
マグネシウム合金材の製造方法
【課題】防食層を具えるマグネシウム合金材を生産性よく製造可能なマグネシウム合金材の製造方法を提供する。
【解決手段】マグネシウム合金からなり、圧延が施された素材板100に脱脂処理を施すことなく研削ベルト11により機械的研磨を施して、研削板101を作製する。この機械的研磨に引き続いて、研削板101を処理槽21に浸漬して化成処理(防食処理)を施し、防食処理板(化成処理板102)を作製する。研削後、時間をあけずに研削板101に化成処理といった防食処理を施すことで、酸化膜の形成を抑制し、研削により生成された新生面に防食層(化成層)を形成することができる。この製造方法は、化成処理といった防食処理にあたり、脱脂や酸エッチングといった前処理を省略することで、マグネシウム合金材を生産性よく製造できる。
【解決手段】マグネシウム合金からなり、圧延が施された素材板100に脱脂処理を施すことなく研削ベルト11により機械的研磨を施して、研削板101を作製する。この機械的研磨に引き続いて、研削板101を処理槽21に浸漬して化成処理(防食処理)を施し、防食処理板(化成処理板102)を作製する。研削後、時間をあけずに研削板101に化成処理といった防食処理を施すことで、酸化膜の形成を抑制し、研削により生成された新生面に防食層(化成層)を形成することができる。この製造方法は、化成処理といった防食処理にあたり、脱脂や酸エッチングといった前処理を省略することで、マグネシウム合金材を生産性よく製造できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プレス加工といった塑性加工が施されてなるマグネシウム合金部材の素材に適したマグネシウム合金材の製造方法に関するものである。特に、化成層や陽極酸化層といった防食層を具えるマグネシウム合金材を生産性よく製造可能な製造方法に関するものである。
【背景技術】
【0002】
軽量で比強度、比剛性に優れるマグネシウム合金が、携帯電話やノート型パーソナルコンピュータといった携帯用電気・電子機器類の筐体や自動車部品などの各種の部材の構成材料に利用されてきている。
【0003】
マグネシウム合金からなる部材は、ダイカスト法やチクソモールド法による鋳造材(ASTM規格のAZ91合金)が主流である。近年、ASTM規格のAZ31合金に代表される展伸用マグネシウム合金からなる板にプレス加工を施した部材が使用されつつある。特許文献1は、ASTM規格におけるAZ91合金相当のマグネシウム合金を双ロール連続鋳造法により製造した鋳造板に圧延を施し、この圧延板にプレス加工を施したプレス加工部材を開示している。
【0004】
上記圧延を行う際、潤滑剤を利用することで摩擦抵抗を低減できる。そして、圧延後に研磨を施すことで(特許文献1の明細書0015,0030)、圧延板の表面に残存する潤滑剤や、同表面に形成された酸化膜、表面欠陥などを除去することができる。
【0005】
一方、上記プレス加工部材に、脱脂→酸エッチング→脱スマット→表面調整といった前処理を行った後、化成処理を施して化成層を形成することで(特許文献1の明細書0033,0034)、プレス加工部材の耐食性を高められる。マグネシウム合金に対する防食処理には、上記化成処理の他、陽極酸化処理がある。陽極酸化処理の場合も、上記のような前処理を施すことが一般的である。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009-120877号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、従来、化成層といった防食層を具えるマグネシウム合金部材を製造する場合、工程数が多くて効率が悪く、生産性を向上することが望まれている。
【0008】
上述のように、所定の形状にプレス成形した後、化成処理や陽極酸化処理といった防食処理を施して化成層や陽極酸化層といった防食層を形成する場合、プレス加工部材ごとにそれぞれ、上記前処理及び防食処理を施す必要があり、煩雑である。
【0009】
これに対し、プレス成形前の素材(代表的には圧延板)に、上記前処理及び防食処理を施すことが考えられる。この場合、素材が板といった単純形状であるため、素材が長尺材や広幅材であっても、上記前処理及び防食処理を連続的に施すことができ、効率がよい。しかし、この場合も、圧延後、研磨→前処理→防食処理という工程を経ることで工程数が多い。
【0010】
そこで、本発明の目的は、化成層などの防食層を具えるマグネシウム合金材を生産性よく製造可能なマグネシウム合金材の製造方法を提供することにある。
【課題を解決するための手段】
【0011】
ダイカスト材やチクソモールド材に比較して、圧延材といった塑性加工材は、鋳造時の欠陥が低減されたり、結晶が微細化されたりすることで、同一の組成であっても、強度や靭性などの機械的特性、耐食性により優れる。そこで、本発明者らは、圧延材を対象として、生産性を向上するための方法を検討した。
【0012】
上述のように圧延材を研磨することで、研磨までに形成された酸化膜や圧延時に使用した潤滑剤、圧延材に存在する表面欠陥などを除去できる。そして、この研磨により、マグネシウム合金の新生面を生成することができる。しかし、研磨後にプレス加工といった塑性加工がなされることで、酸化膜が再度形成されたり、加工時の潤滑剤が素材表面に存在し得る。
【0013】
一方、化成層は、マグネシウム合金中のマグネシウム成分と化成処理液とが反応して形成されるものであり、陽極酸化層は、処理液に浸漬させたマグネシウム合金を陽極として通電することで、マグネシウム合金中のマグネシウム成分と処理液中の酸素とが反応して形成される酸化物などからなるものである。このため、化成層や陽極酸化層の形成にあたり、素材表面にマグネシウム合金母材が露出している必要があり、従来、防食処理前に、脱脂や酸エッチングといった前処理を施して、上記酸化膜などを除去して母材を表出する、即ち、マグネシウム合金の新生面を生成することが行われている。
【0014】
これらのことから、上記研磨と、脱脂や酸エッチングとは、「新生面を生成する」という点で同じ作用を有すると言える。従って、研磨後、酸化膜などの生成がなされる前に防食処理を行うことで、脱脂及び酸エッチングを省略できる。そこで、本発明は、研削後、プレス加工といった塑性加工を挟まずに、かつ脱脂や酸エッチングといった処理を行わず、直ちに防食処理を行うことを提案する。
【0015】
本発明は、防食層を具えるマグネシウム合金材を製造するマグネシウム合金材の製造方法に係るものであり、以下の準備工程と、研削工程と、防食工程とを具える。
準備工程:マグネシウム合金からなり、圧延が施された素材板を準備する工程。
研削工程:上記素材板に脱脂処理を施すことなく機械的研磨を施して、研削板を作製する工程。
化成工程:上記機械的研磨に引き続いて、上記研削板に防食処理を施して、防食処理板を作製する工程。
【0016】
上記構成によれば、防食処理を施すまでの間に作用が重複する工程を低減できる。具体的には、上記構成では、素材板を構成するマグネシウム合金の新生面の生成を複数回繰り返し行う必要が無い。また、上記構成によれば、研削や防食処理を施す対象が、リブなどの突起や曲がり箇所を有する凹凸形状、立体形状のものではなく、実質的に平面で構成される板材であるため、当該対象に研削や防食処理を容易に、かつ均一的に施すことができる。このように本発明製造方法は、工程数が少ないながらも、防食層を具えるマグネシウム合金材を効率よく製造でき、生産性に優れる。また、本発明製造方法は、コストの削減にも寄与することができる。
【0017】
更に、上記構成によれば、素材板を圧延材とすることで、素材をダイカスト材やチクソモールド材とする場合と比較して、強度や靭性といった機械的特性、耐食性に優れるマグネシウム合金材を製造できる。また、上記構成によれば、素材板を圧延材とすることで塑性加工性に優れることから、得られた防食処理板(特に、化成処理板)にもプレス加工といった塑性加工を十分に施すことができる。そのため、本発明製造方法により得られたマグネシウム合金材(1次加工材)は、塑性加工材(2次加工材)の素材に好適に利用できる。その他、このマグネシウム合金材は、適宜な形状や長さに切断や打抜きなどすることで、防食層を具える平板材としても好適に利用できる。
【0018】
上記防食処理には、化成処理及び陽極酸化処理のいずれも利用することができる。即ち、本発明の一形態として、上記防食処理が化成処理である形態、陽極酸化処理である形態が挙げられる。
【0019】
本発明の一形態として、上記素材板がコイル状に巻き取られており、このコイル材を巻き戻した状態で上記機械的研磨を施した後、巻き取ることなく引き続いて上記防食処理を施す形態が挙げられる。
【0020】
上記素材板は、所定の長さのシート材とすることができる。これに対して、上記形態のようにコイル材とすると、当該コイル材を巻き戻し及び巻き取ることで素材板を走行させられるため、素材板を連続して研削工程や防食工程に供給することでき、長尺な防食処理板を容易に製造できる。また、得られた防食処理板を上述のように塑性加工材(2次加工材)の素材とすることで、当該塑性加工材も連続生産が可能であることから、上記形態は、塑性加工材(2次加工材)の量産に寄与することができる。
【0021】
本発明の一形態として、上記機械的研磨が湿式ベルト研磨である形態が挙げられる。
【0022】
研削には、研磨ベルトや研磨ブラシを用いる機械的研磨やエッチングといった化学的研磨がある。上記形態のように研削ベルトを用いることで、素材板が長尺材や広幅材であっても、連続して、かつ容易に研削を施せるため、作業効率がよく、マグネシウム合金材の生産性に優れる。また、機械的研磨は化学的研磨よりも油や汚れなどの付着物の除去を十分に行い易く、これら付着物が残存することによる防食層の形成不良が生じ難い。更に、湿式とすることで、研削時に生じた研削粉の飛散を効果的に防止できる。
【0023】
本発明の一形態として、上記研削工程と上記防食工程との間に上記研削板を洗浄液で洗う洗浄工程を具える形態が挙げられる。この形態では、更に、上記洗浄液が上記研削板に付着したまま上記化成工程に移行する形態が挙げられる。
【0024】
上記形態によれば、研削粉や研削液を洗浄液で洗い流すことができ、次工程の防食処理にあたり、研削粉や研削液に起因する反応斑などを効果的に防止できる。本発明では、研削後、代表的には引き続いて防食処理を行うことから、洗浄後防食処理までの間に洗浄液が過度に付着すること(長時間付着すること)による酸化が実質的に無視でき、防食層を良好に形成できる。従って、この形態によれば、洗浄液を乾燥する乾燥工程を省略でき、生産効率を更に向上できる。なお、洗浄液が処理液に混入されるものの、処理液の濃度などを管理しておき、適宜交換などすることで、実質的に問題なく使用できる。特に、洗浄液に純水を用いると、上記混入に伴う不具合が生じ難く、好ましい。
【0025】
本発明の一形態として、上記研削工程と上記防食工程との間に、上記研削板の少なくとも一面にヘアライン加工、ダイヤカット加工、ショットブラスト加工、及びスピンカット加工から選択される少なくとも1種の表面加工を行う加工工程を具える形態が挙げられる。
【0026】
上記表面加工はいずれも、新生面を形成することができる。従って、上記形態によれば、研削工程により形成された新生面を損なうことなく、或いは新たな新生面を形成することで、次の防食工程で防食層を良好に形成することができる。そのため、上記形態によれば、意匠性や金属質感が高く、かつ防食層を具えることで耐食性に優れるマグネシウム合金材が得られる。特に、この形態では、意匠性や金属質感を損なわないように透明な防食層を形成可能な処理液を選択することが好ましい。なお、上述した洗浄工程を具える形態では、洗浄後に、上記表面加工を施すと、精度良く表面加工を行えて好ましい。
【0027】
本発明の一形態として、上記防食処理に引き続いて、上記防食処理板の少なくとも一面に塗装を施して、塗装板を作製する塗装工程を具える形態が挙げられる。
【0028】
上記形態によれば、防食層に加えて塗装層を具えるマグネシウム合金材が得られる。得られたマグネシウム合金材は、塗装層により耐食性がより高められる上に、装飾性や意匠性にも優れる。また、防食層を具えることで、塗装層の密着性を高められる。
【0029】
本発明製造方法は、種々の元素を添加元素とするマグネシウム合金(残部Mg及び不純物)に適用できると期待される。特に、添加元素の濃度が高い合金、具体的には合計含有量が7.3質量%以上であるマグネシウム合金は、添加元素の種類にもよるが、強度や硬度といった機械的特性、耐食性、難燃性、耐熱性といった種々の特性に優れる。従って、本発明製造方法によれば、種々の組成のマグネシウム合金からなり、上記各特性に優れるマグネシウム合金材を製造できる。
【0030】
具体的な添加元素は、Al,Zn,Mn,Si,Be,Ca,Sr,Y,Cu,Ag,Sn,Li,Zr,Ce,Au,Ni及び希土類元素(Y,Ceを除く)から選択される少なくとも1種の元素が挙げられる。不純物は、例えば、Feなどが挙げられる。
【0031】
特に、Alを含有するMg-Al系合金は、耐食性に優れる上に、強度、耐塑性変形性といった機械的特性にも優れる。Alの含有量が多いほど上記効果が高い傾向にあり、4.5質量%以上、更に7質量%、特に、7.3質量%以上が好ましい。但し、Alの含有量が12質量%を超えると塑性加工性の低下を招くことから、上限は12質量%、更に11質量%が好ましい。Al以外の各元素の含有量は、合計で0.01質量%以上10質量%以下、好ましくは0.1質量%以上5質量%以下が挙げられる。
【0032】
Mg-Al系合金のより具体的な組成は、例えば、ASTM規格におけるAZ系合金(Mg-Al-Zn系合金、Zn:0.2質量%〜1.5質量%)、AM系合金(Mg-Al-Mn系合金、Mn:0.15質量%〜0.5質量%)、AS系合金(Mg-Al-Si系合金、Si:0.01質量%〜20質量%)、Mg-Al-RE(希土類元素)系合金、AX系合金(Mg-Al-Ca系合金、Ca:0.2質量%〜6.0質量%)、AJ系合金(Mg-Al-Sr系合金、Sr:0.2質量%〜7.0質量%)などが挙げられる。
【0033】
本発明の一形態として、上記マグネシウム合金がAlを8.3質量%以上9.5質量%以下含有する形態が挙げられる。
【0034】
Alを7.3質量%以上12質量%以下含有する形態、特にAlを8.3質量%〜9.5質量%含有する形態は、強度に優れる上に耐食性にも優れる。Alを8.3質量%〜9.5質量%含有する合金として、更にZnを0.5質量%〜1.5質量%含有するMg-Al-Zn系合金、代表的にはAZ91合金が挙げられる。
【0035】
その他、Y,Ce,Ca,及び希土類元素(Y,Ceを除く)から選択される少なくとも1種の元素を合計0.001質量%以上、好ましくは合計0.1質量%以上5質量%以下含有し、残部がMg及び不純物からなるマグネシウム合金は、耐熱性、難燃性に優れる。希土類元素を含有する場合、その合計含有量は0.1質量%以上が好ましく、特に、Yを含有する場合、その含有量は0.5質量%以上が好ましい。
【発明の効果】
【0036】
本発明マグネシウム合金材の製造方法は、化成層といった防食層を具えるマグネシウム合金材を生産性よく製造することができる。
【図面の簡単な説明】
【0037】
【図1】図1は、実施形態1に係るマグネシウム合金材の製造方法を説明する概略工程図である。
【図2】図2は、実施形態2に係るマグネシウム合金材の製造方法を説明する概略工程図であり、防食工程を示す。
【発明を実施するための形態】
【0038】
<実施形態1>
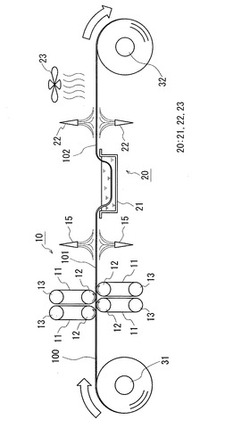
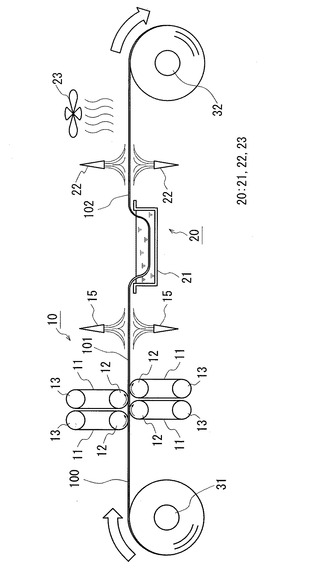
以下、図1を参照して、実施形態1に係るマグネシウム合金材の製造方法を説明する。実施形態1の製造方法は、防食層として化成層を具えるマグネシウム合金材を製造する方法に係るものであり、素材板100に研削機構10により機械的研磨を施して研削板101を作製する研削工程に引き続いて、研削板101に化成処理機構20により防食処理(化成処理)を施し、防食処理板(化成処理板102)を作製する防食工程(化成工程)を行うことを最大の特徴とする。この形態では、素材板100として長尺な板材を利用し、この長尺材を走行させて上記各工程に移行する構成である。以下、素材板100をまず説明し、その後、各工程をより詳しく説明する。
【0039】
(素材板)
ここでは、素材板100は、マグネシウム合金からなる長尺な圧延板を巻き取った圧延コイル材を巻き戻したものである。圧延コイル材は、例えば、双ロール連続鋳造法といった連続鋳造法により長尺なマグネシウム合金鋳造板を作製して巻き取り、この巻き取った鋳造コイル材を巻き戻して、鋳造板に少なくとも1パスの圧延(代表的には温間圧延)を施して長尺な圧延板を作製し、この圧延板を巻き取ることで得られる。
【0040】
急冷凝固が可能な連続鋳造法を利用することで、酸化物や偏析などを低減できる上に、割れの起点になり得る10μm超といった粗大な晶析出物の生成を抑制できる。特に、双ロール連続鋳造法は、剛性及び熱伝導性に優れ、かつ偏析が少ない鋳造板を形成し易い。
【0041】
上記鋳造板の厚さ、幅、及び長さは、適宜選択することができる。例えば、厚さが10mm以下、更に7mm以下、特に5mm以下であると、偏析などが存在し難く、強度に優れる。また、長さが30m以上、更に50m以上、とりわけ100m以上といった長尺な鋳造板や、幅が100mm以上、更に200mm以上、とりわけ250mm以上といった広幅な鋳造板を圧延板の素材とすると、長尺な圧延板や広幅な圧延板を作製でき、この圧延板を巻き取った圧延コイル材は、プレス加工部材といった塑性加工部材(2次加工材)の素材に好適に利用できる。なお、鋳造コイル材の内径が小さい場合、鋳造板を巻き取る直前で150℃以上に加熱した状態で巻き取ると、割れが生じることなく巻き取ることができて好ましい。また、圧延前に、鋳造板の両縁部(幅方向の両側部)をトリミングしておくと、鋳造板の両縁部に割れが生じている場合でも、その割れが圧延時に進展することを防止できる。圧延板にもトリミングを施してもよい。
【0042】
上記圧延は、上記鋳造板を含む素材を150℃以上400℃以下に加熱して行う温間圧延を含むことが好ましい。上記温度範囲で素材を加熱することで、素材の塑性加工性を高められ、1パスあたりの圧下率を例えば、10%〜50%程度に高めても割れが生じ難い。また、上記温度範囲とすることで、素材表面の焼付きなどによる劣化の抑制、圧延ロールの熱劣化の抑制を図ることができる。上記素材の加熱温度は、350℃以下、更に300℃以下、とりわけ280℃以下が好ましい。素材だけでなく圧延ロールも加熱したり、特開2007-098470号公報に開示される制御圧延、その他公知の条件などを利用して、圧延することができる。なお、上記鋳造板に溶体化処理(例えば、加熱温度:350℃〜420℃、保持時間:1時間〜40時間)を施してから、圧延を施してもよい。
【0043】
上記温間圧延を含む圧延は、1パスでも複数パス行ってもよい。複数パスの圧延を行うことで、厚さが薄い圧延板が得られる上に、圧延板を構成する組織の平均結晶粒径を小さくしたり(例えば、10μm以下、好ましくは5μm以下)、プレス加工といった塑性加工性を高められる。所望の厚さの圧延板が得られるように、パス数、各パスの圧下率、及び総圧下率を適宜選択することができる。
【0044】
複数パスの圧延を行う場合、パス間に中間熱処理を行って、この中間熱処理までの塑性加工(主として圧延)により素材に導入された歪みや残留応力、集合組織などを除去、軽減すると、その後の圧延で不用意な割れや歪み、変形を防止して、より円滑に圧延を行える。中間熱処理は、例えば、加熱温度:150℃〜350℃、保持時間:0.5時間〜3時間が挙げられる。
【0045】
上記圧延板の厚さ、幅、及び長さは、適宜選択することができる。特に、本発明製造方法により得られたマグネシウム合金材をプレス加工部材といった塑性加工部材の素材に利用する場合、圧延板の厚さは0.1mm以上2.0mm以下が好ましく、0.3mm〜1.2mmが利用し易い。また、長さが50m以上、更に100m以上、とりわけ200m以上といった長尺材や、幅が100mm以上、更に200mm以上、とりわけ250mm以上といった広幅材とすることができる。このような長尺材や広幅材を上記塑性加工部材の素材に利用すると、当該塑性加工部材を連続的に製造可能であり、当該長尺材や広幅材を巻き取った圧延コイル材は、上記塑性加工部材の生産性の向上に寄与することができる。
【0046】
上記圧延は、潤滑剤を適宜利用すると、圧延時の摩擦抵抗を低減でき、素材の焼き付きなどを防止して、圧延を施し易い。
【0047】
上記圧延後、圧延板に矯正処理を施すことができる。この矯正処理は、特に、圧延板を100℃〜300℃、好ましくは150℃以上280℃以下に加熱して行うことが好ましい。矯正処理は、例えば、圧延板を加熱可能な加熱炉と、加熱された圧延板に連続的に曲げ(歪)を付与するために複数のロールが上下に対向して千鳥状に配置されたロール部とを具えるロールレベラ装置を好適に利用できる。このような温間矯正を施した矯正板は、プレス加工といった塑性加工時に動的再結晶化が生じ、塑性加工性に優れる。
【0048】
(繰出しドラム/巻取りドラム)
上記圧延コイル材は、繰出しドラム31に配置されて素材板100を繰り出す。この素材板100に適宜な処理を施して最終的に得られる化成処理板102を巻取りドラム32に巻き取る。繰出しドラム31及び巻取りドラム32がモータなどの動力源により回転することで、素材板100(=研削板101=化成処理板102)は、両ドラム31,32間を走行する。この走行速度が素材板100(=研削板101=処理板102)の搬送速度(ライン速度)となる。
【0049】
(研削機構)
繰出しドラム31から巻き戻された素材板100は、研削機構10に移行される。研削機構10は、湿式ベルト研磨を行う構成を具え、具体的には、素材板100の表裏面を研削するために対向配置される一対の研削ベルト11と、各研削ベルト11が掛け渡されるコンタクトロール12及び遊動ロール13とを具える。
【0050】
研削ベルト11は、適宜な粒度の砥粒を具える無限軌道である。上記粒度(メッシュサイズ)は、適宜選択することができ、大きいほど、表面が平滑な研削板を製造できる。粒度は、例えば、♯320以上、更に♯400以上、特に♯600以上を好適に利用することができる。
【0051】
図1に示す例では、素材板100の表裏を挟むように配置される一対の研削ベルト11の組を素材板100の走行方向に沿って複数組(ここでは2組)配置した例を示す。このように複数組の研削ベルト11を配置する場合、走行方向上流側(図1では左側)の研削ベルト11に砥粒が粗いもの(粒度が小さいもの)を利用し、走行方向下流側(図1では右側)の研削ベルト11に砥粒が細かいもの(粒度が大きいもの)を利用すると、酸化膜や潤滑剤、表面欠陥の除去を十分に行って新生面を生成し易い上に、研削板101の表面を平滑にすることができる。研削板101の表面の酸化膜や潤滑剤、表面欠陥などの除去を行うことで、次工程で化成層を均一的な厚さに斑無く形成し易い。
【0052】
研削ベルト11の回転方向は、素材板100の走行方向と同じ方向(ダウンカット)、走行方向と逆方向(アップカット)のいずれも利用可能である。表面粗さを低減する場合、ダウンカットが好ましく、研削量を多くする場合、研削効率が高いアップカットが好ましい。図1に示す例では、ダウンカットの場合を示す。
【0053】
また、研削機構10は、研削ベルト11や素材板100などに研削液を噴射するスプレーノズル(図示せず)を具えており、研削時、湿式研削が行える構成である。研削液はマグネシウム合金と反応し難い、適宜なものを利用できる。
【0054】
上記研削ベルト11は、コンタクトロール12をモータなどの動力源で回転する主動ロールとし、遊動ロール13を従動ロールとし、コンタクトロール12が回転することで、回転する。また、素材板100を挟んで対向配置される両コンタクトロール12は、同期して回転する。
【0055】
素材板100の表裏は、回転する研削ベルト11によりそれぞれ研削される。対向配置される各研削ベルト11は、素材板100の厚さ方向(図1では上下方向)に移動可能な構成であり、コンタクトロール12を素材板100に近接離反するように移動させることで、研削量を増減できる。研削量は、粒度や回転速度などに応じて、適宜選択することができる。
【0056】
また、図1に示す研削機構10は、洗浄ノズル15を具える。洗浄ノズル15は、研削ベルト11の下流側(図1では右側)に配置させて、研削粉や研削液を洗浄する洗浄液を排出する。この洗浄液により、走行する研削板101の表面に付着する研削粉や研削液を洗い流すことができる。研削工程と化成工程との間に洗浄工程を具えて、研削粉や研削液が研削板101に残存しないようにすることで、次工程で化成層を精度よく形成できる。
【0057】
ここでは、研削板101を洗浄した後、この洗浄液を積極的に乾燥させることはせず、研削板101に洗浄液が付着したまま、次工程に移行する。本発明製造方法では、各工程を連続的に実施することで、上記洗浄液が付着した時間を非常に短時間(例えば、1分間以内)とすることができ、上述のように洗浄液が付着した状態で防食工程に移行しても、実質的に問題ない。
【0058】
(化成処理機構)
研削板101は、巻き取られる前に化成処理機構20に移行される。化成処理機構20は、化成処理液が充填され、走行する研削板101がこの化成処理液に浸漬される処理槽21と、処理槽21から引き出された処理板102を洗浄する洗浄手段22と、洗浄後の処理板102を乾燥する乾燥手段23とを具える。
【0059】
処理槽21は、研削板101が化成処理液に十分に接触して、所望の厚さの化成層が形成されるために必要な化成処理液を貯留可能な大きさを有する。この大きさは、研削板101を浸漬する長さ(板長)、搬送速度、化成処理液の種類などの浸漬時間に関与するパラメータを考慮して適宜選択することができる。例えば、浸漬長さを長くする、より具体的には、処理槽21における研削板101の走行方向に沿った長さを長くする場合、搬送速度を速めても、所定の浸漬時間を十分に確保できる。或いは、浸漬長さを短くする、即ち、処理槽21における上記板長を短くする場合、搬送速度を比較的遅くすることで、所定の浸漬時間を十分に確保できる。或いは、搬送速度及び研削板101に加わる張力を調整して、処理槽21内で研削板101が撓むようにして、所定の浸漬時間を確保できるようにしてもよい。研削板101を撓ませるには、例えば、処理槽21の前後の少なくとも一方にピンチロールを配置して研削板101や化成処理板102を挟むことが挙げられる。ピンチロールにより研削板101などを挟持することで、繰出しドラム31や巻取りドラム32、研削ベルト11による張力が、研削板101において処理槽21に導入される領域に加わり難くする(或いは加わらない)ようにすることができ、研削板101を所望の量だけ撓ませることができる。
【0060】
化成処理液は、P(リン)系液、P-Mn(リン-マンガン)系液、Cr(クロム)系液が代表的であり、公知の化成処理液を利用できる。特に、P系液は、CrやMnを実質的に含まず、環境保全の面から利用し易い。P系液を用いた場合、化成層は、例えば、主としてリン酸塩から構成される。また、処理槽21に超音波撹拌装置などの液体撹拌手段を具える形態としたり、ヒータなどの加熱手段及びその制御手段を具える形態とすることができる。液体撹拌手段を具えることで研削板101が化成処理液に均一的に接触でき、加熱手段を具えることで、化成処理液を所定の温度に容易に保持できる。
【0061】
ここでは、洗浄手段22として、水などの洗浄液を排出する水洗ノズルを上記処理槽21の下流側に具える。水洗ノズルの他、洗浄液を貯留する洗浄液槽を具え、当該液槽に化成処理板102を浸漬させる形態とすることができる。洗浄手段を具えることで、研削板101に付着した化成処理液を除去することができる。
【0062】
乾燥手段23は、研削板101に付着している上記洗浄液を乾燥させるためのものである。この乾燥手段23は、例えば、適宜な温度の風(温風など)を吹き出すファンやエアブローノズルなどを利用できる。更に、上記洗浄液を払拭する吸液ロールを乾燥手段23の上流側に具える形態とすると、上記洗浄液などの液体をより確実に除去でき、これらの液体の付着に起因する表面性状の劣化を抑制できる。従って、払拭手段や乾燥手段23を具える形態は、表面性状により優れる化成処理板102を製造できる。
【0063】
(試験例)
上述した実施形態1の本発明マグネシウム合金材の製造方法に基づいて、長尺なマグネシウム合金材を作製した。
【0064】
この試験では、AZ91合金相当の組成(Mg-8.7%Al-0.65%Zn(全て質量%))のマグネシウム合金の溶湯を用意して、双ロール連続鋳造機により、厚さ4mmの鋳造板を連続して作製して、一旦巻き取り、鋳造コイル材を作製した。この鋳造コイル材をバッチ炉に装入して400℃×24時間の溶体化処理を施した。得られた固溶コイル材を巻き戻して、以下の条件で複数パスの圧延を施して巻き取り、厚さ0.6mm、幅250mm、長さ800mの圧延コイル材を作製した。この圧延コイル材を繰出しドラム31に配置して巻き戻し、素材板100(圧延板)に研削機構10により湿式ベルト研削(上流側のベルト粒度:#240、下流側のベルト粒度:#600)による研削を施した。
【0065】
[圧延条件]
圧下率:5%/パス〜40%/パス
素材の加熱温度:250℃〜280℃
ロール温度:100℃〜250℃
【0066】
得られた研削板101を巻き取らず、引き続いて、化成処理を施した。ここでは、化成処理液として、市販品(ミリオン化学株式会社製の化成処理薬液)を用い、リン酸塩を主成分とする化成層を形成した。用いた薬液に応じて、研削板101の浸漬時間を設定し、当該設定時間となるように、処理槽21の大きさ、研削板101の搬送速度などを調整した。
【0067】
処理槽21に研削板101を浸漬後、通過した化成処理板102を流水(室温)により水洗し、乾燥手段23により、温風(80℃〜100℃程度)を吹きかけて洗浄液(水)を乾燥させ、巻取りドラム32により巻き取って、化成層を具えるマグネシウム合金材からなるコイル材を得た。上記圧延後、この長さ800mのコイル材を作製するまでに要した時間は、1.4時間程度であった。この所要時間は、圧延後、研削→洗浄→乾燥→巻取り、巻き戻して脱脂→酸エッチング→脱スマット→表面調整→化成処理→洗浄→乾燥→巻取り、という工程を行った場合と比較して、少なくとも49%程度時間を短縮することができた。
【0068】
<効果>
上記構成を具える本発明製造方法によれば、研削工程後、時間を空けずに直ちに研削板に化成処理といった防食処理を施すことで、研削板の表面に酸化膜が形成されることを抑制し、かつ化成層を形成できる。従って、従来、酸化膜などの除去に必要とされていた脱脂や酸エッチング、エッチングに伴い生じる脱スマットといった工程を省略でき、本発明製造方法は、化成層といった防食層を具えるマグネシウム合金材を生産性よく製造することができる。また、工程数を低減することで、各工程に必要な設備も不要にできることからも、本発明製造方法は、化成層を具えるマグネシウム合金材を生産性よく製造することができる。
【0069】
そして、実施形態1の製造方法により得られたマグネシウム合金材は、長尺なコイル材であることから、プレス加工といった塑性加工が施されたマグネシウム合金部材の素材に用いた場合、当該部材を連続的に製造可能である。例えば、実施形態1の製造方法により得られたマグネシウム合金材を繰り出して、順送プレスにより所望の形状に成形したり、打抜いたりすることで、マグネシウム合金部材が得られる。或いは、実施形態1の製造方法により得られたマグネシウム合金材を繰り出して、所定の長さに切断してシート状にし、このシート材を成形装置に順次搬送して成形することで、マグネシウム合金部材が得られる。従って、本発明製造方法によれば、マグネシウム合金部材の生産性の向上に寄与することができる。
【0070】
上記実施形態1の変形例として、以下の構成が挙げられる。以下の変形例の構成は、後述する実施形態2〜4にも適用することができる。
<変形例1>
上記実施形態1では、複数組の研削ベルトを具えて、走行方向に沿って多段に研削を行う形態を説明したが、1組の研削ベルトのみを具える形態とすることができる。この場合、粒度が小さいもの(粗粒のもの)を用いると、酸化膜や潤滑剤などを十分に除去して、新生面を確実に生成できて好ましい。
【0071】
<変形例2>
上記実施形態1では、素材板100の表裏面の双方を研削して、研削板101の両面に防食層(化成層)を形成する形態を説明したが、表裏面のいずれか一方の面にのみ防食層を形成する形態とすることができる。この場合、対向配置される一対の研削ベルト11のうち、一方をビリーロールに変更し、素材板100の一方の面が研削されないようにするとよい。また、この形態では、圧延後巻き取る前において、或いは、圧延後上述の矯正処理を行う場合は当該矯正処理後巻き取る前において、防食層の形成が不要な面にマスキングを適宜施し、防食処理液が接触しないようにすることができる。
【0072】
<変形例3>
上記実施形態1では、素材板100として、連続する長尺材を巻き取った圧延コイル材を利用する形態を説明したが、所定の長さのシート材とすることができる。シート材は、所定の長さに切断した鋳造材に上述の圧延を施したり、圧延コイル材を製造後、所定の長さに切断したりすることで製造することができる。
【0073】
上記シート材に研削に引き続いて防食処理を施すには、ベルトコンベアといった搬送手段を適宜配置して、この搬送手段により、シート材を研削機構に移送したり、研削シート材を水洗工程や防食工程に移送させることで行える。防食工程に移送する前に、シート材を処理槽などに設置するための治具や、通電(後述する実施形態2)のための治具を当該シート材に迅速に取り付けることで、研磨から連続して防食処理(化成処理及び陽極酸化処理(後述する実施形態2)のいずれも)を行うことができる。
【0074】
<変形例4>
上記実施形態1では、圧延コイル材や矯正コイル材を巻き戻して研削以降の工程に移行する形態を説明したが、圧延工程や矯正工程から研削工程に連続して移行する形態とすることができる。より具体的には、例えば、圧延を1パスのみとする場合や仕上げ圧延から研削、仕上げ圧延から矯正を介して研削を連続して施す形態とすることが挙げられる。
【0075】
<実施形態2>
上記実施形態1では、防食処理として化成処理を施す場合を説明した。その他、陽極酸化処理を施すことができる。実施形態2の製造方法も基本的構成は実施形態1と同様であり、主たる相違点は防食処理方法にあるため、ここでは防食処理方法を詳細に説明する。
【0076】
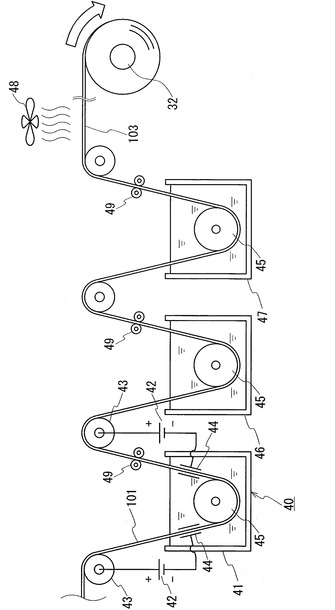
実施形態2は、防食処理機構として、例えば、図2に示す陽極酸化処理機構40を具える。図2に示す陽極酸化処理機構40は、陽極酸化処理液が充填され、走行する研削板101がこの処理液に浸漬される処理槽41と、走行する研削板101を陽極、対極44を負極として通電する電源42と、電源42に接続され、研削板101が接することで研削板101を通電するコンダクタロール43と、処理槽41内に配置されて研削板101の進行を促すシンクロール45と、上記処理液を洗浄する洗浄液が充填され、処理槽41から引き出された素材がこの洗浄液に浸漬される洗浄槽46,47と、洗浄液を乾燥させる乾燥手段48とを具える。また、この例では、余分な処理液や洗浄液を除去するためのリングロール49を各槽41,46,47の下流側に適宜配置している。更に、この例では、洗浄槽46,47内にもシンクロール45を配置して、各槽46,47内に素材(陽極酸化処理板103)を導入し易くすると共に、各槽46,47内の下流側に適宜送りローラを配置して、陽極酸化処理板103の走行を促すようにしている。なお、この例では、洗浄槽46,47を複数具える例を示すが、一つでもよい。洗浄液や乾燥手段48は実施形態1と同様のものが利用できる。
【0077】
走行する研削板101において処理槽41に導入された箇所は、当該箇所の上流側及び下流側がコンダクタロール43に接触することで陽極として通電され、その表面に主として酸化物を形成することができる。即ち、連続して陽極酸化処理板103を製造することができる。また、得られた陽極酸化処理板103は、洗浄槽46,47に導入されて十分に洗浄されるため、処理液が過度に付着することが無い。
【0078】
<実施形態3>
上記実施形態1,2で説明したように研削板に連続して防食処理を施してもよいが、防食処理を施す前に、当該研削板にヘアライン加工などの表面加工を施してもよい。より具体的には、研削機構10の下流側に適宜な表面加工手段(図示せず)を配置して、研削後洗浄された研削板101の所望の領域(一面でも両面でもよい。また、各面の全面でも一部でもよい)に適宜な表面加工を施した後、防食処理を施す。
【0079】
上記表面加工が施された箇所は、当該表面加工により新生面が形成され、当該表面加工が施されない箇所が存在する場合も当該表面加工前の研削により新生面を形成されていることから、研削後直ちに表面加工を施し、かつ表面加工後に引き続いて防食処理を施すことで、防食層を良好に形成することができる。また、上記表面加工により表面が荒らされた状態となることで、防食層との密着性にも優れると期待される。更に、研削板に上記表面加工を施す、即ち、加工対象が平坦で表面性状に優れる状態であるため、高精度に表面加工を施すことができる。従って、実施形態3の製造方法により得られたマグネシウム合金材は、その一面又は両面に上記表面加工が施されていることで、意匠性に優れ、金属質感が高い上に、耐食性にも優れる。
【0080】
上記表面加工の種類によっては加工時に素材の走行速度や張力を調整することが望まれる場合がある。この場合、例えば、上述のように素材を適宜撓ませたり、素材において加工箇所の上流側及び下流側の少なくとも一方にピンチロールを配置したりするとよい。更に、上記表面加工は、湿式で行うと、切削などで生じた粉末の飛散を効果的に防止できて好ましい。また、上記表面加工後、適宜洗浄や洗浄液の乾燥を行うと、切削などで生じた粉末を十分に除去できて好ましい。
【0081】
<実施形態4>
上記実施形態1,2では防食処理板を巻き取る構成を説明したが、防食処理後、更に、塗装を施す工程を具えることができる。ここでは、塗装工程を詳細に説明する。
【0082】
塗装に用いる塗料は、例えば、ポリエステル系、高分子ポリエステル系、エポキシ系、ウレタン系、及びアクリル系の樹脂から選択される1種以上の樹脂が挙げられる。或いは、ポリテトラフルオロエチレンといったフッ素樹脂を利用することができる。また、透明でも不透明でも所望のものを利用することができる。塗装方法は、スプレー塗装やローラ塗装、電着塗装が挙げられる。スプレー塗装では、例えば、防食処理機構の下流側にスプレー手段と、塗料の焼付け・乾燥を行う定着手段とを配置させるとよい。電着塗装では、例えば、実施形態2で説明した陽極酸化処理機構40において、処理槽41を電着塗装槽とすることで、塗装を容易に施せる。例えば、アニオン電着塗装の場合、防食処理板を陽極、対極を負極として通電するとよい。電着塗装にあたり、処理槽41を変更する以外の構成は、上述した陽極処理機構40の構成を利用することができる。なお、塗装後にも適宜洗浄や洗浄液の乾燥を行うと、表面性状により優れるマグネシウム合金材が得られて好ましい。
【0083】
実施形態4の製造方法により得られたマグネシウム合金材は、その一面又は両面に塗装層を具えることで、耐食性により優れる上に、意匠性にも優れる。特に、塗装の対象が板材といった実質的に平面で構成される形状であるため、塗装を容易に、かつ均一的に施すことができる。上記実施形態3で説明した表面加工を具える素材とする場合、塗装層を透明(有色でも無色でもよい)とすることで、意匠性に更に優れる上に、金属質感も高められる。
【0084】
なお、上述した実施の形態は、本発明の要旨を逸脱することなく、適宜変更することが可能であり、上述した構成に限定されるものではない。例えば、マグネシウム合金の組成(添加元素の種類、含有量)、コイル材を構成する板材やシート材の厚さ・幅・長さ、防食処理液の種類、防食処理機構などを適宜変更することができる。
【産業上の利用可能性】
【0085】
本発明マグネシウム合金材の製造方法は、プレス加工や鍛造、曲げ加工といった種々の塑性加工が施されてなるマグネシウム合金部材、例えば、携帯用や小型な電気・電子機器類の筐体といった各種の電気・電子機器類の構成部材、自動車や航空機といった輸送機器の構成部材の素材に利用されるマグネシウム合金材の製造に好適に利用することができる。
【符号の説明】
【0086】
10 研削機構 11 研削ベルト 12 コンタクトロール 13 遊動ロール
15 洗浄ノズル
20 化成処理機構 21 処理槽 22 洗浄手段 23 乾燥手段
31 繰出しドラム 32 巻取りドラム
40 陽極酸化処理機構 41 処理槽 42 電源 43 コンダクタロール
44 対極 45 シンクロール 46,47 洗浄槽 48 乾燥手段
49 リングロール
100 素材板 101 研削板 102 化成処理板 103 陽極酸化処理板
【技術分野】
【0001】
本発明は、プレス加工といった塑性加工が施されてなるマグネシウム合金部材の素材に適したマグネシウム合金材の製造方法に関するものである。特に、化成層や陽極酸化層といった防食層を具えるマグネシウム合金材を生産性よく製造可能な製造方法に関するものである。
【背景技術】
【0002】
軽量で比強度、比剛性に優れるマグネシウム合金が、携帯電話やノート型パーソナルコンピュータといった携帯用電気・電子機器類の筐体や自動車部品などの各種の部材の構成材料に利用されてきている。
【0003】
マグネシウム合金からなる部材は、ダイカスト法やチクソモールド法による鋳造材(ASTM規格のAZ91合金)が主流である。近年、ASTM規格のAZ31合金に代表される展伸用マグネシウム合金からなる板にプレス加工を施した部材が使用されつつある。特許文献1は、ASTM規格におけるAZ91合金相当のマグネシウム合金を双ロール連続鋳造法により製造した鋳造板に圧延を施し、この圧延板にプレス加工を施したプレス加工部材を開示している。
【0004】
上記圧延を行う際、潤滑剤を利用することで摩擦抵抗を低減できる。そして、圧延後に研磨を施すことで(特許文献1の明細書0015,0030)、圧延板の表面に残存する潤滑剤や、同表面に形成された酸化膜、表面欠陥などを除去することができる。
【0005】
一方、上記プレス加工部材に、脱脂→酸エッチング→脱スマット→表面調整といった前処理を行った後、化成処理を施して化成層を形成することで(特許文献1の明細書0033,0034)、プレス加工部材の耐食性を高められる。マグネシウム合金に対する防食処理には、上記化成処理の他、陽極酸化処理がある。陽極酸化処理の場合も、上記のような前処理を施すことが一般的である。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009-120877号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、従来、化成層といった防食層を具えるマグネシウム合金部材を製造する場合、工程数が多くて効率が悪く、生産性を向上することが望まれている。
【0008】
上述のように、所定の形状にプレス成形した後、化成処理や陽極酸化処理といった防食処理を施して化成層や陽極酸化層といった防食層を形成する場合、プレス加工部材ごとにそれぞれ、上記前処理及び防食処理を施す必要があり、煩雑である。
【0009】
これに対し、プレス成形前の素材(代表的には圧延板)に、上記前処理及び防食処理を施すことが考えられる。この場合、素材が板といった単純形状であるため、素材が長尺材や広幅材であっても、上記前処理及び防食処理を連続的に施すことができ、効率がよい。しかし、この場合も、圧延後、研磨→前処理→防食処理という工程を経ることで工程数が多い。
【0010】
そこで、本発明の目的は、化成層などの防食層を具えるマグネシウム合金材を生産性よく製造可能なマグネシウム合金材の製造方法を提供することにある。
【課題を解決するための手段】
【0011】
ダイカスト材やチクソモールド材に比較して、圧延材といった塑性加工材は、鋳造時の欠陥が低減されたり、結晶が微細化されたりすることで、同一の組成であっても、強度や靭性などの機械的特性、耐食性により優れる。そこで、本発明者らは、圧延材を対象として、生産性を向上するための方法を検討した。
【0012】
上述のように圧延材を研磨することで、研磨までに形成された酸化膜や圧延時に使用した潤滑剤、圧延材に存在する表面欠陥などを除去できる。そして、この研磨により、マグネシウム合金の新生面を生成することができる。しかし、研磨後にプレス加工といった塑性加工がなされることで、酸化膜が再度形成されたり、加工時の潤滑剤が素材表面に存在し得る。
【0013】
一方、化成層は、マグネシウム合金中のマグネシウム成分と化成処理液とが反応して形成されるものであり、陽極酸化層は、処理液に浸漬させたマグネシウム合金を陽極として通電することで、マグネシウム合金中のマグネシウム成分と処理液中の酸素とが反応して形成される酸化物などからなるものである。このため、化成層や陽極酸化層の形成にあたり、素材表面にマグネシウム合金母材が露出している必要があり、従来、防食処理前に、脱脂や酸エッチングといった前処理を施して、上記酸化膜などを除去して母材を表出する、即ち、マグネシウム合金の新生面を生成することが行われている。
【0014】
これらのことから、上記研磨と、脱脂や酸エッチングとは、「新生面を生成する」という点で同じ作用を有すると言える。従って、研磨後、酸化膜などの生成がなされる前に防食処理を行うことで、脱脂及び酸エッチングを省略できる。そこで、本発明は、研削後、プレス加工といった塑性加工を挟まずに、かつ脱脂や酸エッチングといった処理を行わず、直ちに防食処理を行うことを提案する。
【0015】
本発明は、防食層を具えるマグネシウム合金材を製造するマグネシウム合金材の製造方法に係るものであり、以下の準備工程と、研削工程と、防食工程とを具える。
準備工程:マグネシウム合金からなり、圧延が施された素材板を準備する工程。
研削工程:上記素材板に脱脂処理を施すことなく機械的研磨を施して、研削板を作製する工程。
化成工程:上記機械的研磨に引き続いて、上記研削板に防食処理を施して、防食処理板を作製する工程。
【0016】
上記構成によれば、防食処理を施すまでの間に作用が重複する工程を低減できる。具体的には、上記構成では、素材板を構成するマグネシウム合金の新生面の生成を複数回繰り返し行う必要が無い。また、上記構成によれば、研削や防食処理を施す対象が、リブなどの突起や曲がり箇所を有する凹凸形状、立体形状のものではなく、実質的に平面で構成される板材であるため、当該対象に研削や防食処理を容易に、かつ均一的に施すことができる。このように本発明製造方法は、工程数が少ないながらも、防食層を具えるマグネシウム合金材を効率よく製造でき、生産性に優れる。また、本発明製造方法は、コストの削減にも寄与することができる。
【0017】
更に、上記構成によれば、素材板を圧延材とすることで、素材をダイカスト材やチクソモールド材とする場合と比較して、強度や靭性といった機械的特性、耐食性に優れるマグネシウム合金材を製造できる。また、上記構成によれば、素材板を圧延材とすることで塑性加工性に優れることから、得られた防食処理板(特に、化成処理板)にもプレス加工といった塑性加工を十分に施すことができる。そのため、本発明製造方法により得られたマグネシウム合金材(1次加工材)は、塑性加工材(2次加工材)の素材に好適に利用できる。その他、このマグネシウム合金材は、適宜な形状や長さに切断や打抜きなどすることで、防食層を具える平板材としても好適に利用できる。
【0018】
上記防食処理には、化成処理及び陽極酸化処理のいずれも利用することができる。即ち、本発明の一形態として、上記防食処理が化成処理である形態、陽極酸化処理である形態が挙げられる。
【0019】
本発明の一形態として、上記素材板がコイル状に巻き取られており、このコイル材を巻き戻した状態で上記機械的研磨を施した後、巻き取ることなく引き続いて上記防食処理を施す形態が挙げられる。
【0020】
上記素材板は、所定の長さのシート材とすることができる。これに対して、上記形態のようにコイル材とすると、当該コイル材を巻き戻し及び巻き取ることで素材板を走行させられるため、素材板を連続して研削工程や防食工程に供給することでき、長尺な防食処理板を容易に製造できる。また、得られた防食処理板を上述のように塑性加工材(2次加工材)の素材とすることで、当該塑性加工材も連続生産が可能であることから、上記形態は、塑性加工材(2次加工材)の量産に寄与することができる。
【0021】
本発明の一形態として、上記機械的研磨が湿式ベルト研磨である形態が挙げられる。
【0022】
研削には、研磨ベルトや研磨ブラシを用いる機械的研磨やエッチングといった化学的研磨がある。上記形態のように研削ベルトを用いることで、素材板が長尺材や広幅材であっても、連続して、かつ容易に研削を施せるため、作業効率がよく、マグネシウム合金材の生産性に優れる。また、機械的研磨は化学的研磨よりも油や汚れなどの付着物の除去を十分に行い易く、これら付着物が残存することによる防食層の形成不良が生じ難い。更に、湿式とすることで、研削時に生じた研削粉の飛散を効果的に防止できる。
【0023】
本発明の一形態として、上記研削工程と上記防食工程との間に上記研削板を洗浄液で洗う洗浄工程を具える形態が挙げられる。この形態では、更に、上記洗浄液が上記研削板に付着したまま上記化成工程に移行する形態が挙げられる。
【0024】
上記形態によれば、研削粉や研削液を洗浄液で洗い流すことができ、次工程の防食処理にあたり、研削粉や研削液に起因する反応斑などを効果的に防止できる。本発明では、研削後、代表的には引き続いて防食処理を行うことから、洗浄後防食処理までの間に洗浄液が過度に付着すること(長時間付着すること)による酸化が実質的に無視でき、防食層を良好に形成できる。従って、この形態によれば、洗浄液を乾燥する乾燥工程を省略でき、生産効率を更に向上できる。なお、洗浄液が処理液に混入されるものの、処理液の濃度などを管理しておき、適宜交換などすることで、実質的に問題なく使用できる。特に、洗浄液に純水を用いると、上記混入に伴う不具合が生じ難く、好ましい。
【0025】
本発明の一形態として、上記研削工程と上記防食工程との間に、上記研削板の少なくとも一面にヘアライン加工、ダイヤカット加工、ショットブラスト加工、及びスピンカット加工から選択される少なくとも1種の表面加工を行う加工工程を具える形態が挙げられる。
【0026】
上記表面加工はいずれも、新生面を形成することができる。従って、上記形態によれば、研削工程により形成された新生面を損なうことなく、或いは新たな新生面を形成することで、次の防食工程で防食層を良好に形成することができる。そのため、上記形態によれば、意匠性や金属質感が高く、かつ防食層を具えることで耐食性に優れるマグネシウム合金材が得られる。特に、この形態では、意匠性や金属質感を損なわないように透明な防食層を形成可能な処理液を選択することが好ましい。なお、上述した洗浄工程を具える形態では、洗浄後に、上記表面加工を施すと、精度良く表面加工を行えて好ましい。
【0027】
本発明の一形態として、上記防食処理に引き続いて、上記防食処理板の少なくとも一面に塗装を施して、塗装板を作製する塗装工程を具える形態が挙げられる。
【0028】
上記形態によれば、防食層に加えて塗装層を具えるマグネシウム合金材が得られる。得られたマグネシウム合金材は、塗装層により耐食性がより高められる上に、装飾性や意匠性にも優れる。また、防食層を具えることで、塗装層の密着性を高められる。
【0029】
本発明製造方法は、種々の元素を添加元素とするマグネシウム合金(残部Mg及び不純物)に適用できると期待される。特に、添加元素の濃度が高い合金、具体的には合計含有量が7.3質量%以上であるマグネシウム合金は、添加元素の種類にもよるが、強度や硬度といった機械的特性、耐食性、難燃性、耐熱性といった種々の特性に優れる。従って、本発明製造方法によれば、種々の組成のマグネシウム合金からなり、上記各特性に優れるマグネシウム合金材を製造できる。
【0030】
具体的な添加元素は、Al,Zn,Mn,Si,Be,Ca,Sr,Y,Cu,Ag,Sn,Li,Zr,Ce,Au,Ni及び希土類元素(Y,Ceを除く)から選択される少なくとも1種の元素が挙げられる。不純物は、例えば、Feなどが挙げられる。
【0031】
特に、Alを含有するMg-Al系合金は、耐食性に優れる上に、強度、耐塑性変形性といった機械的特性にも優れる。Alの含有量が多いほど上記効果が高い傾向にあり、4.5質量%以上、更に7質量%、特に、7.3質量%以上が好ましい。但し、Alの含有量が12質量%を超えると塑性加工性の低下を招くことから、上限は12質量%、更に11質量%が好ましい。Al以外の各元素の含有量は、合計で0.01質量%以上10質量%以下、好ましくは0.1質量%以上5質量%以下が挙げられる。
【0032】
Mg-Al系合金のより具体的な組成は、例えば、ASTM規格におけるAZ系合金(Mg-Al-Zn系合金、Zn:0.2質量%〜1.5質量%)、AM系合金(Mg-Al-Mn系合金、Mn:0.15質量%〜0.5質量%)、AS系合金(Mg-Al-Si系合金、Si:0.01質量%〜20質量%)、Mg-Al-RE(希土類元素)系合金、AX系合金(Mg-Al-Ca系合金、Ca:0.2質量%〜6.0質量%)、AJ系合金(Mg-Al-Sr系合金、Sr:0.2質量%〜7.0質量%)などが挙げられる。
【0033】
本発明の一形態として、上記マグネシウム合金がAlを8.3質量%以上9.5質量%以下含有する形態が挙げられる。
【0034】
Alを7.3質量%以上12質量%以下含有する形態、特にAlを8.3質量%〜9.5質量%含有する形態は、強度に優れる上に耐食性にも優れる。Alを8.3質量%〜9.5質量%含有する合金として、更にZnを0.5質量%〜1.5質量%含有するMg-Al-Zn系合金、代表的にはAZ91合金が挙げられる。
【0035】
その他、Y,Ce,Ca,及び希土類元素(Y,Ceを除く)から選択される少なくとも1種の元素を合計0.001質量%以上、好ましくは合計0.1質量%以上5質量%以下含有し、残部がMg及び不純物からなるマグネシウム合金は、耐熱性、難燃性に優れる。希土類元素を含有する場合、その合計含有量は0.1質量%以上が好ましく、特に、Yを含有する場合、その含有量は0.5質量%以上が好ましい。
【発明の効果】
【0036】
本発明マグネシウム合金材の製造方法は、化成層といった防食層を具えるマグネシウム合金材を生産性よく製造することができる。
【図面の簡単な説明】
【0037】
【図1】図1は、実施形態1に係るマグネシウム合金材の製造方法を説明する概略工程図である。
【図2】図2は、実施形態2に係るマグネシウム合金材の製造方法を説明する概略工程図であり、防食工程を示す。
【発明を実施するための形態】
【0038】
<実施形態1>
以下、図1を参照して、実施形態1に係るマグネシウム合金材の製造方法を説明する。実施形態1の製造方法は、防食層として化成層を具えるマグネシウム合金材を製造する方法に係るものであり、素材板100に研削機構10により機械的研磨を施して研削板101を作製する研削工程に引き続いて、研削板101に化成処理機構20により防食処理(化成処理)を施し、防食処理板(化成処理板102)を作製する防食工程(化成工程)を行うことを最大の特徴とする。この形態では、素材板100として長尺な板材を利用し、この長尺材を走行させて上記各工程に移行する構成である。以下、素材板100をまず説明し、その後、各工程をより詳しく説明する。
【0039】
(素材板)
ここでは、素材板100は、マグネシウム合金からなる長尺な圧延板を巻き取った圧延コイル材を巻き戻したものである。圧延コイル材は、例えば、双ロール連続鋳造法といった連続鋳造法により長尺なマグネシウム合金鋳造板を作製して巻き取り、この巻き取った鋳造コイル材を巻き戻して、鋳造板に少なくとも1パスの圧延(代表的には温間圧延)を施して長尺な圧延板を作製し、この圧延板を巻き取ることで得られる。
【0040】
急冷凝固が可能な連続鋳造法を利用することで、酸化物や偏析などを低減できる上に、割れの起点になり得る10μm超といった粗大な晶析出物の生成を抑制できる。特に、双ロール連続鋳造法は、剛性及び熱伝導性に優れ、かつ偏析が少ない鋳造板を形成し易い。
【0041】
上記鋳造板の厚さ、幅、及び長さは、適宜選択することができる。例えば、厚さが10mm以下、更に7mm以下、特に5mm以下であると、偏析などが存在し難く、強度に優れる。また、長さが30m以上、更に50m以上、とりわけ100m以上といった長尺な鋳造板や、幅が100mm以上、更に200mm以上、とりわけ250mm以上といった広幅な鋳造板を圧延板の素材とすると、長尺な圧延板や広幅な圧延板を作製でき、この圧延板を巻き取った圧延コイル材は、プレス加工部材といった塑性加工部材(2次加工材)の素材に好適に利用できる。なお、鋳造コイル材の内径が小さい場合、鋳造板を巻き取る直前で150℃以上に加熱した状態で巻き取ると、割れが生じることなく巻き取ることができて好ましい。また、圧延前に、鋳造板の両縁部(幅方向の両側部)をトリミングしておくと、鋳造板の両縁部に割れが生じている場合でも、その割れが圧延時に進展することを防止できる。圧延板にもトリミングを施してもよい。
【0042】
上記圧延は、上記鋳造板を含む素材を150℃以上400℃以下に加熱して行う温間圧延を含むことが好ましい。上記温度範囲で素材を加熱することで、素材の塑性加工性を高められ、1パスあたりの圧下率を例えば、10%〜50%程度に高めても割れが生じ難い。また、上記温度範囲とすることで、素材表面の焼付きなどによる劣化の抑制、圧延ロールの熱劣化の抑制を図ることができる。上記素材の加熱温度は、350℃以下、更に300℃以下、とりわけ280℃以下が好ましい。素材だけでなく圧延ロールも加熱したり、特開2007-098470号公報に開示される制御圧延、その他公知の条件などを利用して、圧延することができる。なお、上記鋳造板に溶体化処理(例えば、加熱温度:350℃〜420℃、保持時間:1時間〜40時間)を施してから、圧延を施してもよい。
【0043】
上記温間圧延を含む圧延は、1パスでも複数パス行ってもよい。複数パスの圧延を行うことで、厚さが薄い圧延板が得られる上に、圧延板を構成する組織の平均結晶粒径を小さくしたり(例えば、10μm以下、好ましくは5μm以下)、プレス加工といった塑性加工性を高められる。所望の厚さの圧延板が得られるように、パス数、各パスの圧下率、及び総圧下率を適宜選択することができる。
【0044】
複数パスの圧延を行う場合、パス間に中間熱処理を行って、この中間熱処理までの塑性加工(主として圧延)により素材に導入された歪みや残留応力、集合組織などを除去、軽減すると、その後の圧延で不用意な割れや歪み、変形を防止して、より円滑に圧延を行える。中間熱処理は、例えば、加熱温度:150℃〜350℃、保持時間:0.5時間〜3時間が挙げられる。
【0045】
上記圧延板の厚さ、幅、及び長さは、適宜選択することができる。特に、本発明製造方法により得られたマグネシウム合金材をプレス加工部材といった塑性加工部材の素材に利用する場合、圧延板の厚さは0.1mm以上2.0mm以下が好ましく、0.3mm〜1.2mmが利用し易い。また、長さが50m以上、更に100m以上、とりわけ200m以上といった長尺材や、幅が100mm以上、更に200mm以上、とりわけ250mm以上といった広幅材とすることができる。このような長尺材や広幅材を上記塑性加工部材の素材に利用すると、当該塑性加工部材を連続的に製造可能であり、当該長尺材や広幅材を巻き取った圧延コイル材は、上記塑性加工部材の生産性の向上に寄与することができる。
【0046】
上記圧延は、潤滑剤を適宜利用すると、圧延時の摩擦抵抗を低減でき、素材の焼き付きなどを防止して、圧延を施し易い。
【0047】
上記圧延後、圧延板に矯正処理を施すことができる。この矯正処理は、特に、圧延板を100℃〜300℃、好ましくは150℃以上280℃以下に加熱して行うことが好ましい。矯正処理は、例えば、圧延板を加熱可能な加熱炉と、加熱された圧延板に連続的に曲げ(歪)を付与するために複数のロールが上下に対向して千鳥状に配置されたロール部とを具えるロールレベラ装置を好適に利用できる。このような温間矯正を施した矯正板は、プレス加工といった塑性加工時に動的再結晶化が生じ、塑性加工性に優れる。
【0048】
(繰出しドラム/巻取りドラム)
上記圧延コイル材は、繰出しドラム31に配置されて素材板100を繰り出す。この素材板100に適宜な処理を施して最終的に得られる化成処理板102を巻取りドラム32に巻き取る。繰出しドラム31及び巻取りドラム32がモータなどの動力源により回転することで、素材板100(=研削板101=化成処理板102)は、両ドラム31,32間を走行する。この走行速度が素材板100(=研削板101=処理板102)の搬送速度(ライン速度)となる。
【0049】
(研削機構)
繰出しドラム31から巻き戻された素材板100は、研削機構10に移行される。研削機構10は、湿式ベルト研磨を行う構成を具え、具体的には、素材板100の表裏面を研削するために対向配置される一対の研削ベルト11と、各研削ベルト11が掛け渡されるコンタクトロール12及び遊動ロール13とを具える。
【0050】
研削ベルト11は、適宜な粒度の砥粒を具える無限軌道である。上記粒度(メッシュサイズ)は、適宜選択することができ、大きいほど、表面が平滑な研削板を製造できる。粒度は、例えば、♯320以上、更に♯400以上、特に♯600以上を好適に利用することができる。
【0051】
図1に示す例では、素材板100の表裏を挟むように配置される一対の研削ベルト11の組を素材板100の走行方向に沿って複数組(ここでは2組)配置した例を示す。このように複数組の研削ベルト11を配置する場合、走行方向上流側(図1では左側)の研削ベルト11に砥粒が粗いもの(粒度が小さいもの)を利用し、走行方向下流側(図1では右側)の研削ベルト11に砥粒が細かいもの(粒度が大きいもの)を利用すると、酸化膜や潤滑剤、表面欠陥の除去を十分に行って新生面を生成し易い上に、研削板101の表面を平滑にすることができる。研削板101の表面の酸化膜や潤滑剤、表面欠陥などの除去を行うことで、次工程で化成層を均一的な厚さに斑無く形成し易い。
【0052】
研削ベルト11の回転方向は、素材板100の走行方向と同じ方向(ダウンカット)、走行方向と逆方向(アップカット)のいずれも利用可能である。表面粗さを低減する場合、ダウンカットが好ましく、研削量を多くする場合、研削効率が高いアップカットが好ましい。図1に示す例では、ダウンカットの場合を示す。
【0053】
また、研削機構10は、研削ベルト11や素材板100などに研削液を噴射するスプレーノズル(図示せず)を具えており、研削時、湿式研削が行える構成である。研削液はマグネシウム合金と反応し難い、適宜なものを利用できる。
【0054】
上記研削ベルト11は、コンタクトロール12をモータなどの動力源で回転する主動ロールとし、遊動ロール13を従動ロールとし、コンタクトロール12が回転することで、回転する。また、素材板100を挟んで対向配置される両コンタクトロール12は、同期して回転する。
【0055】
素材板100の表裏は、回転する研削ベルト11によりそれぞれ研削される。対向配置される各研削ベルト11は、素材板100の厚さ方向(図1では上下方向)に移動可能な構成であり、コンタクトロール12を素材板100に近接離反するように移動させることで、研削量を増減できる。研削量は、粒度や回転速度などに応じて、適宜選択することができる。
【0056】
また、図1に示す研削機構10は、洗浄ノズル15を具える。洗浄ノズル15は、研削ベルト11の下流側(図1では右側)に配置させて、研削粉や研削液を洗浄する洗浄液を排出する。この洗浄液により、走行する研削板101の表面に付着する研削粉や研削液を洗い流すことができる。研削工程と化成工程との間に洗浄工程を具えて、研削粉や研削液が研削板101に残存しないようにすることで、次工程で化成層を精度よく形成できる。
【0057】
ここでは、研削板101を洗浄した後、この洗浄液を積極的に乾燥させることはせず、研削板101に洗浄液が付着したまま、次工程に移行する。本発明製造方法では、各工程を連続的に実施することで、上記洗浄液が付着した時間を非常に短時間(例えば、1分間以内)とすることができ、上述のように洗浄液が付着した状態で防食工程に移行しても、実質的に問題ない。
【0058】
(化成処理機構)
研削板101は、巻き取られる前に化成処理機構20に移行される。化成処理機構20は、化成処理液が充填され、走行する研削板101がこの化成処理液に浸漬される処理槽21と、処理槽21から引き出された処理板102を洗浄する洗浄手段22と、洗浄後の処理板102を乾燥する乾燥手段23とを具える。
【0059】
処理槽21は、研削板101が化成処理液に十分に接触して、所望の厚さの化成層が形成されるために必要な化成処理液を貯留可能な大きさを有する。この大きさは、研削板101を浸漬する長さ(板長)、搬送速度、化成処理液の種類などの浸漬時間に関与するパラメータを考慮して適宜選択することができる。例えば、浸漬長さを長くする、より具体的には、処理槽21における研削板101の走行方向に沿った長さを長くする場合、搬送速度を速めても、所定の浸漬時間を十分に確保できる。或いは、浸漬長さを短くする、即ち、処理槽21における上記板長を短くする場合、搬送速度を比較的遅くすることで、所定の浸漬時間を十分に確保できる。或いは、搬送速度及び研削板101に加わる張力を調整して、処理槽21内で研削板101が撓むようにして、所定の浸漬時間を確保できるようにしてもよい。研削板101を撓ませるには、例えば、処理槽21の前後の少なくとも一方にピンチロールを配置して研削板101や化成処理板102を挟むことが挙げられる。ピンチロールにより研削板101などを挟持することで、繰出しドラム31や巻取りドラム32、研削ベルト11による張力が、研削板101において処理槽21に導入される領域に加わり難くする(或いは加わらない)ようにすることができ、研削板101を所望の量だけ撓ませることができる。
【0060】
化成処理液は、P(リン)系液、P-Mn(リン-マンガン)系液、Cr(クロム)系液が代表的であり、公知の化成処理液を利用できる。特に、P系液は、CrやMnを実質的に含まず、環境保全の面から利用し易い。P系液を用いた場合、化成層は、例えば、主としてリン酸塩から構成される。また、処理槽21に超音波撹拌装置などの液体撹拌手段を具える形態としたり、ヒータなどの加熱手段及びその制御手段を具える形態とすることができる。液体撹拌手段を具えることで研削板101が化成処理液に均一的に接触でき、加熱手段を具えることで、化成処理液を所定の温度に容易に保持できる。
【0061】
ここでは、洗浄手段22として、水などの洗浄液を排出する水洗ノズルを上記処理槽21の下流側に具える。水洗ノズルの他、洗浄液を貯留する洗浄液槽を具え、当該液槽に化成処理板102を浸漬させる形態とすることができる。洗浄手段を具えることで、研削板101に付着した化成処理液を除去することができる。
【0062】
乾燥手段23は、研削板101に付着している上記洗浄液を乾燥させるためのものである。この乾燥手段23は、例えば、適宜な温度の風(温風など)を吹き出すファンやエアブローノズルなどを利用できる。更に、上記洗浄液を払拭する吸液ロールを乾燥手段23の上流側に具える形態とすると、上記洗浄液などの液体をより確実に除去でき、これらの液体の付着に起因する表面性状の劣化を抑制できる。従って、払拭手段や乾燥手段23を具える形態は、表面性状により優れる化成処理板102を製造できる。
【0063】
(試験例)
上述した実施形態1の本発明マグネシウム合金材の製造方法に基づいて、長尺なマグネシウム合金材を作製した。
【0064】
この試験では、AZ91合金相当の組成(Mg-8.7%Al-0.65%Zn(全て質量%))のマグネシウム合金の溶湯を用意して、双ロール連続鋳造機により、厚さ4mmの鋳造板を連続して作製して、一旦巻き取り、鋳造コイル材を作製した。この鋳造コイル材をバッチ炉に装入して400℃×24時間の溶体化処理を施した。得られた固溶コイル材を巻き戻して、以下の条件で複数パスの圧延を施して巻き取り、厚さ0.6mm、幅250mm、長さ800mの圧延コイル材を作製した。この圧延コイル材を繰出しドラム31に配置して巻き戻し、素材板100(圧延板)に研削機構10により湿式ベルト研削(上流側のベルト粒度:#240、下流側のベルト粒度:#600)による研削を施した。
【0065】
[圧延条件]
圧下率:5%/パス〜40%/パス
素材の加熱温度:250℃〜280℃
ロール温度:100℃〜250℃
【0066】
得られた研削板101を巻き取らず、引き続いて、化成処理を施した。ここでは、化成処理液として、市販品(ミリオン化学株式会社製の化成処理薬液)を用い、リン酸塩を主成分とする化成層を形成した。用いた薬液に応じて、研削板101の浸漬時間を設定し、当該設定時間となるように、処理槽21の大きさ、研削板101の搬送速度などを調整した。
【0067】
処理槽21に研削板101を浸漬後、通過した化成処理板102を流水(室温)により水洗し、乾燥手段23により、温風(80℃〜100℃程度)を吹きかけて洗浄液(水)を乾燥させ、巻取りドラム32により巻き取って、化成層を具えるマグネシウム合金材からなるコイル材を得た。上記圧延後、この長さ800mのコイル材を作製するまでに要した時間は、1.4時間程度であった。この所要時間は、圧延後、研削→洗浄→乾燥→巻取り、巻き戻して脱脂→酸エッチング→脱スマット→表面調整→化成処理→洗浄→乾燥→巻取り、という工程を行った場合と比較して、少なくとも49%程度時間を短縮することができた。
【0068】
<効果>
上記構成を具える本発明製造方法によれば、研削工程後、時間を空けずに直ちに研削板に化成処理といった防食処理を施すことで、研削板の表面に酸化膜が形成されることを抑制し、かつ化成層を形成できる。従って、従来、酸化膜などの除去に必要とされていた脱脂や酸エッチング、エッチングに伴い生じる脱スマットといった工程を省略でき、本発明製造方法は、化成層といった防食層を具えるマグネシウム合金材を生産性よく製造することができる。また、工程数を低減することで、各工程に必要な設備も不要にできることからも、本発明製造方法は、化成層を具えるマグネシウム合金材を生産性よく製造することができる。
【0069】
そして、実施形態1の製造方法により得られたマグネシウム合金材は、長尺なコイル材であることから、プレス加工といった塑性加工が施されたマグネシウム合金部材の素材に用いた場合、当該部材を連続的に製造可能である。例えば、実施形態1の製造方法により得られたマグネシウム合金材を繰り出して、順送プレスにより所望の形状に成形したり、打抜いたりすることで、マグネシウム合金部材が得られる。或いは、実施形態1の製造方法により得られたマグネシウム合金材を繰り出して、所定の長さに切断してシート状にし、このシート材を成形装置に順次搬送して成形することで、マグネシウム合金部材が得られる。従って、本発明製造方法によれば、マグネシウム合金部材の生産性の向上に寄与することができる。
【0070】
上記実施形態1の変形例として、以下の構成が挙げられる。以下の変形例の構成は、後述する実施形態2〜4にも適用することができる。
<変形例1>
上記実施形態1では、複数組の研削ベルトを具えて、走行方向に沿って多段に研削を行う形態を説明したが、1組の研削ベルトのみを具える形態とすることができる。この場合、粒度が小さいもの(粗粒のもの)を用いると、酸化膜や潤滑剤などを十分に除去して、新生面を確実に生成できて好ましい。
【0071】
<変形例2>
上記実施形態1では、素材板100の表裏面の双方を研削して、研削板101の両面に防食層(化成層)を形成する形態を説明したが、表裏面のいずれか一方の面にのみ防食層を形成する形態とすることができる。この場合、対向配置される一対の研削ベルト11のうち、一方をビリーロールに変更し、素材板100の一方の面が研削されないようにするとよい。また、この形態では、圧延後巻き取る前において、或いは、圧延後上述の矯正処理を行う場合は当該矯正処理後巻き取る前において、防食層の形成が不要な面にマスキングを適宜施し、防食処理液が接触しないようにすることができる。
【0072】
<変形例3>
上記実施形態1では、素材板100として、連続する長尺材を巻き取った圧延コイル材を利用する形態を説明したが、所定の長さのシート材とすることができる。シート材は、所定の長さに切断した鋳造材に上述の圧延を施したり、圧延コイル材を製造後、所定の長さに切断したりすることで製造することができる。
【0073】
上記シート材に研削に引き続いて防食処理を施すには、ベルトコンベアといった搬送手段を適宜配置して、この搬送手段により、シート材を研削機構に移送したり、研削シート材を水洗工程や防食工程に移送させることで行える。防食工程に移送する前に、シート材を処理槽などに設置するための治具や、通電(後述する実施形態2)のための治具を当該シート材に迅速に取り付けることで、研磨から連続して防食処理(化成処理及び陽極酸化処理(後述する実施形態2)のいずれも)を行うことができる。
【0074】
<変形例4>
上記実施形態1では、圧延コイル材や矯正コイル材を巻き戻して研削以降の工程に移行する形態を説明したが、圧延工程や矯正工程から研削工程に連続して移行する形態とすることができる。より具体的には、例えば、圧延を1パスのみとする場合や仕上げ圧延から研削、仕上げ圧延から矯正を介して研削を連続して施す形態とすることが挙げられる。
【0075】
<実施形態2>
上記実施形態1では、防食処理として化成処理を施す場合を説明した。その他、陽極酸化処理を施すことができる。実施形態2の製造方法も基本的構成は実施形態1と同様であり、主たる相違点は防食処理方法にあるため、ここでは防食処理方法を詳細に説明する。
【0076】
実施形態2は、防食処理機構として、例えば、図2に示す陽極酸化処理機構40を具える。図2に示す陽極酸化処理機構40は、陽極酸化処理液が充填され、走行する研削板101がこの処理液に浸漬される処理槽41と、走行する研削板101を陽極、対極44を負極として通電する電源42と、電源42に接続され、研削板101が接することで研削板101を通電するコンダクタロール43と、処理槽41内に配置されて研削板101の進行を促すシンクロール45と、上記処理液を洗浄する洗浄液が充填され、処理槽41から引き出された素材がこの洗浄液に浸漬される洗浄槽46,47と、洗浄液を乾燥させる乾燥手段48とを具える。また、この例では、余分な処理液や洗浄液を除去するためのリングロール49を各槽41,46,47の下流側に適宜配置している。更に、この例では、洗浄槽46,47内にもシンクロール45を配置して、各槽46,47内に素材(陽極酸化処理板103)を導入し易くすると共に、各槽46,47内の下流側に適宜送りローラを配置して、陽極酸化処理板103の走行を促すようにしている。なお、この例では、洗浄槽46,47を複数具える例を示すが、一つでもよい。洗浄液や乾燥手段48は実施形態1と同様のものが利用できる。
【0077】
走行する研削板101において処理槽41に導入された箇所は、当該箇所の上流側及び下流側がコンダクタロール43に接触することで陽極として通電され、その表面に主として酸化物を形成することができる。即ち、連続して陽極酸化処理板103を製造することができる。また、得られた陽極酸化処理板103は、洗浄槽46,47に導入されて十分に洗浄されるため、処理液が過度に付着することが無い。
【0078】
<実施形態3>
上記実施形態1,2で説明したように研削板に連続して防食処理を施してもよいが、防食処理を施す前に、当該研削板にヘアライン加工などの表面加工を施してもよい。より具体的には、研削機構10の下流側に適宜な表面加工手段(図示せず)を配置して、研削後洗浄された研削板101の所望の領域(一面でも両面でもよい。また、各面の全面でも一部でもよい)に適宜な表面加工を施した後、防食処理を施す。
【0079】
上記表面加工が施された箇所は、当該表面加工により新生面が形成され、当該表面加工が施されない箇所が存在する場合も当該表面加工前の研削により新生面を形成されていることから、研削後直ちに表面加工を施し、かつ表面加工後に引き続いて防食処理を施すことで、防食層を良好に形成することができる。また、上記表面加工により表面が荒らされた状態となることで、防食層との密着性にも優れると期待される。更に、研削板に上記表面加工を施す、即ち、加工対象が平坦で表面性状に優れる状態であるため、高精度に表面加工を施すことができる。従って、実施形態3の製造方法により得られたマグネシウム合金材は、その一面又は両面に上記表面加工が施されていることで、意匠性に優れ、金属質感が高い上に、耐食性にも優れる。
【0080】
上記表面加工の種類によっては加工時に素材の走行速度や張力を調整することが望まれる場合がある。この場合、例えば、上述のように素材を適宜撓ませたり、素材において加工箇所の上流側及び下流側の少なくとも一方にピンチロールを配置したりするとよい。更に、上記表面加工は、湿式で行うと、切削などで生じた粉末の飛散を効果的に防止できて好ましい。また、上記表面加工後、適宜洗浄や洗浄液の乾燥を行うと、切削などで生じた粉末を十分に除去できて好ましい。
【0081】
<実施形態4>
上記実施形態1,2では防食処理板を巻き取る構成を説明したが、防食処理後、更に、塗装を施す工程を具えることができる。ここでは、塗装工程を詳細に説明する。
【0082】
塗装に用いる塗料は、例えば、ポリエステル系、高分子ポリエステル系、エポキシ系、ウレタン系、及びアクリル系の樹脂から選択される1種以上の樹脂が挙げられる。或いは、ポリテトラフルオロエチレンといったフッ素樹脂を利用することができる。また、透明でも不透明でも所望のものを利用することができる。塗装方法は、スプレー塗装やローラ塗装、電着塗装が挙げられる。スプレー塗装では、例えば、防食処理機構の下流側にスプレー手段と、塗料の焼付け・乾燥を行う定着手段とを配置させるとよい。電着塗装では、例えば、実施形態2で説明した陽極酸化処理機構40において、処理槽41を電着塗装槽とすることで、塗装を容易に施せる。例えば、アニオン電着塗装の場合、防食処理板を陽極、対極を負極として通電するとよい。電着塗装にあたり、処理槽41を変更する以外の構成は、上述した陽極処理機構40の構成を利用することができる。なお、塗装後にも適宜洗浄や洗浄液の乾燥を行うと、表面性状により優れるマグネシウム合金材が得られて好ましい。
【0083】
実施形態4の製造方法により得られたマグネシウム合金材は、その一面又は両面に塗装層を具えることで、耐食性により優れる上に、意匠性にも優れる。特に、塗装の対象が板材といった実質的に平面で構成される形状であるため、塗装を容易に、かつ均一的に施すことができる。上記実施形態3で説明した表面加工を具える素材とする場合、塗装層を透明(有色でも無色でもよい)とすることで、意匠性に更に優れる上に、金属質感も高められる。
【0084】
なお、上述した実施の形態は、本発明の要旨を逸脱することなく、適宜変更することが可能であり、上述した構成に限定されるものではない。例えば、マグネシウム合金の組成(添加元素の種類、含有量)、コイル材を構成する板材やシート材の厚さ・幅・長さ、防食処理液の種類、防食処理機構などを適宜変更することができる。
【産業上の利用可能性】
【0085】
本発明マグネシウム合金材の製造方法は、プレス加工や鍛造、曲げ加工といった種々の塑性加工が施されてなるマグネシウム合金部材、例えば、携帯用や小型な電気・電子機器類の筐体といった各種の電気・電子機器類の構成部材、自動車や航空機といった輸送機器の構成部材の素材に利用されるマグネシウム合金材の製造に好適に利用することができる。
【符号の説明】
【0086】
10 研削機構 11 研削ベルト 12 コンタクトロール 13 遊動ロール
15 洗浄ノズル
20 化成処理機構 21 処理槽 22 洗浄手段 23 乾燥手段
31 繰出しドラム 32 巻取りドラム
40 陽極酸化処理機構 41 処理槽 42 電源 43 コンダクタロール
44 対極 45 シンクロール 46,47 洗浄槽 48 乾燥手段
49 リングロール
100 素材板 101 研削板 102 化成処理板 103 陽極酸化処理板
【特許請求の範囲】
【請求項1】
マグネシウム合金からなり、圧延が施された素材板を準備する準備工程と、
前記素材板に脱脂処理を施すことなく機械的研磨を施して、研削板を作製する研削工程と、
前記機械的研磨に引き続いて、前記研削板に防食処理を施して、防食処理板を作製する防食工程とを具えることを特徴とするマグネシウム合金材の製造方法。
【請求項2】
前記防食処理は、化成処理であることを特徴とする請求項1に記載のマグネシウム合金材の製造方法。
【請求項3】
前記素材板は、コイル状に巻き取られており、
このコイル材を巻き戻した状態で前記機械的研磨を施した後、巻き取ることなく引き続いて前記防食処理を施すことを特徴とする請求項1又は2に記載のマグネシウム合金材の製造方法。
【請求項4】
前記機械的研磨は、湿式ベルト研磨であることを特徴とする請求項1〜3のいずれか1項に記載のマグネシウム合金材の製造方法。
【請求項5】
前記研削工程と前記防食工程との間に、前記研削板を洗浄液で洗う洗浄工程を具え、
前記洗浄液が前記研削板に付着したまま前記防食工程に移行することを特徴とする請求項1〜4のいずれか1項に記載のマグネシウム合金材の製造方法。
【請求項6】
前記研削工程と前記防食工程との間に、前記研削板の少なくとも一面にヘアライン加工、ダイヤカット加工、ショットブラスト加工、及びスピンカット加工から選択される少なくとも1種の表面加工を行う加工工程を具えることを特徴とする請求項1〜4のいずれか1項に記載のマグネシウム合金材の製造方法。
【請求項7】
前記防食処理に引き続いて、前記防食処理板の少なくとも一面に塗装を施して、塗装板を作製する塗装工程を具えることを特徴とする請求項1〜6のいずれか1項に記載のマグネシウム合金材の製造方法。
【請求項8】
前記マグネシウム合金は、Alを8.3質量%以上9.5質量%以下含有することを特徴とする請求項1〜7のいずれか1項に記載のマグネシウム合金材の製造方法。
【請求項1】
マグネシウム合金からなり、圧延が施された素材板を準備する準備工程と、
前記素材板に脱脂処理を施すことなく機械的研磨を施して、研削板を作製する研削工程と、
前記機械的研磨に引き続いて、前記研削板に防食処理を施して、防食処理板を作製する防食工程とを具えることを特徴とするマグネシウム合金材の製造方法。
【請求項2】
前記防食処理は、化成処理であることを特徴とする請求項1に記載のマグネシウム合金材の製造方法。
【請求項3】
前記素材板は、コイル状に巻き取られており、
このコイル材を巻き戻した状態で前記機械的研磨を施した後、巻き取ることなく引き続いて前記防食処理を施すことを特徴とする請求項1又は2に記載のマグネシウム合金材の製造方法。
【請求項4】
前記機械的研磨は、湿式ベルト研磨であることを特徴とする請求項1〜3のいずれか1項に記載のマグネシウム合金材の製造方法。
【請求項5】
前記研削工程と前記防食工程との間に、前記研削板を洗浄液で洗う洗浄工程を具え、
前記洗浄液が前記研削板に付着したまま前記防食工程に移行することを特徴とする請求項1〜4のいずれか1項に記載のマグネシウム合金材の製造方法。
【請求項6】
前記研削工程と前記防食工程との間に、前記研削板の少なくとも一面にヘアライン加工、ダイヤカット加工、ショットブラスト加工、及びスピンカット加工から選択される少なくとも1種の表面加工を行う加工工程を具えることを特徴とする請求項1〜4のいずれか1項に記載のマグネシウム合金材の製造方法。
【請求項7】
前記防食処理に引き続いて、前記防食処理板の少なくとも一面に塗装を施して、塗装板を作製する塗装工程を具えることを特徴とする請求項1〜6のいずれか1項に記載のマグネシウム合金材の製造方法。
【請求項8】
前記マグネシウム合金は、Alを8.3質量%以上9.5質量%以下含有することを特徴とする請求項1〜7のいずれか1項に記載のマグネシウム合金材の製造方法。
【図1】


【図2】
【図2】
【公開番号】特開2012−107283(P2012−107283A)
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願番号】特願2010−256303(P2010−256303)
【出願日】平成22年11月16日(2010.11.16)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願日】平成22年11月16日(2010.11.16)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
[ Back to top ]