
マスキング材、マスキング材の製造方法およびマスキング方法
【課題】耐熱性に優れ、かつ繰り返しの使用が可能なマスキング材、そのようなマスキング材の製造方法、ならびにそのようなマスキング材を使用したマスキング方法を提供する。
【解決手段】加熱工程下で使用されるマスキング材1であって、加熱工程の温度よりも高い融点を有する樹脂を主樹脂成分とし、加熱工程の温度よりも高いキューリー温度を有する磁性体を含有する基材2と、基材2の片面上に形成された、剥離性保護材からなる剥離性保護層3とを備えたマスキング材1。
【解決手段】加熱工程下で使用されるマスキング材1であって、加熱工程の温度よりも高い融点を有する樹脂を主樹脂成分とし、加熱工程の温度よりも高いキューリー温度を有する磁性体を含有する基材2と、基材2の片面上に形成された、剥離性保護材からなる剥離性保護層3とを備えたマスキング材1。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、塗装時に塗料を付着させたくない部分をマスキングするためのマスキング材、マスキング材の製造方法およびマスキング方法に関するものである。
【背景技術】
【0002】
従来より、塗装時に塗料を付着させたくない部分をマスキングするためには、一般的にマスキングテープが使用されている。マスキングテープは、テープ基材と、粘着剤層と、剥離紙とから構成され、使用時に剥離紙を剥がし、露出した粘着剤層の粘着力を利用して被マスキング部に貼付される。そして、塗装後に被マスキング部から剥がされ、破棄される。
【0003】
このようなマスキングテープでは、剥離紙も塗装後のマスキングテープも破棄対象のゴミとなるため、資源の無駄となっている。また、一度貼付したマスキングテープを剥がして、再度貼り直そうとすると、粘着剤層の粘着力の低下により、貼り直しができない場合がある。さらに、粘着剤層の粘着力によって貼付するためには、被マスキング部の油分を除去しなければ所望の粘着力が得られないため、脱脂作業を行う必要があり、煩雑である。
【0004】
これに対し、特許文献1および2では、磁性粉末を含有するシートをマスキングシートとして使用することを提案している。かかるマスキングシートによれば、磁力を利用することによって、マスキング作業の省力化を図ることができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭61−257259号公報
【特許文献2】特許第3102585号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載のマスキングシートは、塩素化ポリエチレン、ニトリルゴム(NBR)、エチレン−プロピレン−ジエンゴム(EPDM)、塩素化ポリエチレン(CPE)、エチレン−酢酸ビニル共重合体(EVA)、塩化スルホン化ポリエチレン、軟質塩化ビニル等の軟質プラスチックを主樹脂成分としているため、耐熱性が低く、例えば160℃の加熱工程で使用すると、マスキングシートが変形または溶融してしまうという問題がある。特にマスキングシートが溶融した場合には、当該マスキングシートが被マスキング部に融着し、被マスキング部を汚染してしまうことになる。
【0007】
なお、特許文献1に記載のマスキングシートの上面には、ポリエチレン、ポリプロピレン等の薄膜耐溶剤性のフィルムがラミネートされているが、このラミネートフィルムの表面張力によって、当該ラミネートフィルムに付着した塗料が容易に剥離するため、上記のような加熱工程下で使用しなければ、マスキングシートの再利用が可能となる。
【0008】
一方、特許文献2に記載のマスキングシートは、エチレン−メチルアクリレート共重合体とエチルアクリレート系重合体とからなる樹脂を主樹脂成分とすることで、耐熱性を有するものとなっている。しかしながら、このマスキングシートに付着した塗料は容易に剥離しないため、当該マスキングシートを繰り返し使用すると、マスキングシートに付着した塗膜の厚さが増大し、マスキングに使用することができなくなってしまう。
【0009】
本発明は、このような実状に鑑みてなされたものであり、耐熱性に優れ、かつ繰り返しの使用が可能なマスキング材、そのようなマスキング材の製造方法、ならびにそのようなマスキング材を使用したマスキング方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記目的を達成するために、第1に本発明は、加熱工程下で使用されるマスキング材であって、前記加熱工程の温度よりも高い融点を有する樹脂を主樹脂成分とし、前記加熱工程の温度よりも高いキューリー温度を有する磁性体を含有する基材と、前記基材の片面上に形成された、剥離性保護材からなる剥離性保護層とを備えたことを特徴とするマスキング材を提供する(発明1)。
【0011】
第2に本発明は、加熱工程下で使用されるマスキング材であって、前記加熱工程の温度よりも高い融点を有する樹脂を主樹脂成分とし、前記加熱工程の温度よりも高いキューリー温度を有する磁性体を含有する基材を備えており、前記基材の片面上には、塗装前の任意の段階で剥離性保護材が塗布されることを特徴とするマスキング材を提供する(発明2)。
【0012】
上記発明(発明1,2)によれば、マスキング材の基材が、加熱工程の温度よりも高い融点を有する樹脂を主樹脂成分とするため、耐熱性に優れ、加熱工程下で使用された場合でも、良好な寸法安定性を示し、繰り返し使用することができる。また、基材に含まれる磁性体は、加熱工程の温度よりも高いキューリー温度を有するため、加熱工程の途中で磁力が低下して、マスキング材が被マスキング部から離脱することはない。さらに、塗装後に剥離性保護層(剥離性保護材)を基材から剥離することで、マスキング材に付着した塗料を除去することができ、この剥離性保護層(剥離性保護材)の剥離・再形成(再塗布)を繰り返すことで、マスキング材を何回も繰り返し使用することができる。
【0013】
上記発明(発明1,2)においては、前記樹脂がポリアミド樹脂であることが好ましい(発明3)。
【0014】
上記発明(発明1〜3)においては、前記剥離性保護材がシーラー材またはストリッパブルペイントであることが好ましい(発明4)。
【0015】
上記発明(発明1〜4)においては、前記加熱工程によるマスキング面方向の寸法変化率が0.1%以下であることが好ましい(発明5)。
【0016】
上記発明(発明1〜5)においては、ステンレス板に対する磁気的固定力が3〜20N/40mmであることが好ましい(発明6)。
【0017】
第3に本発明は、加熱工程下で使用されるマスキング材の製造方法であって、前記加熱工程の温度よりも高い融点を有する樹脂を主樹脂成分とし、前記加熱工程の温度よりも高いキューリー温度を有する磁性体を含有する基材を製造し、塗装前の任意の段階で、前記基材の片面上に剥離性保護材を塗布することを特徴とするマスキング材の製造方法を提供する(発明7)。
【0018】
上記発明(発明7)においては、前記基材を射出成形によって成形することが好ましい(発明8)。
【0019】
第4に本発明は、磁性体を含む部材をマスキング対象とし、加熱工程を含む塗装作業にてマスキングを行うマスキング方法であって、前記加熱工程の温度よりも高い融点を有する樹脂を主樹脂成分とし、前記加熱工程の温度よりも高いキューリー温度を有する磁性体を含有する基材であって、前記磁性体が磁化した前記基材を、被マスキング部に磁気的に固定させ、塗装前の任意の段階で、前記基材の表面に剥離性保護材を塗布し、剥離性保護層を備えたマスキング材とし、塗装後、前記マスキング材を前記被マスキング部から取り外し、塗装後の任意の段階で、前記マスキング材における基材の表面から前記剥離性保護層を剥離することを特徴とするマスキング方法を提供する(発明9)。
【0020】
上記発明(発明9)においては、前記マスキング対象が、下塗後の自動車用鋼板であってもよい(発明10)。
【発明の効果】
【0021】
本発明に係るマスキング材は、耐熱性に優れ、かつ繰り返しの使用が可能である。また、本発明に係るマスキング材の製造方法によれば、上記のようなマスキング材を製造することができる。さらに、本発明に係るマスキング方法によれば、マスキング材を繰り返し使用することができる。
【図面の簡単な説明】
【0022】
【図1】本発明の一実施形態に係るマスキング材の断面図である。
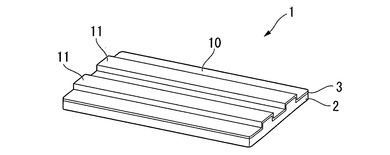
【図2】同実施形態に係るマスキング材の斜視図である。
【発明を実施するための形態】
【0023】
以下、本発明の実施形態について説明する。
〔マスキング材〕
図1に示すように、本実施形態に係るマスキング材1は、基材2と、基材2の片面(図1では上面)上に形成された剥離性保護層3とを備えて構成される。このマスキング材1は、加熱工程、例えば塗料の加熱硬化工程(焼付工程)等において使用されるものである。
【0024】
基材2は、加熱工程の温度よりも高い融点を有する樹脂を主樹脂成分として含む。このような樹脂を使用することで、マスキング材1を加熱工程下で使用しても、基材2が変形したり溶融したりすることがなく、マスキング材1が耐熱性に優れたものとなり、繰り返しの使用が可能となる。なお、本明細書における「主樹脂成分」とは、基材を構成する樹脂のうち主となる樹脂成分をいう。基材2を構成する樹脂は、上記の主樹脂成分のみからなってもよいし、基材2の耐熱性に悪影響を与えない限り、上記の主樹脂成分と他の樹脂との混合物であってもよい。
【0025】
塗料の焼付工程等の加熱工程の温度は、通常120〜160℃であるため、その温度よりも高い融点を有する樹脂を使用すればよく、好ましくは170℃以上、特に好ましくは180℃以上、さらに好ましくは200℃以上の融点を有する樹脂を使用する。
【0026】
上記のような樹脂としては、例えば、ナイロン4、ナイロン6、ナイロン46、ナイロン66、ナイロン610、ナイロン69、ナイロン612、ナイロン1212、ナイロン11、ナイロン12、ナイロンMXD6、ナイロン6T等のポリアミド樹脂、ポリイミド樹脂、ポリアミドイミド樹脂、ポリエステル樹脂、ポリエーテルスルホン樹脂、ポリエーテルイミド樹脂、ポリフェニレンエーテル樹脂、ポリベンズイミダゾール樹脂、ポリベンズオキサゾール樹脂、ポリフェニレンサルファイド樹脂、ポリエーテルエーテルケトン樹脂等が挙げられ、1種を単独で、または2種以上を混合して使用することができる。上記の中でも、寸法安定性および耐薬品性に優れているポリアミド樹脂が好ましく、特にナイロン6が好ましい。ポリアミド樹脂の融点は、一般的には170℃以上であり、ナイロン6の融点は約220℃である。
【0027】
基材2は、上記の樹脂を主樹脂成分とし、加熱工程の温度よりも高いキューリー温度を有する磁性体を含有する。マスキング材1の基材2が磁性体を含有すると、その磁性体が磁化することで、鋼板、鋼材等の磁性体を含む部材に対し、マスキング材1を磁気的に固定させることができる。これにより、マスキング材1を被マスキング部に取り付けること、そしてマスキング材1を被マスキング部から取り外すことを容易に行うことができる。
【0028】
磁性体は、加熱工程の温度よりも高いキューリー温度を有する必要がある。前述のように、塗料の焼付工程等の加熱工程の温度は、通常120〜160℃である。したがって、磁性体のキューリー温度は、それ以上である必要がある。磁性体のキューリー温度が加熱工程の温度よりも低いと、磁化していた磁性体の磁力が加熱工程の途中で減少し、マスキング材1が被マスキング部から離脱してしまうこととなるからである。
【0029】
磁性体としては、例えば、鉄、ニッケル、コバルト等の金属やそれらの合金(例えばステンレススチール)または酸化物、あるいはストロンチウムフェライト、バリウムフェライト、マンガン亜鉛フェライト、ニッケル亜鉛フェライト、銅亜鉛フェライト等のフェライト系、アルミニウム−ニッケル−コバルト合金のようなアルニコ系、希土類−遷移金属系(例:SmCo系,SmFeN系,NbFeB系)等の希土類系などの磁性体が挙げられる。これらの中でも、磁力をコントロールすることが容易という観点から、フェライト系が好ましく、中でもストロンチウムフェライトおよびバリウムフェライトがより好ましい。
【0030】
磁性体の形状としては、粉体形状が好ましい。粉体形状の場合、粒径は、0.1〜100μmであることが好ましく、0.5〜20μmであることが特に好ましく、0.5〜3μmであることがさらに好ましい。
【0031】
基材2における磁性体の含有量は、基材2を構成する樹脂100質量部に対して、300〜800質量部であることが好ましく、400〜700質量部であることが特に好ましく、500〜600質量部であることがさらに好ましい。
【0032】
基材2は、上記の樹脂および磁性体の他、分散剤等の添加物を含有していてもよい。
【0033】
基材2の厚さは、1〜3mmであることが好ましく、1.5〜2.0mmであることが特に好ましい。基材2の厚さが1mm未満であると、マスキング材1としての強度が不足するおそれがあり、また、高温下で変形し易くもなる。一方、基材2の厚さが3mmを超えると、マスキング材1が不要に厚くなり、材料コストも高くなる。
【0034】
剥離性保護層3を構成する剥離性保護材としては、従来公知のシーラー材や自動車用のストリッパブルペイントを使用することができ、好ましくは自動車のシーリング施工に用いられるシーラー材を使用することができる。特に、シーリング施工時に余ったシーラー材(ダストシーラー)を使用することが、コストおよび材料の有効利用の観点から好ましい。
【0035】
剥離性保護材は、塗料の焼付工程等の加熱工程の温度において、耐熱性に優れているものが好ましい。耐熱性の低い場合は、剥離性保護層3が基材2から剥離できなくなってしまうことがある。したがって、上記シーラー材は、熱硬化性のものが好ましく、これにより剥離性保護層3は耐熱性に優れたものとなる。
【0036】
具体的なシーラー材としては、例えば、塩化ビニル系樹脂を主成分とする塩化ビニル系プラスチゾル、アクリル系樹脂を主成分とするアクリル系プラスチゾル、それらのプラスチゾルに熱硬化性材料を配合した組成物、エポキシ樹脂を主成分とする熱硬化性樹脂組成物、ポリウレタン樹脂を主成分とする熱硬化性樹脂組成物等が挙げられ、1液性のものであってもよいし、2液性のものであってもよい。上記の中でも、剥離性、耐熱性および作業性の点から、アクリル系プラスチゾルに熱硬化性材料を配合した組成物が好ましい。
【0037】
自動車用のストリッパブルペイントは、水溶性であっても溶剤系であってもよい。ストリッパブルペイントとしては、例えば、塩化ビニルやクロロプレンのようなハロゲン化炭化水素等のラテックス型ストリッパブルペイントや、アクリルエマルション型ストリッパブルペイント等、従来から公知のものを使用することができる。
【0038】
剥離性保護層3の厚さは、0.3〜3.0mmであることが好ましく、0.5〜2.5mmであることが特に好ましく、1.5〜2.0mmであることがさらに好ましい。剥離性保護層3の厚さが0.3mm未満であると、剥離性保護層3として十分な強度が得られないおそれがあり、塗装後、基材2から剥離性保護層3を剥がすときに、剥離性保護層3が破れてしまい、剥がし難くなるおそれがある。一方、剥離性保護層3の厚さが3.0mmを超えると、剥離性保護層3が不要に厚くなり、材料コストも高くなる。
【0039】
剥離性保護層3の形成方法としては、特に限定されることなく、従来公知の方法で剥離性保護材を塗工することにより形成することができる。例えば、手作業による刷毛塗りの他、プスレー法、カーテンフローコーター法、ロールコーター法、ディッピング法、ロボットによる機械塗布等の塗工方法を利用することができる。
【0040】
なお、剥離性保護層3を形成するタイミングは特に限定されない。すなわち、基材2の製造直後に、剥離性保護層3を形成してもよいし、塗装前の任意の段階で、例えば基材2を被マスキング部に取り付ける前の段階、あるいは基材2を被マスキング部に取り付けた段階で、剥離性保護層3を形成してもよい。
【0041】
上記マスキング材1の加熱工程によるマスキング面方向(本実施形態ではマスキング材1の平面方向)の寸法変化率は、1.0%以下であることが好ましく、0.5%以下であることが特に好ましく、0.1%以下であることがさらに好ましい。マスキング材1の寸法変化率が上記範囲内にあれば、マスキング材1の寸法安定性は優れているということができ、所定の寸法のマスキング材1を繰り返し使用することができることとなる。
【0042】
ここで、加熱工程による寸法変化率は、マスキング材1の加熱工程前における平面方向の1辺の長さをX1、加熱工程後における平面方向の当該1辺の長さをX2とした時に、以下の式で表わされるものである。
寸法変化率(%)=(X2/X1)×100
【0043】
マスキング材1の寸法変化率を上記範囲内にするには、基材2を構成する樹脂を適宜選択すればよく、例えばポリアミド樹脂を選択することで達成することができる。
【0044】
上記マスキング材1のステンレス板に対する磁気的固定力は、3〜20Nであることが好ましく、特に4〜15Nであることが好ましい。マスキング材1の磁気的固定力が4N以上であることにより、例えば自動車用鋼板をマスキング対象としたときに、マスキング材1を被マスキング部に確実に取り付けることができる。また、マスキング材1の磁気的固定力が20N以下であることにより、マスキング材1を被マスキング部から取り外す時に、過大な労力を必要としない。
【0045】
ここで、ステンレス板に対する磁気的固定力は、ステンレス板(1.5mm厚,SUS430板)に、マスキング材1(40mm×150mm,厚み1.5mm)を100mm長で貼り付け(残りの50mmは把持部分)、マスキング材1をステンレス板に貼り付けた状態で、引張試験機によりステンレス板と平行に速度300mm/minで引張り、測定した値である。
【0046】
マスキング材1の磁力は、20〜100mTであることが好ましい。マスキング材1の磁力が20mT以上であれば、マスキング材1を被マスキング部(磁性体を含む部材)に確実に取り付けることができる。また、マスキング材1の磁力が100mT以下であることにより、マスキング材1を被マスキング部から取り外す時に、過大な労力を必要としない。ここでいう磁力とは、マスキング材1の表面から1cm離れた距離でガウスメーターにより測定した磁力をいう。
【0047】
マスキング材1の磁気的固定力及び磁力を上記範囲内にするには、基材2に含有させる磁性体の種類および含有量を適宜選択・調整すればよい。
【0048】
なお、マスキング材1の基材2で使用する磁性体を磁化するタイミングは特に限定されない。すなわち、磁性体を磁化するタイミングは、基材2の樹脂に配合する前であってもよいし(この場合、あらかじめ磁化した磁性体を配合する)、基材2またはマスキング材1を製造した後、被マスキング部に取り付ける前の任意の段階であってもよい。後者の場合、公知の着磁・脱磁装置等を使用することで、磁性体を磁化することができる。
【0049】
図2に示すように、本実施形態に係るマスキング材1は、平面視矩形の板状本体部10と、板状本体部10の片面に形成された2本の補強リブ部11とからなる。2本の補強リブ部11は、板状本体部10の長手方向に沿って、互いに平行に設けられている。板状本体部10の4つの角は、それぞれ丸められている。
【0050】
補強リブ部11は、必ずしも必要はないが、基材2が薄く、マスキング材1として好ましい強度が得られ難い場合には、設けることが好ましい。具体的には、基材2(板状本体部10)の厚さが2.5mm未満、特に2.0mm未満の場合には、補強リブ部11を設けることが好ましい。補強リブ11は、後述する基材2の製造と同時に、射出成形により形成することができる。
【0051】
マスキング材1の平面方向の大きさは特に限定されるものではなく、被マスキング部の大きさに応じて適宜設定すればよい。例えば、被マスキング部が自動車用鋼板の車体番号が打刻されている部位の場合、マスキング材1の平面方向の大きさは、30〜70cm×120〜200cmであることが好ましく、特に40〜50cm×140〜180cmであることが好ましい。
【0052】
以上説明したマスキング材1は、基材2に含有される磁性体の磁力によって、鋼板、鋼材等の磁性体を含む部材に対し、マスキング材1を磁気的に固定させることができる。これにより、マスキング材1を被マスキング部に取り付けること、そしてマスキング材1を被マスキング部から取り外すことを容易に行うことができ、繰り返し使用することができる。かかるマスキング材1では、マスキングテープと異なり、ゴミが出ず、貼り直しも容易であり、被マスキング部の脱脂作業も不要である。
【0053】
また、マスキング材1の基材2は、加熱工程の温度よりも高い融点を有する樹脂を主樹脂成分とするため、耐熱性に優れ、加熱工程下で使用された場合でも、良好な寸法安定性を示し、繰り返し使用することができる。
【0054】
また、基材2に含有される上記磁性体は、加熱工程の温度よりも高いキューリー温度を有するため、加熱工程の途中で磁力が低下して、マスキング材1が被マスキング部から離脱することはない。
【0055】
さらに、本実施形態に係るマスキング材1は、その表面に剥離性保護層3を有しているため、塗装によって塗料が付着するのは剥離性保護層3である。したがって、この剥離性保護層3を基材2から剥離することで、マスキング材1に付着した塗料を除去することができる。基材2から剥離性保護層3を剥離したら、再度また基材2に剥離性保護層3を形成すればよい。このように剥離性保護層3の剥離・再形成を繰り返すことで、マスキング材1を何回も繰り返し使用することができる。
【0056】
〔マスキング材の製造方法/マスキング方法〕
本発明の一実施形態に係るマスキング材1の製造方法および当該マスキング材1を使用したマスキング方法について、以下説明する。なお、以下の方法はあくまでも一例であって、本発明はこれに限定されるものではない。マスキング対象としては、下塗後の自動車用鋼板の平面部を例示するが、これに限定されるものではない。
【0057】
最初に、基材2を製造する。基材2の製造はカレンダー成形、射出成形、押し出し成形等の従来公知の方法によって製造すればよいが、好ましくは射出成形法によって製造する。押出成形法によって製造することもできるが、得られる基材2の板状本体部10がフラットにならないことが多い。これに対し、射出成形法によれば、得られる基材2の板状本体部10がフラットになり、平面状の被マスキング部に対し、マスキング材1を確実に密着させることができる。また、前述の補強リブ11を設ける場合は、射出成形法によって基材2を製造することがより好ましい。いずれの方法においても、主樹脂成分としての樹脂と、磁性体(好ましくは磁性粉)と、所望により添加物とをヘンシェルミキサー、単軸または二軸押出機、バンバリーミキサー、ロール等を用いて溶融混合した後、成形する。
【0058】
上記のようにして基材2が得られるが、基材2に含まれる磁性体が磁化していなければ、当該磁性体を公知の方法により磁化する。
【0059】
得られた基材2を、被マスキング部、本実施形態では下塗後の自動車用鋼板の平面部における所望の部位、例えば、車体番号が打刻されている部位に、磁気的に固定させる。次いで、基材2の表面に、剥離性保護材を塗工して剥離性保護層3を形成する。剥離性保護材の塗工は、前述した方法を適宜選択して行えばよい。
【0060】
自動車用鋼板の塗装工程においては、自動車用鋼板の所望の部位に対してシーリング施工を行うことがある。本発明の一実施形態では、自動車用鋼板の所望の部位に対してシーリング施工を行い、そのシーリング施工時に余ったシーラー材(ダストシーラー)を、基材2の表面に塗工する。シーラー材の塗工方法は前述した通りである。
【0061】
その後、加熱によりシーラー材を硬化させる。このときの温度は、通常130〜150℃である。このようにして剥離性保護層3が形成され、マスキング材1が得られる。
【0062】
次に、塗装およびその塗料の加熱硬化、場合によっては水研ぎおよびその後の加熱硬化を所望の回数繰り返す。このときの温度は、通常120〜160℃である。本実施形態に係るマスキング材1の基材2は耐熱性に優れるため、以上の加熱工程下でも変形したり溶融したりすることはなく、したがって、被マスキング部に融着してしまうこともない。また、基材2に含まれる磁性体の磁力が低下して、マスキング材1が被マスキング部から離脱するようなこともない。
【0063】
最後の塗装およびその塗料の加熱硬化の工程が終了したら、マスキング材1を被マスキング部から取り外す。その後、または上記の塗装工程を繰り返して、マスキング材1(剥離性保護層3)に対する塗料の付着量が増えたら、当該マスキング材1における基材2の表面から剥離性保護層3を剥離する。
【0064】
そして、剥離性保護層3が剥離された基材2を、上記と同様にして被マスキング部に再度取り付ける。マスキング材1は寸法安定性に優れ、付着した塗料の除去も容易であるため、上記のようにして、繰り返し使用することができる。
【0065】
以上説明した実施形態は、本発明の理解を容易にするために記載されたものであって、本発明を限定するために記載されたものではない。したがって、上記実施形態に開示された各要素は、本発明の技術的範囲に属する全ての設計変更や均等物をも含む趣旨である。
【0066】
例えば、マスキング材1は、補強リブ部11がなく、平面視矩形の板状本体部10のみからなるものであってもよいし、矩形以外の形状、例えば、任意の多角形状、円形状、楕円形状等であってもよい。また、マスキング材1は、平板状ではなく、任意の立体形状、例えばアングル材状、チャンネル材状等であってもよい。さらには、マスキング材1には、ロボットハンド等が把持することのできる把持部が設けられていてもよい。
【実施例】
【0067】
以下、実施例等により本発明をさらに具体的に説明するが、本発明の範囲はこれらの実施例等に限定されるものではない。
【0068】
〔実施例1〕
ナイロン6樹脂(融点220℃)16%(体積比)および磁性体としてストロンチウムフェライト(SrO・6Fe2O3)粉末(平均粒径2μm,キューリー温度460℃)84%(体積比)をよく混合し、組成物を得た。この組成物を射出成型して、40mm×150mmの大きさ、1.5mmの厚さの基材を作製した。次いで、剥離性保護材として、アクリル系プラスチゾルからなるシーラー材(サンスター技研社製,ペンギンシール#2150)を1.0mm厚になるように刷毛塗りで基材表面に塗布し、マスキング材を得た。
【0069】
〔実施例2〕
剥離性保護材として、シーラー材の替わりにストリッパブルペイント(関西ぺイント社製,ラップガードL WG−20)を0.5mm厚になるように塗布した以外は、実施例1と同様にしてマスキング材を作製した。
【0070】
〔比較例1〕
軟質塩化ビニル樹脂(融点120℃)15%(体積比)および磁性体としてストロンチウムフェライト(SrO・6Fe2O3)粉末(平均粒径2μm、キューリー温度、460℃)85%(体積)をよく混合し、組成物を得た。この組成物をカレンダー成形して、40mm×150mmの大きさ、1.5mmの厚さの基材を作製した。次いで、剥離性保護材として、アクリル系プラスチゾルからなるシーラー材(サンスター技研社製,ペンギンシール#2150)を1.0mm厚になるように刷毛塗りで塗布し、マスキング材を得た。
【0071】
〔試験例〕
被着体としてのステンレス板(1.5mm厚,SUS430板)に、実施例1,2および比較例1で作製したマスキング材を貼り付け、スプレー塗装(塗料:アサヒペン社製,ラッカースプレー黒)を行った。この塗装では、加熱工程として160℃、4時間の加熱を行った。この加熱工程を1サイクルとし、20サイクルまで実施し、以下のようにして剥離性保護層の剥離性、繰り返し使用の可否、寸法変化率、外観変化、磁力および磁気的固定力を確認した。また、実施例1,2および比較例1で作製したマスキング材について、以下のようにして耐衝撃性および耐薬品性の試験を行った。結果を表1に示す。
【0072】
<剥離性保護層の剥離性>
加熱工程を20サイクル行った後に、マスキング材から剥離性保護層を剥離し、剥離性を確認した。
○:剥離性保護層が剥離可能であった。
×:剥離性保護層が剥離不可能であった。
【0073】
<繰り返し使用の可否>
加熱工程を20サイクル行った後に、マスキング材の被着体からの剥がれやすさを確認した。
○:マスキング材の被着体への融着なし。被着体への汚染性なし。
×:マスキング材の被着体への融着あり。
【0074】
<寸法変化率・外観変化の観察>
加熱工程を20サイクル行った後に、マスキング材の寸法変化を縦(150mm)方向および横(40mm)方向のそれぞれで測定し、寸法変化率(%)を求めた。また、外観変化を目視で確認した。なお、寸法変化率は以下の式により求めた。
寸法変化率(%)=(加熱工程20サイクル後の縦(横)方向の長さ/加熱工程前の縦(横)方向の長さ)×100
【0075】
<磁力測定>
加熱工程前および加熱工程を20サイクル行った後に、マスキング材の磁力を測定し、加熱工程前後における磁力変化を確認した。磁力は市販のガウスメーター(東陽テクニカ社製,5080型ハンディガウスメーター)を使い、マスキング材の表面から1cm離れた距離で測定した。
【0076】
<磁気的固定力測定>
加熱工程を20サイクル行った後に、マスキング材の磁気的固定力を測定した。磁気的固定力は、ステンレス板(1.5mm厚,SUS430板)に、マスキング材(40mm×150mm,厚み1.5mm)を100mm長で貼り付け、引張試験機によりステンレス板と平行にマスキング材を速度300mm/minで引張り、測定した。
【0077】
<耐衝撃性>
実施例1,2及び比較例1で作製したマスキング材を、コンクリート製の床から高さ1.5mの位置より落下させた。この床に対する落下試験を10回行い、破損状況を確認した。
【0078】
<耐薬品性>
実施例1,2及び比較例1で作製したマスキング材を、ラッカーシンナー並びに実施例1及び比較例1で使用したシーラー剤にそれぞれ2週間浸漬させた後の形状変化を確認した。
【0079】
【表1】

【0080】
表1から分かるように、実施例1および2で得られたマスキング材は、耐熱性に優れ、繰り返しの使用が可能であった。また、加熱による磁力変化がなく、さらには耐薬品性にも優れていた。
【産業上の利用可能性】
【0081】
本発明のマスキング材は、例えば、自動車用鋼板の加熱工程を含む塗装作業におけるマスキングや、アース端子部の電着塗装作業におけるマスキングなどに好適に用いられる。
【符号の説明】
【0082】
1…マスキング材
10…板状本体部
11…補強リブ部
2…基材
3…剥離性保護層
【技術分野】
【0001】
本発明は、塗装時に塗料を付着させたくない部分をマスキングするためのマスキング材、マスキング材の製造方法およびマスキング方法に関するものである。
【背景技術】
【0002】
従来より、塗装時に塗料を付着させたくない部分をマスキングするためには、一般的にマスキングテープが使用されている。マスキングテープは、テープ基材と、粘着剤層と、剥離紙とから構成され、使用時に剥離紙を剥がし、露出した粘着剤層の粘着力を利用して被マスキング部に貼付される。そして、塗装後に被マスキング部から剥がされ、破棄される。
【0003】
このようなマスキングテープでは、剥離紙も塗装後のマスキングテープも破棄対象のゴミとなるため、資源の無駄となっている。また、一度貼付したマスキングテープを剥がして、再度貼り直そうとすると、粘着剤層の粘着力の低下により、貼り直しができない場合がある。さらに、粘着剤層の粘着力によって貼付するためには、被マスキング部の油分を除去しなければ所望の粘着力が得られないため、脱脂作業を行う必要があり、煩雑である。
【0004】
これに対し、特許文献1および2では、磁性粉末を含有するシートをマスキングシートとして使用することを提案している。かかるマスキングシートによれば、磁力を利用することによって、マスキング作業の省力化を図ることができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭61−257259号公報
【特許文献2】特許第3102585号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載のマスキングシートは、塩素化ポリエチレン、ニトリルゴム(NBR)、エチレン−プロピレン−ジエンゴム(EPDM)、塩素化ポリエチレン(CPE)、エチレン−酢酸ビニル共重合体(EVA)、塩化スルホン化ポリエチレン、軟質塩化ビニル等の軟質プラスチックを主樹脂成分としているため、耐熱性が低く、例えば160℃の加熱工程で使用すると、マスキングシートが変形または溶融してしまうという問題がある。特にマスキングシートが溶融した場合には、当該マスキングシートが被マスキング部に融着し、被マスキング部を汚染してしまうことになる。
【0007】
なお、特許文献1に記載のマスキングシートの上面には、ポリエチレン、ポリプロピレン等の薄膜耐溶剤性のフィルムがラミネートされているが、このラミネートフィルムの表面張力によって、当該ラミネートフィルムに付着した塗料が容易に剥離するため、上記のような加熱工程下で使用しなければ、マスキングシートの再利用が可能となる。
【0008】
一方、特許文献2に記載のマスキングシートは、エチレン−メチルアクリレート共重合体とエチルアクリレート系重合体とからなる樹脂を主樹脂成分とすることで、耐熱性を有するものとなっている。しかしながら、このマスキングシートに付着した塗料は容易に剥離しないため、当該マスキングシートを繰り返し使用すると、マスキングシートに付着した塗膜の厚さが増大し、マスキングに使用することができなくなってしまう。
【0009】
本発明は、このような実状に鑑みてなされたものであり、耐熱性に優れ、かつ繰り返しの使用が可能なマスキング材、そのようなマスキング材の製造方法、ならびにそのようなマスキング材を使用したマスキング方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記目的を達成するために、第1に本発明は、加熱工程下で使用されるマスキング材であって、前記加熱工程の温度よりも高い融点を有する樹脂を主樹脂成分とし、前記加熱工程の温度よりも高いキューリー温度を有する磁性体を含有する基材と、前記基材の片面上に形成された、剥離性保護材からなる剥離性保護層とを備えたことを特徴とするマスキング材を提供する(発明1)。
【0011】
第2に本発明は、加熱工程下で使用されるマスキング材であって、前記加熱工程の温度よりも高い融点を有する樹脂を主樹脂成分とし、前記加熱工程の温度よりも高いキューリー温度を有する磁性体を含有する基材を備えており、前記基材の片面上には、塗装前の任意の段階で剥離性保護材が塗布されることを特徴とするマスキング材を提供する(発明2)。
【0012】
上記発明(発明1,2)によれば、マスキング材の基材が、加熱工程の温度よりも高い融点を有する樹脂を主樹脂成分とするため、耐熱性に優れ、加熱工程下で使用された場合でも、良好な寸法安定性を示し、繰り返し使用することができる。また、基材に含まれる磁性体は、加熱工程の温度よりも高いキューリー温度を有するため、加熱工程の途中で磁力が低下して、マスキング材が被マスキング部から離脱することはない。さらに、塗装後に剥離性保護層(剥離性保護材)を基材から剥離することで、マスキング材に付着した塗料を除去することができ、この剥離性保護層(剥離性保護材)の剥離・再形成(再塗布)を繰り返すことで、マスキング材を何回も繰り返し使用することができる。
【0013】
上記発明(発明1,2)においては、前記樹脂がポリアミド樹脂であることが好ましい(発明3)。
【0014】
上記発明(発明1〜3)においては、前記剥離性保護材がシーラー材またはストリッパブルペイントであることが好ましい(発明4)。
【0015】
上記発明(発明1〜4)においては、前記加熱工程によるマスキング面方向の寸法変化率が0.1%以下であることが好ましい(発明5)。
【0016】
上記発明(発明1〜5)においては、ステンレス板に対する磁気的固定力が3〜20N/40mmであることが好ましい(発明6)。
【0017】
第3に本発明は、加熱工程下で使用されるマスキング材の製造方法であって、前記加熱工程の温度よりも高い融点を有する樹脂を主樹脂成分とし、前記加熱工程の温度よりも高いキューリー温度を有する磁性体を含有する基材を製造し、塗装前の任意の段階で、前記基材の片面上に剥離性保護材を塗布することを特徴とするマスキング材の製造方法を提供する(発明7)。
【0018】
上記発明(発明7)においては、前記基材を射出成形によって成形することが好ましい(発明8)。
【0019】
第4に本発明は、磁性体を含む部材をマスキング対象とし、加熱工程を含む塗装作業にてマスキングを行うマスキング方法であって、前記加熱工程の温度よりも高い融点を有する樹脂を主樹脂成分とし、前記加熱工程の温度よりも高いキューリー温度を有する磁性体を含有する基材であって、前記磁性体が磁化した前記基材を、被マスキング部に磁気的に固定させ、塗装前の任意の段階で、前記基材の表面に剥離性保護材を塗布し、剥離性保護層を備えたマスキング材とし、塗装後、前記マスキング材を前記被マスキング部から取り外し、塗装後の任意の段階で、前記マスキング材における基材の表面から前記剥離性保護層を剥離することを特徴とするマスキング方法を提供する(発明9)。
【0020】
上記発明(発明9)においては、前記マスキング対象が、下塗後の自動車用鋼板であってもよい(発明10)。
【発明の効果】
【0021】
本発明に係るマスキング材は、耐熱性に優れ、かつ繰り返しの使用が可能である。また、本発明に係るマスキング材の製造方法によれば、上記のようなマスキング材を製造することができる。さらに、本発明に係るマスキング方法によれば、マスキング材を繰り返し使用することができる。
【図面の簡単な説明】
【0022】
【図1】本発明の一実施形態に係るマスキング材の断面図である。
【図2】同実施形態に係るマスキング材の斜視図である。
【発明を実施するための形態】
【0023】
以下、本発明の実施形態について説明する。
〔マスキング材〕
図1に示すように、本実施形態に係るマスキング材1は、基材2と、基材2の片面(図1では上面)上に形成された剥離性保護層3とを備えて構成される。このマスキング材1は、加熱工程、例えば塗料の加熱硬化工程(焼付工程)等において使用されるものである。
【0024】
基材2は、加熱工程の温度よりも高い融点を有する樹脂を主樹脂成分として含む。このような樹脂を使用することで、マスキング材1を加熱工程下で使用しても、基材2が変形したり溶融したりすることがなく、マスキング材1が耐熱性に優れたものとなり、繰り返しの使用が可能となる。なお、本明細書における「主樹脂成分」とは、基材を構成する樹脂のうち主となる樹脂成分をいう。基材2を構成する樹脂は、上記の主樹脂成分のみからなってもよいし、基材2の耐熱性に悪影響を与えない限り、上記の主樹脂成分と他の樹脂との混合物であってもよい。
【0025】
塗料の焼付工程等の加熱工程の温度は、通常120〜160℃であるため、その温度よりも高い融点を有する樹脂を使用すればよく、好ましくは170℃以上、特に好ましくは180℃以上、さらに好ましくは200℃以上の融点を有する樹脂を使用する。
【0026】
上記のような樹脂としては、例えば、ナイロン4、ナイロン6、ナイロン46、ナイロン66、ナイロン610、ナイロン69、ナイロン612、ナイロン1212、ナイロン11、ナイロン12、ナイロンMXD6、ナイロン6T等のポリアミド樹脂、ポリイミド樹脂、ポリアミドイミド樹脂、ポリエステル樹脂、ポリエーテルスルホン樹脂、ポリエーテルイミド樹脂、ポリフェニレンエーテル樹脂、ポリベンズイミダゾール樹脂、ポリベンズオキサゾール樹脂、ポリフェニレンサルファイド樹脂、ポリエーテルエーテルケトン樹脂等が挙げられ、1種を単独で、または2種以上を混合して使用することができる。上記の中でも、寸法安定性および耐薬品性に優れているポリアミド樹脂が好ましく、特にナイロン6が好ましい。ポリアミド樹脂の融点は、一般的には170℃以上であり、ナイロン6の融点は約220℃である。
【0027】
基材2は、上記の樹脂を主樹脂成分とし、加熱工程の温度よりも高いキューリー温度を有する磁性体を含有する。マスキング材1の基材2が磁性体を含有すると、その磁性体が磁化することで、鋼板、鋼材等の磁性体を含む部材に対し、マスキング材1を磁気的に固定させることができる。これにより、マスキング材1を被マスキング部に取り付けること、そしてマスキング材1を被マスキング部から取り外すことを容易に行うことができる。
【0028】
磁性体は、加熱工程の温度よりも高いキューリー温度を有する必要がある。前述のように、塗料の焼付工程等の加熱工程の温度は、通常120〜160℃である。したがって、磁性体のキューリー温度は、それ以上である必要がある。磁性体のキューリー温度が加熱工程の温度よりも低いと、磁化していた磁性体の磁力が加熱工程の途中で減少し、マスキング材1が被マスキング部から離脱してしまうこととなるからである。
【0029】
磁性体としては、例えば、鉄、ニッケル、コバルト等の金属やそれらの合金(例えばステンレススチール)または酸化物、あるいはストロンチウムフェライト、バリウムフェライト、マンガン亜鉛フェライト、ニッケル亜鉛フェライト、銅亜鉛フェライト等のフェライト系、アルミニウム−ニッケル−コバルト合金のようなアルニコ系、希土類−遷移金属系(例:SmCo系,SmFeN系,NbFeB系)等の希土類系などの磁性体が挙げられる。これらの中でも、磁力をコントロールすることが容易という観点から、フェライト系が好ましく、中でもストロンチウムフェライトおよびバリウムフェライトがより好ましい。
【0030】
磁性体の形状としては、粉体形状が好ましい。粉体形状の場合、粒径は、0.1〜100μmであることが好ましく、0.5〜20μmであることが特に好ましく、0.5〜3μmであることがさらに好ましい。
【0031】
基材2における磁性体の含有量は、基材2を構成する樹脂100質量部に対して、300〜800質量部であることが好ましく、400〜700質量部であることが特に好ましく、500〜600質量部であることがさらに好ましい。
【0032】
基材2は、上記の樹脂および磁性体の他、分散剤等の添加物を含有していてもよい。
【0033】
基材2の厚さは、1〜3mmであることが好ましく、1.5〜2.0mmであることが特に好ましい。基材2の厚さが1mm未満であると、マスキング材1としての強度が不足するおそれがあり、また、高温下で変形し易くもなる。一方、基材2の厚さが3mmを超えると、マスキング材1が不要に厚くなり、材料コストも高くなる。
【0034】
剥離性保護層3を構成する剥離性保護材としては、従来公知のシーラー材や自動車用のストリッパブルペイントを使用することができ、好ましくは自動車のシーリング施工に用いられるシーラー材を使用することができる。特に、シーリング施工時に余ったシーラー材(ダストシーラー)を使用することが、コストおよび材料の有効利用の観点から好ましい。
【0035】
剥離性保護材は、塗料の焼付工程等の加熱工程の温度において、耐熱性に優れているものが好ましい。耐熱性の低い場合は、剥離性保護層3が基材2から剥離できなくなってしまうことがある。したがって、上記シーラー材は、熱硬化性のものが好ましく、これにより剥離性保護層3は耐熱性に優れたものとなる。
【0036】
具体的なシーラー材としては、例えば、塩化ビニル系樹脂を主成分とする塩化ビニル系プラスチゾル、アクリル系樹脂を主成分とするアクリル系プラスチゾル、それらのプラスチゾルに熱硬化性材料を配合した組成物、エポキシ樹脂を主成分とする熱硬化性樹脂組成物、ポリウレタン樹脂を主成分とする熱硬化性樹脂組成物等が挙げられ、1液性のものであってもよいし、2液性のものであってもよい。上記の中でも、剥離性、耐熱性および作業性の点から、アクリル系プラスチゾルに熱硬化性材料を配合した組成物が好ましい。
【0037】
自動車用のストリッパブルペイントは、水溶性であっても溶剤系であってもよい。ストリッパブルペイントとしては、例えば、塩化ビニルやクロロプレンのようなハロゲン化炭化水素等のラテックス型ストリッパブルペイントや、アクリルエマルション型ストリッパブルペイント等、従来から公知のものを使用することができる。
【0038】
剥離性保護層3の厚さは、0.3〜3.0mmであることが好ましく、0.5〜2.5mmであることが特に好ましく、1.5〜2.0mmであることがさらに好ましい。剥離性保護層3の厚さが0.3mm未満であると、剥離性保護層3として十分な強度が得られないおそれがあり、塗装後、基材2から剥離性保護層3を剥がすときに、剥離性保護層3が破れてしまい、剥がし難くなるおそれがある。一方、剥離性保護層3の厚さが3.0mmを超えると、剥離性保護層3が不要に厚くなり、材料コストも高くなる。
【0039】
剥離性保護層3の形成方法としては、特に限定されることなく、従来公知の方法で剥離性保護材を塗工することにより形成することができる。例えば、手作業による刷毛塗りの他、プスレー法、カーテンフローコーター法、ロールコーター法、ディッピング法、ロボットによる機械塗布等の塗工方法を利用することができる。
【0040】
なお、剥離性保護層3を形成するタイミングは特に限定されない。すなわち、基材2の製造直後に、剥離性保護層3を形成してもよいし、塗装前の任意の段階で、例えば基材2を被マスキング部に取り付ける前の段階、あるいは基材2を被マスキング部に取り付けた段階で、剥離性保護層3を形成してもよい。
【0041】
上記マスキング材1の加熱工程によるマスキング面方向(本実施形態ではマスキング材1の平面方向)の寸法変化率は、1.0%以下であることが好ましく、0.5%以下であることが特に好ましく、0.1%以下であることがさらに好ましい。マスキング材1の寸法変化率が上記範囲内にあれば、マスキング材1の寸法安定性は優れているということができ、所定の寸法のマスキング材1を繰り返し使用することができることとなる。
【0042】
ここで、加熱工程による寸法変化率は、マスキング材1の加熱工程前における平面方向の1辺の長さをX1、加熱工程後における平面方向の当該1辺の長さをX2とした時に、以下の式で表わされるものである。
寸法変化率(%)=(X2/X1)×100
【0043】
マスキング材1の寸法変化率を上記範囲内にするには、基材2を構成する樹脂を適宜選択すればよく、例えばポリアミド樹脂を選択することで達成することができる。
【0044】
上記マスキング材1のステンレス板に対する磁気的固定力は、3〜20Nであることが好ましく、特に4〜15Nであることが好ましい。マスキング材1の磁気的固定力が4N以上であることにより、例えば自動車用鋼板をマスキング対象としたときに、マスキング材1を被マスキング部に確実に取り付けることができる。また、マスキング材1の磁気的固定力が20N以下であることにより、マスキング材1を被マスキング部から取り外す時に、過大な労力を必要としない。
【0045】
ここで、ステンレス板に対する磁気的固定力は、ステンレス板(1.5mm厚,SUS430板)に、マスキング材1(40mm×150mm,厚み1.5mm)を100mm長で貼り付け(残りの50mmは把持部分)、マスキング材1をステンレス板に貼り付けた状態で、引張試験機によりステンレス板と平行に速度300mm/minで引張り、測定した値である。
【0046】
マスキング材1の磁力は、20〜100mTであることが好ましい。マスキング材1の磁力が20mT以上であれば、マスキング材1を被マスキング部(磁性体を含む部材)に確実に取り付けることができる。また、マスキング材1の磁力が100mT以下であることにより、マスキング材1を被マスキング部から取り外す時に、過大な労力を必要としない。ここでいう磁力とは、マスキング材1の表面から1cm離れた距離でガウスメーターにより測定した磁力をいう。
【0047】
マスキング材1の磁気的固定力及び磁力を上記範囲内にするには、基材2に含有させる磁性体の種類および含有量を適宜選択・調整すればよい。
【0048】
なお、マスキング材1の基材2で使用する磁性体を磁化するタイミングは特に限定されない。すなわち、磁性体を磁化するタイミングは、基材2の樹脂に配合する前であってもよいし(この場合、あらかじめ磁化した磁性体を配合する)、基材2またはマスキング材1を製造した後、被マスキング部に取り付ける前の任意の段階であってもよい。後者の場合、公知の着磁・脱磁装置等を使用することで、磁性体を磁化することができる。
【0049】
図2に示すように、本実施形態に係るマスキング材1は、平面視矩形の板状本体部10と、板状本体部10の片面に形成された2本の補強リブ部11とからなる。2本の補強リブ部11は、板状本体部10の長手方向に沿って、互いに平行に設けられている。板状本体部10の4つの角は、それぞれ丸められている。
【0050】
補強リブ部11は、必ずしも必要はないが、基材2が薄く、マスキング材1として好ましい強度が得られ難い場合には、設けることが好ましい。具体的には、基材2(板状本体部10)の厚さが2.5mm未満、特に2.0mm未満の場合には、補強リブ部11を設けることが好ましい。補強リブ11は、後述する基材2の製造と同時に、射出成形により形成することができる。
【0051】
マスキング材1の平面方向の大きさは特に限定されるものではなく、被マスキング部の大きさに応じて適宜設定すればよい。例えば、被マスキング部が自動車用鋼板の車体番号が打刻されている部位の場合、マスキング材1の平面方向の大きさは、30〜70cm×120〜200cmであることが好ましく、特に40〜50cm×140〜180cmであることが好ましい。
【0052】
以上説明したマスキング材1は、基材2に含有される磁性体の磁力によって、鋼板、鋼材等の磁性体を含む部材に対し、マスキング材1を磁気的に固定させることができる。これにより、マスキング材1を被マスキング部に取り付けること、そしてマスキング材1を被マスキング部から取り外すことを容易に行うことができ、繰り返し使用することができる。かかるマスキング材1では、マスキングテープと異なり、ゴミが出ず、貼り直しも容易であり、被マスキング部の脱脂作業も不要である。
【0053】
また、マスキング材1の基材2は、加熱工程の温度よりも高い融点を有する樹脂を主樹脂成分とするため、耐熱性に優れ、加熱工程下で使用された場合でも、良好な寸法安定性を示し、繰り返し使用することができる。
【0054】
また、基材2に含有される上記磁性体は、加熱工程の温度よりも高いキューリー温度を有するため、加熱工程の途中で磁力が低下して、マスキング材1が被マスキング部から離脱することはない。
【0055】
さらに、本実施形態に係るマスキング材1は、その表面に剥離性保護層3を有しているため、塗装によって塗料が付着するのは剥離性保護層3である。したがって、この剥離性保護層3を基材2から剥離することで、マスキング材1に付着した塗料を除去することができる。基材2から剥離性保護層3を剥離したら、再度また基材2に剥離性保護層3を形成すればよい。このように剥離性保護層3の剥離・再形成を繰り返すことで、マスキング材1を何回も繰り返し使用することができる。
【0056】
〔マスキング材の製造方法/マスキング方法〕
本発明の一実施形態に係るマスキング材1の製造方法および当該マスキング材1を使用したマスキング方法について、以下説明する。なお、以下の方法はあくまでも一例であって、本発明はこれに限定されるものではない。マスキング対象としては、下塗後の自動車用鋼板の平面部を例示するが、これに限定されるものではない。
【0057】
最初に、基材2を製造する。基材2の製造はカレンダー成形、射出成形、押し出し成形等の従来公知の方法によって製造すればよいが、好ましくは射出成形法によって製造する。押出成形法によって製造することもできるが、得られる基材2の板状本体部10がフラットにならないことが多い。これに対し、射出成形法によれば、得られる基材2の板状本体部10がフラットになり、平面状の被マスキング部に対し、マスキング材1を確実に密着させることができる。また、前述の補強リブ11を設ける場合は、射出成形法によって基材2を製造することがより好ましい。いずれの方法においても、主樹脂成分としての樹脂と、磁性体(好ましくは磁性粉)と、所望により添加物とをヘンシェルミキサー、単軸または二軸押出機、バンバリーミキサー、ロール等を用いて溶融混合した後、成形する。
【0058】
上記のようにして基材2が得られるが、基材2に含まれる磁性体が磁化していなければ、当該磁性体を公知の方法により磁化する。
【0059】
得られた基材2を、被マスキング部、本実施形態では下塗後の自動車用鋼板の平面部における所望の部位、例えば、車体番号が打刻されている部位に、磁気的に固定させる。次いで、基材2の表面に、剥離性保護材を塗工して剥離性保護層3を形成する。剥離性保護材の塗工は、前述した方法を適宜選択して行えばよい。
【0060】
自動車用鋼板の塗装工程においては、自動車用鋼板の所望の部位に対してシーリング施工を行うことがある。本発明の一実施形態では、自動車用鋼板の所望の部位に対してシーリング施工を行い、そのシーリング施工時に余ったシーラー材(ダストシーラー)を、基材2の表面に塗工する。シーラー材の塗工方法は前述した通りである。
【0061】
その後、加熱によりシーラー材を硬化させる。このときの温度は、通常130〜150℃である。このようにして剥離性保護層3が形成され、マスキング材1が得られる。
【0062】
次に、塗装およびその塗料の加熱硬化、場合によっては水研ぎおよびその後の加熱硬化を所望の回数繰り返す。このときの温度は、通常120〜160℃である。本実施形態に係るマスキング材1の基材2は耐熱性に優れるため、以上の加熱工程下でも変形したり溶融したりすることはなく、したがって、被マスキング部に融着してしまうこともない。また、基材2に含まれる磁性体の磁力が低下して、マスキング材1が被マスキング部から離脱するようなこともない。
【0063】
最後の塗装およびその塗料の加熱硬化の工程が終了したら、マスキング材1を被マスキング部から取り外す。その後、または上記の塗装工程を繰り返して、マスキング材1(剥離性保護層3)に対する塗料の付着量が増えたら、当該マスキング材1における基材2の表面から剥離性保護層3を剥離する。
【0064】
そして、剥離性保護層3が剥離された基材2を、上記と同様にして被マスキング部に再度取り付ける。マスキング材1は寸法安定性に優れ、付着した塗料の除去も容易であるため、上記のようにして、繰り返し使用することができる。
【0065】
以上説明した実施形態は、本発明の理解を容易にするために記載されたものであって、本発明を限定するために記載されたものではない。したがって、上記実施形態に開示された各要素は、本発明の技術的範囲に属する全ての設計変更や均等物をも含む趣旨である。
【0066】
例えば、マスキング材1は、補強リブ部11がなく、平面視矩形の板状本体部10のみからなるものであってもよいし、矩形以外の形状、例えば、任意の多角形状、円形状、楕円形状等であってもよい。また、マスキング材1は、平板状ではなく、任意の立体形状、例えばアングル材状、チャンネル材状等であってもよい。さらには、マスキング材1には、ロボットハンド等が把持することのできる把持部が設けられていてもよい。
【実施例】
【0067】
以下、実施例等により本発明をさらに具体的に説明するが、本発明の範囲はこれらの実施例等に限定されるものではない。
【0068】
〔実施例1〕
ナイロン6樹脂(融点220℃)16%(体積比)および磁性体としてストロンチウムフェライト(SrO・6Fe2O3)粉末(平均粒径2μm,キューリー温度460℃)84%(体積比)をよく混合し、組成物を得た。この組成物を射出成型して、40mm×150mmの大きさ、1.5mmの厚さの基材を作製した。次いで、剥離性保護材として、アクリル系プラスチゾルからなるシーラー材(サンスター技研社製,ペンギンシール#2150)を1.0mm厚になるように刷毛塗りで基材表面に塗布し、マスキング材を得た。
【0069】
〔実施例2〕
剥離性保護材として、シーラー材の替わりにストリッパブルペイント(関西ぺイント社製,ラップガードL WG−20)を0.5mm厚になるように塗布した以外は、実施例1と同様にしてマスキング材を作製した。
【0070】
〔比較例1〕
軟質塩化ビニル樹脂(融点120℃)15%(体積比)および磁性体としてストロンチウムフェライト(SrO・6Fe2O3)粉末(平均粒径2μm、キューリー温度、460℃)85%(体積)をよく混合し、組成物を得た。この組成物をカレンダー成形して、40mm×150mmの大きさ、1.5mmの厚さの基材を作製した。次いで、剥離性保護材として、アクリル系プラスチゾルからなるシーラー材(サンスター技研社製,ペンギンシール#2150)を1.0mm厚になるように刷毛塗りで塗布し、マスキング材を得た。
【0071】
〔試験例〕
被着体としてのステンレス板(1.5mm厚,SUS430板)に、実施例1,2および比較例1で作製したマスキング材を貼り付け、スプレー塗装(塗料:アサヒペン社製,ラッカースプレー黒)を行った。この塗装では、加熱工程として160℃、4時間の加熱を行った。この加熱工程を1サイクルとし、20サイクルまで実施し、以下のようにして剥離性保護層の剥離性、繰り返し使用の可否、寸法変化率、外観変化、磁力および磁気的固定力を確認した。また、実施例1,2および比較例1で作製したマスキング材について、以下のようにして耐衝撃性および耐薬品性の試験を行った。結果を表1に示す。
【0072】
<剥離性保護層の剥離性>
加熱工程を20サイクル行った後に、マスキング材から剥離性保護層を剥離し、剥離性を確認した。
○:剥離性保護層が剥離可能であった。
×:剥離性保護層が剥離不可能であった。
【0073】
<繰り返し使用の可否>
加熱工程を20サイクル行った後に、マスキング材の被着体からの剥がれやすさを確認した。
○:マスキング材の被着体への融着なし。被着体への汚染性なし。
×:マスキング材の被着体への融着あり。
【0074】
<寸法変化率・外観変化の観察>
加熱工程を20サイクル行った後に、マスキング材の寸法変化を縦(150mm)方向および横(40mm)方向のそれぞれで測定し、寸法変化率(%)を求めた。また、外観変化を目視で確認した。なお、寸法変化率は以下の式により求めた。
寸法変化率(%)=(加熱工程20サイクル後の縦(横)方向の長さ/加熱工程前の縦(横)方向の長さ)×100
【0075】
<磁力測定>
加熱工程前および加熱工程を20サイクル行った後に、マスキング材の磁力を測定し、加熱工程前後における磁力変化を確認した。磁力は市販のガウスメーター(東陽テクニカ社製,5080型ハンディガウスメーター)を使い、マスキング材の表面から1cm離れた距離で測定した。
【0076】
<磁気的固定力測定>
加熱工程を20サイクル行った後に、マスキング材の磁気的固定力を測定した。磁気的固定力は、ステンレス板(1.5mm厚,SUS430板)に、マスキング材(40mm×150mm,厚み1.5mm)を100mm長で貼り付け、引張試験機によりステンレス板と平行にマスキング材を速度300mm/minで引張り、測定した。
【0077】
<耐衝撃性>
実施例1,2及び比較例1で作製したマスキング材を、コンクリート製の床から高さ1.5mの位置より落下させた。この床に対する落下試験を10回行い、破損状況を確認した。
【0078】
<耐薬品性>
実施例1,2及び比較例1で作製したマスキング材を、ラッカーシンナー並びに実施例1及び比較例1で使用したシーラー剤にそれぞれ2週間浸漬させた後の形状変化を確認した。
【0079】
【表1】
【0080】
表1から分かるように、実施例1および2で得られたマスキング材は、耐熱性に優れ、繰り返しの使用が可能であった。また、加熱による磁力変化がなく、さらには耐薬品性にも優れていた。
【産業上の利用可能性】
【0081】
本発明のマスキング材は、例えば、自動車用鋼板の加熱工程を含む塗装作業におけるマスキングや、アース端子部の電着塗装作業におけるマスキングなどに好適に用いられる。
【符号の説明】
【0082】
1…マスキング材
10…板状本体部
11…補強リブ部
2…基材
3…剥離性保護層
【特許請求の範囲】
【請求項1】
加熱工程下で使用されるマスキング材であって、
前記加熱工程の温度よりも高い融点を有する樹脂を主樹脂成分とし、前記加熱工程の温度よりも高いキューリー温度を有する磁性体を含有する基材と、
前記基材の片面上に形成された、剥離性保護材からなる剥離性保護層と
を備えたことを特徴とするマスキング材。
【請求項2】
加熱工程下で使用されるマスキング材であって、
前記加熱工程の温度よりも高い融点を有する樹脂を主樹脂成分とし、前記加熱工程の温度よりも高いキューリー温度を有する磁性体を含有する基材を備えており、
前記基材の片面上には、塗装前の任意の段階で剥離性保護材が塗布される
ことを特徴とするマスキング材。
【請求項3】
前記樹脂がポリアミド樹脂であることを特徴とする請求項1または2に記載のマスキング材。
【請求項4】
前記剥離性保護材がシーラー材またはストリッパブルペイントであることを特徴とする請求項1〜3のいずれか一項に記載のマスキング材。
【請求項5】
前記加熱工程によるマスキング面方向の寸法変化率が0.1%以下であることを特徴とする請求項1〜4のいずれか一項に記載のマスキング材。
【請求項6】
ステンレス板に対する磁気的固定力が3〜20N/40mmであることを特徴とする請求項1〜5のいずれか一項に記載のマスキング材。
【請求項7】
加熱工程下で使用されるマスキング材の製造方法であって、
前記加熱工程の温度よりも高い融点を有する樹脂を主樹脂成分とし、前記加熱工程の温度よりも高いキューリー温度を有する磁性体を含有する基材を製造し、
塗装前の任意の段階で、前記基材の片面上に剥離性保護材を塗布する
ことを特徴とするマスキング材の製造方法。
【請求項8】
前記基材を射出成形によって成形することを特徴とする請求項6または7に記載のマスキング材の製造方法。
【請求項9】
磁性体を含む部材をマスキング対象とし、加熱工程を含む塗装作業にてマスキングを行うマスキング方法であって、
前記加熱工程の温度よりも高い融点を有する樹脂を主樹脂成分とし、前記加熱工程の温度よりも高いキューリー温度を有する磁性体を含有する基材であって、前記磁性体が磁化した前記基材を、被マスキング部に磁気的に固定させ、
塗装前の任意の段階で、前記基材の表面に剥離性保護材を塗布し、剥離性保護層を備えたマスキング材とし、
塗装後、前記マスキング材を前記被マスキング部から取り外し、
塗装後の任意の段階で、前記マスキング材における基材の表面から前記剥離性保護層を剥離する
ことを特徴とするマスキング方法。
【請求項10】
前記マスキング対象が、下塗後の自動車用鋼板であることを特徴とする請求項9に記載のマスキング方法。
【請求項1】
加熱工程下で使用されるマスキング材であって、
前記加熱工程の温度よりも高い融点を有する樹脂を主樹脂成分とし、前記加熱工程の温度よりも高いキューリー温度を有する磁性体を含有する基材と、
前記基材の片面上に形成された、剥離性保護材からなる剥離性保護層と
を備えたことを特徴とするマスキング材。
【請求項2】
加熱工程下で使用されるマスキング材であって、
前記加熱工程の温度よりも高い融点を有する樹脂を主樹脂成分とし、前記加熱工程の温度よりも高いキューリー温度を有する磁性体を含有する基材を備えており、
前記基材の片面上には、塗装前の任意の段階で剥離性保護材が塗布される
ことを特徴とするマスキング材。
【請求項3】
前記樹脂がポリアミド樹脂であることを特徴とする請求項1または2に記載のマスキング材。
【請求項4】
前記剥離性保護材がシーラー材またはストリッパブルペイントであることを特徴とする請求項1〜3のいずれか一項に記載のマスキング材。
【請求項5】
前記加熱工程によるマスキング面方向の寸法変化率が0.1%以下であることを特徴とする請求項1〜4のいずれか一項に記載のマスキング材。
【請求項6】
ステンレス板に対する磁気的固定力が3〜20N/40mmであることを特徴とする請求項1〜5のいずれか一項に記載のマスキング材。
【請求項7】
加熱工程下で使用されるマスキング材の製造方法であって、
前記加熱工程の温度よりも高い融点を有する樹脂を主樹脂成分とし、前記加熱工程の温度よりも高いキューリー温度を有する磁性体を含有する基材を製造し、
塗装前の任意の段階で、前記基材の片面上に剥離性保護材を塗布する
ことを特徴とするマスキング材の製造方法。
【請求項8】
前記基材を射出成形によって成形することを特徴とする請求項6または7に記載のマスキング材の製造方法。
【請求項9】
磁性体を含む部材をマスキング対象とし、加熱工程を含む塗装作業にてマスキングを行うマスキング方法であって、
前記加熱工程の温度よりも高い融点を有する樹脂を主樹脂成分とし、前記加熱工程の温度よりも高いキューリー温度を有する磁性体を含有する基材であって、前記磁性体が磁化した前記基材を、被マスキング部に磁気的に固定させ、
塗装前の任意の段階で、前記基材の表面に剥離性保護材を塗布し、剥離性保護層を備えたマスキング材とし、
塗装後、前記マスキング材を前記被マスキング部から取り外し、
塗装後の任意の段階で、前記マスキング材における基材の表面から前記剥離性保護層を剥離する
ことを特徴とするマスキング方法。
【請求項10】
前記マスキング対象が、下塗後の自動車用鋼板であることを特徴とする請求項9に記載のマスキング方法。
【図1】

【図2】
【図2】
【公開番号】特開2012−76007(P2012−76007A)
【公開日】平成24年4月19日(2012.4.19)
【国際特許分類】
【出願番号】特願2010−222362(P2010−222362)
【出願日】平成22年9月30日(2010.9.30)
【出願人】(000102980)リンテック株式会社 (1,750)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成24年4月19日(2012.4.19)
【国際特許分類】
【出願日】平成22年9月30日(2010.9.30)
【出願人】(000102980)リンテック株式会社 (1,750)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]