
マイナスイオンを放出する充填用樹脂成形物とその製造法

【課題】成形用樹脂を用いてソフトで複雑な形状に仕上げるとともに、なおかつ高度なマイナスイオン放出能力を有するような充填用樹脂成形物とその量産的製造手段を提供する。
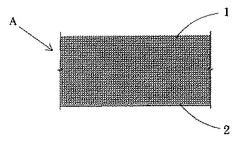
【解決手段】マイナスイオン放出性鉱物粉末1を樹脂2と共に充填材に適した形状に成形し、しかる後にその表面を摩耗させて、本発明の充填用樹成形物Aとする。樹脂2はポリエチレン等とする。また充填用樹脂成形物Aを摩耗させるために、当該成形物Aを砕石粒またはこれに類する粗荒ないし鋭利な表面をもつ硬質粒体と共に混合・撹拌するものとする。
【解決手段】マイナスイオン放出性鉱物粉末1を樹脂2と共に充填材に適した形状に成形し、しかる後にその表面を摩耗させて、本発明の充填用樹成形物Aとする。樹脂2はポリエチレン等とする。また充填用樹脂成形物Aを摩耗させるために、当該成形物Aを砕石粒またはこれに類する粗荒ないし鋭利な表面をもつ硬質粒体と共に混合・撹拌するものとする。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、枕などの内部に充填するための、マイナスイオンを放出する充填用樹脂成形物とその製造法に関する。
【背景技術】
【0002】
いわゆるマイナスイオンを空気中に多く放出することによって、それを受けたり呼吸する人間その他の生物全般が好影響を受けるということは、既に公然たる事実として一般的に認識されつつある。
【0003】
そのマイナスイオンを放出させる(マイナスイオン有利にする)手段としては、例えば電極を用いるもの、摩擦電気によるもの、レナード効果によるもの、或いはトルマリン、放射性鉱物、通称波動石などのように鉱物自体がもつマイナスイオンないし電子の放出能力を用いるものなとがある。
【0004】
それらのうちでマイナスイオンを放出する鉱物を用いる場合は、それを砕石状態のまま用いることもあるが、多くは粉末にしてセラミック化したり、特殊な通気性バインダーと共に塗材化して製品化しており、一部ではこれを樹脂中に練り込んで成形する試みも行なわれている。
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記の在来技術のなかでマイナスイオン放出性鉱物を樹脂中に練り込み成形する方法は、多様な形状が可能でかつソフトにできるなどのメリットがあるものの、細い繊維状のものを除いて、成形用に混合する樹脂は塗料用バインダーと異なり通気性に乏しいために空気中に飛び出そうとするマイナスイオンを遮断してしまい、たとえこれを枕などの充填材に用いても事実上ほとんどマイナスイオンが空気中に放出されないという問題点があった。
【0007】
本発明はかかる問題点を解決するために、成形用樹脂を用いてソフトで複雑な形状に仕上げるとともに、なおかつ高度なマイナスイオン放出能力を有するような充填用樹脂成形物とその量産手段を提供することを課題とする。
【課題を解決するための手段】
【0008】
マイナスイオン放出性鉱物粉末1を樹脂2と共に充填材に適した形状に成形し、しかる後にその表面を摩耗させて、本発明のマイナスイオンを放出する充填用樹脂成形物Aとする。
【0009】
使用する樹脂としては、熱可塑性のポリエチレン樹脂が、適度の柔軟性や作業性の良さなどの点もあり、特に好ましいことが判明した。
【0010】
上記の充填用樹脂成形物Aを摩耗させる方法は、当該成形物Aを砕石粒またはこれに類する粗荒ないし鋭利な表面をもつ硬質粒体と共に混合・撹拌するものとする。これにより当該成形物Aは、その表面を覆う薄い樹脂膜が摩耗して更に薄くなり、一部はマイナスイオン放出性鉱物粉末1が露出するに至る。
【0011】
このような状態になったら、混在する充填用樹脂成形物Aと砕石粒を落下させつつ送風し吹き飛ばすなどして、前者のみを選別すればよい。
【0012】
なお、当該鉱物粉末1が一部露出しても、その粉末粒子は依然として大半が樹脂中に埋まった形態をなしているから、容易にそれが逸脱することはない。またその露出部の面積は当該成形物Aの表面全体のおよそ10%程度が好ましい。
【発明の効果】
【0013】
本発明によれば、塗料用のバインター等より堅牢な成形用樹脂を結合材としているため、柔らかくて複雑な形状の充填用成形物を低コストで量産することができると同時に、マイナスイオン放出性鉱物から出るマイナスイオンを遮断することなく空気中に放出することができる。その結果、これを枕やマット等の充填材に用いれば、形状や使用する樹脂の種類を選択することにより、十分にソフトで使用感が良い製品に仕上がると同時に、周りにマイナスイオンの豊富な環境を作ることができるという効果がある。その実例テータを後述の
【実施例】
に示す。
【発明を実施するための最良の形態】
【0014】
本発明に用いられるマイナスイオン放出性鉱物粉末1として望ましいのは、焦電気性を有し、或いはベータ線を放出するような天然の無害とされる鉱物を粒径約10〜100μm程度に粉末化したものであり、これにポリエチレンの(再生)ペレットを重量比で約9倍程度加えて混合・熱溶融させ、押出成形により外径約5mm、内径約4mmのマカロニ状パイプに成形すると共に約8mm毎に裁断して、比較的柔らかな小短筒状の充填用樹脂成形物Aの集合を得る。これに粒径が1〜3cm程度の砕石粒を約同量(嵩比)加え、回転ドラム内でその回転により両者を混合・撹拌し、当該成形物Aにおける表面の樹脂被覆面が概ね失われて艶消し状になった時点でストップし、送風選別した多数のミニパイプを所望する充填材として枕等に使用する。ちなみに被覆喪失面が多すぎると形が崩れたり周りを汚したりしやすくなるし、少なすぎるとマイナスイオンの放出度が不十分になる。望ましいのは2〜30%程の範囲である。
【0015】
なお完全に樹脂皮膜が喪失していない箇所でも、その被覆層はかなり薄くなっていたり無数の微細孔を生成したりしているので、上記のような製造プロセスを踏む限り被覆面でもかなりマイナスイオンを外部に放出し得るようになるものと考えられる。特に枕のように使用中に若干の動きがある場合にその作用は顕著である。
【実施例】
【0016】
市販の枕の内部に収納する充填材として、トルマリン配合のポリエチレンから成る長さ8mm、外径5mm、肉厚0.4mm程度のミニパイプがある。これと同様の形状のものを、前記「最良の形態」の手順に従い成形した。但しその原料は、機能性鉱物として知られる商品名波動石の粉末5重量%、シリカゲル粉末5重量%、ポリエチレン再生ペレット90重量%とし、これを120〜130℃で溶融、押出成形して8mm毎に裁断し、得られたミニパイプの集合物を平均粒径約2cmの砕石と共に回転ドラムで混合・撹拌し、平均約10%の表面樹脂被覆が喪失した時点でこれを取出し、市販の枕(寸法43cm×63cm×8cm)と同様に、側素材をポリエステル65%、綿35%のナイロンメッシュ付き織布とする枕内にこれを約300g充填して本発明を用いた枕とし、数人のモニターに試用させた。
【0017】
一方、比較対照品として、上記のトルマリン入りポリエチレンのミニパイプを用いた同様形状の市販枕を購入し、同様に試用させたところ、熟睡度や脱臭その他使用感の良さなどから圧倒的に本発明品を用いた枕の方が好評であった。
【0018】
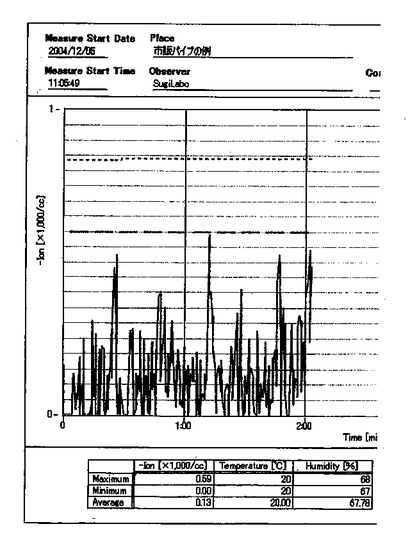
次に空気イオンカウンター(アンデス電気(株)製:ITC201A型)を用い、バックグラウンドのマイナスイオン量とプラスイオン量を測定した。その結果をそれぞれ図2及び図3に示すが、これによれば、測定した部屋のバックグラウンドのマイナスイオン量は平均約310個/cc、プラスイオン量は平均約790個/ccであることが判る。
【0019】
同じ部屋内で、上記の市販枕の充填材に使われているミニパイプ50gをステンレスの篭に入れて手で軽く触り動かした時のマイナスイオン量及びプラスイオン量を同じイオンカウンターで測定した。その結果をそれぞれ図4及び図5に示すが、これによれば、市販ミニパイプのマイナスイオン発生量は平均約130個/cc、プラスイオン発生量は平均約440個/ccであることが判る。
【0020】
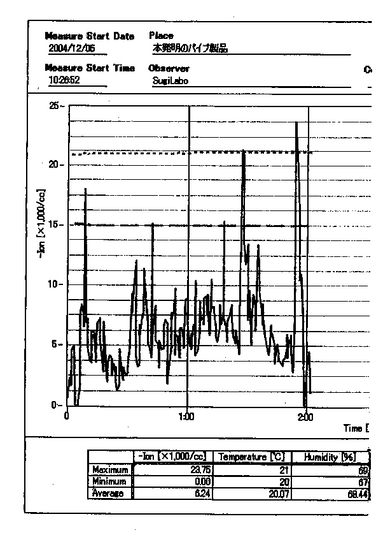
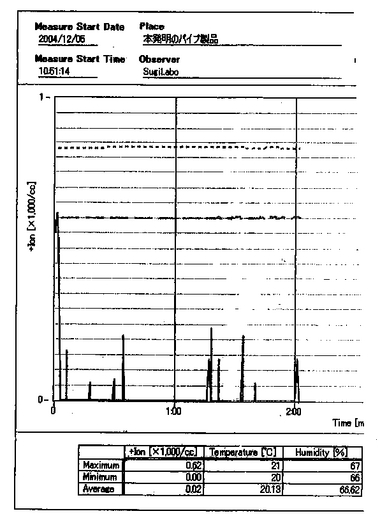
更に同じ部屋内で、本発明のミニパイプ50gについて同様の条件と機器によりマイナスイオン量とプラスイオン量を測定した。その結果をそれぞれ図6及び図7に示すが、これによれば、本発明のミニパイプのマイナスイオン発生量は平均約6240個/cc、プラスイオン発生量は平均約20個/ccであり、前者との違いは甚だ顕著であることが判る。
【0021】
なお、本発明品をステンレスの篭に入れたまま篭を左右に動かしたり、或いは少量の本発明品を5cm位上から落としても、約1000個/ccから20000個/ccのマイナスイオンが発生し、その時のプラスイオンの発生量はほぼゼロに近い値を示すことが判明した。ちなみにこのような効果は、本発明におけるミニパイプの皮膜表面を摩耗させなかった場合では明白に認められなかった。
【産業上の利用可能性】
【0022】
本発明の充填用樹脂成形物は、同じくマイナスイオン放出性の鉱石やセラミック成形物と異なりソフトで枕やマット等の充填材にも使用でき、しかも実用上十分な強度や耐久性を備えており、量産も容易であるから、産業上の利用可能性は十分であるといえる。
【図面の簡単な説明】
【0023】
【図1】本発明品を概念的に示す部分拡大断面図
【図2】バックグラウンドのマイナスイオン量を示すグラフ
【図3】バックグラウンドのプラスイオン量を示すグラフ
【図4】市販のミニパイプのマイナスイオン発生量を示すグラフ
【図5】市販のミニパイプのプラスイオン発生量を示すグラフ
【図6】本発明のミニパイプのマイナスイオン発生量を示すグラフ
【図7】本発明のミニパイプのプラスイオン発生量を示すグラフ
【符号の説明】
【0024】
1……マイナスイオン放出性鉱物粉末
2……樹脂
A……充填用樹脂成形物
【技術分野】
【0001】
この発明は、枕などの内部に充填するための、マイナスイオンを放出する充填用樹脂成形物とその製造法に関する。
【背景技術】
【0002】
いわゆるマイナスイオンを空気中に多く放出することによって、それを受けたり呼吸する人間その他の生物全般が好影響を受けるということは、既に公然たる事実として一般的に認識されつつある。
【0003】
そのマイナスイオンを放出させる(マイナスイオン有利にする)手段としては、例えば電極を用いるもの、摩擦電気によるもの、レナード効果によるもの、或いはトルマリン、放射性鉱物、通称波動石などのように鉱物自体がもつマイナスイオンないし電子の放出能力を用いるものなとがある。
【0004】
それらのうちでマイナスイオンを放出する鉱物を用いる場合は、それを砕石状態のまま用いることもあるが、多くは粉末にしてセラミック化したり、特殊な通気性バインダーと共に塗材化して製品化しており、一部ではこれを樹脂中に練り込んで成形する試みも行なわれている。
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記の在来技術のなかでマイナスイオン放出性鉱物を樹脂中に練り込み成形する方法は、多様な形状が可能でかつソフトにできるなどのメリットがあるものの、細い繊維状のものを除いて、成形用に混合する樹脂は塗料用バインダーと異なり通気性に乏しいために空気中に飛び出そうとするマイナスイオンを遮断してしまい、たとえこれを枕などの充填材に用いても事実上ほとんどマイナスイオンが空気中に放出されないという問題点があった。
【0007】
本発明はかかる問題点を解決するために、成形用樹脂を用いてソフトで複雑な形状に仕上げるとともに、なおかつ高度なマイナスイオン放出能力を有するような充填用樹脂成形物とその量産手段を提供することを課題とする。
【課題を解決するための手段】
【0008】
マイナスイオン放出性鉱物粉末1を樹脂2と共に充填材に適した形状に成形し、しかる後にその表面を摩耗させて、本発明のマイナスイオンを放出する充填用樹脂成形物Aとする。
【0009】
使用する樹脂としては、熱可塑性のポリエチレン樹脂が、適度の柔軟性や作業性の良さなどの点もあり、特に好ましいことが判明した。
【0010】
上記の充填用樹脂成形物Aを摩耗させる方法は、当該成形物Aを砕石粒またはこれに類する粗荒ないし鋭利な表面をもつ硬質粒体と共に混合・撹拌するものとする。これにより当該成形物Aは、その表面を覆う薄い樹脂膜が摩耗して更に薄くなり、一部はマイナスイオン放出性鉱物粉末1が露出するに至る。
【0011】
このような状態になったら、混在する充填用樹脂成形物Aと砕石粒を落下させつつ送風し吹き飛ばすなどして、前者のみを選別すればよい。
【0012】
なお、当該鉱物粉末1が一部露出しても、その粉末粒子は依然として大半が樹脂中に埋まった形態をなしているから、容易にそれが逸脱することはない。またその露出部の面積は当該成形物Aの表面全体のおよそ10%程度が好ましい。
【発明の効果】
【0013】
本発明によれば、塗料用のバインター等より堅牢な成形用樹脂を結合材としているため、柔らかくて複雑な形状の充填用成形物を低コストで量産することができると同時に、マイナスイオン放出性鉱物から出るマイナスイオンを遮断することなく空気中に放出することができる。その結果、これを枕やマット等の充填材に用いれば、形状や使用する樹脂の種類を選択することにより、十分にソフトで使用感が良い製品に仕上がると同時に、周りにマイナスイオンの豊富な環境を作ることができるという効果がある。その実例テータを後述の
【実施例】
に示す。
【発明を実施するための最良の形態】
【0014】
本発明に用いられるマイナスイオン放出性鉱物粉末1として望ましいのは、焦電気性を有し、或いはベータ線を放出するような天然の無害とされる鉱物を粒径約10〜100μm程度に粉末化したものであり、これにポリエチレンの(再生)ペレットを重量比で約9倍程度加えて混合・熱溶融させ、押出成形により外径約5mm、内径約4mmのマカロニ状パイプに成形すると共に約8mm毎に裁断して、比較的柔らかな小短筒状の充填用樹脂成形物Aの集合を得る。これに粒径が1〜3cm程度の砕石粒を約同量(嵩比)加え、回転ドラム内でその回転により両者を混合・撹拌し、当該成形物Aにおける表面の樹脂被覆面が概ね失われて艶消し状になった時点でストップし、送風選別した多数のミニパイプを所望する充填材として枕等に使用する。ちなみに被覆喪失面が多すぎると形が崩れたり周りを汚したりしやすくなるし、少なすぎるとマイナスイオンの放出度が不十分になる。望ましいのは2〜30%程の範囲である。
【0015】
なお完全に樹脂皮膜が喪失していない箇所でも、その被覆層はかなり薄くなっていたり無数の微細孔を生成したりしているので、上記のような製造プロセスを踏む限り被覆面でもかなりマイナスイオンを外部に放出し得るようになるものと考えられる。特に枕のように使用中に若干の動きがある場合にその作用は顕著である。
【実施例】
【0016】
市販の枕の内部に収納する充填材として、トルマリン配合のポリエチレンから成る長さ8mm、外径5mm、肉厚0.4mm程度のミニパイプがある。これと同様の形状のものを、前記「最良の形態」の手順に従い成形した。但しその原料は、機能性鉱物として知られる商品名波動石の粉末5重量%、シリカゲル粉末5重量%、ポリエチレン再生ペレット90重量%とし、これを120〜130℃で溶融、押出成形して8mm毎に裁断し、得られたミニパイプの集合物を平均粒径約2cmの砕石と共に回転ドラムで混合・撹拌し、平均約10%の表面樹脂被覆が喪失した時点でこれを取出し、市販の枕(寸法43cm×63cm×8cm)と同様に、側素材をポリエステル65%、綿35%のナイロンメッシュ付き織布とする枕内にこれを約300g充填して本発明を用いた枕とし、数人のモニターに試用させた。
【0017】
一方、比較対照品として、上記のトルマリン入りポリエチレンのミニパイプを用いた同様形状の市販枕を購入し、同様に試用させたところ、熟睡度や脱臭その他使用感の良さなどから圧倒的に本発明品を用いた枕の方が好評であった。
【0018】
次に空気イオンカウンター(アンデス電気(株)製:ITC201A型)を用い、バックグラウンドのマイナスイオン量とプラスイオン量を測定した。その結果をそれぞれ図2及び図3に示すが、これによれば、測定した部屋のバックグラウンドのマイナスイオン量は平均約310個/cc、プラスイオン量は平均約790個/ccであることが判る。
【0019】
同じ部屋内で、上記の市販枕の充填材に使われているミニパイプ50gをステンレスの篭に入れて手で軽く触り動かした時のマイナスイオン量及びプラスイオン量を同じイオンカウンターで測定した。その結果をそれぞれ図4及び図5に示すが、これによれば、市販ミニパイプのマイナスイオン発生量は平均約130個/cc、プラスイオン発生量は平均約440個/ccであることが判る。
【0020】
更に同じ部屋内で、本発明のミニパイプ50gについて同様の条件と機器によりマイナスイオン量とプラスイオン量を測定した。その結果をそれぞれ図6及び図7に示すが、これによれば、本発明のミニパイプのマイナスイオン発生量は平均約6240個/cc、プラスイオン発生量は平均約20個/ccであり、前者との違いは甚だ顕著であることが判る。
【0021】
なお、本発明品をステンレスの篭に入れたまま篭を左右に動かしたり、或いは少量の本発明品を5cm位上から落としても、約1000個/ccから20000個/ccのマイナスイオンが発生し、その時のプラスイオンの発生量はほぼゼロに近い値を示すことが判明した。ちなみにこのような効果は、本発明におけるミニパイプの皮膜表面を摩耗させなかった場合では明白に認められなかった。
【産業上の利用可能性】
【0022】
本発明の充填用樹脂成形物は、同じくマイナスイオン放出性の鉱石やセラミック成形物と異なりソフトで枕やマット等の充填材にも使用でき、しかも実用上十分な強度や耐久性を備えており、量産も容易であるから、産業上の利用可能性は十分であるといえる。
【図面の簡単な説明】
【0023】
【図1】本発明品を概念的に示す部分拡大断面図
【図2】バックグラウンドのマイナスイオン量を示すグラフ
【図3】バックグラウンドのプラスイオン量を示すグラフ
【図4】市販のミニパイプのマイナスイオン発生量を示すグラフ
【図5】市販のミニパイプのプラスイオン発生量を示すグラフ
【図6】本発明のミニパイプのマイナスイオン発生量を示すグラフ
【図7】本発明のミニパイプのプラスイオン発生量を示すグラフ
【符号の説明】
【0024】
1……マイナスイオン放出性鉱物粉末
2……樹脂
A……充填用樹脂成形物
【特許請求の範囲】
【請求項1】
マイナスイオンを放出する性質をもつ鉱物粉末を樹脂と共に充填材に適した形状に成形し、しかる後にその表面を摩耗させて成ることを特徴とするマイナスイオンを放出する充填用樹脂成形物。
【請求項2】
樹脂がポリエチレンである請求項1記載のマイナスイオンを放出する充填用樹脂成形物。
【請求項3】
請求項1及び請求項2記載の成形物を摩耗させる手段が、当該成形物を砕石粒またはこれに類する粗荒ないし鋭利な表面をもつ硬質粒体と共に混合・撹拌する方法を含むことを特徴とするマイナスイオンを放出する充填用樹脂成形物の製造法。
【請求項1】
マイナスイオンを放出する性質をもつ鉱物粉末を樹脂と共に充填材に適した形状に成形し、しかる後にその表面を摩耗させて成ることを特徴とするマイナスイオンを放出する充填用樹脂成形物。
【請求項2】
樹脂がポリエチレンである請求項1記載のマイナスイオンを放出する充填用樹脂成形物。
【請求項3】
請求項1及び請求項2記載の成形物を摩耗させる手段が、当該成形物を砕石粒またはこれに類する粗荒ないし鋭利な表面をもつ硬質粒体と共に混合・撹拌する方法を含むことを特徴とするマイナスイオンを放出する充填用樹脂成形物の製造法。
【図1】


【図2】

【図3】

【図4】
【図5】

【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−169488(P2006−169488A)
【公開日】平成18年6月29日(2006.6.29)
【国際特許分類】
【出願番号】特願2004−382541(P2004−382541)
【出願日】平成16年12月14日(2004.12.14)
【出願人】(505021980)日伸プラスチック株式会社 (1)
【Fターム(参考)】
【公開日】平成18年6月29日(2006.6.29)
【国際特許分類】
【出願日】平成16年12月14日(2004.12.14)
【出願人】(505021980)日伸プラスチック株式会社 (1)
【Fターム(参考)】
[ Back to top ]