
マイクロ波重合を使用して繊維強化複合材料からなる構造部分を製造する方法
マイクロ波(3)を吸収する繊維強化複合材料(4)を含む少なくとも一層(2)を有する部分(1)を製造する本発明による方法であって、前記方法は、a)前記少なくとも一層(2)をある形状(5)に整えて、b)前記少なくとも一層(2)の第一表面部分(6)をマイクロ波(3)で処理して、前記少なくとも一層(2)の温度を制限する手段は少なくとも一つの隣り合う第二表面部分(7)と少なくとも一時的に相互作用することを少なくとも含む。前記方法では、特に、a)及びb)が複数の部分(1、11)に対して実施され、前記部分(1、11)は少なくとも下記により更に処理され、c)各第二表面部分(7)の少なくとも一部が少なくとも一つの重なる領域(12)を作るように、複数の部分(1、11)が互いに対して位置決めされ、d)前記少なくとも一つの重なる領域(12)をマイクロ波(3)で処理する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、マイクロ波を吸収する繊維強化複合材料を含む少なくとも一層を有する構造部分を製造する方法に関する。本発明は、飛行機の胴体及び/又は外側流れ表面(outer flow surface)の構造部分の製造に特に使用される。
【背景技術】
【0002】
今後の環境上の要件に従い、製造及び操作が安価で、それでも最も厳格な安全要件を満たす飛行機を提供することに注がれている努力に関して、必須の主要構造(例えば、翼、胴体部品、駆動ユニット用のハウジング等)をアルミニウムではなく繊維強化複合材料を使用して製造する可能な方法がますます探求されている。この軽量構成技術は、特に、飛行機の重量を大幅に減少させることを可能にする。このような必須の主要構造の製造の間、これらは相当な規模になることを考慮する必要があり、例としては、着陸用フラップは数メートルにも亘り延びる構造部分である。これらの構造部分は、動作中に大きなストレスに更にさらされ、従ってセーフティクリティカルな構造部分(safety-critical structural parts)を代表し、この部分は特別な品質要件に従う必要がある。
【0003】
この種の繊維強化複合材料は概して二つの必須な部品を含み、即ち、一つ目は繊維、そして二つ目は繊維を囲むポリマーマトリックスである。マトリックスは繊維を包み込み、熱処理(重合)により硬化され、三次元の橋かけが行われるようになる。この重合は繊維が互いに強く結合される効果があり、従って繊維に力を加えることができ、即ち主にせん断応力(shear stress)により加えることができる。適切な繊維は、炭素繊維と、もしかするとガラス繊維とである。現在ではまだ比較的高価である炭素繊維は、重量で少なくとも90%の程度炭素から一様に構成されている。繊維の直径は、例えば、4.5μmから8μm(マイクロメータ)である。この種の炭素繊維は、異方性の特性を有する。反対に、ガラス繊維は非晶質(amorphous)の構造を有し、等方性の特性を有する。これらは主に酸化珪素(silicon oxide)で構成されて、適切であれば更に酸化物を混合することも可能である。ガラス繊維は比較的安価であるのに対して、炭素繊維はその高い強度及び剛性が有名である。
【0004】
特に、飛行機の構成(construction)では、プレプレッグ技術として知られている技術が使用される。この技術では、例えば、予備含浸布(pre-impregnated fabrics)又は他の繊維の形(プリフォーム)が合成繊維に浸漬されて、ほんのわずかに固体化するまで熱処理されて(ゲル生成)、それは層として取り扱うことができるようになる。この種のプリプレグ材料は付着力を少し示している。従って、構成部分の所望の形が形成されるまで、適当な成形用具の中又は互いの上に層状に載せて簡単に配置することができる。プレプレッグ材料の所望の層が配置されると、それらは(熱で)硬化することができる。これらのプリプレッグ構造部分を硬化するために、現在はオートクレーブとして知られているものが使用される。即ちオートクレーブとは、構造部分を完全に硬化させるために何時間にも亘り過剰圧力(10バールまで)で加熱する場合があるオーブンである。
【0005】
更に、特許文献1はマイクロ波オートクレーブを開示しており、そのマイクロ波オートクレーブによりマイクロ波の放射による繊維複合構造部分の製造が提案されている。上記の文献で提案されている装置は、オートクレーブの圧力室内にマイクロ波放射を加えることが可能になる。プリプレッグ材料をマイクロ波により励起することは、構造部分のサイズのせいで相当な容量で存在するオートクレーブ内にある空気又は希ガスを熱する必要がないという利点を有する。マイクロ波技術の使用は、硬化される材料自体を直接加熱し、残りの周囲領域を結果的に比較的冷たいままにすることを可能とする。マイクロ波を使用してプリプレッグ材料を熱する場合、使用される材料によっては次のアクティブな仕組み(active mechanisms)が起こり得る。それらは、誘電加熱及び抵抗加熱である。炭化水素分子の長い連鎖(例えば、エポキシ樹脂内のような)は双極子(即ち、不規則な電荷分布を有する)であり、これらは励起されてマイクロ波により生成された電磁界にて高周波で振動する。双極子のこの運動エネルギーは、内部摩擦により熱に変換されて、その熱は材料の中に直接生成される(誘電加熱)。更に、誘電の結果として渦電流が起こる可能性があり、従って材料の電気抵抗は最終的に温度の上昇を招く(抵抗加熱)。例としては、このように材料を130℃より高い温度、160℃より高い温度に熱することができる。この温度は、プレプリッグ材料の重合又は硬化が一様に起こり始める。
【0006】
特許文献2に記載されている空洞共振器(microwave resonator)は、同様にそのような熱処理を実施するために適している。この空洞共振器は通常過剰圧力を加えずに動作される。しかしながら、適切であれば、これは圧力容器(オートクレーブ)内に組み込まれてもよい。
【0007】
飛行機の構成に使用されるようなそのような大きな構造部分の硬化処理の間に生じる問題とは、部品の更に複雑な形状(geometries)はそのような繊維強化複合材料を接合させるための追加の処理がもしかすると必要となることである。この目的のために、硬化した構造部分を接合剤で互いに接合させることが通例であった。この目的のために、硬化した構造部分の表面は処理され、適当であれば、例えば、研削及び/又は洗浄された。そして、定着剤が、ある条件下で、処理された表面に適用された。その後、接合剤が適用され、接合剤で互いに接合される構造部分は固定された。この処理では大きな構造部分の比較的面倒な扱いが必要となるだけではなく、更に構造部分の前処理及び接合処理自体も非常に正確に実施される必要があるのは、ここでの失敗が構造部分を弱くすることを繰り返し導くことになり、そしてそのことは特に飛行機の構成では容認されるべきではない。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】ドイツ特許DE10 2005 050 528 A1
【特許文献2】ドイツ特許DE103 29 411 A1
【発明の概要】
【発明が解決しようとする課題】
【0009】
上記に鑑みて、本発明の目的は従来技術を参照して概説された問題を少なくとも部分的に解決することである。特に、本発明は、飛行機の構造部分を安価に、可変に、そして断面の全体に亘り構造部分が一様の特性を有するように製造できる方法を明記する。
【課題を解決するための手段】
【0010】
上記の目的は、請求項1の特徴を含む方法により達成される。更に有利な改善点及び技術分野は従属請求項に示されている。従属請求項に示されている特徴は、技術的に意義のあるように所望のように互いに組み合わせることができ、そして本発明の更なる改善点を示すことができることに留意すべきである。この記載は、特に図面と共に、本発明の更なる実施形態の変形例を挙げている。
【0011】
マイクロ波を吸収する繊維強化複合材料を含む少なくとも一層を有する構造部分を製造する本発明による方法であって、前記方法は、
a)前記少なくとも一層をある形状に整えて、
b)前記少なくとも一層の第一表面部分をマイクロ波で処理して、前記少なくとも一層の温度を制限する手段が、少なくとも一つの隣り合う第二表面部分と少なくとも一時的に相互作用する
ことを少なくとも含むことを特徴とする方法。
【0012】
ここで使用される繊維強化複合材料はマイクロ波を吸収できる。特に、このことはそれらがマイクロビーム(microbeam)で加熱されることができることを意味し、即ち、それらは誘電及び/又は抵抗加熱に適切である。
【0013】
繊維強化複合材料は、特に、炭素繊維強化複合材料である。炭素繊維は好ましくは長い繊維の形であり、それらは初期段階では終わりがなく、繊維の長手方向が異なる向きで、層をなして構造部分に配置される。エポキシ樹脂、フェノール樹脂、ビスマレイミド樹脂、又はポリエステル樹脂のうちの一つが特に樹脂として適している。
【0014】
構造部分を製造するために、そのような層を一層使用することが可能であるが、構造部分の可変の厚さを適当であれば生成できるようにするために、少なくとも特定の複数の領域においてそのような複数の層を互いの上に配置することも可能である。ここで、「層」とは、特にプリプレッグ材料のプライ(ply)を表している。
【0015】
a)によると、複数の層は所望の形に整えられる。構造部分が平面であれば、複数の層は、適当であれば、平面に整えられるようになる。曲線状の形が所望であれば、複数の層は適宜整えられて固定される。従って、a)で層が整えられる形は、特に、所望の構造部分の最終的な形状に実質的に影響する。
【0016】
b)では、第一表面部分の局部的に限定したマイクロ波による処理(locally limited treatment)が提案されている。この目的のために、構造部分全体がマイクロ波で照射されることが可能であるが、適当であれば、第一表面部分の領域又はその近傍に、集中したマイクロ波処理が実施されるようにすることも可能である。特に、複合材料の重合を確実に引き起こすために、参照されている加熱する手段によりこの場合には少なくとも80℃より上、少なくとも130℃より上、又は更に160℃より上の温度まで達することになる。
【0017】
少なくとも一層の温度を制限する手段は、前記第一表面部分に隣接して提供されている。これらの手段はマイクロ波処理中ずっと動作しても良いが、それは絶対に必要なことではない。このような温度を制限する手段は、隣り合う第二表面部分と相互作用して、そこの温度が50℃の温度を超えないようにする。
【0018】
このことは、b)が実施された後、第二表面部分に比べて第一表面部分の領域内では繊維強化複合材料に関して大幅に高い橋かけ度を測定することができるという効果が最終的にある。橋かけ度とは、考慮されている複合材料の部分にある完全に重合された材料部品に対する重合されていない材料部品の容積比例(volumetric proportions)を表しているパラメータである。
【0019】
従って第一表面部分には、例えば、少なくとも80%の(第一の)橋かけ度が平均して存在するのに対し、第二表面部分の領域には多くて20%、又は多くて10%でも、又は多くて4%でもの(第二の)橋かけ度が存在する。
【0020】
この点に関して、第一表面部分の領域の第一の橋かけ度及び第二表面部分の領域の第二の橋かけ度がとても狭い移行領域、例えば多くて30mm、又は多くて10mmでも、又は多くて5mmでもの移行領域、で達成されることが特にとても好ましい。b)による第一処理後の第一表面部分の本質的な特性は、構造部分の更なる取り扱い及び処理のための十分な強度及び橋かけである。この達成可能な橋かけは、それぞれのマトリックスの種類、繊維の半完成品(semifinished fiber product)の種類、その配向、及び層又は構造部分の厚さから得る又は求めることができる。b)により処理した第一表面部分は、従来製造された構造部分の場合のように、少なくとも部分的に更なる処理が可能なように調整されるべきである。
【0021】
その結果、従って第一表面部分の領域で実質上硬化される構造部分が存在することは好ましく、その一方で構造部分は隣り合う第二表面部分ではマイクロ波によって更に形成可能又は更に硬化可能である。最終の重合度又は橋かけ度は、ここに記載されている処理の後、周知の従来の硬化方法、例えば、オートクレーブ又は強制空気炉(forced-air oven)、によっても達成できる。このことは、各箇所で達成される重合度に関係なく、構造部分の全領域に適用される。
【0022】
単に完全性のため、b)が実施された後に、複数の((完全には)硬化していない)第二表面部分が存在し得ることに留意すべきである。表面部分について、マイクロ波は構造部分の一面から作用するが、構造部分又は少なくとも一層の厚さの全体に亘り橋かけ度が同等に存在するほどまでに複合材料内に貫通できると考えられていることも明確である。
【0023】
マイクロ波は空気又は別のガスを介して簡単に導入することができ、従って、特に、構造部分の周りに液状担体媒体(liquid carrier medium)(例えば、水)を設ける必要もないことも留意すべきである。
【0024】
明確に事前に設定可能な複数の第二表面部分に対しては、ここに記載されている方法は、従って硬化又は重合が(かなりの程度まで)起こらないようにマイクロ波の作用(action)を制限する。b)の後、第二表面部分の橋かけ度が変化するように、この第二表面部分は従って更なる熱処理の対象となることができる。
【0025】
本発明の更なる実施形態によると、b)において、温度を制限する前記手段として少なくとも一つの放熱要素が前記第二表面部分と接触させられることが提案されている。
【0026】
例として、この種の放熱要素は、アルミニウム又は同様の良好な熱放散特性を有する材料から成る(板状の)放熱要素を含む。例として、この種の放熱要素は、第二表面部分と(直接)接触するように(touching contact)配置されることができる。放熱要素の課題は、特に、第一表面部分から第二表面部分への熱の伝導を減少又は制限することである。この目的のために、放熱要素は冷却装置(cooling unit)として設けられても良く、即ち、それ自体が(積極的に)冷却できる(active cooling)。冷却は調整可能であっても良いし、及び/又は常時使用可能であっても良い。
【0027】
更に、b)において、温度を制限する前記手段として少なくとも一つの冷却液が前記第二表面部分と接触させられることも提案されている。この場合、ガス及び/又は液体を、100℃よりかなり下、特に40℃より下、及び適切であれば、20℃より下の温度で第二表面部分と直接的及び/又は間接的に接触させるようにすることが特にとても好ましい。冷気を第二表面部分と接触させることが特にとても好ましい。冷却液体は、生じた熱を、適当であれば第二表面部分の領域で、放散させる機能を更に有し、従って繊維強化複合材料の橋かけを防止又は制限する機能を有する。
【0028】
本発明による方法の更なる実施形態によると、b)において、温度を制限する前記手段として少なくとも一つのマイクロ波シールドが前記第二表面部分の上に配置されることが提案されている。この種のマイクロ波シールド(microwave shield)は、特に、マイクロ波に不浸透性の板状部品を設けることができる。マイクロ波放射線(microwave rays)を反射する金属性フィルム又は金属が上に蒸着された(vapor-deposited)フィルムは、両側に成形(shaping)を施す表面金型(surface molds)が設けられていなければ、適当な設計の場合にはたわみ支持体(flexible support)として好まれる。金属性の布又はニットウェア(例えば、メッシュ)は、b)の処理の間中に、第二表面部分の構造部分の同時通気(venting)と共に、使用するのにも適しており、その場合には必要なシールドを実現させるためには特定の設計(例えば、メッシュの幅)は使用しているマイクロ波周波数と適合(matched)させなければならない。
【0029】
マイクロ波シールドがマイクロ波の源及び第二表面部分の間に配置されているため、マイクロ波放射線は第二表面部分に達することはできなく、従ってそこの温度及び重合の増加を導くことはできない。重合も上記により所望の程度まで防がれている。適当であれば、この種のマイクロ波シールドは第二表面部分と直接接触させられることもでき、後者が放熱要素として更に作用するようになる。
【0030】
前記方法の更なる実施形態によると、a)及びb)が複数の構造部分に対して実施され、前記構造部分は少なくとも下記により更に処理され、
c)各第二表面部分の少なくとも一部が少なくとも一つの重なる領域を作るように、複数の構造部分が互いに対して位置決めされ、
d)前記少なくとも一つの重なる領域をマイクロ波で処理する。
【0031】
この方法は、特に、複数のそのような部分的に硬化された構造部分又はそのような部分的に硬化された構造部分と未処理の構造部分又は層との接合に関する。ここで、c)では、第二表面部分が(直接に)互いを支持するように、構造部分が互いに対するように(oriented)又は互いの上に配置される。特に、ここでは、通常必要とされる複数の表面部分の準備又は追加の接合剤の塗布を省くことが可能である。そして第二表面部分は互いを支えるため(bear against)、構造部分はマイクロ波によってまた処理できる。適当であれば、マイクロ波で重なっている領域のみを対象として処理することがエネルギーの点で適切であるが、これは絶対に必要なことではなく、既に硬化された第一表面部分でさえも処理することができ又は橋かけ度をここで再び高くすることができる。しかしながら、その結果、全ての断面で同等の橋かけ度を有する複数の構造部分から部品を製造することが可能であり、特に、複雑な型の形状の場合でさえも同等の材料の特性を保証することが可能である。
【0032】
この場合、少なくとも一つの前記構造部分が、第二表面部分の領域で少なくともb)及びc)の間、又はc)中に、変形させられることが更に有利と考えられている。この変形は、特に、構造部分の別の形につながる。例として、これは構造部分が特定の形に最初に製造されて、そして特定の構造部分に適応させることが可能となる。それにより、特にa)及びb)を実施するための製造コストを大幅に減少させることが可能となる。変形がc)の間に起こることが好ましく、その場合構造部分は、適当であれば適切な台(mount)によって、互いに対して固定される。とにかく、この変形は、重なっている第二表面部分が、互いに対して確実に接触して対しているという効果もある。
【0033】
その上、d)において、前記複数の構造部分の直接一体結合が前記重なる領域で作られていることが有利とも考えられている。言い換えれば、これはd)の後に、一体結合の領域には、特に、材料の移行、強度の違い、及び/又は橋かけ度の顕著な違いを確認することができないことを意味している。
【0034】
とても特定の選択として、ここで提案されている方法は、そのような構造部分を有する飛行機の胴体又は外側流れ表面の部品を製造するために使用されている。部品は、特に、次のグループの部品に関し、グループとは、着陸フラップ、フラップ・トラック・ビーム(flap track beam)、ノーズ部分、方向舵装置(rudder unit)、エレベータ装置、スポイラー、屋根部品、ノズルハウジング、側部アーム、及び構造フレームである。「飛行機」は単に好ましい使用としてここで表されていることに留意すべきであり、他の航空機、例えば、ヘリコプター用の他の適用分野も存在する。
【0035】
ここに記載されている方法の効果を以下の例に基づいて説明する。
【0036】
初期状態:
プレプレッグ材料: エポキシ樹脂マトリックスを有する一方向12K HTS炭素繊維プレプレグ、樹脂含有量35%で面積比重量が145g/m2
層の厚さ: 0.145mm
層の数: 16
他のフィルム: 剥離層、離型フィルム、通気不織布(venting nonwoven)、真空フィルム
開始前の温度: 25℃
工程b):
温度を制限する手段: アルミニウムプレート
位置決め: プレプレッグプレートの半分に重なる
冷却液: 圧縮空気
マイクロ波周波数: 2.45GHz
マイクロ波パワー(microwave power): 約10kW
処理の時間: 約3時間45分
第一表面部分の温度: 135℃
第二表面部分の温度: 42℃
結果:
第一の橋かけ度(first degree of crosslinking): 80%より上
第二の橋かけ度(second degree of crosslinking): 20%より下
移行領域: 18mm未満
【0037】
本発明及びその技術的な内容は、図面を参照しながら下記に更に詳細に説明されている。図面は本発明の特に好ましい実施形態の変形例を示しているが、本発明はこれらに限定されることはないことに留意すべきである。図面では概略的に下記を示している。
【図面の簡単な説明】
【0038】
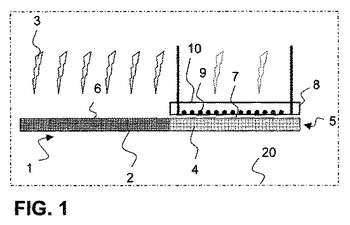
【図1】図1は、本発明による方法を実施する構造を示している。
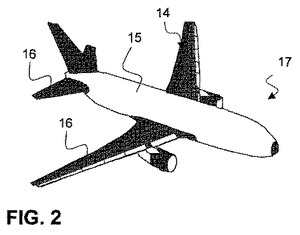
【図2】図2は、飛行機を示している。
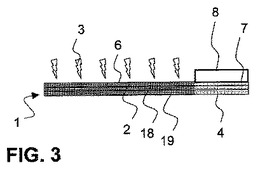
【図3】図3は、本発明による方法の実施形態の変形例による個別の方法の工程を示している。
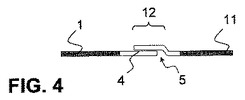
【図4】図4は、本発明による方法の実施形態の変形例による個別の方法の工程を示している。
【図5】図5は、本発明による方法の実施形態の変形例による個別の方法の工程を示している。
【図6】図6は、本発明による方法の実施形態の変形例による個別の方法の工程を示している。
【発明を実施するための形態】
【0039】
図1は本発明により記載されている方法を実施する装置20を概略的に示している。例として、装置20は、マイクロ波の源(microwave sources)を含む複数のマイクロ波加熱源(microwave heating sources)で形成されている従来のオートクレーブでも良い。例として、このマイクロ波の源はマイクロ波を30メガメガヘルツから30ギガヘルツの範囲内の周波数で放射し、例として、典型的な周波数は0.913、又は2.45、又は5.8ギガヘルツである。特に、2.45ギガヘルツの周波数は現在の従来技術によって磁電管により安価に提供でき、そしてマイクロ波パワーは繊維複合材料のマトリックスにエネルギーを結合させるのに特に適している。基本的には、装置20は増加した周囲気圧(ambient pressure)でも動作できる。
【0040】
図1の中心に示されているのは第一構造部分1であり、それは複合材料4の単一の第一層2から製造されており、平面の形状5である。この場合、これは特にプリプレッグ材料として周知であり、それには炭素繊維がエポキシ樹脂マトリックスで存在している。
【0041】
第一構造部分1は第一表面部分6及び第二表面部分7を有し、それらは互いに対して隣り合うように配置されている。図1の説明図では、マイクロ波3は第一構造部分1に上から作用して、従って放熱要素8も第二表面部分7の上に(適当であれば、下にも)設けられる。放熱要素8は更に冷却システムを有し、それによって冷却液9が第二表面部分7に対して導かれることができる。更に、放熱要素8は、例えばアルムニウムプレートのように、マイクロ波3が第二表面部分7に到達できないという効果を有し、即ちマイクロ波シールド10のようにも更に作用する。第一構造部分1がマイクロ波3により処理されている間、第一表面部分6は所望の橋かけ度で硬化する。そこ(第一表面部分)に隣り合い配置されている第二表面部分7は前述の対策によりこのような橋かけ度までは到達せず、それよりも橋かけ度の増加がほとんど無いままである。
【0042】
特に装置20が圧力下で操作される場合には、第一構造部分1はフィルム又はマイクロ層(microlayers)で囲むことができ、それは、例えば、構造部分の台(ここでは図示しない)からの取出し性能(demoldability)を保証すべきであることに留意すべきである。この種のマイクロ層は、例えば、複数枚の真空フィルム(一枚の真空フィルム)、断熱材、離型フィルム等に関する。ここで、真空フィルムとは第一構造部分1用の外側周囲被覆(outer surrounding cladding)を示し、そのような構成用に本発明による方法の対応する使用も含まれるべきであり、それは本発明の主題の範囲内である。
【0043】
図2は、飛行機17の胴体又は流れ表面16の部品14を示しており、それらは本発明によりここで説明されている方法によって構成部分を用いて製造できる。大きな面積を有する飛行機17の構造の主要構造部分でさえも提案されている方法により製造でき、飛行機17の重量をかなり減少させることも同様に可能である。燃料の低消費及び/又はそれに関連する比較的多いペイロードは本発明の必須の利点である。
【0044】
図3から図6は、本発明による方法の実施形態の変形例の異なる工程を示している。図3は第一構造部分1を再び概略的に示しているが、この場合にはそれは多層式であり、即ち、第一層2、第二層18、及び第三層19を有している。ここで、複数の層は、プリプレッグ材料の種々の及び/又は同一の層を表すことができる。この場合においても、第一表面部分6を硬化するためにマイクロ波3でマイクロ波吸収繊維強化複合材料4を照射することが提案されている。放熱要素8は(より小さい)第二表面部分7の領域と直接接触しており、従ってそこで生じた熱は、適当であれば、第一構造部分1から除去されて、それにより硬化処理が限定又は防止される。
【0045】
図4は、二つの構造部分、具体的には第一構造部分1及び第二構造部分11、の相互の関係の配置を示している。二つの構造部分は第二表面部分7(ここでは強調するため白で示されている)を有し、それらはまだ成形可能であり硬化していない。複数の構造部分は、まだ硬化していない複合材料で重なる領域12を作るように、部分的に一方が他方の上に配置されている。右に示されている第二構造部分11については、形状5は同様に変化される。
【0046】
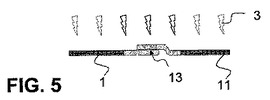
このように準備された第一構造部分及び第二構造部分11の配置はマイクロ波3で処理されて、このことは、適当であれば、対象を持って、図5に示すように外側が点線によりのみ示されているマイクロ波3によって行われることも可能である。この重なる領域12では、直接一体結合13が作られている。
【0047】
最終的な結果は、統一された配色で図6に示されているように、断面の全体に亘り同一の材料特性を有する部品14の製造である。
【符号の説明】
【0048】
1 第一構造部分
2 第一層
3 マイクロ波
4 複合材料
5 形状
6 第一表面部分
7 第二表面部分
8 熱放射要素
9 冷却液
10 マイクロ波シールド
11 第二構造部分
12 重なる領域
13 結合
14 部品
15 胴体
16 流れ表面
17 飛行機
18 第二層
19 第三層
20 装置
【技術分野】
【0001】
本発明は、マイクロ波を吸収する繊維強化複合材料を含む少なくとも一層を有する構造部分を製造する方法に関する。本発明は、飛行機の胴体及び/又は外側流れ表面(outer flow surface)の構造部分の製造に特に使用される。
【背景技術】
【0002】
今後の環境上の要件に従い、製造及び操作が安価で、それでも最も厳格な安全要件を満たす飛行機を提供することに注がれている努力に関して、必須の主要構造(例えば、翼、胴体部品、駆動ユニット用のハウジング等)をアルミニウムではなく繊維強化複合材料を使用して製造する可能な方法がますます探求されている。この軽量構成技術は、特に、飛行機の重量を大幅に減少させることを可能にする。このような必須の主要構造の製造の間、これらは相当な規模になることを考慮する必要があり、例としては、着陸用フラップは数メートルにも亘り延びる構造部分である。これらの構造部分は、動作中に大きなストレスに更にさらされ、従ってセーフティクリティカルな構造部分(safety-critical structural parts)を代表し、この部分は特別な品質要件に従う必要がある。
【0003】
この種の繊維強化複合材料は概して二つの必須な部品を含み、即ち、一つ目は繊維、そして二つ目は繊維を囲むポリマーマトリックスである。マトリックスは繊維を包み込み、熱処理(重合)により硬化され、三次元の橋かけが行われるようになる。この重合は繊維が互いに強く結合される効果があり、従って繊維に力を加えることができ、即ち主にせん断応力(shear stress)により加えることができる。適切な繊維は、炭素繊維と、もしかするとガラス繊維とである。現在ではまだ比較的高価である炭素繊維は、重量で少なくとも90%の程度炭素から一様に構成されている。繊維の直径は、例えば、4.5μmから8μm(マイクロメータ)である。この種の炭素繊維は、異方性の特性を有する。反対に、ガラス繊維は非晶質(amorphous)の構造を有し、等方性の特性を有する。これらは主に酸化珪素(silicon oxide)で構成されて、適切であれば更に酸化物を混合することも可能である。ガラス繊維は比較的安価であるのに対して、炭素繊維はその高い強度及び剛性が有名である。
【0004】
特に、飛行機の構成(construction)では、プレプレッグ技術として知られている技術が使用される。この技術では、例えば、予備含浸布(pre-impregnated fabrics)又は他の繊維の形(プリフォーム)が合成繊維に浸漬されて、ほんのわずかに固体化するまで熱処理されて(ゲル生成)、それは層として取り扱うことができるようになる。この種のプリプレグ材料は付着力を少し示している。従って、構成部分の所望の形が形成されるまで、適当な成形用具の中又は互いの上に層状に載せて簡単に配置することができる。プレプレッグ材料の所望の層が配置されると、それらは(熱で)硬化することができる。これらのプリプレッグ構造部分を硬化するために、現在はオートクレーブとして知られているものが使用される。即ちオートクレーブとは、構造部分を完全に硬化させるために何時間にも亘り過剰圧力(10バールまで)で加熱する場合があるオーブンである。
【0005】
更に、特許文献1はマイクロ波オートクレーブを開示しており、そのマイクロ波オートクレーブによりマイクロ波の放射による繊維複合構造部分の製造が提案されている。上記の文献で提案されている装置は、オートクレーブの圧力室内にマイクロ波放射を加えることが可能になる。プリプレッグ材料をマイクロ波により励起することは、構造部分のサイズのせいで相当な容量で存在するオートクレーブ内にある空気又は希ガスを熱する必要がないという利点を有する。マイクロ波技術の使用は、硬化される材料自体を直接加熱し、残りの周囲領域を結果的に比較的冷たいままにすることを可能とする。マイクロ波を使用してプリプレッグ材料を熱する場合、使用される材料によっては次のアクティブな仕組み(active mechanisms)が起こり得る。それらは、誘電加熱及び抵抗加熱である。炭化水素分子の長い連鎖(例えば、エポキシ樹脂内のような)は双極子(即ち、不規則な電荷分布を有する)であり、これらは励起されてマイクロ波により生成された電磁界にて高周波で振動する。双極子のこの運動エネルギーは、内部摩擦により熱に変換されて、その熱は材料の中に直接生成される(誘電加熱)。更に、誘電の結果として渦電流が起こる可能性があり、従って材料の電気抵抗は最終的に温度の上昇を招く(抵抗加熱)。例としては、このように材料を130℃より高い温度、160℃より高い温度に熱することができる。この温度は、プレプリッグ材料の重合又は硬化が一様に起こり始める。
【0006】
特許文献2に記載されている空洞共振器(microwave resonator)は、同様にそのような熱処理を実施するために適している。この空洞共振器は通常過剰圧力を加えずに動作される。しかしながら、適切であれば、これは圧力容器(オートクレーブ)内に組み込まれてもよい。
【0007】
飛行機の構成に使用されるようなそのような大きな構造部分の硬化処理の間に生じる問題とは、部品の更に複雑な形状(geometries)はそのような繊維強化複合材料を接合させるための追加の処理がもしかすると必要となることである。この目的のために、硬化した構造部分を接合剤で互いに接合させることが通例であった。この目的のために、硬化した構造部分の表面は処理され、適当であれば、例えば、研削及び/又は洗浄された。そして、定着剤が、ある条件下で、処理された表面に適用された。その後、接合剤が適用され、接合剤で互いに接合される構造部分は固定された。この処理では大きな構造部分の比較的面倒な扱いが必要となるだけではなく、更に構造部分の前処理及び接合処理自体も非常に正確に実施される必要があるのは、ここでの失敗が構造部分を弱くすることを繰り返し導くことになり、そしてそのことは特に飛行機の構成では容認されるべきではない。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】ドイツ特許DE10 2005 050 528 A1
【特許文献2】ドイツ特許DE103 29 411 A1
【発明の概要】
【発明が解決しようとする課題】
【0009】
上記に鑑みて、本発明の目的は従来技術を参照して概説された問題を少なくとも部分的に解決することである。特に、本発明は、飛行機の構造部分を安価に、可変に、そして断面の全体に亘り構造部分が一様の特性を有するように製造できる方法を明記する。
【課題を解決するための手段】
【0010】
上記の目的は、請求項1の特徴を含む方法により達成される。更に有利な改善点及び技術分野は従属請求項に示されている。従属請求項に示されている特徴は、技術的に意義のあるように所望のように互いに組み合わせることができ、そして本発明の更なる改善点を示すことができることに留意すべきである。この記載は、特に図面と共に、本発明の更なる実施形態の変形例を挙げている。
【0011】
マイクロ波を吸収する繊維強化複合材料を含む少なくとも一層を有する構造部分を製造する本発明による方法であって、前記方法は、
a)前記少なくとも一層をある形状に整えて、
b)前記少なくとも一層の第一表面部分をマイクロ波で処理して、前記少なくとも一層の温度を制限する手段が、少なくとも一つの隣り合う第二表面部分と少なくとも一時的に相互作用する
ことを少なくとも含むことを特徴とする方法。
【0012】
ここで使用される繊維強化複合材料はマイクロ波を吸収できる。特に、このことはそれらがマイクロビーム(microbeam)で加熱されることができることを意味し、即ち、それらは誘電及び/又は抵抗加熱に適切である。
【0013】
繊維強化複合材料は、特に、炭素繊維強化複合材料である。炭素繊維は好ましくは長い繊維の形であり、それらは初期段階では終わりがなく、繊維の長手方向が異なる向きで、層をなして構造部分に配置される。エポキシ樹脂、フェノール樹脂、ビスマレイミド樹脂、又はポリエステル樹脂のうちの一つが特に樹脂として適している。
【0014】
構造部分を製造するために、そのような層を一層使用することが可能であるが、構造部分の可変の厚さを適当であれば生成できるようにするために、少なくとも特定の複数の領域においてそのような複数の層を互いの上に配置することも可能である。ここで、「層」とは、特にプリプレッグ材料のプライ(ply)を表している。
【0015】
a)によると、複数の層は所望の形に整えられる。構造部分が平面であれば、複数の層は、適当であれば、平面に整えられるようになる。曲線状の形が所望であれば、複数の層は適宜整えられて固定される。従って、a)で層が整えられる形は、特に、所望の構造部分の最終的な形状に実質的に影響する。
【0016】
b)では、第一表面部分の局部的に限定したマイクロ波による処理(locally limited treatment)が提案されている。この目的のために、構造部分全体がマイクロ波で照射されることが可能であるが、適当であれば、第一表面部分の領域又はその近傍に、集中したマイクロ波処理が実施されるようにすることも可能である。特に、複合材料の重合を確実に引き起こすために、参照されている加熱する手段によりこの場合には少なくとも80℃より上、少なくとも130℃より上、又は更に160℃より上の温度まで達することになる。
【0017】
少なくとも一層の温度を制限する手段は、前記第一表面部分に隣接して提供されている。これらの手段はマイクロ波処理中ずっと動作しても良いが、それは絶対に必要なことではない。このような温度を制限する手段は、隣り合う第二表面部分と相互作用して、そこの温度が50℃の温度を超えないようにする。
【0018】
このことは、b)が実施された後、第二表面部分に比べて第一表面部分の領域内では繊維強化複合材料に関して大幅に高い橋かけ度を測定することができるという効果が最終的にある。橋かけ度とは、考慮されている複合材料の部分にある完全に重合された材料部品に対する重合されていない材料部品の容積比例(volumetric proportions)を表しているパラメータである。
【0019】
従って第一表面部分には、例えば、少なくとも80%の(第一の)橋かけ度が平均して存在するのに対し、第二表面部分の領域には多くて20%、又は多くて10%でも、又は多くて4%でもの(第二の)橋かけ度が存在する。
【0020】
この点に関して、第一表面部分の領域の第一の橋かけ度及び第二表面部分の領域の第二の橋かけ度がとても狭い移行領域、例えば多くて30mm、又は多くて10mmでも、又は多くて5mmでもの移行領域、で達成されることが特にとても好ましい。b)による第一処理後の第一表面部分の本質的な特性は、構造部分の更なる取り扱い及び処理のための十分な強度及び橋かけである。この達成可能な橋かけは、それぞれのマトリックスの種類、繊維の半完成品(semifinished fiber product)の種類、その配向、及び層又は構造部分の厚さから得る又は求めることができる。b)により処理した第一表面部分は、従来製造された構造部分の場合のように、少なくとも部分的に更なる処理が可能なように調整されるべきである。
【0021】
その結果、従って第一表面部分の領域で実質上硬化される構造部分が存在することは好ましく、その一方で構造部分は隣り合う第二表面部分ではマイクロ波によって更に形成可能又は更に硬化可能である。最終の重合度又は橋かけ度は、ここに記載されている処理の後、周知の従来の硬化方法、例えば、オートクレーブ又は強制空気炉(forced-air oven)、によっても達成できる。このことは、各箇所で達成される重合度に関係なく、構造部分の全領域に適用される。
【0022】
単に完全性のため、b)が実施された後に、複数の((完全には)硬化していない)第二表面部分が存在し得ることに留意すべきである。表面部分について、マイクロ波は構造部分の一面から作用するが、構造部分又は少なくとも一層の厚さの全体に亘り橋かけ度が同等に存在するほどまでに複合材料内に貫通できると考えられていることも明確である。
【0023】
マイクロ波は空気又は別のガスを介して簡単に導入することができ、従って、特に、構造部分の周りに液状担体媒体(liquid carrier medium)(例えば、水)を設ける必要もないことも留意すべきである。
【0024】
明確に事前に設定可能な複数の第二表面部分に対しては、ここに記載されている方法は、従って硬化又は重合が(かなりの程度まで)起こらないようにマイクロ波の作用(action)を制限する。b)の後、第二表面部分の橋かけ度が変化するように、この第二表面部分は従って更なる熱処理の対象となることができる。
【0025】
本発明の更なる実施形態によると、b)において、温度を制限する前記手段として少なくとも一つの放熱要素が前記第二表面部分と接触させられることが提案されている。
【0026】
例として、この種の放熱要素は、アルミニウム又は同様の良好な熱放散特性を有する材料から成る(板状の)放熱要素を含む。例として、この種の放熱要素は、第二表面部分と(直接)接触するように(touching contact)配置されることができる。放熱要素の課題は、特に、第一表面部分から第二表面部分への熱の伝導を減少又は制限することである。この目的のために、放熱要素は冷却装置(cooling unit)として設けられても良く、即ち、それ自体が(積極的に)冷却できる(active cooling)。冷却は調整可能であっても良いし、及び/又は常時使用可能であっても良い。
【0027】
更に、b)において、温度を制限する前記手段として少なくとも一つの冷却液が前記第二表面部分と接触させられることも提案されている。この場合、ガス及び/又は液体を、100℃よりかなり下、特に40℃より下、及び適切であれば、20℃より下の温度で第二表面部分と直接的及び/又は間接的に接触させるようにすることが特にとても好ましい。冷気を第二表面部分と接触させることが特にとても好ましい。冷却液体は、生じた熱を、適当であれば第二表面部分の領域で、放散させる機能を更に有し、従って繊維強化複合材料の橋かけを防止又は制限する機能を有する。
【0028】
本発明による方法の更なる実施形態によると、b)において、温度を制限する前記手段として少なくとも一つのマイクロ波シールドが前記第二表面部分の上に配置されることが提案されている。この種のマイクロ波シールド(microwave shield)は、特に、マイクロ波に不浸透性の板状部品を設けることができる。マイクロ波放射線(microwave rays)を反射する金属性フィルム又は金属が上に蒸着された(vapor-deposited)フィルムは、両側に成形(shaping)を施す表面金型(surface molds)が設けられていなければ、適当な設計の場合にはたわみ支持体(flexible support)として好まれる。金属性の布又はニットウェア(例えば、メッシュ)は、b)の処理の間中に、第二表面部分の構造部分の同時通気(venting)と共に、使用するのにも適しており、その場合には必要なシールドを実現させるためには特定の設計(例えば、メッシュの幅)は使用しているマイクロ波周波数と適合(matched)させなければならない。
【0029】
マイクロ波シールドがマイクロ波の源及び第二表面部分の間に配置されているため、マイクロ波放射線は第二表面部分に達することはできなく、従ってそこの温度及び重合の増加を導くことはできない。重合も上記により所望の程度まで防がれている。適当であれば、この種のマイクロ波シールドは第二表面部分と直接接触させられることもでき、後者が放熱要素として更に作用するようになる。
【0030】
前記方法の更なる実施形態によると、a)及びb)が複数の構造部分に対して実施され、前記構造部分は少なくとも下記により更に処理され、
c)各第二表面部分の少なくとも一部が少なくとも一つの重なる領域を作るように、複数の構造部分が互いに対して位置決めされ、
d)前記少なくとも一つの重なる領域をマイクロ波で処理する。
【0031】
この方法は、特に、複数のそのような部分的に硬化された構造部分又はそのような部分的に硬化された構造部分と未処理の構造部分又は層との接合に関する。ここで、c)では、第二表面部分が(直接に)互いを支持するように、構造部分が互いに対するように(oriented)又は互いの上に配置される。特に、ここでは、通常必要とされる複数の表面部分の準備又は追加の接合剤の塗布を省くことが可能である。そして第二表面部分は互いを支えるため(bear against)、構造部分はマイクロ波によってまた処理できる。適当であれば、マイクロ波で重なっている領域のみを対象として処理することがエネルギーの点で適切であるが、これは絶対に必要なことではなく、既に硬化された第一表面部分でさえも処理することができ又は橋かけ度をここで再び高くすることができる。しかしながら、その結果、全ての断面で同等の橋かけ度を有する複数の構造部分から部品を製造することが可能であり、特に、複雑な型の形状の場合でさえも同等の材料の特性を保証することが可能である。
【0032】
この場合、少なくとも一つの前記構造部分が、第二表面部分の領域で少なくともb)及びc)の間、又はc)中に、変形させられることが更に有利と考えられている。この変形は、特に、構造部分の別の形につながる。例として、これは構造部分が特定の形に最初に製造されて、そして特定の構造部分に適応させることが可能となる。それにより、特にa)及びb)を実施するための製造コストを大幅に減少させることが可能となる。変形がc)の間に起こることが好ましく、その場合構造部分は、適当であれば適切な台(mount)によって、互いに対して固定される。とにかく、この変形は、重なっている第二表面部分が、互いに対して確実に接触して対しているという効果もある。
【0033】
その上、d)において、前記複数の構造部分の直接一体結合が前記重なる領域で作られていることが有利とも考えられている。言い換えれば、これはd)の後に、一体結合の領域には、特に、材料の移行、強度の違い、及び/又は橋かけ度の顕著な違いを確認することができないことを意味している。
【0034】
とても特定の選択として、ここで提案されている方法は、そのような構造部分を有する飛行機の胴体又は外側流れ表面の部品を製造するために使用されている。部品は、特に、次のグループの部品に関し、グループとは、着陸フラップ、フラップ・トラック・ビーム(flap track beam)、ノーズ部分、方向舵装置(rudder unit)、エレベータ装置、スポイラー、屋根部品、ノズルハウジング、側部アーム、及び構造フレームである。「飛行機」は単に好ましい使用としてここで表されていることに留意すべきであり、他の航空機、例えば、ヘリコプター用の他の適用分野も存在する。
【0035】
ここに記載されている方法の効果を以下の例に基づいて説明する。
【0036】
初期状態:
プレプレッグ材料: エポキシ樹脂マトリックスを有する一方向12K HTS炭素繊維プレプレグ、樹脂含有量35%で面積比重量が145g/m2
層の厚さ: 0.145mm
層の数: 16
他のフィルム: 剥離層、離型フィルム、通気不織布(venting nonwoven)、真空フィルム
開始前の温度: 25℃
工程b):
温度を制限する手段: アルミニウムプレート
位置決め: プレプレッグプレートの半分に重なる
冷却液: 圧縮空気
マイクロ波周波数: 2.45GHz
マイクロ波パワー(microwave power): 約10kW
処理の時間: 約3時間45分
第一表面部分の温度: 135℃
第二表面部分の温度: 42℃
結果:
第一の橋かけ度(first degree of crosslinking): 80%より上
第二の橋かけ度(second degree of crosslinking): 20%より下
移行領域: 18mm未満
【0037】
本発明及びその技術的な内容は、図面を参照しながら下記に更に詳細に説明されている。図面は本発明の特に好ましい実施形態の変形例を示しているが、本発明はこれらに限定されることはないことに留意すべきである。図面では概略的に下記を示している。
【図面の簡単な説明】
【0038】
【図1】図1は、本発明による方法を実施する構造を示している。
【図2】図2は、飛行機を示している。
【図3】図3は、本発明による方法の実施形態の変形例による個別の方法の工程を示している。
【図4】図4は、本発明による方法の実施形態の変形例による個別の方法の工程を示している。
【図5】図5は、本発明による方法の実施形態の変形例による個別の方法の工程を示している。
【図6】図6は、本発明による方法の実施形態の変形例による個別の方法の工程を示している。
【発明を実施するための形態】
【0039】
図1は本発明により記載されている方法を実施する装置20を概略的に示している。例として、装置20は、マイクロ波の源(microwave sources)を含む複数のマイクロ波加熱源(microwave heating sources)で形成されている従来のオートクレーブでも良い。例として、このマイクロ波の源はマイクロ波を30メガメガヘルツから30ギガヘルツの範囲内の周波数で放射し、例として、典型的な周波数は0.913、又は2.45、又は5.8ギガヘルツである。特に、2.45ギガヘルツの周波数は現在の従来技術によって磁電管により安価に提供でき、そしてマイクロ波パワーは繊維複合材料のマトリックスにエネルギーを結合させるのに特に適している。基本的には、装置20は増加した周囲気圧(ambient pressure)でも動作できる。
【0040】
図1の中心に示されているのは第一構造部分1であり、それは複合材料4の単一の第一層2から製造されており、平面の形状5である。この場合、これは特にプリプレッグ材料として周知であり、それには炭素繊維がエポキシ樹脂マトリックスで存在している。
【0041】
第一構造部分1は第一表面部分6及び第二表面部分7を有し、それらは互いに対して隣り合うように配置されている。図1の説明図では、マイクロ波3は第一構造部分1に上から作用して、従って放熱要素8も第二表面部分7の上に(適当であれば、下にも)設けられる。放熱要素8は更に冷却システムを有し、それによって冷却液9が第二表面部分7に対して導かれることができる。更に、放熱要素8は、例えばアルムニウムプレートのように、マイクロ波3が第二表面部分7に到達できないという効果を有し、即ちマイクロ波シールド10のようにも更に作用する。第一構造部分1がマイクロ波3により処理されている間、第一表面部分6は所望の橋かけ度で硬化する。そこ(第一表面部分)に隣り合い配置されている第二表面部分7は前述の対策によりこのような橋かけ度までは到達せず、それよりも橋かけ度の増加がほとんど無いままである。
【0042】
特に装置20が圧力下で操作される場合には、第一構造部分1はフィルム又はマイクロ層(microlayers)で囲むことができ、それは、例えば、構造部分の台(ここでは図示しない)からの取出し性能(demoldability)を保証すべきであることに留意すべきである。この種のマイクロ層は、例えば、複数枚の真空フィルム(一枚の真空フィルム)、断熱材、離型フィルム等に関する。ここで、真空フィルムとは第一構造部分1用の外側周囲被覆(outer surrounding cladding)を示し、そのような構成用に本発明による方法の対応する使用も含まれるべきであり、それは本発明の主題の範囲内である。
【0043】
図2は、飛行機17の胴体又は流れ表面16の部品14を示しており、それらは本発明によりここで説明されている方法によって構成部分を用いて製造できる。大きな面積を有する飛行機17の構造の主要構造部分でさえも提案されている方法により製造でき、飛行機17の重量をかなり減少させることも同様に可能である。燃料の低消費及び/又はそれに関連する比較的多いペイロードは本発明の必須の利点である。
【0044】
図3から図6は、本発明による方法の実施形態の変形例の異なる工程を示している。図3は第一構造部分1を再び概略的に示しているが、この場合にはそれは多層式であり、即ち、第一層2、第二層18、及び第三層19を有している。ここで、複数の層は、プリプレッグ材料の種々の及び/又は同一の層を表すことができる。この場合においても、第一表面部分6を硬化するためにマイクロ波3でマイクロ波吸収繊維強化複合材料4を照射することが提案されている。放熱要素8は(より小さい)第二表面部分7の領域と直接接触しており、従ってそこで生じた熱は、適当であれば、第一構造部分1から除去されて、それにより硬化処理が限定又は防止される。
【0045】
図4は、二つの構造部分、具体的には第一構造部分1及び第二構造部分11、の相互の関係の配置を示している。二つの構造部分は第二表面部分7(ここでは強調するため白で示されている)を有し、それらはまだ成形可能であり硬化していない。複数の構造部分は、まだ硬化していない複合材料で重なる領域12を作るように、部分的に一方が他方の上に配置されている。右に示されている第二構造部分11については、形状5は同様に変化される。
【0046】
このように準備された第一構造部分及び第二構造部分11の配置はマイクロ波3で処理されて、このことは、適当であれば、対象を持って、図5に示すように外側が点線によりのみ示されているマイクロ波3によって行われることも可能である。この重なる領域12では、直接一体結合13が作られている。
【0047】
最終的な結果は、統一された配色で図6に示されているように、断面の全体に亘り同一の材料特性を有する部品14の製造である。
【符号の説明】
【0048】
1 第一構造部分
2 第一層
3 マイクロ波
4 複合材料
5 形状
6 第一表面部分
7 第二表面部分
8 熱放射要素
9 冷却液
10 マイクロ波シールド
11 第二構造部分
12 重なる領域
13 結合
14 部品
15 胴体
16 流れ表面
17 飛行機
18 第二層
19 第三層
20 装置
【特許請求の範囲】
【請求項1】
マイクロ波(3)を吸収する繊維強化複合材料(4)を含む少なくとも一層(2)を有する構造部分(1)を製造する方法であって、前記方法は、
a)前記少なくとも一層(2)をある形状(5)に整えて、
b)前記少なくとも一層(2)の第一表面部分(6)をマイクロ波(3)で処理して、前記少なくとも一層(2)の温度を制限する手段が、少なくとも一つの隣り合う第二表面部分(7)と少なくとも一時的に相互作用する
ことを少なくとも含むことを特徴とする方法。
【請求項2】
b)において、温度を制限する前記手段として少なくとも一つの放熱要素(heat-dissipating element)(8)が前記第二表面部分(7)と接触させられる
ことを特徴とする請求項1に記載の方法。
【請求項3】
b)において、温度を制限する前記手段として少なくとも一つの冷却液(cooling fluid)(9)が前記第二表面部分(7)と接触させられる
ことを特徴とする請求項1又は2に記載の方法。
【請求項4】
b)において、温度を制限する前記手段として少なくとも一つのマイクロ波シールド(microwave shield)(10)が前記第二表面部分(7)の上に配置される
ことを特徴とする前述の請求項の一つに記載の方法。
【請求項5】
a)及びb)が複数の構造部分(1、11)に対して実施され、前記構造部分(1、11)は少なくとも、
c)各第二表面部分(7)の少なくとも一部が少なくとも一つの重なる領域(12)を作るように、複数の構造部分(1、11)が互いに対して位置決めされ、
d)前記少なくとも一つの重なる領域(12)をマイクロ波(3)で処理する
ことによりさらに処理されることを特徴とする前述の請求項の一つに記載の方法。
【請求項6】
少なくとも一つの前記構造部分(1、11)が、第二表面部分(7)の領域で、少なくともb)及びc)の間に、又はc)中に、変形させられる
ことを特徴とする請求項5に記載の方法。
【請求項7】
d)において、前記複数の構造部分(1、11)の直接一体結合(direct integral bond)(13)が前記重なる領域(12)で作られている
ことを特徴とする請求項5又は6に記載の方法。
【請求項8】
飛行機(17)の胴体(15)又は外側流れ表面(16)の部品(14)であって、
請求項1から7の一つに記載されている前記方法により製造されている構造部分(1、11)を少なくとも一つ有する部品(14)。
【請求項1】
マイクロ波(3)を吸収する繊維強化複合材料(4)を含む少なくとも一層(2)を有する構造部分(1)を製造する方法であって、前記方法は、
a)前記少なくとも一層(2)をある形状(5)に整えて、
b)前記少なくとも一層(2)の第一表面部分(6)をマイクロ波(3)で処理して、前記少なくとも一層(2)の温度を制限する手段が、少なくとも一つの隣り合う第二表面部分(7)と少なくとも一時的に相互作用する
ことを少なくとも含むことを特徴とする方法。
【請求項2】
b)において、温度を制限する前記手段として少なくとも一つの放熱要素(heat-dissipating element)(8)が前記第二表面部分(7)と接触させられる
ことを特徴とする請求項1に記載の方法。
【請求項3】
b)において、温度を制限する前記手段として少なくとも一つの冷却液(cooling fluid)(9)が前記第二表面部分(7)と接触させられる
ことを特徴とする請求項1又は2に記載の方法。
【請求項4】
b)において、温度を制限する前記手段として少なくとも一つのマイクロ波シールド(microwave shield)(10)が前記第二表面部分(7)の上に配置される
ことを特徴とする前述の請求項の一つに記載の方法。
【請求項5】
a)及びb)が複数の構造部分(1、11)に対して実施され、前記構造部分(1、11)は少なくとも、
c)各第二表面部分(7)の少なくとも一部が少なくとも一つの重なる領域(12)を作るように、複数の構造部分(1、11)が互いに対して位置決めされ、
d)前記少なくとも一つの重なる領域(12)をマイクロ波(3)で処理する
ことによりさらに処理されることを特徴とする前述の請求項の一つに記載の方法。
【請求項6】
少なくとも一つの前記構造部分(1、11)が、第二表面部分(7)の領域で、少なくともb)及びc)の間に、又はc)中に、変形させられる
ことを特徴とする請求項5に記載の方法。
【請求項7】
d)において、前記複数の構造部分(1、11)の直接一体結合(direct integral bond)(13)が前記重なる領域(12)で作られている
ことを特徴とする請求項5又は6に記載の方法。
【請求項8】
飛行機(17)の胴体(15)又は外側流れ表面(16)の部品(14)であって、
請求項1から7の一つに記載されている前記方法により製造されている構造部分(1、11)を少なくとも一つ有する部品(14)。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】

【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2011−524831(P2011−524831A)
【公表日】平成23年9月8日(2011.9.8)
【国際特許分類】
【出願番号】特願2011−515311(P2011−515311)
【出願日】平成21年6月16日(2009.6.16)
【国際出願番号】PCT/EP2009/057493
【国際公開番号】WO2009/153271
【国際公開日】平成21年12月23日(2009.12.23)
【出願人】(510334549)ゲーカーエン エアロスペース サービシズ リミテッド (2)
【氏名又は名称原語表記】GKN AEROSPACE SERVICES LIMITED
【住所又は居所原語表記】Ferry Road,East Cowes,Isle of Wight PO32 6RA (GB).
【Fターム(参考)】
【公表日】平成23年9月8日(2011.9.8)
【国際特許分類】
【出願日】平成21年6月16日(2009.6.16)
【国際出願番号】PCT/EP2009/057493
【国際公開番号】WO2009/153271
【国際公開日】平成21年12月23日(2009.12.23)
【出願人】(510334549)ゲーカーエン エアロスペース サービシズ リミテッド (2)
【氏名又は名称原語表記】GKN AEROSPACE SERVICES LIMITED
【住所又は居所原語表記】Ferry Road,East Cowes,Isle of Wight PO32 6RA (GB).
【Fターム(参考)】
[ Back to top ]