シート。
【請求項16】
少なくとも94%、好ましくは少なくとも99%の細菌濾過効率を有する、請求項1〜15のいずれか一項に記載の不織シート。
【請求項17】
少なくとも517kPa(75重量ポンド/平方インチ)ゲージ、好ましくは少なくとも827kPa(120重量ポンド/平方インチ)ゲージの破裂強度を有する、請求項1〜16のいずれか一項に記載の不織シート。
【請求項18】
少なくとも150g、好ましくは少なくとも275gの平均内部引裂抵抗を有する、請求項1〜17のいずれか一項に記載の不織シート。
【請求項19】
印刷される、請求項1〜18のいずれか一項に記載の不織シート。
【請求項20】
最高200℃の温度に曝露した場合に寸法安定性を維持する、請求項1〜19のいずれか一項に記載の不織シート。
【請求項21】
請求項1〜20のいずれか一項に記載の不織シートを含む、物品用のパッケージ。
【請求項22】
前記不織シートに直接接着する少なくとも1つの追加層をさらに含み、前記追加層が、第2の水力学的に形成された不織シート、紙、熱可塑性材料、結合剤、および/またはコーティング材料を含む、請求項21に記載のパッケージ。
【請求項23】
前記不織シートが直接それ自体に接着している、請求項21または22に記載のパッケージ。
【請求項24】
前記不織シートが熱成形される、および/または前記不織シートが熱成形された容器に取り付けられる、請求項21〜23のいずれか一項に記載のパッケージ。
【請求項25】
前記物品が医療機器および/または乾燥剤を含む、請求項21〜24のいずれか一項に記載のパッケージ。
【請求項26】
医療機器の包装方法であって、
a.請求項1〜20のいずれか一項に記載の不織シートを含むパッケージを提供するステップと、
b.医療機器を前記パッケージ内に配置するステップと、
c.連続密閉シールを形成することによって前記医療機器を前記パッケージ内に閉じ込めるステップであって、それによって封止されたパッケージが形成されるステップと、
d.前記封止されたパッケージ中に前記不織シートを介して滅菌ガスを導入するステップと、
を含む、方法。
【請求項27】
前記連続密閉シールの形成が、ヒートシール、溶接シール、超音波シール、および/または接着シールを含む、請求項26に記載の方法。
【請求項28】
ヒートシールが、少なくとも0.5秒のシール時間、少なくとも120℃、好ましくは180℃〜200℃の上部ジョーシール温度、および少なくとも275kPa(40重量ポンド/平方インチ)のシール圧力で行われる、請求項27に記載の方法。
【請求項29】
ヒートシールによって封止されたパッケージを形成した後に、前記不織シートが、少なくとも99%の細菌濾過効率、少なくとも827kPa(120重量ポンド/平方インチ)ゲージの破裂強度、および少なくとも275gの平均内部引裂抵抗を有する、請求項27または28に記載の方法。
【請求項30】
前記滅菌ガスが、乾熱、蒸気、および/またはエチレンオキシドを含む、請求項26〜29のいずれか一項に記載の方法。
【請求項31】
請求項1〜20のいずれか一項に記載の不織シートの製造方法であって、
a.材料をハイドロパルパーに加えるステップであって、前記材料が、
(1)水、
(2)前記第1の非セルロース系ポリマー繊維、および
(3)前記第2の非セルロース系ポリマー繊維
を含むステップと、
b.前記ハイドロパルパーに加えた前記材料を撹拌して完成紙料を形成するステップと、
c.前記完成紙料を前記ハイドロパルパーから保持手段に送出するステップと、
d.前記完成紙料を前記保持手段から形成セクションに送出してウェブを形成するステップと、
e.前記ウェブを前記形成セクション上で脱水するステップと、
f.前記ウェブをクーチングして、前記ウェブをプレスセクションに送出するステップと、
g.前記ウェブをプレスするステップと、
h.前記ウェブを乾燥セクションに送出するステップと、
i.前記ウェブを乾燥させるステップと、
の連続するステップを含む、方法。
【請求項32】
前記ハイドロパルパーに加えられる前記材料が、前記第3の非セルロース系ポリマー繊維および/または前記セルロース系材料をさらに含む、請求項31に記載の方法。
【請求項33】
前記第1の非セルロース系ポリマー繊維、前記第2の非セルロース系ポリマー繊維、場合により前記第3の非セルロース系ポリマー繊維、および/または場合により前記セルロース系材料が、前記ハイドロパルパーに同時に加えられ撹拌されて前記完成紙料が形成され、前記完成紙料が、機械室を含む保持手段に送出されるか、あるいは、
前記第1の非セルロース系ポリマー繊維、前記第2の非セルロース系ポリマー繊維、および場合により前記第3の非セルロース系ポリマー繊維が、前記ハイドロパルパーに加えられ撹拌されて第1の完成紙料が形成され、前記第1の完成紙料が、機械室への送出を行うブレンド室を含む保持手段に送出され、場合により前記セルロース系材料が、前記ハイドロパルパーに加えられ撹拌されて第2の完成紙料が形成され、前記第2の完成紙料がリファイナーに送出され、リファイニングされて、前記機械室への送出を行う前記ブレンド室を含む前記保持手段に送出され、前記第1の完成紙料および前記第2の完成紙料が、前記ブレンド室中でブレンドされて、前記機械室に送出された後、前記形成セクションに送出されるか、あるいは、
前記第1の非セルロース系ポリマー繊維および前記第2の非セルロース系ポリマー繊維が、前記ハイドロパルパーに同時に加えられ撹拌されて前記完成紙料が形成され、前記完成紙料が、機械室を含む保持手段に送出されるか、あるいは、
前記第1の非セルロース系ポリマー繊維および前記第2の非セルロース系ポリマー繊維が、前記ハイドロパルパーに連続して加えられ、それによって第1の完成紙料および第2の完成紙料が形成され、前記保持手段が、前記第1の完成紙料を含む第1の機械室と、前記第2の完成紙料を含む第2の機械室とを含む、請求項31または32に記載の方法。
【請求項34】
前記ウェブが、1つ以上のヘッドボックス、1つ以上のスライス、または1つ以上のシリンダーを介して形成される、請求項31〜33のいずれか一項に記載の方法。
【請求項35】
前記形成セクションが、長網抄紙機、シリンダー、ロトフォーマー、または傾斜ワイヤフォーマーを含む、請求項31〜34のいずれか一項に記載の方法。
【請求項36】
前記スクリム材料が、前記形成セクション中および/または前記プレスセクション中に加えられる、請求項31〜35のいずれか一項に記載の方法。
【請求項37】
前記プレスセクションに送出された前記クーチングされたウェブが、少なくとも100g/30mmの湿式引張強度を有する、請求項31〜36のいずれか一項に記載の方法。
【請求項38】
前記結合剤を前記ハイドロパルパーに加えるステップ、および/または、前記完成紙料が前記形成セクションに送出される前に前記結合剤を前記完成紙料に加えるステップ、および/または前記乾燥セクション中で含浸機に前記結合剤を加えるステップをさらに含む、請求項31〜37のいずれか一項に記載の方法。
【請求項39】
前記プレスセクション中および/または前記乾燥セクション中の圧力上昇を使用することによって前記ウェブの予備緻密化を行うステップをさらに含む、請求項31〜38のいずれか一項に記載の方法。
【請求項40】
前記上昇した圧力が、17.5N/線mm(100重量ポンド/線インチ)〜263N/線mm(1500重量ポンド/線インチ)である、請求項39に記載の方法。
【請求項41】
前記乾燥セクション中の含浸機で、前記ウェブにヒートシール可能な材料および/または感圧接着材料をコーティングするステップをさらに含む、請求項31〜40のいずれか一項に記載の方法。
【請求項42】
前記ウェブの乾燥後に前記ウェブをカレンダー加工するステップをさらに含む、請求項31〜41のいずれか一項に記載の方法。
【請求項43】
カレンダー加工が、65℃〜205℃のロール温度、および17.5N/線インチ(100重量ポンド/線インチ)〜263N/線インチ(1500重量ポンド/線インチ)のロール圧力で行われる、請求項42に記載の方法。
【請求項44】
カレンダー加工によって、スクリム材料が前記ウェブに接着される、請求項42または43に記載の方法。
【請求項45】
請求項31〜44のいずれか一項に記載の方法によって得ることができる、請求項1〜20のいずれか一項に記載の不織シート。
【請求項1】
水力学的に形成された不織シートであって、
a.乾燥状態の前記不織シートの重量の5%〜90%、好ましくは10%〜50%、より好ましくは10%〜35%の量の第1の非セルロース系ポリマー繊維であって、3.5ミクロン未満、好ましくは2.5ミクロン未満の平均直径、3mm未満、好ましくは1.5mm未満の平均カット長、および400〜2000の平均アスペクト比を有する第1の非セルロース系ポリマー繊維と、
b.乾燥状態の前記不織シートの重量の10%〜95%、好ましくは20%〜65%、より好ましくは25%〜65%の量の第2の非セルロース系ポリマー繊維であって、3.5ミクロンを超え、好ましくは7ミクロンを超える平均直径、400〜1000の平均アスペクト比、および場合により5mmの平均カット長を有する第2の非セルロース系ポリマー繊維と、
を含み、
15g/m2〜250g/m2、好ましくは50g/m2〜100g/m2の坪量、少なくとも10コレスタ単位の通気性、少なくとも25ニュートン、好ましくは少なくとも40ニュートンの低速貫入抵抗、少なくとも6kg/15mm、好ましくは少なくとも7kg/15mmの平均引張強度、および少なくとも7%、好ましくは少なくとも11%の平均伸びを有する、不織シート。
【請求項2】
前記第1の非セルロース系ポリマー繊維が、ポリオレフィン、ポリエステル、ポリアミド、ポリラクチド、ポリカプロラクトン、ポリカーボネート、ポリウレタン、ポリ酢酸ビニル、ポリ塩化ビニル、ポリビニルアルコール、ポリアクリレートまたはポリアクリロニトリル、アイオノマー、あるいはそれらのブレンド、好ましくはポリエステルを含み、および/または前記第2の非セルロース系ポリマー繊維が、ポリオレフィン、ポリエステル、ポリアミド、ポリラクチド、ポリカプロラクトン、ポリカーボネート、ポリウレタン、ポリ酢酸ビニル、ポリ塩化ビニル、ポリビニルアルコール、ポリアクリレートまたはポリアクリロニトリル、アイオノマー、あるいはそれらのブレンド、好ましくはポリエステルを含む、請求項1に記載の不織シート。
【請求項3】
乾燥状態の前記不織シートの重量の最大50%、好ましくは5%〜30%、より好ましくは5%〜20%の量の第3の非セルロース系ポリマー繊維をさらに含み、前記第3の非セルロース系ポリマー繊維が、10ミクロンを超える平均直径および5mmを超える平均カット長を有する、請求項1または2に記載の不織シート。
【請求項4】
前記第3の非セルロース系ポリマー繊維が、ポリオレフィン、ポリエステル、ポリアミド、ポリラクチド、ポリカプロラクトン、ポリカーボネート、ポリウレタン、ポリ酢酸ビニル、ポリ塩化ビニル、ポリビニルアルコール、ポリアクリレートまたはポリアクリロニトリル、アイオノマー、あるいはそれらのブレンド、好ましくはポリエステルを含む、請求項3に記載の不織シート。
【請求項5】
前記第1の非セルロース系ポリマー繊維、前記第2の非セルロース系ポリマー繊維、および場合により前記第3の非セルロース系ポリマー繊維が配向される、請求項1〜4のいずれか一項に記載の不織シート。
【請求項6】
前記不織シートを構成するすべての非セルロース系ポリマー繊維の全重量が、乾燥状態の前記不織シートの重量の少なくとも35%を構成する、請求項1〜5のいずれか一項に記載の不織シート。
【請求項7】
乾燥状態の前記不織シートの重量の最大75%、好ましくは5%〜35%、より好ましくは5%〜20%の量のセルロース系材料をさらに含み、前記セルロース系材料が、セルロースから製造された繊維;広葉樹繊維、針葉樹繊維、非木材繊維、またはそれらの混合物から選択される天然セルロース系材料;あるいはセルロースから製造された繊維と天然セルロース系材料との混合物を含む、請求項1〜6のいずれか一項に記載の不織シート
【請求項8】
前記セルロースから製造された繊維がナノフィブリル化される、請求項7に記載の不織シート。
【請求項9】
乾燥状態の前記不織シートの重量の最大40%、好ましくは5%〜40%、より好ましくは5%〜30%の量の結合剤をさらに含む、請求項1〜8のいずれか一項に記載の不織シート。
【請求項10】
前記結合剤が、アクリルラテックス、スチレンブタジエンコポリマー、ブタジエンアクリロニトリルコポリマー、ポリウレタン、ポリ酢酸ビニル、ポリビニルアルコール、天然ゴムまたはその他の天然系接着剤、ポリ塩化ビニル、ポリクロロプレン、エポキシ、フェノール、尿素−ホルムアルデヒド、熱溶融接着剤、表面処理材料、表面処理方法、バインダー繊維、架橋剤、粘着付与剤、またはそれらを混合したもの、好ましくはスチレンブタジエンコポリマー、ポリウレタンおよび架橋剤、あるいはポリ酢酸ビニル、ポリウレタン、および架橋剤を含む、請求項9に記載の不織シート。
【請求項11】
複数の層を含む、請求項1〜10のいずれか一項に記載の不織シート。
【請求項12】
第1の層が前記第1の非セルロース系ポリマー繊維を含み、第2の層が前記第2の非セルロース系ポリマー繊維、場合により前記第3の非セルロース系ポリマー繊維、またはそれらの混合物を含む、請求項11に記載の不織シート。
【請求項13】
前記複数の層の少なくとも1つがスクリム材料を含む、請求項11または12の不織シート。
【請求項14】
1000以下、好ましくは500以下の地合いを有する、請求項1〜13のいずれか一項に記載の不織シート。
【請求項15】
少なくとも2、好ましくは少なくとも3の対数減少値を有する多孔質包装材料である、請求項1〜14のいずれか一項に記載の不織シート。
【請求項16】
少なくとも94%、好ましくは少なくとも99%の細菌濾過効率を有する、請求項1〜15のいずれか一項に記載の不織シート。
【請求項17】
少なくとも517kPa(75重量ポンド/平方インチ)ゲージ、好ましくは少なくとも827kPa(120重量ポンド/平方インチ)ゲージの破裂強度を有する、請求項1〜16のいずれか一項に記載の不織シート。
【請求項18】
少なくとも150g、好ましくは少なくとも275gの平均内部引裂抵抗を有する、請求項1〜17のいずれか一項に記載の不織シート。
【請求項19】
印刷される、請求項1〜18のいずれか一項に記載の不織シート。
【請求項20】
最高200℃の温度に曝露した場合に寸法安定性を維持する、請求項1〜19のいずれか一項に記載の不織シート。
【請求項21】
請求項1〜20のいずれか一項に記載の不織シートを含む、物品用のパッケージ。
【請求項22】
前記不織シートに直接接着する少なくとも1つの追加層をさらに含み、前記追加層が、第2の水力学的に形成された不織シート、紙、熱可塑性材料、結合剤、および/またはコーティング材料を含む、請求項21に記載のパッケージ。
【請求項23】
前記不織シートが直接それ自体に接着している、請求項21または22に記載のパッケージ。
【請求項24】
前記不織シートが熱成形される、および/または前記不織シートが熱成形された容器に取り付けられる、請求項21〜23のいずれか一項に記載のパッケージ。
【請求項25】
前記物品が医療機器および/または乾燥剤を含む、請求項21〜24のいずれか一項に記載のパッケージ。
【請求項26】
医療機器の包装方法であって、
a.請求項1〜20のいずれか一項に記載の不織シートを含むパッケージを提供するステップと、
b.医療機器を前記パッケージ内に配置するステップと、
c.連続密閉シールを形成することによって前記医療機器を前記パッケージ内に閉じ込めるステップであって、それによって封止されたパッケージが形成されるステップと、
d.前記封止されたパッケージ中に前記不織シートを介して滅菌ガスを導入するステップと、
を含む、方法。
【請求項27】
前記連続密閉シールの形成が、ヒートシール、溶接シール、超音波シール、および/または接着シールを含む、請求項26に記載の方法。
【請求項28】
ヒートシールが、少なくとも0.5秒のシール時間、少なくとも120℃、好ましくは180℃〜200℃の上部ジョーシール温度、および少なくとも275kPa(40重量ポンド/平方インチ)のシール圧力で行われる、請求項27に記載の方法。
【請求項29】
ヒートシールによって封止されたパッケージを形成した後に、前記不織シートが、少なくとも99%の細菌濾過効率、少なくとも827kPa(120重量ポンド/平方インチ)ゲージの破裂強度、および少なくとも275gの平均内部引裂抵抗を有する、請求項27または28に記載の方法。
【請求項30】
前記滅菌ガスが、乾熱、蒸気、および/またはエチレンオキシドを含む、請求項26〜29のいずれか一項に記載の方法。
【請求項31】
請求項1〜20のいずれか一項に記載の不織シートの製造方法であって、
a.材料をハイドロパルパーに加えるステップであって、前記材料が、
(1)水、
(2)前記第1の非セルロース系ポリマー繊維、および
(3)前記第2の非セルロース系ポリマー繊維
を含むステップと、
b.前記ハイドロパルパーに加えた前記材料を撹拌して完成紙料を形成するステップと、
c.前記完成紙料を前記ハイドロパルパーから保持手段に送出するステップと、
d.前記完成紙料を前記保持手段から形成セクションに送出してウェブを形成するステップと、
e.前記ウェブを前記形成セクション上で脱水するステップと、
f.前記ウェブをクーチングして、前記ウェブをプレスセクションに送出するステップと、
g.前記ウェブをプレスするステップと、
h.前記ウェブを乾燥セクションに送出するステップと、
i.前記ウェブを乾燥させるステップと、
の連続するステップを含む、方法。
【請求項32】
前記ハイドロパルパーに加えられる前記材料が、前記第3の非セルロース系ポリマー繊維および/または前記セルロース系材料をさらに含む、請求項31に記載の方法。
【請求項33】
前記第1の非セルロース系ポリマー繊維、前記第2の非セルロース系ポリマー繊維、場合により前記第3の非セルロース系ポリマー繊維、および/または場合により前記セルロース系材料が、前記ハイドロパルパーに同時に加えられ撹拌されて前記完成紙料が形成され、前記完成紙料が、機械室を含む保持手段に送出されるか、あるいは、
前記第1の非セルロース系ポリマー繊維、前記第2の非セルロース系ポリマー繊維、および場合により前記第3の非セルロース系ポリマー繊維が、前記ハイドロパルパーに加えられ撹拌されて第1の完成紙料が形成され、前記第1の完成紙料が、機械室への送出を行うブレンド室を含む保持手段に送出され、場合により前記セルロース系材料が、前記ハイドロパルパーに加えられ撹拌されて第2の完成紙料が形成され、前記第2の完成紙料がリファイナーに送出され、リファイニングされて、前記機械室への送出を行う前記ブレンド室を含む前記保持手段に送出され、前記第1の完成紙料および前記第2の完成紙料が、前記ブレンド室中でブレンドされて、前記機械室に送出された後、前記形成セクションに送出されるか、あるいは、
前記第1の非セルロース系ポリマー繊維および前記第2の非セルロース系ポリマー繊維が、前記ハイドロパルパーに同時に加えられ撹拌されて前記完成紙料が形成され、前記完成紙料が、機械室を含む保持手段に送出されるか、あるいは、
前記第1の非セルロース系ポリマー繊維および前記第2の非セルロース系ポリマー繊維が、前記ハイドロパルパーに連続して加えられ、それによって第1の完成紙料および第2の完成紙料が形成され、前記保持手段が、前記第1の完成紙料を含む第1の機械室と、前記第2の完成紙料を含む第2の機械室とを含む、請求項31または32に記載の方法。
【請求項34】
前記ウェブが、1つ以上のヘッドボックス、1つ以上のスライス、または1つ以上のシリンダーを介して形成される、請求項31〜33のいずれか一項に記載の方法。
【請求項35】
前記形成セクションが、長網抄紙機、シリンダー、ロトフォーマー、または傾斜ワイヤフォーマーを含む、請求項31〜34のいずれか一項に記載の方法。
【請求項36】
前記スクリム材料が、前記形成セクション中および/または前記プレスセクション中に加えられる、請求項31〜35のいずれか一項に記載の方法。
【請求項37】
前記プレスセクションに送出された前記クーチングされたウェブが、少なくとも100g/30mmの湿式引張強度を有する、請求項31〜36のいずれか一項に記載の方法。
【請求項38】
前記結合剤を前記ハイドロパルパーに加えるステップ、および/または、前記完成紙料が前記形成セクションに送出される前に前記結合剤を前記完成紙料に加えるステップ、および/または前記乾燥セクション中で含浸機に前記結合剤を加えるステップをさらに含む、請求項31〜37のいずれか一項に記載の方法。
【請求項39】
前記プレスセクション中および/または前記乾燥セクション中の圧力上昇を使用することによって前記ウェブの予備緻密化を行うステップをさらに含む、請求項31〜38のいずれか一項に記載の方法。
【請求項40】
前記上昇した圧力が、17.5N/線mm(100重量ポンド/線インチ)〜263N/線mm(1500重量ポンド/線インチ)である、請求項39に記載の方法。
【請求項41】
前記乾燥セクション中の含浸機で、前記ウェブにヒートシール可能な材料および/または感圧接着材料をコーティングするステップをさらに含む、請求項31〜40のいずれか一項に記載の方法。
【請求項42】
前記ウェブの乾燥後に前記ウェブをカレンダー加工するステップをさらに含む、請求項31〜41のいずれか一項に記載の方法。
【請求項43】
カレンダー加工が、65℃〜205℃のロール温度、および17.5N/線インチ(100重量ポンド/線インチ)〜263N/線インチ(1500重量ポンド/線インチ)のロール圧力で行われる、請求項42に記載の方法。
【請求項44】
カレンダー加工によって、スクリム材料が前記ウェブに接着される、請求項42または43に記載の方法。
【請求項45】
請求項31〜44のいずれか一項に記載の方法によって得ることができる、請求項1〜20のいずれか一項に記載の不織シート。
【図1】

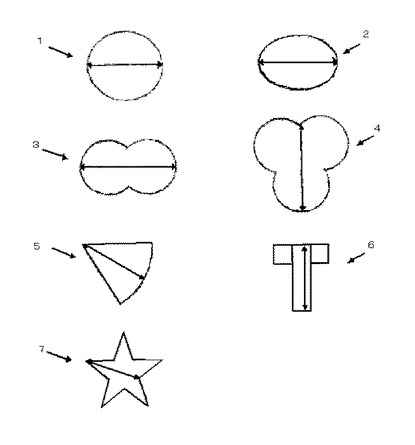
【図2】
【図3】
【図4】
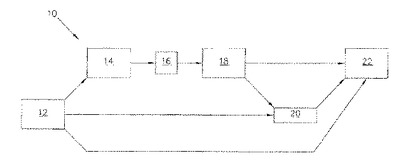
【図5】
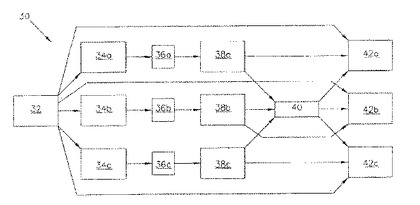
【図6】
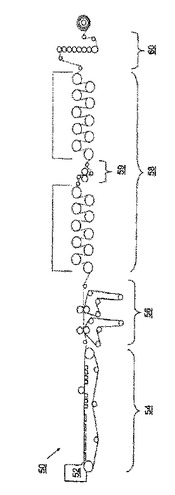
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2010−255173(P2010−255173A)
【公開日】平成22年11月11日(2010.11.11)
【国際特許分類】
【外国語出願】
【出願番号】特願2010−98821(P2010−98821)
【出願日】平成22年4月22日(2010.4.22)
【出願人】(505352367)ビーミス カンパニー インコーポレイテッド (5)
【Fターム(参考)】
【公開日】平成22年11月11日(2010.11.11)
【国際特許分類】
【出願番号】特願2010−98821(P2010−98821)
【出願日】平成22年4月22日(2010.4.22)
【出願人】(505352367)ビーミス カンパニー インコーポレイテッド (5)
【Fターム(参考)】
[ Back to top ]