
マイクロプロジェクションのアレイの製造のためのプロセス
マイクロプロジェクションアレイを製造するための方法が提供される。この方法においては、均一な量の調合物が各空洞に保持されることを達成する手段によって、マイクロプロジェクションアレイ鋳型の空洞に調合物が導入される。別の局面において、マイクロプロジェクションアレイを形成する方法が提供される。鋳型が提供され、その鋳型はマイクロプロジェクションを形成するための複数の空洞を含む。第1および第2の部材と、少なくとも1つのポートとを有する固定具の中に鋳型が位置決めされる。

【発明の詳細な説明】
【技術分野】
【0001】
(関連する出願との相互参照)
本願は、2009年4月24日に出願された米国仮特許出願第61/172,419号の利益を主張し、この仮特許出願の全内容は本明細書中に援用される。
【0002】
(技術分野)
本明細書に記載される主題は一般的に、活性薬剤の送達のためのマイクロプロジェクションのアレイの製造のためのプロセスに関する。
【背景技術】
【0003】
マイクロニードルのアレイは最初1970年代に、たとえば失効した特許文献1などにおいて、皮膚を通じて薬物を投与するやり方として提案された。マイクロニードルアレイは、通常の経皮投与が不適切である状況において、ヒトの皮膚およびその他の生体膜を通る、またはその中への薬物の通過を容易にすることができる。加えてマイクロニードルアレイは、生体膜の近傍にみられる流体、たとえば間質液などをサンプリングするために用いられてもよく、その流体は次いでバイオマーカの存在についてテストされる。
【0004】
近年、マイクロニードルアレイの広範な使用を経済的に可能にするようなやり方でマイクロニードルアレイを製造することがより実行可能になってきている。たとえば特許文献2は、マイクロニードルアレイを製造するいくつかの方法を開示している。もしこれらのアレイが十分に安価であれば、それらは使い捨ての装置として販売され得る。使い捨ての装置は、前の使用によって装置の完全性が損なわれたのではないかという疑問を避けるため、および各使用後に装置を再滅菌して制御された貯蔵場所に維持する必要がある可能性を避けるために、再使用可能な装置よりも好ましいことがある。
【0005】
マイクロニードルアレイの製作における初期の研究の多くは、選択する材料としてシリコンまたは金属に焦点を当てていた。ポリマーアレイの製造のための材料としてポリマーを使用することには顕著な利点がある。たとえば特許文献2は、ポリマーマイクロニードルアレイを製造するいくつかの方法を開示している。主に生分解性ポリマーでできたアレイはいくつかの利点を有する。特許文献3ならびに特許文献4、特許文献5および第2008/0269685号は、生分解性ポリマーでできたマイクロニードルアレイを記載している。ポリグリコール酸でできたマイクロニードルアレイの製作の詳細な説明は、Jung−Hwan Park et al.,非特許文献1に見出される。
【0006】
これらの努力にもかかわらず、ポリマーマイクロニードルアレイ、特に生分解性ポリマーから製造されるマイクロニードルアレイの製造のための、より簡単で良好な方法を見出すことがなおも必要とされている。望まれるものには、活性成分の無駄を最小限にする方法、およびアレイの各個々のマイクロニードルに類似の量の活性を配置する方法が含まれる。薬物ポリマー前駆物質を用いた溶剤鋳造マイクロプロジェクションアレイに対する特定の挑戦は、鋳型に前駆物質を充填して、マイクロプロジェクションを形成する鋳型の空洞に空気が閉じ込められることを避けるプロセスであった。もし空気が除去されなければ、前駆物質が空洞を充填してアレイを形成することができないか、または空洞を充填するために長時間を要するおそれがある。
【0007】
前述の関連技術の例およびそれに関する限定は、例示的なものであって排他的ではないことが意図される。関連技術のその他の限定は、明細書を読み図面を調べることによって当業者に明らかになるであろう。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】米国特許第3,964,482号明細書
【特許文献2】米国特許第6,451,240号明細書
【特許文献3】米国特許第6,945,952号明細書
【特許文献4】米国特許出願公開第2002/0082543号明細書
【特許文献5】米国特許出願公開第2005/0197308号明細書
【特許文献6】米国特許出願公開第2008/0269685号明細書
【非特許文献】
【0009】
【非特許文献1】「Biodegradable polymer microneedles:Fabrication,mechanics,and transdermal drug delivery」、J.of Controlled Release,104:51−66(2005)
【発明の概要】
【課題を解決するための手段】
【0010】
1つの局面において、マイクロプロジェクションアレイを形成する方法が提供される。この方法においては、アレイ中の個々のマイクロプロジェクションを定める複数の空洞を含む実質的に柔軟な鋳型が提供される。ある量の調合物が基板上に置かれ、その調合物に接触して鋳型が置かれることによって、複数の空洞の各空洞の開口部が調合物に直接接触するようにされる。調合物のすべてまたは一部が、複数の空洞の中に移動される。次いで、複数の空洞の中に移動された調合物が保持されるようなやり方で、鋳型が調合物から分離されるか、または調合物が鋳型との接触から撤収される。
【0011】
別の局面において、マイクロプロジェクションアレイを形成する方法が提供される。鋳型が提供され、その鋳型はマイクロプロジェクションを形成するための複数の空洞を含む。第1および第2の部材と、少なくとも1つのポートとを有する固定具の中に鋳型が位置決めされる。調合物がポートを通って固定具に導入され、鋳型の複数の空洞の各空洞の開口部と接触する。調合物は複数の空洞の中に移動され、次いで、移動された調合物が複数の空洞内に保持されるような速度で、移動されなかった調合物が鋳型との接触から撤収される。
【0012】
実施形態の1つにおいて、この方法は、ある量の調合物を基板上に分配するステップと、アレイ中の個々のマイクロプロジェクションに対する複数の空洞を有する鋳型を、基板上に分配された調合物に接触させるステップとを含み、この鋳型および調合物は複数の空洞が調合物と流体連結するように接触されており、この方法はさらに、次いで調合物を複数の空洞に移動させるステップを含む。次いで、複数の空洞の各々の中に調合物を保持するような態様で鋳型が調合物および基板から分離される。
【0013】
実施形態の1つにおいて、移動させるステップは、基板上に分配された調合物と接触しているときに鋳型に圧力を加えることによって複数の空洞に調合物を移動させるステップを含む。実施形態の1つにおいては、0.1〜1気圧(10.1〜101kPa)の範囲の圧力が加えられる。別の実施形態において、移動させるステップは、調合物と接触しているときに鋳型を減圧するステップを含む。
【0014】
別の実施形態において、基板は貯蔵所または空洞を有する。さらに別の実施形態において、基板は気体を排出するための溝を含む。
【0015】
実施形態の1つにおいて、鋳型を調合物および基板から分離するステップは、複数の空洞の各々における調合物の均一な保持を達成し、これは各空洞に保持される調合物の量の標準偏差が、空洞に保持される調合物の平均量の約10%以下であることによって証明されるとおりである。
【0016】
さらに別の実施形態において、鋳型を調合物および基板から分離するステップは、鋳型の端縁を持ち上げて、制御された速度で調合物および基板から鋳型を徐々に剥離することによって達成される。
【0017】
実施形態の1つにおいて、制御された速度の分離は、鋳型に取り付け可能な回転可能な部材によって行なわれる。
【0018】
さらに別の実施形態において、この方法は、複数の空洞に保持されていない調合物を回収するステップをさらに含む。実施形態の1つにおいて、複数の空洞に保持されていない調合物の少なくとも約90%が回収される。
【0019】
分配、接触、移動および分離するステップは、個別または集合的に、約23〜25℃の温度で行なわれる。
【0020】
さらに別の実施形態において、分離するステップは、5mm/分以下の速度で分離するステップを含む。
【0021】
いくつかの実施形態において、この方法は、複数の空洞に保持された調合物から溶剤を除去するステップをさらに含む。実施形態の1つにおいて、溶剤は、その溶剤を蒸発させるための温度にて鋳型を置くことによって除去される。いくつかの実施形態においては、溶剤の除去後に第2の調合物が鋳型に適用される。
【0022】
実施形態の1つにおいて、鋳型は、ほぼ平面状の鋳型表面から鋳型内に突出する複数の空洞を有する。
【0023】
別の実施形態において、複数の空洞のうち少なくとも1つの空洞に対して、その少なくとも1つの空洞と、平面状の鋳型表面に平行な面との交差部分の直径は、その面の鋳型表面からの距離の関数として単調に減少する。
【0024】
さらに別の実施形態において、少なくとも1つの空洞と、平面状の鋳型表面に平行な面との交差部分の直径は、その面が鋳型表面から遠いときよりもその面が鋳型表面に近いときの方が急速に減少する。
【0025】
さらに別の実施形態において、少なくとも1つの空洞と、平面状の鋳型表面に平行な面との交差部分の直径は、鋳型表面に近い距離の範囲に対しては鋳型表面との距離の関数として直線的に減少し、次いで鋳型表面からより遠い距離の第2の範囲に対しては、直線的だがもっとゆっくり減少する。
【0026】
別の実施形態において、マイクロプロジェクションアレイを製作する方法は、マイクロプロジェクションのアレイ中のマイクロプロジェクションを形成するための複数の空洞を含む鋳型を、固定具の中に位置決めするステップを含み、この固定具は第1の部材および第2の部材ならびに少なくとも1つのポートで構成され、鋳型は第1および第2の部材の間に位置決めされる。調合物が少なくとも1つのポートを通じて固定具内に導入されることによって、調合物は鋳型の複数の空洞の開口部に接触する。次いで、導入された調合物の全部または一部が複数の空洞の中に移動される。次いで、複数の空洞の中に移動された調合物が複数の各空洞の中に保持されるような速度で、あらゆる移動されなかった調合物が固定具から撤収される。
【0027】
実施形態の1つにおいて、移動させるステップは、固定具内の調合物を加圧するステップを含む。
【0028】
実施形態の1つにおいて、移動させるステップおよび撤収するステップは、複数の空洞の各々における調合物の均一な保持を達成し、これは各空洞に保持される調合物の量の標準偏差が、空洞に保持される調合物の平均量の約10%以下であることによって証明されるとおりである。
【0029】
さらに別の実施形態においては、調合物を導入するステップおよび固定具から調合物を撤収するステップを、マイクロプロセッサが制御する。
【0030】
別の実施形態において、固定具中に位置決めされる鋳型は、その複数の空洞が、長い方の寸法および短い方の寸法を有する伸長した空洞であるような鋳型であり、鋳型は、複数の空洞の各空洞の長い方の寸法がほぼ水平であるような態様で固定具中に保持される。
【0031】
別の実施形態において、この方法は、保持された調合物を有する鋳型を固定具から取り出すステップをさらに含む。
【0032】
別の実施形態において、この方法は、複数の空洞の各々に保持された調合物から溶剤を除去して、マイクロプロジェクションのアレイが構成される乾燥調合物を得るステップをさらに含む。
【0033】
上に記載した例示的な局面および実施形態に加えて、図面を参照しかつ以下の説明を調べることによって、さらなる局面および実施形態が明らかになるだろう。
【図面の簡単な説明】
【0034】
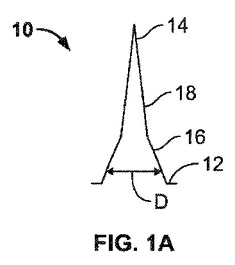
【図1A】図1Aは、アレイからの単一のマイクロプロジェクションの形状を概略的に示す側面図であり、図1Aにおいて、マイクロプロジェクションの直径は、底部からの距離が底部から近いところの方が底部から遠いところよりも急速に減少している。
【図1B】図1Bは、アレイからの単一のマイクロプロジェクションの異なる形状を概略的に示す側面図である。
【図2A】図2Aは、マイクロプロジェクションアレイ鋳型に調合物を充填するための方法を概略的に示す図である。
【図2B】図2Bは、マイクロプロジェクションアレイ鋳型に調合物を充填するための方法を概略的に示す図である。
【図2C】図2Cは、マイクロプロジェクションアレイ鋳型に調合物を充填するための方法を概略的に示す図である。
【図2D】図2Dは、マイクロプロジェクションアレイ鋳型に調合物を充填するための方法を概略的に示す図である。
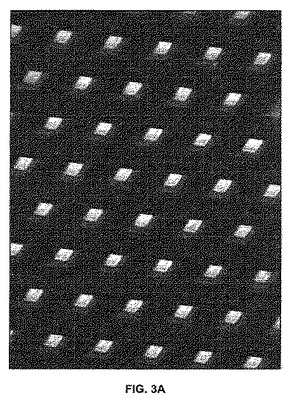
【図3A】図3Aは、調合物を充填した後のマイクロプロジェクションアレイの、コンピュータ合成顕微鏡写真である。
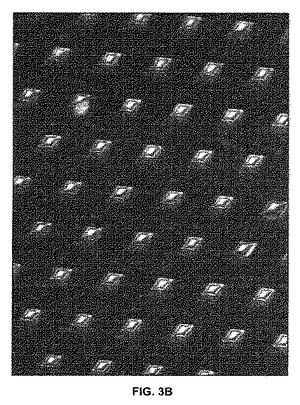
【図3B】図3Bは、調合物を乾燥した後のマイクロプロジェクションアレイの、コンピュータ合成顕微鏡写真である。
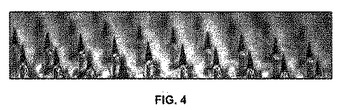
【図4】図4は、光学顕微鏡からのコンピュータ合成顕微鏡写真であり、この画像は本明細書に記載される鋳型充填プロセスを用いて生成されたアレイ中のマイクロプロジェクションのものであり、各マイクロプロジェクションの先端に集められた活性薬剤が見える。
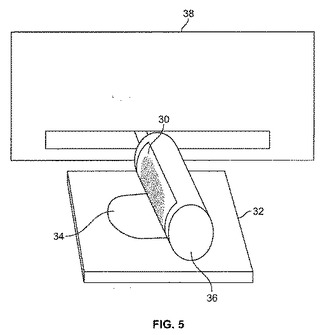
【図5】図5は、本明細書に記載される方法の1つに従って鋳型を剥離するための配置を概略的に示す図である。
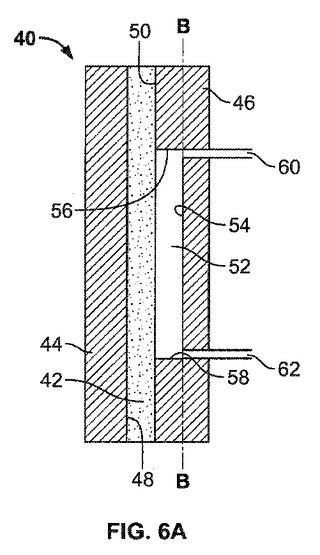
【図6A】図6Aは、乾燥の際にアレイのマイクロプロジェクションを形成する液体調合物を、マイクロニードルアレイのための鋳型のマイクロプロジェクション空洞に充填するための方法において用いるための固定具を概略的に示す図である。
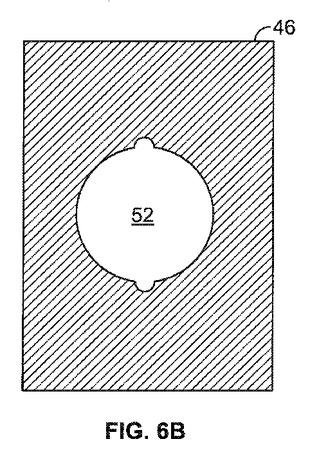
【図6B】図6Bは、乾燥の際にアレイのマイクロプロジェクションを形成する液体調合物を、マイクロニードルアレイのための鋳型のマイクロプロジェクション空洞に充填するための方法において用いるための固定具を概略的に示す図である。
【発明を実施するための形態】
【0035】
製造方法を詳細に説明する前に、この方法は特定の溶剤、材料または装置構造に限定されないことが理解されるべきである。なぜならこうしたものは変動し得るからである。加えて、本明細書において用いられる用語は特定の実施形態を説明する目的のためのみのものであって、限定することは意図されないことも理解されるべきである。
【0036】
本明細書および添付の請求項において用いられる単数形「1つの(a)、(an)」および「前記(the)」は、状況が明らかに別様を示さない限り、単数および複数の指示対象の両方を含む。よって、たとえば「活性成分(an active ingredient)」に対する言及は単一の活性成分と同様に複数の活性成分も含み、「温度(a temperature)」に対する言及は単一の温度と同様に複数の温度も含み、他も同様である。
【0037】
複数の意味を有する言葉に関する情報については、本明細書において引用により援用されるThe Oxford English Dictionary(第2版、1989)、the McGraw−Hill Dictionary of Scientific and Technical Terms(第6版、2002)、およびHawley’s Condensed Chemical Dictionary(第15版、2007)が参照される。これらの参考文献の包含には、それらにおけるすべての定義が必ずしもここに適用可能であることを意味することは意図されていない。なぜなら当業者にはしばしば、特定の定義が実際には本状況に適用可能でないことが分かるためである。
【0038】
値の範囲が提供されるときには、その範囲の上限および下限の間の各中間値、ならびにその述べられる範囲内のあらゆるその他の提示値または中間値が開示に包含されることが意図される。たとえば、1μmから8μmの範囲が述べられていれば、2μm、3μm、4μm、5μm、6μm、および7μmも、1μm以上の値の範囲および8μm以下の値の範囲と同様に開示されることが意図される。
【0039】
実施形態の1つにおいて、鋳型は、ほぼ平面状の鋳型表面から鋳型内に突出する複数の空洞を有する。別の実施形態において、複数の空洞のうち少なくとも1つの空洞に対して、その少なくとも1つの空洞と、平面状の鋳型表面に平行な面との交差部分の直径は、その面の鋳型表面からの距離の関数として単調に減少する。さらに別の実施形態において、少なくとも1つの空洞と、平面状の鋳型表面に平行な面との交差部分の直径は、その面が鋳型表面から遠いときよりもその面が鋳型表面に近いときの方が急速に減少する。さらに別の実施形態において、少なくとも1つの空洞と、平面状の鋳型表面に平行な面との交差部分の直径は、鋳型表面に近い距離の範囲に対しては鋳型表面との距離の関数として直線的に減少し、次いで鋳型表面からより遠い距離の第2の範囲に対しては、直線的だがもっとゆっくり減少する。
【0040】
A.マイクロプロジェクションアレイ
本出願においては、簡便さのために、活性が投与される生体膜としてしばしば「皮膚」に言及する。ほとんどまたはすべての場合に、他の生体膜、たとえば口、胃腸管、血液脳関門、またはその他の体組織もしくは器官の内部を覆う生体膜など、または手術中もしくはたとえば腹腔鏡検査もしくは内視鏡検査などの手順の際に露出されるかもしくは接近可能となる生体膜を通じた投与にも、同じ発明原理が適用されることが当業者に理解されるだろう。
【0041】
本出願においては、利用される微小突起またはマイクロプロジェクションの一種として「マイクロニードル」にも言及する。多くの場合に、皮膚またはその他の生体膜を貫通するためのその他の微小突起またはマイクロプロジェクションの使用にも同じ発明原理が適用されることが当業者に理解されるだろう。その他の微小突起またはマイクロプロジェクションは、たとえば米国特許第6,219,574号およびカナダ特許出願第2,226,718号に記載されるマイクロブレード、ならびに米国特許第6,652,478号に記載される刃付マイクロニードルなどを含んでもよい。
【0042】
一般的に、マイクロプロジェクションは少なくとも約50μm、少なくとも約100μm、少なくとも約150μm、少なくとも約200μm、少なくとも約250μm、または少なくとも約300μmの高さを有することが好ましい。加えて一般的に、マイクロプロジェクションは約1mm以下、約500μm以下、約300μm以下、または場合によっては約200μmもしくは150μm以下の高さを有することが好ましい。マイクロプロジェクションは、少なくとも3:1、少なくとも約2:1、または少なくとも約1:1のアスペクト比(高さ対底部の直径)を有してもよい。実施形態の1つにおいて、マイクロプロジェクションの形状は、たとえば六角形または菱形などの多角形の底部を有する錐体である。その他の可能なマイクロプロジェクション形状は、たとえば米国特許出願公開第2004/0087992号などに示されている。
【0043】
いくつかの場合には、たとえば概ね漏斗の外観を有するマイクロプロジェクションなど、マイクロプロジェクションの形状が底部に向かって厚くなっていてもよく、より一般的にはマイクロプロジェクションの末端部との距離が増加するに従ってマイクロプロジェクションの直径が直線よりも急速に大きくなっていてもよい。こうした形状は、たとえば離型を容易にするためなどに有益である。図1Aは、このタイプの個々のマイクロプロジェクション10を概略的に示す側面図である。図面にみられるとおり、底部12に平行な面とマイクロプロジェクションとの交差部分の直径Dは、その面が底部12から遠ざかってマイクロプロジェクションの先端14に近付くにつれて小さくなる。加えてこの直径は、底部12の近くの基底部ゾーン16において、底部からもっと離れた先端ゾーン18よりも急速に減少する。
【0044】
マイクロプロジェクションが底部に向かって厚くなっているとき、図1Aにおいてゾーン16によってほぼ識別される、本明細書においては「基底部」領域または「基礎」領域と呼ばれる底部に隣接したマイクロプロジェクションの部分は、その直径の増加によって皮膚に貫入しないように設計されている。上記のとおり、図1Aのマイクロプロジェクションは単に例示的なものであり、アレイ中の単一のマイクロプロジェクションの別の例を図1Bに示す。
【0045】
アレイ中のマイクロプロジェクションの数は、好ましくは少なくとも約100個、少なくとも約500個、少なくとも約1000個、少なくとも約1400個、少なくとも約1600個、または少なくとも約2000個である。マイクロプロジェクションの面密度は、それらのサイズが小さいことを考慮すれば、特に高くなくてもよいが、たとえばcm2当りのマイクロプロジェクションの数は、少なくとも約50個、少なくとも約250個、少なくとも約500個、少なくとも約750個、少なくとも約1000個、または少なくとも約1500個であってもよい。
【0046】
B.製造方法
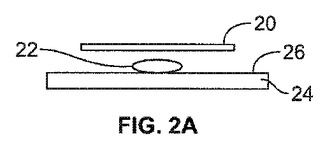
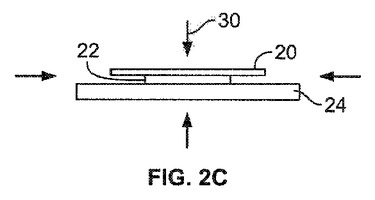
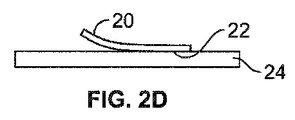
第1の局面においては、上述のものなどのマイクロプロジェクションアレイを形成する方法が提供される。この方法の実施形態の1つにおいて、図2A〜図2Dを参照して、マイクロプロジェクションアレイ鋳型20が提供され、この鋳型はアレイ中の個々の微小突起またはマイクロプロジェクションを定める複数の空洞を含む。マイクロプロジェクションはサイズが小さいため、図2A〜図2Dにおいては見えない。複数の空洞の各空洞は開口部と、所望のマイクロプロジェクション構成を与えるために選択されたたとえば直径および高さなどの寸法を有する内表面とを有する。たとえば、空洞の内部寸法は特定の高さ(または長さ)と直径とを有し、図1A〜図1Bに示される例示的マイクロプロジェクションから明らかであるとおり、その直径は高さに沿って変動し得る。鋳型のマイクロプロジェクション空洞の寸法は、製造プロセスのさまざまな因子に依存して、アレイ中の完成マイクロプロジェクションの寸法に正確に相関するか、またはほぼ相関する。同じかまたは異なるマイクロプロジェクションを有するマイクロプロジェクションアレイを得るために、鋳型中の空洞はすべて同じであってもよいし、異なっていてもよいことを熟練した技術者は認識するであろう。
【0047】
次に、引き続き図2A〜図2Bを参照して、以下により詳細に説明されるある量の調合物22が、基板24の上に置かれる。基板からの鋳型の取り外しを容易にするために、基板の上側表面26の上に、たとえばシリコンシートなどの任意の剥離層を置いてもよい。基板は調合物を保持するための凹所または窪みを含んでもよい(図2Aには示されない)。さらに基板は気体を排出するための溝を任意に含んでいてもよい。鋳型は調合物22と直接接触して置かれ、ここで鋳型は、各空洞の開口部が調合物と接触するように方向付けられる。図2Aの図面に関して、各空洞の開口部は下向きになっている。すなわち、鋳型の上側表面28には、アレイ中の各マイクロプロジェクションを定める複数の空洞の各空洞の開口部が配置されており、上側表面が調合物と直接接触して置かれることによって、調合物が各空洞に充填され得る。次に、好適な手段によって調合物を空洞に移動または移行させる。実施形態の1つにおいて、好適な手段は、図2Cにおいてたとえば矢印30などの矢印によって示される圧力である。調合物を各空洞に移動させるために、鋳型、調合物および基板をたとえば圧力室などに入れる。熟練した技術者は、鋳型に圧力を加えるための代替策が可能であり予期されることを認識するであろう。たとえば、上側表面28と反対の表面または側壁にポートを有して設計された鋳型が、吸引の取り付けを提供することで、複数の空洞への調合物の移動を達成させてもよい。複数の空洞の中に調合物を輸送すると、図2Dに示されるとおり、鋳型空洞に前駆物質が保持されるようなやり方で、鋳型が前駆物質調合物および基板から剥離される。
【0048】
鋳型は、文献に考察されている多様な利用可能な技術によって製造されてもよい。たとえば、鋳型は米国特許出願公開第2008/0269685号において考察される技術によって作製されてもよい。鋳型は、好適な機械的特性を有する合成ポリマー材料でできていてもよい。鋳型は、この方法の剥離ステップを困難なしに、かつ鋳型に損傷を与えることなく行ない得るような機械的特性を有するべきである。よって実施形態の1つにおいて、鋳型は柔軟なポリマー材料から製作され、それは実施形態の1つにおいては疎水性であり、別の実施形態においては酸素、窒素および/または二酸化炭素に対して透過性である。
【0049】
基板は、鋳型に面する側が平坦であってもよい。代替的には、上述のとおり、基板はマイクロプロジェクション前駆物質調合物を保持するために好適な窪みまたは空洞を有してもよい。基板は、たとえば鋳型自身が作られているのと同じ材料でできていてもよい。基板はポリマー樹脂、たとえばポリテトラフルオロエチレン、ポリエチレンもしくはポリプロピレンなど、または金属、たとえばステンレス鋼、チタンもしくは金などでできていてもよい。実施形態の1つにおいて、特に鋳型および基板がもともと疎水性である場合には、調合物を保持する窪みの中にある材料が入れられる。空洞に入れられた材料は、窪みの中の調合物の分布、および基板と鋳型との間の界面を湿潤にすることを助ける。例示的な材料は不織布材料または不織布網織物、たとえばDELNET(登録商標)(Delstar Technologies,Inc.,Middletown,DE)の商品名で入手可能な不織布ポリオレフィンなどである。
【0050】
前駆物質調合物の配置は、たとえばピペットなどによって、前駆物質調合物の単一滴を基板上に分配することによって行なわれてもよい。代替的には、基板上に2滴以上が分配されてもよく、その複数滴が所望のパターンに配置されてもよい。基板に窪みがあれば、単数または複数の滴がその窪みの中に入れられてもよい。
【0051】
鋳型、調合物および基板に圧力を加えるステップは、たとえばそれらの構成要素を圧力室に入れることなどによって行なわれてもよい。大気圧よりも0.2気圧より高いか、または0.5気圧より高いか、または1気圧より高い圧力が用いられてもよい。
【0052】
圧力を加えるステップの目的は、鋳型空洞中の空気を前駆物質調合物に置き換えることである。たとえば特許出願公開第2008/0269685号に示される技術など、この目的を達成することを助けるその他の利用可能な技術も存在する。これらの代替的技術の1つまたはそれ以上を利用して、圧力を加えるステップを行なわないことが望ましいこともある。
【0053】
下の実施例3は、図2A〜図2Dに記載されるプロセスに従ったマイクロプロジェクションアレイの製造の詳細を提供するものである。この実施例においては、シリコーン剥離シートを有する金属基板が提供された。シリコーンシートにポリマーおよびフルオレセイン(fluorescin)調合物が適用され、マイクロプロジェクションアレイの鋳型が調合物の上に置かれて、鋳型の各空洞の開口部が調合物と直接接触するようにされた。この基板−シリコーンシート−調合物−鋳型集合体を圧力室に入れて、鋳型の空洞の中に調合物を移動させた。圧力を取り除いた後、鋳型の一方の端縁を持ち上げて鋳型が集合体から徐々に分離するように持ち上げることによって、集合体から鋳型を取り除いた。実施例3に従って調製したマイクロアレイを光学的に検査して、その結果を図3A〜図3Bに示す。図3Aにおいては、マイクロプロジェクションアレイの上側表面の顕微鏡写真が示され、ここではフルオレセイン(fluorescin)色素によって湿潤調合物を見ることができる。鋳型のマイクロプロジェクション空洞に充填するプロセスの後、調合物は実質的または完全に空洞内に配置され、鋳型表面の空洞開口部の間には本質的に調合物は存在しない。図3Bは、調合物を乾燥して調合物から溶剤が失われた後のマイクロアレイを示し、ここでは活性薬物を表わすフルオレセイン(fluorescin)色素が各マイクロプロジェクションの先端領域に沈殿している。
【0054】
図4は、アレイ中のマイクロプロジェクションの光学顕微鏡写真のアーティストレンダリング(artists rendering)であり、このアレイは図2A〜図2Dにおいて詳述したプロセスによって製作されたものである。ここにみられるとおり、活性薬剤は主に各マイクロプロジェクションの先端に配置されており、各マイクロプロジェクションの直径がより大きい基底部領域(図1Aの基底部ゾーン16)には本質的に活性薬剤が含まれない。
【0055】
熟練した技術者は、このプロセスにおける構成要素の配向が逆にされてもよいし、除去または「剥離」される構成要素が変更されてもよいことを認識するであろう。たとえば、上向きの空洞を有する鋳型の上にある量の調合物が置かれてもよい。調合物の上に柔軟な基板または材料のシートが置かれる。シート、前駆物質調合物および鋳型に圧力が加えられる。調合物が鋳型空洞の中に保持されるようなやり方で、調合物および鋳型から基板が剥離または分離される。
【0056】
鋳型または基板のいずれが剥離されるかに関わらず、剥離ステップは、たとえば指によって、またはより典型的にはピンセットなどの用具によって、手動で達成されてもよい。手動で剥離を行なう際には、鋳型と基板との間にあるマイクロプロジェクション前駆物質調合物を注視して、剥離動作が起こるに従ってそれが滑らかに後退することを確認することが望ましいだろう。加えて、ほぼ一定の剥離速度を維持するよう試みることも望ましいだろう。その速度は、たとえば1分間当りのミリメートル数で測定されてもよい。約1〜10mm/分、約3〜7mm/分、または約4〜6mm/分の間の速度が用いられてもよい。加えて、剥離されるときの鋳型と基板との間でほぼ一定の角度を維持するよう試みることも望ましいだろう。鋳型の空洞にマイクロプロジェクション調合物のみが残されるように剥離速度を制御することが好ましい。好ましくは、調合物が空洞の間にブリッジを形成したり、空洞の外側の鋳型表面に小滴を形成したりすべきではない。
【0057】
代替的には、構成要素の配置から鋳型を剥離するための機構が利用されてもよい。たとえば、その機構は制御可能な速度で基板上を転がされるシリンダであってもよく、鋳型は鋳型空洞を外側に向けてシリンダに取り付けられてもよい。鋳型はたとえば接着剤などによって取り付けられてもよい。代替的には、取り付けの機械的モード、たとえば鋳型の穴に嵌め込まれる突起、または鋳型の端部をクリップで留める機構などを用いることによって取り付けが行なわれてもよい。
【0058】
図5は、マイクロプロジェクション前駆物質調合物を中に保持する浅い貯蔵所34を有する基板32から鋳型30を剥離するための機構を概略的に示す。調合物を貯蔵所に分配した後、調合物を充填した貯蔵所の上にマイクロニードル鋳型を配置して、鋳型の各空洞の開口部に調合物が接近できるようにする。たとえば、基板、調合物および鋳型を圧力容器に入れることなどによって、鋳型の空洞に調合物のすべてまたは一部を移動させる。次いで、プロセスのこの部分に対して特定的に図5を参照して、基板、調合物および鋳型をシリンダ36に接触させる。シリンダは、たとえばねじ駆動装置、または滑車(図示せず)を駆動するステッパモータ、またはシリンダを自由に回転させながら基板と平行なシリンダの直線運動を生じさせるようなあらゆるその他の態様などに基づいていてもよい機構38によって回転可能である。シリンダ36および鋳型30が互いに関して回転するとき、鋳型は基板32から外れる。好適な速度で、好適な鋳型空洞および調合物材料の特性(例、粘性、表面張力)によって、アレイ中の各マイクロプロジェクションを定める鋳型の空洞は調合物を保持し、その調合物から溶剤を除去すると、各空洞にマイクロプロジェクションである固体材料が得られる。調合物を貯蔵所から鋳型の空洞に移動させるための手段に関して、圧力は単なる例示であることが認識されるだろう。別のアプローチは、シリンダを減圧することによって、鋳型を基板から外す際に調合物流体が各空洞に引き込まれるようにすることである。
【0059】
機構38は電気モータの制御下で動作してもよく、電気モータはコンピュータまたはマイクロプロセッサの制御下で動作してもよい。電気モータを用いて短い範囲の制御された運動を生成することは当該技術分野において周知であり、電気モータのコンピュータ制御も同様である。たとえば、H.Wayne Beaty & James L.Kirtley,Electric Motor Handbook(McGraw−Hill 1998)などが参照されてもよい。熟練した技術者は、貯蔵所およびその調合物から離れる鋳型の動きを達成するために、シリンダは静止させたままで基板を動かすことも代替的に可能であることを認識するであろう。
【0060】
鋳型を調合物から剥離するときの剥離速度は、マイクロプロジェクション前駆物質調合物が鋳型空洞に保持されるかどうかに影響する。剥離速度が速くなる、すなわち調合物から鋳型を除去する速度が速くなると、鋳型の表面に残余調合物の小滴が残りやすくなるのに対し、除去速度が遅くなると、鋳型の空洞からすべての前駆物質調合物が引っ張り出されるおそれがある。よって実施形態の1つにおいて、調合物との接触からの鋳型の除去は、鋳型空洞中に調合物を最適に信頼性高く保持する最も速い除去速度を達成するように選択される。したがって、たとえばさまざまな速度を試して、その特定の前駆物質および空洞ジオメトリに対してどの速度が信頼性のある保持を生じさせるかを確かめてもよい。鋳型の空洞における調合物の保持は、たとえば空洞を顕微鏡で調べて、それらが図3Bに示されるように部分的に充填されて見えるかどうかを確かめることなどによって定められてもよい。
【0061】
理論に結び付けられることは望まないが、鋳型空洞へのマイクロプロジェクション前駆物質調合物の保持のプロセスは、鋳型が基板から剥離されるときに、前駆物質の小滴が前駆物質調合物の塊から離脱して空洞内に残るために起こると考えられる。1つの仮説は、この前駆物質の離脱が、剥離によって生成される局部応力によって起こるというものである。この応力は、液体が空洞を移動する際の液体粘着力と、空洞に対する液体親和力との反対向きの力によって生成される。この離脱が起こるという事実は予想外であり、このプロセスが適度に再現可能であるという事実、および各々の空洞に保持される小滴がほぼ同じ体積を有するという事実も予想外である。
【0062】
実施例4は、図2A〜図2Dに記載されるプロセスに従うマイクロプロジェクションアレイの製造の別の例を説明するものである。この実施例において、マイクロプロジェクションアレイは、ヒスチジン緩衝液中のデキストラン、ソルビトール、活性薬剤ヒト副甲状腺ホルモンの前駆物質調合物から製作された。調合物を鋳型の空洞に移動させた後、たとえば図5に示されるシリンダなどの移動部材に鋳型を接触させた。シリンダを回転させて鋳型を貯蔵所から分離し、鋳型を基板から分離するこのステップは、鋳型の空洞に移動した調合物が空洞内に保持され、かつ複数の空洞における調合物の量が実質的に均一であるような条件下で行なわれた。この実施例において、鋳型の空洞に保持された調合物の均一性は、各マイクロプロジェクション中の活性薬剤(ヒト副甲状腺ホルモン)の量を定量化することによって測定された。マイクロプロジェクションのアレイにおける活性薬剤の量の変動係数は10%であった。他の実施形態においては、10%未満、より好ましくは7%未満、さらにより好ましくは約5%または3%未満の変動係数が好ましい。
【0063】
上記のとおり、いくつかの場合には、たとえば概ね漏斗の外観を有するマイクロプロジェクションなど、マイクロプロジェクションの形状が底部に向かって厚くなっていてもよく、より一般的にはマイクロプロジェクションの末端部との距離が増加するに従ってマイクロプロジェクションの直径が直線よりも急速に大きくなっていてもよい。この形状のマイクロプロジェクションを図1Aに示しており、基底部領域16はその漏斗様の形状のために本明細書においては「漏斗」とも呼ばれる。こうした概ね漏斗様のマイクロプロジェクションを製造するために設計される鋳型に対しては、漏斗の薄い方の端部(末端部)がマイクロプロジェクション前駆物質を保持する一方で、漏斗の厚い方の端部(基端部)がマイクロプロジェクション前駆物質を保持しない傾向が起こり得る。
【0064】
一般的に、空洞内に保持されるマイクロプロジェクション前駆物質調合物の量は、1つの空洞と次の空洞とでほぼ等しいことが望ましい。たとえば、前駆物質調合物の体積の標準偏差は、前駆物質調合物を保持する空洞中の前駆物質調合物の平均体積の約30%未満、約20%未満、約10%未満、約5%未満、または約2%未満であることが望ましいだろう。アレイにおける1つの空洞と次の空洞との前駆物質調合物の量の変動を測定する代替的な態様は、マイクロプロジェクション前駆物質調合物が活性薬剤を含有している実施形態に対して、活性薬剤の量によるものである。たとえば、マイクロプロジェクションアレイ鋳型における複数の空洞中の活性薬剤の体積または重量の標準偏差が、前駆物質調合物を保持する空洞中の活性薬剤の平均体積または重量の約30%未満、約20%未満、約10%未満、約5%未満、または約2%未満であることが望ましいだろう。
【0065】
別の実施形態において、マイクロプロジェクションアレイを形成する別の方法が提供される。この実施形態において、マイクロニードルまたはマイクロプロジェクションアレイのための1つまたはそれ以上の鋳型は、その1つまたはそれ以上の鋳型が中に配置される貯蔵所を形成するようなやり方で結合する2つの部材または半体で形成された固定具の中に固定される。固定具を通って貯蔵所の中へとポートが設けられ、このポートを通じて、アレイのマイクロプロジェクションを形成するための調合物材料を導入できる。第2のポートまたは通気口は、調合物を導入する際に置換される空気を通過させる。貯蔵所は、鋳型の複数の空洞を充填するために十分な量の調合物で満たされている。次いで固定具は、調合物を貯蔵所から鋳型の複数に移動させる手段に露出され、この手段は圧力または減圧または圧力と減圧との組み合わせを含む。次いで、鋳型の空洞に移動されなかったあらゆる調合物を制御可能に除去することによって、空洞に移動された調合物は空洞中に保持されるが、過剰な調合物は撤収される。調合物が空洞の間にブリッジを形成することも、空洞の外側の鋳型表面に小滴を形成することもないことが望ましい。
【0066】
この実施形態を実行するために好適な例示的な装置を、図6A〜図6Bに概略的に示す。図6Aに示される固定具40の断面図において、固定具の第1および第2の部材44、46の間に鋳型42が保持される。第1の部材44は内表面48を有し、第2の部材46は内表面50を有する。一方の部材、この実施形態における第2の部材は、窪んだ床54および側壁56、58によって定められる空洞52を有する。第1および第2のポート60、62は、外部環境と空洞52との間の流体連絡を提供する。下に説明されるとおり、ポート60、62は、調合物の導入および/または空洞の排気(例、真空排気または加圧排気)のための、排気および気体による加圧のためのプロセスにおいて用いられる。図6Bは、図6Aの線B−Bに沿って取られた第2の部材46の断面上面図であり、空洞52およびポート60、62を示している。
【0067】
使用において、アレイ中の個々のマイクロプロジェクションを定める複数の空洞の開口部を有する1つまたはそれ以上のマイクロプロジェクション鋳型は、固定具の第1および第2の部材が接触されるときに形成される貯蔵所の中に入れられる。図6Aにおいては、単一の鋳型42が空洞52に隣接して固定され、アレイのマイクロプロジェクションを定める複数の空洞の開口部は、2つの部材が結合配置にあるときには貯蔵所とも呼ばれる空洞52と流体連絡を行なっている。実施形態の1つにおいて、貯蔵所は少なくとも0.05ミル(0.00127mm)、より好ましくは少なくとも0.1ミル(0.00254mm)の深さを有する。マイクロプロジェクション開口部および空洞は、サイズが小さいため図6Aには示されていない。一方のポート、たとえばポート62を通じて調合物が導入され、他方のポート、たとえばポート60を通じて空洞内の空気または気体が排出される。鋳型の空洞の複数の開口部を覆うために十分な調合物が空洞に導入される。代替的には、たとえば鋳型が製造できる最大のアレイよりも小さいアレイを製造するために、いくつかの鋳型空洞を覆わずに残しておくことも可能である。次いで、たとえば好適なバルブ調節などによって一方のポートを閉じ、貯蔵所を所望に加圧する。空洞52内の圧力を測定するために、部材46内に圧力計を取り付けてもよい。貯蔵所の加圧は、一方のポートを閉じた後に貯蔵所に追加の調合物を導入することによって達成されてもよいし、代替的には、貯蔵所内が所望の圧力に達するまで一方のポートを通じて加圧気体が導入されてもよい。貯蔵所が加圧されている間、鋳型空洞は調合物で覆われたままでいることが望ましい。次いで、鋳型空洞に移動した調合物を鋳型空洞内に保持するような態様で、鋳型の空洞に移動されなかった調合物が固定具の貯蔵所から撤収される。調合物は、一方のポートの圧力、一方のポートの減圧、または第1および第2のポートにおける減圧および圧力の組み合わせによって撤収されてもよい。
【0068】
固定具には、ハンドルまたはその他の便利な操作手段を用いて部材44、46を分離したり一緒にしたりできる機構が設けられてもよい。その機構は、閉じた位置で2つの部材がともに押し付けられるように設計されてもよい。空洞を有する部材が水平位置にあるときにマイクロプロジェクションアレイ鋳型をその部材の中に入れてから、鋳型を保持する部材を反対側の部材と結合させるために鉛直位置まで移動可能にして、部材の間に鋳型を固定した固定具を形成することが望ましいであろう。
【0069】
別の実施形態において、固定具は2つ以上のマイクロプロジェクションアレイ鋳型を含むように設計され、鋳型は空洞の開口部を貯蔵所に向けて横並びにされてもよいし、鋳型は対向する配置に置かれることによって空洞の開口部が互いに向き合っていてもよい。
【0070】
図2A〜図2Dに関して上述した方法と同様に、図6A〜図6Bに示される固定具に基づく方法の使用においても、鋳型空洞におけるマイクロプロジェクション前駆物質調合物の保持のプロセスは、前駆物質調合物のレベルが下がるときに、前駆物質調合物の小滴が前駆物質調合物の塊から離脱して空洞内に残るために起こると考えられる。この離脱が起こるという事実は予想外であり、このプロセスが再現可能であるという事実、および調合物の体積または各空洞中の活性薬剤の重量によって測定されるときに、マイクロプロジェクションアレイ鋳型中の複数の空洞に保持される小滴が複数の空洞において調合物の均一な体積を有するという事実も予想外である。調合物の「均一な」体積とは、マイクロプロジェクションアレイ鋳型における複数の空洞中の活性薬剤の体積または重量の標準偏差が、前駆物質調合物を保持する空洞中の調合物の平均体積または活性薬剤の重量の約30%未満、約20%未満、約10%未満、約5%未満、または約2%未満であることを意図するものである。
【0071】
いくつかの状況において、マイクロプロジェクション前駆物質調合物が空洞内に残るかどうかに影響し得る変数の1つは、たとえば固定具中の貯蔵所の加圧などによって調合物を空洞に移動させるステップの後に、調合物を貯蔵所から除去する速度である。調合物を複数の空洞の中に移動させた後に、貯蔵所に残った調合物を撤収するときの制御された速度は、各マイクロプロジェクションの先端ゾーンを形成する、マイクロプロジェクション空洞に移された調合物の全量を各空洞内に保持しながら、空洞に移動せずに貯蔵所に残った調合物が除去されるように選択される。約0.1cm/分から約10cm/分の間、または約0.2cm/分から2cm/分の間、または約0.5cm/分から1.5cm/分の間の撤収速度が一般的に好適である。充填速度は撤収速度より速くてもよい。
【0072】
代替的には、撤収速度をcm/分ではなくmL/分で測定または制御する方が便利なことがある。認識され得るとおり、鋳型が矩形ではなくたとえば円形状などであるとき、cm/分での撤収速度はmL/分での撤収速度に比例しないことがある。円形の貯蔵所に対するmL/分での撤収速度は、たとえば(貯蔵所の頂部から)ゆっくり開始し、貯蔵所の中央のレベルに達するまで増加し、貯蔵所の底部に達するまで減少することなどによって変動し得る。
【0073】
保持のための前駆物質撤収の所望の速度は、少なくともある程度は、マイクロプロジェクション前駆物質の粘性および表面張力、ならびにその鋳型材料との接触角に依存することが予期されるだろう。所望の速度も、少なくともある程度は、鋳型空洞のサイズおよび形状ならびに貯蔵所の形状およびサイズにも依存することが予期されるだろう。たとえば、かなり大きい鋳型空洞は、いずれの撤収速度においても特定のマイクロプロジェクション前駆物質を保持できないかもしれない。
【0074】
以下の実施例5〜6は、図6A〜図6Bに示される固定具を用いた製造方法の2つの実施例を詳述するものであり、ここではマイクロプロジェクションアレイが製造された。実施例6を参照して、マイクロプロジェクションアレイは、ヒスチジン緩衝液中のデキストラン、ソルビトール、活性薬剤ヒト副甲状腺ホルモンの前駆物質調合物から製作された。固定具貯蔵所の中に単一のマイクロプロジェクションアレイ鋳型を保持するための寸法にされた固定具が用いられ(実施例6において「1アップ(one−up)」貯蔵所と呼ばれる)、加えて固定具貯蔵所の中に2つのマイクロプロジェクションアレイ鋳型を保持するための寸法にされた固定具が用いられた(実施例6において「2アップ(two−up)」貯蔵所と呼ばれる)。1つまたはそれ以上の鋳型を固定具に入れた後に、ポートの一方を介して貯蔵所に調合物を導入し、第2のポートは貯蔵所中の空気を排出するために開放位置にした。次いで第2のポートを閉じ、貯蔵所内の圧力を上げて調合物を鋳型(単数または複数)の複数の空洞に移動させる。次いで、この移動ステップの後に貯蔵所に残った調合物を、鋳型(単数または複数)の空洞中に移動した調合物を保持するような速度で貯蔵所から除去する。たとえば鋳型を含む固定具をオーブンに入れることなどによって、鋳型空洞中の調合物の溶剤を除去した。次いで、固定具の貯蔵所に導入された第2の調合物によってこのプロセスを繰り返して、各マイクロプロジェクションの基底部領域が先端領域の組成物とは異なる組成物を有するようなマイクロプロジェクションアレイを形成した。
【0075】
図2A〜図2Dの剥離方法と同様に、図6A〜図6Bに示される固定具の使用とともに、概ね漏斗形状の空洞を有する鋳型が用いられてもよい。
【0076】
鋳型は、文献に考察されている多様な利用可能な技術によって製造されてもよい。たとえば、鋳型は米国特許出願公開第2008/0269685号において考察される技術によって作製されてもよい。鋳型は、好適な機械的特性を有する合成ポリマー材料でできていてもよい。一般的に、この実施形態においては、剥離実施形態において用いられる鋳型よりも柔軟性の少ない鋳型が用いられてもよい。
【0077】
固定具からの調合物の除去、および/または固定具への調合物の導入は、手動の技術、または一定の速度の流体移動を確実にするためのマイクロプロセッサの制御下の技術を含むがそれに限定されないあらゆる数の技術によって達成されてもよいことが、熟練した技術者に認識されるであろう。実施例においては、流体を固定具に導入し、そこから流体を除去するために、マイクロプロセッサ制御のシリンジポンプが用いられた。
【0078】
本明細書の上記で考察された2つの実施形態のいずれにおいても、一旦鋳型空洞がマイクロプロジェクション前駆物質調合物によって部分的または完全に充填されると、それらを乾燥して調合物から溶剤を除去することによって、アレイのマイクロプロジェクションを形成する各空洞中に固体材料を得てもよい。調合物の1つまたはそれ以上の付加的な層が、同じ方法または異なる方法によって、好ましくは乾燥された後の第1の層の上に適用されてもよい。実施例1および2はともにこのアプローチを示している。熟練した技術者が認識するとおり、付加的な調合物は第1の調合物とは異なる組成を有してもよく、第1の調合物は典型的に活性薬剤を含有することによってその薬剤がマイクロプロジェクションの先端に配置されるようにし、第2の調合物は活性薬剤を含まずに、角質層を貫通しないであろうマイクロプロジェクションの基底部領域を形成する。
【0079】
調合物を分配するステップ、調合物を鋳型に接触させるステップ、調合物を鋳型の空洞に移動させるステップ、および鋳型を調合物から分離するか、または調合物を固定具から撤収するステップを含む、本明細書に記載される方法におけるさまざまなステップは、個別または集合的に、同じ温度または異なる温度にて行なわれてもよいことを、熟練した技術者は認識するであろう。実施形態の1つにおいて、すべてのステップは室温で、たとえば約23〜25℃などで行なわれる。複数の空洞に保持されていない調合物を回収する。
【0080】
本明細書に記載される方法は、鋳型の複数の空洞に保持されていない調合物を回収するステップを含んでもよいことを、熟練した技術者は認識するであろう。たとえば、固定具から調合物を撤収した後に、調合物を再使用または分析のために回収してもよい。たとえば、基板上に置かれた調合物から鋳型を分離した後に、調合物を再使用または分析のために回収してもよい。実施形態の1つにおいて、複数の空洞に保持されていない調合物の少なくとも約90%、好ましくは95%が回収される。
【0081】
上述の方法において、複数の空洞への調合物の移動は移動ステップによって達成され、それはたとえば調合物を加圧するステップであってもよく、それは固定具の貯蔵所に導入された調合物または基板上に置かれた調合物(この場合には、基板−調合物および鋳型が一般的に一緒に加圧される)を意図するものである。熟練した技術者は、鋳型の空洞への調合物の移動を達成するために好適な圧力を選択できるし、体積、調合物の特性、面積および温度を含むがそれに限定されない、最適な圧力の選択を導く変数を認識するであろう。実施形態の1つにおいては0.1〜1気圧(10.1〜101kPa)の範囲の圧力が選択され、好ましい実施形態においては少なくとも約0.1atm(10.1kPa)、少なくとも約0.5atm(50.7kPa)、または少なくとも約1.0atm(101kPa)が適用される。
【0082】
D.マイクロプロジェクションおよびマイクロプロジェクションアレイに対する調合物
本明細書に記載されるプロセスによって、多様な調合物が鋳型空洞に挿入されてもよい。調合物は「前駆物質調合物」とも呼ばれることによって、鋳型空洞に導入される調合物が、マイクロプロジェクションおよび/またはマイクロプロジェクションアレイを作製するための結果的に得られる固体材料の前駆物質であることを反映する。典型的には、前駆物質調合物の溶剤が除去されることによって、マイクロアレイを作製する最終材料が得られるが、前駆物質調合物に対する他の変化が起こるように設計されてもよいし(たとえば架橋結合または反応など)、偶然起こってもよい。
【0083】
一般的に前駆物質調合物は、少なくとも1つの活性薬剤(例、薬物または治療薬剤)、少なくとも1つの溶剤、任意のポリマー、およびその他の任意の成分、たとえば糖、抗酸化剤、保存剤などを含む。代替的に、前駆物質調合物は、少なくとも1つのポリマー、少なくとも1つの溶剤、任意の活性薬剤、およびその他の任意の成分、たとえば糖、抗酸化剤、保存剤などを含む。任意には、表面張力を調整するために表面活性剤が加えられてもよい。米国特許出願公開第2008/0269685号は、前駆物質調合物に対する多様な好適な材料を開示している。
【0084】
本明細書に記載される方法によってマイクロプロジェクションに入れられ得る活性治療薬剤は、小分子薬物、タンパク質、ペプチド、核酸などを含むがそれに限定されない。以下の実施例5および6においては、例示的な活性薬剤としてヒト副甲状腺ホルモン(human parathyroid hormone:hPTH)を用いた。ワクチンは、アレイのマイクロプロジェクションにおける分散(disperment)のための調合物に含まれ得る別の例示的な治療薬剤である。米国特許出願公開第2008/0269685号は多様な好適な活性を開示しており、それらすべてが本明細書において引用により援用される。
【0085】
マイクロプロジェクション前駆物質調合物は、1つまたはそれ以上のポリマーを含んでいてもよい。ポリマーは好ましくは生体適合性である。別の実施形態において、ポリマーは好ましくは生分解性である。この用語は、生分解の機構に関わらず、インビボ使用(例、皮膚への挿入)の予期される条件下でポリマーが分解することを意図するものである。生分解の例示的な機構は、崩壊、分散、溶解、侵食、加水分解、および酵素分解を含む。
【0086】
マイクロプロジェクション前駆物質調合物における使用に好適な例示的ポリマーは、ポリ(乳酸)、ポリ(グリコール酸)、ポリ(乳酸−コ−グリコール酸)、ポリ(カプロラクトン)、ポリ無水物、ポリアミン、ポリエステルアミド、ポリオルトエステル、ポリジオキサノン、ポリアセタール、ポリケタール、ポリカーボネート、ポリリン酸エステル、ポリオルトカーボネート、ポリホスファゼン、ポリ(リンゴ酸)、ポリ(アミノ酸)、ヒドロキシセルロース、ポリリン酸エステル、デキストラン、テトラデンプン(tetrastarch)、天然または修飾多糖、ヒアルロニダーゼ(hyalouronidase)、キチン、ならびにそれらのコポリマー、ターポリマーおよび混合物を含むが、それに限定されない。実施形態の1つにおいて、調合物はデキストランを含み、それは好ましくは約20,000〜100,000ダルトン、より好ましくは40,000〜80,000ダルトン、さらにより好ましくは40,000〜70,000ダルトンの間の分子量を有するデキストランである。特定の実施例においては、70,000ダルトン(70kDa)の分子量を有するデキストランが用いられる。
【0087】
マイクロプロジェクション前駆物質調合物は、1つまたはそれ以上の糖も含んでいてもよい。マイクロプロジェクションアレイに含まれてもよい例示的な糖は、デキストロース、フルクトース、ガラクトース、マルトース、マルツロース、イソマルツロース、マンノース、ラクトース、ラクツロース、スクロース、およびトレハロースを含む。たとえばラクチトール、マルチトール、ソルビトール、およびマンニトールなどの糖アルコールも利用されてもよい。シクロデキストリンもマイクロプロジェクションアレイに有利に用いることができ、たとえばα、βおよびγシクロデキストリン、たとえばヒドロキシプロピル−β−シクロデキストリンおよびメチル−β−シクロデキストリンなどが用いられてもよい。糖および糖アルコールは、特定の活性(例、タンパク質)の安定化、および可塑化様の効果によるマイクロプロジェクションの機械的特性の修正にも有用であり得る。実施形態の1つにおいて、調合物に含まれる糖はソルビトールであり、別の実施形態において、調合物はソルビトールおよびデキストランを含む。
【0088】
マイクロプロジェクションアレイの生分解性は、たとえば架橋結合されたPVP、グリコール酸ナトリウムデンプン、セルロース、天然および合成ゴム、またはアルギン酸塩などの水膨潤性ポリマーを含むことによって促進されることがある。
【0089】
マイクロプロジェクションアレイは、多様な薬物物質に対して好適である。投与され得る好適な活性薬剤は、例示であって限定ではない以下のものなどを含む多種類の化合物を含む:滋養強壮剤;鎮痛剤;抗関節炎剤;抗腫瘍薬を含む抗癌剤;抗コリン作用薬;抗けいれん薬;抗鬱薬;抗糖尿病剤;止痢薬;抗寄生虫薬;抗ヒスタミン剤;抗高脂血症剤;抗高血圧症剤;抗感染剤、たとえば抗生物質、抗真菌剤、抗ウイルス剤ならびに静菌化合物および殺菌化合物など;抗炎症剤;抗片頭痛調製物;制吐剤;抗パーキンソン病薬;鎮痒薬;抗精神病薬;解熱剤;鎮痙薬;抗結核剤;抗潰瘍剤;抗不安薬;食欲抑制剤;注意欠陥障害および注意欠陥多動性障害の薬;カルシウムチャネル遮断薬、抗狭心症剤、中枢神経系薬剤、ベータ受容体遮断薬および抗不整脈剤を含む心血管調製物;腐食剤;中枢神経系刺激剤;鬱血除去薬を含む咳および感冒調製物;サイトカイン;利尿剤;遺伝物質;ハーブ治療薬;ホルモン溶解薬;催眠薬;血糖降下剤;免疫抑制剤;角質溶解剤;ロイコトリエン阻害剤;有糸分裂阻害剤;筋弛緩薬;麻薬拮抗薬;ニコチン;栄養剤、たとえばビタミン、必須アミノ酸および脂肪酸など;眼病薬、たとえば抗緑内障剤など;疼痛緩和剤、たとえば麻酔剤など;副交感神経抑制薬;ペプチド薬;タンパク質分解酵素;覚醒剤;抗喘息剤を含む呼吸薬;鎮静剤;プロゲストゲン、エストロゲン、副腎皮質ステロイド、アンドロゲンおよびタンパク質同化剤を含むステロイド;禁煙剤;交感神経刺激剤;組織治癒促進剤;精神安定剤;一般的な冠状動脈、末梢血管および脳血管を含む血管拡張剤;発疱薬(vessicants);ならびにその組み合わせ。
【0090】
マイクロプロジェクションアレイとともに用いられ得るペプチドおよびタンパク質の例は、オキシトシン、バソプレッシン、副腎皮質刺激ホルモン(adrenocorticotropic hormone:ACTH)、上皮細胞増殖因子(epidermal growth factor:EGF)、プロラクチン、黄体形成ホルモン、卵胞刺激ホルモン、ルリベリンまたは黄体形成ホルモン放出ホルモン(luteinizing hormone releasing hormone:LHRH)、インスリン、ソマトスタチン、グルカゴン、インターフェロン、ガストリン、テトラガストリン、ペンタガストリン、ウロガストロン、セクレチン、カルシトニン、エンケファリン、エンドルフィン、キョートルフィン、タフトシン、チモポイエチン、チモシン、チモスチムリン、胸腺液性因子、血清胸腺因子、腫瘍壊死因子、コロニー刺激因子、モチリン、ボンベシン、ジノルフィン、ニューロテンシン、セルレイン、ブラジキニン、ウロキナーゼ、カリクレイン、P物質の類似体および拮抗剤、アンギオテンシンII、神経成長因子、血凝固因子VIIおよびIX、塩化リゾチーム、レニン、ブラジキニン、チロシジン、グラミシジン、成長ホルモン、メラニン形成細胞刺激ホルモン、甲状腺ホルモン放出ホルモン、甲状腺刺激ホルモン、副甲状腺ホルモン、パンクレオザイミン、コレシストキニン、ヒト胎盤ラクトゲン、ヒト絨毛性ゴナドトロピン、タンパク質合成刺激ペプチド、胃抑制ペプチド、血管作動性腸ペプチド、血小板由来成長因子、成長ホルモン放出因子、骨形態形成タンパク質、ならびにその合成類似物および修飾物および薬理学的活性を有する断片である。ペプチジル薬物はLHRHの合成類似体、たとえばブセレリン、デスロレリン、フェルチレリン、ゴセレリン、ヒステレリン、ロイプロリド(ロイプロレリン)、ルトレリン、ナファレリン、トリプトレリン、およびその薬理学的活性を有する塩なども含む。
【0091】
マイクロプロジェクションアレイ投与に好適な高分子活性薬剤は、生体分子、たとえば抗体、DNA、RNA、アンチセンスオリゴヌクレオチド、リボソーム、ならびに酵素補助因子、たとえばビオチン、オリゴヌクレオチド、プラスミド、および多糖なども含んでもよい。オリゴヌクレオチドは、DNAおよびRNA、その他の天然に存在するオリゴヌクレオチド、非天然オリゴヌクレオチド、ならびにそのあらゆる組み合わせおよび/または断片を含む。治療的抗体は、オルソクローンOKT3(ムロモナブCD3)、レオプロ(アブシキシマブ)、リツキサン(リツキシマブ)、ゼナパックス(ダクリズマブ)、レミケード(インフリキシマブ)、シムレクト(バシリキシマブ)、シナジス(パリビズマブ)、ハーセプチン(トラスツズマブ)、マイロターグ(ゲムツズマブオゾガマイシン)、CroFab、DigiFab、キャンパス(アレムツズマブ)、およびゼバリン(イブリツモマブチウキセタン)を含む。
【0092】
マイクロプロジェクションアレイ投与に好適な高分子活性薬剤は、ワクチン、たとえば米国において炭疽病、ジフテリア/破傷風/百日咳、A型肝炎、B型肝炎、Haemophilus influenzaeタイプb、ヒトパピローマウイルス、インフルエンザ、日本脳炎、麻疹/耳下腺炎/風疹、髄膜炎菌性疾患(例、髄膜炎菌多糖ワクチンおよび髄膜炎菌結合ワクチン)、肺炎球菌性疾患(例、肺炎球菌多糖ワクチンおよび髄膜炎菌結合ワクチン)、ポリオ、狂犬病、ロタウイルス、帯状疱疹、天然痘、破傷風/ジフテリア、破傷風/ジフテリア/百日咳、腸チフス、水痘、および黄熱に対する使用が認可されているワクチンなども含んでもよい。
【0093】
マイクロプロジェクションアレイはヒトの皮膚を貫通するため、アレイ中の微生物の存在を排除するために役立つステップを取ることが望ましいだろう。こうしたステップは、たとえば調合物中の微生物を脱水するための浸透圧剤の働きをする高い糖濃度を有する調合物の使用などを含む。代替的な技術は、非生理的pH(例、pH6未満およびpH8より高いpH)を使用して微生物の生育を遅らせ、生存能を破壊することである。調合物は有機溶剤によって作製されてもよく、次いで有機溶剤は微生物を脱水するために乾燥されてもよい。この脱水効果から離れても、有機溶剤の使用は本質的に殺菌性である。なぜなら有機溶剤はバクテリア細胞膜を破壊するからである。加えて、マイクロプロジェクションアレイを密閉された低酸素環境中に包装することによって、好気性微生物を遅らせ、最終的にそれらの生存能を破壊してもよい。アレイを低湿度環境中に包装することによって、微生物を脱水してもよい。
【0094】
微生物に対処するためのさらなる技術は、調合物または包装に医薬的に許容できる抗菌剤を含ませることである。こうした薬剤の例は、塩化ベンザルコニウム、ベンジルアルコール、クロルブタノール、メタクレゾール、ヒドロキシル安息香酸のエステル、フェノール、およびチメロサールである。
【0095】
さらなる代替案として、調合物に表面活性剤または界面活性剤を加えて、あらゆる微生物の細胞膜を破壊することによってそれらを殺してもよい。包装に乾燥剤を加えることによって、微生物を脱水してそれらを殺してもよい。
【0096】
たとえば活性を酸化から保護するなどのために、調合物に抗酸化剤を加えてもよい。例示的な抗酸化剤は、メチオニン、システイン、D−アルファトコフェロールアセテート、DL−アルファトコフェロール、アスコルビルパルミテート、アスコルビン酸、ブチル化ヒドロキシアニソール、ブチルヒドロキシキノン、ブチルヒドロキシアニソール、ヒドロキシコマリン、ブチルヒドロキシトルエン、ケファリン、没食子酸エチル、没食子酸プロピル、没食子酸オクチル、没食子酸ラウリル、プロピルヒドロキシベンゾアート、トリヒドロキシブチロフェノン、ジメチルフェノール、ジ−tert−ブチルフェノール、ビタミンE、レシチン、およびエタノールアミンを含む。
【0097】
この方法を、その好ましい特定の実施形態とともに説明したが、前述の説明は例示のためのものであって、本発明の範囲を限定することは意図されないことが理解されるべきである。本発明が属する技術分野の当業者には、本発明の範囲内のその他の局面、利点および修正が明らかになるだろう。
【0098】
本明細書において言及されるすべての特許、特許出願および公開は、その全体が引用により援用される。しかし、明確な定義を含む特許、特許出願または公開が引用により援用されるとき、それらの明確な定義は、それらが見出される援用特許、特許出願または公開に適用されるものであって、本出願の本文の残り、特に本出願の請求項には適用されないことが理解されるべきである。
【実施例】
【0099】
以下の実施例は、通常の当業者に、本明細書に記載される方法をどのように実行するかの完全な開示および説明を提供するために出されるものであって、発明者らが自身の発明と考えるものの範囲を限定することは意図されない。数(例、量、温度など)に関しては正確さを保証するよう努力したが、いくらかの誤差および偏差は生じるはずである。別様に示されない限り、割合は重量比であり、温度は℃によるものであり、圧力は大気圧またはその付近である。
【0100】
(実施例1)
アレイ鋳造のための一般的なプロセス
マイクロニードル鋳型を、たとえば乾燥熱またはガンマ照射などによって滅菌する。25%のウシ血清アルブミン(bovine serum albumin:BSA)、20%のポリビニルアルコール、27%のトレハロース、および28%のマルチトールを含有し、水中に合計20%の固形分を有する調合物を調製する。ある量の調合物(本明細書においては前駆物質調合物と呼ばれる)、たとえば20μLが鋳型の上に分配される。刈り込まれた先端を有するホールピペットを用いて、調合物を鋳型の上に手動で広げる。次いで、市販の振動機器を用いて、調合物で覆われた鋳型を5秒間ボルテックスすることによって、鋳型に調合物を均一に分布させる。調合物被覆を有する鋳型を1atmの圧力容器に約10分間入れる。次いで圧力を取り除く。鋳型を32℃の温度のインキュベータに約30分間から1時間入れる。次いで両面接着テープを用いてアレイを離型し、任意には裏張りに取り付ける。
【0101】
(実施例2)
2層アレイを鋳造するための一般的なプロセス
実施例1の乾燥ステップの後、離型の前に、類似の手順を用いて鋳型上に付加的な層を鋳造する。付加的な層は、エタノールおよびイソプロピルアルコールの3:1混合物中の20wt%のメタクリル酸カチオンコポリマーEUDRAGIT(登録商標)EPO(ジメチルアミノエチルメタクリレート、ブチルメタクリレート、およびメチルメタクリレートに基づくカチオンコポリマー)の75μLからなる。付加的な層は、ガラススライドを用いて鋳型に均一に適用される。鋳型を圧力容器に入れて、1atmにて2分間加圧する。圧力を解除し、鋳型を乱すことなく圧力容器中で追加の5分間だけ乾燥させる。鋳型を再びインキュベータ中で32℃にて1時間乾燥し、次いで離型する。
【0102】
(実施例3)
剥離を用いて鋳型空洞にマイクロプロジェクション前駆物質を入れる
以下のとおりにマイクロプロジェクションアレイを製造した。平坦な金属基板の上にシリコーンシートを置いた。マイクロピペットを用いて、125μLのマイクロプロジェクション前駆物質調合物を液滴としてシリコーンシート上に分配した。シリコーンでできた柔軟なポリマーマイクロプロジェクションアレイ鋳型を調合物の上に置いて、個々のマイクロプロジェクションを定める複数の空洞の複数の開口部が調合物に面し、かつ鋳型の頂面が調合物と直接接触するようにした。複数の空洞の各空洞は先端領域および基底部(または「漏斗」領域)の両方を含み、約1nLの体積を有した。ピンセットで鋳型の後ろ側に手動で圧力を加えることによって、調合物を広げて鋳型の1”×1”(2.54cm×2.54cm)の範囲を覆うようにした。この集合体を圧力容器の中に入れて、50psi(344.7kPa)にて1分間加圧した。圧力を解除して集合体を圧力容器から取り出した。ピンセットで鋳型の1つの角をつかみ、鋳型をシリコーンシートから剥離した。
【0103】
柔軟な鋳型の表面は、シリコーンシートの表面によく適合していた。(充填後の)鋳型を(UV光を用いて)顕微鏡で調べたとき、空洞は湿潤条件で均一に充填されて見えた(図3A)。漏斗範囲には調合物が見られず、充填はニードル空洞のみに限定されていた。
【0104】
空洞に調合物が入ったシリコーン鋳型を、インキュベータ中で32℃にて30分間から1時間乾燥した。図3Bに示されるとおり、空洞は乾燥後も引き続き均一に充填されて見えた。次いで鋳型を鋳型キャリアの上に置き、TEFLON(登録商標)ワイパーとの整合をチェックし、ワイパーの間隙を鋳型の最低点から17ミル(0.043cm)に設定した。700μLの第2の調合物、すなわち「基底部」溶液をアレイ範囲に加えて、ポリエチレンテレフタレート(polyethyelene terephthalate:PET)カバースリップによって広げた。基底部溶液を有する鋳型を50psi(344.7kPa)にて1分間加圧した。鋳型に対して垂直に装着されたワイパーを用いて過剰な溶液を拭き取った。基底部層をフードの下で室温にて一晩乾燥し、次いでインキュベータ中で32℃にて最低15分間乾燥した。その結果得られたマイクロプロジェクションアレイは光学的に調べられ、顕微鏡写真が図4に示される。
【0105】
(実施例4)
剥離を用いて鋳型空洞にマイクロプロジェクション前駆物質を入れる
pH5.5のヒスチジン緩衝液溶剤中の14%のデキストラン70、4.8%のソルビトール、2.8%のヒト副甲状腺ホルモン(1−34)(hPTH)によって構成された調合物を調製した。0.22ミクロンフィルタで調合物を滅菌濾過した。250μLの調合物を浅い貯蔵所に入れ、予め滅菌したシリコーン鋳型を浅い貯蔵所の上に置いて、鋳型中の各マイクロニードルの各空洞の開口部を下に向けることによって、調合物が空洞に入れるようにした。調合物で充填された貯蔵所を有する基板と鋳型とを圧力室内で50psi(344.7kPa)にて1分間加圧することによって、鋳型のマイクロプロジェクション空洞に前駆物質調合物を充填した。次いで鋳型をシリンダに取り付け、シリンダを2〜4mm/分の速度で回転させることによって、浅い貯蔵所から鋳型を剥離した。鋳型の空洞に所望の量の前駆物質調合物が保持され、32℃にて30分間乾燥された。次いで、実施例3に記載されるとおりに乾燥前駆物質の上に基底部層をコートして、微細構造アレイ(直径1cm2に打ち抜かれる)を形成した。各マイクロプロジェクションアレイのhPTH含有量を分析するためにアレイを光学的に検査し、顕微鏡写真が図4に示される。マイクロプロジェクションの先端に集められた薬物が観察される。次いでマイクロアレイを緩衝液に溶解し、hPTH含有量をHPLCによって測定した。テストされた30アレイのサンプルサイズに対して、アレイ当りの平均hPTH含有量は32.9μgであり、変動係数は10%であった。
【0106】
(実施例5)
固定具を用いてマイクロプロジェクション前駆物質を鋳型に入れる
マイクロプロジェクションアレイのための1インチ×1インチ(2.54cm×2.54cm)の鋳型が提供された。鋳型の複数の空洞の各空洞は、先端領域と基底部(または「漏斗」領域)との両方を含み、約1nLの体積を有した。pH5.5のヒスチジン緩衝液溶剤中の2.1%のhPTH(1−34)、14%のテトラデンプン、4.8%のソルビトールによって構成されたマイクロプロジェクション前駆物質調合物を調製した。
【0107】
第1および第2の部材で構成された固定具が提供された(図6A)。第2の部材は、直径が22mmで深さが20ミル(0.508mm)の、約200μLの体積を与える円筒形の空洞(貯蔵所と呼ばれる)を含んだ。固定具の部材は、ポリテトラフルオロエチレン(polytetrafluoroethylene:PTFE)でコートされた金属で作られた。
【0108】
1mLの滅菌シリンジの首部を調合物に浸漬して、約1mLをバレルに引き込んだ。シリンジを軽く叩くことによって、バレルの内側のプランジャーヘッド近くに閉じ込められた空気を取り除いた。固定具の入口ポートに管を取り付け、管の反対側の端部をシリンジ首部に取り付けた。このラインをパージして、管の中に気泡がないことを確実にした。
【0109】
固定具の中に鋳型を加え、締めて閉じた。調合物を有するシリンジをシリンジポンプの上に置き、次いでシリンジポンプをオンにして、調合物を0.95mL/分にて固定具の貯蔵所内に導入した。充填後、貯蔵所調合物は排出入口に流れ込む。調合物が排出入口管中に約2インチ充填されたときに、シリンジポンプを停止した。
【0110】
弁を利用して排出入口管を閉鎖した。次いで貯蔵所内の圧力を徐々に上げて50psi(344.7kPa)にした。この圧力増加プロセスの際に、調合物が鋳型空洞を占有して空洞中の空気を置換する間に排出入口管の調合物のレベルが幾分下がるため、追加の調合物をポンプで注入して、加圧過程の間その管における調合物のレベルを約2インチに維持することが必要であろう。50psi(344.7kPa)に達すると、その圧力を1分間保持した後、徐々に解除した。
【0111】
マイクロプロジェクション前駆物質調合物を撤収するステップが始まった。このステップは6〜10分間にわたったため、およそ200μLの調合物の撤収の平均速度は約20〜30μL/分であった。調合物はおよそ15μL/分の初速度で撤収され、調合物のレベルが鋳型の中心に達するに従ってより高速になり、調合物のレベルが下がり続けるに従って再びより低速になった。貯蔵所からの液体調合物撤収が完了したとき、調合物は入口管の中に移動した。ポンプを停止し、固定具を開き、鋳型を取り出してペトリ皿に入れた。充填の均一性、および周辺におけるマイクロプロジェクション前駆物質のしみについて、鋳型を調べた。鋳型をインキュベータ中で32℃にて30分間乾燥した後、ペトリ皿のカバーを閉じ、その皿をホイルパウチの中に入れて、窒素充填とともにヒートシールし、次いで冷蔵庫中で4℃にて保存した。
【0112】
さらなる層(アセトニトリル中の25%ポリ(乳酸−コ−グリコール酸))を鋳型空洞中の調合物の上に鋳造し、一晩乾燥した。その結果得られたアレイを、1513ダブルコート接着剤を有するPETストリップを用いて離型した。アレイを直径11mmでノッチ切断し、ラベル付けをし、乾燥室中で保存した。
【0113】
HPLCを用いて活性含有量および純度を決定した。鋳型空洞中の活性含有量の標準偏差は約6%であった。
【0114】
(実施例6)
剥離を用いて鋳型空洞にマイクロプロジェクション前駆物質を入れる
マイクロプロジェクションアレイのための18mm掛ける30mmの鋳型を得た。pH5.5のヒスチジン緩衝液溶剤中の14%のデキストラン70、4.8%のソルビトール、2.1%のヒト副甲状腺ホルモン(1−34)(hPTH)によって構成された前駆物質を調製した。0.22μmフィルタで前駆物質調合物を滅菌濾過した。
【0115】
第1および第2の部材で構成された固定具が提供された(図6A)。1つの固定具において、第2の部材は、直径が22mmで深さが53ミル(1.35mm)の円筒形の空洞(または貯蔵所)を含んだ(本明細書においては「1アップ貯蔵所」と呼ばれる)。第2の固定具において、第2の部材は、長さが28mmで幅が16mmの矩形の貯蔵所を含んだ 本明細書においては「2アップ貯蔵所」と呼ばれる)。2アップ貯蔵所を有する固定具は、使用中に鉛直または水平のいずれの向きにされてもよい。
【0116】
2mLのシリンジ(オートクレーブにより滅菌)の首部を前駆物質に浸漬して、約1.5mLの前駆物質調合物をバレルに引き込んだ。軽く叩くことによって、シリンジ内に閉じ込められたあらゆる空気を取り除いた。シリンジ首部に入口管を取り付け、このラインをパージして管の中に気泡がないことを確実にした。
【0117】
固定具の中に鋳型を加え、締めて閉じた。調合物を有するシリンジをシリンジポンプの上に置いた。シリンジポンプを始動し、調合物を0.95mL/分の速度で固定具の空洞内に導入した。充填後、貯蔵所前駆物質調合物は排出入口に流れ込んだ。前駆物質調合物が排出入口管中に約2インチ(5.1cm)充填されたときに、シリンジポンプを停止した。
【0118】
弁を利用して排出入口管を閉鎖した。次いで実施例5に記載されるとおり、貯蔵所内の圧力を徐々に上げて50psi(344.7kPa)にした。加圧後、特定の速度で前駆物質調合物を貯蔵所から撤収した。貯蔵所からの前駆物質調合物の撤収が完了した後に、所望の量の前駆物質調合物が鋳型(単数または複数)の空洞中に保持された。鋳型の空洞中の前駆物質調合物を32℃にて30分間乾燥した。次いで上記の実施例に記載されるとおり、乾燥前駆物質調合物の上に基底部層をコートして、微細構造アレイ(直径1cm2に打ち抜かれる)を形成した。
【0119】
各マイクロプロジェクションアレイ中のhPTH含有量を分析するために、アレイを緩衝液に溶解してhPTH含有量をHPLCによって測定した。下の表に示されるとおり、アレイ1cm2当りのマイクロプロジェクション空洞に保持される前駆物質調合物の量は、貯蔵所の配向、深さ、前駆物質撤収速度などを含むがそれに限定されないいくつかの因子に影響された。
【0120】
【表1】
いくつかの例示的な局面および実施形態を上記に考察したが、当業者はその特定の修正、置換、付加および副結合を認識するであろう。したがって、以下の添付請求項および今後導入される請求項は、こうした修正、置換、付加および副結合のすべてをそれらの真の趣旨および範囲内にあるものとして含むと解釈されることが意図される。
【技術分野】
【0001】
(関連する出願との相互参照)
本願は、2009年4月24日に出願された米国仮特許出願第61/172,419号の利益を主張し、この仮特許出願の全内容は本明細書中に援用される。
【0002】
(技術分野)
本明細書に記載される主題は一般的に、活性薬剤の送達のためのマイクロプロジェクションのアレイの製造のためのプロセスに関する。
【背景技術】
【0003】
マイクロニードルのアレイは最初1970年代に、たとえば失効した特許文献1などにおいて、皮膚を通じて薬物を投与するやり方として提案された。マイクロニードルアレイは、通常の経皮投与が不適切である状況において、ヒトの皮膚およびその他の生体膜を通る、またはその中への薬物の通過を容易にすることができる。加えてマイクロニードルアレイは、生体膜の近傍にみられる流体、たとえば間質液などをサンプリングするために用いられてもよく、その流体は次いでバイオマーカの存在についてテストされる。
【0004】
近年、マイクロニードルアレイの広範な使用を経済的に可能にするようなやり方でマイクロニードルアレイを製造することがより実行可能になってきている。たとえば特許文献2は、マイクロニードルアレイを製造するいくつかの方法を開示している。もしこれらのアレイが十分に安価であれば、それらは使い捨ての装置として販売され得る。使い捨ての装置は、前の使用によって装置の完全性が損なわれたのではないかという疑問を避けるため、および各使用後に装置を再滅菌して制御された貯蔵場所に維持する必要がある可能性を避けるために、再使用可能な装置よりも好ましいことがある。
【0005】
マイクロニードルアレイの製作における初期の研究の多くは、選択する材料としてシリコンまたは金属に焦点を当てていた。ポリマーアレイの製造のための材料としてポリマーを使用することには顕著な利点がある。たとえば特許文献2は、ポリマーマイクロニードルアレイを製造するいくつかの方法を開示している。主に生分解性ポリマーでできたアレイはいくつかの利点を有する。特許文献3ならびに特許文献4、特許文献5および第2008/0269685号は、生分解性ポリマーでできたマイクロニードルアレイを記載している。ポリグリコール酸でできたマイクロニードルアレイの製作の詳細な説明は、Jung−Hwan Park et al.,非特許文献1に見出される。
【0006】
これらの努力にもかかわらず、ポリマーマイクロニードルアレイ、特に生分解性ポリマーから製造されるマイクロニードルアレイの製造のための、より簡単で良好な方法を見出すことがなおも必要とされている。望まれるものには、活性成分の無駄を最小限にする方法、およびアレイの各個々のマイクロニードルに類似の量の活性を配置する方法が含まれる。薬物ポリマー前駆物質を用いた溶剤鋳造マイクロプロジェクションアレイに対する特定の挑戦は、鋳型に前駆物質を充填して、マイクロプロジェクションを形成する鋳型の空洞に空気が閉じ込められることを避けるプロセスであった。もし空気が除去されなければ、前駆物質が空洞を充填してアレイを形成することができないか、または空洞を充填するために長時間を要するおそれがある。
【0007】
前述の関連技術の例およびそれに関する限定は、例示的なものであって排他的ではないことが意図される。関連技術のその他の限定は、明細書を読み図面を調べることによって当業者に明らかになるであろう。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】米国特許第3,964,482号明細書
【特許文献2】米国特許第6,451,240号明細書
【特許文献3】米国特許第6,945,952号明細書
【特許文献4】米国特許出願公開第2002/0082543号明細書
【特許文献5】米国特許出願公開第2005/0197308号明細書
【特許文献6】米国特許出願公開第2008/0269685号明細書
【非特許文献】
【0009】
【非特許文献1】「Biodegradable polymer microneedles:Fabrication,mechanics,and transdermal drug delivery」、J.of Controlled Release,104:51−66(2005)
【発明の概要】
【課題を解決するための手段】
【0010】
1つの局面において、マイクロプロジェクションアレイを形成する方法が提供される。この方法においては、アレイ中の個々のマイクロプロジェクションを定める複数の空洞を含む実質的に柔軟な鋳型が提供される。ある量の調合物が基板上に置かれ、その調合物に接触して鋳型が置かれることによって、複数の空洞の各空洞の開口部が調合物に直接接触するようにされる。調合物のすべてまたは一部が、複数の空洞の中に移動される。次いで、複数の空洞の中に移動された調合物が保持されるようなやり方で、鋳型が調合物から分離されるか、または調合物が鋳型との接触から撤収される。
【0011】
別の局面において、マイクロプロジェクションアレイを形成する方法が提供される。鋳型が提供され、その鋳型はマイクロプロジェクションを形成するための複数の空洞を含む。第1および第2の部材と、少なくとも1つのポートとを有する固定具の中に鋳型が位置決めされる。調合物がポートを通って固定具に導入され、鋳型の複数の空洞の各空洞の開口部と接触する。調合物は複数の空洞の中に移動され、次いで、移動された調合物が複数の空洞内に保持されるような速度で、移動されなかった調合物が鋳型との接触から撤収される。
【0012】
実施形態の1つにおいて、この方法は、ある量の調合物を基板上に分配するステップと、アレイ中の個々のマイクロプロジェクションに対する複数の空洞を有する鋳型を、基板上に分配された調合物に接触させるステップとを含み、この鋳型および調合物は複数の空洞が調合物と流体連結するように接触されており、この方法はさらに、次いで調合物を複数の空洞に移動させるステップを含む。次いで、複数の空洞の各々の中に調合物を保持するような態様で鋳型が調合物および基板から分離される。
【0013】
実施形態の1つにおいて、移動させるステップは、基板上に分配された調合物と接触しているときに鋳型に圧力を加えることによって複数の空洞に調合物を移動させるステップを含む。実施形態の1つにおいては、0.1〜1気圧(10.1〜101kPa)の範囲の圧力が加えられる。別の実施形態において、移動させるステップは、調合物と接触しているときに鋳型を減圧するステップを含む。
【0014】
別の実施形態において、基板は貯蔵所または空洞を有する。さらに別の実施形態において、基板は気体を排出するための溝を含む。
【0015】
実施形態の1つにおいて、鋳型を調合物および基板から分離するステップは、複数の空洞の各々における調合物の均一な保持を達成し、これは各空洞に保持される調合物の量の標準偏差が、空洞に保持される調合物の平均量の約10%以下であることによって証明されるとおりである。
【0016】
さらに別の実施形態において、鋳型を調合物および基板から分離するステップは、鋳型の端縁を持ち上げて、制御された速度で調合物および基板から鋳型を徐々に剥離することによって達成される。
【0017】
実施形態の1つにおいて、制御された速度の分離は、鋳型に取り付け可能な回転可能な部材によって行なわれる。
【0018】
さらに別の実施形態において、この方法は、複数の空洞に保持されていない調合物を回収するステップをさらに含む。実施形態の1つにおいて、複数の空洞に保持されていない調合物の少なくとも約90%が回収される。
【0019】
分配、接触、移動および分離するステップは、個別または集合的に、約23〜25℃の温度で行なわれる。
【0020】
さらに別の実施形態において、分離するステップは、5mm/分以下の速度で分離するステップを含む。
【0021】
いくつかの実施形態において、この方法は、複数の空洞に保持された調合物から溶剤を除去するステップをさらに含む。実施形態の1つにおいて、溶剤は、その溶剤を蒸発させるための温度にて鋳型を置くことによって除去される。いくつかの実施形態においては、溶剤の除去後に第2の調合物が鋳型に適用される。
【0022】
実施形態の1つにおいて、鋳型は、ほぼ平面状の鋳型表面から鋳型内に突出する複数の空洞を有する。
【0023】
別の実施形態において、複数の空洞のうち少なくとも1つの空洞に対して、その少なくとも1つの空洞と、平面状の鋳型表面に平行な面との交差部分の直径は、その面の鋳型表面からの距離の関数として単調に減少する。
【0024】
さらに別の実施形態において、少なくとも1つの空洞と、平面状の鋳型表面に平行な面との交差部分の直径は、その面が鋳型表面から遠いときよりもその面が鋳型表面に近いときの方が急速に減少する。
【0025】
さらに別の実施形態において、少なくとも1つの空洞と、平面状の鋳型表面に平行な面との交差部分の直径は、鋳型表面に近い距離の範囲に対しては鋳型表面との距離の関数として直線的に減少し、次いで鋳型表面からより遠い距離の第2の範囲に対しては、直線的だがもっとゆっくり減少する。
【0026】
別の実施形態において、マイクロプロジェクションアレイを製作する方法は、マイクロプロジェクションのアレイ中のマイクロプロジェクションを形成するための複数の空洞を含む鋳型を、固定具の中に位置決めするステップを含み、この固定具は第1の部材および第2の部材ならびに少なくとも1つのポートで構成され、鋳型は第1および第2の部材の間に位置決めされる。調合物が少なくとも1つのポートを通じて固定具内に導入されることによって、調合物は鋳型の複数の空洞の開口部に接触する。次いで、導入された調合物の全部または一部が複数の空洞の中に移動される。次いで、複数の空洞の中に移動された調合物が複数の各空洞の中に保持されるような速度で、あらゆる移動されなかった調合物が固定具から撤収される。
【0027】
実施形態の1つにおいて、移動させるステップは、固定具内の調合物を加圧するステップを含む。
【0028】
実施形態の1つにおいて、移動させるステップおよび撤収するステップは、複数の空洞の各々における調合物の均一な保持を達成し、これは各空洞に保持される調合物の量の標準偏差が、空洞に保持される調合物の平均量の約10%以下であることによって証明されるとおりである。
【0029】
さらに別の実施形態においては、調合物を導入するステップおよび固定具から調合物を撤収するステップを、マイクロプロセッサが制御する。
【0030】
別の実施形態において、固定具中に位置決めされる鋳型は、その複数の空洞が、長い方の寸法および短い方の寸法を有する伸長した空洞であるような鋳型であり、鋳型は、複数の空洞の各空洞の長い方の寸法がほぼ水平であるような態様で固定具中に保持される。
【0031】
別の実施形態において、この方法は、保持された調合物を有する鋳型を固定具から取り出すステップをさらに含む。
【0032】
別の実施形態において、この方法は、複数の空洞の各々に保持された調合物から溶剤を除去して、マイクロプロジェクションのアレイが構成される乾燥調合物を得るステップをさらに含む。
【0033】
上に記載した例示的な局面および実施形態に加えて、図面を参照しかつ以下の説明を調べることによって、さらなる局面および実施形態が明らかになるだろう。
【図面の簡単な説明】
【0034】
【図1A】図1Aは、アレイからの単一のマイクロプロジェクションの形状を概略的に示す側面図であり、図1Aにおいて、マイクロプロジェクションの直径は、底部からの距離が底部から近いところの方が底部から遠いところよりも急速に減少している。
【図1B】図1Bは、アレイからの単一のマイクロプロジェクションの異なる形状を概略的に示す側面図である。
【図2A】図2Aは、マイクロプロジェクションアレイ鋳型に調合物を充填するための方法を概略的に示す図である。
【図2B】図2Bは、マイクロプロジェクションアレイ鋳型に調合物を充填するための方法を概略的に示す図である。
【図2C】図2Cは、マイクロプロジェクションアレイ鋳型に調合物を充填するための方法を概略的に示す図である。
【図2D】図2Dは、マイクロプロジェクションアレイ鋳型に調合物を充填するための方法を概略的に示す図である。
【図3A】図3Aは、調合物を充填した後のマイクロプロジェクションアレイの、コンピュータ合成顕微鏡写真である。
【図3B】図3Bは、調合物を乾燥した後のマイクロプロジェクションアレイの、コンピュータ合成顕微鏡写真である。
【図4】図4は、光学顕微鏡からのコンピュータ合成顕微鏡写真であり、この画像は本明細書に記載される鋳型充填プロセスを用いて生成されたアレイ中のマイクロプロジェクションのものであり、各マイクロプロジェクションの先端に集められた活性薬剤が見える。
【図5】図5は、本明細書に記載される方法の1つに従って鋳型を剥離するための配置を概略的に示す図である。
【図6A】図6Aは、乾燥の際にアレイのマイクロプロジェクションを形成する液体調合物を、マイクロニードルアレイのための鋳型のマイクロプロジェクション空洞に充填するための方法において用いるための固定具を概略的に示す図である。
【図6B】図6Bは、乾燥の際にアレイのマイクロプロジェクションを形成する液体調合物を、マイクロニードルアレイのための鋳型のマイクロプロジェクション空洞に充填するための方法において用いるための固定具を概略的に示す図である。
【発明を実施するための形態】
【0035】
製造方法を詳細に説明する前に、この方法は特定の溶剤、材料または装置構造に限定されないことが理解されるべきである。なぜならこうしたものは変動し得るからである。加えて、本明細書において用いられる用語は特定の実施形態を説明する目的のためのみのものであって、限定することは意図されないことも理解されるべきである。
【0036】
本明細書および添付の請求項において用いられる単数形「1つの(a)、(an)」および「前記(the)」は、状況が明らかに別様を示さない限り、単数および複数の指示対象の両方を含む。よって、たとえば「活性成分(an active ingredient)」に対する言及は単一の活性成分と同様に複数の活性成分も含み、「温度(a temperature)」に対する言及は単一の温度と同様に複数の温度も含み、他も同様である。
【0037】
複数の意味を有する言葉に関する情報については、本明細書において引用により援用されるThe Oxford English Dictionary(第2版、1989)、the McGraw−Hill Dictionary of Scientific and Technical Terms(第6版、2002)、およびHawley’s Condensed Chemical Dictionary(第15版、2007)が参照される。これらの参考文献の包含には、それらにおけるすべての定義が必ずしもここに適用可能であることを意味することは意図されていない。なぜなら当業者にはしばしば、特定の定義が実際には本状況に適用可能でないことが分かるためである。
【0038】
値の範囲が提供されるときには、その範囲の上限および下限の間の各中間値、ならびにその述べられる範囲内のあらゆるその他の提示値または中間値が開示に包含されることが意図される。たとえば、1μmから8μmの範囲が述べられていれば、2μm、3μm、4μm、5μm、6μm、および7μmも、1μm以上の値の範囲および8μm以下の値の範囲と同様に開示されることが意図される。
【0039】
実施形態の1つにおいて、鋳型は、ほぼ平面状の鋳型表面から鋳型内に突出する複数の空洞を有する。別の実施形態において、複数の空洞のうち少なくとも1つの空洞に対して、その少なくとも1つの空洞と、平面状の鋳型表面に平行な面との交差部分の直径は、その面の鋳型表面からの距離の関数として単調に減少する。さらに別の実施形態において、少なくとも1つの空洞と、平面状の鋳型表面に平行な面との交差部分の直径は、その面が鋳型表面から遠いときよりもその面が鋳型表面に近いときの方が急速に減少する。さらに別の実施形態において、少なくとも1つの空洞と、平面状の鋳型表面に平行な面との交差部分の直径は、鋳型表面に近い距離の範囲に対しては鋳型表面との距離の関数として直線的に減少し、次いで鋳型表面からより遠い距離の第2の範囲に対しては、直線的だがもっとゆっくり減少する。
【0040】
A.マイクロプロジェクションアレイ
本出願においては、簡便さのために、活性が投与される生体膜としてしばしば「皮膚」に言及する。ほとんどまたはすべての場合に、他の生体膜、たとえば口、胃腸管、血液脳関門、またはその他の体組織もしくは器官の内部を覆う生体膜など、または手術中もしくはたとえば腹腔鏡検査もしくは内視鏡検査などの手順の際に露出されるかもしくは接近可能となる生体膜を通じた投与にも、同じ発明原理が適用されることが当業者に理解されるだろう。
【0041】
本出願においては、利用される微小突起またはマイクロプロジェクションの一種として「マイクロニードル」にも言及する。多くの場合に、皮膚またはその他の生体膜を貫通するためのその他の微小突起またはマイクロプロジェクションの使用にも同じ発明原理が適用されることが当業者に理解されるだろう。その他の微小突起またはマイクロプロジェクションは、たとえば米国特許第6,219,574号およびカナダ特許出願第2,226,718号に記載されるマイクロブレード、ならびに米国特許第6,652,478号に記載される刃付マイクロニードルなどを含んでもよい。
【0042】
一般的に、マイクロプロジェクションは少なくとも約50μm、少なくとも約100μm、少なくとも約150μm、少なくとも約200μm、少なくとも約250μm、または少なくとも約300μmの高さを有することが好ましい。加えて一般的に、マイクロプロジェクションは約1mm以下、約500μm以下、約300μm以下、または場合によっては約200μmもしくは150μm以下の高さを有することが好ましい。マイクロプロジェクションは、少なくとも3:1、少なくとも約2:1、または少なくとも約1:1のアスペクト比(高さ対底部の直径)を有してもよい。実施形態の1つにおいて、マイクロプロジェクションの形状は、たとえば六角形または菱形などの多角形の底部を有する錐体である。その他の可能なマイクロプロジェクション形状は、たとえば米国特許出願公開第2004/0087992号などに示されている。
【0043】
いくつかの場合には、たとえば概ね漏斗の外観を有するマイクロプロジェクションなど、マイクロプロジェクションの形状が底部に向かって厚くなっていてもよく、より一般的にはマイクロプロジェクションの末端部との距離が増加するに従ってマイクロプロジェクションの直径が直線よりも急速に大きくなっていてもよい。こうした形状は、たとえば離型を容易にするためなどに有益である。図1Aは、このタイプの個々のマイクロプロジェクション10を概略的に示す側面図である。図面にみられるとおり、底部12に平行な面とマイクロプロジェクションとの交差部分の直径Dは、その面が底部12から遠ざかってマイクロプロジェクションの先端14に近付くにつれて小さくなる。加えてこの直径は、底部12の近くの基底部ゾーン16において、底部からもっと離れた先端ゾーン18よりも急速に減少する。
【0044】
マイクロプロジェクションが底部に向かって厚くなっているとき、図1Aにおいてゾーン16によってほぼ識別される、本明細書においては「基底部」領域または「基礎」領域と呼ばれる底部に隣接したマイクロプロジェクションの部分は、その直径の増加によって皮膚に貫入しないように設計されている。上記のとおり、図1Aのマイクロプロジェクションは単に例示的なものであり、アレイ中の単一のマイクロプロジェクションの別の例を図1Bに示す。
【0045】
アレイ中のマイクロプロジェクションの数は、好ましくは少なくとも約100個、少なくとも約500個、少なくとも約1000個、少なくとも約1400個、少なくとも約1600個、または少なくとも約2000個である。マイクロプロジェクションの面密度は、それらのサイズが小さいことを考慮すれば、特に高くなくてもよいが、たとえばcm2当りのマイクロプロジェクションの数は、少なくとも約50個、少なくとも約250個、少なくとも約500個、少なくとも約750個、少なくとも約1000個、または少なくとも約1500個であってもよい。
【0046】
B.製造方法
第1の局面においては、上述のものなどのマイクロプロジェクションアレイを形成する方法が提供される。この方法の実施形態の1つにおいて、図2A〜図2Dを参照して、マイクロプロジェクションアレイ鋳型20が提供され、この鋳型はアレイ中の個々の微小突起またはマイクロプロジェクションを定める複数の空洞を含む。マイクロプロジェクションはサイズが小さいため、図2A〜図2Dにおいては見えない。複数の空洞の各空洞は開口部と、所望のマイクロプロジェクション構成を与えるために選択されたたとえば直径および高さなどの寸法を有する内表面とを有する。たとえば、空洞の内部寸法は特定の高さ(または長さ)と直径とを有し、図1A〜図1Bに示される例示的マイクロプロジェクションから明らかであるとおり、その直径は高さに沿って変動し得る。鋳型のマイクロプロジェクション空洞の寸法は、製造プロセスのさまざまな因子に依存して、アレイ中の完成マイクロプロジェクションの寸法に正確に相関するか、またはほぼ相関する。同じかまたは異なるマイクロプロジェクションを有するマイクロプロジェクションアレイを得るために、鋳型中の空洞はすべて同じであってもよいし、異なっていてもよいことを熟練した技術者は認識するであろう。
【0047】
次に、引き続き図2A〜図2Bを参照して、以下により詳細に説明されるある量の調合物22が、基板24の上に置かれる。基板からの鋳型の取り外しを容易にするために、基板の上側表面26の上に、たとえばシリコンシートなどの任意の剥離層を置いてもよい。基板は調合物を保持するための凹所または窪みを含んでもよい(図2Aには示されない)。さらに基板は気体を排出するための溝を任意に含んでいてもよい。鋳型は調合物22と直接接触して置かれ、ここで鋳型は、各空洞の開口部が調合物と接触するように方向付けられる。図2Aの図面に関して、各空洞の開口部は下向きになっている。すなわち、鋳型の上側表面28には、アレイ中の各マイクロプロジェクションを定める複数の空洞の各空洞の開口部が配置されており、上側表面が調合物と直接接触して置かれることによって、調合物が各空洞に充填され得る。次に、好適な手段によって調合物を空洞に移動または移行させる。実施形態の1つにおいて、好適な手段は、図2Cにおいてたとえば矢印30などの矢印によって示される圧力である。調合物を各空洞に移動させるために、鋳型、調合物および基板をたとえば圧力室などに入れる。熟練した技術者は、鋳型に圧力を加えるための代替策が可能であり予期されることを認識するであろう。たとえば、上側表面28と反対の表面または側壁にポートを有して設計された鋳型が、吸引の取り付けを提供することで、複数の空洞への調合物の移動を達成させてもよい。複数の空洞の中に調合物を輸送すると、図2Dに示されるとおり、鋳型空洞に前駆物質が保持されるようなやり方で、鋳型が前駆物質調合物および基板から剥離される。
【0048】
鋳型は、文献に考察されている多様な利用可能な技術によって製造されてもよい。たとえば、鋳型は米国特許出願公開第2008/0269685号において考察される技術によって作製されてもよい。鋳型は、好適な機械的特性を有する合成ポリマー材料でできていてもよい。鋳型は、この方法の剥離ステップを困難なしに、かつ鋳型に損傷を与えることなく行ない得るような機械的特性を有するべきである。よって実施形態の1つにおいて、鋳型は柔軟なポリマー材料から製作され、それは実施形態の1つにおいては疎水性であり、別の実施形態においては酸素、窒素および/または二酸化炭素に対して透過性である。
【0049】
基板は、鋳型に面する側が平坦であってもよい。代替的には、上述のとおり、基板はマイクロプロジェクション前駆物質調合物を保持するために好適な窪みまたは空洞を有してもよい。基板は、たとえば鋳型自身が作られているのと同じ材料でできていてもよい。基板はポリマー樹脂、たとえばポリテトラフルオロエチレン、ポリエチレンもしくはポリプロピレンなど、または金属、たとえばステンレス鋼、チタンもしくは金などでできていてもよい。実施形態の1つにおいて、特に鋳型および基板がもともと疎水性である場合には、調合物を保持する窪みの中にある材料が入れられる。空洞に入れられた材料は、窪みの中の調合物の分布、および基板と鋳型との間の界面を湿潤にすることを助ける。例示的な材料は不織布材料または不織布網織物、たとえばDELNET(登録商標)(Delstar Technologies,Inc.,Middletown,DE)の商品名で入手可能な不織布ポリオレフィンなどである。
【0050】
前駆物質調合物の配置は、たとえばピペットなどによって、前駆物質調合物の単一滴を基板上に分配することによって行なわれてもよい。代替的には、基板上に2滴以上が分配されてもよく、その複数滴が所望のパターンに配置されてもよい。基板に窪みがあれば、単数または複数の滴がその窪みの中に入れられてもよい。
【0051】
鋳型、調合物および基板に圧力を加えるステップは、たとえばそれらの構成要素を圧力室に入れることなどによって行なわれてもよい。大気圧よりも0.2気圧より高いか、または0.5気圧より高いか、または1気圧より高い圧力が用いられてもよい。
【0052】
圧力を加えるステップの目的は、鋳型空洞中の空気を前駆物質調合物に置き換えることである。たとえば特許出願公開第2008/0269685号に示される技術など、この目的を達成することを助けるその他の利用可能な技術も存在する。これらの代替的技術の1つまたはそれ以上を利用して、圧力を加えるステップを行なわないことが望ましいこともある。
【0053】
下の実施例3は、図2A〜図2Dに記載されるプロセスに従ったマイクロプロジェクションアレイの製造の詳細を提供するものである。この実施例においては、シリコーン剥離シートを有する金属基板が提供された。シリコーンシートにポリマーおよびフルオレセイン(fluorescin)調合物が適用され、マイクロプロジェクションアレイの鋳型が調合物の上に置かれて、鋳型の各空洞の開口部が調合物と直接接触するようにされた。この基板−シリコーンシート−調合物−鋳型集合体を圧力室に入れて、鋳型の空洞の中に調合物を移動させた。圧力を取り除いた後、鋳型の一方の端縁を持ち上げて鋳型が集合体から徐々に分離するように持ち上げることによって、集合体から鋳型を取り除いた。実施例3に従って調製したマイクロアレイを光学的に検査して、その結果を図3A〜図3Bに示す。図3Aにおいては、マイクロプロジェクションアレイの上側表面の顕微鏡写真が示され、ここではフルオレセイン(fluorescin)色素によって湿潤調合物を見ることができる。鋳型のマイクロプロジェクション空洞に充填するプロセスの後、調合物は実質的または完全に空洞内に配置され、鋳型表面の空洞開口部の間には本質的に調合物は存在しない。図3Bは、調合物を乾燥して調合物から溶剤が失われた後のマイクロアレイを示し、ここでは活性薬物を表わすフルオレセイン(fluorescin)色素が各マイクロプロジェクションの先端領域に沈殿している。
【0054】
図4は、アレイ中のマイクロプロジェクションの光学顕微鏡写真のアーティストレンダリング(artists rendering)であり、このアレイは図2A〜図2Dにおいて詳述したプロセスによって製作されたものである。ここにみられるとおり、活性薬剤は主に各マイクロプロジェクションの先端に配置されており、各マイクロプロジェクションの直径がより大きい基底部領域(図1Aの基底部ゾーン16)には本質的に活性薬剤が含まれない。
【0055】
熟練した技術者は、このプロセスにおける構成要素の配向が逆にされてもよいし、除去または「剥離」される構成要素が変更されてもよいことを認識するであろう。たとえば、上向きの空洞を有する鋳型の上にある量の調合物が置かれてもよい。調合物の上に柔軟な基板または材料のシートが置かれる。シート、前駆物質調合物および鋳型に圧力が加えられる。調合物が鋳型空洞の中に保持されるようなやり方で、調合物および鋳型から基板が剥離または分離される。
【0056】
鋳型または基板のいずれが剥離されるかに関わらず、剥離ステップは、たとえば指によって、またはより典型的にはピンセットなどの用具によって、手動で達成されてもよい。手動で剥離を行なう際には、鋳型と基板との間にあるマイクロプロジェクション前駆物質調合物を注視して、剥離動作が起こるに従ってそれが滑らかに後退することを確認することが望ましいだろう。加えて、ほぼ一定の剥離速度を維持するよう試みることも望ましいだろう。その速度は、たとえば1分間当りのミリメートル数で測定されてもよい。約1〜10mm/分、約3〜7mm/分、または約4〜6mm/分の間の速度が用いられてもよい。加えて、剥離されるときの鋳型と基板との間でほぼ一定の角度を維持するよう試みることも望ましいだろう。鋳型の空洞にマイクロプロジェクション調合物のみが残されるように剥離速度を制御することが好ましい。好ましくは、調合物が空洞の間にブリッジを形成したり、空洞の外側の鋳型表面に小滴を形成したりすべきではない。
【0057】
代替的には、構成要素の配置から鋳型を剥離するための機構が利用されてもよい。たとえば、その機構は制御可能な速度で基板上を転がされるシリンダであってもよく、鋳型は鋳型空洞を外側に向けてシリンダに取り付けられてもよい。鋳型はたとえば接着剤などによって取り付けられてもよい。代替的には、取り付けの機械的モード、たとえば鋳型の穴に嵌め込まれる突起、または鋳型の端部をクリップで留める機構などを用いることによって取り付けが行なわれてもよい。
【0058】
図5は、マイクロプロジェクション前駆物質調合物を中に保持する浅い貯蔵所34を有する基板32から鋳型30を剥離するための機構を概略的に示す。調合物を貯蔵所に分配した後、調合物を充填した貯蔵所の上にマイクロニードル鋳型を配置して、鋳型の各空洞の開口部に調合物が接近できるようにする。たとえば、基板、調合物および鋳型を圧力容器に入れることなどによって、鋳型の空洞に調合物のすべてまたは一部を移動させる。次いで、プロセスのこの部分に対して特定的に図5を参照して、基板、調合物および鋳型をシリンダ36に接触させる。シリンダは、たとえばねじ駆動装置、または滑車(図示せず)を駆動するステッパモータ、またはシリンダを自由に回転させながら基板と平行なシリンダの直線運動を生じさせるようなあらゆるその他の態様などに基づいていてもよい機構38によって回転可能である。シリンダ36および鋳型30が互いに関して回転するとき、鋳型は基板32から外れる。好適な速度で、好適な鋳型空洞および調合物材料の特性(例、粘性、表面張力)によって、アレイ中の各マイクロプロジェクションを定める鋳型の空洞は調合物を保持し、その調合物から溶剤を除去すると、各空洞にマイクロプロジェクションである固体材料が得られる。調合物を貯蔵所から鋳型の空洞に移動させるための手段に関して、圧力は単なる例示であることが認識されるだろう。別のアプローチは、シリンダを減圧することによって、鋳型を基板から外す際に調合物流体が各空洞に引き込まれるようにすることである。
【0059】
機構38は電気モータの制御下で動作してもよく、電気モータはコンピュータまたはマイクロプロセッサの制御下で動作してもよい。電気モータを用いて短い範囲の制御された運動を生成することは当該技術分野において周知であり、電気モータのコンピュータ制御も同様である。たとえば、H.Wayne Beaty & James L.Kirtley,Electric Motor Handbook(McGraw−Hill 1998)などが参照されてもよい。熟練した技術者は、貯蔵所およびその調合物から離れる鋳型の動きを達成するために、シリンダは静止させたままで基板を動かすことも代替的に可能であることを認識するであろう。
【0060】
鋳型を調合物から剥離するときの剥離速度は、マイクロプロジェクション前駆物質調合物が鋳型空洞に保持されるかどうかに影響する。剥離速度が速くなる、すなわち調合物から鋳型を除去する速度が速くなると、鋳型の表面に残余調合物の小滴が残りやすくなるのに対し、除去速度が遅くなると、鋳型の空洞からすべての前駆物質調合物が引っ張り出されるおそれがある。よって実施形態の1つにおいて、調合物との接触からの鋳型の除去は、鋳型空洞中に調合物を最適に信頼性高く保持する最も速い除去速度を達成するように選択される。したがって、たとえばさまざまな速度を試して、その特定の前駆物質および空洞ジオメトリに対してどの速度が信頼性のある保持を生じさせるかを確かめてもよい。鋳型の空洞における調合物の保持は、たとえば空洞を顕微鏡で調べて、それらが図3Bに示されるように部分的に充填されて見えるかどうかを確かめることなどによって定められてもよい。
【0061】
理論に結び付けられることは望まないが、鋳型空洞へのマイクロプロジェクション前駆物質調合物の保持のプロセスは、鋳型が基板から剥離されるときに、前駆物質の小滴が前駆物質調合物の塊から離脱して空洞内に残るために起こると考えられる。1つの仮説は、この前駆物質の離脱が、剥離によって生成される局部応力によって起こるというものである。この応力は、液体が空洞を移動する際の液体粘着力と、空洞に対する液体親和力との反対向きの力によって生成される。この離脱が起こるという事実は予想外であり、このプロセスが適度に再現可能であるという事実、および各々の空洞に保持される小滴がほぼ同じ体積を有するという事実も予想外である。
【0062】
実施例4は、図2A〜図2Dに記載されるプロセスに従うマイクロプロジェクションアレイの製造の別の例を説明するものである。この実施例において、マイクロプロジェクションアレイは、ヒスチジン緩衝液中のデキストラン、ソルビトール、活性薬剤ヒト副甲状腺ホルモンの前駆物質調合物から製作された。調合物を鋳型の空洞に移動させた後、たとえば図5に示されるシリンダなどの移動部材に鋳型を接触させた。シリンダを回転させて鋳型を貯蔵所から分離し、鋳型を基板から分離するこのステップは、鋳型の空洞に移動した調合物が空洞内に保持され、かつ複数の空洞における調合物の量が実質的に均一であるような条件下で行なわれた。この実施例において、鋳型の空洞に保持された調合物の均一性は、各マイクロプロジェクション中の活性薬剤(ヒト副甲状腺ホルモン)の量を定量化することによって測定された。マイクロプロジェクションのアレイにおける活性薬剤の量の変動係数は10%であった。他の実施形態においては、10%未満、より好ましくは7%未満、さらにより好ましくは約5%または3%未満の変動係数が好ましい。
【0063】
上記のとおり、いくつかの場合には、たとえば概ね漏斗の外観を有するマイクロプロジェクションなど、マイクロプロジェクションの形状が底部に向かって厚くなっていてもよく、より一般的にはマイクロプロジェクションの末端部との距離が増加するに従ってマイクロプロジェクションの直径が直線よりも急速に大きくなっていてもよい。この形状のマイクロプロジェクションを図1Aに示しており、基底部領域16はその漏斗様の形状のために本明細書においては「漏斗」とも呼ばれる。こうした概ね漏斗様のマイクロプロジェクションを製造するために設計される鋳型に対しては、漏斗の薄い方の端部(末端部)がマイクロプロジェクション前駆物質を保持する一方で、漏斗の厚い方の端部(基端部)がマイクロプロジェクション前駆物質を保持しない傾向が起こり得る。
【0064】
一般的に、空洞内に保持されるマイクロプロジェクション前駆物質調合物の量は、1つの空洞と次の空洞とでほぼ等しいことが望ましい。たとえば、前駆物質調合物の体積の標準偏差は、前駆物質調合物を保持する空洞中の前駆物質調合物の平均体積の約30%未満、約20%未満、約10%未満、約5%未満、または約2%未満であることが望ましいだろう。アレイにおける1つの空洞と次の空洞との前駆物質調合物の量の変動を測定する代替的な態様は、マイクロプロジェクション前駆物質調合物が活性薬剤を含有している実施形態に対して、活性薬剤の量によるものである。たとえば、マイクロプロジェクションアレイ鋳型における複数の空洞中の活性薬剤の体積または重量の標準偏差が、前駆物質調合物を保持する空洞中の活性薬剤の平均体積または重量の約30%未満、約20%未満、約10%未満、約5%未満、または約2%未満であることが望ましいだろう。
【0065】
別の実施形態において、マイクロプロジェクションアレイを形成する別の方法が提供される。この実施形態において、マイクロニードルまたはマイクロプロジェクションアレイのための1つまたはそれ以上の鋳型は、その1つまたはそれ以上の鋳型が中に配置される貯蔵所を形成するようなやり方で結合する2つの部材または半体で形成された固定具の中に固定される。固定具を通って貯蔵所の中へとポートが設けられ、このポートを通じて、アレイのマイクロプロジェクションを形成するための調合物材料を導入できる。第2のポートまたは通気口は、調合物を導入する際に置換される空気を通過させる。貯蔵所は、鋳型の複数の空洞を充填するために十分な量の調合物で満たされている。次いで固定具は、調合物を貯蔵所から鋳型の複数に移動させる手段に露出され、この手段は圧力または減圧または圧力と減圧との組み合わせを含む。次いで、鋳型の空洞に移動されなかったあらゆる調合物を制御可能に除去することによって、空洞に移動された調合物は空洞中に保持されるが、過剰な調合物は撤収される。調合物が空洞の間にブリッジを形成することも、空洞の外側の鋳型表面に小滴を形成することもないことが望ましい。
【0066】
この実施形態を実行するために好適な例示的な装置を、図6A〜図6Bに概略的に示す。図6Aに示される固定具40の断面図において、固定具の第1および第2の部材44、46の間に鋳型42が保持される。第1の部材44は内表面48を有し、第2の部材46は内表面50を有する。一方の部材、この実施形態における第2の部材は、窪んだ床54および側壁56、58によって定められる空洞52を有する。第1および第2のポート60、62は、外部環境と空洞52との間の流体連絡を提供する。下に説明されるとおり、ポート60、62は、調合物の導入および/または空洞の排気(例、真空排気または加圧排気)のための、排気および気体による加圧のためのプロセスにおいて用いられる。図6Bは、図6Aの線B−Bに沿って取られた第2の部材46の断面上面図であり、空洞52およびポート60、62を示している。
【0067】
使用において、アレイ中の個々のマイクロプロジェクションを定める複数の空洞の開口部を有する1つまたはそれ以上のマイクロプロジェクション鋳型は、固定具の第1および第2の部材が接触されるときに形成される貯蔵所の中に入れられる。図6Aにおいては、単一の鋳型42が空洞52に隣接して固定され、アレイのマイクロプロジェクションを定める複数の空洞の開口部は、2つの部材が結合配置にあるときには貯蔵所とも呼ばれる空洞52と流体連絡を行なっている。実施形態の1つにおいて、貯蔵所は少なくとも0.05ミル(0.00127mm)、より好ましくは少なくとも0.1ミル(0.00254mm)の深さを有する。マイクロプロジェクション開口部および空洞は、サイズが小さいため図6Aには示されていない。一方のポート、たとえばポート62を通じて調合物が導入され、他方のポート、たとえばポート60を通じて空洞内の空気または気体が排出される。鋳型の空洞の複数の開口部を覆うために十分な調合物が空洞に導入される。代替的には、たとえば鋳型が製造できる最大のアレイよりも小さいアレイを製造するために、いくつかの鋳型空洞を覆わずに残しておくことも可能である。次いで、たとえば好適なバルブ調節などによって一方のポートを閉じ、貯蔵所を所望に加圧する。空洞52内の圧力を測定するために、部材46内に圧力計を取り付けてもよい。貯蔵所の加圧は、一方のポートを閉じた後に貯蔵所に追加の調合物を導入することによって達成されてもよいし、代替的には、貯蔵所内が所望の圧力に達するまで一方のポートを通じて加圧気体が導入されてもよい。貯蔵所が加圧されている間、鋳型空洞は調合物で覆われたままでいることが望ましい。次いで、鋳型空洞に移動した調合物を鋳型空洞内に保持するような態様で、鋳型の空洞に移動されなかった調合物が固定具の貯蔵所から撤収される。調合物は、一方のポートの圧力、一方のポートの減圧、または第1および第2のポートにおける減圧および圧力の組み合わせによって撤収されてもよい。
【0068】
固定具には、ハンドルまたはその他の便利な操作手段を用いて部材44、46を分離したり一緒にしたりできる機構が設けられてもよい。その機構は、閉じた位置で2つの部材がともに押し付けられるように設計されてもよい。空洞を有する部材が水平位置にあるときにマイクロプロジェクションアレイ鋳型をその部材の中に入れてから、鋳型を保持する部材を反対側の部材と結合させるために鉛直位置まで移動可能にして、部材の間に鋳型を固定した固定具を形成することが望ましいであろう。
【0069】
別の実施形態において、固定具は2つ以上のマイクロプロジェクションアレイ鋳型を含むように設計され、鋳型は空洞の開口部を貯蔵所に向けて横並びにされてもよいし、鋳型は対向する配置に置かれることによって空洞の開口部が互いに向き合っていてもよい。
【0070】
図2A〜図2Dに関して上述した方法と同様に、図6A〜図6Bに示される固定具に基づく方法の使用においても、鋳型空洞におけるマイクロプロジェクション前駆物質調合物の保持のプロセスは、前駆物質調合物のレベルが下がるときに、前駆物質調合物の小滴が前駆物質調合物の塊から離脱して空洞内に残るために起こると考えられる。この離脱が起こるという事実は予想外であり、このプロセスが再現可能であるという事実、および調合物の体積または各空洞中の活性薬剤の重量によって測定されるときに、マイクロプロジェクションアレイ鋳型中の複数の空洞に保持される小滴が複数の空洞において調合物の均一な体積を有するという事実も予想外である。調合物の「均一な」体積とは、マイクロプロジェクションアレイ鋳型における複数の空洞中の活性薬剤の体積または重量の標準偏差が、前駆物質調合物を保持する空洞中の調合物の平均体積または活性薬剤の重量の約30%未満、約20%未満、約10%未満、約5%未満、または約2%未満であることを意図するものである。
【0071】
いくつかの状況において、マイクロプロジェクション前駆物質調合物が空洞内に残るかどうかに影響し得る変数の1つは、たとえば固定具中の貯蔵所の加圧などによって調合物を空洞に移動させるステップの後に、調合物を貯蔵所から除去する速度である。調合物を複数の空洞の中に移動させた後に、貯蔵所に残った調合物を撤収するときの制御された速度は、各マイクロプロジェクションの先端ゾーンを形成する、マイクロプロジェクション空洞に移された調合物の全量を各空洞内に保持しながら、空洞に移動せずに貯蔵所に残った調合物が除去されるように選択される。約0.1cm/分から約10cm/分の間、または約0.2cm/分から2cm/分の間、または約0.5cm/分から1.5cm/分の間の撤収速度が一般的に好適である。充填速度は撤収速度より速くてもよい。
【0072】
代替的には、撤収速度をcm/分ではなくmL/分で測定または制御する方が便利なことがある。認識され得るとおり、鋳型が矩形ではなくたとえば円形状などであるとき、cm/分での撤収速度はmL/分での撤収速度に比例しないことがある。円形の貯蔵所に対するmL/分での撤収速度は、たとえば(貯蔵所の頂部から)ゆっくり開始し、貯蔵所の中央のレベルに達するまで増加し、貯蔵所の底部に達するまで減少することなどによって変動し得る。
【0073】
保持のための前駆物質撤収の所望の速度は、少なくともある程度は、マイクロプロジェクション前駆物質の粘性および表面張力、ならびにその鋳型材料との接触角に依存することが予期されるだろう。所望の速度も、少なくともある程度は、鋳型空洞のサイズおよび形状ならびに貯蔵所の形状およびサイズにも依存することが予期されるだろう。たとえば、かなり大きい鋳型空洞は、いずれの撤収速度においても特定のマイクロプロジェクション前駆物質を保持できないかもしれない。
【0074】
以下の実施例5〜6は、図6A〜図6Bに示される固定具を用いた製造方法の2つの実施例を詳述するものであり、ここではマイクロプロジェクションアレイが製造された。実施例6を参照して、マイクロプロジェクションアレイは、ヒスチジン緩衝液中のデキストラン、ソルビトール、活性薬剤ヒト副甲状腺ホルモンの前駆物質調合物から製作された。固定具貯蔵所の中に単一のマイクロプロジェクションアレイ鋳型を保持するための寸法にされた固定具が用いられ(実施例6において「1アップ(one−up)」貯蔵所と呼ばれる)、加えて固定具貯蔵所の中に2つのマイクロプロジェクションアレイ鋳型を保持するための寸法にされた固定具が用いられた(実施例6において「2アップ(two−up)」貯蔵所と呼ばれる)。1つまたはそれ以上の鋳型を固定具に入れた後に、ポートの一方を介して貯蔵所に調合物を導入し、第2のポートは貯蔵所中の空気を排出するために開放位置にした。次いで第2のポートを閉じ、貯蔵所内の圧力を上げて調合物を鋳型(単数または複数)の複数の空洞に移動させる。次いで、この移動ステップの後に貯蔵所に残った調合物を、鋳型(単数または複数)の空洞中に移動した調合物を保持するような速度で貯蔵所から除去する。たとえば鋳型を含む固定具をオーブンに入れることなどによって、鋳型空洞中の調合物の溶剤を除去した。次いで、固定具の貯蔵所に導入された第2の調合物によってこのプロセスを繰り返して、各マイクロプロジェクションの基底部領域が先端領域の組成物とは異なる組成物を有するようなマイクロプロジェクションアレイを形成した。
【0075】
図2A〜図2Dの剥離方法と同様に、図6A〜図6Bに示される固定具の使用とともに、概ね漏斗形状の空洞を有する鋳型が用いられてもよい。
【0076】
鋳型は、文献に考察されている多様な利用可能な技術によって製造されてもよい。たとえば、鋳型は米国特許出願公開第2008/0269685号において考察される技術によって作製されてもよい。鋳型は、好適な機械的特性を有する合成ポリマー材料でできていてもよい。一般的に、この実施形態においては、剥離実施形態において用いられる鋳型よりも柔軟性の少ない鋳型が用いられてもよい。
【0077】
固定具からの調合物の除去、および/または固定具への調合物の導入は、手動の技術、または一定の速度の流体移動を確実にするためのマイクロプロセッサの制御下の技術を含むがそれに限定されないあらゆる数の技術によって達成されてもよいことが、熟練した技術者に認識されるであろう。実施例においては、流体を固定具に導入し、そこから流体を除去するために、マイクロプロセッサ制御のシリンジポンプが用いられた。
【0078】
本明細書の上記で考察された2つの実施形態のいずれにおいても、一旦鋳型空洞がマイクロプロジェクション前駆物質調合物によって部分的または完全に充填されると、それらを乾燥して調合物から溶剤を除去することによって、アレイのマイクロプロジェクションを形成する各空洞中に固体材料を得てもよい。調合物の1つまたはそれ以上の付加的な層が、同じ方法または異なる方法によって、好ましくは乾燥された後の第1の層の上に適用されてもよい。実施例1および2はともにこのアプローチを示している。熟練した技術者が認識するとおり、付加的な調合物は第1の調合物とは異なる組成を有してもよく、第1の調合物は典型的に活性薬剤を含有することによってその薬剤がマイクロプロジェクションの先端に配置されるようにし、第2の調合物は活性薬剤を含まずに、角質層を貫通しないであろうマイクロプロジェクションの基底部領域を形成する。
【0079】
調合物を分配するステップ、調合物を鋳型に接触させるステップ、調合物を鋳型の空洞に移動させるステップ、および鋳型を調合物から分離するか、または調合物を固定具から撤収するステップを含む、本明細書に記載される方法におけるさまざまなステップは、個別または集合的に、同じ温度または異なる温度にて行なわれてもよいことを、熟練した技術者は認識するであろう。実施形態の1つにおいて、すべてのステップは室温で、たとえば約23〜25℃などで行なわれる。複数の空洞に保持されていない調合物を回収する。
【0080】
本明細書に記載される方法は、鋳型の複数の空洞に保持されていない調合物を回収するステップを含んでもよいことを、熟練した技術者は認識するであろう。たとえば、固定具から調合物を撤収した後に、調合物を再使用または分析のために回収してもよい。たとえば、基板上に置かれた調合物から鋳型を分離した後に、調合物を再使用または分析のために回収してもよい。実施形態の1つにおいて、複数の空洞に保持されていない調合物の少なくとも約90%、好ましくは95%が回収される。
【0081】
上述の方法において、複数の空洞への調合物の移動は移動ステップによって達成され、それはたとえば調合物を加圧するステップであってもよく、それは固定具の貯蔵所に導入された調合物または基板上に置かれた調合物(この場合には、基板−調合物および鋳型が一般的に一緒に加圧される)を意図するものである。熟練した技術者は、鋳型の空洞への調合物の移動を達成するために好適な圧力を選択できるし、体積、調合物の特性、面積および温度を含むがそれに限定されない、最適な圧力の選択を導く変数を認識するであろう。実施形態の1つにおいては0.1〜1気圧(10.1〜101kPa)の範囲の圧力が選択され、好ましい実施形態においては少なくとも約0.1atm(10.1kPa)、少なくとも約0.5atm(50.7kPa)、または少なくとも約1.0atm(101kPa)が適用される。
【0082】
D.マイクロプロジェクションおよびマイクロプロジェクションアレイに対する調合物
本明細書に記載されるプロセスによって、多様な調合物が鋳型空洞に挿入されてもよい。調合物は「前駆物質調合物」とも呼ばれることによって、鋳型空洞に導入される調合物が、マイクロプロジェクションおよび/またはマイクロプロジェクションアレイを作製するための結果的に得られる固体材料の前駆物質であることを反映する。典型的には、前駆物質調合物の溶剤が除去されることによって、マイクロアレイを作製する最終材料が得られるが、前駆物質調合物に対する他の変化が起こるように設計されてもよいし(たとえば架橋結合または反応など)、偶然起こってもよい。
【0083】
一般的に前駆物質調合物は、少なくとも1つの活性薬剤(例、薬物または治療薬剤)、少なくとも1つの溶剤、任意のポリマー、およびその他の任意の成分、たとえば糖、抗酸化剤、保存剤などを含む。代替的に、前駆物質調合物は、少なくとも1つのポリマー、少なくとも1つの溶剤、任意の活性薬剤、およびその他の任意の成分、たとえば糖、抗酸化剤、保存剤などを含む。任意には、表面張力を調整するために表面活性剤が加えられてもよい。米国特許出願公開第2008/0269685号は、前駆物質調合物に対する多様な好適な材料を開示している。
【0084】
本明細書に記載される方法によってマイクロプロジェクションに入れられ得る活性治療薬剤は、小分子薬物、タンパク質、ペプチド、核酸などを含むがそれに限定されない。以下の実施例5および6においては、例示的な活性薬剤としてヒト副甲状腺ホルモン(human parathyroid hormone:hPTH)を用いた。ワクチンは、アレイのマイクロプロジェクションにおける分散(disperment)のための調合物に含まれ得る別の例示的な治療薬剤である。米国特許出願公開第2008/0269685号は多様な好適な活性を開示しており、それらすべてが本明細書において引用により援用される。
【0085】
マイクロプロジェクション前駆物質調合物は、1つまたはそれ以上のポリマーを含んでいてもよい。ポリマーは好ましくは生体適合性である。別の実施形態において、ポリマーは好ましくは生分解性である。この用語は、生分解の機構に関わらず、インビボ使用(例、皮膚への挿入)の予期される条件下でポリマーが分解することを意図するものである。生分解の例示的な機構は、崩壊、分散、溶解、侵食、加水分解、および酵素分解を含む。
【0086】
マイクロプロジェクション前駆物質調合物における使用に好適な例示的ポリマーは、ポリ(乳酸)、ポリ(グリコール酸)、ポリ(乳酸−コ−グリコール酸)、ポリ(カプロラクトン)、ポリ無水物、ポリアミン、ポリエステルアミド、ポリオルトエステル、ポリジオキサノン、ポリアセタール、ポリケタール、ポリカーボネート、ポリリン酸エステル、ポリオルトカーボネート、ポリホスファゼン、ポリ(リンゴ酸)、ポリ(アミノ酸)、ヒドロキシセルロース、ポリリン酸エステル、デキストラン、テトラデンプン(tetrastarch)、天然または修飾多糖、ヒアルロニダーゼ(hyalouronidase)、キチン、ならびにそれらのコポリマー、ターポリマーおよび混合物を含むが、それに限定されない。実施形態の1つにおいて、調合物はデキストランを含み、それは好ましくは約20,000〜100,000ダルトン、より好ましくは40,000〜80,000ダルトン、さらにより好ましくは40,000〜70,000ダルトンの間の分子量を有するデキストランである。特定の実施例においては、70,000ダルトン(70kDa)の分子量を有するデキストランが用いられる。
【0087】
マイクロプロジェクション前駆物質調合物は、1つまたはそれ以上の糖も含んでいてもよい。マイクロプロジェクションアレイに含まれてもよい例示的な糖は、デキストロース、フルクトース、ガラクトース、マルトース、マルツロース、イソマルツロース、マンノース、ラクトース、ラクツロース、スクロース、およびトレハロースを含む。たとえばラクチトール、マルチトール、ソルビトール、およびマンニトールなどの糖アルコールも利用されてもよい。シクロデキストリンもマイクロプロジェクションアレイに有利に用いることができ、たとえばα、βおよびγシクロデキストリン、たとえばヒドロキシプロピル−β−シクロデキストリンおよびメチル−β−シクロデキストリンなどが用いられてもよい。糖および糖アルコールは、特定の活性(例、タンパク質)の安定化、および可塑化様の効果によるマイクロプロジェクションの機械的特性の修正にも有用であり得る。実施形態の1つにおいて、調合物に含まれる糖はソルビトールであり、別の実施形態において、調合物はソルビトールおよびデキストランを含む。
【0088】
マイクロプロジェクションアレイの生分解性は、たとえば架橋結合されたPVP、グリコール酸ナトリウムデンプン、セルロース、天然および合成ゴム、またはアルギン酸塩などの水膨潤性ポリマーを含むことによって促進されることがある。
【0089】
マイクロプロジェクションアレイは、多様な薬物物質に対して好適である。投与され得る好適な活性薬剤は、例示であって限定ではない以下のものなどを含む多種類の化合物を含む:滋養強壮剤;鎮痛剤;抗関節炎剤;抗腫瘍薬を含む抗癌剤;抗コリン作用薬;抗けいれん薬;抗鬱薬;抗糖尿病剤;止痢薬;抗寄生虫薬;抗ヒスタミン剤;抗高脂血症剤;抗高血圧症剤;抗感染剤、たとえば抗生物質、抗真菌剤、抗ウイルス剤ならびに静菌化合物および殺菌化合物など;抗炎症剤;抗片頭痛調製物;制吐剤;抗パーキンソン病薬;鎮痒薬;抗精神病薬;解熱剤;鎮痙薬;抗結核剤;抗潰瘍剤;抗不安薬;食欲抑制剤;注意欠陥障害および注意欠陥多動性障害の薬;カルシウムチャネル遮断薬、抗狭心症剤、中枢神経系薬剤、ベータ受容体遮断薬および抗不整脈剤を含む心血管調製物;腐食剤;中枢神経系刺激剤;鬱血除去薬を含む咳および感冒調製物;サイトカイン;利尿剤;遺伝物質;ハーブ治療薬;ホルモン溶解薬;催眠薬;血糖降下剤;免疫抑制剤;角質溶解剤;ロイコトリエン阻害剤;有糸分裂阻害剤;筋弛緩薬;麻薬拮抗薬;ニコチン;栄養剤、たとえばビタミン、必須アミノ酸および脂肪酸など;眼病薬、たとえば抗緑内障剤など;疼痛緩和剤、たとえば麻酔剤など;副交感神経抑制薬;ペプチド薬;タンパク質分解酵素;覚醒剤;抗喘息剤を含む呼吸薬;鎮静剤;プロゲストゲン、エストロゲン、副腎皮質ステロイド、アンドロゲンおよびタンパク質同化剤を含むステロイド;禁煙剤;交感神経刺激剤;組織治癒促進剤;精神安定剤;一般的な冠状動脈、末梢血管および脳血管を含む血管拡張剤;発疱薬(vessicants);ならびにその組み合わせ。
【0090】
マイクロプロジェクションアレイとともに用いられ得るペプチドおよびタンパク質の例は、オキシトシン、バソプレッシン、副腎皮質刺激ホルモン(adrenocorticotropic hormone:ACTH)、上皮細胞増殖因子(epidermal growth factor:EGF)、プロラクチン、黄体形成ホルモン、卵胞刺激ホルモン、ルリベリンまたは黄体形成ホルモン放出ホルモン(luteinizing hormone releasing hormone:LHRH)、インスリン、ソマトスタチン、グルカゴン、インターフェロン、ガストリン、テトラガストリン、ペンタガストリン、ウロガストロン、セクレチン、カルシトニン、エンケファリン、エンドルフィン、キョートルフィン、タフトシン、チモポイエチン、チモシン、チモスチムリン、胸腺液性因子、血清胸腺因子、腫瘍壊死因子、コロニー刺激因子、モチリン、ボンベシン、ジノルフィン、ニューロテンシン、セルレイン、ブラジキニン、ウロキナーゼ、カリクレイン、P物質の類似体および拮抗剤、アンギオテンシンII、神経成長因子、血凝固因子VIIおよびIX、塩化リゾチーム、レニン、ブラジキニン、チロシジン、グラミシジン、成長ホルモン、メラニン形成細胞刺激ホルモン、甲状腺ホルモン放出ホルモン、甲状腺刺激ホルモン、副甲状腺ホルモン、パンクレオザイミン、コレシストキニン、ヒト胎盤ラクトゲン、ヒト絨毛性ゴナドトロピン、タンパク質合成刺激ペプチド、胃抑制ペプチド、血管作動性腸ペプチド、血小板由来成長因子、成長ホルモン放出因子、骨形態形成タンパク質、ならびにその合成類似物および修飾物および薬理学的活性を有する断片である。ペプチジル薬物はLHRHの合成類似体、たとえばブセレリン、デスロレリン、フェルチレリン、ゴセレリン、ヒステレリン、ロイプロリド(ロイプロレリン)、ルトレリン、ナファレリン、トリプトレリン、およびその薬理学的活性を有する塩なども含む。
【0091】
マイクロプロジェクションアレイ投与に好適な高分子活性薬剤は、生体分子、たとえば抗体、DNA、RNA、アンチセンスオリゴヌクレオチド、リボソーム、ならびに酵素補助因子、たとえばビオチン、オリゴヌクレオチド、プラスミド、および多糖なども含んでもよい。オリゴヌクレオチドは、DNAおよびRNA、その他の天然に存在するオリゴヌクレオチド、非天然オリゴヌクレオチド、ならびにそのあらゆる組み合わせおよび/または断片を含む。治療的抗体は、オルソクローンOKT3(ムロモナブCD3)、レオプロ(アブシキシマブ)、リツキサン(リツキシマブ)、ゼナパックス(ダクリズマブ)、レミケード(インフリキシマブ)、シムレクト(バシリキシマブ)、シナジス(パリビズマブ)、ハーセプチン(トラスツズマブ)、マイロターグ(ゲムツズマブオゾガマイシン)、CroFab、DigiFab、キャンパス(アレムツズマブ)、およびゼバリン(イブリツモマブチウキセタン)を含む。
【0092】
マイクロプロジェクションアレイ投与に好適な高分子活性薬剤は、ワクチン、たとえば米国において炭疽病、ジフテリア/破傷風/百日咳、A型肝炎、B型肝炎、Haemophilus influenzaeタイプb、ヒトパピローマウイルス、インフルエンザ、日本脳炎、麻疹/耳下腺炎/風疹、髄膜炎菌性疾患(例、髄膜炎菌多糖ワクチンおよび髄膜炎菌結合ワクチン)、肺炎球菌性疾患(例、肺炎球菌多糖ワクチンおよび髄膜炎菌結合ワクチン)、ポリオ、狂犬病、ロタウイルス、帯状疱疹、天然痘、破傷風/ジフテリア、破傷風/ジフテリア/百日咳、腸チフス、水痘、および黄熱に対する使用が認可されているワクチンなども含んでもよい。
【0093】
マイクロプロジェクションアレイはヒトの皮膚を貫通するため、アレイ中の微生物の存在を排除するために役立つステップを取ることが望ましいだろう。こうしたステップは、たとえば調合物中の微生物を脱水するための浸透圧剤の働きをする高い糖濃度を有する調合物の使用などを含む。代替的な技術は、非生理的pH(例、pH6未満およびpH8より高いpH)を使用して微生物の生育を遅らせ、生存能を破壊することである。調合物は有機溶剤によって作製されてもよく、次いで有機溶剤は微生物を脱水するために乾燥されてもよい。この脱水効果から離れても、有機溶剤の使用は本質的に殺菌性である。なぜなら有機溶剤はバクテリア細胞膜を破壊するからである。加えて、マイクロプロジェクションアレイを密閉された低酸素環境中に包装することによって、好気性微生物を遅らせ、最終的にそれらの生存能を破壊してもよい。アレイを低湿度環境中に包装することによって、微生物を脱水してもよい。
【0094】
微生物に対処するためのさらなる技術は、調合物または包装に医薬的に許容できる抗菌剤を含ませることである。こうした薬剤の例は、塩化ベンザルコニウム、ベンジルアルコール、クロルブタノール、メタクレゾール、ヒドロキシル安息香酸のエステル、フェノール、およびチメロサールである。
【0095】
さらなる代替案として、調合物に表面活性剤または界面活性剤を加えて、あらゆる微生物の細胞膜を破壊することによってそれらを殺してもよい。包装に乾燥剤を加えることによって、微生物を脱水してそれらを殺してもよい。
【0096】
たとえば活性を酸化から保護するなどのために、調合物に抗酸化剤を加えてもよい。例示的な抗酸化剤は、メチオニン、システイン、D−アルファトコフェロールアセテート、DL−アルファトコフェロール、アスコルビルパルミテート、アスコルビン酸、ブチル化ヒドロキシアニソール、ブチルヒドロキシキノン、ブチルヒドロキシアニソール、ヒドロキシコマリン、ブチルヒドロキシトルエン、ケファリン、没食子酸エチル、没食子酸プロピル、没食子酸オクチル、没食子酸ラウリル、プロピルヒドロキシベンゾアート、トリヒドロキシブチロフェノン、ジメチルフェノール、ジ−tert−ブチルフェノール、ビタミンE、レシチン、およびエタノールアミンを含む。
【0097】
この方法を、その好ましい特定の実施形態とともに説明したが、前述の説明は例示のためのものであって、本発明の範囲を限定することは意図されないことが理解されるべきである。本発明が属する技術分野の当業者には、本発明の範囲内のその他の局面、利点および修正が明らかになるだろう。
【0098】
本明細書において言及されるすべての特許、特許出願および公開は、その全体が引用により援用される。しかし、明確な定義を含む特許、特許出願または公開が引用により援用されるとき、それらの明確な定義は、それらが見出される援用特許、特許出願または公開に適用されるものであって、本出願の本文の残り、特に本出願の請求項には適用されないことが理解されるべきである。
【実施例】
【0099】
以下の実施例は、通常の当業者に、本明細書に記載される方法をどのように実行するかの完全な開示および説明を提供するために出されるものであって、発明者らが自身の発明と考えるものの範囲を限定することは意図されない。数(例、量、温度など)に関しては正確さを保証するよう努力したが、いくらかの誤差および偏差は生じるはずである。別様に示されない限り、割合は重量比であり、温度は℃によるものであり、圧力は大気圧またはその付近である。
【0100】
(実施例1)
アレイ鋳造のための一般的なプロセス
マイクロニードル鋳型を、たとえば乾燥熱またはガンマ照射などによって滅菌する。25%のウシ血清アルブミン(bovine serum albumin:BSA)、20%のポリビニルアルコール、27%のトレハロース、および28%のマルチトールを含有し、水中に合計20%の固形分を有する調合物を調製する。ある量の調合物(本明細書においては前駆物質調合物と呼ばれる)、たとえば20μLが鋳型の上に分配される。刈り込まれた先端を有するホールピペットを用いて、調合物を鋳型の上に手動で広げる。次いで、市販の振動機器を用いて、調合物で覆われた鋳型を5秒間ボルテックスすることによって、鋳型に調合物を均一に分布させる。調合物被覆を有する鋳型を1atmの圧力容器に約10分間入れる。次いで圧力を取り除く。鋳型を32℃の温度のインキュベータに約30分間から1時間入れる。次いで両面接着テープを用いてアレイを離型し、任意には裏張りに取り付ける。
【0101】
(実施例2)
2層アレイを鋳造するための一般的なプロセス
実施例1の乾燥ステップの後、離型の前に、類似の手順を用いて鋳型上に付加的な層を鋳造する。付加的な層は、エタノールおよびイソプロピルアルコールの3:1混合物中の20wt%のメタクリル酸カチオンコポリマーEUDRAGIT(登録商標)EPO(ジメチルアミノエチルメタクリレート、ブチルメタクリレート、およびメチルメタクリレートに基づくカチオンコポリマー)の75μLからなる。付加的な層は、ガラススライドを用いて鋳型に均一に適用される。鋳型を圧力容器に入れて、1atmにて2分間加圧する。圧力を解除し、鋳型を乱すことなく圧力容器中で追加の5分間だけ乾燥させる。鋳型を再びインキュベータ中で32℃にて1時間乾燥し、次いで離型する。
【0102】
(実施例3)
剥離を用いて鋳型空洞にマイクロプロジェクション前駆物質を入れる
以下のとおりにマイクロプロジェクションアレイを製造した。平坦な金属基板の上にシリコーンシートを置いた。マイクロピペットを用いて、125μLのマイクロプロジェクション前駆物質調合物を液滴としてシリコーンシート上に分配した。シリコーンでできた柔軟なポリマーマイクロプロジェクションアレイ鋳型を調合物の上に置いて、個々のマイクロプロジェクションを定める複数の空洞の複数の開口部が調合物に面し、かつ鋳型の頂面が調合物と直接接触するようにした。複数の空洞の各空洞は先端領域および基底部(または「漏斗」領域)の両方を含み、約1nLの体積を有した。ピンセットで鋳型の後ろ側に手動で圧力を加えることによって、調合物を広げて鋳型の1”×1”(2.54cm×2.54cm)の範囲を覆うようにした。この集合体を圧力容器の中に入れて、50psi(344.7kPa)にて1分間加圧した。圧力を解除して集合体を圧力容器から取り出した。ピンセットで鋳型の1つの角をつかみ、鋳型をシリコーンシートから剥離した。
【0103】
柔軟な鋳型の表面は、シリコーンシートの表面によく適合していた。(充填後の)鋳型を(UV光を用いて)顕微鏡で調べたとき、空洞は湿潤条件で均一に充填されて見えた(図3A)。漏斗範囲には調合物が見られず、充填はニードル空洞のみに限定されていた。
【0104】
空洞に調合物が入ったシリコーン鋳型を、インキュベータ中で32℃にて30分間から1時間乾燥した。図3Bに示されるとおり、空洞は乾燥後も引き続き均一に充填されて見えた。次いで鋳型を鋳型キャリアの上に置き、TEFLON(登録商標)ワイパーとの整合をチェックし、ワイパーの間隙を鋳型の最低点から17ミル(0.043cm)に設定した。700μLの第2の調合物、すなわち「基底部」溶液をアレイ範囲に加えて、ポリエチレンテレフタレート(polyethyelene terephthalate:PET)カバースリップによって広げた。基底部溶液を有する鋳型を50psi(344.7kPa)にて1分間加圧した。鋳型に対して垂直に装着されたワイパーを用いて過剰な溶液を拭き取った。基底部層をフードの下で室温にて一晩乾燥し、次いでインキュベータ中で32℃にて最低15分間乾燥した。その結果得られたマイクロプロジェクションアレイは光学的に調べられ、顕微鏡写真が図4に示される。
【0105】
(実施例4)
剥離を用いて鋳型空洞にマイクロプロジェクション前駆物質を入れる
pH5.5のヒスチジン緩衝液溶剤中の14%のデキストラン70、4.8%のソルビトール、2.8%のヒト副甲状腺ホルモン(1−34)(hPTH)によって構成された調合物を調製した。0.22ミクロンフィルタで調合物を滅菌濾過した。250μLの調合物を浅い貯蔵所に入れ、予め滅菌したシリコーン鋳型を浅い貯蔵所の上に置いて、鋳型中の各マイクロニードルの各空洞の開口部を下に向けることによって、調合物が空洞に入れるようにした。調合物で充填された貯蔵所を有する基板と鋳型とを圧力室内で50psi(344.7kPa)にて1分間加圧することによって、鋳型のマイクロプロジェクション空洞に前駆物質調合物を充填した。次いで鋳型をシリンダに取り付け、シリンダを2〜4mm/分の速度で回転させることによって、浅い貯蔵所から鋳型を剥離した。鋳型の空洞に所望の量の前駆物質調合物が保持され、32℃にて30分間乾燥された。次いで、実施例3に記載されるとおりに乾燥前駆物質の上に基底部層をコートして、微細構造アレイ(直径1cm2に打ち抜かれる)を形成した。各マイクロプロジェクションアレイのhPTH含有量を分析するためにアレイを光学的に検査し、顕微鏡写真が図4に示される。マイクロプロジェクションの先端に集められた薬物が観察される。次いでマイクロアレイを緩衝液に溶解し、hPTH含有量をHPLCによって測定した。テストされた30アレイのサンプルサイズに対して、アレイ当りの平均hPTH含有量は32.9μgであり、変動係数は10%であった。
【0106】
(実施例5)
固定具を用いてマイクロプロジェクション前駆物質を鋳型に入れる
マイクロプロジェクションアレイのための1インチ×1インチ(2.54cm×2.54cm)の鋳型が提供された。鋳型の複数の空洞の各空洞は、先端領域と基底部(または「漏斗」領域)との両方を含み、約1nLの体積を有した。pH5.5のヒスチジン緩衝液溶剤中の2.1%のhPTH(1−34)、14%のテトラデンプン、4.8%のソルビトールによって構成されたマイクロプロジェクション前駆物質調合物を調製した。
【0107】
第1および第2の部材で構成された固定具が提供された(図6A)。第2の部材は、直径が22mmで深さが20ミル(0.508mm)の、約200μLの体積を与える円筒形の空洞(貯蔵所と呼ばれる)を含んだ。固定具の部材は、ポリテトラフルオロエチレン(polytetrafluoroethylene:PTFE)でコートされた金属で作られた。
【0108】
1mLの滅菌シリンジの首部を調合物に浸漬して、約1mLをバレルに引き込んだ。シリンジを軽く叩くことによって、バレルの内側のプランジャーヘッド近くに閉じ込められた空気を取り除いた。固定具の入口ポートに管を取り付け、管の反対側の端部をシリンジ首部に取り付けた。このラインをパージして、管の中に気泡がないことを確実にした。
【0109】
固定具の中に鋳型を加え、締めて閉じた。調合物を有するシリンジをシリンジポンプの上に置き、次いでシリンジポンプをオンにして、調合物を0.95mL/分にて固定具の貯蔵所内に導入した。充填後、貯蔵所調合物は排出入口に流れ込む。調合物が排出入口管中に約2インチ充填されたときに、シリンジポンプを停止した。
【0110】
弁を利用して排出入口管を閉鎖した。次いで貯蔵所内の圧力を徐々に上げて50psi(344.7kPa)にした。この圧力増加プロセスの際に、調合物が鋳型空洞を占有して空洞中の空気を置換する間に排出入口管の調合物のレベルが幾分下がるため、追加の調合物をポンプで注入して、加圧過程の間その管における調合物のレベルを約2インチに維持することが必要であろう。50psi(344.7kPa)に達すると、その圧力を1分間保持した後、徐々に解除した。
【0111】
マイクロプロジェクション前駆物質調合物を撤収するステップが始まった。このステップは6〜10分間にわたったため、およそ200μLの調合物の撤収の平均速度は約20〜30μL/分であった。調合物はおよそ15μL/分の初速度で撤収され、調合物のレベルが鋳型の中心に達するに従ってより高速になり、調合物のレベルが下がり続けるに従って再びより低速になった。貯蔵所からの液体調合物撤収が完了したとき、調合物は入口管の中に移動した。ポンプを停止し、固定具を開き、鋳型を取り出してペトリ皿に入れた。充填の均一性、および周辺におけるマイクロプロジェクション前駆物質のしみについて、鋳型を調べた。鋳型をインキュベータ中で32℃にて30分間乾燥した後、ペトリ皿のカバーを閉じ、その皿をホイルパウチの中に入れて、窒素充填とともにヒートシールし、次いで冷蔵庫中で4℃にて保存した。
【0112】
さらなる層(アセトニトリル中の25%ポリ(乳酸−コ−グリコール酸))を鋳型空洞中の調合物の上に鋳造し、一晩乾燥した。その結果得られたアレイを、1513ダブルコート接着剤を有するPETストリップを用いて離型した。アレイを直径11mmでノッチ切断し、ラベル付けをし、乾燥室中で保存した。
【0113】
HPLCを用いて活性含有量および純度を決定した。鋳型空洞中の活性含有量の標準偏差は約6%であった。
【0114】
(実施例6)
剥離を用いて鋳型空洞にマイクロプロジェクション前駆物質を入れる
マイクロプロジェクションアレイのための18mm掛ける30mmの鋳型を得た。pH5.5のヒスチジン緩衝液溶剤中の14%のデキストラン70、4.8%のソルビトール、2.1%のヒト副甲状腺ホルモン(1−34)(hPTH)によって構成された前駆物質を調製した。0.22μmフィルタで前駆物質調合物を滅菌濾過した。
【0115】
第1および第2の部材で構成された固定具が提供された(図6A)。1つの固定具において、第2の部材は、直径が22mmで深さが53ミル(1.35mm)の円筒形の空洞(または貯蔵所)を含んだ(本明細書においては「1アップ貯蔵所」と呼ばれる)。第2の固定具において、第2の部材は、長さが28mmで幅が16mmの矩形の貯蔵所を含んだ 本明細書においては「2アップ貯蔵所」と呼ばれる)。2アップ貯蔵所を有する固定具は、使用中に鉛直または水平のいずれの向きにされてもよい。
【0116】
2mLのシリンジ(オートクレーブにより滅菌)の首部を前駆物質に浸漬して、約1.5mLの前駆物質調合物をバレルに引き込んだ。軽く叩くことによって、シリンジ内に閉じ込められたあらゆる空気を取り除いた。シリンジ首部に入口管を取り付け、このラインをパージして管の中に気泡がないことを確実にした。
【0117】
固定具の中に鋳型を加え、締めて閉じた。調合物を有するシリンジをシリンジポンプの上に置いた。シリンジポンプを始動し、調合物を0.95mL/分の速度で固定具の空洞内に導入した。充填後、貯蔵所前駆物質調合物は排出入口に流れ込んだ。前駆物質調合物が排出入口管中に約2インチ(5.1cm)充填されたときに、シリンジポンプを停止した。
【0118】
弁を利用して排出入口管を閉鎖した。次いで実施例5に記載されるとおり、貯蔵所内の圧力を徐々に上げて50psi(344.7kPa)にした。加圧後、特定の速度で前駆物質調合物を貯蔵所から撤収した。貯蔵所からの前駆物質調合物の撤収が完了した後に、所望の量の前駆物質調合物が鋳型(単数または複数)の空洞中に保持された。鋳型の空洞中の前駆物質調合物を32℃にて30分間乾燥した。次いで上記の実施例に記載されるとおり、乾燥前駆物質調合物の上に基底部層をコートして、微細構造アレイ(直径1cm2に打ち抜かれる)を形成した。
【0119】
各マイクロプロジェクションアレイ中のhPTH含有量を分析するために、アレイを緩衝液に溶解してhPTH含有量をHPLCによって測定した。下の表に示されるとおり、アレイ1cm2当りのマイクロプロジェクション空洞に保持される前駆物質調合物の量は、貯蔵所の配向、深さ、前駆物質撤収速度などを含むがそれに限定されないいくつかの因子に影響された。
【0120】
【表1】
いくつかの例示的な局面および実施形態を上記に考察したが、当業者はその特定の修正、置換、付加および副結合を認識するであろう。したがって、以下の添付請求項および今後導入される請求項は、こうした修正、置換、付加および副結合のすべてをそれらの真の趣旨および範囲内にあるものとして含むと解釈されることが意図される。
【特許請求の範囲】
【請求項1】
マイクロプロジェクションアレイを形成する方法であって、
ある量の調合物を基板上に分配するステップと、
前記アレイ中の個々のマイクロプロジェクションに対する複数の空洞を有する鋳型を、前記基板上に分配された前記調合物に接触させるステップであって、前記鋳型および前記調合物は、前記複数の空洞が前記調合物と流体連絡を行なうように接触されるステップと、 調合物を前記複数の空洞に移動させるステップと、
前記複数の空洞の各々に調合物を保持する様式で、前記調合物および前記基板から前記鋳型を分離するステップと
を含む、方法。
【請求項2】
マイクロプロジェクションアレイを製作する方法であって、
マイクロプロジェクションのアレイ中のマイクロプロジェクションを形成するための複数の空洞を含む鋳型を固定具の中に位置決めするステップであって、前記固定具は第1の部材と、第2の部材と、少なくとも1つのポートとで構成され、前記鋳型は前記第1および第2の部材の間に位置決めされるステップと、
前記少なくとも1つのポートを通じて前記固定具の中に調合物を導入することによって、前記調合物が前記鋳型の前記複数の空洞の開口部に接触するようにするステップと、
前記固定具中に導入された前記調合物を前記複数の空洞に移動させるステップと、
前記複数の空洞に移動された調合物が前記複数の各空洞中に保持されるような速度で調合物を前記固定具から撤収するステップと
を含む、方法。
【請求項3】
移動させるステップは、前記鋳型に接触する前記調合物に圧力を加えることによって、前記複数の空洞に調合物を移動させるステップを含む、請求項1または2に記載の方法。
【請求項4】
前記調合物および前記基板から前記鋳型を分離するステップは、各空洞に保持される調合物の量の標準偏差が、前記空洞に保持される調合物の平均量の約10%以下であることによって証明される場合、前記複数の空洞の各々における調合物の均一な保持を達成する、請求項1に記載の方法。
【請求項5】
前記調合物および前記基板から前記鋳型を分離するステップは、前記鋳型の端縁を持ち上げて、制御された速度で前記調合物および基板から前記鋳型を徐々に剥離することによって達成される、請求項1または4に記載の方法。
【請求項6】
前記制御された速度の分離は、前記鋳型に取り付け可能な回転可能な部材によって行なわれる、請求項5に記載の方法。
【請求項7】
前記移動させるステップおよび撤収するステップは、各空洞に保持される調合物の量の標準偏差が、前記空洞に保持される調合物の平均量の約10%以下であることによって証明される場合、前記複数の空洞の各々における調合物の均一な保持を達成する、請求項2に記載の方法。
【請求項8】
前記複数の空洞に保持されていない調合物を回収するステップをさらに含む、請求項1または2に記載の方法。
【請求項9】
前記複数の前記空洞に保持されていない前記調合物の少なくとも約90%が回収される、請求項8に記載の方法。
【請求項10】
前記方法における前記ステップの1つまたはそれ以上が約23〜25℃の温度で行なわれる、請求項1または2に記載の方法。
【請求項11】
前記複数の空洞に保持された前記調合物から溶剤を除去するステップをさらに含む、請求項1に記載の方法。
【請求項12】
前記鋳型に第2の調合物を適用するステップをさらに含む、請求項11に記載の方法。
【請求項13】
前記複数の空洞は、ほぼ平面状の鋳型表面から前記鋳型内に突出する、請求項1または2に記載の方法。
【請求項14】
前記複数の空洞のうち少なくとも1つの空洞に対して、前記少なくとも1つの空洞と、前記平面状の鋳型表面に平行な面との交差部分の直径は、前記面の前記鋳型表面からの距離の関数として単調に減少する、請求項13に記載の方法。
【請求項15】
前記少なくとも1つの空洞と、前記平面状の鋳型表面に平行な面との前記交差部分の前記直径は、前記面が前記鋳型表面から遠いときよりも前記面が前記鋳型表面に近いときの方が急速に減少する、請求項14に記載の方法。
【請求項16】
前記少なくとも1つの空洞と、前記平面状の鋳型表面に平行な面との前記交差部分の前記直径は、前記鋳型表面に近い距離の範囲に対しては前記鋳型表面との距離の関数として直線的に減少し、次いで前記鋳型表面からより遠い距離の第2の範囲に対しては、直線的だがもっとゆっくり減少する、請求項15に記載の方法。
【請求項17】
位置決めするステップは、前記複数の空洞が長い方の寸法および短い方の寸法を有する伸長した空洞であるような鋳型を位置決めするステップを含み、前記鋳型は、前記複数の空洞の各空洞の前記長い方の寸法がほぼ水平であるような様式で前記固定具中に保持される、請求項2または7に記載の方法。
【請求項18】
前記調合物を導入および撤収するステップは、マイクロプロセッサの制御下で行なわれる、請求項2、7または17のいずれか1項に記載の方法。
【請求項19】
保持された調合物を有する前記鋳型を前記固定具から取り出すステップをさらに含む、請求項2、7、17または18のいずれか1項に記載の方法。
【請求項20】
前記複数の空洞の各々における前記保持された調合物から溶剤を除去するステップをさらに含む、先行する請求項のいずれかに記載の方法。
【請求項1】
マイクロプロジェクションアレイを形成する方法であって、
ある量の調合物を基板上に分配するステップと、
前記アレイ中の個々のマイクロプロジェクションに対する複数の空洞を有する鋳型を、前記基板上に分配された前記調合物に接触させるステップであって、前記鋳型および前記調合物は、前記複数の空洞が前記調合物と流体連絡を行なうように接触されるステップと、 調合物を前記複数の空洞に移動させるステップと、
前記複数の空洞の各々に調合物を保持する様式で、前記調合物および前記基板から前記鋳型を分離するステップと
を含む、方法。
【請求項2】
マイクロプロジェクションアレイを製作する方法であって、
マイクロプロジェクションのアレイ中のマイクロプロジェクションを形成するための複数の空洞を含む鋳型を固定具の中に位置決めするステップであって、前記固定具は第1の部材と、第2の部材と、少なくとも1つのポートとで構成され、前記鋳型は前記第1および第2の部材の間に位置決めされるステップと、
前記少なくとも1つのポートを通じて前記固定具の中に調合物を導入することによって、前記調合物が前記鋳型の前記複数の空洞の開口部に接触するようにするステップと、
前記固定具中に導入された前記調合物を前記複数の空洞に移動させるステップと、
前記複数の空洞に移動された調合物が前記複数の各空洞中に保持されるような速度で調合物を前記固定具から撤収するステップと
を含む、方法。
【請求項3】
移動させるステップは、前記鋳型に接触する前記調合物に圧力を加えることによって、前記複数の空洞に調合物を移動させるステップを含む、請求項1または2に記載の方法。
【請求項4】
前記調合物および前記基板から前記鋳型を分離するステップは、各空洞に保持される調合物の量の標準偏差が、前記空洞に保持される調合物の平均量の約10%以下であることによって証明される場合、前記複数の空洞の各々における調合物の均一な保持を達成する、請求項1に記載の方法。
【請求項5】
前記調合物および前記基板から前記鋳型を分離するステップは、前記鋳型の端縁を持ち上げて、制御された速度で前記調合物および基板から前記鋳型を徐々に剥離することによって達成される、請求項1または4に記載の方法。
【請求項6】
前記制御された速度の分離は、前記鋳型に取り付け可能な回転可能な部材によって行なわれる、請求項5に記載の方法。
【請求項7】
前記移動させるステップおよび撤収するステップは、各空洞に保持される調合物の量の標準偏差が、前記空洞に保持される調合物の平均量の約10%以下であることによって証明される場合、前記複数の空洞の各々における調合物の均一な保持を達成する、請求項2に記載の方法。
【請求項8】
前記複数の空洞に保持されていない調合物を回収するステップをさらに含む、請求項1または2に記載の方法。
【請求項9】
前記複数の前記空洞に保持されていない前記調合物の少なくとも約90%が回収される、請求項8に記載の方法。
【請求項10】
前記方法における前記ステップの1つまたはそれ以上が約23〜25℃の温度で行なわれる、請求項1または2に記載の方法。
【請求項11】
前記複数の空洞に保持された前記調合物から溶剤を除去するステップをさらに含む、請求項1に記載の方法。
【請求項12】
前記鋳型に第2の調合物を適用するステップをさらに含む、請求項11に記載の方法。
【請求項13】
前記複数の空洞は、ほぼ平面状の鋳型表面から前記鋳型内に突出する、請求項1または2に記載の方法。
【請求項14】
前記複数の空洞のうち少なくとも1つの空洞に対して、前記少なくとも1つの空洞と、前記平面状の鋳型表面に平行な面との交差部分の直径は、前記面の前記鋳型表面からの距離の関数として単調に減少する、請求項13に記載の方法。
【請求項15】
前記少なくとも1つの空洞と、前記平面状の鋳型表面に平行な面との前記交差部分の前記直径は、前記面が前記鋳型表面から遠いときよりも前記面が前記鋳型表面に近いときの方が急速に減少する、請求項14に記載の方法。
【請求項16】
前記少なくとも1つの空洞と、前記平面状の鋳型表面に平行な面との前記交差部分の前記直径は、前記鋳型表面に近い距離の範囲に対しては前記鋳型表面との距離の関数として直線的に減少し、次いで前記鋳型表面からより遠い距離の第2の範囲に対しては、直線的だがもっとゆっくり減少する、請求項15に記載の方法。
【請求項17】
位置決めするステップは、前記複数の空洞が長い方の寸法および短い方の寸法を有する伸長した空洞であるような鋳型を位置決めするステップを含み、前記鋳型は、前記複数の空洞の各空洞の前記長い方の寸法がほぼ水平であるような様式で前記固定具中に保持される、請求項2または7に記載の方法。
【請求項18】
前記調合物を導入および撤収するステップは、マイクロプロセッサの制御下で行なわれる、請求項2、7または17のいずれか1項に記載の方法。
【請求項19】
保持された調合物を有する前記鋳型を前記固定具から取り出すステップをさらに含む、請求項2、7、17または18のいずれか1項に記載の方法。
【請求項20】
前記複数の空洞の各々における前記保持された調合物から溶剤を除去するステップをさらに含む、先行する請求項のいずれかに記載の方法。
【図1A】

【図1B】

【図2A】
【図2B】

【図2C】
【図2D】
【図3A】
【図3B】
【図4】
【図5】
【図6A】
【図6B】
【図1B】
【図2A】
【図2B】
【図2C】
【図2D】
【図3A】
【図3B】
【図4】
【図5】
【図6A】
【図6B】
【公表番号】特表2012−524637(P2012−524637A)
【公表日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2012−507450(P2012−507450)
【出願日】平成22年4月23日(2010.4.23)
【国際出願番号】PCT/US2010/032299
【国際公開番号】WO2010/124255
【国際公開日】平成22年10月28日(2010.10.28)
【出願人】(503360296)コリウム インターナショナル, インコーポレイテッド (10)
【Fターム(参考)】
【公表日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成22年4月23日(2010.4.23)
【国際出願番号】PCT/US2010/032299
【国際公開番号】WO2010/124255
【国際公開日】平成22年10月28日(2010.10.28)
【出願人】(503360296)コリウム インターナショナル, インコーポレイテッド (10)
【Fターム(参考)】
[ Back to top ]