
マスキング治具
【課題】例えば、非接触三次元測定機を用いた自動車用部品等の品質検査において、白塗り作業時におけるターゲットシールのパウダー拭取り作業を廃止し、該白塗り作業の作業性の向上を図るべく、白塗り作業時に塗布されるパウダー塗料より、容易、且つ確実にターゲットシールをマスキングすることが可能なマスキング治具に関する技術の提供を課題とする。
【解決手段】非接触三次元測定機による計測の際に完成部品(測定対象物)21に貼付されたターゲットシール22を、マスキングするためのマスキング治具1であって、シリコーンゲル材からなり、ターゲットシール22に着脱自在に密着可能な密着部材2と、該密着部材2を保持する本体部材3と、該本体部材3より外方(反密着部材2側)に突出する取手部材4と、により構成し、前記密着部材2の密着面の外形形状、および外形寸法を前記ターゲットシール22の輪郭と略同等に形成した。
【解決手段】非接触三次元測定機による計測の際に完成部品(測定対象物)21に貼付されたターゲットシール22を、マスキングするためのマスキング治具1であって、シリコーンゲル材からなり、ターゲットシール22に着脱自在に密着可能な密着部材2と、該密着部材2を保持する本体部材3と、該本体部材3より外方(反密着部材2側)に突出する取手部材4と、により構成し、前記密着部材2の密着面の外形形状、および外形寸法を前記ターゲットシール22の輪郭と略同等に形成した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、非接触三次元測定機を用いた自動車用部品等の品質検査において、白塗り作業時におけるターゲットシールのパウダー拭取り作業を廃止し、該白塗り作業の作業性を向上させるための技術に関する。より詳しくは、白塗り作業時に塗布されるパウダー塗料よりターゲットシールをマスキングするためのマスキング治具の技術に関する。
【背景技術】
【0002】
従来から、例えば自動車用部品等の品質検査では、完成した部品(完成部品)の形状等が規格範囲内であるかどうかを判別するために非接触三次元測定機が用いられている。前記非接触三次元測定機は測定対象物の三次元形状を非接触で精度良く計測するための機器であり、一般的に以下の手順により測定対象物を計測する。
即ち、先ず、測定対象物の表面における複数箇所に、測定対象物の形状を測定する際の測定基準となるポイントを示すためのターゲットシールを貼り付け、表面に複数のターゲットシールが貼り付けられた測定対象物をデジタルカメラ等で複数の撮像位置から撮像し、得られた画像に基づいて各ターゲットシールの三次元座標を算出する。
次に、測定対象物の表面にプロジェクターで縞模様等の幾何学模様を投撮した状態、或いは、測定対象物の表面にスリット状の光を走査した状態で複数のターゲットシールが取り付けられた測定対象物を撮像することにより得られた画像と、先に算出された各ターゲットシールの三次元座標と、に基づいて測定対象物の三次元形状を作成するのである。
【0003】
しかし、完成部品によっては既に光沢を有する塗装が施されているものもあり、このような完成部品を非接触三次元測定機にて計測すれば、計測データの欠落等を招くため、前記完成部品の三次元形状を精度良く計測することはできない。
従って、このような場合には、複数のターゲットシールが貼付された完成部品の全体にわたって、一旦、白色のパウダー塗料を吹き付けて光沢を無くした後に(白塗り作業)、非接触三次元測定機により完成部品を計測することとなる。
【0004】
ここで、完成部品全体にパウダー塗料を吹き付ければ、複数のターゲットシールの表面にも当然にパウダー塗料が付着する。よって、この状態で完成部品を計測すれば、ターゲットシールの三次元座標が正確に把握できず計測不良となる。そこで、完成部品へのパウダー塗料の吹き付け完了後にターゲットシールを貼り付けることも考えられるが、パウダー塗料は粉末の粒子からなるため、その塗布面上にターゲットシールを貼り付けるのは非常に困難である。
従って、パウダー塗料の吹き付け完了後にターゲットシールの表面に付着したパウダー塗料を拭取る作業(拭取り作業)が必要となる。
【0005】
このような拭取り作業については、従来より先端部に布生地や木綿等を取り付けた拭取り棒を用いて、作業者の手により一つ一つ各ターゲットシールの表面に付着したパウダー塗料を拭取っていたが、作業者にとってみれば大きな負担となっていた。
【0006】
即ち、ターゲットシールの周囲にまでパウダー塗料の拭取り作業が及べば、これを要因として計測データの欠落が発生するため、作業者は常に集中力を高めつつ拭取り作業を行う必要がある。
【0007】
その結果、指先への力加減の調整や、小さなターゲットシールを凝視し続けることからくる精神的疲労、或いは、ターゲットシールに顔を近づけるあまり、中腰姿勢となって長時間作業を行うことからくる肉体的疲労が大きく、作業者にとってみれば大きな負担となっていた。
【0008】
このような、精神的、及び肉体的疲労を低減し、白塗り作業の作業性の向上を図るべく、マスキング治具を用いる方策が考えられる。つまり、完成部品にパウダー塗料を吹き付ける前に、予め全てのターゲットシールの表面をマスキングしておき、パウダー塗料の吹き付け完了後に、マスキングを剥がすのである。
ここで、マスキング治具の構成については、例えば、以下の特許文献1乃至3に示すように、様々なものが公知となっている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2007―245082号公報
【特許文献2】実開平6―72660号公報
【特許文献3】特許第3342165号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
前記特許文献1では、カップ部材と、該カップ部材の内部を負圧にする吸引手段と、からなるマスキング治具が示されている。このような構成からなるマスキング治具であれば、前記吸引手段による空気の吸引・排出を切り換えることで、マスキング治具を完成部品に着脱自在に密着することも可能である。
しかし、マスキング治具全体としては大掛かりなものとなり、輪郭の直径が数mmからなる複数のターゲットシールをマスキングするには不利であるばかりか、経済的にもコストが嵩み現実的ではない。
【0011】
また、前記特許文献2では、押圧板の外方面にシリコーン材からなる弾性板を付設し、これら押圧板と、弾性板と、を同時に摺動自在に貫通する棒体を設け、スプリングにより該棒体を付勢することで、該棒体の先端に形成される掛止部を介して完成部品に保持されるマスキング治具が示されている。このようなマスキング治具であれば、構造も単純であり経済的であるばかりか、完成部品と接する弾性板はシリコーン材からなるため、隙間なく完成部品と密着することができる。
しかし、本マスキング治具は自動車のクロスメンバーに設けられる孔部の縁部周辺を専用としてマスキングするためのものであり、孔部を有しない平面的なターゲットシールをマスキングすることは、構造上不可能である。
【0012】
また、前記特許文献3では、塗料の吹き付けられる領域が切り抜かれたマグネットシートからなるマスキング治具が示されている。このようなマスキング治具を用いれば、構造も単純であり容易に製作可能であるばかりか、繰り返しマスキング治具として使用可能であり経済的である。
しかし、完成部品への取付け手段をマグネットとする以上、金属以外の材料からなる完成部品には使用することができない。また、マグネットシート自身の歪み等より、該マグネットシートの全面において、隙間無く完成部品(ターゲットシール)にマグネットシートを密着させることは非常に困難である。よって、白塗り作業時の液垂れによってマグネットシートと、ターゲットシールと、の間隙にパウダー塗料が入ってしまう恐れがある。
【0013】
その他、従来から知られているマスキングテープを用いることも考えられるが、この場合、白塗り作業を行う度に、ターゲットシールの輪郭に沿って切り出されたマスキングテープを新たに複数用意しなければならず、作業が煩雑となる。また、パウダー塗料の吹き付け完了後にマスキングテープを剥がす際には、爪やヘラ等によりマスキングテープを引っ掻いて剥がす必要があり、ターゲットシールの周囲におけるパウダー塗料までも剥がれてしまう恐れがある。
【0014】
更に言えば、粘着性を有するシリコーンゲル材からなるシート部材をターゲットシールの輪郭に沿って切り出して用いることも考えられるが、この場合も、爪やヘラ等により引っ掻いて剥がす必要があり、ターゲットシールの周囲におけるパウダー塗料までも剥がれてしまう恐れがある。
【0015】
このような点に鑑み、本発明においては、例えば、非接触三次元測定機を用いた自動車用部品等の品質検査において、白塗り作業時におけるターゲットシールのパウダー拭取り作業を廃止し、該白塗り作業の作業性の向上を図るべく、白塗り作業時に塗布されるパウダー塗料より、容易、且つ確実にターゲットシールをマスキングすることが可能なマスキング治具に関する技術の提供を課題とする。
【課題を解決するための手段】
【0016】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
【0017】
即ち、請求項1においては、非接触三次元測定機による計測の際に測定対象物に貼付されたターゲットシールを、マスキングするためのマスキング治具であって、シリコーンゲル材からなり、ターゲットシールに着脱自在に密着可能な密着部材と、該密着部材を保持する本体部材と、該本体部材より反密着部材側に突出する取手部材と、により構成し、前記密着部材の密着面の外形を前記ターゲットシールの輪郭と略同等に形成したものである。
【発明の効果】
【0018】
本発明の効果として、以下に示すような効果を奏する。
【0019】
請求項1においては、このようなマスキング治具を用いることで、作業者は容易、且つ、確実にターゲットシールをマスキングすることが可能となり、白塗り作業時における拭取り作業を廃止し、該白塗り作業の作業性を向上させることができる。
つまり、密着部材をシリコーンゲル材にて形成することとしたため、容易に隙間無くマスキング治具をターゲットシールの表面に密着させることが可能となり、白塗り作業時の液垂れによってマスキング治具と、ターゲットシールと、の間隙にパウダー塗料が入ってしまうこともなく、確実にマスキングすることができる。
また、シリコーンゲル材にて密着部材を形成すれば、金属、非金属等の材質を問わずにマスキング対象とすることができ、且つ、何度でも繰り返して着脱可能であるため経済的である。
【0020】
また、本体部材より取手部材を突設させることにより、作業者は該取手部材を摘んで容易にマスキング治具をターゲットシールに着脱することが可能となり、とりわけ、マスキング治具の取り外し作業においては、爪やヘラ等により引っ掻いてマスキング治具を剥がす必要もないため、ターゲットシールの周囲におけるパウダー塗料までも剥がれてしまう心配も無く確実にターゲットシールのみをマスキングすることが可能となる。
【0021】
更に、マスキング治具の着脱作業に費やす時間は、前記拭取り作業に費やす時間に比べて短時間で済むため、白塗り作業にかかる時間は大幅に短縮され、非接触三次元測定機を用いた品質検査の効率アップを図ることができる。
【図面の簡単な説明】
【0022】
【図1】本発明の一実施例に係るマスキング治具を示した正面図。
【図2】白塗り作業の手順を示した図であり、(a)はマスキング治具を用いた場合のフローチャート、(b)は従来の拭取り棒を用いた場合のフローチャート。
【図3】マスキング治具を用いて白塗り作業を行う場合の測定対象物を示した斜視図。
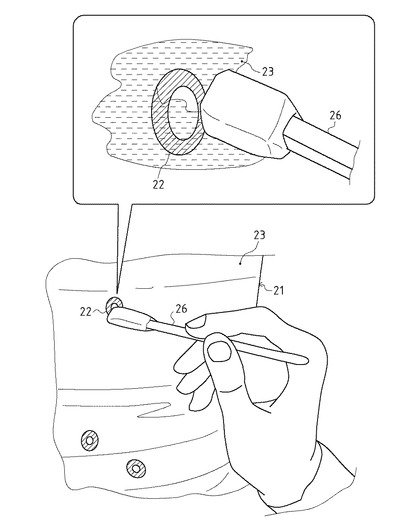
【図4】従来の拭取り棒による拭取り作業の様子を示した測定対象物のターゲットシール近傍の拡大図。
【発明を実施するための形態】
【0023】
次に、発明の実施の形態を説明する。
[マスキング治具1]
まず、本実施例に係るマスキング治具1の構成について、図1を用いて説明する。尚、便宜上、図1の上下方向をマスキング治具1の上下方向と規定して以下説明する。
【0024】
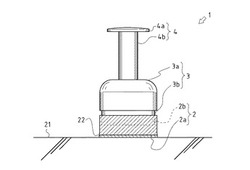
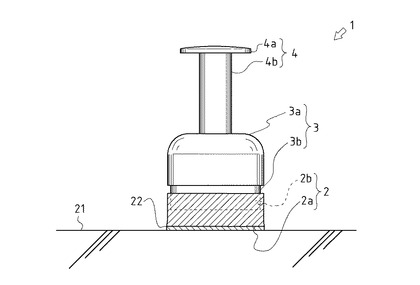
マスキング治具1は非接触三次元測定機を用いた自動車用部品等の品質検査において、白塗り作業時に測定対象物(完成部品)21の表面に塗布されるパウダー塗料23(図3を参照)より、予め完成部品21に貼付されたターゲットシール22の表面をマスキングするための治具である。マスキング治具1はターゲットシール22の表面に密着する密着部材2と、該密着部材2を保持する本体部材3と、該本体部材3より外方に突出する取手部材4と、により構成される。
【0025】
先ず、密着部材2について説明する。
密着部材2は粘着性を有するシリコーンゲル材を素材とした円柱状部材からなり、上下方向に直立して設けられる。そして、密着部材2の下面はターゲットシール22の表面と接する密着面2aとなる一方、上面の中央には平面視円状の凹部2bが形成されており、該凹部2bを介して本体部材3の下端部が嵌設されている。
【0026】
前記密着面2aはその外形形状、および、外形寸法を、被マスキング面となるターゲットシール22の輪郭の形状、および、寸法と略同等に形成されており、マスキング治具1をターゲットシール22の表面に密着した際は、マスキング治具1によりターゲットシール22の表面が覆われるとともに、該ターゲットシール22の周囲にまで密着面2aが及ばないようになっている。
【0027】
尚、このような外形形状、および、外形寸法にて密着面2aを形成する限り、密着部材2全体の形状は本実施例に示すものに限定されず、例えば、上方(或いは下方)に向かって徐々に窄まるテーパ形状に形成する等であってもよい。
また、密着面2aはその外形形状をターゲットシール22の輪郭に沿って形成されていればよく、例えば、密着部材2全体の形状が円筒形状に形成されていても、白塗り作業時の液垂れによって該密着部材2の内部にパウダー塗料が染み込むことなく、ターゲットシール22に確実に密着可能であればよい。
更に言えば、密着面2aの外形形状、および、外形寸法については、ターゲットシール22の輪郭によって決定されるものであり、例えば、ターゲットシール22の輪郭が円ではなく多角形等からなる場合は、密着面2aの外形形状、および、外形寸法もこれに付随して決定される。
【0028】
次に、本体部材3について説明する。
本体部材3は基部3aと、該基部3aより下方(密着部材2側)に突出する突出部3bと、により構成される。
前記基部3aは略円柱状の部材からなり、両端の平面部を上下方向に向けて密着部材2と同軸上に設けられる。基部3aの下面中央には円柱状の突出部3bが下方に向かって突設されており、前記突出部3bはその断面の外径寸法を密着部材2上面に設けられた凹部2b断面の外径寸法に比べて僅かに大きくなるように形成されている。
【0029】
そして、突出部3bは可撓性を有する密着部材2の凹部2b内に、該凹部2bの断面形状を外周方向に押し広げつつ挿入され、前記突出部3bを介して、密着部材2は基部3aの下端に固定保持されるのである。
【0030】
尚、突出部3bの形状は本実施例に示す円柱状に限定されるものではなく、例えば多角形や星型等の断面形状を有するものであってもよいが、この場合、密着部材2上面に設けられる凹部2bの断面形状も、突出部3bの断面形状と同等に形成する必要があることは言うまでもない。
【0031】
次に、取手部材4について説明する。
前記取手部材4は略円板状の部材からなる頭部4aと、該頭部4aを支持する支柱部4bと、により構成される。
前記頭部4aは中心軸を上下方向に向けて配設され、下面を水平面とする一方、上面は中央に向かって徐々に膨らむ盆状にして形成される。
【0032】
前記支柱部4bは頭部4aに比べて小さな断面形状からなる棒状部材から形成され、該頭部4aの下面中央より下方(本体部材3側)に向かって延設され、その下端部は基部3aの上面中央に固設されている。
【0033】
このように、マスキング治具1はシリコーンゲル材からなり、ターゲットシール22の表面に着脱自在に密着する密着部材2と、該密着部材2を保持する本体部材3と、該本体部材3の上面より外方、即ち、鉛直上方(反密着部材2側)に突出する取手部材4と、により構成されており、前記本体部材3に設けられる突出部3bを介して、密着部材2は本体部材3に固定保持されるのである。
【0034】
このような構成からなるマスキング治具1を用いて、完成部品21に貼り付けられたターゲットシール22のマスキングを行う場合、例えば、作業者は親指と、人差し指と、中指との三本の指を使って取手部材4の支柱部4bを摘み、マスキング治具1をターゲットシール22から着脱することとなる。そして、三本の指で支柱部4bを摘んだ後は頭部4aがストッパーとして機能するため、作業者は確実に三本の指でマスキング治具1を保持することができ、着脱作業の最中に三本の指から不意にマスキング治具1が脱落することも無いのである。
【0035】
[白塗り作業の手順]
次に、白塗り作業の手順について、図2乃至図4を用いて説明する。
【0036】
白塗り作業は上述のとおり、非接触三次元測定機を用いて測定対象物を計測する際の準備作業であって、例えば、既に測定対象物の表面に光沢を有する塗装が施されている場合に、計測データの欠落等を防ぐべく、つや消し用の白色のパウダー塗料を予め測定対象物の表面に吹き付ける作業である。
【0037】
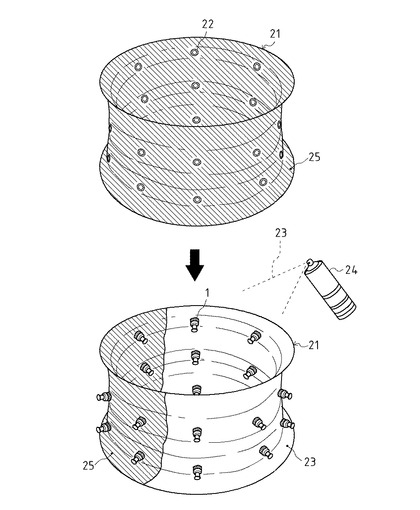
本実施例においては、例えば図3に示すように、測定対象物として完成部品21の三次元形状を精度良く計測することとしているが、前記完成部品21の表面には既に光沢を有する塗料25が塗布されているため、実際に非接触三次元測定機を用いて計測作業を行う前に、白塗り作業を行うことが必要となる。
ここで、本発明におけるマスキング治具1を用いる場合と、従来の拭取り棒26(図4を参照)を用いる場合の、白塗り作業の手順を以下に詳述する。
【0038】
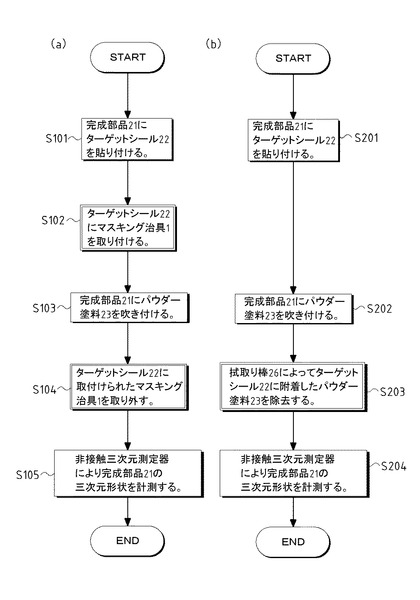
先ず、本発明におけるマスキング治具1を用いる場合の白塗り作業の手順を、図2(a)を用いて説明する。
白色のパウダー塗料23(図3を参照)を吹き付ける前には、先ず作業者の手によって、測定対象物である完成部品21の表面に複数のターゲットシール22・22・・・が貼り付けられる(ステップS101)。
ここで、本実施例に用いられるターゲットシール22・22・・・は外径寸法を約6mmとするドーナツ状の輪郭を有したシールであり、一つの完成部品21に対して約50個のターゲットシール22・22・・・が作業者の手によって各々疎らに貼り付けられる。
【0039】
次に、完成部品21に貼付された複数のターゲットシール22・22・・・の表面に、マスキング治具1・1・・・が作業者の手によって一つずつ密着されていく(ステップS102)。
この際、各マスキング治具1の密着部材2がターゲットシール22の表面に描かれた輪郭より周囲にはみ出さないように、多少の集中力を持って作業を行う必要もあるが、後述の拭取り作業に比べれば格段に作業時間が短縮するため、精神的、および、肉体的疲労は格段に低減されることとなる。
【0040】
ターゲットシール22・22・・・へのマスキング治具1・1・・・の密着作業が完了すると、完成部品21の表面全体にわたり、パウダー塗料23を吹き付けていく(ステップS103)。
ここで、パウダー塗料23は粉末状の粒子からなる塗料であり、本実施例では図3に示すように、スプレー缶24に充填される白色のパウダー塗料23を吹き付けることで、完成部品21の表面に塗布された塗料25の光沢を覆い隠すことができるようになっている。
【0041】
完成部品21へのパウダー塗料23の吹き付け作業が終了すると、各ターゲットシール22・22・・・に取り付けられたマスキング治具1・1・・・は、作業者の手によって、一つ一つ取り外されていく(ステップS104)。
【0042】
そして、これらターゲットシール22・22・・・に取り付けられた全てのマスキング治具1・1・・・が取り外されれば、完成部品21の表面はターゲットシール22・22・・・以外の領域にのみパウダー塗料が吹き付けられた状態となるため、その後、直ちに非接触三次元測定機により完成部品(測定対象物)21を計測することができるのである(ステップS105)。
【0043】
尚、マスキング治具1の取り外し作業の際には、取り外された各マスキング治具1や手などが完成部品21に接触し、吹き付けられたパウダー塗料23が完成部品21の表面より剥がされたりしないように多少の集中力を持って作業を行う必要もあるが、後述の拭取り作業に比べれば格段に作業時間が短縮するため、精神的、および、肉体的疲労は格段に低減される。
【0044】
次に、従来の拭取り棒26を用いる場合の白塗り作業の手順を、図2(b)を用いて説明する。
先ず、上述したマスキング治具1を用いる場合と同様に、作業者の手によって、測定対象物である完成部品21の表面に複数のターゲットシール22・22・・・が貼り付けられる(ステップS201)。そして、全てのターゲットシール22・22・・・の貼付け作業が完了すれば、完成部品21の表面全体に渡り、直ちにパウダー塗料23の吹き付け作業が行われる(ステップS202)。
【0045】
その後、図4に示すように、従来の拭取り棒26を用いる場合は、先端部に布生地や木綿等を取り付けた拭取り棒26を用いて、作業者の手により一つ一つ各ターゲットシール22の表面に付着したパウダー塗料23を拭取っていき(ステップS203)、全てのターゲットシール22・22・・・について、このような拭取り作業が完了した後に、非接触三次元測定機により完成部品(測定対象物)21を計測することができるのである(ステップS204)。
【0046】
以上のように、白塗り作業については、マスキング治具1を用いる場合と、従来の拭取り棒26(図4を参照)を用いる場合と、では作業内容が大きく異なり、白塗り作業の全体を通してかかる時間も大きく異なる。
【0047】
例えば、従来の拭取り棒26を用いて複数のターゲットシール22・22・・・の表面に付着したパウダー塗料23を拭き取る場合、各ターゲットシール22一個に付き、約25秒の作業時間が費やされることが分かっている。
従って、本実施例においては、測定対象物一個につき、約五十個のターゲットシール22・22・・・が貼り付けられることから、拭き取り作業全体について約二十分の作業時間を有することとなる。
【0048】
一方、マスキング治具1を用いて、予めターゲットシール22の表面をマスキングしておく場合は、約五十個のターゲットシール22・22・・・の表面に各々マスキング治具1・1・・・を密着させるのに費やされる作業時間は約一分であり、また、パウダー塗料23の吹き付け完了後に、全てのマスキング治具1・1・・・を取り外すのに費やされる作業時間も約一分であることが分かっている。つまり、全てのマスキング治具1・1・・・の着脱作業に費やされる作業時間は合計二分で済むのである。
【0049】
従って、マスキング治具1を用いれば、従来の拭取り棒26を用いる場合に比べて、およそ十八分間もの大幅な作業時間の短縮化を図ることができ、作業者にとってみれば、精神的、および、肉体的疲労を低減することができるばかりではなく、白塗り作業にかかる時間は大幅に短縮され、非接触三次元測定機を用いた品質検査の効率アップを図ることができるのである。
【0050】
このように、本発明においては、非接触三次元測定機による計測の際に完成部品(測定対象物)21に貼付されたターゲットシール22を、マスキングするためのマスキング治具1であって、シリコーンゲル材からなり、ターゲットシール22に着脱自在に密着可能な密着部材2と、該密着部材2を保持する本体部材3と、該本体部材3より外方(反密着部材2側)に突出する取手部材4と、により構成し、前記密着部材2の密着面の外形形状、および外形寸法を前記ターゲットシール22の輪郭と略同等に形成することとしている。
【0051】
このような構成からなるマスキング治具1を用いることで、作業者は容易、且つ、確実にターゲットシール22をマスキングすることが可能となり、白塗り作業時における拭取り作業を廃止し、該白塗り作業の作業性を向上させることができる。
つまり、密着部材2をシリコーンゲル材にて形成することとしたため、容易に隙間無くマスキング治具1をターゲットシール22の表面に密着させることが可能となり、白塗り作業時の液垂れによってマスキング治具1と、ターゲットシール22と、の間隙にパウダー塗料が入ってしまうこともなく、確実にマスキングすることができる。
また、シリコーンゲル材にて密着部材2を形成すれば、金属、非金属等の材質を問わずにマスキング対象とすることができ、且つ、何度でも繰り返して着脱可能であるため経済的である。
【0052】
また、本体部材3より取手部材4を突設させることにより、作業者は該取手部材4を摘んで容易にマスキング治具1をターゲットシール22に着脱することが可能となり、とりわけ、マスキング治具1の取り外し作業においては、爪やヘラ等により引っ掻いてマスキング治具を剥がす必要もないため、ターゲットシール22の周囲におけるパウダー塗料23までも剥がれてしまう心配も無く確実にターゲットシール22のみをマスキングすることが可能となる。
【0053】
更に、マスキング治具1の着脱作業に費やす時間は、前記拭取り作業に費やす時間に比べて短時間で済むため、白塗り作業にかかる時間は大幅に短縮され、非接触三次元測定機を用いた品質検査の効率アップを図ることができる。
【符号の説明】
【0054】
1 マスキング治具
2 密着部材
3 本体部材
4 取手部材
21 完成部品(測定対象物)
22 ターゲットシール
【技術分野】
【0001】
本発明は、例えば、非接触三次元測定機を用いた自動車用部品等の品質検査において、白塗り作業時におけるターゲットシールのパウダー拭取り作業を廃止し、該白塗り作業の作業性を向上させるための技術に関する。より詳しくは、白塗り作業時に塗布されるパウダー塗料よりターゲットシールをマスキングするためのマスキング治具の技術に関する。
【背景技術】
【0002】
従来から、例えば自動車用部品等の品質検査では、完成した部品(完成部品)の形状等が規格範囲内であるかどうかを判別するために非接触三次元測定機が用いられている。前記非接触三次元測定機は測定対象物の三次元形状を非接触で精度良く計測するための機器であり、一般的に以下の手順により測定対象物を計測する。
即ち、先ず、測定対象物の表面における複数箇所に、測定対象物の形状を測定する際の測定基準となるポイントを示すためのターゲットシールを貼り付け、表面に複数のターゲットシールが貼り付けられた測定対象物をデジタルカメラ等で複数の撮像位置から撮像し、得られた画像に基づいて各ターゲットシールの三次元座標を算出する。
次に、測定対象物の表面にプロジェクターで縞模様等の幾何学模様を投撮した状態、或いは、測定対象物の表面にスリット状の光を走査した状態で複数のターゲットシールが取り付けられた測定対象物を撮像することにより得られた画像と、先に算出された各ターゲットシールの三次元座標と、に基づいて測定対象物の三次元形状を作成するのである。
【0003】
しかし、完成部品によっては既に光沢を有する塗装が施されているものもあり、このような完成部品を非接触三次元測定機にて計測すれば、計測データの欠落等を招くため、前記完成部品の三次元形状を精度良く計測することはできない。
従って、このような場合には、複数のターゲットシールが貼付された完成部品の全体にわたって、一旦、白色のパウダー塗料を吹き付けて光沢を無くした後に(白塗り作業)、非接触三次元測定機により完成部品を計測することとなる。
【0004】
ここで、完成部品全体にパウダー塗料を吹き付ければ、複数のターゲットシールの表面にも当然にパウダー塗料が付着する。よって、この状態で完成部品を計測すれば、ターゲットシールの三次元座標が正確に把握できず計測不良となる。そこで、完成部品へのパウダー塗料の吹き付け完了後にターゲットシールを貼り付けることも考えられるが、パウダー塗料は粉末の粒子からなるため、その塗布面上にターゲットシールを貼り付けるのは非常に困難である。
従って、パウダー塗料の吹き付け完了後にターゲットシールの表面に付着したパウダー塗料を拭取る作業(拭取り作業)が必要となる。
【0005】
このような拭取り作業については、従来より先端部に布生地や木綿等を取り付けた拭取り棒を用いて、作業者の手により一つ一つ各ターゲットシールの表面に付着したパウダー塗料を拭取っていたが、作業者にとってみれば大きな負担となっていた。
【0006】
即ち、ターゲットシールの周囲にまでパウダー塗料の拭取り作業が及べば、これを要因として計測データの欠落が発生するため、作業者は常に集中力を高めつつ拭取り作業を行う必要がある。
【0007】
その結果、指先への力加減の調整や、小さなターゲットシールを凝視し続けることからくる精神的疲労、或いは、ターゲットシールに顔を近づけるあまり、中腰姿勢となって長時間作業を行うことからくる肉体的疲労が大きく、作業者にとってみれば大きな負担となっていた。
【0008】
このような、精神的、及び肉体的疲労を低減し、白塗り作業の作業性の向上を図るべく、マスキング治具を用いる方策が考えられる。つまり、完成部品にパウダー塗料を吹き付ける前に、予め全てのターゲットシールの表面をマスキングしておき、パウダー塗料の吹き付け完了後に、マスキングを剥がすのである。
ここで、マスキング治具の構成については、例えば、以下の特許文献1乃至3に示すように、様々なものが公知となっている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2007―245082号公報
【特許文献2】実開平6―72660号公報
【特許文献3】特許第3342165号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
前記特許文献1では、カップ部材と、該カップ部材の内部を負圧にする吸引手段と、からなるマスキング治具が示されている。このような構成からなるマスキング治具であれば、前記吸引手段による空気の吸引・排出を切り換えることで、マスキング治具を完成部品に着脱自在に密着することも可能である。
しかし、マスキング治具全体としては大掛かりなものとなり、輪郭の直径が数mmからなる複数のターゲットシールをマスキングするには不利であるばかりか、経済的にもコストが嵩み現実的ではない。
【0011】
また、前記特許文献2では、押圧板の外方面にシリコーン材からなる弾性板を付設し、これら押圧板と、弾性板と、を同時に摺動自在に貫通する棒体を設け、スプリングにより該棒体を付勢することで、該棒体の先端に形成される掛止部を介して完成部品に保持されるマスキング治具が示されている。このようなマスキング治具であれば、構造も単純であり経済的であるばかりか、完成部品と接する弾性板はシリコーン材からなるため、隙間なく完成部品と密着することができる。
しかし、本マスキング治具は自動車のクロスメンバーに設けられる孔部の縁部周辺を専用としてマスキングするためのものであり、孔部を有しない平面的なターゲットシールをマスキングすることは、構造上不可能である。
【0012】
また、前記特許文献3では、塗料の吹き付けられる領域が切り抜かれたマグネットシートからなるマスキング治具が示されている。このようなマスキング治具を用いれば、構造も単純であり容易に製作可能であるばかりか、繰り返しマスキング治具として使用可能であり経済的である。
しかし、完成部品への取付け手段をマグネットとする以上、金属以外の材料からなる完成部品には使用することができない。また、マグネットシート自身の歪み等より、該マグネットシートの全面において、隙間無く完成部品(ターゲットシール)にマグネットシートを密着させることは非常に困難である。よって、白塗り作業時の液垂れによってマグネットシートと、ターゲットシールと、の間隙にパウダー塗料が入ってしまう恐れがある。
【0013】
その他、従来から知られているマスキングテープを用いることも考えられるが、この場合、白塗り作業を行う度に、ターゲットシールの輪郭に沿って切り出されたマスキングテープを新たに複数用意しなければならず、作業が煩雑となる。また、パウダー塗料の吹き付け完了後にマスキングテープを剥がす際には、爪やヘラ等によりマスキングテープを引っ掻いて剥がす必要があり、ターゲットシールの周囲におけるパウダー塗料までも剥がれてしまう恐れがある。
【0014】
更に言えば、粘着性を有するシリコーンゲル材からなるシート部材をターゲットシールの輪郭に沿って切り出して用いることも考えられるが、この場合も、爪やヘラ等により引っ掻いて剥がす必要があり、ターゲットシールの周囲におけるパウダー塗料までも剥がれてしまう恐れがある。
【0015】
このような点に鑑み、本発明においては、例えば、非接触三次元測定機を用いた自動車用部品等の品質検査において、白塗り作業時におけるターゲットシールのパウダー拭取り作業を廃止し、該白塗り作業の作業性の向上を図るべく、白塗り作業時に塗布されるパウダー塗料より、容易、且つ確実にターゲットシールをマスキングすることが可能なマスキング治具に関する技術の提供を課題とする。
【課題を解決するための手段】
【0016】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
【0017】
即ち、請求項1においては、非接触三次元測定機による計測の際に測定対象物に貼付されたターゲットシールを、マスキングするためのマスキング治具であって、シリコーンゲル材からなり、ターゲットシールに着脱自在に密着可能な密着部材と、該密着部材を保持する本体部材と、該本体部材より反密着部材側に突出する取手部材と、により構成し、前記密着部材の密着面の外形を前記ターゲットシールの輪郭と略同等に形成したものである。
【発明の効果】
【0018】
本発明の効果として、以下に示すような効果を奏する。
【0019】
請求項1においては、このようなマスキング治具を用いることで、作業者は容易、且つ、確実にターゲットシールをマスキングすることが可能となり、白塗り作業時における拭取り作業を廃止し、該白塗り作業の作業性を向上させることができる。
つまり、密着部材をシリコーンゲル材にて形成することとしたため、容易に隙間無くマスキング治具をターゲットシールの表面に密着させることが可能となり、白塗り作業時の液垂れによってマスキング治具と、ターゲットシールと、の間隙にパウダー塗料が入ってしまうこともなく、確実にマスキングすることができる。
また、シリコーンゲル材にて密着部材を形成すれば、金属、非金属等の材質を問わずにマスキング対象とすることができ、且つ、何度でも繰り返して着脱可能であるため経済的である。
【0020】
また、本体部材より取手部材を突設させることにより、作業者は該取手部材を摘んで容易にマスキング治具をターゲットシールに着脱することが可能となり、とりわけ、マスキング治具の取り外し作業においては、爪やヘラ等により引っ掻いてマスキング治具を剥がす必要もないため、ターゲットシールの周囲におけるパウダー塗料までも剥がれてしまう心配も無く確実にターゲットシールのみをマスキングすることが可能となる。
【0021】
更に、マスキング治具の着脱作業に費やす時間は、前記拭取り作業に費やす時間に比べて短時間で済むため、白塗り作業にかかる時間は大幅に短縮され、非接触三次元測定機を用いた品質検査の効率アップを図ることができる。
【図面の簡単な説明】
【0022】
【図1】本発明の一実施例に係るマスキング治具を示した正面図。
【図2】白塗り作業の手順を示した図であり、(a)はマスキング治具を用いた場合のフローチャート、(b)は従来の拭取り棒を用いた場合のフローチャート。
【図3】マスキング治具を用いて白塗り作業を行う場合の測定対象物を示した斜視図。
【図4】従来の拭取り棒による拭取り作業の様子を示した測定対象物のターゲットシール近傍の拡大図。
【発明を実施するための形態】
【0023】
次に、発明の実施の形態を説明する。
[マスキング治具1]
まず、本実施例に係るマスキング治具1の構成について、図1を用いて説明する。尚、便宜上、図1の上下方向をマスキング治具1の上下方向と規定して以下説明する。
【0024】
マスキング治具1は非接触三次元測定機を用いた自動車用部品等の品質検査において、白塗り作業時に測定対象物(完成部品)21の表面に塗布されるパウダー塗料23(図3を参照)より、予め完成部品21に貼付されたターゲットシール22の表面をマスキングするための治具である。マスキング治具1はターゲットシール22の表面に密着する密着部材2と、該密着部材2を保持する本体部材3と、該本体部材3より外方に突出する取手部材4と、により構成される。
【0025】
先ず、密着部材2について説明する。
密着部材2は粘着性を有するシリコーンゲル材を素材とした円柱状部材からなり、上下方向に直立して設けられる。そして、密着部材2の下面はターゲットシール22の表面と接する密着面2aとなる一方、上面の中央には平面視円状の凹部2bが形成されており、該凹部2bを介して本体部材3の下端部が嵌設されている。
【0026】
前記密着面2aはその外形形状、および、外形寸法を、被マスキング面となるターゲットシール22の輪郭の形状、および、寸法と略同等に形成されており、マスキング治具1をターゲットシール22の表面に密着した際は、マスキング治具1によりターゲットシール22の表面が覆われるとともに、該ターゲットシール22の周囲にまで密着面2aが及ばないようになっている。
【0027】
尚、このような外形形状、および、外形寸法にて密着面2aを形成する限り、密着部材2全体の形状は本実施例に示すものに限定されず、例えば、上方(或いは下方)に向かって徐々に窄まるテーパ形状に形成する等であってもよい。
また、密着面2aはその外形形状をターゲットシール22の輪郭に沿って形成されていればよく、例えば、密着部材2全体の形状が円筒形状に形成されていても、白塗り作業時の液垂れによって該密着部材2の内部にパウダー塗料が染み込むことなく、ターゲットシール22に確実に密着可能であればよい。
更に言えば、密着面2aの外形形状、および、外形寸法については、ターゲットシール22の輪郭によって決定されるものであり、例えば、ターゲットシール22の輪郭が円ではなく多角形等からなる場合は、密着面2aの外形形状、および、外形寸法もこれに付随して決定される。
【0028】
次に、本体部材3について説明する。
本体部材3は基部3aと、該基部3aより下方(密着部材2側)に突出する突出部3bと、により構成される。
前記基部3aは略円柱状の部材からなり、両端の平面部を上下方向に向けて密着部材2と同軸上に設けられる。基部3aの下面中央には円柱状の突出部3bが下方に向かって突設されており、前記突出部3bはその断面の外径寸法を密着部材2上面に設けられた凹部2b断面の外径寸法に比べて僅かに大きくなるように形成されている。
【0029】
そして、突出部3bは可撓性を有する密着部材2の凹部2b内に、該凹部2bの断面形状を外周方向に押し広げつつ挿入され、前記突出部3bを介して、密着部材2は基部3aの下端に固定保持されるのである。
【0030】
尚、突出部3bの形状は本実施例に示す円柱状に限定されるものではなく、例えば多角形や星型等の断面形状を有するものであってもよいが、この場合、密着部材2上面に設けられる凹部2bの断面形状も、突出部3bの断面形状と同等に形成する必要があることは言うまでもない。
【0031】
次に、取手部材4について説明する。
前記取手部材4は略円板状の部材からなる頭部4aと、該頭部4aを支持する支柱部4bと、により構成される。
前記頭部4aは中心軸を上下方向に向けて配設され、下面を水平面とする一方、上面は中央に向かって徐々に膨らむ盆状にして形成される。
【0032】
前記支柱部4bは頭部4aに比べて小さな断面形状からなる棒状部材から形成され、該頭部4aの下面中央より下方(本体部材3側)に向かって延設され、その下端部は基部3aの上面中央に固設されている。
【0033】
このように、マスキング治具1はシリコーンゲル材からなり、ターゲットシール22の表面に着脱自在に密着する密着部材2と、該密着部材2を保持する本体部材3と、該本体部材3の上面より外方、即ち、鉛直上方(反密着部材2側)に突出する取手部材4と、により構成されており、前記本体部材3に設けられる突出部3bを介して、密着部材2は本体部材3に固定保持されるのである。
【0034】
このような構成からなるマスキング治具1を用いて、完成部品21に貼り付けられたターゲットシール22のマスキングを行う場合、例えば、作業者は親指と、人差し指と、中指との三本の指を使って取手部材4の支柱部4bを摘み、マスキング治具1をターゲットシール22から着脱することとなる。そして、三本の指で支柱部4bを摘んだ後は頭部4aがストッパーとして機能するため、作業者は確実に三本の指でマスキング治具1を保持することができ、着脱作業の最中に三本の指から不意にマスキング治具1が脱落することも無いのである。
【0035】
[白塗り作業の手順]
次に、白塗り作業の手順について、図2乃至図4を用いて説明する。
【0036】
白塗り作業は上述のとおり、非接触三次元測定機を用いて測定対象物を計測する際の準備作業であって、例えば、既に測定対象物の表面に光沢を有する塗装が施されている場合に、計測データの欠落等を防ぐべく、つや消し用の白色のパウダー塗料を予め測定対象物の表面に吹き付ける作業である。
【0037】
本実施例においては、例えば図3に示すように、測定対象物として完成部品21の三次元形状を精度良く計測することとしているが、前記完成部品21の表面には既に光沢を有する塗料25が塗布されているため、実際に非接触三次元測定機を用いて計測作業を行う前に、白塗り作業を行うことが必要となる。
ここで、本発明におけるマスキング治具1を用いる場合と、従来の拭取り棒26(図4を参照)を用いる場合の、白塗り作業の手順を以下に詳述する。
【0038】
先ず、本発明におけるマスキング治具1を用いる場合の白塗り作業の手順を、図2(a)を用いて説明する。
白色のパウダー塗料23(図3を参照)を吹き付ける前には、先ず作業者の手によって、測定対象物である完成部品21の表面に複数のターゲットシール22・22・・・が貼り付けられる(ステップS101)。
ここで、本実施例に用いられるターゲットシール22・22・・・は外径寸法を約6mmとするドーナツ状の輪郭を有したシールであり、一つの完成部品21に対して約50個のターゲットシール22・22・・・が作業者の手によって各々疎らに貼り付けられる。
【0039】
次に、完成部品21に貼付された複数のターゲットシール22・22・・・の表面に、マスキング治具1・1・・・が作業者の手によって一つずつ密着されていく(ステップS102)。
この際、各マスキング治具1の密着部材2がターゲットシール22の表面に描かれた輪郭より周囲にはみ出さないように、多少の集中力を持って作業を行う必要もあるが、後述の拭取り作業に比べれば格段に作業時間が短縮するため、精神的、および、肉体的疲労は格段に低減されることとなる。
【0040】
ターゲットシール22・22・・・へのマスキング治具1・1・・・の密着作業が完了すると、完成部品21の表面全体にわたり、パウダー塗料23を吹き付けていく(ステップS103)。
ここで、パウダー塗料23は粉末状の粒子からなる塗料であり、本実施例では図3に示すように、スプレー缶24に充填される白色のパウダー塗料23を吹き付けることで、完成部品21の表面に塗布された塗料25の光沢を覆い隠すことができるようになっている。
【0041】
完成部品21へのパウダー塗料23の吹き付け作業が終了すると、各ターゲットシール22・22・・・に取り付けられたマスキング治具1・1・・・は、作業者の手によって、一つ一つ取り外されていく(ステップS104)。
【0042】
そして、これらターゲットシール22・22・・・に取り付けられた全てのマスキング治具1・1・・・が取り外されれば、完成部品21の表面はターゲットシール22・22・・・以外の領域にのみパウダー塗料が吹き付けられた状態となるため、その後、直ちに非接触三次元測定機により完成部品(測定対象物)21を計測することができるのである(ステップS105)。
【0043】
尚、マスキング治具1の取り外し作業の際には、取り外された各マスキング治具1や手などが完成部品21に接触し、吹き付けられたパウダー塗料23が完成部品21の表面より剥がされたりしないように多少の集中力を持って作業を行う必要もあるが、後述の拭取り作業に比べれば格段に作業時間が短縮するため、精神的、および、肉体的疲労は格段に低減される。
【0044】
次に、従来の拭取り棒26を用いる場合の白塗り作業の手順を、図2(b)を用いて説明する。
先ず、上述したマスキング治具1を用いる場合と同様に、作業者の手によって、測定対象物である完成部品21の表面に複数のターゲットシール22・22・・・が貼り付けられる(ステップS201)。そして、全てのターゲットシール22・22・・・の貼付け作業が完了すれば、完成部品21の表面全体に渡り、直ちにパウダー塗料23の吹き付け作業が行われる(ステップS202)。
【0045】
その後、図4に示すように、従来の拭取り棒26を用いる場合は、先端部に布生地や木綿等を取り付けた拭取り棒26を用いて、作業者の手により一つ一つ各ターゲットシール22の表面に付着したパウダー塗料23を拭取っていき(ステップS203)、全てのターゲットシール22・22・・・について、このような拭取り作業が完了した後に、非接触三次元測定機により完成部品(測定対象物)21を計測することができるのである(ステップS204)。
【0046】
以上のように、白塗り作業については、マスキング治具1を用いる場合と、従来の拭取り棒26(図4を参照)を用いる場合と、では作業内容が大きく異なり、白塗り作業の全体を通してかかる時間も大きく異なる。
【0047】
例えば、従来の拭取り棒26を用いて複数のターゲットシール22・22・・・の表面に付着したパウダー塗料23を拭き取る場合、各ターゲットシール22一個に付き、約25秒の作業時間が費やされることが分かっている。
従って、本実施例においては、測定対象物一個につき、約五十個のターゲットシール22・22・・・が貼り付けられることから、拭き取り作業全体について約二十分の作業時間を有することとなる。
【0048】
一方、マスキング治具1を用いて、予めターゲットシール22の表面をマスキングしておく場合は、約五十個のターゲットシール22・22・・・の表面に各々マスキング治具1・1・・・を密着させるのに費やされる作業時間は約一分であり、また、パウダー塗料23の吹き付け完了後に、全てのマスキング治具1・1・・・を取り外すのに費やされる作業時間も約一分であることが分かっている。つまり、全てのマスキング治具1・1・・・の着脱作業に費やされる作業時間は合計二分で済むのである。
【0049】
従って、マスキング治具1を用いれば、従来の拭取り棒26を用いる場合に比べて、およそ十八分間もの大幅な作業時間の短縮化を図ることができ、作業者にとってみれば、精神的、および、肉体的疲労を低減することができるばかりではなく、白塗り作業にかかる時間は大幅に短縮され、非接触三次元測定機を用いた品質検査の効率アップを図ることができるのである。
【0050】
このように、本発明においては、非接触三次元測定機による計測の際に完成部品(測定対象物)21に貼付されたターゲットシール22を、マスキングするためのマスキング治具1であって、シリコーンゲル材からなり、ターゲットシール22に着脱自在に密着可能な密着部材2と、該密着部材2を保持する本体部材3と、該本体部材3より外方(反密着部材2側)に突出する取手部材4と、により構成し、前記密着部材2の密着面の外形形状、および外形寸法を前記ターゲットシール22の輪郭と略同等に形成することとしている。
【0051】
このような構成からなるマスキング治具1を用いることで、作業者は容易、且つ、確実にターゲットシール22をマスキングすることが可能となり、白塗り作業時における拭取り作業を廃止し、該白塗り作業の作業性を向上させることができる。
つまり、密着部材2をシリコーンゲル材にて形成することとしたため、容易に隙間無くマスキング治具1をターゲットシール22の表面に密着させることが可能となり、白塗り作業時の液垂れによってマスキング治具1と、ターゲットシール22と、の間隙にパウダー塗料が入ってしまうこともなく、確実にマスキングすることができる。
また、シリコーンゲル材にて密着部材2を形成すれば、金属、非金属等の材質を問わずにマスキング対象とすることができ、且つ、何度でも繰り返して着脱可能であるため経済的である。
【0052】
また、本体部材3より取手部材4を突設させることにより、作業者は該取手部材4を摘んで容易にマスキング治具1をターゲットシール22に着脱することが可能となり、とりわけ、マスキング治具1の取り外し作業においては、爪やヘラ等により引っ掻いてマスキング治具を剥がす必要もないため、ターゲットシール22の周囲におけるパウダー塗料23までも剥がれてしまう心配も無く確実にターゲットシール22のみをマスキングすることが可能となる。
【0053】
更に、マスキング治具1の着脱作業に費やす時間は、前記拭取り作業に費やす時間に比べて短時間で済むため、白塗り作業にかかる時間は大幅に短縮され、非接触三次元測定機を用いた品質検査の効率アップを図ることができる。
【符号の説明】
【0054】
1 マスキング治具
2 密着部材
3 本体部材
4 取手部材
21 完成部品(測定対象物)
22 ターゲットシール
【特許請求の範囲】
【請求項1】
非接触三次元測定機による計測の際に測定対象物に貼付されたターゲットシールを、マスキングするためのマスキング治具であって、
シリコーンゲル材からなり、ターゲットシールに着脱自在に密着可能な密着部材と、
該密着部材を保持する本体部材と、
該本体部材より反密着部材側に突出する取手部材と、
により構成し、
前記密着部材の密着面の外形を前記ターゲットシールの輪郭と略同等に形成した、
ことを特徴とするマスキング治具。
【請求項1】
非接触三次元測定機による計測の際に測定対象物に貼付されたターゲットシールを、マスキングするためのマスキング治具であって、
シリコーンゲル材からなり、ターゲットシールに着脱自在に密着可能な密着部材と、
該密着部材を保持する本体部材と、
該本体部材より反密着部材側に突出する取手部材と、
により構成し、
前記密着部材の密着面の外形を前記ターゲットシールの輪郭と略同等に形成した、
ことを特徴とするマスキング治具。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−214258(P2010−214258A)
【公開日】平成22年9月30日(2010.9.30)
【国際特許分類】
【出願番号】特願2009−61955(P2009−61955)
【出願日】平成21年3月13日(2009.3.13)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成22年9月30日(2010.9.30)
【国際特許分類】
【出願日】平成21年3月13日(2009.3.13)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]