
マスキング治具およびその製造方法
【課題】 複雑形状の成形品であっても塗装境界面をきれいに仕上げることができ、さらに、端面が丈夫なため寿命も長いマスキング治具およびその作成方法を提供する。
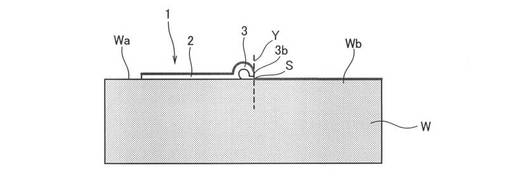
【解決手段】 マスキング治具1は、成形品倣い部2と突条端部3とからなり、突条端部3は、塗装予定部分との境界線を形成するためのマスキング端部であり、断面が半円形中空部3aを有し、かつ、成形品の表面側に向けて折れ曲がったその先端部ライン3bは被塗装物である成形品の表面から一定の間隙sを保つ形状を有している。このように間隙sを持たせることによって、塗装終了時にマスキング治具1と塗装面とが塗料でつながってしまうことがないため、マスキング治具1を成形品から取り外すときに見切り線が崩れることがない。
【解決手段】 マスキング治具1は、成形品倣い部2と突条端部3とからなり、突条端部3は、塗装予定部分との境界線を形成するためのマスキング端部であり、断面が半円形中空部3aを有し、かつ、成形品の表面側に向けて折れ曲がったその先端部ライン3bは被塗装物である成形品の表面から一定の間隙sを保つ形状を有している。このように間隙sを持たせることによって、塗装終了時にマスキング治具1と塗装面とが塗料でつながってしまうことがないため、マスキング治具1を成形品から取り外すときに見切り線が崩れることがない。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複雑形状の成形品であっても塗装境界面をきれいに仕上げることのできるマスキング治具およびその製造方法に関する。
【背景技術】
【0002】
成形品の塗装部分と非塗装部分との間の見切り線をきれいに仕上げるために、従来からマスキング治具が使われている。
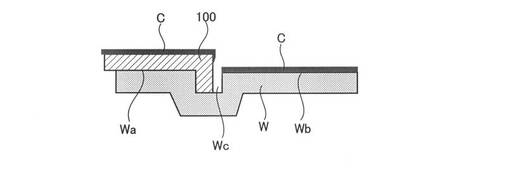
図8は、マスキング治具を使用した塗装の従来例を示す断面図であり、マスキング治具100を、成形品Wの非塗装予定部Waにセットして塗装を行うものである。
【0003】
しかし、このようなマスキング治具100では取り外すときに塗料Cが治具100と成形品Wとの間に糸を引いて、非塗装部Waと塗装部Wbとの境目(見切り線)に塗料Cが付着してしまう。この問題を解決するため図8に示すように成形品Wの見切り部分に溝Wcを刻むことが行われている。しかし、このような溝Wcを形成すると成形品Wの意匠が制限されてしまうという問題が残っている。
【0004】
この問題を解決するための治具として、たとえば特許文献1には粉体塗装時に塗装領域とマスキング領域との見切りをきれいに仕上げるためのマスキング治具が記載されている。ここで使用されるマスキング治具は、見切り部を滑らかに仕上げるため、端部断面を、成形品の接触面側で狭くなっているテーパ形状としている。そして治具は銅、ニッケル等の比較的柔らかい金属で形成されている。
【0005】
【特許文献1】特開2004−130254号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
特許文献1に記載のマスキング治具にあっては、清掃を怠ると治具の端面に付着し硬化した塗料により、成形品にはっきりした見切り線を形成することができなくなるので、塗装を数十回繰り返すごとに、その端面をシンナー等を染み込ませた布等により清掃する必要がある。
【0007】
また、塗装を数百回繰り返すごとに治具をシンナー等の入った処理層に浸して治具の表面全体に付着し、硬化した塗料を剥離する必要がある。このように塗料を剥離しておかないと、塗装を行っているときに治具に付着した硬化塗料が剥がれ落ち、成形品の塗装部分に付着して塗装不良を引き起こす。
【0008】
また特許文献1に記載のマスキング治具は端面が薄く尖っているため強度に問題がある。したがって、上記端面清掃時あるいは治具表面清掃のために処理層に浸漬したときに、治具の端面先端に押圧力、打痕等による変形が大量に発生する問題がある。
【0009】
更に端面が変形した治具を使って塗装を行うと、成形品にきれいな見切り線を形成することができず塗装不良となる不具合がある。また、このような脆弱なマスキング治具は寿命が短いためコスト高となる不具合もある。
【課題を解決するための手段】
【0010】
上記課題を解決すべく本発明のマスキング治具は、成形品の非塗装予定部分の表面形状に合致する全体形状を有し、また塗装予定部分との境界線を形成するための端部形状は、境界線に沿った端部が成形品の表面側に向けて折れ曲がった突条となっており、この突条の端部の寸法が成形品の表面との間に一定の間隔が形成される寸法になっている。前記突条の断面形状としては、例えば半円形或いは角形が考えられる。
【0011】
また、本発明に係るマスキング治具の作成方法は、成形品の塗装予定面を転写した製品型を作製し、この製品型の表面に、塗装予定部分との境界線を形成するライン状部とこのライン状部に連続する厚肉部を形成してマスター型とし、このマスター型を陰極として、電解浴中でマスター型表面に金属被覆を析出させ、この金属被覆を剥離してマスキング治具とする。
【発明の効果】
【0012】
本発明に係るマスキング治具によれば、見切り線部分において成形品との間に間隙を持たせているため、塗装終了時にマスキング治具と塗装面とが塗料でつながってしまうことがない。したがって、マスキング治具を成形品から取り外すときに見切り線が崩れることがない。
【0013】
また、治具の端部は厚みを持っていて丈夫なため、シンナー等を染み込ませた布等により清掃する場合、およびマスキング治具全体をシンナー等の入った処理層に浸して付着、硬化した塗料を剥離する場合であっても従来のマスキング治具のように変形してしまうことがなく、きれいな見切り線を常時形成することが可能となり治具の寿命も長い。
【0014】
さらに、上記のように本発明のマスキング治具は丈夫なため、端部については適宜形状の異なるものを作成することで、見切り線を際立たせて形成することも可能となり製品としての成形品の意匠性も向上する。
【0015】
また本発明のマスキング治具の作成方法によれば、複雑な形状の成形品であっても容易に、その形状に倣ったマスキング治具を形成することができるため、多様な意匠の見切り線を形成することができる。
【発明を実施するための最良の形態】
【0016】
以下に本発明の実施の形態を添付図面に基づいて説明する。図1(a)及び(b)は本発明のマスキング治具の例を示す斜視図であり、マスキング治具1は、たとえば自動車のインストルメントパネル等、複雑形状を有するプラスチック成形品の非塗装予定部分の表面形状に合致する全体形状、すなわち、成形品倣い部2と突条端部3とからなる。尚、成形品形状倣い部2は、実際は成形品の非塗装面の複雑形状に倣った形態を有しているが、本図を含めてすべての図においては、簡便化のため平坦面で表している。
【0017】
突条端部3は、塗装予定部分との境界線を形成するためのマスキング端部であり、断面が半円形中空部3aを有し、かつ、成形品の表面側に向けて折れ曲がったその先端部ライン3bは被塗装物である成形品の表面から一定の間隙sを保つ形状を有している。間隙sの距離は塗料の種類、粘度等によって変化し、一概には言えないが150〜250ミクロン程度が望ましい。
【0018】
このように間隙sを持たせることによって、塗装終了時にマスキング治具1と塗装面とが塗料でつながってしまうことがないため、マスキング治具1を成形品から取り外すときに見切り線が崩れることがない。また、突条端部3は半円形中空部3aを有する厚みを持っていて丈夫なため、シンナー等を染み込ませた布等により清掃する場合、およびマスキング治具1全体をシンナー等の入った処理層に浸して付着、硬化した塗料を剥離する場合であっても従来のマスキング治具のように変形してしまうことがなく、きれいな見切り線を常時形成することが可能となり、寿命も長いのでコストダウンを図ることができる。
【0019】
さらに、上記のように本発明のマスキング治具1は丈夫なため、突条端部3については本図のような直線形状ばかりでなく適宜形状の異なるものを作成することができ、こうすることで、見切り線を際立たせて形成することも可能となり製品としての成形品の意匠性が向上する。
【0020】
図1(b)は、図1(a)の半円形中空部3aを角形中空部3cとしたものである。突条端部3の形状としては、マスキング治具1の製造が容易で、作成されたマスキング治具1が軽量かつ強度を有するという条件さえ整えば、どのようなものでも制限はなく、たとえば中空部は三角型であっても良く、さらには、外面が半円形で内面が角型中空のように外内の形状が異なったものであっても良い。
【0021】
マスキング治具1を使用して塗装を行うには、成形品の非塗装部にマスキング治具1を設置し成形品全体に塗料を噴射する。塗料の形態としては、水性塗料、溶剤型塗料、無溶剤型塗料、あるいは粉体塗料のいずれも使用可能である。
【0022】
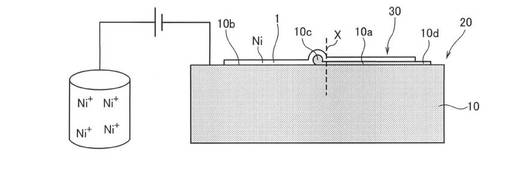
図2は、本発明のマスキング治具の作成方法の一例を示す断面図である。本発明のマスキング治具を作成するには、まず成形品の塗装予定面を転写した製品型10を製造する。
【0023】
次に、この製品型10の表面のうち塗装面に相当する面10aに、塗装予定部分との境界線を形成する治具端部作成用のライン状部10cとこのライン状部10cに連続する厚肉部10dを形成し、マスター型20とする。厚肉部10dは成形品の表面から一定の間隔を保つためのものであり、ライン状部10cよりは薄くなっている。
【0024】
より具体的に好ましい例を挙げると、製品型10の塗装面に相当する面10aと非塗装面に相当する面10bとの境界線Xの周辺上部に、境界線Xから非塗装部分に治具の厚み分だけ入った位置まで150〜250ミクロンの厚肉部10d形成し、厚肉部10dの非塗装部分端部にライン状部10cを形成してマスター型20とする。ライン状部10c及び厚肉部10dは金属等の導電性部材で形成されており、製品型10のうち、少なくとも非塗装面10bについては、同様に導電性部材で形成されている。マスター型20全体が導電性部材で製造されることが望ましい。
【0025】
続いて、マスター型20を陰極として、電解浴中でマスター型20の表面に金属被覆を析出させる。金属としてはニッケル、銅、それらの合金が好ましく中でもニッケルが好ましい。また、治具の厚みは0.7〜1mm程度が強度および柔軟性を確保することができるため好ましい。こうして形成された金属被覆30を境界線Xで切断し、剥離して治具1を製造する。
【0026】
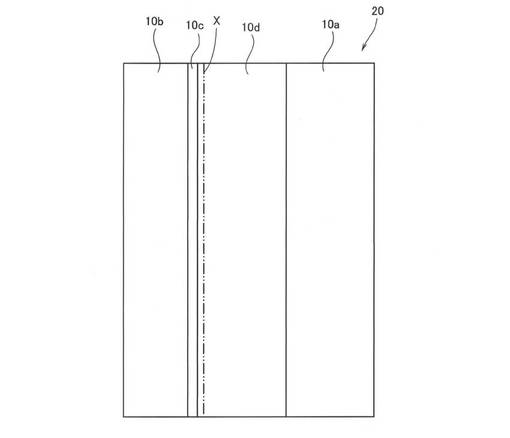
図3は、本発明のマスキング治具の作成方法に係るマスター型の一例を示す平面図である。図2において説明したとおり、マスター型20の塗装面は、塗装面に相当する面10aと非塗装面に相当する面10bとの境界線Xの周辺上部に、境界線Xから非塗装部分に治具の厚み分だけ入った位置まで厚肉部10dを形成し、厚肉部10dの非塗装部分端部にライン状部10cを形成している。
【0027】
図4は、本発明のマスキング治具を成形品に配置した状態の一例を示す断面図である。マスキング治具1は、成形品Wの見切り線Yに先端部ライン3bが一致するよう、非塗装予定部Waに設置される。この後の塗装方法は既述の通りである。
【0028】
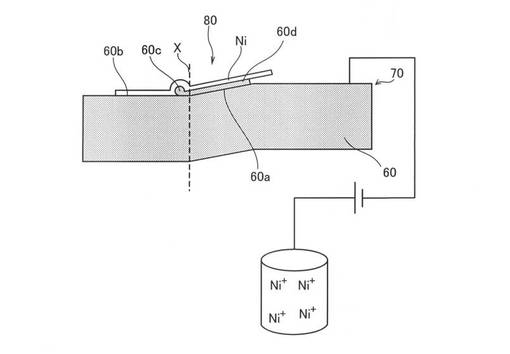
図5は、本発明のマスキング治具の作成方法の他の例を示す断面図である。本例においては傾斜面を有する成形品用であって傾斜面の下端を境界線Xとした場合の治具を作成した。すなわち、まず成形品の塗装予定面を写し取った製品型60を製造する。次に、この製品型60に、塗装予定部分との境界線Xを形成する治具端部作成用の、断面が中空半円形または中空角形のライン状部60cと、前記成形品の表面から一定の間隔を保つための治具先端部ライン作成用の厚肉部60dとを形成してマスター型80とする。
【0029】
具体的には、製品型60の斜面状塗装部分60aと平面状非塗装部分60bとの境界線Xの周辺上部に、境界線Xから非塗装部分に治具の厚み分だけ入った位置まで150〜250ミクロンの肉厚部60dを形成し、肉厚部分60cの非塗装部分端部に半円状厚肉部60dを形成してマスター型80とする。使用する部材の材質、金属被覆の析出方法、切断、剥離方法については図2で説明した通りである。
【0030】
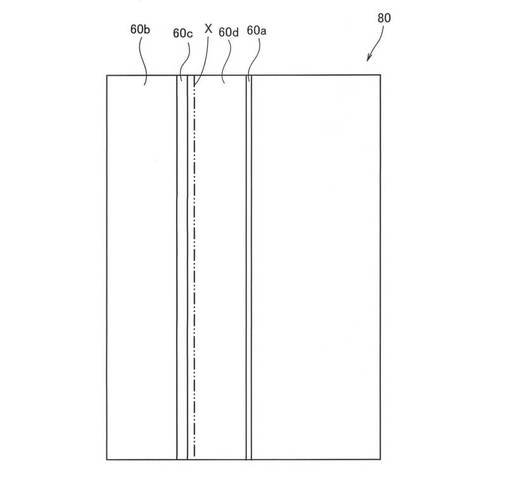
図6は、本発明のマスキング治具の作成方法に係るマスター型の他の例を示す平面図である。図5において説明した通り、マスター型80の塗装面は、傾斜状塗装部分60aと平面状非塗装部分60bとの境界線Xの周辺上部に、境界線Xから非塗装部分に治具の厚み分だけ入った位置まで厚肉部60dを形成し、厚肉部分60dの非塗装部分端部にライン状部60c形成している。
【0031】
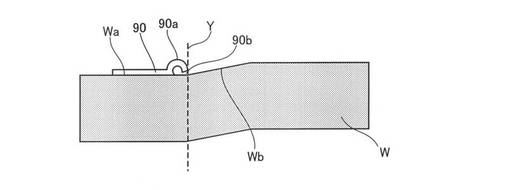
図7は、本発明のマスキング治具を成形品に配置した状態の他の例を示す断面図である。マスキング治具1は、成形品Wの見切り線Yに先端部ライン90bが一致するよう、非塗装予定部Waに設置される。この後の塗装方法は既述の通りである。
【図面の簡単な説明】
【0032】
【図1】(a)及び(b)は本発明に係るマスキング治具の例を示す斜視図
【図2】同マスキング治具の作成方法の一例を示す断面図
【図3】同マスキング治具の製造に用いるマスター型の一例を示す平面図
【図4】同マスキング治具を成形品に配置した状態の一例を示す断面図
【図5】同マスキング治具の作成方法の他の例を示す断面図
【図6】同マスキング治具の作成方法に係るマスター型の他の例を示す平面図
【図7】同マスキング治具を成形品に配置した状態の他の例を示す断面図
【図8】マスキング治具を使用した塗装の従来例を示す断面図
【符号の説明】
【0033】
1、100…マスキング治具、2…成形品倣い部、3…突条端部、3a…半円形中空部、3b、90b…先端部ライン、3c…角形中空部、10、60…製品型、10a、60a…塗装面に相当する面、10b、60b…非塗装面に相当する面、10c、60c…ライン状部、10d、60d…厚肉部、20、80…マスター型、30…金属被覆、C…塗料、s…間隙、W…成形品、Wa…非塗装部、Wb…塗装部、Wc…溝、X…境界線、Y…見切り線。
【技術分野】
【0001】
本発明は、複雑形状の成形品であっても塗装境界面をきれいに仕上げることのできるマスキング治具およびその製造方法に関する。
【背景技術】
【0002】
成形品の塗装部分と非塗装部分との間の見切り線をきれいに仕上げるために、従来からマスキング治具が使われている。
図8は、マスキング治具を使用した塗装の従来例を示す断面図であり、マスキング治具100を、成形品Wの非塗装予定部Waにセットして塗装を行うものである。
【0003】
しかし、このようなマスキング治具100では取り外すときに塗料Cが治具100と成形品Wとの間に糸を引いて、非塗装部Waと塗装部Wbとの境目(見切り線)に塗料Cが付着してしまう。この問題を解決するため図8に示すように成形品Wの見切り部分に溝Wcを刻むことが行われている。しかし、このような溝Wcを形成すると成形品Wの意匠が制限されてしまうという問題が残っている。
【0004】
この問題を解決するための治具として、たとえば特許文献1には粉体塗装時に塗装領域とマスキング領域との見切りをきれいに仕上げるためのマスキング治具が記載されている。ここで使用されるマスキング治具は、見切り部を滑らかに仕上げるため、端部断面を、成形品の接触面側で狭くなっているテーパ形状としている。そして治具は銅、ニッケル等の比較的柔らかい金属で形成されている。
【0005】
【特許文献1】特開2004−130254号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
特許文献1に記載のマスキング治具にあっては、清掃を怠ると治具の端面に付着し硬化した塗料により、成形品にはっきりした見切り線を形成することができなくなるので、塗装を数十回繰り返すごとに、その端面をシンナー等を染み込ませた布等により清掃する必要がある。
【0007】
また、塗装を数百回繰り返すごとに治具をシンナー等の入った処理層に浸して治具の表面全体に付着し、硬化した塗料を剥離する必要がある。このように塗料を剥離しておかないと、塗装を行っているときに治具に付着した硬化塗料が剥がれ落ち、成形品の塗装部分に付着して塗装不良を引き起こす。
【0008】
また特許文献1に記載のマスキング治具は端面が薄く尖っているため強度に問題がある。したがって、上記端面清掃時あるいは治具表面清掃のために処理層に浸漬したときに、治具の端面先端に押圧力、打痕等による変形が大量に発生する問題がある。
【0009】
更に端面が変形した治具を使って塗装を行うと、成形品にきれいな見切り線を形成することができず塗装不良となる不具合がある。また、このような脆弱なマスキング治具は寿命が短いためコスト高となる不具合もある。
【課題を解決するための手段】
【0010】
上記課題を解決すべく本発明のマスキング治具は、成形品の非塗装予定部分の表面形状に合致する全体形状を有し、また塗装予定部分との境界線を形成するための端部形状は、境界線に沿った端部が成形品の表面側に向けて折れ曲がった突条となっており、この突条の端部の寸法が成形品の表面との間に一定の間隔が形成される寸法になっている。前記突条の断面形状としては、例えば半円形或いは角形が考えられる。
【0011】
また、本発明に係るマスキング治具の作成方法は、成形品の塗装予定面を転写した製品型を作製し、この製品型の表面に、塗装予定部分との境界線を形成するライン状部とこのライン状部に連続する厚肉部を形成してマスター型とし、このマスター型を陰極として、電解浴中でマスター型表面に金属被覆を析出させ、この金属被覆を剥離してマスキング治具とする。
【発明の効果】
【0012】
本発明に係るマスキング治具によれば、見切り線部分において成形品との間に間隙を持たせているため、塗装終了時にマスキング治具と塗装面とが塗料でつながってしまうことがない。したがって、マスキング治具を成形品から取り外すときに見切り線が崩れることがない。
【0013】
また、治具の端部は厚みを持っていて丈夫なため、シンナー等を染み込ませた布等により清掃する場合、およびマスキング治具全体をシンナー等の入った処理層に浸して付着、硬化した塗料を剥離する場合であっても従来のマスキング治具のように変形してしまうことがなく、きれいな見切り線を常時形成することが可能となり治具の寿命も長い。
【0014】
さらに、上記のように本発明のマスキング治具は丈夫なため、端部については適宜形状の異なるものを作成することで、見切り線を際立たせて形成することも可能となり製品としての成形品の意匠性も向上する。
【0015】
また本発明のマスキング治具の作成方法によれば、複雑な形状の成形品であっても容易に、その形状に倣ったマスキング治具を形成することができるため、多様な意匠の見切り線を形成することができる。
【発明を実施するための最良の形態】
【0016】
以下に本発明の実施の形態を添付図面に基づいて説明する。図1(a)及び(b)は本発明のマスキング治具の例を示す斜視図であり、マスキング治具1は、たとえば自動車のインストルメントパネル等、複雑形状を有するプラスチック成形品の非塗装予定部分の表面形状に合致する全体形状、すなわち、成形品倣い部2と突条端部3とからなる。尚、成形品形状倣い部2は、実際は成形品の非塗装面の複雑形状に倣った形態を有しているが、本図を含めてすべての図においては、簡便化のため平坦面で表している。
【0017】
突条端部3は、塗装予定部分との境界線を形成するためのマスキング端部であり、断面が半円形中空部3aを有し、かつ、成形品の表面側に向けて折れ曲がったその先端部ライン3bは被塗装物である成形品の表面から一定の間隙sを保つ形状を有している。間隙sの距離は塗料の種類、粘度等によって変化し、一概には言えないが150〜250ミクロン程度が望ましい。
【0018】
このように間隙sを持たせることによって、塗装終了時にマスキング治具1と塗装面とが塗料でつながってしまうことがないため、マスキング治具1を成形品から取り外すときに見切り線が崩れることがない。また、突条端部3は半円形中空部3aを有する厚みを持っていて丈夫なため、シンナー等を染み込ませた布等により清掃する場合、およびマスキング治具1全体をシンナー等の入った処理層に浸して付着、硬化した塗料を剥離する場合であっても従来のマスキング治具のように変形してしまうことがなく、きれいな見切り線を常時形成することが可能となり、寿命も長いのでコストダウンを図ることができる。
【0019】
さらに、上記のように本発明のマスキング治具1は丈夫なため、突条端部3については本図のような直線形状ばかりでなく適宜形状の異なるものを作成することができ、こうすることで、見切り線を際立たせて形成することも可能となり製品としての成形品の意匠性が向上する。
【0020】
図1(b)は、図1(a)の半円形中空部3aを角形中空部3cとしたものである。突条端部3の形状としては、マスキング治具1の製造が容易で、作成されたマスキング治具1が軽量かつ強度を有するという条件さえ整えば、どのようなものでも制限はなく、たとえば中空部は三角型であっても良く、さらには、外面が半円形で内面が角型中空のように外内の形状が異なったものであっても良い。
【0021】
マスキング治具1を使用して塗装を行うには、成形品の非塗装部にマスキング治具1を設置し成形品全体に塗料を噴射する。塗料の形態としては、水性塗料、溶剤型塗料、無溶剤型塗料、あるいは粉体塗料のいずれも使用可能である。
【0022】
図2は、本発明のマスキング治具の作成方法の一例を示す断面図である。本発明のマスキング治具を作成するには、まず成形品の塗装予定面を転写した製品型10を製造する。
【0023】
次に、この製品型10の表面のうち塗装面に相当する面10aに、塗装予定部分との境界線を形成する治具端部作成用のライン状部10cとこのライン状部10cに連続する厚肉部10dを形成し、マスター型20とする。厚肉部10dは成形品の表面から一定の間隔を保つためのものであり、ライン状部10cよりは薄くなっている。
【0024】
より具体的に好ましい例を挙げると、製品型10の塗装面に相当する面10aと非塗装面に相当する面10bとの境界線Xの周辺上部に、境界線Xから非塗装部分に治具の厚み分だけ入った位置まで150〜250ミクロンの厚肉部10d形成し、厚肉部10dの非塗装部分端部にライン状部10cを形成してマスター型20とする。ライン状部10c及び厚肉部10dは金属等の導電性部材で形成されており、製品型10のうち、少なくとも非塗装面10bについては、同様に導電性部材で形成されている。マスター型20全体が導電性部材で製造されることが望ましい。
【0025】
続いて、マスター型20を陰極として、電解浴中でマスター型20の表面に金属被覆を析出させる。金属としてはニッケル、銅、それらの合金が好ましく中でもニッケルが好ましい。また、治具の厚みは0.7〜1mm程度が強度および柔軟性を確保することができるため好ましい。こうして形成された金属被覆30を境界線Xで切断し、剥離して治具1を製造する。
【0026】
図3は、本発明のマスキング治具の作成方法に係るマスター型の一例を示す平面図である。図2において説明したとおり、マスター型20の塗装面は、塗装面に相当する面10aと非塗装面に相当する面10bとの境界線Xの周辺上部に、境界線Xから非塗装部分に治具の厚み分だけ入った位置まで厚肉部10dを形成し、厚肉部10dの非塗装部分端部にライン状部10cを形成している。
【0027】
図4は、本発明のマスキング治具を成形品に配置した状態の一例を示す断面図である。マスキング治具1は、成形品Wの見切り線Yに先端部ライン3bが一致するよう、非塗装予定部Waに設置される。この後の塗装方法は既述の通りである。
【0028】
図5は、本発明のマスキング治具の作成方法の他の例を示す断面図である。本例においては傾斜面を有する成形品用であって傾斜面の下端を境界線Xとした場合の治具を作成した。すなわち、まず成形品の塗装予定面を写し取った製品型60を製造する。次に、この製品型60に、塗装予定部分との境界線Xを形成する治具端部作成用の、断面が中空半円形または中空角形のライン状部60cと、前記成形品の表面から一定の間隔を保つための治具先端部ライン作成用の厚肉部60dとを形成してマスター型80とする。
【0029】
具体的には、製品型60の斜面状塗装部分60aと平面状非塗装部分60bとの境界線Xの周辺上部に、境界線Xから非塗装部分に治具の厚み分だけ入った位置まで150〜250ミクロンの肉厚部60dを形成し、肉厚部分60cの非塗装部分端部に半円状厚肉部60dを形成してマスター型80とする。使用する部材の材質、金属被覆の析出方法、切断、剥離方法については図2で説明した通りである。
【0030】
図6は、本発明のマスキング治具の作成方法に係るマスター型の他の例を示す平面図である。図5において説明した通り、マスター型80の塗装面は、傾斜状塗装部分60aと平面状非塗装部分60bとの境界線Xの周辺上部に、境界線Xから非塗装部分に治具の厚み分だけ入った位置まで厚肉部60dを形成し、厚肉部分60dの非塗装部分端部にライン状部60c形成している。
【0031】
図7は、本発明のマスキング治具を成形品に配置した状態の他の例を示す断面図である。マスキング治具1は、成形品Wの見切り線Yに先端部ライン90bが一致するよう、非塗装予定部Waに設置される。この後の塗装方法は既述の通りである。
【図面の簡単な説明】
【0032】
【図1】(a)及び(b)は本発明に係るマスキング治具の例を示す斜視図
【図2】同マスキング治具の作成方法の一例を示す断面図
【図3】同マスキング治具の製造に用いるマスター型の一例を示す平面図
【図4】同マスキング治具を成形品に配置した状態の一例を示す断面図
【図5】同マスキング治具の作成方法の他の例を示す断面図
【図6】同マスキング治具の作成方法に係るマスター型の他の例を示す平面図
【図7】同マスキング治具を成形品に配置した状態の他の例を示す断面図
【図8】マスキング治具を使用した塗装の従来例を示す断面図
【符号の説明】
【0033】
1、100…マスキング治具、2…成形品倣い部、3…突条端部、3a…半円形中空部、3b、90b…先端部ライン、3c…角形中空部、10、60…製品型、10a、60a…塗装面に相当する面、10b、60b…非塗装面に相当する面、10c、60c…ライン状部、10d、60d…厚肉部、20、80…マスター型、30…金属被覆、C…塗料、s…間隙、W…成形品、Wa…非塗装部、Wb…塗装部、Wc…溝、X…境界線、Y…見切り線。
【特許請求の範囲】
【請求項1】
成形品の表面を部分的に塗装する際に使用するマスキング治具であって、このマスキング治具は、前記成形品の非塗装予定部分の表面形状に合致する全体形状を有し、また塗装予定部分との境界線を形成するためのマスキング治具の端部形状は、境界線に沿った端部が成形品の表面側に向けて折れ曲がった突条となっており、この突条の端部の寸法が成形品の表面との間に一定の間隔が形成される寸法になっていることを特徴とするマスキング治具。
【請求項2】
請求項1に記載のマスキング治具において、前記突条の断面形状が半円形または角形であることを特徴とするマスキング治具。
【請求項3】
成形品の表面を部分的に塗装する際に使用するマスキング治具の作成方法であって、前記成形品の塗装予定面を転写した製品型を作製し、この製品型の表面に、塗装予定部分との境界線を形成するライン状部とこのライン状部に連続する厚肉部を形成してマスター型とし、このマスター型を陰極として、電解浴中でマスター型表面に金属被覆を析出させ、この金属被覆を剥離してマスキング治具とすることを特徴とするマスキング治具の製造方法。
【請求項1】
成形品の表面を部分的に塗装する際に使用するマスキング治具であって、このマスキング治具は、前記成形品の非塗装予定部分の表面形状に合致する全体形状を有し、また塗装予定部分との境界線を形成するためのマスキング治具の端部形状は、境界線に沿った端部が成形品の表面側に向けて折れ曲がった突条となっており、この突条の端部の寸法が成形品の表面との間に一定の間隔が形成される寸法になっていることを特徴とするマスキング治具。
【請求項2】
請求項1に記載のマスキング治具において、前記突条の断面形状が半円形または角形であることを特徴とするマスキング治具。
【請求項3】
成形品の表面を部分的に塗装する際に使用するマスキング治具の作成方法であって、前記成形品の塗装予定面を転写した製品型を作製し、この製品型の表面に、塗装予定部分との境界線を形成するライン状部とこのライン状部に連続する厚肉部を形成してマスター型とし、このマスター型を陰極として、電解浴中でマスター型表面に金属被覆を析出させ、この金属被覆を剥離してマスキング治具とすることを特徴とするマスキング治具の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2009−183813(P2009−183813A)
【公開日】平成21年8月20日(2009.8.20)
【国際特許分類】
【出願番号】特願2008−23641(P2008−23641)
【出願日】平成20年2月4日(2008.2.4)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成21年8月20日(2009.8.20)
【国際特許分類】
【出願日】平成20年2月4日(2008.2.4)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]