
マスキング治具、接着剤の塗布装置、及び接着剤の塗布方法
【課題】ワークへの接着剤の塗布完了後、第1接着剤が塗布されたか否かを確認することができるようにする。
【解決手段】表面に下塗り接着剤及び上塗り接着剤がこの順に塗布される筒部とこの筒部の軸方向両側にそれぞれ配設された板部とからなるラバーブッシュの内筒金具に接着剤を塗布する際に、一方の板部を覆うマスキング治具20を準備する。このマスキング治具20は、内筒金具側の端面に、一方の板部が挿入収容される収容凹部20aと、この収容凹部20aに隣接して、収容凹部20aに向かって開口する塗布凹部20bとが形成されたブロック体からなる。
【解決手段】表面に下塗り接着剤及び上塗り接着剤がこの順に塗布される筒部とこの筒部の軸方向両側にそれぞれ配設された板部とからなるラバーブッシュの内筒金具に接着剤を塗布する際に、一方の板部を覆うマスキング治具20を準備する。このマスキング治具20は、内筒金具側の端面に、一方の板部が挿入収容される収容凹部20aと、この収容凹部20aに隣接して、収容凹部20aに向かって開口する塗布凹部20bとが形成されたブロック体からなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、表面に第1接着剤及び第2接着剤がこの順に塗布される塗布部と該塗布部の両側にそれぞれ配設された非塗布部とからなる金属製のワークに接着剤を塗布する際に、一方の非塗布部を覆うマスキング治具、これを備えた接着剤の塗布装置、及び該マスキング治具を用いた接着剤の塗布方法に関するものである。
【背景技術】
【0002】
例えば金属製のワークの表面にゴム弾性体を加硫接着するため、ワークの表面に接着剤を塗布することが従来技術として知られている。例えば特許文献1では、ワークを回転させながら、噴出量の少ないノズルからワークの表面に向かって接着剤を噴出するようになっている。これにより、接着剤を薄く、満遍なく塗布することができる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−346646号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、ワークとゴム弾性体との間に優れた接着力が得られるように、ワークの表面に第1接着剤及び第2接着剤をこの順に塗布すると、ワークへの接着剤の塗布完了後、第2接着剤が塗布されたか否かは目視で確認することができるものの、第1接着剤は第2接着剤の下にあるため、第1接着剤が塗布されたか否かは確認することができないという課題があった。このように第1接着剤が塗布されたか否かを確認することができないと、完成品の品質が悪化する虞れがある。
【0005】
本発明は、かかる点に鑑みてなされたものであり、その課題とするところは、ワークへの接着剤の塗布完了後、第1接着剤が塗布されたか否かを確認することができるようにすることにある。
【課題を解決するための手段】
【0006】
第1の発明は、表面に第1接着剤及び第2接着剤がこの順に塗布される塗布部と該塗布部の両側にそれぞれ配設された非塗布部とからなる金属製のワークに接着剤を塗布する際に、一方の非塗布部を覆うマスキング治具であって、上記ワーク側の端面に、上記一方の非塗布部が挿入収容される収容凹部と、該収容凹部に隣接して設けられ、上記収容凹部に向かって開口する塗布凹部とが形成されたブロック体からなることを特徴とするものである。
【0007】
これによれば、ブロック体からなるマスキング治具のワーク側の端面に、一方の非塗布部が挿入収容される収容凹部と、この収容凹部に隣接して設けられ、収容凹部に向かって開口する塗布凹部とを形成しているので、収容凹部に一方の非塗布部を挿入収容した状態で、塗布部及び塗布凹部内に向かって第1接着剤を噴出すると、塗布部上に第1接着剤が塗布されるとともに、第1接着剤は、塗布凹部の収容凹部への開口部を介して一方の非塗布部に達し、その結果、一方の非塗布部上に第1接着剤が塗布される。その後、マスキング治具の収容凹部にワークの一方の非塗布部を挿入収容した状態で、塗布部に向かって第2接着剤を噴出すると、塗布部に塗布された第1接着剤上に第2接着剤が塗布される。一方、マスキング治具の塗布凹部内に向かって第2接着剤を噴出しないので、ワークの一方の非塗布部に塗布された第1接着剤上には第2接着剤は塗布されない。以上により、ワークへの接着剤の塗布完了後、ワークの一方の非塗布部上に接着剤があるか否かを目視で確認することにより、第1接着剤が塗布されたか否かを確認することができる。
【0008】
第2の発明は、上記第1の発明において、上記ワークは、上記塗布部としての筒部と該筒部の軸方向両側にそれぞれ配設された上記非塗布部としての板部とからなる、ラバーブッシュの内筒金具であり、上記塗布凹部は、上記収容凹部に収容される一方の板部の厚さ方向両側に1つずつ配設されており、一方の塗布凹部が上記一方の板部の厚さ方向一方側の面に臨むように、他方の塗布凹部が上記一方の板部の厚さ方向他方側の面に臨むようにそれぞれ開口していることを特徴とするものである。
【0009】
これによれば、マスキング治具の塗布凹部を収容凹部に収容される内筒金具の一方の板部の厚さ方向両側に1つずつ配設しており、一方の塗布凹部が一方の板部の厚さ方向一方側の面に臨むように、他方の塗布凹部が一方の板部の厚さ方向他方側の面に臨むようにそれぞれ開口しているので、マスキング治具の収容凹部に内筒金具の一方の板部を挿入収容した状態で、筒部及び塗布凹部内に向かって第1接着剤を噴出すると、一方の板部の厚さ方向両側の面上に第1接着剤が塗布される。したがって、内筒金具への接着剤の塗布完了後、一方の板部の厚さ方向両側の面上に接着剤があるか否かを目視で確認することにより、第1接着剤が塗布されたか否かを確認することができ、その確認を容易かつ確実に行うことができる。
【0010】
第3の発明は、表面に第1接着剤及び第2接着剤がこの順に塗布される塗布部と該塗布部の両側にそれぞれ配設された非塗布部とからなる金属製のワークに接着剤を塗布する接着剤の塗布装置であって、上記ワーク側の端面に、一方の非塗布部が挿入収容される収容凹部と、該収容凹部に隣接して設けられ、上記収容凹部に向かって開口する塗布凹部とが形成されたブロック体からなるマスキング治具と、上記ワーク側の端面に他方の非塗布部が挿入支持される支持凹部が形成されたブロック体からなる支持治具と、上記第1接着剤を噴出する第1スプレーノズルと、上記第2接着剤を噴出する第2スプレーノズルとを備えており、上記収容凹部に上記一方の非塗布部を挿入収容しかつ上記支持凹部に上記他方の非塗布部を挿入支持した状態で、上記第1スプレーノズルから上記塗布部及び上記塗布凹部内に向かって上記第1接着剤を噴出した後、上記第2スプレーノズルから上記塗布部に向かって上記第2接着剤を噴出することを特徴とするものである。
【0011】
これによれば、上記第1の発明と同様の効果が得られる。
【0012】
第4の発明は、表面に第1接着剤及び第2接着剤がこの順に塗布される塗布部と該塗布部の両側にそれぞれ配設された非塗布部とからなる金属製のワークに接着剤を塗布する接着剤の塗布方法であって、上記ワーク側の端面に、一方の非塗布部が挿入収容される収容凹部と、該収容凹部に隣接して設けられ、上記収容凹部に向かって開口する塗布凹部とが形成されたブロック体からなるマスキング治具を予め準備しておき、上記収容凹部に上記一方の非塗布部を挿入収容して、上記塗布部及び上記塗布凹部内に向かって上記第1接着剤を噴出した後、該塗布部に向かって上記第2接着剤を噴出することを特徴とするものである。
【0013】
これによれば、上記第1の発明と同様の効果が得られる。
【発明の効果】
【0014】
本発明によれば、マスキング治具のワーク側の端面に、一方の非塗布部が挿入収容される収容凹部と、この収容凹部に隣接して設けられ、収容凹部に向かって開口する塗布凹部とを形成しているので、収容凹部に一方の非塗布部を挿入収容した状態で、塗布部及び塗布凹部内に向かって第1接着剤を噴出すると、塗布部上に第1接着剤が塗布されるとともに、第1接着剤は、塗布凹部の収容凹部への開口部を介して一方の非塗布部に達し、その結果、一方の非塗布部上に第1接着剤が塗布される。その後、マスキング治具の収容凹部にワークの一方の非塗布部を挿入収容した状態で、塗布部に向かって第2接着剤を噴出すると、塗布部に塗布された第1接着剤上に第2接着剤が塗布される一方、マスキング治具の塗布凹部内に向かって第2接着剤を噴出しないので、ワークの一方の非塗布部に塗布された第1接着剤上には第2接着剤は塗布されない。以上により、ワークへの接着剤の塗布完了後、ワークの一方の非塗布部上に接着剤があるか否かを目視で確認することにより、第1接着剤が塗布されたか否かを確認することができる。
【図面の簡単な説明】
【0015】
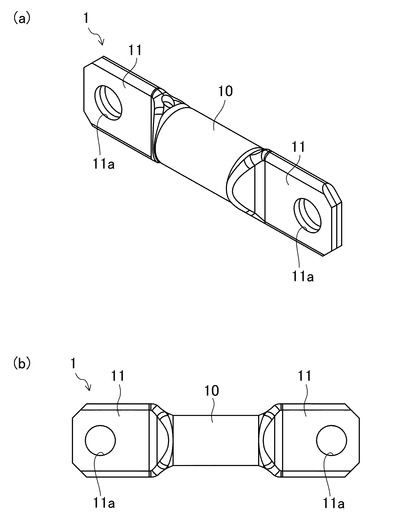
【図1】本発明の実施形態に係る塗布装置により接着剤が塗布される、ラバーブッシュの内筒金具を示す図であり、(a)は斜視図、(b)は正面図である。
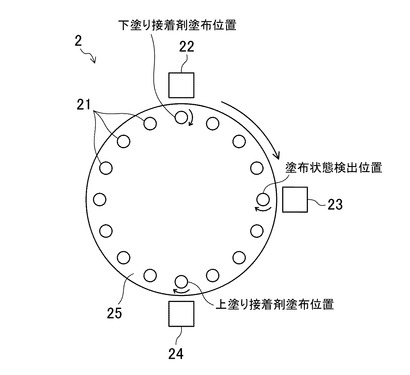
【図2】塗布装置の概略を示す平面図である。
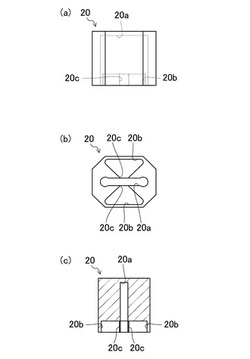
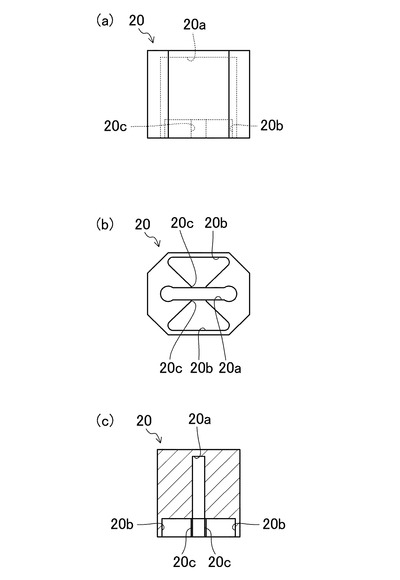
【図3】マスキング治具を示す図であり、(a)は正面図、(b)は底面図、(c)は断面図である。
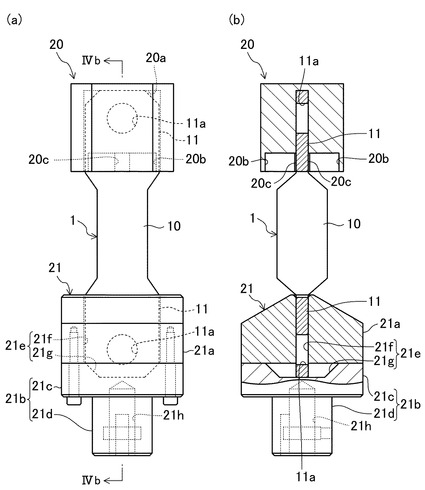
【図4】内筒金具の下方の板部を支持治具に支持し、かつ上方の板部にマスキング治具を被せた状態を示す図であり、(a)は正面図、(b)は、(a)のIVb−IVB線矢視断面図である。
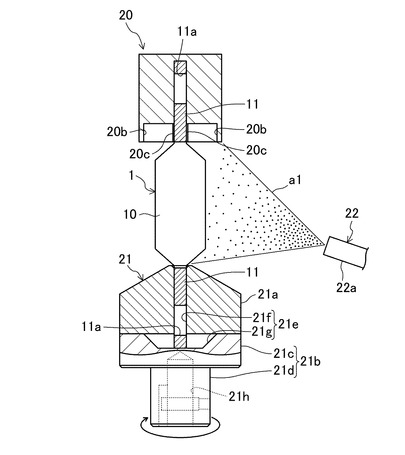
【図5】下塗り接着剤スプレーガンがそのスプレーノズルから下塗り接着剤を噴出する様子を示す図4(b)相当図である。
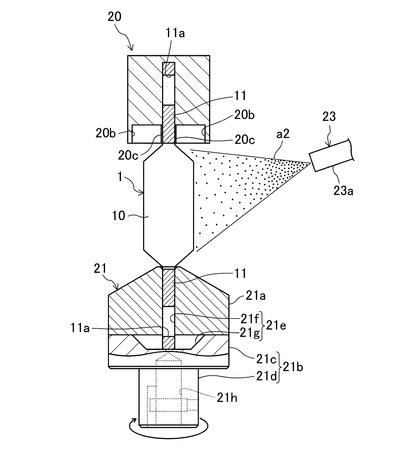
【図6】上塗り接着剤スプレーガンがそのスプレーノズルから上塗り接着剤を噴出する様子を示す図4(b)相当図である。
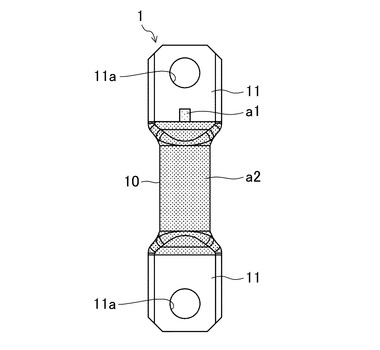
【図7】接着剤の塗布完了後の内筒金具を示す図1(b)相当図である。
【発明を実施するための形態】
【0016】
以下、本発明の実施形態を図面に基づいて詳細に説明する。
【0017】
本発明の実施形態に係る接着剤の塗布装置は、ラバーブッシュの内筒金具(金属製のワーク)に接着剤を塗布する装置であり、このラバーブッシュは、内筒金具と、この内筒金具の外周囲に内筒金具と同軸に設けられた中空円筒状の外筒金具と、これら両筒体の間に設けられて両筒体を互いに連結するゴム弾性体とを備えている。図1に示すように、内筒金具1は、中空円筒状の金属製筒状部材の軸方向両端部をプレス加工してなるものであって、軸方向両端部が潰れた中空略円筒状の筒部10(塗布部)と、この筒部10の軸方向両側にそれぞれ配設された略平板状の板部11(非塗布部)とからなる。
【0018】
筒部10の外表面(外周面)全面には、塗布装置により下塗り接着剤a1(第1接着剤)及び上塗り接着剤a2(第2接着剤)がこの順に塗布されて、ゴム弾性体が加硫接着されるようになっている(接着剤a1,a2は図5〜図7にのみ図示)。このように、筒部10の外周面に下塗り接着剤a1を塗布した後、その上に上塗り接着剤a2を重ねて塗布して、2層構造の接着剤層を形成し、この接着剤層上にゴム弾性体を接着固定することにより、内筒金具1とゴム弾性体との間に優れた接着力が得られる。下塗り接着剤a1は、例えば、ケムロック(登録商標)205であり、上塗り接着剤a2は、例えば、ケムロック(登録商標)220である。
【0019】
各板部11は、例えばリアサスペンション等の取付対象にボルト締結で取り付けられる取付部を構成している。各板部11の幅方向(図1(b)では上下方向)両端部は、上述の如く内筒金具1がプレス加工してなることにより、丸みを帯びた形状となっている。各板部11の長さ方向(図1(b)では左右方向)外側端寄りには、その厚み方向に貫通するボルト孔11aがそれぞれ形成されている。各板部11の長さ方向外側端部の両角部は、三角形状にそれぞれ切り欠き形成されている。
【0020】
図2〜図6に示すように、塗布装置2は、内筒金具1の上方の板部11(一方の非塗布部)を覆うマスキング治具20と、内筒金具1の下方の板部11(他方の非塗布部)を支持する支持治具21と、下塗り接着剤a1を噴霧する下塗り接着剤スプレーガン22と、上塗り接着剤a2を噴霧する上塗り接着剤スプレーガン23と、内筒金具1の筒部10上に塗布された下塗り接着剤a1の塗布状態を検出するカラーセンサ24と、支持治具21や下塗り接着剤スプレーガン22、上塗り接着剤スプレーガン23、カラーセンサ24、後述の円盤部材25等による内筒金具1への接着剤a1,a2の塗布動作を制御する制御装置(不図示)とを備えている。
【0021】
マスキング治具20は、上下方向から見て八角形状をなす金属製のブロック体からなり、支持治具21の上方に対向配置されるようになっている。マスキング治具20の下端面(内筒金具1側の端面)には、内筒金具1の上方の板部11が挿入収容される収容凹部(収容穴部)20aと、この収容凹部20aに隣接して設けられ、収容凹部20aに向かって開口する塗布凹部(塗布穴部)20bとが上下方向に延びるように形成されている。言い換えると、マスキング治具20には、その下端面に向かって開口する収容凹部20aと、この収容凹部20aに連続して設けられ、マスキング治具20の下端面及び収容凹部20aの内面に向かって開口する塗布凹部20bとが形成されている。収容凹部20aは、マスキング治具20の下端面の中央部に配設されていて、上方の板部11の形状に対応するように、上下方向から見て略矩形状をなしている。詳細には、収容凹部20aの長手方向(図3(b)では左右方向)両端部は、上方の板部11の幅方向両端部の形状に対応するように、略円状をなしている。収容凹部20aの深さは、マスキング治具20の上端面近傍まで達している。
【0022】
塗布凹部20bは、収容凹部20aに収容される上方の板部11の厚さ方向(図3(b)では上下方向)両側に1つずつ配設されており、一方の塗布凹部20bが上方の板部11の厚さ方向一方側の面における長さ方向内側端部(下端部)の幅方向中央部に臨むように、他方の塗布凹部20bが上方の板部11の厚さ方向他方側の面における長さ方向内側端部の幅方向中央部に臨むようにそれぞれ開口している。塗布凹部20bの収容凹部20への開口部20cは、上方の板部11の厚さ方向から見て略矩形状をなしている。塗布凹部20bは、上下方向から見て、収容凹部20a側からその反対側に行くに従って次第に収容凹部20aの長手方向外方に拡がる略台形状(略三角形状)をなしている。塗布凹部20bの深さは、収容凹部20aの深さよりも浅く、詳細には、収容凹部20aの深さの四分の一程度の深さとなっている。
【0023】
支持治具21は、その軸周りに回転自在な円盤部材25の外周部に所定間隔を開けて複数(図2では16個)配設されている。この円盤部材25は、各支持治具21が下塗り接着剤スプレーガン22の前の所定の下塗り接着剤塗布位置、カラーセンサ24の前の所定の塗布状態検出位置及び上塗り接着剤スプレーガン23の前の所定の上塗り接着剤塗布位置に来るとその各位置で所定時間とどまるように、間欠的に回転するようになっている。このように円盤部材25は、各支持治具21を、下塗り接着剤塗布位置、塗布状態検出位置、上塗り接着剤塗布位置の順に移動させる移動手段を構成している。
【0024】
支持治具21は、円柱状の金属製のブロック体からなり、上側ブロック体21aと、この上側ブロック体21aの下方に上側ブロック体21aと軸が一致するようにボルト締結された下側ブロック体21bとで構成されている。この下側ブロック体21bは、上側ブロック体21aと同径でかつ上側ブロック体21aよりも上下方向長さが短い第1ブロック部21cと、この第1ブロック部21cの下方に配置され、第1ブロック部21cよりも小径の第2ブロック部21dとからなる。
【0025】
支持治具21の上端面(内筒金具1側の端面)の中央部には、内筒金具1の下方の板部11が挿入支持される支持凹部(支持穴部)21eがマスキング治具20の収容凹部20aに対応するように形成されている。この支持凹部21eは、上側ブロック体21aに上下方向に貫通形成され、下方の板部11の長さ方向外側端部(下端部)以外の部分が収容される上側穴部21fと、第1ブロック部21cの上端面に上側穴部21fと連続形成され、下方の板部11の長さ方向外側端部が収容される下側凹部(下側穴部)21gとからなる。上側穴部21fは、下方の板部11の形状に対応するように、上下方向から見て略矩形状をなしている。詳細には、上側穴部21fの長手方向(図4(a)では左右方向)両端部は、下方の板部11の幅方向両端部の形状に対応するように、略円状をなしている。また、下側凹部21gは、上下方向から見て円状をなしており、その内周面は、下方の板部11の長さ方向外側端部の両角部の形状に対応するように、下方(底面側)に行くに従って直径が次第に減少するテーパー状をなしている。このように下方の板部11の長さ方向外側端部の形状に対応するような形状をなすことにより、下方の板部11が支持凹部21eに収容されると、内筒金具1の軸が支持治具21の軸と一致する(内筒金具1が支持治具21に対して芯出しされる)。
【0026】
支持治具21(上側ブロック体21a)の上端面における支持凹部21eに収容される下方の板部11の厚さ方向(図4(b)では左右方向)両側は、その厚さ方向両側に行くに従って次第に斜め下方に傾斜する傾斜状をなしている。下側ブロック体21bの下端面の中央部には、支持治具21回転駆動用のモータ(不図示)の回転軸が挿入支持される軸穴部21hが上下方向に延びるように形成されている。支持治具21は、上記モータにより、その軸周りに回転自在に構成されていて、下塗り接着剤塗布位置、塗布状態検出位置及び上塗り接着剤塗布位置の各位置にあるときには、複数回、連続的に回転するようになっている。
【0027】
下塗り接着剤スプレーガン22は、円盤部材25の径方向外側近傍の所定位置に固定設置されており、その先端には、下塗り接着剤a1を扇状に噴出するスプレーノズル22a(第1スプレーノズル)が設けられている。このスプレーノズル22aは、支持治具21が下塗り接着剤塗布位置にあるときには、該支持治具21に支持された内筒金具1の筒部10下部に対向するように固定配置されており、その接着剤a1の噴出方向は所定の上向き方向に設定されている。そして、下塗り接着剤スプレーガン22は、支持治具21が下塗り接着剤塗布位置にあるときには、そのスプレーノズル22aから、該支持治具21に支持された内筒金具1の筒部10、及び、該内筒金具1の上方の板部11を覆うマスキング治具20の塗布凹部20b内に向かって下塗り接着剤a1を噴出するようになっている。このように、下塗り接着剤a1の筒部10への噴出時に、マスキング治具20の塗布凹部20b内にもその接着剤a1が入るのは、上述の如く接着剤a1の噴出方向が所定の上向き方向に設定されているためである。
【0028】
上塗り接着剤スプレーガン23は、円盤部材25の径方向外側近傍の、下塗り接着剤スプレーガン22の設置位置とは反対側の所定位置に固定設置されている。このように反対側に設置されることにより、上塗り接着剤a2の塗布時までに、内筒金具1の筒部10上に塗布された下塗り接着剤a1が十分に乾燥する。上塗り接着剤スプレーガン23の先端には、上塗り接着剤a2を扇状に噴出するスプレーノズル23a(第2スプレーノズル)が設けられている。このスプレーノズル23aは、支持治具21が上塗り接着剤塗布位置にあるときには、該支持治具21に支持された内筒金具1の筒部10上部に対向するように固定配置されており、その接着剤a2の噴出方向は所定の下向き方向に設定されている。そして、上塗り接着剤スプレーガン23は、支持治具21が上塗り接着剤塗布位置にあるときには、そのスプレーノズル23aから該支持治具21に支持された内筒金具1の筒部10に向かって上塗り接着剤a2を噴出するようになっている。このように、上塗り接着剤a2の筒部10への噴出時に、マスキング治具20の塗布凹部20b内にはその接着剤a2が入らないのは、上述の如く接着剤a2の噴出方向が所定の下向き方向に設定されているためである。
【0029】
カラーセンサ24は、円盤部材25の径方向外側近傍の、下塗り接着剤スプレーガン22の設置位置と上塗り接着剤スプレーガン23の設置位置との間の所定位置に設置されていて、支持治具21が塗布状態検出位置にあるときには、該支持治具21に支持された内筒金具1の筒部10上に塗布された下塗り接着剤a1の塗布状態を検出するようになっている。
【0030】
塗布装置2による内筒金具1への接着剤a1,a2の塗布工程を以下、説明する。尚、以下の説明では、ある1つの支持治具21に着目して説明する。
【0031】
まず、内筒金具1の下方の板部11を支持治具21の支持凹部21eに挿入支持して、上方の板部11にマスキング治具20をその収容凹部20aに上方の板部11が挿入収容されるように覆うことにより、内筒金具1を塗布装置2にセットする。そして、塗布装置2を起動すると、円盤部材25が、支持治具21が下塗り接着剤塗布位置、塗布状態検出位置及び上塗り接着剤塗布位置に来るとその各位置で所定時間とどまるように、間欠的に回転する。
【0032】
支持治具21が下塗り接着剤塗布位置にあるときには、支持治具21がその軸周りに回転するとともに、下塗り接着剤スプレーガン22がそのスプレーノズル22aから下塗り接着剤a1を所定の上向き方向に噴出する。これにより、内筒金具1及びマスキング治具20がその軸周りに回転しながら、内筒金具1の筒部10及びマスキング治具20の塗布凹部20b内に向かって下塗り接着剤a1が噴出される。このように、内筒金具1が回転しながら、筒部10に向かって下塗り接着剤a1が噴出されることにより、筒部10の外表面全面に下塗り接着剤a1が満遍なく塗布される。また、上述の如く内筒金具1の軸が支持治具21の軸と一致することにより、支持治具21が回転しながら、筒部10に向かって下塗り接着剤a1が噴出されると、確実に、筒部10の外表面全面にその接着剤a1が満遍なく塗布される。さらに、上述の如く支持治具21の上端面における下方の板部11の厚さ方向両側が傾斜状をなすことにより、下塗り接着剤a1の噴出が支持治具21により妨げられるのが抑制される。
【0033】
一方、マスキング治具20が回転しながら、塗布凹部20b内に向かって下塗り接着剤a1が噴出されると、その接着剤a1は、塗布凹部20bの収容凹部20a側への開口部20cを介して内筒金具1の上方の板部11に達し、その結果、上方の板部11の厚さ方向両側の面における長さ方向内側端部の幅方向中央部上に下塗り接着剤a1が、開口部20cの形状と同じ略矩形状に塗布される。また、上述の如く塗布凹部20bが略台形状をなすことにより、マスキング治具20が回転しながら、塗布凹部20b内に向かって下塗り接着剤a1が噴出されると、その接着剤a1が比較的長い時間、開口部20cを目指して噴出される。
【0034】
支持治具21が続く塗布状態検出位置にあるときには、支持治具21がその軸周りに回転するとともに、カラーセンサ24が作動する。これにより、内筒金具1がその軸周りに回転しながら、筒部10上に塗布された下塗り接着剤a1の塗布状態が検出される。
【0035】
支持治具21が続く上塗り接着剤塗布位置にあるときには、支持治具21がその軸周りに回転するとともに、上塗り接着剤スプレーガン23がそのスプレーノズル23aから上塗り接着剤a2を所定の下向き方向に噴出する。これにより、内筒金具1及びマスキング治具20がその軸周りに回転しながら、内筒金具1の筒部10に向かって上塗り接着剤a2が噴出される。このように、内筒金具1が回転しながら、筒部10に向かって上塗り接着剤a2が噴出されることにより、筒部10に塗布された下塗り接着剤a1上に上塗り接着剤a2が満遍なく塗布される。また、上述の如く内筒金具1の軸が支持治具21の軸と一致することにより、支持治具21が回転しながら、筒部10に向かって上塗り接着剤a2が噴出されると、確実に、筒部10に塗布された下塗り接着剤a1上に上塗り接着剤a2が満遍なく塗布される。
【0036】
一方、マスキング治具20の塗布凹部20b内に向かって上塗り接着剤a2は噴出されないので、上方の板部11に塗布された下塗り接着剤a1上には上塗り接着剤a2は塗布されない。こうして、下塗り接着剤a1と上塗り接着剤a2との間に段差が付けられる。
【0037】
その後、内筒金具1の下方の板部11を支持治具21から取り外し、上方の板部11からマスキング治具20を取り外す。こうして、内筒金具1への接着剤a1,a2の塗布が完了する。
【0038】
上述の如く内筒金具1の上方の板部11に塗布された下塗り接着剤a1上には上塗り接着剤a2は塗布されないので、内筒金具1への接着剤a1,a2の塗布完了後、上方の板部11の両面上に略矩形状の接着剤があるか否かを目視で確認することにより、下塗り接着剤a1が塗布されたか否かを確認することができる。このことは、ラバーブッシュを成形した後も同じである。
【0039】
−効果−
以上より、本実施形態によれば、ブロック体からなるマスキング治具20の内筒金具1側の端面に、上方の板部11が挿入収容される収容凹部20aと、この収容凹部20aに隣接して設けられ、収容凹部20aに向かって開口する塗布凹部20bとを形成しているので、収容凹部20aに上方の板部11を挿入収容しかつ支持治具21の支持凹部21eに下方の板部11を挿入支持した状態で、筒部10及び塗布凹部20b内に向かって下塗り接着剤a1を噴出すると、筒部10上に下塗り接着剤a1が塗布されるとともに、下塗り接着剤a1は、塗布凹部20bの収容凹部20aへの開口部20cを介して上方の板部11に達し、その結果、上方の板部11上に下塗り接着剤a1が塗布される。その後、マスキング治具20の収容凹部20aに内筒金具1の上方の板部11を挿入収容しかつ支持治具21の支持凹部21eに下方の板部11を挿入支持した状態で、筒部10に向かって上塗り接着剤a2を噴出すると、筒部10に塗布された下塗り接着剤a1上に上塗り接着剤a2が塗布される。一方、マスキング治具20の塗布凹部20b内に向かって上塗り接着剤a2を噴出しないので、内筒金具1の上方の板部11に塗布された下塗り接着剤a1上には上塗り接着剤a2は塗布されない。以上により、内筒金具1への接着剤a1,a2の塗布完了後、内筒金具1の上方の板部11上に接着剤があるか否かを目視で確認することにより、下塗り接着剤a1が塗布されたか否かを確認することができる。
【0040】
また、マスキング治具20の塗布凹部20bを収容凹部20aに収容される内筒金具1の上方の板部11の厚さ方向両側に1つずつ配設しており、一方の塗布凹部20bが上方の板部11の厚さ方向一方側の面に臨むように、他方の塗布凹部20bが上方の板部11の厚さ方向他方側の面に臨むようにそれぞれ開口しているので、収容凹部20aに上方の板部11を挿入収容しかつ支持治具21の支持凹部21eに下方の板部11を挿入支持した状態で、筒部10及び塗布凹部20b内に向かって下塗り接着剤a1を噴出すると、上方の板部11の厚さ方向両側の面上に下塗り接着剤a1が塗布される。したがって、内筒金具1への接着剤a1,a2の塗布完了後、上方の板部11の厚さ方向両側の面上に接着剤があるか否かを目視で確認することにより、下塗り接着剤a1が塗布されたか否かを確認することができ、その確認を容易かつ確実に行うことができる。
【0041】
(その他の実施形態)
上記実施形態では、ワークは、略円筒状の筒部10と板部11とからなる内筒金具1であるが、これに限らず、例えば、筒部10が略四角筒状をなす内筒金具1や、表面に第1接着剤及び第2接着剤がこの順に塗布される塗布部とこの塗布部の両側にそれぞれ配設された非塗布部とからなる、内筒金具1以外の金属製の部材であってもよい。
【0042】
また、上記実施形態では、塗布凹部20bは、上下方向から見て略台形状をなしているが、これに限らず、例えば、上下方向から見て略矩形状をなしてもよい。
【0043】
さらに、スプレーノズル22a,23aの配置や接着剤a1,a2の噴出方向等は、下塗り接着剤a1の筒部10への噴出時に塗布凹部20b内にもその接着剤a1が入り、かつ上塗り接着剤a2の筒部10への噴出時に塗布凹部20b内にはその接着剤a2が入らない限り、上記のものに限定されない。
【0044】
また、上記実施形態では、支持治具21は、上側ブロック体21aと下側ブロック体21bとからなるが、これに限らず、例えば、一体物のブロック体からなってもよい。
【0045】
本発明は、実施形態に限定されず、その精神又は主要な特徴から逸脱することなく他の色々な形で実施することができる。
【0046】
このように、上述の実施形態はあらゆる点で単なる例示に過ぎず、限定的に解釈してはならない。本発明の範囲は特許請求の範囲によって示すものであって、明細書には何ら拘束されない。さらに、特許請求の範囲の均等範囲に属する変形や変更は、全て本発明の範囲内のものである。
【産業上の利用可能性】
【0047】
以上説明したように、本発明は、ワークへの接着剤の塗布完了後、第1接着剤が塗布されたか否かを確認することが必要な用途等に適用することができる。
【符号の説明】
【0048】
1 内筒金具(ワーク)
10 筒部(塗布部)
11 板部(非塗布部)
2 塗布装置
20 マスキング治具
20a 収容凹部
20b 塗布凹部
21 支持治具
21e 支持凹部
22 下塗り接着剤スプレーガン
22a スプレーノズル(第1スプレーノズル)
23 上塗り接着剤スプレーガン
23a スプレーノズル(第2スプレーノズル)
a1 下塗り接着剤(第1接着剤)
a2 上塗り接着剤(第2接着剤)
【技術分野】
【0001】
本発明は、表面に第1接着剤及び第2接着剤がこの順に塗布される塗布部と該塗布部の両側にそれぞれ配設された非塗布部とからなる金属製のワークに接着剤を塗布する際に、一方の非塗布部を覆うマスキング治具、これを備えた接着剤の塗布装置、及び該マスキング治具を用いた接着剤の塗布方法に関するものである。
【背景技術】
【0002】
例えば金属製のワークの表面にゴム弾性体を加硫接着するため、ワークの表面に接着剤を塗布することが従来技術として知られている。例えば特許文献1では、ワークを回転させながら、噴出量の少ないノズルからワークの表面に向かって接着剤を噴出するようになっている。これにより、接着剤を薄く、満遍なく塗布することができる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−346646号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、ワークとゴム弾性体との間に優れた接着力が得られるように、ワークの表面に第1接着剤及び第2接着剤をこの順に塗布すると、ワークへの接着剤の塗布完了後、第2接着剤が塗布されたか否かは目視で確認することができるものの、第1接着剤は第2接着剤の下にあるため、第1接着剤が塗布されたか否かは確認することができないという課題があった。このように第1接着剤が塗布されたか否かを確認することができないと、完成品の品質が悪化する虞れがある。
【0005】
本発明は、かかる点に鑑みてなされたものであり、その課題とするところは、ワークへの接着剤の塗布完了後、第1接着剤が塗布されたか否かを確認することができるようにすることにある。
【課題を解決するための手段】
【0006】
第1の発明は、表面に第1接着剤及び第2接着剤がこの順に塗布される塗布部と該塗布部の両側にそれぞれ配設された非塗布部とからなる金属製のワークに接着剤を塗布する際に、一方の非塗布部を覆うマスキング治具であって、上記ワーク側の端面に、上記一方の非塗布部が挿入収容される収容凹部と、該収容凹部に隣接して設けられ、上記収容凹部に向かって開口する塗布凹部とが形成されたブロック体からなることを特徴とするものである。
【0007】
これによれば、ブロック体からなるマスキング治具のワーク側の端面に、一方の非塗布部が挿入収容される収容凹部と、この収容凹部に隣接して設けられ、収容凹部に向かって開口する塗布凹部とを形成しているので、収容凹部に一方の非塗布部を挿入収容した状態で、塗布部及び塗布凹部内に向かって第1接着剤を噴出すると、塗布部上に第1接着剤が塗布されるとともに、第1接着剤は、塗布凹部の収容凹部への開口部を介して一方の非塗布部に達し、その結果、一方の非塗布部上に第1接着剤が塗布される。その後、マスキング治具の収容凹部にワークの一方の非塗布部を挿入収容した状態で、塗布部に向かって第2接着剤を噴出すると、塗布部に塗布された第1接着剤上に第2接着剤が塗布される。一方、マスキング治具の塗布凹部内に向かって第2接着剤を噴出しないので、ワークの一方の非塗布部に塗布された第1接着剤上には第2接着剤は塗布されない。以上により、ワークへの接着剤の塗布完了後、ワークの一方の非塗布部上に接着剤があるか否かを目視で確認することにより、第1接着剤が塗布されたか否かを確認することができる。
【0008】
第2の発明は、上記第1の発明において、上記ワークは、上記塗布部としての筒部と該筒部の軸方向両側にそれぞれ配設された上記非塗布部としての板部とからなる、ラバーブッシュの内筒金具であり、上記塗布凹部は、上記収容凹部に収容される一方の板部の厚さ方向両側に1つずつ配設されており、一方の塗布凹部が上記一方の板部の厚さ方向一方側の面に臨むように、他方の塗布凹部が上記一方の板部の厚さ方向他方側の面に臨むようにそれぞれ開口していることを特徴とするものである。
【0009】
これによれば、マスキング治具の塗布凹部を収容凹部に収容される内筒金具の一方の板部の厚さ方向両側に1つずつ配設しており、一方の塗布凹部が一方の板部の厚さ方向一方側の面に臨むように、他方の塗布凹部が一方の板部の厚さ方向他方側の面に臨むようにそれぞれ開口しているので、マスキング治具の収容凹部に内筒金具の一方の板部を挿入収容した状態で、筒部及び塗布凹部内に向かって第1接着剤を噴出すると、一方の板部の厚さ方向両側の面上に第1接着剤が塗布される。したがって、内筒金具への接着剤の塗布完了後、一方の板部の厚さ方向両側の面上に接着剤があるか否かを目視で確認することにより、第1接着剤が塗布されたか否かを確認することができ、その確認を容易かつ確実に行うことができる。
【0010】
第3の発明は、表面に第1接着剤及び第2接着剤がこの順に塗布される塗布部と該塗布部の両側にそれぞれ配設された非塗布部とからなる金属製のワークに接着剤を塗布する接着剤の塗布装置であって、上記ワーク側の端面に、一方の非塗布部が挿入収容される収容凹部と、該収容凹部に隣接して設けられ、上記収容凹部に向かって開口する塗布凹部とが形成されたブロック体からなるマスキング治具と、上記ワーク側の端面に他方の非塗布部が挿入支持される支持凹部が形成されたブロック体からなる支持治具と、上記第1接着剤を噴出する第1スプレーノズルと、上記第2接着剤を噴出する第2スプレーノズルとを備えており、上記収容凹部に上記一方の非塗布部を挿入収容しかつ上記支持凹部に上記他方の非塗布部を挿入支持した状態で、上記第1スプレーノズルから上記塗布部及び上記塗布凹部内に向かって上記第1接着剤を噴出した後、上記第2スプレーノズルから上記塗布部に向かって上記第2接着剤を噴出することを特徴とするものである。
【0011】
これによれば、上記第1の発明と同様の効果が得られる。
【0012】
第4の発明は、表面に第1接着剤及び第2接着剤がこの順に塗布される塗布部と該塗布部の両側にそれぞれ配設された非塗布部とからなる金属製のワークに接着剤を塗布する接着剤の塗布方法であって、上記ワーク側の端面に、一方の非塗布部が挿入収容される収容凹部と、該収容凹部に隣接して設けられ、上記収容凹部に向かって開口する塗布凹部とが形成されたブロック体からなるマスキング治具を予め準備しておき、上記収容凹部に上記一方の非塗布部を挿入収容して、上記塗布部及び上記塗布凹部内に向かって上記第1接着剤を噴出した後、該塗布部に向かって上記第2接着剤を噴出することを特徴とするものである。
【0013】
これによれば、上記第1の発明と同様の効果が得られる。
【発明の効果】
【0014】
本発明によれば、マスキング治具のワーク側の端面に、一方の非塗布部が挿入収容される収容凹部と、この収容凹部に隣接して設けられ、収容凹部に向かって開口する塗布凹部とを形成しているので、収容凹部に一方の非塗布部を挿入収容した状態で、塗布部及び塗布凹部内に向かって第1接着剤を噴出すると、塗布部上に第1接着剤が塗布されるとともに、第1接着剤は、塗布凹部の収容凹部への開口部を介して一方の非塗布部に達し、その結果、一方の非塗布部上に第1接着剤が塗布される。その後、マスキング治具の収容凹部にワークの一方の非塗布部を挿入収容した状態で、塗布部に向かって第2接着剤を噴出すると、塗布部に塗布された第1接着剤上に第2接着剤が塗布される一方、マスキング治具の塗布凹部内に向かって第2接着剤を噴出しないので、ワークの一方の非塗布部に塗布された第1接着剤上には第2接着剤は塗布されない。以上により、ワークへの接着剤の塗布完了後、ワークの一方の非塗布部上に接着剤があるか否かを目視で確認することにより、第1接着剤が塗布されたか否かを確認することができる。
【図面の簡単な説明】
【0015】
【図1】本発明の実施形態に係る塗布装置により接着剤が塗布される、ラバーブッシュの内筒金具を示す図であり、(a)は斜視図、(b)は正面図である。
【図2】塗布装置の概略を示す平面図である。
【図3】マスキング治具を示す図であり、(a)は正面図、(b)は底面図、(c)は断面図である。
【図4】内筒金具の下方の板部を支持治具に支持し、かつ上方の板部にマスキング治具を被せた状態を示す図であり、(a)は正面図、(b)は、(a)のIVb−IVB線矢視断面図である。
【図5】下塗り接着剤スプレーガンがそのスプレーノズルから下塗り接着剤を噴出する様子を示す図4(b)相当図である。
【図6】上塗り接着剤スプレーガンがそのスプレーノズルから上塗り接着剤を噴出する様子を示す図4(b)相当図である。
【図7】接着剤の塗布完了後の内筒金具を示す図1(b)相当図である。
【発明を実施するための形態】
【0016】
以下、本発明の実施形態を図面に基づいて詳細に説明する。
【0017】
本発明の実施形態に係る接着剤の塗布装置は、ラバーブッシュの内筒金具(金属製のワーク)に接着剤を塗布する装置であり、このラバーブッシュは、内筒金具と、この内筒金具の外周囲に内筒金具と同軸に設けられた中空円筒状の外筒金具と、これら両筒体の間に設けられて両筒体を互いに連結するゴム弾性体とを備えている。図1に示すように、内筒金具1は、中空円筒状の金属製筒状部材の軸方向両端部をプレス加工してなるものであって、軸方向両端部が潰れた中空略円筒状の筒部10(塗布部)と、この筒部10の軸方向両側にそれぞれ配設された略平板状の板部11(非塗布部)とからなる。
【0018】
筒部10の外表面(外周面)全面には、塗布装置により下塗り接着剤a1(第1接着剤)及び上塗り接着剤a2(第2接着剤)がこの順に塗布されて、ゴム弾性体が加硫接着されるようになっている(接着剤a1,a2は図5〜図7にのみ図示)。このように、筒部10の外周面に下塗り接着剤a1を塗布した後、その上に上塗り接着剤a2を重ねて塗布して、2層構造の接着剤層を形成し、この接着剤層上にゴム弾性体を接着固定することにより、内筒金具1とゴム弾性体との間に優れた接着力が得られる。下塗り接着剤a1は、例えば、ケムロック(登録商標)205であり、上塗り接着剤a2は、例えば、ケムロック(登録商標)220である。
【0019】
各板部11は、例えばリアサスペンション等の取付対象にボルト締結で取り付けられる取付部を構成している。各板部11の幅方向(図1(b)では上下方向)両端部は、上述の如く内筒金具1がプレス加工してなることにより、丸みを帯びた形状となっている。各板部11の長さ方向(図1(b)では左右方向)外側端寄りには、その厚み方向に貫通するボルト孔11aがそれぞれ形成されている。各板部11の長さ方向外側端部の両角部は、三角形状にそれぞれ切り欠き形成されている。
【0020】
図2〜図6に示すように、塗布装置2は、内筒金具1の上方の板部11(一方の非塗布部)を覆うマスキング治具20と、内筒金具1の下方の板部11(他方の非塗布部)を支持する支持治具21と、下塗り接着剤a1を噴霧する下塗り接着剤スプレーガン22と、上塗り接着剤a2を噴霧する上塗り接着剤スプレーガン23と、内筒金具1の筒部10上に塗布された下塗り接着剤a1の塗布状態を検出するカラーセンサ24と、支持治具21や下塗り接着剤スプレーガン22、上塗り接着剤スプレーガン23、カラーセンサ24、後述の円盤部材25等による内筒金具1への接着剤a1,a2の塗布動作を制御する制御装置(不図示)とを備えている。
【0021】
マスキング治具20は、上下方向から見て八角形状をなす金属製のブロック体からなり、支持治具21の上方に対向配置されるようになっている。マスキング治具20の下端面(内筒金具1側の端面)には、内筒金具1の上方の板部11が挿入収容される収容凹部(収容穴部)20aと、この収容凹部20aに隣接して設けられ、収容凹部20aに向かって開口する塗布凹部(塗布穴部)20bとが上下方向に延びるように形成されている。言い換えると、マスキング治具20には、その下端面に向かって開口する収容凹部20aと、この収容凹部20aに連続して設けられ、マスキング治具20の下端面及び収容凹部20aの内面に向かって開口する塗布凹部20bとが形成されている。収容凹部20aは、マスキング治具20の下端面の中央部に配設されていて、上方の板部11の形状に対応するように、上下方向から見て略矩形状をなしている。詳細には、収容凹部20aの長手方向(図3(b)では左右方向)両端部は、上方の板部11の幅方向両端部の形状に対応するように、略円状をなしている。収容凹部20aの深さは、マスキング治具20の上端面近傍まで達している。
【0022】
塗布凹部20bは、収容凹部20aに収容される上方の板部11の厚さ方向(図3(b)では上下方向)両側に1つずつ配設されており、一方の塗布凹部20bが上方の板部11の厚さ方向一方側の面における長さ方向内側端部(下端部)の幅方向中央部に臨むように、他方の塗布凹部20bが上方の板部11の厚さ方向他方側の面における長さ方向内側端部の幅方向中央部に臨むようにそれぞれ開口している。塗布凹部20bの収容凹部20への開口部20cは、上方の板部11の厚さ方向から見て略矩形状をなしている。塗布凹部20bは、上下方向から見て、収容凹部20a側からその反対側に行くに従って次第に収容凹部20aの長手方向外方に拡がる略台形状(略三角形状)をなしている。塗布凹部20bの深さは、収容凹部20aの深さよりも浅く、詳細には、収容凹部20aの深さの四分の一程度の深さとなっている。
【0023】
支持治具21は、その軸周りに回転自在な円盤部材25の外周部に所定間隔を開けて複数(図2では16個)配設されている。この円盤部材25は、各支持治具21が下塗り接着剤スプレーガン22の前の所定の下塗り接着剤塗布位置、カラーセンサ24の前の所定の塗布状態検出位置及び上塗り接着剤スプレーガン23の前の所定の上塗り接着剤塗布位置に来るとその各位置で所定時間とどまるように、間欠的に回転するようになっている。このように円盤部材25は、各支持治具21を、下塗り接着剤塗布位置、塗布状態検出位置、上塗り接着剤塗布位置の順に移動させる移動手段を構成している。
【0024】
支持治具21は、円柱状の金属製のブロック体からなり、上側ブロック体21aと、この上側ブロック体21aの下方に上側ブロック体21aと軸が一致するようにボルト締結された下側ブロック体21bとで構成されている。この下側ブロック体21bは、上側ブロック体21aと同径でかつ上側ブロック体21aよりも上下方向長さが短い第1ブロック部21cと、この第1ブロック部21cの下方に配置され、第1ブロック部21cよりも小径の第2ブロック部21dとからなる。
【0025】
支持治具21の上端面(内筒金具1側の端面)の中央部には、内筒金具1の下方の板部11が挿入支持される支持凹部(支持穴部)21eがマスキング治具20の収容凹部20aに対応するように形成されている。この支持凹部21eは、上側ブロック体21aに上下方向に貫通形成され、下方の板部11の長さ方向外側端部(下端部)以外の部分が収容される上側穴部21fと、第1ブロック部21cの上端面に上側穴部21fと連続形成され、下方の板部11の長さ方向外側端部が収容される下側凹部(下側穴部)21gとからなる。上側穴部21fは、下方の板部11の形状に対応するように、上下方向から見て略矩形状をなしている。詳細には、上側穴部21fの長手方向(図4(a)では左右方向)両端部は、下方の板部11の幅方向両端部の形状に対応するように、略円状をなしている。また、下側凹部21gは、上下方向から見て円状をなしており、その内周面は、下方の板部11の長さ方向外側端部の両角部の形状に対応するように、下方(底面側)に行くに従って直径が次第に減少するテーパー状をなしている。このように下方の板部11の長さ方向外側端部の形状に対応するような形状をなすことにより、下方の板部11が支持凹部21eに収容されると、内筒金具1の軸が支持治具21の軸と一致する(内筒金具1が支持治具21に対して芯出しされる)。
【0026】
支持治具21(上側ブロック体21a)の上端面における支持凹部21eに収容される下方の板部11の厚さ方向(図4(b)では左右方向)両側は、その厚さ方向両側に行くに従って次第に斜め下方に傾斜する傾斜状をなしている。下側ブロック体21bの下端面の中央部には、支持治具21回転駆動用のモータ(不図示)の回転軸が挿入支持される軸穴部21hが上下方向に延びるように形成されている。支持治具21は、上記モータにより、その軸周りに回転自在に構成されていて、下塗り接着剤塗布位置、塗布状態検出位置及び上塗り接着剤塗布位置の各位置にあるときには、複数回、連続的に回転するようになっている。
【0027】
下塗り接着剤スプレーガン22は、円盤部材25の径方向外側近傍の所定位置に固定設置されており、その先端には、下塗り接着剤a1を扇状に噴出するスプレーノズル22a(第1スプレーノズル)が設けられている。このスプレーノズル22aは、支持治具21が下塗り接着剤塗布位置にあるときには、該支持治具21に支持された内筒金具1の筒部10下部に対向するように固定配置されており、その接着剤a1の噴出方向は所定の上向き方向に設定されている。そして、下塗り接着剤スプレーガン22は、支持治具21が下塗り接着剤塗布位置にあるときには、そのスプレーノズル22aから、該支持治具21に支持された内筒金具1の筒部10、及び、該内筒金具1の上方の板部11を覆うマスキング治具20の塗布凹部20b内に向かって下塗り接着剤a1を噴出するようになっている。このように、下塗り接着剤a1の筒部10への噴出時に、マスキング治具20の塗布凹部20b内にもその接着剤a1が入るのは、上述の如く接着剤a1の噴出方向が所定の上向き方向に設定されているためである。
【0028】
上塗り接着剤スプレーガン23は、円盤部材25の径方向外側近傍の、下塗り接着剤スプレーガン22の設置位置とは反対側の所定位置に固定設置されている。このように反対側に設置されることにより、上塗り接着剤a2の塗布時までに、内筒金具1の筒部10上に塗布された下塗り接着剤a1が十分に乾燥する。上塗り接着剤スプレーガン23の先端には、上塗り接着剤a2を扇状に噴出するスプレーノズル23a(第2スプレーノズル)が設けられている。このスプレーノズル23aは、支持治具21が上塗り接着剤塗布位置にあるときには、該支持治具21に支持された内筒金具1の筒部10上部に対向するように固定配置されており、その接着剤a2の噴出方向は所定の下向き方向に設定されている。そして、上塗り接着剤スプレーガン23は、支持治具21が上塗り接着剤塗布位置にあるときには、そのスプレーノズル23aから該支持治具21に支持された内筒金具1の筒部10に向かって上塗り接着剤a2を噴出するようになっている。このように、上塗り接着剤a2の筒部10への噴出時に、マスキング治具20の塗布凹部20b内にはその接着剤a2が入らないのは、上述の如く接着剤a2の噴出方向が所定の下向き方向に設定されているためである。
【0029】
カラーセンサ24は、円盤部材25の径方向外側近傍の、下塗り接着剤スプレーガン22の設置位置と上塗り接着剤スプレーガン23の設置位置との間の所定位置に設置されていて、支持治具21が塗布状態検出位置にあるときには、該支持治具21に支持された内筒金具1の筒部10上に塗布された下塗り接着剤a1の塗布状態を検出するようになっている。
【0030】
塗布装置2による内筒金具1への接着剤a1,a2の塗布工程を以下、説明する。尚、以下の説明では、ある1つの支持治具21に着目して説明する。
【0031】
まず、内筒金具1の下方の板部11を支持治具21の支持凹部21eに挿入支持して、上方の板部11にマスキング治具20をその収容凹部20aに上方の板部11が挿入収容されるように覆うことにより、内筒金具1を塗布装置2にセットする。そして、塗布装置2を起動すると、円盤部材25が、支持治具21が下塗り接着剤塗布位置、塗布状態検出位置及び上塗り接着剤塗布位置に来るとその各位置で所定時間とどまるように、間欠的に回転する。
【0032】
支持治具21が下塗り接着剤塗布位置にあるときには、支持治具21がその軸周りに回転するとともに、下塗り接着剤スプレーガン22がそのスプレーノズル22aから下塗り接着剤a1を所定の上向き方向に噴出する。これにより、内筒金具1及びマスキング治具20がその軸周りに回転しながら、内筒金具1の筒部10及びマスキング治具20の塗布凹部20b内に向かって下塗り接着剤a1が噴出される。このように、内筒金具1が回転しながら、筒部10に向かって下塗り接着剤a1が噴出されることにより、筒部10の外表面全面に下塗り接着剤a1が満遍なく塗布される。また、上述の如く内筒金具1の軸が支持治具21の軸と一致することにより、支持治具21が回転しながら、筒部10に向かって下塗り接着剤a1が噴出されると、確実に、筒部10の外表面全面にその接着剤a1が満遍なく塗布される。さらに、上述の如く支持治具21の上端面における下方の板部11の厚さ方向両側が傾斜状をなすことにより、下塗り接着剤a1の噴出が支持治具21により妨げられるのが抑制される。
【0033】
一方、マスキング治具20が回転しながら、塗布凹部20b内に向かって下塗り接着剤a1が噴出されると、その接着剤a1は、塗布凹部20bの収容凹部20a側への開口部20cを介して内筒金具1の上方の板部11に達し、その結果、上方の板部11の厚さ方向両側の面における長さ方向内側端部の幅方向中央部上に下塗り接着剤a1が、開口部20cの形状と同じ略矩形状に塗布される。また、上述の如く塗布凹部20bが略台形状をなすことにより、マスキング治具20が回転しながら、塗布凹部20b内に向かって下塗り接着剤a1が噴出されると、その接着剤a1が比較的長い時間、開口部20cを目指して噴出される。
【0034】
支持治具21が続く塗布状態検出位置にあるときには、支持治具21がその軸周りに回転するとともに、カラーセンサ24が作動する。これにより、内筒金具1がその軸周りに回転しながら、筒部10上に塗布された下塗り接着剤a1の塗布状態が検出される。
【0035】
支持治具21が続く上塗り接着剤塗布位置にあるときには、支持治具21がその軸周りに回転するとともに、上塗り接着剤スプレーガン23がそのスプレーノズル23aから上塗り接着剤a2を所定の下向き方向に噴出する。これにより、内筒金具1及びマスキング治具20がその軸周りに回転しながら、内筒金具1の筒部10に向かって上塗り接着剤a2が噴出される。このように、内筒金具1が回転しながら、筒部10に向かって上塗り接着剤a2が噴出されることにより、筒部10に塗布された下塗り接着剤a1上に上塗り接着剤a2が満遍なく塗布される。また、上述の如く内筒金具1の軸が支持治具21の軸と一致することにより、支持治具21が回転しながら、筒部10に向かって上塗り接着剤a2が噴出されると、確実に、筒部10に塗布された下塗り接着剤a1上に上塗り接着剤a2が満遍なく塗布される。
【0036】
一方、マスキング治具20の塗布凹部20b内に向かって上塗り接着剤a2は噴出されないので、上方の板部11に塗布された下塗り接着剤a1上には上塗り接着剤a2は塗布されない。こうして、下塗り接着剤a1と上塗り接着剤a2との間に段差が付けられる。
【0037】
その後、内筒金具1の下方の板部11を支持治具21から取り外し、上方の板部11からマスキング治具20を取り外す。こうして、内筒金具1への接着剤a1,a2の塗布が完了する。
【0038】
上述の如く内筒金具1の上方の板部11に塗布された下塗り接着剤a1上には上塗り接着剤a2は塗布されないので、内筒金具1への接着剤a1,a2の塗布完了後、上方の板部11の両面上に略矩形状の接着剤があるか否かを目視で確認することにより、下塗り接着剤a1が塗布されたか否かを確認することができる。このことは、ラバーブッシュを成形した後も同じである。
【0039】
−効果−
以上より、本実施形態によれば、ブロック体からなるマスキング治具20の内筒金具1側の端面に、上方の板部11が挿入収容される収容凹部20aと、この収容凹部20aに隣接して設けられ、収容凹部20aに向かって開口する塗布凹部20bとを形成しているので、収容凹部20aに上方の板部11を挿入収容しかつ支持治具21の支持凹部21eに下方の板部11を挿入支持した状態で、筒部10及び塗布凹部20b内に向かって下塗り接着剤a1を噴出すると、筒部10上に下塗り接着剤a1が塗布されるとともに、下塗り接着剤a1は、塗布凹部20bの収容凹部20aへの開口部20cを介して上方の板部11に達し、その結果、上方の板部11上に下塗り接着剤a1が塗布される。その後、マスキング治具20の収容凹部20aに内筒金具1の上方の板部11を挿入収容しかつ支持治具21の支持凹部21eに下方の板部11を挿入支持した状態で、筒部10に向かって上塗り接着剤a2を噴出すると、筒部10に塗布された下塗り接着剤a1上に上塗り接着剤a2が塗布される。一方、マスキング治具20の塗布凹部20b内に向かって上塗り接着剤a2を噴出しないので、内筒金具1の上方の板部11に塗布された下塗り接着剤a1上には上塗り接着剤a2は塗布されない。以上により、内筒金具1への接着剤a1,a2の塗布完了後、内筒金具1の上方の板部11上に接着剤があるか否かを目視で確認することにより、下塗り接着剤a1が塗布されたか否かを確認することができる。
【0040】
また、マスキング治具20の塗布凹部20bを収容凹部20aに収容される内筒金具1の上方の板部11の厚さ方向両側に1つずつ配設しており、一方の塗布凹部20bが上方の板部11の厚さ方向一方側の面に臨むように、他方の塗布凹部20bが上方の板部11の厚さ方向他方側の面に臨むようにそれぞれ開口しているので、収容凹部20aに上方の板部11を挿入収容しかつ支持治具21の支持凹部21eに下方の板部11を挿入支持した状態で、筒部10及び塗布凹部20b内に向かって下塗り接着剤a1を噴出すると、上方の板部11の厚さ方向両側の面上に下塗り接着剤a1が塗布される。したがって、内筒金具1への接着剤a1,a2の塗布完了後、上方の板部11の厚さ方向両側の面上に接着剤があるか否かを目視で確認することにより、下塗り接着剤a1が塗布されたか否かを確認することができ、その確認を容易かつ確実に行うことができる。
【0041】
(その他の実施形態)
上記実施形態では、ワークは、略円筒状の筒部10と板部11とからなる内筒金具1であるが、これに限らず、例えば、筒部10が略四角筒状をなす内筒金具1や、表面に第1接着剤及び第2接着剤がこの順に塗布される塗布部とこの塗布部の両側にそれぞれ配設された非塗布部とからなる、内筒金具1以外の金属製の部材であってもよい。
【0042】
また、上記実施形態では、塗布凹部20bは、上下方向から見て略台形状をなしているが、これに限らず、例えば、上下方向から見て略矩形状をなしてもよい。
【0043】
さらに、スプレーノズル22a,23aの配置や接着剤a1,a2の噴出方向等は、下塗り接着剤a1の筒部10への噴出時に塗布凹部20b内にもその接着剤a1が入り、かつ上塗り接着剤a2の筒部10への噴出時に塗布凹部20b内にはその接着剤a2が入らない限り、上記のものに限定されない。
【0044】
また、上記実施形態では、支持治具21は、上側ブロック体21aと下側ブロック体21bとからなるが、これに限らず、例えば、一体物のブロック体からなってもよい。
【0045】
本発明は、実施形態に限定されず、その精神又は主要な特徴から逸脱することなく他の色々な形で実施することができる。
【0046】
このように、上述の実施形態はあらゆる点で単なる例示に過ぎず、限定的に解釈してはならない。本発明の範囲は特許請求の範囲によって示すものであって、明細書には何ら拘束されない。さらに、特許請求の範囲の均等範囲に属する変形や変更は、全て本発明の範囲内のものである。
【産業上の利用可能性】
【0047】
以上説明したように、本発明は、ワークへの接着剤の塗布完了後、第1接着剤が塗布されたか否かを確認することが必要な用途等に適用することができる。
【符号の説明】
【0048】
1 内筒金具(ワーク)
10 筒部(塗布部)
11 板部(非塗布部)
2 塗布装置
20 マスキング治具
20a 収容凹部
20b 塗布凹部
21 支持治具
21e 支持凹部
22 下塗り接着剤スプレーガン
22a スプレーノズル(第1スプレーノズル)
23 上塗り接着剤スプレーガン
23a スプレーノズル(第2スプレーノズル)
a1 下塗り接着剤(第1接着剤)
a2 上塗り接着剤(第2接着剤)
【特許請求の範囲】
【請求項1】
表面に第1接着剤及び第2接着剤がこの順に塗布される塗布部と該塗布部の両側にそれぞれ配設された非塗布部とからなる金属製のワークに接着剤を塗布する際に、一方の非塗布部を覆うマスキング治具であって、
上記ワーク側の端面に、上記一方の非塗布部が挿入収容される収容凹部と、該収容凹部に隣接して設けられ、上記収容凹部に向かって開口する塗布凹部とが形成されたブロック体からなることを特徴とするマスキング治具。
【請求項2】
請求項1記載のマスキング治具において、
上記ワークは、上記塗布部としての筒部と該筒部の軸方向両側にそれぞれ配設された上記非塗布部としての板部とからなる、ラバーブッシュの内筒金具であり、
上記塗布凹部は、上記収容凹部に収容される一方の板部の厚さ方向両側に1つずつ配設されており、一方の塗布凹部が上記一方の板部の厚さ方向一方側の面に臨むように、他方の塗布凹部が上記一方の板部の厚さ方向他方側の面に臨むようにそれぞれ開口していることを特徴とするマスキング治具。
【請求項3】
表面に第1接着剤及び第2接着剤がこの順に塗布される塗布部と該塗布部の両側にそれぞれ配設された非塗布部とからなる金属製のワークに接着剤を塗布する接着剤の塗布装置であって、
上記ワーク側の端面に、一方の非塗布部が挿入収容される収容凹部と、該収容凹部に隣接して設けられ、上記収容凹部に向かって開口する塗布凹部とが形成されたブロック体からなるマスキング治具と、
上記ワーク側の端面に他方の非塗布部が挿入支持される支持凹部が形成されたブロック体からなる支持治具と、
上記第1接着剤を噴出する第1スプレーノズルと、
上記第2接着剤を噴出する第2スプレーノズルとを備えており、
上記収容凹部に上記一方の非塗布部を挿入収容しかつ上記支持凹部に上記他方の非塗布部を挿入支持した状態で、上記第1スプレーノズルから上記塗布部及び上記塗布凹部内に向かって上記第1接着剤を噴出した後、上記第2スプレーノズルから上記塗布部に向かって上記第2接着剤を噴出することを特徴とする接着剤の塗布装置。
【請求項4】
表面に第1接着剤及び第2接着剤がこの順に塗布される塗布部と該塗布部の両側にそれぞれ配設された非塗布部とからなる金属製のワークに接着剤を塗布する接着剤の塗布方法であって、
上記ワーク側の端面に、一方の非塗布部が挿入収容される収容凹部と、該収容凹部に隣接して設けられ、上記収容凹部に向かって開口する塗布凹部とが形成されたブロック体からなるマスキング治具を予め準備しておき、
上記収容凹部に上記一方の非塗布部を挿入収容して、
上記塗布部及び上記塗布凹部内に向かって上記第1接着剤を噴出した後、該塗布部に向かって上記第2接着剤を噴出することを特徴とする接着剤の塗布方法。
【請求項1】
表面に第1接着剤及び第2接着剤がこの順に塗布される塗布部と該塗布部の両側にそれぞれ配設された非塗布部とからなる金属製のワークに接着剤を塗布する際に、一方の非塗布部を覆うマスキング治具であって、
上記ワーク側の端面に、上記一方の非塗布部が挿入収容される収容凹部と、該収容凹部に隣接して設けられ、上記収容凹部に向かって開口する塗布凹部とが形成されたブロック体からなることを特徴とするマスキング治具。
【請求項2】
請求項1記載のマスキング治具において、
上記ワークは、上記塗布部としての筒部と該筒部の軸方向両側にそれぞれ配設された上記非塗布部としての板部とからなる、ラバーブッシュの内筒金具であり、
上記塗布凹部は、上記収容凹部に収容される一方の板部の厚さ方向両側に1つずつ配設されており、一方の塗布凹部が上記一方の板部の厚さ方向一方側の面に臨むように、他方の塗布凹部が上記一方の板部の厚さ方向他方側の面に臨むようにそれぞれ開口していることを特徴とするマスキング治具。
【請求項3】
表面に第1接着剤及び第2接着剤がこの順に塗布される塗布部と該塗布部の両側にそれぞれ配設された非塗布部とからなる金属製のワークに接着剤を塗布する接着剤の塗布装置であって、
上記ワーク側の端面に、一方の非塗布部が挿入収容される収容凹部と、該収容凹部に隣接して設けられ、上記収容凹部に向かって開口する塗布凹部とが形成されたブロック体からなるマスキング治具と、
上記ワーク側の端面に他方の非塗布部が挿入支持される支持凹部が形成されたブロック体からなる支持治具と、
上記第1接着剤を噴出する第1スプレーノズルと、
上記第2接着剤を噴出する第2スプレーノズルとを備えており、
上記収容凹部に上記一方の非塗布部を挿入収容しかつ上記支持凹部に上記他方の非塗布部を挿入支持した状態で、上記第1スプレーノズルから上記塗布部及び上記塗布凹部内に向かって上記第1接着剤を噴出した後、上記第2スプレーノズルから上記塗布部に向かって上記第2接着剤を噴出することを特徴とする接着剤の塗布装置。
【請求項4】
表面に第1接着剤及び第2接着剤がこの順に塗布される塗布部と該塗布部の両側にそれぞれ配設された非塗布部とからなる金属製のワークに接着剤を塗布する接着剤の塗布方法であって、
上記ワーク側の端面に、一方の非塗布部が挿入収容される収容凹部と、該収容凹部に隣接して設けられ、上記収容凹部に向かって開口する塗布凹部とが形成されたブロック体からなるマスキング治具を予め準備しておき、
上記収容凹部に上記一方の非塗布部を挿入収容して、
上記塗布部及び上記塗布凹部内に向かって上記第1接着剤を噴出した後、該塗布部に向かって上記第2接着剤を噴出することを特徴とする接着剤の塗布方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−30201(P2012−30201A)
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願番号】特願2010−174137(P2010−174137)
【出願日】平成22年8月3日(2010.8.3)
【出願人】(000201869)倉敷化工株式会社 (282)
【Fターム(参考)】
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願日】平成22年8月3日(2010.8.3)
【出願人】(000201869)倉敷化工株式会社 (282)
【Fターム(参考)】
[ Back to top ]