
マグネシウムの蒸着方法、蒸着用マグネシウムペレットの製造方法、及び蒸着用マグネシウムペレット
【課題】 本発明は、蒸着用マグネシウムペレットの突沸を防止することができ、安定した蒸着レートを維持できるマグネシウムの蒸着方法を提供することを課題とする。
【解決手段】 本発明は、マグネシウム塊体と前記塊体の表面を覆う酸化マグネシウム被膜とを有する被包ペレットの、前記マグネシウム塊体の一部又は全部を露出させる露出工程と、前記露出工程を経て得られたペレットを加熱してマグネシウムを被着体に蒸着させる蒸着工程と、を有する。
【解決手段】 本発明は、マグネシウム塊体と前記塊体の表面を覆う酸化マグネシウム被膜とを有する被包ペレットの、前記マグネシウム塊体の一部又は全部を露出させる露出工程と、前記露出工程を経て得られたペレットを加熱してマグネシウムを被着体に蒸着させる蒸着工程と、を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、マグネシウムの蒸着方法、蒸着用マグネシウムペレットの製造方法、及び蒸着用マグネシウムペレットに関する。
【背景技術】
【0002】
有機EL表示素子の電極、薄膜コンデンサー、又は薄膜トランジスタ(TFT)などを形成するために、被着体(一般的には基板)にマグネシウムの薄膜を蒸着することが知られている。
前記蒸着において、通常、蒸着源となるマグネシウムは、ペレット形態で、真空チャンバー内に設けられた坩堝などの加熱容器に供給される。そして、蒸着用マグネシウムペレットが収納された加熱容器を加熱することにより、マグネシウムが気化する。気化したマグネシウムが、被着体上に付着することによって、マグネシウムの薄膜(蒸着膜)が形成される。
インライン方式で有機EL表示装置、薄膜太陽電池の電極、又は薄膜トランジスタ(TFT)などの薄膜素子を作るにあたり、被着体が、蒸着源であるマグネシウムの直下(蒸着エリア)を通過した際の蒸着レートは、そのまま膜厚に反映される。そのため、インライン方式においては、バッチ方式と比べて、より安定な蒸着レートが必要となる。さらに、生産性を向上させるためには、迅速に所望の値まで蒸着レート(通常のバッチ方式よりも10倍以上の高速レート)を到達させる必要がある。つまり、安定かつ高速に所望の蒸着レートまで上げて、なおかつ、安定した蒸着レートで長時間マグネシウムを蒸着できる方法が望まれている。
【0003】
ところで、マグネシウムペレットを蒸着源として加熱し、気化させる際、マグネシウムの突沸がたびたび生じることが知られている。ここで、突沸とは、マグネシウムペレットの加熱中に、その局部的な気化が突発的に生じることにより、マグネシウムが飛散する現象である。
このような突沸が生じると、一定時間に被着体上に形成される蒸着膜の厚み(蒸着レート)が安定しないという問題がある。また、マグネシウムが被着体に付着し、熱的損傷を与える問題もある。
【0004】
そこで、特許文献1には、マグネシウムを含む蒸着材料の突沸を防止するため、蒸着材料を予めその溶融温度又は昇華温度よりも十分に低い温度で予備加熱することが開示されている。
しかし、この方法では、蒸着時の温度管理を厳密に行う必要がある。そのため、蒸着レートを安定的に維持するのが難しいという問題がある。
また、特許文献2には、予め蒸着材料(アルミニウム)を加熱し、加熱された蒸着材料の形状変化を検出しつつ加熱温度を制御することで、突沸を未然に防ぐことが開示されている。
しかし、この方法では、蒸着材料をカメラで撮影し、撮影されたデータを解析するという煩雑な手順が必要である。また、特許文献1と同様、蒸着レートを安定的に維持することが困難であるという問題がある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平7−331420号公報
【特許文献2】特開2004−185835号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記問題点に鑑み、突沸を比較的簡単な処理で防止することができ、安定した蒸着レートを維持できるマグネシウムの蒸着方法、蒸着用マグネシウムペレット、及びその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0007】
本発明者らは、マグネシウムを蒸着源として用いた場合に、突沸が生じやすい原因について、鋭意研究を行った。
マグネシウムは、大気や湿気に対して非常に反応性が高い。そのため、マグネシウム塊体が大気に長時間曝露されると、その表面に、大気中の酸素とマグネシウムとの酸化反応により、酸化マグネシウム(MgO)の被膜が形成される。
酸化マグネシウム被膜は、マグネシウムに比べて融点及び沸点が高い。そのため、表面に酸化マグネシウム被膜を有するマグネシウム塊体(被包ペレット)をそのまま蒸着源として用いた場合、加熱によりマグネシウム塊体が気化しても、酸化マグネシウム被膜は、未だ融点に達しておらず、固体状に保たれたままとなる。従って、気化マグネシウムが酸化マグネシウム被膜内に封じ込められる。
そして、そのまま被包ペレットに対し加熱を継続すると、膨張した気化マグネシウムによって酸化マグネシウム被膜が徐々に圧迫される。その結果、ある段階で、酸化マグネシウム被膜が気化マグネシウムの圧迫に耐えられなくなり破断し、突沸が生じる。突沸が生じると、被着体にマグネシウムが付着し、熱的損傷を与えるだけでなく、安定した蒸着レートを維持することができない。
特に、マグネシウムは、昇華性を有しているため、液体状態を経ることなく気化し易いという特性を有する。従って、気化マグネシウムは、酸化マグネシウム被膜を圧迫し易い傾向がある。
本発明者らは、このような突沸メカニズムに着目して本発明を創作した。
【0008】
本発明のマグネシウムの蒸着方法は、マグネシウム塊体と前記塊体の表面を覆う酸化マグネシウム被膜とを有する被包ペレットの、前記マグネシウム塊体の一部又は全部を露出させる露出工程と、露出工程を経て得られたペレットを加熱してマグネシウムを被着体に蒸着させる蒸着工程と、を有する。
【0009】
本発明の蒸着方法は、加熱によって気化したマグネシウムが拡散することができ、酸化マグネシウム被膜が圧迫されることがない。そのため、酸化マグネシウム被膜が、膨張した気化マグネシウムによって突然破断することを防ぐことができる。
【0010】
本発明の好ましい蒸着方法は、露出工程が、切削手段を用いて前記酸化マグネシウム被膜の一部又は全部を削り取ることを含む。さらに、本発明の他の好ましい蒸着方法は、露出工程が、前記ペレットを、前記塊体を分断するように2以上のペレット片に分割することを含む。
【0011】
また、本発明の他の好ましい蒸着方法は、被包ペレットが円柱状であり、前記円柱状の被包ペレットの側周面部における酸化マグネシウム被膜の一部又は全部を削り取る。さらに、本発明の好ましい蒸着方法では、露出工程が、非酸化雰囲気下で行われる。
【0012】
本発明の別の局面によれば、マグネシウム塊体と前記塊体の表面を覆う酸化マグネシウム被膜とを有する被包ペレットの、前記マグネシウム塊体の一部又は全部を露出させることにより、蒸着用マグネシウムペレットを得る、蒸着用マグネシウムペレットの製造方法が提供される。
【0013】
さらに、本発明の別の局面によれば、マグネシウム塊体と前記塊体の表面を覆う酸化マグネシウム被膜とを有し、前記マグネシウム塊体の一部が露出した露出領域が形成され、前記酸化マグネシウム被膜の一部に、前記露出領域に臨んだ切削端面が形成されている、蒸着用マグネシウムペレットが提供される。
【発明の効果】
【0014】
本発明のマグネシウムの蒸着方法によれば、膨張した気化マグネシウムによって酸化マグネシウム被膜が破断され難くなる。従って、突沸が生じ難くなるので、本発明の蒸着方法によれば、安定した蒸着レートで蒸着を行うことができる。
【図面の簡単な説明】
【0015】
【図1】(a)乃至(g)は、それぞれ本発明の蒸着方法に用いられるペレットの斜視図。
【図2】(a)は、本発明の筒状切削装置の斜視図、(b)は、プランジャー部材の斜視図。
【図3】図2(a)のIII−III線断面図。
【図4】図2(a)のIV−IV線断面図。
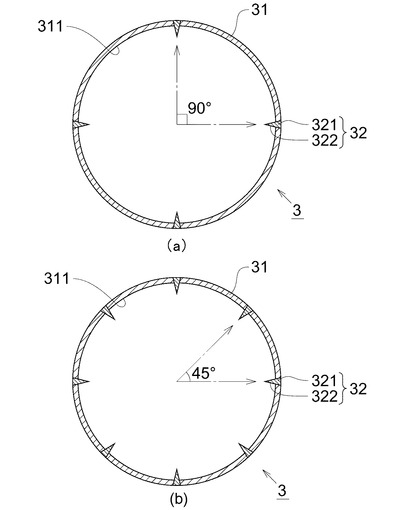
【図5】(a)及び(b)は、本発明の筒状の切削装置の変形例の断面図。
【図6】(a)乃至(c)は、本発明の筒状の切削装置の変形例の断面図。
【図7】(a)乃至(f)は、本発明の蒸着用マグネシウムペレットの斜視図。
【図8】(a)は、本発明の蒸着用マグネシウムペレットの拡大平面図、(b)は、そのVIIIb−VIIIb線断面図。
【図9】本発明の蒸着膜形成装置の一例を示す概略図。
【図10】実施例及び比較例の蒸着用マグネシウムペレットを用いて蒸着を行った際の経時的な蒸着レートの変動を表すグラフ図。
【発明を実施するための形態】
【0016】
本発明のマグネシウムの蒸着方法は、少なくとも、マグネシウム塊体と前記塊体の表面を覆う酸化マグネシウム被膜とを有する被包ペレットの、前記マグネシウム塊体の一部又は全部を露出させる露出工程と、露出工程を経て得られたペレットを加熱してマグネシウムを被着体に蒸着させる蒸着工程と、を有する。
露出工程によって得られる、酸化マグネシウム被膜の一部又は全部が除去されたペレットを蒸着工程に用いることによって、突沸を防止することができる。
以下、本発明のマグネシウムの蒸着方法について詳述する。
ただし、本明細書において、「AAA〜BBB」は、「AAA以上BBB以下」を意味する。また、露出工程を経て得られたペレットを「蒸着用マグネシウムペレット」と記す場合がある。
【0017】
<被包ペレット>
本発明のマグネシウムの蒸着方法に用いられる被包ペレットは、マグネシウム塊体と、前記塊体の表面を覆う酸化マグネシウム被膜と、を有する。
被包ペレットは、前記酸化マグネシウム被膜によってマグネシウム塊体の表面全体が被覆されている。そのため、酸化マグネシウム被膜は、その内側のマグネシウム塊体を酸化や浸食から保護する機能を有する。
一般的には、酸化マグネシウム被膜は、マグネシウム塊体を大気中に放置するだけで、その表面が酸化されることで容易に形成され得る。
【0018】
また、前記マグネシウム塊体は、純度が100質量%のマグネシウム(純マグネシウム)だけでなく、蒸着に悪影響を与えない範囲で不純物を微量に含んでいてもよい。マグネシウム塊体の純度は、通常99.0〜100質量%であり、好ましくは、99.5〜100質量%であり、特に好ましくは99.9〜100質量%である。
マグネシウムの純度が、99.0質量%よりも低い場合、蒸着工程において、被包ペレット中の熱伝導性に影響を与える可能性がある。また、不純物が気化すると、蒸着によって被着体に形成されるマグネシウムの薄膜(蒸着膜)の純度が低下する虞がある。
【0019】
マグネシウム塊体の表面全体が酸化マグネシウム被膜によって被覆されていれば、被包ペレットの形状は特に限定されない。被包ペレットの形状は、坩堝やセルなどの加熱容器の内寸法や取扱性を考慮して任意に設計することができる。
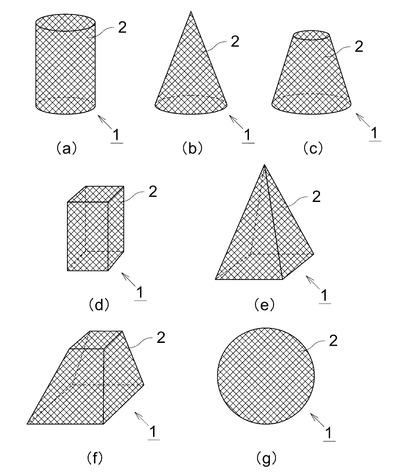
図1は、本発明で用いられる被包ペレットの斜視図である。被包ペレット1は、酸化マグネシウム被膜2によって全体が被覆されている。なお、図1において酸化マグネシウム被膜2は、網状模様で表されている(図7乃至図9においても同様である)。
被包ペレット1の形状としては、例えば、図1(a)で表されるような円柱状、同図(b)で表されるような円錐状、同図(c)で表されるような円錐台状、同図(d)で表されるような多角柱状、同図(e)で表されるような多角錐状、同図(f)で表されるような多角錐台状、及び同図(g)で表されるような球形状などが挙げられる。
被包ペレットの形状として、円柱状、円錐状、又は円錐台状を採用する場合、その底面形状は円形状であってもよく、楕円形状であってもよい。
【0020】
また、多角柱状、多角錐状、又は多角錐台状を採用する場合、その底面形状は多角形であれば特に限定されない。底面形状は、正方形や長方形などの四角形であってもよく、四角形以外の多角形であってもよい。
さらに、球形状を採用する場合、同図(g)で表されるような真円球であってもよく、楕円球であってもよい(図示せず)。
【0021】
被包ペレット1の形状として、円柱状、円錐状、又は円錐台状を採用する場合、底面の直径(底面が楕円状である場合、その長軸)の長さは特に限定されないが、一般的に5mm〜20mmであり、好ましくは5mm〜10mmであり、より好ましくは5mm〜8mmである。また、角柱状、角錐状、又は角錐台状を採用する場合、底面の対角線の長さ(底面が正方形以外の多角形である場合、最も長い対角線の長さ)は、一般的に5mm〜20mmであり、好ましくは5mm〜10mmであり、より好ましくは5mm〜8mmである。
また、被包ペレット1の高さ(ペレットの底面を平坦な面に載置した場合の最大高さ)は、一般的には5mm〜20mmであり、好ましくは5mm〜10mmであり、より好ましくは5mm〜8mmである。
他方、被包ペレット1の形状が、球形状である場合、その直径(楕円球である場合、その長軸)の長さは特に限定されないが、一般的に5mm〜20mmであり、好ましくは5mm〜10mmであり、より好ましくは5mm〜8mmである。
【0022】
被包ペレット1の体積は、一般的に390mm3〜26000mm3であり、好ましくは390mm3〜3200mm3であり、より好ましくは390mm3〜1700mm3である。
被包ペレット1の体積が390mm3よりも小さい場合、後述する、酸化マグネシウム被膜2の内側にあるマグネシウム塊体を露出させる工程(露出工程)が実施困難となる虞がある。他方、体積が26000mm3よりも大きい場合、蒸着レートを、チャンバー内における蒸着用マグネシウムペレットの供給量で微調整することが困難となる虞がある。
【0023】
また、図1(a)〜(f)で表される被包ペレット1は、その底面と側面とが、その境界部分において鋭角又は鈍角をなすように形成されている。もっとも、その境界部分の角部が面取りされ、境界部分が弧状に形成されていてもよい(図示せず)。
【0024】
本発明においては、後述する切削手段との兼ね合いから、被包ペレット1の形状は、好ましくは円柱状又は角柱状であり、より好ましくは円柱状であり、特に好ましくは、円形状の底面を有する円柱状である。
円形状の底面を有する円柱状の被包ペレット1は、後述する切削手段により、その側周面部にある酸化マグネシウム被膜を容易に削り落とすことができる。即ち、被包ペレット1の側周面部において、マグネシウム塊体を、容易に露出させることができる。
【0025】
<露出工程>
露出工程は、上述の被包ペレットの酸化マグネシウム被膜の一部又は全部を除去し、酸化マグネシウム被膜の内側にあるマグネシウム塊体の一部又は全部を露出させる工程である。
前記露出工程において、マグネシウム塊体を露出させる方法は、特に限定されない。例えば、第1の方法は、被包ペレットをマグネシウム塊体を分断するように2以上のペレット片に分割する方法が挙げられ、第2の方法は、酸化マグネシウム被膜の一部又は全部を切削手段を用いて削り取る方法、などが挙げられる。
本発明の露出工程では、これら第1又は2の方法を1種単独で用いてもよく、両方を組み合わせて用いてもよい。
【0026】
前記第1の方法は、クロム及びニッケルを含むステンレス鋼、タンタル、又は銅などからなるカッターを用いて被包ペレットを機械的に切断する方法、レーザーを用いて被包ペレットを切断する方法、ステンレスなどからなるハンマーを用いて被包ペレットを叩き割る方法、などが含まれる。
もっとも、レーザーを用いて被包ペレットを切断した場合、その切断面において露出したマグネシウム塊体が、レーザー光の熱量によって容易に酸化し得る虞がある。また、被包ペレットを切断可能なほどの出力を有するレーザー光は、大がかりなレーザー設備を用いなければならない。そのため、レーザー光を用いて切断する場合、蒸着用マグネシウムペレットの生産コストが高くなりすぎる虞がある。
また、ハンマーを用いて被包ペレットを叩き割る場合、各ペレット片の大きさや、マグネシウム塊体が露出した領域(露出領域)の表面積が、各ペレット片によってまばらとなる虞がある。
このような観点から、第1の方法としては、ステンレス鋼などからなるカッターを用いて被包ペレットを機械的に切断する方法が好ましく用いられる。
【0027】
第1の方法を用いる場合、ペレット片の体積及び露出領域の表面積は、各ペレット片で略同一であることが好ましい。各ペレット片の体積や露出領域の表面積を略同一とすることで、それぞれのペレット片(蒸着用マグネシウムペレット)を同条件で加熱した際における蒸着レートが、均等となり易い。従って、チャンバー内におけるペレット片の供給量を変更した際に、それがマグネシウムの蒸着レートに与える影響について容易に予測が可能となる。従って、チャンバー内におけるペレット片の供給速度を調整することで蒸着レートを簡単に調整できる。
【0028】
前記第2の方法は、特に限定されない。切削手段としては、例えば、金属ヤスリや紙ヤスリを用いて被包ペレットを研磨する方法や、カッター等の切削工具を用いて酸化マグネシウム被膜を削り取る方法、などが挙げられる。もっとも、本発明では、好ましくは、切削工具を用いて酸化マグネシウム被膜を削り取る方法が用いられ、より好ましくは、後述する筒状の切削部を有する切削装置(以下、単に筒状切削装置と記す場合がある)を用いて酸化マグネシウム被膜を削り取る方法が用いられる。
後述するような筒状切削装置を用いれば、加熱容器に蒸着用マグネシウムペレットを連続供給することができる。また、筒状切削装置を蒸着用のチャンバー内に配置することにより、露出工程を非酸化雰囲気下で行うことができる。以下、筒状切削装置について詳述する。
【0029】
(筒状切削装置)
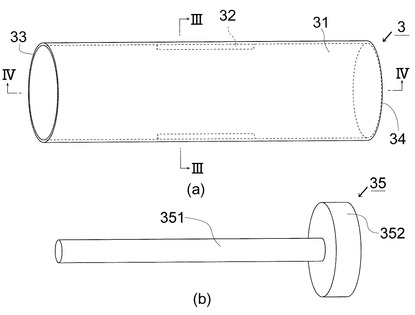
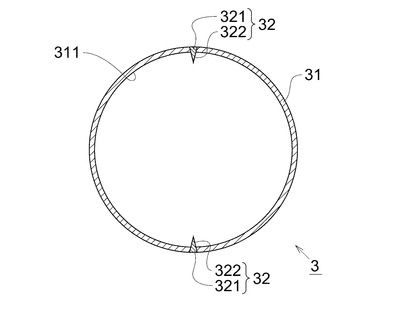
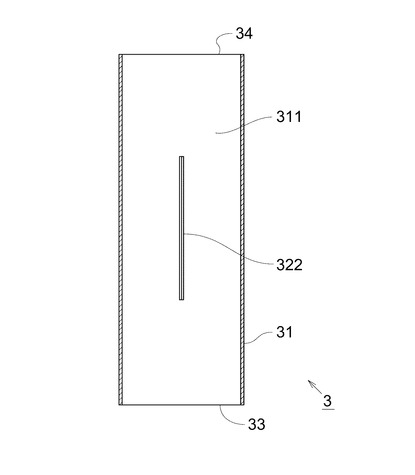
図2(a)は、本発明の筒状切削装置を表した斜視図であり、図3は、そのIII−III線断面図であり、図4はそのIV−IV線断面図である。
筒状切削装置3は、細長い筒状のシリンダー部材31と、前記シリンダー部材31の内周面311上に、刃322が突出するように設けられたカッター部32と、を有する。筒状切削装置3の一端部には、被包ペレットの挿入口33が設けられており、その他端部には、被包ペレットの送出口34が設けられている。
【0030】
本発明の筒状切削装置3に被包ペレットを挿入する手段は特に限定されないが、好ましくは、図2(b)で表されるようなプランジャー部材35を用いて挿入される。
プランジャー部材35は、細長状の軸部351と、軸部351の一端に設けられた押圧部352と、を有する。押圧部352の形状は、被包ペレットを筒状切削装置3に押入し易いものであれば特に限定されず、筒状切削装置3の挿入口33の形状に合わせて適宜変更することができる。もっとも、後述するように、挿入口33の形状は、円形状が好ましいことから、押圧部352の形状は、図2(b)に表されるような円柱状が好ましい。
【0031】
被包ペレットは、プランジャー部材35の押圧部352で押し込まれることで、挿入口33に挿入される。挿入された被包ペレットは、さらに、シリンダー部材31の内側を軸長方向に通過するように、プランジャー部材35によって押し込まれる。そして、被包ペレットは、送出口34から押し出される。被包ペレットが、シリンダー部材31の内側を通過する際、前記カッター部32によって被包ペレットの酸化マグネシウム被膜が削り取られることによってマグネシウム塊体が露出する。
【0032】
シリンダー部材31の挿入口33及び送出口34の形状は、図2及び図3に表されるように円形状に限定されるものではない。挿入口33及び送出口34の形状は、被包ペレットの形状に合わせて適宜に変更することができる。
もっとも、本発明においては、上述のように、被包ぺレットの形状は、多角柱状又は円柱状などの柱状であることが好ましい。そのため、挿入口33及び送出口34の形状もこれら柱状の底面に合わせて、円形状や多角形状に形成されるのが好ましい。
柱状の被包ペレットを用いることにより、シリンダー部材31の内側を被包ペレットが通過する際に、被包ペレットの側周面部が、シリンダー部材31の内周面311に当接しつつ通過する。従って、軸長方向に押し出した被包ペレットが、軸長方向と直交する方向にぶれずにシリンダー部材31の内側を通過するため、被包ペレットの側周面部の酸化マグネシウム被膜を確実に削り取ることができる。
【0033】
シリンダー部材31及びプランジャー部材35の材質は、特に限定されず、好ましくは酸化マグネシウム被膜よりも硬度が高い金属を用いて調製される。このような金属としては、クロム及びニッケルを含むステンレス鋼、タンタル、又は銅などが挙げられる。
また、カッター部32の材質も、酸化マグネシウム被膜よりも硬度が高い金属であれば特に限定されず、好ましくは、クロム及びニッケルを含むステンレス鋼、タンタル、又は銅などからなる刃が用いられる。
カッター部32は、基底部321と、刃322と、を有している。前記基底部321が筒状部材31の一部に埋め込まれることで、カッター部32は、シリンダー部材31の内周面311上に固定され、且つ、前記刃322が、筒状部材31の内周面311からシリンダー部材31の内側方向に突出する。
【0034】
カッター部32の刃322の突出長さは、特に限定されず、酸化マグネシウム被膜の厚みに応じて適宜変更することができる。もっとも、刃322の突出長さは、酸化マグネシウム被膜の厚みに比して若干大きいことが好ましく、通常、0.01mm〜0.20mmであり、好ましくは0.01mm〜0.15mmであり、より好ましくは0.05mm〜0.1mmである。
刃322の突出長さが、酸化マグネシウム被膜の厚みよりも小さい場合、酸化マグネシウム被膜を十分に削り取ることができない虞がある。他方、刃322の突出長さが大きすぎる場合、必要以上にマグネシウム塊体を削り取る虞がある。
【0035】
カッター部32の数は、シリンダー部材31の内周面311上において、削り取る酸化マグネシウム被膜の面積に応じて適宜変更することができる。カッター部32は、少なくとも1つ設けられていればよく、2箇所以上設けられていてもよい。
カッター部32を2箇所以上設ける場合、その配置は限定されず、図3、図5(a)、及び図5(b)に示すように、各々のカッター部32が対向するように設けられていてもよい。なお、図3において、各カッター部32は、内周面311において、周方向に180°となるように配置されており、図5(a)では、周方向に90°となるように配置されており、図5(b)では、周方向に45°となるように配置されている。
【0036】
また、カッター部32は、上述のように規則的に配置されていなくてもよく、内周面311においてランダムに配置されていてもよい(図示せず)。
もっとも、あまりにカッター部32の数が少なければ、酸化マグネシウム被膜を十分に削り取れない虞がある。他方、あまりにカッター部32の数が多ければ、被包ペレットをシリンダー部材31から押し出す(送出する)ことが困難となる虞がある。そのため、本発明では、カッター部32は、図3に示すように、内周面311において、180°となるように2箇所配置されているか、又は、図5(a)に示すように、90°となるように4箇所配置されていることが好ましい。
【0037】
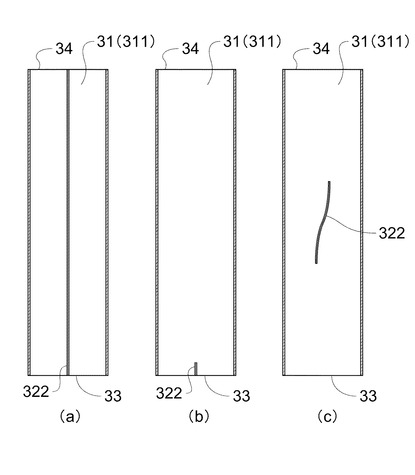
また、図2及び図4において、内周面311上に、平面視直線状のカッター部32(刃322)が、部分的に設けられているが、本発明はこれに限定されるものではない。
例えば、図6(a)に示すように、内周面311上に、挿入口33から送出口34にかけて、平面視直線状の刃322が、軸長方向全体に渡って連続的に設けられていてもよく、図6(b)に示すように、挿入口33の近傍の内周面311上にのみ、平面視直線状の刃322が、部分的に設けられていてもよく、図6(c)に示すように、内周面311上に、平面視曲線状の刃322が、軸長方向中央部近傍に部分的に設けられていてもよい。
【0038】
もっとも、被包ペレットの挿入や押し出しを容易に行えるように、刃322は、図4、図6(b)、又は図6(c)に示すように、内周面311上の挿入口近傍又は軸長方向中央部近傍の一部に設けられることが好ましい。また、より好ましくは、図6(c)に示すように、内周面311上の一部に、平面視曲線状の刃322が、軸長方向中央部近傍に部分的に形成されていることが好ましい。このような平面視曲線状の刃322を有する筒状切削装置3は、被包ペレットの側周面部の酸化マグネシウム被膜を曲線状に削り取ることができる。そして、平面視曲線状の刃322を用いることで、平面視直線状の刃322を用いた場合に比して、露出領域の面積を広くすることができる。
【0039】
なお、本発明の筒状切削装置3のシリンダー部材31の内周面311には、カッター部以外の切削手段が設けられていても良い。このような切削手段としては、内周面311の全面又は一部分が凹凸を有するように設けられたヤスリ面が例示できる(図示せず)。特に、このようなヤスリ面を、シリンダー部材31の内周面311の全面に設けることで、被包ペレットの側面を満遍なく削り取ることができ、露出領域の面積が広い蒸着用マグネシウムペレットを製造することができる。
【0040】
上記露出工程は、非酸化雰囲気下で行われることが好ましい。
上述のようにマグネシウムは酸化し易い。被包ペレットの酸化マグネシウム被膜の一部又は全部を除去することによって、マグネシウム塊体の一部又は全部が露出した蒸着用マグネシウムペレットを得ても、その後、その露出領域が、酸化マグネシウム被膜で覆われるからである。
【0041】
前記非酸化雰囲気は、酸素濃度が0体積%である場合に限られず、酸化マグネシウム被膜の一部又は全部を除去する際に、酸化マグネシウム被膜が再形成されない程度に酸素を含んだ状態(低酸素状態)を含む。
具体的には、非酸化雰囲気は、雰囲気中の酸素濃度が、1体積%以下、好ましくは、0.5体積%以下、より好ましくは、0.1体積%以下、特に好ましくは0体積%である。
また、被包ペレットの酸化マグネシウム被膜の一部又は全部を除去する際には、窒素ガスやアルゴンガスなどの不活性ガスが存在していてもよい。このような不活性ガスは、マグネシウムの酸化に寄与しない。
【0042】
(蒸着用マグネシウムペレット)
本発明の蒸着用マグネシウムペレットは、上述の被包ペレットが露出工程を経て得ることができる。つまり、被包ペレットに対し人為的にマグネシウム塊体を露出させる(露出領域を形成する)ことによって、蒸着用マグネシウムペレットを製造することができる。
【0043】
図7は、露出工程を経て得られた、本発明の蒸着用マグネシウムペレットの斜視図である。なお、本発明においては、上述のように被包ペレットの形状は限定されるものではない。しかし、図7においては、便宜上、円形状の底面を有する円柱状の被包ペレットを用いた場合に製造され得る蒸着用マグネシウムペレットのみを示している。
【0044】
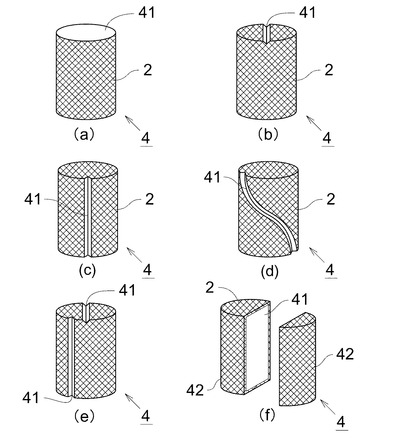
図7(a)では、蒸着用マグネシウムペレット4の上底面部の全域が露出領域41とされている(即ち、被包ペレットの上底面部にあった酸化マグネシウム被膜2が全て除去されている)。同図(b)では、蒸着用マグネシウムペレット4の上底面部の一縁からそれに対向する他縁にかけて、直線状の露出領域41が形成されている。同図(c)では、蒸着用マグネシウムペレット4の側周面部に、その上底面部の一縁から下底面部の一縁にかけて直線状の露出領域41が連続的に形成されている。同図(d)では、蒸着用マグネシウムペレット4の側周面部に、上底面部の一縁から下底面部の一縁にかけて曲線状の露出領域41が連続的に形成されている。また、露出領域41は、同図(e)に示すように、蒸着用マグネシウムペレット4の上底面部及び側周面部の両方に設けられていてもよい。
また、同図(f)は、円柱状の被包ペレットを、その上底面部から下底面部にかけて、両底面部に直交する方向で分割することで形成されたペレット片42(蒸着用マグネシウムペレット4)である。1個の円柱状の被包ペレットをこのように分割することで、同図(f)で表されるような、半月状の底面を有する柱状のペレット片42(蒸着用マグネシウムペレット4)を2つ得ることができる。
【0045】
本発明の蒸着用マグネシウムペレット4において、露出領域41が形成される部分及び露出領域41の形状は、特に限定されない。もっとも、好ましくは、図7(c)及び(d)のように、露出領域41は、側周面部に形成され、より好ましくは、図7(d)のように、側周面部に曲線状に形成される。側周面部に設けられた露出領域41は、上述の筒状切削装置を用いて容易に形成することができ、また、チャンバー内における蒸着用マグネシウムペレット4の連続供給に適しているためである。
【0046】
上述のように、本発明の蒸着用マグネシウムペレットは、作業効率を考慮して、切削手段を用いて被包ペレットの酸化マグネシウム被膜を削り取ることで製造されることが好ましい。
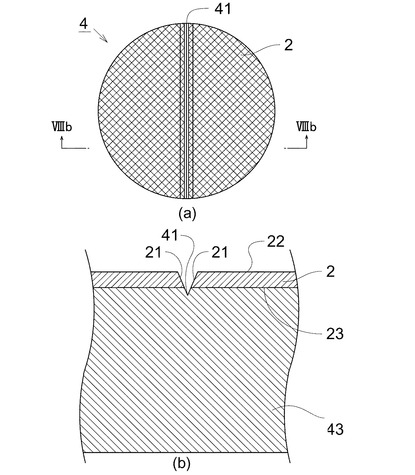
図8は、上底面に露出領域41が形成された円柱状の蒸着用マグネシウムペレットの拡大平面図、及び、そのVIIIb−VIIIb線断面図である。
図8において、蒸着用マグネシウムペレット4は、酸化マグネシウム被膜2と、酸化マグネシウム被膜2が削り取られることによって形成されたマグネシウム塊体43の露出領域41と、を有する。蒸着用マグネシウムペレット4は、酸化マグネシウム被膜2の一部に、露出領域41に臨んだ切削端面21が形成されている。なお、本明細書において、切削端面21とは、切削手段によって削り取られた面を表す。
【0047】
切削端面21の形状は、切削手段によって適宜変更することができ、特に限定されない。例えば、図8(b)において、切削端面21は、酸化マグネシウム被膜2の表面22から裏面23(マグネシウム塊体側の面)にかけて、斜め方向に傾いた傾斜面となるように形成されている。このような傾斜面(切削端面21)は、酸化マグネシウム被膜2を削り取るカッターの刃の縦断面形状に合わせて形成される。即ち、図8(b)においては、縦断面形状が略V字状の刃を用いて酸化マグネシウム被膜2が削り取られているため、切削端面21は、傾斜状に形成される。また、金属ヤスリや紙ヤスリを用いて露出領域41を形成すれば、切削端面21を、よりなだらかな傾斜面とすることができる(図示せず)。
【0048】
本発明の蒸着用マグネシウムペレットにおいて、その表面積に対する、酸化マグネシウム被膜が占める割合(被覆率)は、70%以下であり、好ましくは60%以下であり、より好ましくは35%以下である。被覆率が低ければ低いほど、露出領域の面積が広いため蒸着用マグネシウムペレットが突沸する危険性が低減される。他方、被覆率が70%よりも大きければ、十分な露出領域を確保できず、蒸着用マグネシウムペレットが突沸する可能性があり、安定した蒸着レートを維持することができない虞がある。
なお、本明細書において、被覆率は、式(1):被覆率(%)=(蒸着用マグネシウムペレットの表面積−露出領域の表面積)/蒸着用マグネシウムペレットの表面積×100、で求められる値である。
【0049】
<蒸着工程>
蒸着工程は、上記露出工程を経て得られた蒸着用マグネシウムペレットを気化させて被着体に蒸着させる工程である。
蒸着用マグネシウムペレットは、好ましくは、上述の筒状切削装置を介して蒸着用のチャンバー内に供給される。つまり、蒸着用のチャンバー内において、被包ペレットの酸化マグネシウム被膜を除去して蒸着用マグネシウムを得ること及びその蒸着用マグネシウムを用いて被着体に蒸着膜を形成することが好ましい。
なお、蒸着膜が形成される被着体は、特に限定されず、任意の材料からなる長尺状の基板を用いることができる。このような基板としては、ポリエチルベンゼンやポリエチレンテレフタレートなどからなる樹脂基板、ステンレス鋼などからなる金属基板、及びフレキシブルガラスなどからなるガラス基板などを用いることができる。
【0050】
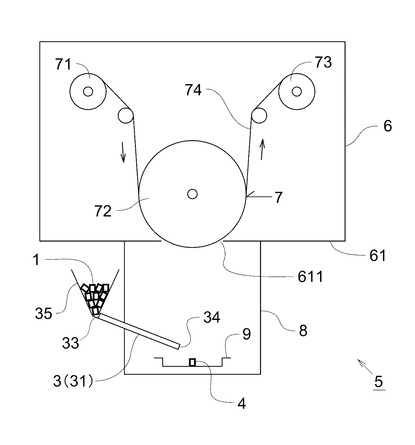
図9は、本発明の好ましい蒸着膜形成装置の一例を表す概略図である。図9において、蒸着膜形成装置5は、第1チャンバー6内に設けられた被着体供給装置7と、第2チャンバー8内に設けられた加熱容器9と、前記第2チャンバー8に組み込まれた筒状切削装置3と、を有する。
なお、図9の被着体供給装置7は、ロールツーロール方式によって長尺状の被着体74を連続的に供給するものである。ただし、本発明の蒸着方法は、ロールツーロールなどのインライン方式で供給される被着体74に連続的にマグネシウムを蒸着する場合に限定されない。もっとも、ロールツーロールなどのインライン方式の場合、バッチ方式に比べてより安定した蒸着レートの維持が求められる。従って、本発明は、インライン方式で蒸着工程が行われるのが好ましい。
【0051】
図9において、被着体供給装置7は、第1チャンバー6内の所定位置に配置されており、第1ロール71、ドラム72、及び第2ロール73と、を有する。この第1ロール71に巻き取られた被着体74は、図9の実線矢印で示された方向に送り出される。
第1チャンバー6と第2チャンバー8は、区画壁61を介して区切られているが、前記区画壁61に設けられた開口611を通じて部分的に連通されている。第1ロール71、ドラム72及び第2ロール73は、第1チャンバー6内に配置されているが、そのドラム72の一部分は、前記開口611から第2チャンバー8側に露出している。また、第2チャンバー8内に設けられた加熱容器9には、ペレット供給装置である筒状切削装置3から蒸着用マグネシウムペレット4が連続的に供給される。
【0052】
蒸着用マグネシウムペレット4を加熱することにより、ペレット4中のマグネシウムが気化する。気化したマグネシウムは、開口611から第2チャンバー8側に露出した被着体74に付着し、その被着体74上にマグネシウムの薄膜(蒸着膜)が形成される。被着体74は、ロールツーロール方式によって連続的に供給されるため、マグネシウムの薄膜も被着体74上に連続的に形成される。
【0053】
加熱容器9は、耐熱性を有するものであれば特に限定されず、例えば、酸化アルミニウムや窒化ホウ素などからなる坩堝を用いることができる。
また、蒸着用マグネシウムペレット4の加熱方法は、特に限定されず、例えば、蒸着用マグネシウムペレットの電子線ビームを照射して加熱する方法や、赤外線ランプや、タングステンやタンタルなどの金属ワイヤーを用いたワイヤーヒーターなどを用いて加熱容器を加熱する抵抗加熱方式などが挙げられる。
さらに、加熱温度は、マグネシウムが気化できる温度であれば特に限定されないが、通常、250〜500℃であり、好ましくは300〜400℃である。加熱温度が500℃よりも高ければ、蒸着用マグネシウムペレットに含まれる大部分のマグネシウム塊体が急激に気化するため、露出領域が設けられていても突沸する虞がある。他方、加熱温度が250℃よりも低ければ、マグネシウムの気化が生じ難く、安定した蒸着レートを維持することが困難である。
【0054】
前記ペレット供給装置である、筒状切削装置3は、その挿入口33が第2チャンバー8の外側に位置し、且つ、その送出口34が第2チャンバー8の内側に位置するように、第2チャンバー8に固定されている。
また、筒状切削装置3のシリンダー部材31内には、予め蒸着工程で必要な複数個の被包ペレット1が装填されている。そして、挿入口33に最も近傍の被包ペレット1を、シリンダー部材31の軸長方向に押圧することで、装填された被包ペレット1がカッター部によって順次削りとられ、連続的に蒸着用マグネシウムペレット4が製造される。製造された蒸着用マグネシウムペレット4は、送出口34から順次送り出される。
被包ペレット1を補充するには、被包ペレット1を、ホッパー35に投入し、整列装置(図示せず)によって、順次挿入口33からシリンダー部材31内へと挿入する。前記整列装置は、被包ペレット1を整列させる機能に加えて、挿入口33に被包ペレット1を軸長方向へ押し出す機能も有する。このような被包ペレット1を押し出す機能は、特に限定されないが、例えば、上述したプランジャー部材の押圧部によって被包ペレット1をシリンダー部材31に押し込むことで達成することができる(図示せず)。
【0055】
このように製造された蒸着用マグネシウムペレット4は、順次、送出口34から第2チャンバー8内に供給される。この際、送出口34の真下又はその近傍に加熱容器9を配置させることで、筒状切削装置3から直接、蒸着用マグネシウムペレット4を加熱容器9に供給できる。なお、ホッパー35による被包ペレット1の筒状切削装置3への補充は、なるべく蒸着レートに影響が及ばないタイミング(例えば、被着体74を交換する際)に行われるのが好ましい。
【0056】
このように筒状切削装置3を第2チャンバー(蒸着用のチャンバー)内に配置することにより、蒸着用マグネシウムペレット4を連続的に加熱容器9に供給することができる。そのため、被着体74にマグネシウムの薄膜を効率的に形成することができる。
【0057】
通常、第2チャンバー内は、非酸化雰囲気に保たれており、好ましくは、真空状態に保たれている。そして、筒状切削装置3の内部は、筒状切削装置3を第2チャンバー内に配置することにより、第2チャンバー内と略同じ雰囲気に維持される。そのため、酸化マグネシウム被膜の除去を非酸化雰囲気下(好ましくは真空下)で行うことができる。
なお、本明細書において、真空とは、真空度1×104Pa以下であり、好ましくは真空度1×103Pa以下である。真空中では、露点温度が−75℃となるように水分濃度が調整される。即ち、水分濃度は、0.0001体積%(1ppm)以下である。また、真空中において、酸素濃度は、0.0001体積%(1ppm)以下であり、より好ましくは0.00002体積%(0.2ppm)である。
なお、筒状切削装置3の挿入口33は、第2チャンバーの外部に連通しているので、第2チャンバー内の非酸化雰囲気を維持できない場合も考えられる。このような点を考慮して、筒状切削装置3の挿入口33及び送出口34の少なくとも何れか一方に、その口に気密的に閉塞可能な開閉蓋(図示せず)を設けておくことが好ましい。このような開閉蓋を用いることで、第2チャンバー内の雰囲気と筒状切削装置内部の雰囲気を略同一に維持することができる。
【0058】
加熱容器9に収納される蒸着用マグネシウムペレット4の量は、蒸着レートを考慮して、所定量に保たれていることが好ましい。しかし、マグネシウムの気化によって加熱容器9中の蒸着用マグネシウムペレット4は徐々に減少する。本発明では、上記筒状切削装置3によって蒸着用マグネシウムペレット4を加熱容器9に連続的に供給するので、減少した蒸着用マグネシウムペレット4を常時補充することができる。このため、加熱容器9内の蒸着用マグネシウムペレット4を所定量に保ったり、或いは、その量の変更(その量の調整)を容易に行うことができる。
【0059】
上記蒸着において使用される蒸着用マグネシウムペレット4は、マグネシウム塊体の少なくとも一部が露出している。そのため、蒸着時に気化したマグネシウムが、酸化マグネシウム被膜を圧迫することがない。従って、膨張した気化マグネシウムによって酸化マグネシウム被膜が破断することを防止できる。つまり、蒸着時に、蒸着用マグネシウムペレット4が突沸を生じることがなく、安定した蒸着レートで蒸着を行うことができる。
【0060】
<本発明の用途>
本発明のマグネシウムの蒸着方法及び蒸着用マグネシウムペレットは、有機EL、太陽電池で用いられるCIGSや有機薄膜、薄膜コンデンサー、薄膜トランジスタ(TFT)、及び薄膜リチウム二次電池などの作製に用いることができる。
もっとも、本発明のマグネシウムの蒸着方法及び蒸着用マグネシウムペレットは、有機ELの作製に用いるのが好ましい。
【実施例】
【0061】
以下、実施例及び比較例を示して本発明を更に説明する。なお、本発明は、下記実施例のみに限定されるものではない。
【0062】
<筒状切削装置>
ニッケル及びクロムを含むステンレス鋼(SUS304)からなる2種類の筒状切削装置を作製した。
(第1の筒状切削装置)
第1の筒状切削装置は、シリンダー部材の内周面に、平面視曲線状の複数のカッター部を設けることで作製した。シリンダー部材は、長さ60mm、内径6.2mmの円形状の挿入口及び送出口を有する円筒状部材を用いた。また、前記カッター部は、シリンダー部材の軸長方向中央部近傍における内周面に部分的に設けた。
第1の筒状切削装置において、カッター部は、合計39箇所設け、各カッター部は、シリンダー部材の内周面において、一カッター部の刃の先端部から他カッター部の刃の先端部の距離が0.5mmとなるように間隔をあけて並設した。また、各カッター部の刃の突出長さは、0.1mmとした。各カッター部の軸長方向における一端部から他端部は、筒の入口部から送出口部に揃えるようにした。
(第2の筒状切削装置)
平面視直線状のカッター部を設けたこと以外は、第1の筒状切削装置と同様の構成を有する第2の筒状切削装置を作製した。なお、各カッター部の軸長方向における一端部から他端部は、筒の入口部から送出口部に揃えるようにした。
【0063】
<被包ペレット>
直径6mmの円形状の底面を有する高さ6mmの円柱状ペレット((株)高純度科学研究所製:製品名「純マグネシウムワイヤーカット品」)を被包ペレットとして用いた。被包ペレットは、その全面が酸化マグネシウム被膜によって覆われており、その厚みは略20nmであった。また、被包ペレットの酸化マグネシウム被膜の内側に含まれるマグネシウム塊体の純度は、99.9%であった。
被包ペレットの表面積は、式(2):2πr2+2πrtによって算出された。ここで式(2)において、πは、円周率を表し、rは、円柱状被包ペレットの上底面及び下底面の半径を表し、tは、円柱状被包ペレットの高さを表す。即ち、本実施例で使用した、被包ペレットは、rが3mmであり、tが6mmであることから、表面積は約169.56mm2であった。
【0064】
<被着体>
市販のポリエチレンナフタレートフィルム(帝人デュポンフィルム(株)製:型番「Q65FA−125」)を縦20mm×横20mmの寸法に切り出した試験片を被着体として用いた。なお、試験片の厚みは、125μmであった。
【0065】
<実施例1>
上記第1の筒状切削装置に被包ペレットを充填し、蒸着膜形成装置(TI製:製品名「TIEL−600」」)に第1の筒状切削装置を連結した。続いて、蒸着膜形成装置内に抵抗加熱用の加熱容器(誠南工業(株)製:製品名「アルミナツボ」)を、筒状切削装置の送出口の真下に位置するように配置した。
次に、蒸着膜形成装置内を1×104Pa以下の真空度になるまで真空排気し、真空度が安定したところで、加熱容器に通電を行い加熱を開始すると共に、被包ペレットを順次押し出し、加熱容器に蒸着用マグネシウムペレットを供給した。
供給された蒸着用マグネシウムペレットが被着体に蒸着する速度(蒸着レート)を水晶膜厚モニター(インフィコン(株)製:製品名「IC−6」)を用いて測定した。また、同水晶膜厚モニターを用いて、蒸着レートが1000Å/secに達した後から50秒間の蒸着レートのばらつきを観察した。ばらつきを観察し始めてから50秒間で約5000nm(50000Å)の膜厚の蒸着膜が得られた。なお、最終的に得られた蒸着膜の厚みは、触針式表面形状測定器((株)アルバック製:製品名「Dektak150」)を用いて測定した。
【0066】
なお、表1において、蒸着レートのばらつき(%)は、式(3):(基準レート−変動レート)/基準レート×100、によって求められる値である。ここで、式(3)において、基準レートは、1000Å/secであり、変動レートは、前記基準レート(1000Å/sec)から上下に変動した数値を表す。
蒸着レートのばらつきが低ければ低いほど蒸着レートが安定していることを表し、この値が高ければ高いほど蒸着レートが不安定であることを表す。
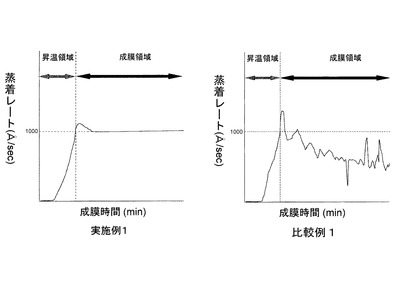
また、図10において、昇温領域は、蒸着レートが1000Å/secに達するまでの製膜時間及び蒸着レートを示し、製膜領域は、昇温領域以降の製膜時間及び蒸着レートを示す。
【0067】
<実施例2>
第1の筒状切削装置に代えて、第2の筒状切削装置を用いたことを除いて、上記実施例1と同様に蒸着用マグネシウムペレットを製造し、蒸着レートのばらつきを観察した。この結果を以下の表1に表す。
【0068】
<比較例1>
筒状切削装置を用いず、表面全体が酸化マグネシウム被膜で被覆された被包ペレットをそのまま蒸着用マグネシウムペレットとして用いたこと以外は、上記実施例1と同様に蒸着レートのばらつきを観察した。この結果を以下の表1及び図10に表す。
【0069】
【表1】

【0070】
なお、実施例1及び2並びに比較例1の蒸着用マグネシウムペレットの、酸化マグネシウムの被覆率は、X線光電子分光解析装置(ESCA)(アルバックファイ(株)社製:製品名「PHI Quantera SXM」)による深さ方向分析により行った。具体的には、酸化膜が検出された部分と純マグネシウムが検出された部分を測定することにより、それぞれの表面積を算出し、さらに、これらの値を上記式(1)に代入することにより求めた。また、露出領域の最大深さも、同ESCAによる深さ方向分析により行った。
【0071】
[評価]
比較例1では、酸化マグネシウムの被覆率が100%であるため、蒸着用マグネシウムペレットの突沸が生じた。その結果、図10に表されるように、そのばらつきは70%と非常に高い値であり、蒸着レートが安定しているとは評価できない。
他方、実施例1及び2では、筒状切削装置によって酸化マグネシウム被膜が削り取られているため、突沸が生じず、蒸着レートのばらつきも8%以下と、低い値に抑えられている。また、図10に表されるように、実施例1及び2では、蒸着レートは、概ね1000Å/secを保ったまま蒸着レートが安定していると評価できる。
特に、実施例1においては、第1の筒状切削装置のカッター部の刃が平面視曲線状であるため、得られた蒸着用マグネシウムペレットの側周面部には、曲線状の露出領域が形成される。そのため、実施例2(平面視直線状の刃を用いた場合)に比して、酸化マグネシウム被膜の被覆率をより一層低くすることが可能である。そのため、実施例1の蒸着用マグネシウムペレットの蒸着レートのばらつきは5%と非常に低い値に抑えられている。このように、酸化マグネシウム被膜の被覆率が小さければ小さいほど蒸着用マグネシウムペレットの突沸が抑制され、蒸着レートが安定することが読み取れる。
【符号の説明】
【0072】
1…被包ペレット、2…酸化マグネシウム被膜、21…切削端面、4…蒸着用マグネシウムペレット、41…露出領域、42…ペレット片
【技術分野】
【0001】
本発明は、マグネシウムの蒸着方法、蒸着用マグネシウムペレットの製造方法、及び蒸着用マグネシウムペレットに関する。
【背景技術】
【0002】
有機EL表示素子の電極、薄膜コンデンサー、又は薄膜トランジスタ(TFT)などを形成するために、被着体(一般的には基板)にマグネシウムの薄膜を蒸着することが知られている。
前記蒸着において、通常、蒸着源となるマグネシウムは、ペレット形態で、真空チャンバー内に設けられた坩堝などの加熱容器に供給される。そして、蒸着用マグネシウムペレットが収納された加熱容器を加熱することにより、マグネシウムが気化する。気化したマグネシウムが、被着体上に付着することによって、マグネシウムの薄膜(蒸着膜)が形成される。
インライン方式で有機EL表示装置、薄膜太陽電池の電極、又は薄膜トランジスタ(TFT)などの薄膜素子を作るにあたり、被着体が、蒸着源であるマグネシウムの直下(蒸着エリア)を通過した際の蒸着レートは、そのまま膜厚に反映される。そのため、インライン方式においては、バッチ方式と比べて、より安定な蒸着レートが必要となる。さらに、生産性を向上させるためには、迅速に所望の値まで蒸着レート(通常のバッチ方式よりも10倍以上の高速レート)を到達させる必要がある。つまり、安定かつ高速に所望の蒸着レートまで上げて、なおかつ、安定した蒸着レートで長時間マグネシウムを蒸着できる方法が望まれている。
【0003】
ところで、マグネシウムペレットを蒸着源として加熱し、気化させる際、マグネシウムの突沸がたびたび生じることが知られている。ここで、突沸とは、マグネシウムペレットの加熱中に、その局部的な気化が突発的に生じることにより、マグネシウムが飛散する現象である。
このような突沸が生じると、一定時間に被着体上に形成される蒸着膜の厚み(蒸着レート)が安定しないという問題がある。また、マグネシウムが被着体に付着し、熱的損傷を与える問題もある。
【0004】
そこで、特許文献1には、マグネシウムを含む蒸着材料の突沸を防止するため、蒸着材料を予めその溶融温度又は昇華温度よりも十分に低い温度で予備加熱することが開示されている。
しかし、この方法では、蒸着時の温度管理を厳密に行う必要がある。そのため、蒸着レートを安定的に維持するのが難しいという問題がある。
また、特許文献2には、予め蒸着材料(アルミニウム)を加熱し、加熱された蒸着材料の形状変化を検出しつつ加熱温度を制御することで、突沸を未然に防ぐことが開示されている。
しかし、この方法では、蒸着材料をカメラで撮影し、撮影されたデータを解析するという煩雑な手順が必要である。また、特許文献1と同様、蒸着レートを安定的に維持することが困難であるという問題がある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平7−331420号公報
【特許文献2】特開2004−185835号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記問題点に鑑み、突沸を比較的簡単な処理で防止することができ、安定した蒸着レートを維持できるマグネシウムの蒸着方法、蒸着用マグネシウムペレット、及びその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0007】
本発明者らは、マグネシウムを蒸着源として用いた場合に、突沸が生じやすい原因について、鋭意研究を行った。
マグネシウムは、大気や湿気に対して非常に反応性が高い。そのため、マグネシウム塊体が大気に長時間曝露されると、その表面に、大気中の酸素とマグネシウムとの酸化反応により、酸化マグネシウム(MgO)の被膜が形成される。
酸化マグネシウム被膜は、マグネシウムに比べて融点及び沸点が高い。そのため、表面に酸化マグネシウム被膜を有するマグネシウム塊体(被包ペレット)をそのまま蒸着源として用いた場合、加熱によりマグネシウム塊体が気化しても、酸化マグネシウム被膜は、未だ融点に達しておらず、固体状に保たれたままとなる。従って、気化マグネシウムが酸化マグネシウム被膜内に封じ込められる。
そして、そのまま被包ペレットに対し加熱を継続すると、膨張した気化マグネシウムによって酸化マグネシウム被膜が徐々に圧迫される。その結果、ある段階で、酸化マグネシウム被膜が気化マグネシウムの圧迫に耐えられなくなり破断し、突沸が生じる。突沸が生じると、被着体にマグネシウムが付着し、熱的損傷を与えるだけでなく、安定した蒸着レートを維持することができない。
特に、マグネシウムは、昇華性を有しているため、液体状態を経ることなく気化し易いという特性を有する。従って、気化マグネシウムは、酸化マグネシウム被膜を圧迫し易い傾向がある。
本発明者らは、このような突沸メカニズムに着目して本発明を創作した。
【0008】
本発明のマグネシウムの蒸着方法は、マグネシウム塊体と前記塊体の表面を覆う酸化マグネシウム被膜とを有する被包ペレットの、前記マグネシウム塊体の一部又は全部を露出させる露出工程と、露出工程を経て得られたペレットを加熱してマグネシウムを被着体に蒸着させる蒸着工程と、を有する。
【0009】
本発明の蒸着方法は、加熱によって気化したマグネシウムが拡散することができ、酸化マグネシウム被膜が圧迫されることがない。そのため、酸化マグネシウム被膜が、膨張した気化マグネシウムによって突然破断することを防ぐことができる。
【0010】
本発明の好ましい蒸着方法は、露出工程が、切削手段を用いて前記酸化マグネシウム被膜の一部又は全部を削り取ることを含む。さらに、本発明の他の好ましい蒸着方法は、露出工程が、前記ペレットを、前記塊体を分断するように2以上のペレット片に分割することを含む。
【0011】
また、本発明の他の好ましい蒸着方法は、被包ペレットが円柱状であり、前記円柱状の被包ペレットの側周面部における酸化マグネシウム被膜の一部又は全部を削り取る。さらに、本発明の好ましい蒸着方法では、露出工程が、非酸化雰囲気下で行われる。
【0012】
本発明の別の局面によれば、マグネシウム塊体と前記塊体の表面を覆う酸化マグネシウム被膜とを有する被包ペレットの、前記マグネシウム塊体の一部又は全部を露出させることにより、蒸着用マグネシウムペレットを得る、蒸着用マグネシウムペレットの製造方法が提供される。
【0013】
さらに、本発明の別の局面によれば、マグネシウム塊体と前記塊体の表面を覆う酸化マグネシウム被膜とを有し、前記マグネシウム塊体の一部が露出した露出領域が形成され、前記酸化マグネシウム被膜の一部に、前記露出領域に臨んだ切削端面が形成されている、蒸着用マグネシウムペレットが提供される。
【発明の効果】
【0014】
本発明のマグネシウムの蒸着方法によれば、膨張した気化マグネシウムによって酸化マグネシウム被膜が破断され難くなる。従って、突沸が生じ難くなるので、本発明の蒸着方法によれば、安定した蒸着レートで蒸着を行うことができる。
【図面の簡単な説明】
【0015】
【図1】(a)乃至(g)は、それぞれ本発明の蒸着方法に用いられるペレットの斜視図。
【図2】(a)は、本発明の筒状切削装置の斜視図、(b)は、プランジャー部材の斜視図。
【図3】図2(a)のIII−III線断面図。
【図4】図2(a)のIV−IV線断面図。
【図5】(a)及び(b)は、本発明の筒状の切削装置の変形例の断面図。
【図6】(a)乃至(c)は、本発明の筒状の切削装置の変形例の断面図。
【図7】(a)乃至(f)は、本発明の蒸着用マグネシウムペレットの斜視図。
【図8】(a)は、本発明の蒸着用マグネシウムペレットの拡大平面図、(b)は、そのVIIIb−VIIIb線断面図。
【図9】本発明の蒸着膜形成装置の一例を示す概略図。
【図10】実施例及び比較例の蒸着用マグネシウムペレットを用いて蒸着を行った際の経時的な蒸着レートの変動を表すグラフ図。
【発明を実施するための形態】
【0016】
本発明のマグネシウムの蒸着方法は、少なくとも、マグネシウム塊体と前記塊体の表面を覆う酸化マグネシウム被膜とを有する被包ペレットの、前記マグネシウム塊体の一部又は全部を露出させる露出工程と、露出工程を経て得られたペレットを加熱してマグネシウムを被着体に蒸着させる蒸着工程と、を有する。
露出工程によって得られる、酸化マグネシウム被膜の一部又は全部が除去されたペレットを蒸着工程に用いることによって、突沸を防止することができる。
以下、本発明のマグネシウムの蒸着方法について詳述する。
ただし、本明細書において、「AAA〜BBB」は、「AAA以上BBB以下」を意味する。また、露出工程を経て得られたペレットを「蒸着用マグネシウムペレット」と記す場合がある。
【0017】
<被包ペレット>
本発明のマグネシウムの蒸着方法に用いられる被包ペレットは、マグネシウム塊体と、前記塊体の表面を覆う酸化マグネシウム被膜と、を有する。
被包ペレットは、前記酸化マグネシウム被膜によってマグネシウム塊体の表面全体が被覆されている。そのため、酸化マグネシウム被膜は、その内側のマグネシウム塊体を酸化や浸食から保護する機能を有する。
一般的には、酸化マグネシウム被膜は、マグネシウム塊体を大気中に放置するだけで、その表面が酸化されることで容易に形成され得る。
【0018】
また、前記マグネシウム塊体は、純度が100質量%のマグネシウム(純マグネシウム)だけでなく、蒸着に悪影響を与えない範囲で不純物を微量に含んでいてもよい。マグネシウム塊体の純度は、通常99.0〜100質量%であり、好ましくは、99.5〜100質量%であり、特に好ましくは99.9〜100質量%である。
マグネシウムの純度が、99.0質量%よりも低い場合、蒸着工程において、被包ペレット中の熱伝導性に影響を与える可能性がある。また、不純物が気化すると、蒸着によって被着体に形成されるマグネシウムの薄膜(蒸着膜)の純度が低下する虞がある。
【0019】
マグネシウム塊体の表面全体が酸化マグネシウム被膜によって被覆されていれば、被包ペレットの形状は特に限定されない。被包ペレットの形状は、坩堝やセルなどの加熱容器の内寸法や取扱性を考慮して任意に設計することができる。
図1は、本発明で用いられる被包ペレットの斜視図である。被包ペレット1は、酸化マグネシウム被膜2によって全体が被覆されている。なお、図1において酸化マグネシウム被膜2は、網状模様で表されている(図7乃至図9においても同様である)。
被包ペレット1の形状としては、例えば、図1(a)で表されるような円柱状、同図(b)で表されるような円錐状、同図(c)で表されるような円錐台状、同図(d)で表されるような多角柱状、同図(e)で表されるような多角錐状、同図(f)で表されるような多角錐台状、及び同図(g)で表されるような球形状などが挙げられる。
被包ペレットの形状として、円柱状、円錐状、又は円錐台状を採用する場合、その底面形状は円形状であってもよく、楕円形状であってもよい。
【0020】
また、多角柱状、多角錐状、又は多角錐台状を採用する場合、その底面形状は多角形であれば特に限定されない。底面形状は、正方形や長方形などの四角形であってもよく、四角形以外の多角形であってもよい。
さらに、球形状を採用する場合、同図(g)で表されるような真円球であってもよく、楕円球であってもよい(図示せず)。
【0021】
被包ペレット1の形状として、円柱状、円錐状、又は円錐台状を採用する場合、底面の直径(底面が楕円状である場合、その長軸)の長さは特に限定されないが、一般的に5mm〜20mmであり、好ましくは5mm〜10mmであり、より好ましくは5mm〜8mmである。また、角柱状、角錐状、又は角錐台状を採用する場合、底面の対角線の長さ(底面が正方形以外の多角形である場合、最も長い対角線の長さ)は、一般的に5mm〜20mmであり、好ましくは5mm〜10mmであり、より好ましくは5mm〜8mmである。
また、被包ペレット1の高さ(ペレットの底面を平坦な面に載置した場合の最大高さ)は、一般的には5mm〜20mmであり、好ましくは5mm〜10mmであり、より好ましくは5mm〜8mmである。
他方、被包ペレット1の形状が、球形状である場合、その直径(楕円球である場合、その長軸)の長さは特に限定されないが、一般的に5mm〜20mmであり、好ましくは5mm〜10mmであり、より好ましくは5mm〜8mmである。
【0022】
被包ペレット1の体積は、一般的に390mm3〜26000mm3であり、好ましくは390mm3〜3200mm3であり、より好ましくは390mm3〜1700mm3である。
被包ペレット1の体積が390mm3よりも小さい場合、後述する、酸化マグネシウム被膜2の内側にあるマグネシウム塊体を露出させる工程(露出工程)が実施困難となる虞がある。他方、体積が26000mm3よりも大きい場合、蒸着レートを、チャンバー内における蒸着用マグネシウムペレットの供給量で微調整することが困難となる虞がある。
【0023】
また、図1(a)〜(f)で表される被包ペレット1は、その底面と側面とが、その境界部分において鋭角又は鈍角をなすように形成されている。もっとも、その境界部分の角部が面取りされ、境界部分が弧状に形成されていてもよい(図示せず)。
【0024】
本発明においては、後述する切削手段との兼ね合いから、被包ペレット1の形状は、好ましくは円柱状又は角柱状であり、より好ましくは円柱状であり、特に好ましくは、円形状の底面を有する円柱状である。
円形状の底面を有する円柱状の被包ペレット1は、後述する切削手段により、その側周面部にある酸化マグネシウム被膜を容易に削り落とすことができる。即ち、被包ペレット1の側周面部において、マグネシウム塊体を、容易に露出させることができる。
【0025】
<露出工程>
露出工程は、上述の被包ペレットの酸化マグネシウム被膜の一部又は全部を除去し、酸化マグネシウム被膜の内側にあるマグネシウム塊体の一部又は全部を露出させる工程である。
前記露出工程において、マグネシウム塊体を露出させる方法は、特に限定されない。例えば、第1の方法は、被包ペレットをマグネシウム塊体を分断するように2以上のペレット片に分割する方法が挙げられ、第2の方法は、酸化マグネシウム被膜の一部又は全部を切削手段を用いて削り取る方法、などが挙げられる。
本発明の露出工程では、これら第1又は2の方法を1種単独で用いてもよく、両方を組み合わせて用いてもよい。
【0026】
前記第1の方法は、クロム及びニッケルを含むステンレス鋼、タンタル、又は銅などからなるカッターを用いて被包ペレットを機械的に切断する方法、レーザーを用いて被包ペレットを切断する方法、ステンレスなどからなるハンマーを用いて被包ペレットを叩き割る方法、などが含まれる。
もっとも、レーザーを用いて被包ペレットを切断した場合、その切断面において露出したマグネシウム塊体が、レーザー光の熱量によって容易に酸化し得る虞がある。また、被包ペレットを切断可能なほどの出力を有するレーザー光は、大がかりなレーザー設備を用いなければならない。そのため、レーザー光を用いて切断する場合、蒸着用マグネシウムペレットの生産コストが高くなりすぎる虞がある。
また、ハンマーを用いて被包ペレットを叩き割る場合、各ペレット片の大きさや、マグネシウム塊体が露出した領域(露出領域)の表面積が、各ペレット片によってまばらとなる虞がある。
このような観点から、第1の方法としては、ステンレス鋼などからなるカッターを用いて被包ペレットを機械的に切断する方法が好ましく用いられる。
【0027】
第1の方法を用いる場合、ペレット片の体積及び露出領域の表面積は、各ペレット片で略同一であることが好ましい。各ペレット片の体積や露出領域の表面積を略同一とすることで、それぞれのペレット片(蒸着用マグネシウムペレット)を同条件で加熱した際における蒸着レートが、均等となり易い。従って、チャンバー内におけるペレット片の供給量を変更した際に、それがマグネシウムの蒸着レートに与える影響について容易に予測が可能となる。従って、チャンバー内におけるペレット片の供給速度を調整することで蒸着レートを簡単に調整できる。
【0028】
前記第2の方法は、特に限定されない。切削手段としては、例えば、金属ヤスリや紙ヤスリを用いて被包ペレットを研磨する方法や、カッター等の切削工具を用いて酸化マグネシウム被膜を削り取る方法、などが挙げられる。もっとも、本発明では、好ましくは、切削工具を用いて酸化マグネシウム被膜を削り取る方法が用いられ、より好ましくは、後述する筒状の切削部を有する切削装置(以下、単に筒状切削装置と記す場合がある)を用いて酸化マグネシウム被膜を削り取る方法が用いられる。
後述するような筒状切削装置を用いれば、加熱容器に蒸着用マグネシウムペレットを連続供給することができる。また、筒状切削装置を蒸着用のチャンバー内に配置することにより、露出工程を非酸化雰囲気下で行うことができる。以下、筒状切削装置について詳述する。
【0029】
(筒状切削装置)
図2(a)は、本発明の筒状切削装置を表した斜視図であり、図3は、そのIII−III線断面図であり、図4はそのIV−IV線断面図である。
筒状切削装置3は、細長い筒状のシリンダー部材31と、前記シリンダー部材31の内周面311上に、刃322が突出するように設けられたカッター部32と、を有する。筒状切削装置3の一端部には、被包ペレットの挿入口33が設けられており、その他端部には、被包ペレットの送出口34が設けられている。
【0030】
本発明の筒状切削装置3に被包ペレットを挿入する手段は特に限定されないが、好ましくは、図2(b)で表されるようなプランジャー部材35を用いて挿入される。
プランジャー部材35は、細長状の軸部351と、軸部351の一端に設けられた押圧部352と、を有する。押圧部352の形状は、被包ペレットを筒状切削装置3に押入し易いものであれば特に限定されず、筒状切削装置3の挿入口33の形状に合わせて適宜変更することができる。もっとも、後述するように、挿入口33の形状は、円形状が好ましいことから、押圧部352の形状は、図2(b)に表されるような円柱状が好ましい。
【0031】
被包ペレットは、プランジャー部材35の押圧部352で押し込まれることで、挿入口33に挿入される。挿入された被包ペレットは、さらに、シリンダー部材31の内側を軸長方向に通過するように、プランジャー部材35によって押し込まれる。そして、被包ペレットは、送出口34から押し出される。被包ペレットが、シリンダー部材31の内側を通過する際、前記カッター部32によって被包ペレットの酸化マグネシウム被膜が削り取られることによってマグネシウム塊体が露出する。
【0032】
シリンダー部材31の挿入口33及び送出口34の形状は、図2及び図3に表されるように円形状に限定されるものではない。挿入口33及び送出口34の形状は、被包ペレットの形状に合わせて適宜に変更することができる。
もっとも、本発明においては、上述のように、被包ぺレットの形状は、多角柱状又は円柱状などの柱状であることが好ましい。そのため、挿入口33及び送出口34の形状もこれら柱状の底面に合わせて、円形状や多角形状に形成されるのが好ましい。
柱状の被包ペレットを用いることにより、シリンダー部材31の内側を被包ペレットが通過する際に、被包ペレットの側周面部が、シリンダー部材31の内周面311に当接しつつ通過する。従って、軸長方向に押し出した被包ペレットが、軸長方向と直交する方向にぶれずにシリンダー部材31の内側を通過するため、被包ペレットの側周面部の酸化マグネシウム被膜を確実に削り取ることができる。
【0033】
シリンダー部材31及びプランジャー部材35の材質は、特に限定されず、好ましくは酸化マグネシウム被膜よりも硬度が高い金属を用いて調製される。このような金属としては、クロム及びニッケルを含むステンレス鋼、タンタル、又は銅などが挙げられる。
また、カッター部32の材質も、酸化マグネシウム被膜よりも硬度が高い金属であれば特に限定されず、好ましくは、クロム及びニッケルを含むステンレス鋼、タンタル、又は銅などからなる刃が用いられる。
カッター部32は、基底部321と、刃322と、を有している。前記基底部321が筒状部材31の一部に埋め込まれることで、カッター部32は、シリンダー部材31の内周面311上に固定され、且つ、前記刃322が、筒状部材31の内周面311からシリンダー部材31の内側方向に突出する。
【0034】
カッター部32の刃322の突出長さは、特に限定されず、酸化マグネシウム被膜の厚みに応じて適宜変更することができる。もっとも、刃322の突出長さは、酸化マグネシウム被膜の厚みに比して若干大きいことが好ましく、通常、0.01mm〜0.20mmであり、好ましくは0.01mm〜0.15mmであり、より好ましくは0.05mm〜0.1mmである。
刃322の突出長さが、酸化マグネシウム被膜の厚みよりも小さい場合、酸化マグネシウム被膜を十分に削り取ることができない虞がある。他方、刃322の突出長さが大きすぎる場合、必要以上にマグネシウム塊体を削り取る虞がある。
【0035】
カッター部32の数は、シリンダー部材31の内周面311上において、削り取る酸化マグネシウム被膜の面積に応じて適宜変更することができる。カッター部32は、少なくとも1つ設けられていればよく、2箇所以上設けられていてもよい。
カッター部32を2箇所以上設ける場合、その配置は限定されず、図3、図5(a)、及び図5(b)に示すように、各々のカッター部32が対向するように設けられていてもよい。なお、図3において、各カッター部32は、内周面311において、周方向に180°となるように配置されており、図5(a)では、周方向に90°となるように配置されており、図5(b)では、周方向に45°となるように配置されている。
【0036】
また、カッター部32は、上述のように規則的に配置されていなくてもよく、内周面311においてランダムに配置されていてもよい(図示せず)。
もっとも、あまりにカッター部32の数が少なければ、酸化マグネシウム被膜を十分に削り取れない虞がある。他方、あまりにカッター部32の数が多ければ、被包ペレットをシリンダー部材31から押し出す(送出する)ことが困難となる虞がある。そのため、本発明では、カッター部32は、図3に示すように、内周面311において、180°となるように2箇所配置されているか、又は、図5(a)に示すように、90°となるように4箇所配置されていることが好ましい。
【0037】
また、図2及び図4において、内周面311上に、平面視直線状のカッター部32(刃322)が、部分的に設けられているが、本発明はこれに限定されるものではない。
例えば、図6(a)に示すように、内周面311上に、挿入口33から送出口34にかけて、平面視直線状の刃322が、軸長方向全体に渡って連続的に設けられていてもよく、図6(b)に示すように、挿入口33の近傍の内周面311上にのみ、平面視直線状の刃322が、部分的に設けられていてもよく、図6(c)に示すように、内周面311上に、平面視曲線状の刃322が、軸長方向中央部近傍に部分的に設けられていてもよい。
【0038】
もっとも、被包ペレットの挿入や押し出しを容易に行えるように、刃322は、図4、図6(b)、又は図6(c)に示すように、内周面311上の挿入口近傍又は軸長方向中央部近傍の一部に設けられることが好ましい。また、より好ましくは、図6(c)に示すように、内周面311上の一部に、平面視曲線状の刃322が、軸長方向中央部近傍に部分的に形成されていることが好ましい。このような平面視曲線状の刃322を有する筒状切削装置3は、被包ペレットの側周面部の酸化マグネシウム被膜を曲線状に削り取ることができる。そして、平面視曲線状の刃322を用いることで、平面視直線状の刃322を用いた場合に比して、露出領域の面積を広くすることができる。
【0039】
なお、本発明の筒状切削装置3のシリンダー部材31の内周面311には、カッター部以外の切削手段が設けられていても良い。このような切削手段としては、内周面311の全面又は一部分が凹凸を有するように設けられたヤスリ面が例示できる(図示せず)。特に、このようなヤスリ面を、シリンダー部材31の内周面311の全面に設けることで、被包ペレットの側面を満遍なく削り取ることができ、露出領域の面積が広い蒸着用マグネシウムペレットを製造することができる。
【0040】
上記露出工程は、非酸化雰囲気下で行われることが好ましい。
上述のようにマグネシウムは酸化し易い。被包ペレットの酸化マグネシウム被膜の一部又は全部を除去することによって、マグネシウム塊体の一部又は全部が露出した蒸着用マグネシウムペレットを得ても、その後、その露出領域が、酸化マグネシウム被膜で覆われるからである。
【0041】
前記非酸化雰囲気は、酸素濃度が0体積%である場合に限られず、酸化マグネシウム被膜の一部又は全部を除去する際に、酸化マグネシウム被膜が再形成されない程度に酸素を含んだ状態(低酸素状態)を含む。
具体的には、非酸化雰囲気は、雰囲気中の酸素濃度が、1体積%以下、好ましくは、0.5体積%以下、より好ましくは、0.1体積%以下、特に好ましくは0体積%である。
また、被包ペレットの酸化マグネシウム被膜の一部又は全部を除去する際には、窒素ガスやアルゴンガスなどの不活性ガスが存在していてもよい。このような不活性ガスは、マグネシウムの酸化に寄与しない。
【0042】
(蒸着用マグネシウムペレット)
本発明の蒸着用マグネシウムペレットは、上述の被包ペレットが露出工程を経て得ることができる。つまり、被包ペレットに対し人為的にマグネシウム塊体を露出させる(露出領域を形成する)ことによって、蒸着用マグネシウムペレットを製造することができる。
【0043】
図7は、露出工程を経て得られた、本発明の蒸着用マグネシウムペレットの斜視図である。なお、本発明においては、上述のように被包ペレットの形状は限定されるものではない。しかし、図7においては、便宜上、円形状の底面を有する円柱状の被包ペレットを用いた場合に製造され得る蒸着用マグネシウムペレットのみを示している。
【0044】
図7(a)では、蒸着用マグネシウムペレット4の上底面部の全域が露出領域41とされている(即ち、被包ペレットの上底面部にあった酸化マグネシウム被膜2が全て除去されている)。同図(b)では、蒸着用マグネシウムペレット4の上底面部の一縁からそれに対向する他縁にかけて、直線状の露出領域41が形成されている。同図(c)では、蒸着用マグネシウムペレット4の側周面部に、その上底面部の一縁から下底面部の一縁にかけて直線状の露出領域41が連続的に形成されている。同図(d)では、蒸着用マグネシウムペレット4の側周面部に、上底面部の一縁から下底面部の一縁にかけて曲線状の露出領域41が連続的に形成されている。また、露出領域41は、同図(e)に示すように、蒸着用マグネシウムペレット4の上底面部及び側周面部の両方に設けられていてもよい。
また、同図(f)は、円柱状の被包ペレットを、その上底面部から下底面部にかけて、両底面部に直交する方向で分割することで形成されたペレット片42(蒸着用マグネシウムペレット4)である。1個の円柱状の被包ペレットをこのように分割することで、同図(f)で表されるような、半月状の底面を有する柱状のペレット片42(蒸着用マグネシウムペレット4)を2つ得ることができる。
【0045】
本発明の蒸着用マグネシウムペレット4において、露出領域41が形成される部分及び露出領域41の形状は、特に限定されない。もっとも、好ましくは、図7(c)及び(d)のように、露出領域41は、側周面部に形成され、より好ましくは、図7(d)のように、側周面部に曲線状に形成される。側周面部に設けられた露出領域41は、上述の筒状切削装置を用いて容易に形成することができ、また、チャンバー内における蒸着用マグネシウムペレット4の連続供給に適しているためである。
【0046】
上述のように、本発明の蒸着用マグネシウムペレットは、作業効率を考慮して、切削手段を用いて被包ペレットの酸化マグネシウム被膜を削り取ることで製造されることが好ましい。
図8は、上底面に露出領域41が形成された円柱状の蒸着用マグネシウムペレットの拡大平面図、及び、そのVIIIb−VIIIb線断面図である。
図8において、蒸着用マグネシウムペレット4は、酸化マグネシウム被膜2と、酸化マグネシウム被膜2が削り取られることによって形成されたマグネシウム塊体43の露出領域41と、を有する。蒸着用マグネシウムペレット4は、酸化マグネシウム被膜2の一部に、露出領域41に臨んだ切削端面21が形成されている。なお、本明細書において、切削端面21とは、切削手段によって削り取られた面を表す。
【0047】
切削端面21の形状は、切削手段によって適宜変更することができ、特に限定されない。例えば、図8(b)において、切削端面21は、酸化マグネシウム被膜2の表面22から裏面23(マグネシウム塊体側の面)にかけて、斜め方向に傾いた傾斜面となるように形成されている。このような傾斜面(切削端面21)は、酸化マグネシウム被膜2を削り取るカッターの刃の縦断面形状に合わせて形成される。即ち、図8(b)においては、縦断面形状が略V字状の刃を用いて酸化マグネシウム被膜2が削り取られているため、切削端面21は、傾斜状に形成される。また、金属ヤスリや紙ヤスリを用いて露出領域41を形成すれば、切削端面21を、よりなだらかな傾斜面とすることができる(図示せず)。
【0048】
本発明の蒸着用マグネシウムペレットにおいて、その表面積に対する、酸化マグネシウム被膜が占める割合(被覆率)は、70%以下であり、好ましくは60%以下であり、より好ましくは35%以下である。被覆率が低ければ低いほど、露出領域の面積が広いため蒸着用マグネシウムペレットが突沸する危険性が低減される。他方、被覆率が70%よりも大きければ、十分な露出領域を確保できず、蒸着用マグネシウムペレットが突沸する可能性があり、安定した蒸着レートを維持することができない虞がある。
なお、本明細書において、被覆率は、式(1):被覆率(%)=(蒸着用マグネシウムペレットの表面積−露出領域の表面積)/蒸着用マグネシウムペレットの表面積×100、で求められる値である。
【0049】
<蒸着工程>
蒸着工程は、上記露出工程を経て得られた蒸着用マグネシウムペレットを気化させて被着体に蒸着させる工程である。
蒸着用マグネシウムペレットは、好ましくは、上述の筒状切削装置を介して蒸着用のチャンバー内に供給される。つまり、蒸着用のチャンバー内において、被包ペレットの酸化マグネシウム被膜を除去して蒸着用マグネシウムを得ること及びその蒸着用マグネシウムを用いて被着体に蒸着膜を形成することが好ましい。
なお、蒸着膜が形成される被着体は、特に限定されず、任意の材料からなる長尺状の基板を用いることができる。このような基板としては、ポリエチルベンゼンやポリエチレンテレフタレートなどからなる樹脂基板、ステンレス鋼などからなる金属基板、及びフレキシブルガラスなどからなるガラス基板などを用いることができる。
【0050】
図9は、本発明の好ましい蒸着膜形成装置の一例を表す概略図である。図9において、蒸着膜形成装置5は、第1チャンバー6内に設けられた被着体供給装置7と、第2チャンバー8内に設けられた加熱容器9と、前記第2チャンバー8に組み込まれた筒状切削装置3と、を有する。
なお、図9の被着体供給装置7は、ロールツーロール方式によって長尺状の被着体74を連続的に供給するものである。ただし、本発明の蒸着方法は、ロールツーロールなどのインライン方式で供給される被着体74に連続的にマグネシウムを蒸着する場合に限定されない。もっとも、ロールツーロールなどのインライン方式の場合、バッチ方式に比べてより安定した蒸着レートの維持が求められる。従って、本発明は、インライン方式で蒸着工程が行われるのが好ましい。
【0051】
図9において、被着体供給装置7は、第1チャンバー6内の所定位置に配置されており、第1ロール71、ドラム72、及び第2ロール73と、を有する。この第1ロール71に巻き取られた被着体74は、図9の実線矢印で示された方向に送り出される。
第1チャンバー6と第2チャンバー8は、区画壁61を介して区切られているが、前記区画壁61に設けられた開口611を通じて部分的に連通されている。第1ロール71、ドラム72及び第2ロール73は、第1チャンバー6内に配置されているが、そのドラム72の一部分は、前記開口611から第2チャンバー8側に露出している。また、第2チャンバー8内に設けられた加熱容器9には、ペレット供給装置である筒状切削装置3から蒸着用マグネシウムペレット4が連続的に供給される。
【0052】
蒸着用マグネシウムペレット4を加熱することにより、ペレット4中のマグネシウムが気化する。気化したマグネシウムは、開口611から第2チャンバー8側に露出した被着体74に付着し、その被着体74上にマグネシウムの薄膜(蒸着膜)が形成される。被着体74は、ロールツーロール方式によって連続的に供給されるため、マグネシウムの薄膜も被着体74上に連続的に形成される。
【0053】
加熱容器9は、耐熱性を有するものであれば特に限定されず、例えば、酸化アルミニウムや窒化ホウ素などからなる坩堝を用いることができる。
また、蒸着用マグネシウムペレット4の加熱方法は、特に限定されず、例えば、蒸着用マグネシウムペレットの電子線ビームを照射して加熱する方法や、赤外線ランプや、タングステンやタンタルなどの金属ワイヤーを用いたワイヤーヒーターなどを用いて加熱容器を加熱する抵抗加熱方式などが挙げられる。
さらに、加熱温度は、マグネシウムが気化できる温度であれば特に限定されないが、通常、250〜500℃であり、好ましくは300〜400℃である。加熱温度が500℃よりも高ければ、蒸着用マグネシウムペレットに含まれる大部分のマグネシウム塊体が急激に気化するため、露出領域が設けられていても突沸する虞がある。他方、加熱温度が250℃よりも低ければ、マグネシウムの気化が生じ難く、安定した蒸着レートを維持することが困難である。
【0054】
前記ペレット供給装置である、筒状切削装置3は、その挿入口33が第2チャンバー8の外側に位置し、且つ、その送出口34が第2チャンバー8の内側に位置するように、第2チャンバー8に固定されている。
また、筒状切削装置3のシリンダー部材31内には、予め蒸着工程で必要な複数個の被包ペレット1が装填されている。そして、挿入口33に最も近傍の被包ペレット1を、シリンダー部材31の軸長方向に押圧することで、装填された被包ペレット1がカッター部によって順次削りとられ、連続的に蒸着用マグネシウムペレット4が製造される。製造された蒸着用マグネシウムペレット4は、送出口34から順次送り出される。
被包ペレット1を補充するには、被包ペレット1を、ホッパー35に投入し、整列装置(図示せず)によって、順次挿入口33からシリンダー部材31内へと挿入する。前記整列装置は、被包ペレット1を整列させる機能に加えて、挿入口33に被包ペレット1を軸長方向へ押し出す機能も有する。このような被包ペレット1を押し出す機能は、特に限定されないが、例えば、上述したプランジャー部材の押圧部によって被包ペレット1をシリンダー部材31に押し込むことで達成することができる(図示せず)。
【0055】
このように製造された蒸着用マグネシウムペレット4は、順次、送出口34から第2チャンバー8内に供給される。この際、送出口34の真下又はその近傍に加熱容器9を配置させることで、筒状切削装置3から直接、蒸着用マグネシウムペレット4を加熱容器9に供給できる。なお、ホッパー35による被包ペレット1の筒状切削装置3への補充は、なるべく蒸着レートに影響が及ばないタイミング(例えば、被着体74を交換する際)に行われるのが好ましい。
【0056】
このように筒状切削装置3を第2チャンバー(蒸着用のチャンバー)内に配置することにより、蒸着用マグネシウムペレット4を連続的に加熱容器9に供給することができる。そのため、被着体74にマグネシウムの薄膜を効率的に形成することができる。
【0057】
通常、第2チャンバー内は、非酸化雰囲気に保たれており、好ましくは、真空状態に保たれている。そして、筒状切削装置3の内部は、筒状切削装置3を第2チャンバー内に配置することにより、第2チャンバー内と略同じ雰囲気に維持される。そのため、酸化マグネシウム被膜の除去を非酸化雰囲気下(好ましくは真空下)で行うことができる。
なお、本明細書において、真空とは、真空度1×104Pa以下であり、好ましくは真空度1×103Pa以下である。真空中では、露点温度が−75℃となるように水分濃度が調整される。即ち、水分濃度は、0.0001体積%(1ppm)以下である。また、真空中において、酸素濃度は、0.0001体積%(1ppm)以下であり、より好ましくは0.00002体積%(0.2ppm)である。
なお、筒状切削装置3の挿入口33は、第2チャンバーの外部に連通しているので、第2チャンバー内の非酸化雰囲気を維持できない場合も考えられる。このような点を考慮して、筒状切削装置3の挿入口33及び送出口34の少なくとも何れか一方に、その口に気密的に閉塞可能な開閉蓋(図示せず)を設けておくことが好ましい。このような開閉蓋を用いることで、第2チャンバー内の雰囲気と筒状切削装置内部の雰囲気を略同一に維持することができる。
【0058】
加熱容器9に収納される蒸着用マグネシウムペレット4の量は、蒸着レートを考慮して、所定量に保たれていることが好ましい。しかし、マグネシウムの気化によって加熱容器9中の蒸着用マグネシウムペレット4は徐々に減少する。本発明では、上記筒状切削装置3によって蒸着用マグネシウムペレット4を加熱容器9に連続的に供給するので、減少した蒸着用マグネシウムペレット4を常時補充することができる。このため、加熱容器9内の蒸着用マグネシウムペレット4を所定量に保ったり、或いは、その量の変更(その量の調整)を容易に行うことができる。
【0059】
上記蒸着において使用される蒸着用マグネシウムペレット4は、マグネシウム塊体の少なくとも一部が露出している。そのため、蒸着時に気化したマグネシウムが、酸化マグネシウム被膜を圧迫することがない。従って、膨張した気化マグネシウムによって酸化マグネシウム被膜が破断することを防止できる。つまり、蒸着時に、蒸着用マグネシウムペレット4が突沸を生じることがなく、安定した蒸着レートで蒸着を行うことができる。
【0060】
<本発明の用途>
本発明のマグネシウムの蒸着方法及び蒸着用マグネシウムペレットは、有機EL、太陽電池で用いられるCIGSや有機薄膜、薄膜コンデンサー、薄膜トランジスタ(TFT)、及び薄膜リチウム二次電池などの作製に用いることができる。
もっとも、本発明のマグネシウムの蒸着方法及び蒸着用マグネシウムペレットは、有機ELの作製に用いるのが好ましい。
【実施例】
【0061】
以下、実施例及び比較例を示して本発明を更に説明する。なお、本発明は、下記実施例のみに限定されるものではない。
【0062】
<筒状切削装置>
ニッケル及びクロムを含むステンレス鋼(SUS304)からなる2種類の筒状切削装置を作製した。
(第1の筒状切削装置)
第1の筒状切削装置は、シリンダー部材の内周面に、平面視曲線状の複数のカッター部を設けることで作製した。シリンダー部材は、長さ60mm、内径6.2mmの円形状の挿入口及び送出口を有する円筒状部材を用いた。また、前記カッター部は、シリンダー部材の軸長方向中央部近傍における内周面に部分的に設けた。
第1の筒状切削装置において、カッター部は、合計39箇所設け、各カッター部は、シリンダー部材の内周面において、一カッター部の刃の先端部から他カッター部の刃の先端部の距離が0.5mmとなるように間隔をあけて並設した。また、各カッター部の刃の突出長さは、0.1mmとした。各カッター部の軸長方向における一端部から他端部は、筒の入口部から送出口部に揃えるようにした。
(第2の筒状切削装置)
平面視直線状のカッター部を設けたこと以外は、第1の筒状切削装置と同様の構成を有する第2の筒状切削装置を作製した。なお、各カッター部の軸長方向における一端部から他端部は、筒の入口部から送出口部に揃えるようにした。
【0063】
<被包ペレット>
直径6mmの円形状の底面を有する高さ6mmの円柱状ペレット((株)高純度科学研究所製:製品名「純マグネシウムワイヤーカット品」)を被包ペレットとして用いた。被包ペレットは、その全面が酸化マグネシウム被膜によって覆われており、その厚みは略20nmであった。また、被包ペレットの酸化マグネシウム被膜の内側に含まれるマグネシウム塊体の純度は、99.9%であった。
被包ペレットの表面積は、式(2):2πr2+2πrtによって算出された。ここで式(2)において、πは、円周率を表し、rは、円柱状被包ペレットの上底面及び下底面の半径を表し、tは、円柱状被包ペレットの高さを表す。即ち、本実施例で使用した、被包ペレットは、rが3mmであり、tが6mmであることから、表面積は約169.56mm2であった。
【0064】
<被着体>
市販のポリエチレンナフタレートフィルム(帝人デュポンフィルム(株)製:型番「Q65FA−125」)を縦20mm×横20mmの寸法に切り出した試験片を被着体として用いた。なお、試験片の厚みは、125μmであった。
【0065】
<実施例1>
上記第1の筒状切削装置に被包ペレットを充填し、蒸着膜形成装置(TI製:製品名「TIEL−600」」)に第1の筒状切削装置を連結した。続いて、蒸着膜形成装置内に抵抗加熱用の加熱容器(誠南工業(株)製:製品名「アルミナツボ」)を、筒状切削装置の送出口の真下に位置するように配置した。
次に、蒸着膜形成装置内を1×104Pa以下の真空度になるまで真空排気し、真空度が安定したところで、加熱容器に通電を行い加熱を開始すると共に、被包ペレットを順次押し出し、加熱容器に蒸着用マグネシウムペレットを供給した。
供給された蒸着用マグネシウムペレットが被着体に蒸着する速度(蒸着レート)を水晶膜厚モニター(インフィコン(株)製:製品名「IC−6」)を用いて測定した。また、同水晶膜厚モニターを用いて、蒸着レートが1000Å/secに達した後から50秒間の蒸着レートのばらつきを観察した。ばらつきを観察し始めてから50秒間で約5000nm(50000Å)の膜厚の蒸着膜が得られた。なお、最終的に得られた蒸着膜の厚みは、触針式表面形状測定器((株)アルバック製:製品名「Dektak150」)を用いて測定した。
【0066】
なお、表1において、蒸着レートのばらつき(%)は、式(3):(基準レート−変動レート)/基準レート×100、によって求められる値である。ここで、式(3)において、基準レートは、1000Å/secであり、変動レートは、前記基準レート(1000Å/sec)から上下に変動した数値を表す。
蒸着レートのばらつきが低ければ低いほど蒸着レートが安定していることを表し、この値が高ければ高いほど蒸着レートが不安定であることを表す。
また、図10において、昇温領域は、蒸着レートが1000Å/secに達するまでの製膜時間及び蒸着レートを示し、製膜領域は、昇温領域以降の製膜時間及び蒸着レートを示す。
【0067】
<実施例2>
第1の筒状切削装置に代えて、第2の筒状切削装置を用いたことを除いて、上記実施例1と同様に蒸着用マグネシウムペレットを製造し、蒸着レートのばらつきを観察した。この結果を以下の表1に表す。
【0068】
<比較例1>
筒状切削装置を用いず、表面全体が酸化マグネシウム被膜で被覆された被包ペレットをそのまま蒸着用マグネシウムペレットとして用いたこと以外は、上記実施例1と同様に蒸着レートのばらつきを観察した。この結果を以下の表1及び図10に表す。
【0069】
【表1】
【0070】
なお、実施例1及び2並びに比較例1の蒸着用マグネシウムペレットの、酸化マグネシウムの被覆率は、X線光電子分光解析装置(ESCA)(アルバックファイ(株)社製:製品名「PHI Quantera SXM」)による深さ方向分析により行った。具体的には、酸化膜が検出された部分と純マグネシウムが検出された部分を測定することにより、それぞれの表面積を算出し、さらに、これらの値を上記式(1)に代入することにより求めた。また、露出領域の最大深さも、同ESCAによる深さ方向分析により行った。
【0071】
[評価]
比較例1では、酸化マグネシウムの被覆率が100%であるため、蒸着用マグネシウムペレットの突沸が生じた。その結果、図10に表されるように、そのばらつきは70%と非常に高い値であり、蒸着レートが安定しているとは評価できない。
他方、実施例1及び2では、筒状切削装置によって酸化マグネシウム被膜が削り取られているため、突沸が生じず、蒸着レートのばらつきも8%以下と、低い値に抑えられている。また、図10に表されるように、実施例1及び2では、蒸着レートは、概ね1000Å/secを保ったまま蒸着レートが安定していると評価できる。
特に、実施例1においては、第1の筒状切削装置のカッター部の刃が平面視曲線状であるため、得られた蒸着用マグネシウムペレットの側周面部には、曲線状の露出領域が形成される。そのため、実施例2(平面視直線状の刃を用いた場合)に比して、酸化マグネシウム被膜の被覆率をより一層低くすることが可能である。そのため、実施例1の蒸着用マグネシウムペレットの蒸着レートのばらつきは5%と非常に低い値に抑えられている。このように、酸化マグネシウム被膜の被覆率が小さければ小さいほど蒸着用マグネシウムペレットの突沸が抑制され、蒸着レートが安定することが読み取れる。
【符号の説明】
【0072】
1…被包ペレット、2…酸化マグネシウム被膜、21…切削端面、4…蒸着用マグネシウムペレット、41…露出領域、42…ペレット片
【特許請求の範囲】
【請求項1】
マグネシウム塊体と前記塊体の表面を覆う酸化マグネシウム被膜とを有する被包ペレットの、前記マグネシウム塊体の一部又は全部を露出させる露出工程と、
前記露出工程を経て得られたペレットを加熱してマグネシウムを被着体に蒸着させる蒸着工程と、
を有する、マグネシウムの蒸着方法。
【請求項2】
前記露出工程が、切削手段を用いて前記酸化マグネシウム被膜の一部又は全部を削り取ることを含む、請求項1記載のマグネシウムの蒸着方法。
【請求項3】
前記被包ペレットが円柱状であり、
前記円柱状の被包ペレットの側周面部における前記酸化マグネシウム被膜の一部又は全部を削り取る、請求項2記載のマグネシウムの蒸着方法。
【請求項4】
前記露出工程が、前記被包ペレットを、前記塊体を分断するように2以上のペレット片に分割することを含む、請求項1記載のマグネシウムの蒸着方法。
【請求項5】
前記露出工程が、非酸化雰囲気下で行われる、請求項1〜4の何れか一項に記載のマグネシウムの蒸着方法。
【請求項6】
マグネシウム塊体と前記塊体の表面を覆う酸化マグネシウム被膜とを有する被包ペレットの、前記マグネシウム塊体の一部又は全部を露出させることにより蒸着用マグネシウムペレットを得る、蒸着用マグネシウムペレットの製造方法。
【請求項7】
マグネシウム塊体と、前記塊体の表面を覆う酸化マグネシウム被膜と、を有し、
前記マグネシウム塊体の一部が露出した露出領域が形成され、
前記酸化マグネシウム被膜の一部に、前記露出領域に臨んだ切削端面が形成されている、蒸着用マグネシウムペレット。
【請求項1】
マグネシウム塊体と前記塊体の表面を覆う酸化マグネシウム被膜とを有する被包ペレットの、前記マグネシウム塊体の一部又は全部を露出させる露出工程と、
前記露出工程を経て得られたペレットを加熱してマグネシウムを被着体に蒸着させる蒸着工程と、
を有する、マグネシウムの蒸着方法。
【請求項2】
前記露出工程が、切削手段を用いて前記酸化マグネシウム被膜の一部又は全部を削り取ることを含む、請求項1記載のマグネシウムの蒸着方法。
【請求項3】
前記被包ペレットが円柱状であり、
前記円柱状の被包ペレットの側周面部における前記酸化マグネシウム被膜の一部又は全部を削り取る、請求項2記載のマグネシウムの蒸着方法。
【請求項4】
前記露出工程が、前記被包ペレットを、前記塊体を分断するように2以上のペレット片に分割することを含む、請求項1記載のマグネシウムの蒸着方法。
【請求項5】
前記露出工程が、非酸化雰囲気下で行われる、請求項1〜4の何れか一項に記載のマグネシウムの蒸着方法。
【請求項6】
マグネシウム塊体と前記塊体の表面を覆う酸化マグネシウム被膜とを有する被包ペレットの、前記マグネシウム塊体の一部又は全部を露出させることにより蒸着用マグネシウムペレットを得る、蒸着用マグネシウムペレットの製造方法。
【請求項7】
マグネシウム塊体と、前記塊体の表面を覆う酸化マグネシウム被膜と、を有し、
前記マグネシウム塊体の一部が露出した露出領域が形成され、
前記酸化マグネシウム被膜の一部に、前記露出領域に臨んだ切削端面が形成されている、蒸着用マグネシウムペレット。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−87356(P2013−87356A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−232015(P2011−232015)
【出願日】平成23年10月21日(2011.10.21)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月21日(2011.10.21)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
[ Back to top ]