
マイクロファイバースプリットフィルムのフィルターフェルトおよびこの製造方法
分割およびフィブリル化して網目構造を形成し、続いて絡み合わせることによってフルオロポリマーフィルムから形成された不織フェルト。

【発明の詳細な説明】
【技術分野】
【0001】
関連出願の相互参照
本出願は、2008年1月6日に出願された米国本出願第11/969,904号明細書の利益および優先権、ならびに2007年1月9日に出願された米国仮出願第60/884,078号明細書の利益を主張し、これら両方はこれらの記載内容全体が参照により本明細書に組み入れられる。
連邦支援の研究または開発に関する言及
該当なし。
添付物に関する言及
該当なし。
【0002】
本明細書において開示され教示される本発明は、一般にフェルトに関し、より特に高温ガス用濾材として使用されるフェルトに関する。
【背景技術】
【0003】
合成繊維フェルトの製造技術は当分野において周知である。フェルト(即ち凝集、ならびに繊維間の絡み合いによる力および付随する摩擦力によって得られる、不織で境界のない繊維構造)は、古い形態の織布の1つである。フェルト材料は、一般に工業用途で使用されている。これらは良好な寸法安定性を有し、用途によって要求される機械的、化学的および熱的要求に耐えるようにするために多種多様な天然繊維または合成繊維を使用して製造することができる。
【0004】
Dupontの商標のTEFLON(登録商標)で呼ばれることが多いポリテトラフルオロエチレン(PTFE)から繊維およびヤーンを製造するために、最近の20年間で多数の技術が開発されている。PTFEは、すべての水素がフッ素で置換されているパーフルオロポリマーであり、それによって非常に不活性な材料となるために、広範囲の有用な性質を有する。
【0005】
濾材、支持布(bearing cloth)、レーダーの被覆などの高温抵抗性、耐薬品性および耐候性の品目のためのPTFEの繊維およびヤーンの使用が記載されている特許は多数存在する。
【0006】
濾過材料などの工業材料として、例えばPTFEは、多くの従来の金属およびポリマー材料が通常は劣化する過酷な化学環境において優れた有用性を示している。発泡PTFE(ePTFE)膜濾過媒体が従来のフィルターエレメント上の表面積層体として含まれた場合に、粒子濾過の当分野における顕著な発展が得られた。PTFE繊維を使用して作製されたフェルトは、優れた耐薬品性および耐熱性、並びに望ましい機械的性質、特に低摩擦係数を有した。使用される材料の種類の選択は、典型的には、フィルターエレメントが接触する流体流、システムの運転条件、および濾過される粒子の種類に基づいて行われる。
【0007】
多くの濾過用途では、好ましい濾過媒体は、微孔膜(例えば発泡PTFEフィルム)に積層されたフェルト(例えばPTFE、発泡PTFE、ポリプロピレン、ガラス繊維など)の複合材料を含む。この種類の好適な材料は、W.L.Gore and Associatesより商標GORE−TEX(登録商標)膜筒状フィルタースリーブ(membrane tubular filter sleeve)として市販されている。
【0008】
Lauterbachに譲渡されたU.S.Patent No.2,893,105およびU.S.Patent No.2,910,763は、不織フェルト状製品中への繊維の形成に関する。これらのフェルト製品は、ニードルパンチ法によってPTFEならびに他の合成または天然のステープルファイバーから製造されている。
【0009】
このLauterbachの特許には、不織フェルト状製品中への合成フィラメント状材料の形成が開示されている。これは、少なくとも大部分が収縮性で合成組成物の材料であるフィラメント状材料を、複数の重なり合った実質的に水平で平行の層として目の粗いバット(batt)中に形成する段階であって、フィラメント状材料は各層と本質的に同一平面上にある段階、各層のフィラメント状材料の一部を互いに実質的に平行となり、バット(batt)全体に分布され不規則な間隔で少なくとも1つの隣接層に入るように強制的に配向させる段階、および続いて、繊維を融着させることなく収縮性成分を収縮させるのに有効な処理に曝露することによってバットを圧密化させる段階によって行われる。
【0010】
U.S.Patent No.2,933,154は、浮遊粒子を気体媒体から濾過する方法に関する。このフェルト材料は、ステープルファイバーを使用してニードルパンチ法によって得られる。モノフィラメント、およびモノフィラメントとステープルファイバーとの組み合わせを使用することもできる。
【0011】
U.S.Patent No.4,361,619およびU.S.Patent No.4,840,838には、ガス濾過用フェルトの製造に好適なPTFEおよびガラスステープルファイバーの混合物のフィルターが開示されている。この複合フェルトは、カードウェブを製造し、これをクロスラップしてバットを形成した後、縫い合わせてフェルトを形成することによって縫合不織バットで構成される。クロスラップされたバットを、織成されたPTFEの支持スクリムに縫い付けて、フェルトまたはフェルト状スクリムを作製することもできる。U.S.Patent No.6,468,930およびU.S.Patent No.6,151,763にも、ガラス繊維およびPTFEのステープルファイバーから製造されたフェルトが記載されている。
【0012】
SassaのU.S.Patent No.4,983,434には、発泡多孔質PTFE膜がPTFEフェルトと層状に組み合わせて使用され、このフェルトがスクリム織物で補強されることが開示されている。この結果得られる積層体は、フィルターバッグ組立体(流体流からの固体の濾過に使用されるフィルター)に有用である。使用される多孔質膜は、多数の異なる公知の方法によって製造されるが、好ましくはU.S.Patent No.4,187,390、U.S.Patent No.4,110,392およびU.S.Patent No.3,953,566に記載されるようにPTFEを発泡させて発泡多孔質PTFEを得ることによって製造される。上記フェルトは、LauterbachのU.S.Patent No.2,893,105に一般的に記載されるPTFEステープルファイバーのニードルパンチによって製造され、本明細書で使用されるフェルトはニードルパンチフェルトと呼ばれる場合もある。スクリム織物要素は、あらゆるPTFEから製造することができるが、好ましくは発泡多孔質PTFEである。ニードルパンチ手順は、目の粗いウェブをニードルパンチフェルトに変化させ、およびスクリムおよびステープルファイバーの接触が単一の凝集材料を形成するのに十分密接となる。フッ素化エチレンプロピレン(FEP)コポリマーなどのポリマー接着剤がフェルト上にコーティングされ、ePTFE膜材料の層が、FEPを含有する側に積層される。
【0013】
SassaらのU.S.Patent No.5,620,669には、流体流からのNOxなどの汚染物質の除去に使用するための触媒フィルター材料が開示されている。このフィルターには、触媒粒子が充填された発泡PTFEの複合繊維が使用される。複合テープが、回転するピン歯車上で加工されて、トウヤーンが形成される。ヤーンがピン歯車を通過すると、トウに沿った不規則な位置で互いに結合した細繊維の「蜘蛛の巣」が形成される。トウが形成された後、トウヤーンが短いステープルファイバーに切断される。これらの複合繊維は、ステープルファイバーに切断されて、これらはスクリム裏材料中にニードルパンチしてフェルトが形成される。次にこのフェルト材料が保護微孔膜を有する少なくとも1つの面上に積層される。
【0014】
U.S.Patent No.6,133,165には、ニードルブレードロールを使用して一軸延伸PTFEフィルムを延伸方向に分割することによって網目構造を有するスプリットヤーンを製造する方法、スプリットヤーンの網目構造を長手方向に切断することによる分岐を有するPTFEフィラメントの製造方法、およびさらにPTFEスプリットヤーンまたはPTFEフィラメントを所与の長さに切断した後で開繊することによる綿状PTFE材料の製造方法が記載されている。この方法の大きな特徴は、PTFEフィルムの一軸延伸物品を、ステープルファイバーに直接引き裂くことなく分割することである。このような網目構造を得るために、一軸延伸PTFEフィルムの供給速度およびニードルブレードロールの回転速度の関係、ならびにニードルブレードロールのニードルの配置および数を適切に選択する必要がある。
【0015】
DaikinのU.S.Patent No.6,156,681は、PTFEステープルファイバーのウェブを少なくともフェルトの少なくとも1つの表面上に配置し、次にウォータージェットニードリングおよびまたはニードルパンチによって交絡させることによってPTFEステープルファイバーおよびフェルトを形成する繊維を結合させることによる多層フェルトの製造方法に関する。好ましくは高速で回転するニードルブレードロールを使用して一軸延伸PTFEフィルムの引裂および開繊を行うことによってPTFEステープルファイバーが得られ、開繊直後にPTFEステープルファイバーを、結合させるフェルト上に蓄積させてウェブが形成される。
【先行技術文献】
【特許文献】
【0016】
【特許文献1】米国特許第2,893,105号明細書
【特許文献2】米国特許第2,910,763号明細書
【特許文献3】米国特許第2,933,154号明細書
【特許文献4】米国特許第4,361,619号明細書
【特許文献5】米国特許第4,840,838号明細書
【特許文献6】米国特許第6,468,930号明細書
【特許文献7】米国特許第6,151,763号明細書
【特許文献8】米国特許第4,983,434号明細書
【特許文献9】米国特許第4,187,390号明細書
【特許文献10】米国特許第4,110,392号明細書
【特許文献11】米国特許第3,953,566号明細書
【特許文献12】米国特許第5,620,669号明細書
【特許文献13】米国特許第6,133,165号明細書
【特許文献14】米国特許第6,156,681号明細書
【発明の概要】
【発明が解決しようとする課題】
【0017】
マイクロファイバーで形成された不織フェルトを濾過用途に使用することの利点が存在するが、ステープルファイバーが開繊、洗浄および配向されてウェブとなり、このウェブがクロスラップされてバットが形成されるカーディング方法においては、ネップ(もつれた繊維の小さな結び目)および繊維破断の量のため、細繊維およびマイクロファイバーをウェブに変換することが非常に困難である。本発明の目的は、一軸延伸フィルムを分割して、結合した細繊維およびマイクロファイバーを有する網目構造を形成することによって、フルオロポリマー材料のウェブを含むフェルトを得ることに依拠している。バット(クロスラップされた材料)は、分離した(ステープル)繊維でできているのではなく、ニードルブレードロールを使用して延伸方向に分割することによって処理された延伸フィルムからできており、そのため横方向に広げると、このフィルムは網状になる。本発明の別の目的は、小さな孔径、高表面積、および良好な分布を有するフェルトを製造することである。本発明の別の目的は破裂強度を改善することである。本発明のさらに別の目的は、高い濾過効率および少ない製造費用の集塵用フィルターフェルトを提供することである。
【0018】
本明細書において開示され教示される本発明は、分割およびフィブリル化して網目構造を形成し、続いて絡み合わせることでフルオロポリマーフィルムから形成される改善された不織フェルトに関する。
【課題を解決するための手段】
【0019】
本出願人らは、一軸延伸フィブリル化フィルムを長さ方向に分割して網目構造を形成し、切断することなくバットに成形した後に絡み合わせて得られるフルオロポリマーフィルム材料のウェブを含む不織材料を作り出した。
【0020】
本発明は、一軸延伸フィルムを分割して網目構造を形成し、これをニードルパンチまたは水流交絡によって絡み合わせることで得られるフルオロポリマー材料のウェブを含むフェルト状材料に関する。この新規な製品では、不連続で短いステープルファイバーではなく、細繊維およびマイクロファイバーが互いに結合しているスプリットフィルムが使用される。本発明のフェルトは、織成、編成、または多軸スクリム、またはフィラメントを使用して、横方向または長さ方向またはこれらの組み合わせで補強することができる。また、接着剤または他の方法によってフェルトに膜を積層することができる。布地中に含有される空気または空隙の体積と布地の全体積との比が、多孔度として定義される。個別の繊維の間に生じる小さな空間によって細孔が形成される。多孔度の量、大きさ及び分布は、濾過効率に影響を与える。フィルターの多孔度が増加すると、圧力低下は減少する。しかし細孔が大きくなると、より大きな粒子が通過するため、濾過効率が低下する。主要な目的がより小さな粒子を分離することである場合には、マイクロファイバーを含有する不織フェルトが必要であり、フェルトは、小さなサイズおよび良好な分布の細孔を有するべきである。
【0021】
孔径よりも小さい粒子の場合、別々の5つの機構が発生し得ることが周知である。(1)遮断−粒子が、粒子の半径より小さい距離の空間において繊維表面を通過しようとする場合、粒子は単に繊維と衝突するだけであり、停止または阻止され得る。(2)内部堆積−連続方程式のために、フィルターの空間を通過するときに流れの速度が増加する。流れによって重い粒子が運ばれる場合、粒子はこの慣性(質量X速度)のために流れの流線から外れる。このため、粒子は他の繊維によって捕らえられる場合がある。(3)ランダム拡散(ブラウン運動)−流れの中の粒子の不規則な振動および運動として説明することができるブラウン型運動のため、粒子はジグザグの経路に従い、そのため、フィルターの開口部をまっすぐ通過しようとするかわりに、繊維材料によって捕らえられる可能性が増加する。(4)重力−重力の影響下では、沈んでゆく粒子は、繊維に衝突して捕らえられることがある。(5)静電堆積−サブミクロン粒子は、機械的方法を組み合わせてさえも補足することは困難である。繊維の強い静電力が粒子を引き寄せることが周知である。そのため、繊維は、小または中程度の大きさの粒子を引き寄せる永久電荷を有することができる。帯電繊維によって濾過効率が増加する。
【0022】
本発明の改善の1つは、マイクロファイバー(1デニール未満の繊維)が存在することであり、このことはより微細な濾過を実現するために必要である。ニードルブレードロールを使用したフィルムの分割中、多くのマイクロファイバーが形成され、網目構造に固定されたままとなる。これらのマイクロファイバーによって、全体的な利用可能な繊維表面積および静電荷が増加し、フェルトの多孔度は減少し、その結果として集塵効率が改善される。従来のカーディング方法では、繊維の開繊が不十分であるとウェブの品質が低下しネップ数および繊維の破壊が増加するため、細繊維およびマイクロファイバーをウェブに変換することが非常に困難である。カード機は、ワイヤで覆われた一連のローラーに通すことで繊維を機械的に加工するよう設計されており、その目的は、繊維の開繊およびコーミングを行ってウェブを形成することである。カーディング法によってダスト(特に天然繊維の加工の場合)、短い繊維およびネップが除去されるが、ネップの一部のみが実際には除去され、大部分は開かれる。残念ながら、濾過用途に魅力的となるマイクロファイバーの性質は、加工が困難になる原因でもある。小さな直径のために繊維の可撓性が増加し、カーディング法の最中のネップの形成および繊維の破壊可能性が高くなる。本発明におけるマイクロファイバーは、機械方向にクロスラップまたは配列されたスプリットフィルムの一部であり、ニードルパンチまたは水流交絡のいずれかによって絡み合いを生じさせることができる。本発明のバットは、カードまたは他の従来のシステムによって形成されるのではなく、結合した細繊維およびマイクロファイバーを有するスプリットフィルムによって形成される。スプリットフィルムは、バットの形成前に横方向に沿って延伸することができ、続いて、1つのスプリットフィルムのクロスラップによって、または数枚のフィルムを平行に重ね合わせることによって、または上記の組み合わせによって、スプリットフィルムの数層からバットが形成される。
【0023】
本発明の別の改善は、破裂強度の顕著な増加であり、これはニードルパンチ法の間に破壊されなかった平行なフィラメントによって得ることができる。これらの連続フィラメントは、補強材として機能することができ、その結果、以前のフェルトと比較した場合、材料の強度および安定性を改善することができる。フェルト面に対して垂直に圧力による力を加えると、フェルト面に対して垂直な二軸張力を発生させることができる。圧力の結果として生じる弾性率および張力は、加圧下のフェルトの全体的な伸びおよび形状に影響を与え得る。空気がフェルトを通過するとき、この圧力によってフェルトが伸張され得る。フェルトの強度が不十分であると、開放領域が形成されることがあり、カバーファクターが減少することがあり、それによって多孔度および透過性が増加し得る。さらに、PTFE繊維は粘弾性であり、荷重下でクリープが生じることがある。連続的に力が加わるために、フェルトの通気性が増加することがある。従って、フェルトの形状の崩れ、変形、開放、または過剰量のガスが通過する程度までの開放が起こって、および有効なフィルターではなくなることがないように、フェルトの弾性率が十分高いことが重要である。
【0024】
本発明の別の利点は、より軽量のスクリムを使用して製造できることであり、それによってフェルト全体の重量が減少し、濾過効率が増加する。本発明の他の改善は、費用が削減されること、および他の従来方法と比較した場合製造方法が簡略化されることである。
【図面の簡単な説明】
【0025】
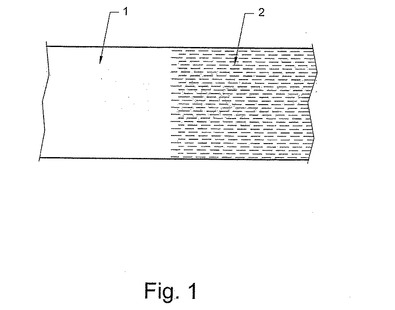
【図1】分割前および後のスプリットフィルムの概略図である。
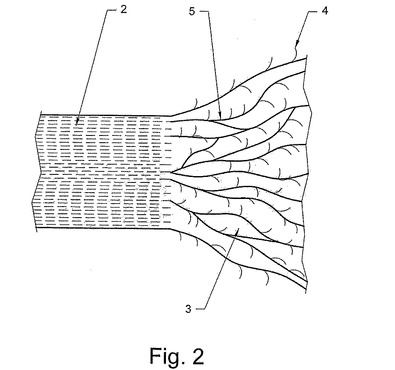
【図2】結合した細繊維およびマイクロファイバーを有する、横方向に延伸されたスプリットフィルムの概略図である。
【図3】フィルムを分割するフィブリル化システムの概略図である。
【図4】スプリットフィルムを横方向に延伸する湾曲棒の概略図である。
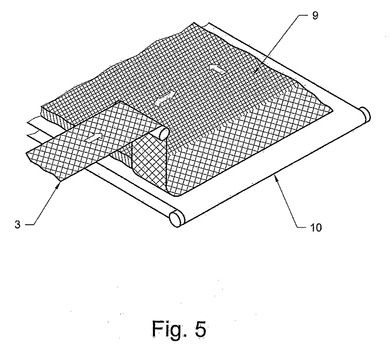
【図5】本発明のコンベヤベルトの横方向にスプリットフィルムを送出するクロスラッパーの概略図である。
【図6】本発明のコンベヤベルトの長さ方向に直接スプリットフィルムを送出する機構の概略図である。
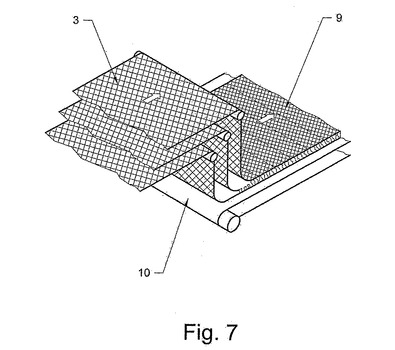
【図7】本発明のコンベヤベルトの長さ方向に直接数枚のスプリットフィルムの組み合わせを送出する機構の概略図である。
【発明を実施するための形態】
【0026】
前述の図面、ならびに以下の具体的な構造および機能について記載された説明は、本出願人らが発明した範囲、または添付の特許請求の範囲を限定するために提供されるものではない。むしろ、図面および記載の説明は、特許権保護が要求される本発明を作製および使用するためのあらゆる当業者への教示のために提供される。明確さおよび理解のために、本発明の商業的実施形態のすべての特徴が記載されたり示されたりしているわけではないことが当業者には理解される。本発明の態様が組み入れられた実際の商業的実施形態の開発は、この商業的実施形態の開発者の最終目的を達成するために多数の実施に固有の判断が必要であることも、当業者には理解される。このような実施に固有の判断としては、特定の実施、位置および時間によって変動し得るシステム関連、ビジネス関連、政府関連、およびその他の制約の遵守が挙げられるが、これらに限定されるものではないと考えられる。開発者の取り組みは、絶対的な意味で複雑で時間を消費することがあるが、にもかかわらずこのような取り組みは、本開示の利益を有する当業者が着手する一経路となる。本明細書において開示され教示される本発明は、多数の種々の修正および変形が可能であることを理解すべきである。最後に、限定するものではないが「1つの」などの単数形の使用は、項目の数を限定することを意図するものではない。また、限定するものではないが「上部」、「底部」、「左」、「右」、「上方」、「下方」、「下降」、「上昇」、「側面」などの関係を示す用語の使用は、図面を具体的に参照する場合に明確にするために記載の説明で使用されており、本発明の範囲および添付の特許請求の範囲を限定することを意図するものではない。
【0027】
本発明は、一軸延伸フィルムを分割して網目構造を形成し、これをニードルパンチまたは水流交絡によって絡み合わせて得られるフルオロポリマー材料のウェブを含む不織フェルト状材料である。発泡PTFEテープは以下の方法で形成される。それぞれの17%から29%の潤滑剤および83%から71%のPTFEの比率で微粉末PTFE樹脂を液体潤滑剤と、配合材料が形成されるまで混合する。この混合物中に、フィラー、顔料、または他の有機または無機成分などの他の構成要素を加えることもできる。引き続く段階において、上記配合材料を予備形成機中で加圧してビレットを形成する。次にこのビレットを押出機に供給し、材料をダイに送り込んで、凝集性押出物を形成する。この方法によって、PTFE粒子をフィブリルに配列することができる。約10:1から1000:1の縮小比を使用することができ、ほとんどの用途では25:1から200:1の縮小率が好ましい。次に得られた押出物は、カレンダーロールに通されて、55から1500μmの間の範囲の厚さのテープが形成される。次にカレンダー加工により得られたテープは、乾燥オーブンに通すことで液体潤滑剤が除去される。このテープは、少なくとも1方向に元の長さの約1.1から200倍に延伸され、約2から160倍が好ましい。この延伸は、100から450℃の間の温度において2ユニットの引張ローラーの間のテンションローラーに乾燥テープを通すことによって行われる。延伸は、オーブン、熱風、蒸気、または高沸点液体で加熱された板、または加熱円柱であってよい加熱要素による加熱下で、1つ、2つ以上の段階で行うことができる。一軸延伸フィルムの厚さは1から100μm、好ましくは5から40μmである。延伸後、得られた薄いフィルムは巻き取り機で巻き取ることができる。
【0028】
図1および2に見ることができるように、PTFEフィルム1は、1つ以上のニードルブレードロールによってこの長さに沿って機械的に分割され、それによって繊維の網目3が形成され、このような繊維は不規則な位置で互いに結合している。図2に示されるように、スプリットフィルム2は、多くのマイクロファイバー4がぶらさがった繊維5を有する。フィブリル化システムは、フィルムをはさむ2組のシリンダーの間に配置された1つ以上のニードルブレードロールからなる。1つのロールフィブリル化システムの典型的な配置の1つを図3に示す。ニップシリンダー7の速度は、1から200m/分の間であり、ニードルブレードロール6の速度は2から10000m/分の間である。
【0029】
続いて、従来技術ではフィブリル化PTFEフィルムを所与の長さに切断することで短いステープルファイバーが形成され、これらは続いてカーディングされ、クロスラップまたは他の方法によってバットに形成されるが、本発明では、不連続繊維に切断することなく、スプリットフィルムを使用してバットが形成される。
【0030】
フィルムは、元の幅の1.1から最大10倍の比で横方向に延伸され、これによってこの外観は漁網または蜘蛛の巣に類似し(図4);この段階は湾曲棒8を使用して行うことができ、これによってウェブが横方向に徐々に開かれて単位面積当たりの重量を減らし、その結果、最終バット重量に到達するのに必要な層の数が増加し;多層フィルムの形成によって不織材料の均一性も改善される。湾曲棒の代わりに、スクリューを有するシリンダー、またはウェブを徐々に開く他のあらゆる好適な方法を使用することもできる。次に数層の網状フィルムは1つに重ね合わされてバットが形成される。これは、図5に示されるように横方向に配置されるように1つ以上のフィルムをコンベヤベルト上にクロスラップすることによって、または1つのスプリットフィルム(図6)によって、または図7に示されるようにコンベヤベルト10上に長さ方向に直接数枚のフィルム9を重ね合わせることによって行うことができる。重ね合わされる層数は、最終不織材料中の所望の厚さおよび重量が得られる層数である。
【0031】
次に、バットをスクリム裏材料中にニードルパンチして不織材料が形成される。スクリムの代わりに、横方向または長さ方向の一軸性のフィラメント、または編成された多軸性のスクリム、または一部のこれらの組み合わせを使用することができる。補強材料は好ましくはPTFEであるが、FEP、ポリオキシメチレン(PFA)、エチレンテトラフルオロエチレン(ETFE)、コポリマー、ポリエステル(PES)、ポリビニルアルコール(PVA)、ガラス繊維、炭素繊維、または他の種類の繊維などの他のものを使用することもできる。スクリムの他方の面上に第2のバットを形成して、再びニードルパンチすることもできる。フェルトは、ニードルパンチまたは水のジェットによる交絡(水流交絡)を数回行って、スプリットフィルムをスクリムに十分連結するようにすべきである。次に、この製品のヒートセットを行いながら、数分間横方向を拘束することで、熱安定性を改善することができる。好ましい実施形態においては、最終不織布は好ましくは約50から3000g/m2の重量を有する。また、接着剤によってフェルトとともに発泡PTFE膜を積層することができる。好ましい実施形態においては、本発明のフェルトは、626g/m2の重量、1.1mmの厚さ、510ポンド/インチ2の破裂強度および26cfm/ft2の通気性を示す。
【実施例1】
【0032】
本発明のフェルトの一実施形態を以下の方法で製造した。微粉末PTFE樹脂を液体潤滑剤、押出助剤、それぞれ潤滑剤22%およびPTFE78%の範囲の比率で混合した。引き続く段階で、材料を圧縮してビレットを形成し、ラム型押出機中で押出成形して、押出プレフォームを得た。
【0033】
続いて、上記押出プレフォームをカレンダーローラーに通して100μmの厚さのテープを形成し、次に220℃の温度のオーブンにテープを通すことによって、液体潤滑剤を揮発させて除去した。延伸比6:1および温度350℃で運転されるテンションローラーに乾燥テープを通すことによって、乾燥テープを、この元の長さの6倍まで長手方向に一軸延伸した。厚さ33μmおよび密度2.0g/cm3の薄いフィルムが形成された。次の段階で、ニードルブレードロールによってフィルムを分割して網を形成した。この網を湾曲棒上に通して横方向にさらに延伸して元の幅を増加させ、次にクロスラッパーによってコンベヤベルト上に配置して、PTFEスクリム織物上に網状構造のバットを形成した。この材料をニードルパンチによって加工すると重量390g/m2のフェルトが得られ、これをロール上に巻き取った。次にフェルトを裏返し、再びニードリング機に通した。網状構造の別のバットをフェルトの裏面上に配置し、ニードルパンチによって再び交絡させた。最終ニードルパンチフェルトは45cfm/ft2の通気性および620g/m2の重量を示した。
【0034】
上記フェルト上にフルオロカーボン系界面活性剤をコーティングし、オーバー(over)中で熱硬化させた。次にこの材料を、220℃に加熱した1組の平滑なカレンダーロル(calendar rol)に通すことによって緻密化した。ロールの間の間隙は最終厚さが1mmになるように調整した。完成した積層体は、626g/m2の重量、厚さ1.1mm、通気性26cfm/ft2および破裂強度510ポンド/インチ2を有した。
【実施例2】
【0035】
異なるテープを使用したことを除けば実施例1と同様の方法で本発明のフェルトの一実施形態を製造した。実施例2で使用したテープは1.1g/cm3の密度を有した。実施例1と同じ押出物を、カレンダー(calendar)ローラーに通して厚さ1000μmのテープを形成し、次に220℃の温度のオーブンにテープを通すことによって、液体潤滑剤を揮発させて除去した。乾燥テープを、この元の長さの150倍まで長手方向に一軸延伸して、厚さ32μmおよび密度1.1g/cm3の薄いフィルムを形成した。次の段階で、ニードルブレードロールによってフィルムを分割して網を形成した。この網を湾曲棒上に通すことによって元の幅の10倍まで横方向にさらに延伸し、次にクロスラッパーによってコンベヤベルト上に配置して、PTFEスクリム織物上に網状構造のバットを形成した。この材料をニードルパンチすることで加工すると重量385g/m2のフェルトが得られ、これをロール上に巻き取った。次にフェルトを裏返し、再びニードリング機に通した。網状構造の別のバットをフェルトの裏面上に配置し、ニードルパンチによって再び交絡させた。最終ニードルパンチフェルトは40cfm/ft2の通気性および635g/m2の重量を示した。
【0036】
上記フェルト上にフルオロカーボン系界面活性剤をコーティングし、オーブン中で熱硬化させた。次にこの材料を、220℃に加熱した1組の平滑なカレンダーロールに通すことによって緻密化した。ロールの間の間隙は最終厚さが1.0mmになるように調整した。完成した積層体は、639g/m2の重量、21cfm/ft2の通気性および580ポンド/インチ2の破裂強度を有した。
【0037】
前述の本発明の1つ以上の態様を利用する他のさらなる実施形態を、本出願人らの発明の意図から逸脱することなく考案することができる。さらに、本発明の種々の方法および実施形態を互いに組み合わせて含むことで、開示される方法および実施形態の変形を作り出すことができる。単数形の要素の記述は複数の要素を含むこともでき、逆の場合も同様である。
【0038】
特に限定されている場合を除けば、段階の順序は様々な順番で行うことができる。本明細書に記載される種々の段階は、前述の段階が挿入された他の段階と組み合わせることができ、および/または複数の段階に分割することができる。同様に、要素は、機能的に説明されており、独立した構成要素として具体化することができ、または組み合わせることで複数の機能を有する構成要素にすることもできる。
【0039】
本発明を好ましい実施形態およびその他の実施形態と関連させて説明してきたが、本発明のすべての実施形態を説明したわけではない。前述の実施形態の明らかな修正および変更は当業者には明らかである。開示された実施形態および開示されていない実施形態は、本出願人らによって考え出された本発明の範囲または適用範囲を限定または制限することを意図したものではなく、特許法に準拠したものである。本出願人らは、本発明の範囲内または以下の特許請求の範囲の同等物の範囲内となるすべてのこのような修正および改善が完全に保護されることを意図している。
【技術分野】
【0001】
関連出願の相互参照
本出願は、2008年1月6日に出願された米国本出願第11/969,904号明細書の利益および優先権、ならびに2007年1月9日に出願された米国仮出願第60/884,078号明細書の利益を主張し、これら両方はこれらの記載内容全体が参照により本明細書に組み入れられる。
連邦支援の研究または開発に関する言及
該当なし。
添付物に関する言及
該当なし。
【0002】
本明細書において開示され教示される本発明は、一般にフェルトに関し、より特に高温ガス用濾材として使用されるフェルトに関する。
【背景技術】
【0003】
合成繊維フェルトの製造技術は当分野において周知である。フェルト(即ち凝集、ならびに繊維間の絡み合いによる力および付随する摩擦力によって得られる、不織で境界のない繊維構造)は、古い形態の織布の1つである。フェルト材料は、一般に工業用途で使用されている。これらは良好な寸法安定性を有し、用途によって要求される機械的、化学的および熱的要求に耐えるようにするために多種多様な天然繊維または合成繊維を使用して製造することができる。
【0004】
Dupontの商標のTEFLON(登録商標)で呼ばれることが多いポリテトラフルオロエチレン(PTFE)から繊維およびヤーンを製造するために、最近の20年間で多数の技術が開発されている。PTFEは、すべての水素がフッ素で置換されているパーフルオロポリマーであり、それによって非常に不活性な材料となるために、広範囲の有用な性質を有する。
【0005】
濾材、支持布(bearing cloth)、レーダーの被覆などの高温抵抗性、耐薬品性および耐候性の品目のためのPTFEの繊維およびヤーンの使用が記載されている特許は多数存在する。
【0006】
濾過材料などの工業材料として、例えばPTFEは、多くの従来の金属およびポリマー材料が通常は劣化する過酷な化学環境において優れた有用性を示している。発泡PTFE(ePTFE)膜濾過媒体が従来のフィルターエレメント上の表面積層体として含まれた場合に、粒子濾過の当分野における顕著な発展が得られた。PTFE繊維を使用して作製されたフェルトは、優れた耐薬品性および耐熱性、並びに望ましい機械的性質、特に低摩擦係数を有した。使用される材料の種類の選択は、典型的には、フィルターエレメントが接触する流体流、システムの運転条件、および濾過される粒子の種類に基づいて行われる。
【0007】
多くの濾過用途では、好ましい濾過媒体は、微孔膜(例えば発泡PTFEフィルム)に積層されたフェルト(例えばPTFE、発泡PTFE、ポリプロピレン、ガラス繊維など)の複合材料を含む。この種類の好適な材料は、W.L.Gore and Associatesより商標GORE−TEX(登録商標)膜筒状フィルタースリーブ(membrane tubular filter sleeve)として市販されている。
【0008】
Lauterbachに譲渡されたU.S.Patent No.2,893,105およびU.S.Patent No.2,910,763は、不織フェルト状製品中への繊維の形成に関する。これらのフェルト製品は、ニードルパンチ法によってPTFEならびに他の合成または天然のステープルファイバーから製造されている。
【0009】
このLauterbachの特許には、不織フェルト状製品中への合成フィラメント状材料の形成が開示されている。これは、少なくとも大部分が収縮性で合成組成物の材料であるフィラメント状材料を、複数の重なり合った実質的に水平で平行の層として目の粗いバット(batt)中に形成する段階であって、フィラメント状材料は各層と本質的に同一平面上にある段階、各層のフィラメント状材料の一部を互いに実質的に平行となり、バット(batt)全体に分布され不規則な間隔で少なくとも1つの隣接層に入るように強制的に配向させる段階、および続いて、繊維を融着させることなく収縮性成分を収縮させるのに有効な処理に曝露することによってバットを圧密化させる段階によって行われる。
【0010】
U.S.Patent No.2,933,154は、浮遊粒子を気体媒体から濾過する方法に関する。このフェルト材料は、ステープルファイバーを使用してニードルパンチ法によって得られる。モノフィラメント、およびモノフィラメントとステープルファイバーとの組み合わせを使用することもできる。
【0011】
U.S.Patent No.4,361,619およびU.S.Patent No.4,840,838には、ガス濾過用フェルトの製造に好適なPTFEおよびガラスステープルファイバーの混合物のフィルターが開示されている。この複合フェルトは、カードウェブを製造し、これをクロスラップしてバットを形成した後、縫い合わせてフェルトを形成することによって縫合不織バットで構成される。クロスラップされたバットを、織成されたPTFEの支持スクリムに縫い付けて、フェルトまたはフェルト状スクリムを作製することもできる。U.S.Patent No.6,468,930およびU.S.Patent No.6,151,763にも、ガラス繊維およびPTFEのステープルファイバーから製造されたフェルトが記載されている。
【0012】
SassaのU.S.Patent No.4,983,434には、発泡多孔質PTFE膜がPTFEフェルトと層状に組み合わせて使用され、このフェルトがスクリム織物で補強されることが開示されている。この結果得られる積層体は、フィルターバッグ組立体(流体流からの固体の濾過に使用されるフィルター)に有用である。使用される多孔質膜は、多数の異なる公知の方法によって製造されるが、好ましくはU.S.Patent No.4,187,390、U.S.Patent No.4,110,392およびU.S.Patent No.3,953,566に記載されるようにPTFEを発泡させて発泡多孔質PTFEを得ることによって製造される。上記フェルトは、LauterbachのU.S.Patent No.2,893,105に一般的に記載されるPTFEステープルファイバーのニードルパンチによって製造され、本明細書で使用されるフェルトはニードルパンチフェルトと呼ばれる場合もある。スクリム織物要素は、あらゆるPTFEから製造することができるが、好ましくは発泡多孔質PTFEである。ニードルパンチ手順は、目の粗いウェブをニードルパンチフェルトに変化させ、およびスクリムおよびステープルファイバーの接触が単一の凝集材料を形成するのに十分密接となる。フッ素化エチレンプロピレン(FEP)コポリマーなどのポリマー接着剤がフェルト上にコーティングされ、ePTFE膜材料の層が、FEPを含有する側に積層される。
【0013】
SassaらのU.S.Patent No.5,620,669には、流体流からのNOxなどの汚染物質の除去に使用するための触媒フィルター材料が開示されている。このフィルターには、触媒粒子が充填された発泡PTFEの複合繊維が使用される。複合テープが、回転するピン歯車上で加工されて、トウヤーンが形成される。ヤーンがピン歯車を通過すると、トウに沿った不規則な位置で互いに結合した細繊維の「蜘蛛の巣」が形成される。トウが形成された後、トウヤーンが短いステープルファイバーに切断される。これらの複合繊維は、ステープルファイバーに切断されて、これらはスクリム裏材料中にニードルパンチしてフェルトが形成される。次にこのフェルト材料が保護微孔膜を有する少なくとも1つの面上に積層される。
【0014】
U.S.Patent No.6,133,165には、ニードルブレードロールを使用して一軸延伸PTFEフィルムを延伸方向に分割することによって網目構造を有するスプリットヤーンを製造する方法、スプリットヤーンの網目構造を長手方向に切断することによる分岐を有するPTFEフィラメントの製造方法、およびさらにPTFEスプリットヤーンまたはPTFEフィラメントを所与の長さに切断した後で開繊することによる綿状PTFE材料の製造方法が記載されている。この方法の大きな特徴は、PTFEフィルムの一軸延伸物品を、ステープルファイバーに直接引き裂くことなく分割することである。このような網目構造を得るために、一軸延伸PTFEフィルムの供給速度およびニードルブレードロールの回転速度の関係、ならびにニードルブレードロールのニードルの配置および数を適切に選択する必要がある。
【0015】
DaikinのU.S.Patent No.6,156,681は、PTFEステープルファイバーのウェブを少なくともフェルトの少なくとも1つの表面上に配置し、次にウォータージェットニードリングおよびまたはニードルパンチによって交絡させることによってPTFEステープルファイバーおよびフェルトを形成する繊維を結合させることによる多層フェルトの製造方法に関する。好ましくは高速で回転するニードルブレードロールを使用して一軸延伸PTFEフィルムの引裂および開繊を行うことによってPTFEステープルファイバーが得られ、開繊直後にPTFEステープルファイバーを、結合させるフェルト上に蓄積させてウェブが形成される。
【先行技術文献】
【特許文献】
【0016】
【特許文献1】米国特許第2,893,105号明細書
【特許文献2】米国特許第2,910,763号明細書
【特許文献3】米国特許第2,933,154号明細書
【特許文献4】米国特許第4,361,619号明細書
【特許文献5】米国特許第4,840,838号明細書
【特許文献6】米国特許第6,468,930号明細書
【特許文献7】米国特許第6,151,763号明細書
【特許文献8】米国特許第4,983,434号明細書
【特許文献9】米国特許第4,187,390号明細書
【特許文献10】米国特許第4,110,392号明細書
【特許文献11】米国特許第3,953,566号明細書
【特許文献12】米国特許第5,620,669号明細書
【特許文献13】米国特許第6,133,165号明細書
【特許文献14】米国特許第6,156,681号明細書
【発明の概要】
【発明が解決しようとする課題】
【0017】
マイクロファイバーで形成された不織フェルトを濾過用途に使用することの利点が存在するが、ステープルファイバーが開繊、洗浄および配向されてウェブとなり、このウェブがクロスラップされてバットが形成されるカーディング方法においては、ネップ(もつれた繊維の小さな結び目)および繊維破断の量のため、細繊維およびマイクロファイバーをウェブに変換することが非常に困難である。本発明の目的は、一軸延伸フィルムを分割して、結合した細繊維およびマイクロファイバーを有する網目構造を形成することによって、フルオロポリマー材料のウェブを含むフェルトを得ることに依拠している。バット(クロスラップされた材料)は、分離した(ステープル)繊維でできているのではなく、ニードルブレードロールを使用して延伸方向に分割することによって処理された延伸フィルムからできており、そのため横方向に広げると、このフィルムは網状になる。本発明の別の目的は、小さな孔径、高表面積、および良好な分布を有するフェルトを製造することである。本発明の別の目的は破裂強度を改善することである。本発明のさらに別の目的は、高い濾過効率および少ない製造費用の集塵用フィルターフェルトを提供することである。
【0018】
本明細書において開示され教示される本発明は、分割およびフィブリル化して網目構造を形成し、続いて絡み合わせることでフルオロポリマーフィルムから形成される改善された不織フェルトに関する。
【課題を解決するための手段】
【0019】
本出願人らは、一軸延伸フィブリル化フィルムを長さ方向に分割して網目構造を形成し、切断することなくバットに成形した後に絡み合わせて得られるフルオロポリマーフィルム材料のウェブを含む不織材料を作り出した。
【0020】
本発明は、一軸延伸フィルムを分割して網目構造を形成し、これをニードルパンチまたは水流交絡によって絡み合わせることで得られるフルオロポリマー材料のウェブを含むフェルト状材料に関する。この新規な製品では、不連続で短いステープルファイバーではなく、細繊維およびマイクロファイバーが互いに結合しているスプリットフィルムが使用される。本発明のフェルトは、織成、編成、または多軸スクリム、またはフィラメントを使用して、横方向または長さ方向またはこれらの組み合わせで補強することができる。また、接着剤または他の方法によってフェルトに膜を積層することができる。布地中に含有される空気または空隙の体積と布地の全体積との比が、多孔度として定義される。個別の繊維の間に生じる小さな空間によって細孔が形成される。多孔度の量、大きさ及び分布は、濾過効率に影響を与える。フィルターの多孔度が増加すると、圧力低下は減少する。しかし細孔が大きくなると、より大きな粒子が通過するため、濾過効率が低下する。主要な目的がより小さな粒子を分離することである場合には、マイクロファイバーを含有する不織フェルトが必要であり、フェルトは、小さなサイズおよび良好な分布の細孔を有するべきである。
【0021】
孔径よりも小さい粒子の場合、別々の5つの機構が発生し得ることが周知である。(1)遮断−粒子が、粒子の半径より小さい距離の空間において繊維表面を通過しようとする場合、粒子は単に繊維と衝突するだけであり、停止または阻止され得る。(2)内部堆積−連続方程式のために、フィルターの空間を通過するときに流れの速度が増加する。流れによって重い粒子が運ばれる場合、粒子はこの慣性(質量X速度)のために流れの流線から外れる。このため、粒子は他の繊維によって捕らえられる場合がある。(3)ランダム拡散(ブラウン運動)−流れの中の粒子の不規則な振動および運動として説明することができるブラウン型運動のため、粒子はジグザグの経路に従い、そのため、フィルターの開口部をまっすぐ通過しようとするかわりに、繊維材料によって捕らえられる可能性が増加する。(4)重力−重力の影響下では、沈んでゆく粒子は、繊維に衝突して捕らえられることがある。(5)静電堆積−サブミクロン粒子は、機械的方法を組み合わせてさえも補足することは困難である。繊維の強い静電力が粒子を引き寄せることが周知である。そのため、繊維は、小または中程度の大きさの粒子を引き寄せる永久電荷を有することができる。帯電繊維によって濾過効率が増加する。
【0022】
本発明の改善の1つは、マイクロファイバー(1デニール未満の繊維)が存在することであり、このことはより微細な濾過を実現するために必要である。ニードルブレードロールを使用したフィルムの分割中、多くのマイクロファイバーが形成され、網目構造に固定されたままとなる。これらのマイクロファイバーによって、全体的な利用可能な繊維表面積および静電荷が増加し、フェルトの多孔度は減少し、その結果として集塵効率が改善される。従来のカーディング方法では、繊維の開繊が不十分であるとウェブの品質が低下しネップ数および繊維の破壊が増加するため、細繊維およびマイクロファイバーをウェブに変換することが非常に困難である。カード機は、ワイヤで覆われた一連のローラーに通すことで繊維を機械的に加工するよう設計されており、その目的は、繊維の開繊およびコーミングを行ってウェブを形成することである。カーディング法によってダスト(特に天然繊維の加工の場合)、短い繊維およびネップが除去されるが、ネップの一部のみが実際には除去され、大部分は開かれる。残念ながら、濾過用途に魅力的となるマイクロファイバーの性質は、加工が困難になる原因でもある。小さな直径のために繊維の可撓性が増加し、カーディング法の最中のネップの形成および繊維の破壊可能性が高くなる。本発明におけるマイクロファイバーは、機械方向にクロスラップまたは配列されたスプリットフィルムの一部であり、ニードルパンチまたは水流交絡のいずれかによって絡み合いを生じさせることができる。本発明のバットは、カードまたは他の従来のシステムによって形成されるのではなく、結合した細繊維およびマイクロファイバーを有するスプリットフィルムによって形成される。スプリットフィルムは、バットの形成前に横方向に沿って延伸することができ、続いて、1つのスプリットフィルムのクロスラップによって、または数枚のフィルムを平行に重ね合わせることによって、または上記の組み合わせによって、スプリットフィルムの数層からバットが形成される。
【0023】
本発明の別の改善は、破裂強度の顕著な増加であり、これはニードルパンチ法の間に破壊されなかった平行なフィラメントによって得ることができる。これらの連続フィラメントは、補強材として機能することができ、その結果、以前のフェルトと比較した場合、材料の強度および安定性を改善することができる。フェルト面に対して垂直に圧力による力を加えると、フェルト面に対して垂直な二軸張力を発生させることができる。圧力の結果として生じる弾性率および張力は、加圧下のフェルトの全体的な伸びおよび形状に影響を与え得る。空気がフェルトを通過するとき、この圧力によってフェルトが伸張され得る。フェルトの強度が不十分であると、開放領域が形成されることがあり、カバーファクターが減少することがあり、それによって多孔度および透過性が増加し得る。さらに、PTFE繊維は粘弾性であり、荷重下でクリープが生じることがある。連続的に力が加わるために、フェルトの通気性が増加することがある。従って、フェルトの形状の崩れ、変形、開放、または過剰量のガスが通過する程度までの開放が起こって、および有効なフィルターではなくなることがないように、フェルトの弾性率が十分高いことが重要である。
【0024】
本発明の別の利点は、より軽量のスクリムを使用して製造できることであり、それによってフェルト全体の重量が減少し、濾過効率が増加する。本発明の他の改善は、費用が削減されること、および他の従来方法と比較した場合製造方法が簡略化されることである。
【図面の簡単な説明】
【0025】
【図1】分割前および後のスプリットフィルムの概略図である。
【図2】結合した細繊維およびマイクロファイバーを有する、横方向に延伸されたスプリットフィルムの概略図である。
【図3】フィルムを分割するフィブリル化システムの概略図である。
【図4】スプリットフィルムを横方向に延伸する湾曲棒の概略図である。
【図5】本発明のコンベヤベルトの横方向にスプリットフィルムを送出するクロスラッパーの概略図である。
【図6】本発明のコンベヤベルトの長さ方向に直接スプリットフィルムを送出する機構の概略図である。
【図7】本発明のコンベヤベルトの長さ方向に直接数枚のスプリットフィルムの組み合わせを送出する機構の概略図である。
【発明を実施するための形態】
【0026】
前述の図面、ならびに以下の具体的な構造および機能について記載された説明は、本出願人らが発明した範囲、または添付の特許請求の範囲を限定するために提供されるものではない。むしろ、図面および記載の説明は、特許権保護が要求される本発明を作製および使用するためのあらゆる当業者への教示のために提供される。明確さおよび理解のために、本発明の商業的実施形態のすべての特徴が記載されたり示されたりしているわけではないことが当業者には理解される。本発明の態様が組み入れられた実際の商業的実施形態の開発は、この商業的実施形態の開発者の最終目的を達成するために多数の実施に固有の判断が必要であることも、当業者には理解される。このような実施に固有の判断としては、特定の実施、位置および時間によって変動し得るシステム関連、ビジネス関連、政府関連、およびその他の制約の遵守が挙げられるが、これらに限定されるものではないと考えられる。開発者の取り組みは、絶対的な意味で複雑で時間を消費することがあるが、にもかかわらずこのような取り組みは、本開示の利益を有する当業者が着手する一経路となる。本明細書において開示され教示される本発明は、多数の種々の修正および変形が可能であることを理解すべきである。最後に、限定するものではないが「1つの」などの単数形の使用は、項目の数を限定することを意図するものではない。また、限定するものではないが「上部」、「底部」、「左」、「右」、「上方」、「下方」、「下降」、「上昇」、「側面」などの関係を示す用語の使用は、図面を具体的に参照する場合に明確にするために記載の説明で使用されており、本発明の範囲および添付の特許請求の範囲を限定することを意図するものではない。
【0027】
本発明は、一軸延伸フィルムを分割して網目構造を形成し、これをニードルパンチまたは水流交絡によって絡み合わせて得られるフルオロポリマー材料のウェブを含む不織フェルト状材料である。発泡PTFEテープは以下の方法で形成される。それぞれの17%から29%の潤滑剤および83%から71%のPTFEの比率で微粉末PTFE樹脂を液体潤滑剤と、配合材料が形成されるまで混合する。この混合物中に、フィラー、顔料、または他の有機または無機成分などの他の構成要素を加えることもできる。引き続く段階において、上記配合材料を予備形成機中で加圧してビレットを形成する。次にこのビレットを押出機に供給し、材料をダイに送り込んで、凝集性押出物を形成する。この方法によって、PTFE粒子をフィブリルに配列することができる。約10:1から1000:1の縮小比を使用することができ、ほとんどの用途では25:1から200:1の縮小率が好ましい。次に得られた押出物は、カレンダーロールに通されて、55から1500μmの間の範囲の厚さのテープが形成される。次にカレンダー加工により得られたテープは、乾燥オーブンに通すことで液体潤滑剤が除去される。このテープは、少なくとも1方向に元の長さの約1.1から200倍に延伸され、約2から160倍が好ましい。この延伸は、100から450℃の間の温度において2ユニットの引張ローラーの間のテンションローラーに乾燥テープを通すことによって行われる。延伸は、オーブン、熱風、蒸気、または高沸点液体で加熱された板、または加熱円柱であってよい加熱要素による加熱下で、1つ、2つ以上の段階で行うことができる。一軸延伸フィルムの厚さは1から100μm、好ましくは5から40μmである。延伸後、得られた薄いフィルムは巻き取り機で巻き取ることができる。
【0028】
図1および2に見ることができるように、PTFEフィルム1は、1つ以上のニードルブレードロールによってこの長さに沿って機械的に分割され、それによって繊維の網目3が形成され、このような繊維は不規則な位置で互いに結合している。図2に示されるように、スプリットフィルム2は、多くのマイクロファイバー4がぶらさがった繊維5を有する。フィブリル化システムは、フィルムをはさむ2組のシリンダーの間に配置された1つ以上のニードルブレードロールからなる。1つのロールフィブリル化システムの典型的な配置の1つを図3に示す。ニップシリンダー7の速度は、1から200m/分の間であり、ニードルブレードロール6の速度は2から10000m/分の間である。
【0029】
続いて、従来技術ではフィブリル化PTFEフィルムを所与の長さに切断することで短いステープルファイバーが形成され、これらは続いてカーディングされ、クロスラップまたは他の方法によってバットに形成されるが、本発明では、不連続繊維に切断することなく、スプリットフィルムを使用してバットが形成される。
【0030】
フィルムは、元の幅の1.1から最大10倍の比で横方向に延伸され、これによってこの外観は漁網または蜘蛛の巣に類似し(図4);この段階は湾曲棒8を使用して行うことができ、これによってウェブが横方向に徐々に開かれて単位面積当たりの重量を減らし、その結果、最終バット重量に到達するのに必要な層の数が増加し;多層フィルムの形成によって不織材料の均一性も改善される。湾曲棒の代わりに、スクリューを有するシリンダー、またはウェブを徐々に開く他のあらゆる好適な方法を使用することもできる。次に数層の網状フィルムは1つに重ね合わされてバットが形成される。これは、図5に示されるように横方向に配置されるように1つ以上のフィルムをコンベヤベルト上にクロスラップすることによって、または1つのスプリットフィルム(図6)によって、または図7に示されるようにコンベヤベルト10上に長さ方向に直接数枚のフィルム9を重ね合わせることによって行うことができる。重ね合わされる層数は、最終不織材料中の所望の厚さおよび重量が得られる層数である。
【0031】
次に、バットをスクリム裏材料中にニードルパンチして不織材料が形成される。スクリムの代わりに、横方向または長さ方向の一軸性のフィラメント、または編成された多軸性のスクリム、または一部のこれらの組み合わせを使用することができる。補強材料は好ましくはPTFEであるが、FEP、ポリオキシメチレン(PFA)、エチレンテトラフルオロエチレン(ETFE)、コポリマー、ポリエステル(PES)、ポリビニルアルコール(PVA)、ガラス繊維、炭素繊維、または他の種類の繊維などの他のものを使用することもできる。スクリムの他方の面上に第2のバットを形成して、再びニードルパンチすることもできる。フェルトは、ニードルパンチまたは水のジェットによる交絡(水流交絡)を数回行って、スプリットフィルムをスクリムに十分連結するようにすべきである。次に、この製品のヒートセットを行いながら、数分間横方向を拘束することで、熱安定性を改善することができる。好ましい実施形態においては、最終不織布は好ましくは約50から3000g/m2の重量を有する。また、接着剤によってフェルトとともに発泡PTFE膜を積層することができる。好ましい実施形態においては、本発明のフェルトは、626g/m2の重量、1.1mmの厚さ、510ポンド/インチ2の破裂強度および26cfm/ft2の通気性を示す。
【実施例1】
【0032】
本発明のフェルトの一実施形態を以下の方法で製造した。微粉末PTFE樹脂を液体潤滑剤、押出助剤、それぞれ潤滑剤22%およびPTFE78%の範囲の比率で混合した。引き続く段階で、材料を圧縮してビレットを形成し、ラム型押出機中で押出成形して、押出プレフォームを得た。
【0033】
続いて、上記押出プレフォームをカレンダーローラーに通して100μmの厚さのテープを形成し、次に220℃の温度のオーブンにテープを通すことによって、液体潤滑剤を揮発させて除去した。延伸比6:1および温度350℃で運転されるテンションローラーに乾燥テープを通すことによって、乾燥テープを、この元の長さの6倍まで長手方向に一軸延伸した。厚さ33μmおよび密度2.0g/cm3の薄いフィルムが形成された。次の段階で、ニードルブレードロールによってフィルムを分割して網を形成した。この網を湾曲棒上に通して横方向にさらに延伸して元の幅を増加させ、次にクロスラッパーによってコンベヤベルト上に配置して、PTFEスクリム織物上に網状構造のバットを形成した。この材料をニードルパンチによって加工すると重量390g/m2のフェルトが得られ、これをロール上に巻き取った。次にフェルトを裏返し、再びニードリング機に通した。網状構造の別のバットをフェルトの裏面上に配置し、ニードルパンチによって再び交絡させた。最終ニードルパンチフェルトは45cfm/ft2の通気性および620g/m2の重量を示した。
【0034】
上記フェルト上にフルオロカーボン系界面活性剤をコーティングし、オーバー(over)中で熱硬化させた。次にこの材料を、220℃に加熱した1組の平滑なカレンダーロル(calendar rol)に通すことによって緻密化した。ロールの間の間隙は最終厚さが1mmになるように調整した。完成した積層体は、626g/m2の重量、厚さ1.1mm、通気性26cfm/ft2および破裂強度510ポンド/インチ2を有した。
【実施例2】
【0035】
異なるテープを使用したことを除けば実施例1と同様の方法で本発明のフェルトの一実施形態を製造した。実施例2で使用したテープは1.1g/cm3の密度を有した。実施例1と同じ押出物を、カレンダー(calendar)ローラーに通して厚さ1000μmのテープを形成し、次に220℃の温度のオーブンにテープを通すことによって、液体潤滑剤を揮発させて除去した。乾燥テープを、この元の長さの150倍まで長手方向に一軸延伸して、厚さ32μmおよび密度1.1g/cm3の薄いフィルムを形成した。次の段階で、ニードルブレードロールによってフィルムを分割して網を形成した。この網を湾曲棒上に通すことによって元の幅の10倍まで横方向にさらに延伸し、次にクロスラッパーによってコンベヤベルト上に配置して、PTFEスクリム織物上に網状構造のバットを形成した。この材料をニードルパンチすることで加工すると重量385g/m2のフェルトが得られ、これをロール上に巻き取った。次にフェルトを裏返し、再びニードリング機に通した。網状構造の別のバットをフェルトの裏面上に配置し、ニードルパンチによって再び交絡させた。最終ニードルパンチフェルトは40cfm/ft2の通気性および635g/m2の重量を示した。
【0036】
上記フェルト上にフルオロカーボン系界面活性剤をコーティングし、オーブン中で熱硬化させた。次にこの材料を、220℃に加熱した1組の平滑なカレンダーロールに通すことによって緻密化した。ロールの間の間隙は最終厚さが1.0mmになるように調整した。完成した積層体は、639g/m2の重量、21cfm/ft2の通気性および580ポンド/インチ2の破裂強度を有した。
【0037】
前述の本発明の1つ以上の態様を利用する他のさらなる実施形態を、本出願人らの発明の意図から逸脱することなく考案することができる。さらに、本発明の種々の方法および実施形態を互いに組み合わせて含むことで、開示される方法および実施形態の変形を作り出すことができる。単数形の要素の記述は複数の要素を含むこともでき、逆の場合も同様である。
【0038】
特に限定されている場合を除けば、段階の順序は様々な順番で行うことができる。本明細書に記載される種々の段階は、前述の段階が挿入された他の段階と組み合わせることができ、および/または複数の段階に分割することができる。同様に、要素は、機能的に説明されており、独立した構成要素として具体化することができ、または組み合わせることで複数の機能を有する構成要素にすることもできる。
【0039】
本発明を好ましい実施形態およびその他の実施形態と関連させて説明してきたが、本発明のすべての実施形態を説明したわけではない。前述の実施形態の明らかな修正および変更は当業者には明らかである。開示された実施形態および開示されていない実施形態は、本出願人らによって考え出された本発明の範囲または適用範囲を限定または制限することを意図したものではなく、特許法に準拠したものである。本出願人らは、本発明の範囲内または以下の特許請求の範囲の同等物の範囲内となるすべてのこのような修正および改善が完全に保護されることを意図している。
【特許請求の範囲】
【請求項1】
一軸延伸フィブリル化フィルムを長さ方向に分割して網目構造を形成することで得られるフルオロポリマーフィルム材料のウェブを含み;
材料は切断することなくバットに成形され、材料が絡み合わされる、不織材料。
【請求項2】
フィブリル化フィルムが機械的に分割される、請求項1の不織材料。
【請求項3】
スクリム織物をさらに含む、請求項1の不織材料。
【請求項4】
フェルトをスクリムと交絡させるニードルパンチによってスクリム織物がフェルトに取り付けられる、請求項3の不織材料。
【請求項5】
スクリムの他方の面上に第2のバットが取り付けられ、再びニードルパンチされる、請求項4の不織材料。
【請求項6】
不織材料に対して横方向のフィラメントをさらに含む、請求項3の不織材料。
【請求項7】
不織材料に対して長さ方向のフィラメントをさらに含む、請求項3の不織材料。
【請求項8】
編成された材料をさらに含む、請求項3の不織材料。
【請求項9】
多軸性の織物材料をさらに含む、請求項3の不織材料。
【請求項10】
不織材料に対して横方向のフィラメントおよび不織材料に対して長さ方向のフィラメントをさらに含む、請求項3の不織材料。
【請求項11】
フィブリル化フィルムが不織材料に対して横方向に配置される、請求項1の不織材料。
【請求項12】
フィブリル化フィルムが不織材料に対して長さ方向に配置される、請求項1の不織材料。
【請求項13】
フィブリル化フィルムが、ポリテトラフルオロエチレン、フッ素化エチレンプロピレン、ポリオキシメチレン、エチレンテトラフルオロエチレン、または別のフルオロポリマーを含む、請求項1の不織材料。
【請求項14】
補強材が、ポリテトラフルオロエチレン、フッ素化エチレンプロピレン、ポリオキシメチレン、ポリエステル、ポリビニルアルコール、ガラス繊維、または炭素繊維を含む、請求項3の不織材料。
【請求項15】
スプリットフィルム層がニードルパンチ交絡によって結合される、請求項1の不織材料。
【請求項16】
スプリットフィルム層が水流交絡によって結合される、請求項1の不織材料。
【請求項17】
接着剤によってポリテトラフルオロエチレン膜がフェルトに取り付けられる、請求項1の不織材料。
【請求項18】
接着剤がフッ素化ポリマーである、請求項17の不織材料。
【請求項19】
フィルターバッグの形態である、請求項1の不織材料。
【請求項20】
マイクロファイバーに分割されたフィルムから不織材料を製造する方法であって、
(a)フィルムを形成する段階;
(b)フィルムを分割して繊維の網目を形成する段階;
(c)繊維の網目を切断することなくフィルムからバットを形成する段階;および
(d)バットを絡み合わせる段階を含む、方法。
【請求項21】
段階(a)が、
(1)ポリテトラフルオロエチレン樹脂および液体潤滑剤を混合して配合材料を形成する段階と;
(2)配合材料をプレスしてビレットを形成する段階;
(3)ビレットをダイに送り込んで押出物を形成する段階;
(4)押出物をプレスしてテープを形成する段階;
(5)テープを乾燥させて液体潤滑剤を除去する段階;
(6)テープを延伸してフィルムを形成する段階;および
(7)フィルムを巻き取る段階を含む、請求項20の方法;
【請求項22】
段階(d)が、
(1)分割に関して横方向にフィルムを延伸して網状フィルムを形成する段階;
(2)数層の網状フィルムを重ね合わせてバットを形成する段階;
(3)バットをスクリム裏材料中にニードルパンチする段階;
(4)網状フィルムの数層を重ね合わせて第2のバットを形成する段階;
(5)第2のバットをスクリム裏材料の他方の面上に再びニードルパンチする段階;および
(6)スプリットフィルムおよびスクリム裏材料を連結させる段階を含む、請求項20の方法。
【請求項1】
一軸延伸フィブリル化フィルムを長さ方向に分割して網目構造を形成することで得られるフルオロポリマーフィルム材料のウェブを含み;
材料は切断することなくバットに成形され、材料が絡み合わされる、不織材料。
【請求項2】
フィブリル化フィルムが機械的に分割される、請求項1の不織材料。
【請求項3】
スクリム織物をさらに含む、請求項1の不織材料。
【請求項4】
フェルトをスクリムと交絡させるニードルパンチによってスクリム織物がフェルトに取り付けられる、請求項3の不織材料。
【請求項5】
スクリムの他方の面上に第2のバットが取り付けられ、再びニードルパンチされる、請求項4の不織材料。
【請求項6】
不織材料に対して横方向のフィラメントをさらに含む、請求項3の不織材料。
【請求項7】
不織材料に対して長さ方向のフィラメントをさらに含む、請求項3の不織材料。
【請求項8】
編成された材料をさらに含む、請求項3の不織材料。
【請求項9】
多軸性の織物材料をさらに含む、請求項3の不織材料。
【請求項10】
不織材料に対して横方向のフィラメントおよび不織材料に対して長さ方向のフィラメントをさらに含む、請求項3の不織材料。
【請求項11】
フィブリル化フィルムが不織材料に対して横方向に配置される、請求項1の不織材料。
【請求項12】
フィブリル化フィルムが不織材料に対して長さ方向に配置される、請求項1の不織材料。
【請求項13】
フィブリル化フィルムが、ポリテトラフルオロエチレン、フッ素化エチレンプロピレン、ポリオキシメチレン、エチレンテトラフルオロエチレン、または別のフルオロポリマーを含む、請求項1の不織材料。
【請求項14】
補強材が、ポリテトラフルオロエチレン、フッ素化エチレンプロピレン、ポリオキシメチレン、ポリエステル、ポリビニルアルコール、ガラス繊維、または炭素繊維を含む、請求項3の不織材料。
【請求項15】
スプリットフィルム層がニードルパンチ交絡によって結合される、請求項1の不織材料。
【請求項16】
スプリットフィルム層が水流交絡によって結合される、請求項1の不織材料。
【請求項17】
接着剤によってポリテトラフルオロエチレン膜がフェルトに取り付けられる、請求項1の不織材料。
【請求項18】
接着剤がフッ素化ポリマーである、請求項17の不織材料。
【請求項19】
フィルターバッグの形態である、請求項1の不織材料。
【請求項20】
マイクロファイバーに分割されたフィルムから不織材料を製造する方法であって、
(a)フィルムを形成する段階;
(b)フィルムを分割して繊維の網目を形成する段階;
(c)繊維の網目を切断することなくフィルムからバットを形成する段階;および
(d)バットを絡み合わせる段階を含む、方法。
【請求項21】
段階(a)が、
(1)ポリテトラフルオロエチレン樹脂および液体潤滑剤を混合して配合材料を形成する段階と;
(2)配合材料をプレスしてビレットを形成する段階;
(3)ビレットをダイに送り込んで押出物を形成する段階;
(4)押出物をプレスしてテープを形成する段階;
(5)テープを乾燥させて液体潤滑剤を除去する段階;
(6)テープを延伸してフィルムを形成する段階;および
(7)フィルムを巻き取る段階を含む、請求項20の方法;
【請求項22】
段階(d)が、
(1)分割に関して横方向にフィルムを延伸して網状フィルムを形成する段階;
(2)数層の網状フィルムを重ね合わせてバットを形成する段階;
(3)バットをスクリム裏材料中にニードルパンチする段階;
(4)網状フィルムの数層を重ね合わせて第2のバットを形成する段階;
(5)第2のバットをスクリム裏材料の他方の面上に再びニードルパンチする段階;および
(6)スプリットフィルムおよびスクリム裏材料を連結させる段階を含む、請求項20の方法。
【図1】

【図2】
【図3】

【図4】

【図5】
【図6】

【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公表番号】特表2010−515837(P2010−515837A)
【公表日】平成22年5月13日(2010.5.13)
【国際特許分類】
【出願番号】特願2009−545229(P2009−545229)
【出願日】平成20年1月9日(2008.1.9)
【国際出願番号】PCT/GB2008/000078
【国際公開番号】WO2008/084233
【国際公開日】平成20年7月17日(2008.7.17)
【出願人】(509193153)
【Fターム(参考)】
【公表日】平成22年5月13日(2010.5.13)
【国際特許分類】
【出願日】平成20年1月9日(2008.1.9)
【国際出願番号】PCT/GB2008/000078
【国際公開番号】WO2008/084233
【国際公開日】平成20年7月17日(2008.7.17)
【出願人】(509193153)
【Fターム(参考)】
[ Back to top ]