
マスクフィルター及びその製造方法、マスクフィルター用ポケット並びにマスク
【課題】呼吸のしやすさを維持しつつ高い殺菌効果が得られるマスクフィルター及びその製造方法、マスクフィルター用ポケット並びにマスクを提供する。
【解決手段】樹脂繊維12と、樹脂繊維12の周りに螺旋状に巻かれた銅線13と、を有する糸を経糸11a及び緯糸11bとして織られたシートを含むマスクフィルター。前記銅線は、冷間線引き加工されるが冷間加工後に熱処理されない線材であることが好ましい。また前記経糸及び緯糸は、隣り合う糸との間隔が糸幅よりも広いことが好ましい。
【解決手段】樹脂繊維12と、樹脂繊維12の周りに螺旋状に巻かれた銅線13と、を有する糸を経糸11a及び緯糸11bとして織られたシートを含むマスクフィルター。前記銅線は、冷間線引き加工されるが冷間加工後に熱処理されない線材であることが好ましい。また前記経糸及び緯糸は、隣り合う糸との間隔が糸幅よりも広いことが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
この発明はマスクフィルター及びその製造方法、マスクフィルター用ポケット並びにマスクに関する。
【背景技術】
【0002】
空気中の細菌やウィルスを殺菌できるマスクが種々提案されている。たとえば特許文献1では、不織布にアルミニウム微粒子及び亜鉛微粒子を担持させることで、不織布上に無数の電池を形成する。そして、この電池の両極間で流れる電流を利用して殺菌効果を得ようとしている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−226711号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、前述した従来のマスクは、製造工程が複雑で製造にかかるコストが嵩む。また殺菌効果を高めるために密な不織布を使用しては呼吸しにくくなってしまう。呼吸しやすいように粗な不織布を使用しては高い殺菌効果を得ることができない。また剥離した金属微粒子が呼吸とともに体内に取り込まれてしまう可能性もある。
【0005】
本発明は、このような従来の問題点に着目してなされたものであり、呼吸のしやすさを維持しつつ高い殺菌効果が得られるマスクフィルター及びその製造方法、マスクフィルター用ポケット並びにマスクを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は以下のような解決手段によって前記課題を解決する。なお、理解を容易にするために本発明の実施形態に対応する符号を付するが、これに限定されるものではない。
【0007】
本発明は、樹脂繊維(12)と、前記樹脂繊維(12)の周りに螺旋状に巻かれた銅線(13)と、を有する糸を経糸(11a)及び緯糸(11b)として織られたシートを含むことを特徴とする。
【発明の効果】
【0008】
本発明によれば、樹脂繊維の周りに銅線が螺旋状に巻いた糸を経糸緯糸として織られている。このように構成すると、静電気を帯電しにくくなり放電しやすくなる。したがって、マスクフィルターを装着すれば、人体に溜まった静電気がマスクフィルターから放電される。この放電によって、細菌やウィルスなどを滅殺菌することができ、高い殺菌効果が得られる。特に銅線が樹脂繊維の周りに螺旋状に巻かれているので、表面積(細菌やウィルスとの接触面積)が大きく、殺菌効果が高いのである。
【図面の簡単な説明】
【0009】
【図1】本発明によるマスクフィルターの一実施形態を示す拡大図である。
【図2】マスクフィルターの製造方法を説明する図である。
【図3】銅線の殺菌試験の結果を示す図である。
【図4】試料線材における銅イオンの溶出量及び残留抵抗比の測定結果を示す図である。
【図5】加工率を変えたときの銅イオンの溶出量の測定結果を示す図である。
【図6】加工率を変えたときの残留抵抗比の測定結果を示す図である。
【図7】加工率を変えたときの殺菌試験の結果を示す図である。
【図8】マスクフィルターに対する抗菌布試験(JIS L 1902)の結果を示す図である。
【図9】本発明によるマスクフィルター用ポケットの一実施形態を示す図である。
【発明を実施するための形態】
【0010】
以下では図面等を参照して本発明を実施するための最良の形態について説明する。
<マスクフィルターの構造>
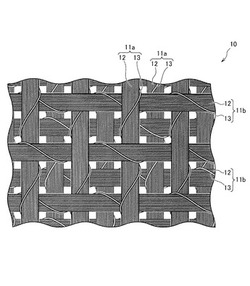
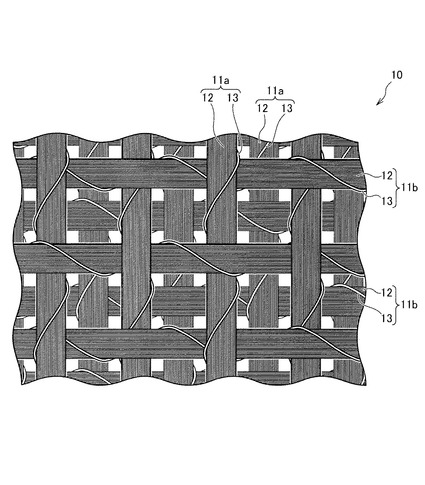
図1は、本発明によるマスクフィルターの一実施形態を示す拡大図である。
【0011】
マスクフィルター10は、経糸11aと、緯糸11bと、で織られている。
【0012】
経糸11a及び緯糸11bは、数十本の樹脂繊維12の周りに銅線13が螺旋状に巻かれた糸である。経糸11a及び緯糸11bは、隣り合う糸との間隔が糸幅よりも広い。すなわち糸の面積よりも空間面積のほうが広いのである。
【0013】
樹脂繊維12は、たとえばポリエステル樹脂である。
【0014】
銅線13は、冷間線引き加工されるが冷間加工後に熱処理されない線材である。このような銅線の特性については後述する。
【0015】
マスクフィルター10は、このような経糸11a及び緯糸11bで織られた2枚のシートを重ねて二重織りしてある。上側のシートの織り目に、下側のシートの経糸11a及び緯糸11bが重なることが望ましい。
【0016】
<マスクフィルターの製造方法>
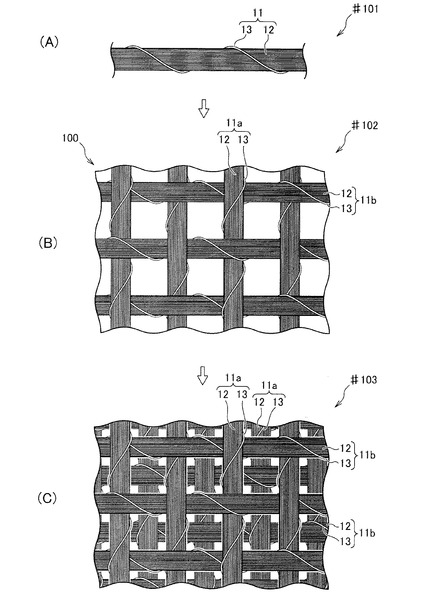
図2は、マスクフィルターの製造方法を説明する図である。
【0017】
(製糸工程#101;図2(A))
樹脂繊維12の周りに銅線13を螺旋状に巻いて糸11を形成する。
【0018】
(シート織り工程#102;図2(B))
糸11を経糸11a,緯糸11bとしてシート100を織る。
【0019】
(二重織り工程#103;図2(C))
2枚のシート100を重ねて二重織りする。このとき上側のシートの織り目に、下側のシートの経糸11a及び緯糸11bが重なることが望ましい。
【0020】
<マスクフィルターに使用する銅線の特性>
(第1試験)
上述のように、銅線13は、冷間線引き加工されるが冷間加工後に熱処理されない線材である。このような銅線は、殺菌効果が高い。これについて説明する。
【0021】
試料線材を黄色ブドウ球菌の試験菌液に浸漬したときの黄色ブドウ球菌の生菌数の時間変化を測定することで殺菌試験を行った。
【0022】
図3は、銅線の殺菌試験の結果を示す図である。
【0023】
試料線材30Nは、線径30μmの一般市販の電気用軟銅線(JIS C3102)である。以下ではこの線材を市販線材30Nと称する。
【0024】
試料線材30Aは、線径900μmの電気用軟銅線(JIS C3102)を線径30μmまで冷間線引き加工した後、窒素雰囲気中にて300℃で30分間熱処理し、その後室温まで自然冷却という通常通り冷間加工した線材である。以下ではこの線材を通常冷間加工線材30Aと称する。
【0025】
試料線材30Cは、線径900μmの電気用軟銅線(JIS C3102)を線径30μmまで冷間線引き加工されるが冷間加工後に熱処理されない線材である。以下ではこの線材を冷間後熱処理なし線材30Cと称する。
【0026】
市販線材30N、通常冷間加工線材30A及び冷間後熱処理なし線材30Cを、2gずつ黄色ブドウ球菌の試験菌液に浸漬したときの黄色ブドウ球菌の生菌数の時間変化を測定した。なお各線材のサンプルは2個である。また比較試料として、試験菌液に何も浸漬しない場合の生菌数の時間変化も測定した。
【0027】
すると図3に示すように、24時間後に、市販線材30Nでは、生菌数は1000分の1程度になった。また通常冷間加工線材30Aでは、生菌数は10000分の1程度になった。これに対して、冷間後熱処理なし線材30Cでは、生菌数はほぼゼロになった。このように、冷間後熱処理なし線材30Cは、他の線材と比較して殺菌効果が大きかった。
【0028】
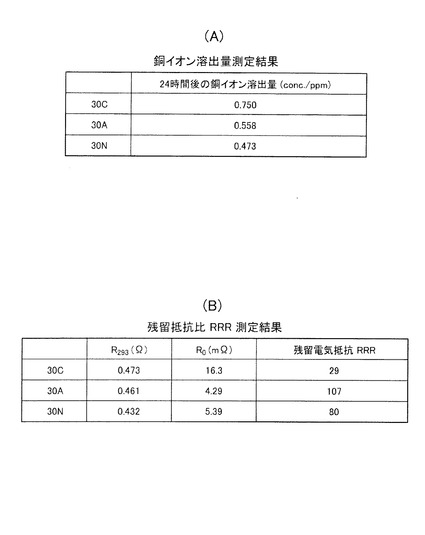
図4は、試料線材における銅イオンの溶出量及び残留抵抗比の測定結果を示す図である。
【0029】
銅の殺菌効果は、銅イオンの溶出によると考えられる。また殺菌効果は、銅イオン溶出量(銅イオン濃度)によって殺菌効果が大小すると考えられる。そこで市販線材30N、通常冷間加工線材30A及び冷間後熱処理なし線材30Cを、15℃の超純水中に浸漬して24時間放置し、溶液10mLを採取する。そして15mol/L HNO30.1mLを加えることで、溶出した銅をCu2+として固定する。そして原子吸光法によって銅イオンの溶出量を測定すると図4(A)のようになった。殺菌効果の大きい冷間後熱処理なし線材30Cは、銅イオン溶出量が大きいことが判る。
【0030】
銅素材から銅イオンが水中へ溶出する速度は、銅表面及び表面直下近傍に存在する微細ステップ並びに金属結晶の格子欠陥量に影響されると考えられる。これらが存在するほど、銅原子の酸化還元電位差が大きくなり、銅素材から銅イオンが水中へ溶出しやすくなると考えられるからである。
【0031】
格子欠陥やステップの存在割合を直接測定することは困難であるが、電気抵抗から推定できる。すなわち一般に金属導電体の電気抵抗は、原子の熱振動、格子欠陥(転位)、不純物、の3要素に起因する。常温では電気抵抗は、ほとんど原子の熱振動に起因する。これに対して、絶対零度付近では原子の熱振動がゼロに近づくので、絶対零度付近での電気抵抗は格子欠陥及び不純物に起因すると考えられる。試料は不純物が非常に少ない純金属であるので、絶対零度付近での電気抵抗は格子欠陥によるものであると考えられる。したがって絶対零度付近で残留している電気抵抗に基づいて格子欠陥を推定できる。
【0032】
そこで次式(1)のように、常温(293K)での電気抵抗R293と絶対零度(0K)での残留電気抵抗R0との比である残留抵抗比RRR(Residual Resistivity Ratio)に基づいて、格子欠陥の多少を推定する。
【0033】
【数1】

【0034】
ただし絶対零度での残留電気抵抗R0を実測することは不可能である。そこで発熱の影響が小さくするために、冷凍機の能力(1.8W at 20K)よりも試料の発熱が十分小さい2×10-5W以下の微弱電流で徐冷する。そして室温(293K)から10Kまで除冷して直流4端子法にて測定し、25K以下のデータを次式(2)で近似してフィットし外挿値として残留電気抵抗R0を求めた。
【0035】
【数2】
【0036】
また電気抵抗R293は、273K以上のデータを次式(3)で近似してフィットし求めた。
【0037】
【数3】
【0038】
残留抵抗比RRRの測定結果を示すと図4(B)のようになった。市販線材30Nの残留抵抗比RRRは、80であった。通常冷間加工線材30Aの残留抵抗比RRRは、107であった。これらに対して冷間後熱処理なし線材30Cの残留抵抗比RRRは、29と小さかった。通常冷間加工線材30Aの電気抵抗比RRRの値が大きいのは、熱処理によって加工歪が解放されたためと推定される。殺菌効果の高い冷間後熱処理なし線材30Cは、残留抵抗比RRRが小さい、すなわち残留電気抵抗R0が大きいことが判る。この結果から冷間後熱処理なし線材30Cには、多くの格子欠陥が存在していると推定される。
【0039】
(第2試験)
次に加工率を変えたときの特性を測定する。
【0040】
一般市販の線径160μmの電気用軟銅線(JIS C3102)を、伸線機にて線径140,120,100,80,65μmに冷間線引き加工するが冷間加工後に熱処理しないで線材を形成した。160Nは、線径160μmの一般市販電気用軟銅線である。140C,120C,100C,80C,65Cは、それぞれ線径140,120,100,80,65μmの冷間後熱処理なし線材である。
【0041】
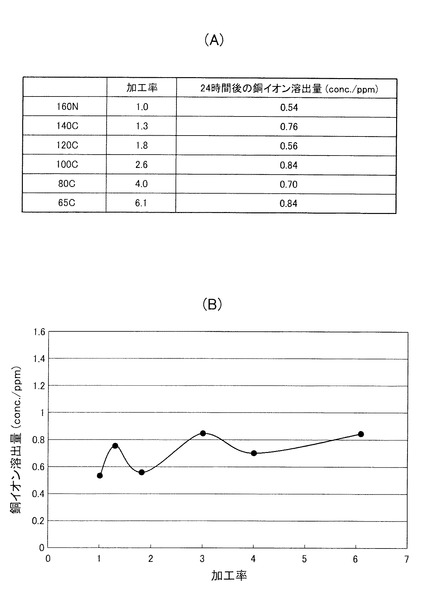
図5は、加工率を変えたときの銅イオンの溶出量の測定結果を示す図である。
【0042】
最初に、加工率を変えて15℃の超純水中に浸漬して24時間放置したときの銅イオン溶出量を測定した。各線材の表面積は、0.00284m2の一定で試験した。すると図5(A)のようになった。これを加工率ごとにプロットすると図5(B)のようになった。図5(A)及び図5(B)から、加工率が大きくなるほど、銅イオンの溶出量が大きいことが判る。特に、加工率6.1の冷間後熱処理なし線材65Cにおける銅イオンの溶出量は、線材160Nの約1.5倍となった。
【0043】
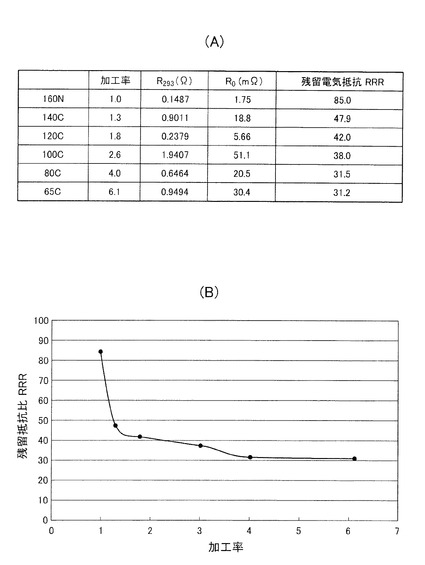
図6は、加工率を変えたときの残留抵抗比の測定結果を示す図である。
【0044】
次に加工率を変えたときの残留抵抗比RRRを測定した。すると図6(A)のようになった。これを加工率ごとにプロットすると図6(B)のようになった。図6(A)及び図6(B)から、加工率が大きくなるほど、残留抵抗比RRRは小さくなることが判る。このことから、加工率が大きいほど、より多くの格子欠陥が存在していると推定される。
【0045】
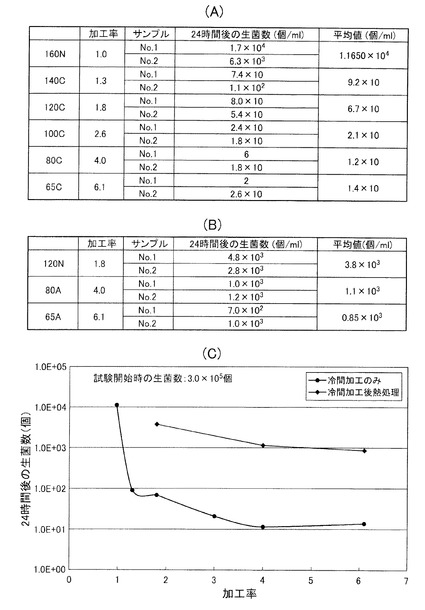
図7は、加工率を変えたときの殺菌試験の結果を示す図である。
【0046】
さらに加工率を変えて殺菌試験を行った。殺菌試験は、表面積が0.00284m2一定の試料線材を、黄色ブドウ球菌の試験菌液に浸漬し、24時間後の試験菌液単位体積当たりの黄色ブドウ球菌の生菌数を測定することで行った。なお、各線材でサンプルを2個使用し、図7(C)のグラフには2個の試験の平均値を示す。また試験開始時における試験菌液の生菌数は、3.0×105個/mLであった。
【0047】
冷間後熱処理なし線材については、加工率1.3/1.8/2.6/4.0/6.1で試験した。
【0048】
通常冷間加工線材については、加工率1.8/4.0/6.1で試験した。
【0049】
すると冷間後熱処理なし線材については、図7(A)のようになった。通常冷間加工線材については、図7(B)のようになった。これを加工率ごとにプロットすると図7(C)のようになった。これらから、冷間後熱処理なし線材のほうが、通常冷間加工線材よりも生菌数が減少することが判る。また加工率が大きくなるほど、生菌数が減少することが判る。
【0050】
以上から、冷間線引き加工されるが冷間加工後に熱処理されない銅線は、高い殺菌効果がある。これは銅イオンが溶出しやすいためである。銅イオンが溶出しやすいのは、残留抵抗比が大きく格子欠陥が多いためであると推定される。そして加工率が大きいほど残留抵抗比が大きくなり格子欠陥が多くなると推定され、銅イオンが溶出しやすくなり、より高い殺菌効果が得られるのである。
【0051】
<マスクフィルターの特性>
(第1試験)
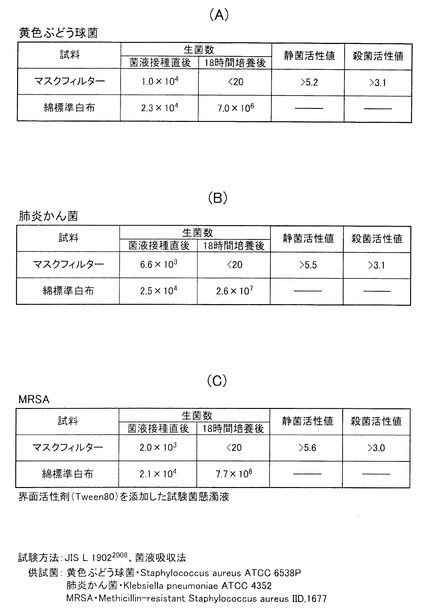
図8は、マスクフィルターに対する抗菌布試験(JIS L 1902)の結果を示す図である。
【0052】
図8(A)は黄色ブドウ球菌を供試菌にした場合である。図8(A)に示すように、綿標準白布の試験菌液接種直後の生菌数は、2.3×104であった。18時間培養後の生菌数は、7.0×106であった。これに対してマスクフィルターの試験菌液接種直後の生菌数は、1.0×104であった。18時間培養後の生菌数は、20未満であった。これらから静菌活性値Sを求めると5.2より大であった。なお静菌活性値Sは次式(4)で求められる。
【0053】
【数4】
【0054】
また殺菌活性値Lを求めると3.1より大であった。なお殺菌活性値Lは次式(5)で求められる。
【0055】
【数5】
【0056】
図8(B)は肺炎桿菌を供試菌にした場合である。図8(B)に示すように、綿標準白布の試験菌液接種直後の生菌数は、2.5×104であった。18時間培養後の生菌数は、2.6×107であった。これに対してマスクフィルターの試験菌液接種直後の生菌数は、6.6×103であった。18時間培養後の生菌数は、20未満であった。これらから静菌活性値Sを求めると5.5より大であった。また殺菌活性値Lを求めると3.1より大であった。
【0057】
図8(C)はメチシリン耐性黄色ブドウ球菌(MRSA)を供試菌にした場合である。図8(C)に示すように、綿標準白布の試験菌液接種直後の生菌数は、2.1×104であった。18時間培養後の生菌数は、7.7×106であった。これに対してマスクフィルターの試験菌液接種直後の生菌数は、2.0×103であった。18時間培養後の生菌数は、20未満であった。これらから静菌活性値Sを求めると5.6より大であった。また殺菌活性値Lを求めると3.0より大であった。
【0058】
静菌活性値Sが基準値2.2以上であれば防臭効果が認められる。本実施形態によるマスクフィルターでは、いずれも基準値2.2以上であり高い防臭効果が得られることが判る。
【0059】
殺菌活性値Lが基準値ゼロよりも大きければ一般用途向けよりも高性能であって特定用途(たとえば医療機関における用途など)にも使用可能である。本実施形態によるマスクフィルターでは、いずれも基準値ゼロよりも大きく特定用途(たとえば医療機関における用途など)にも使用できることが判る。
【0060】
(第2試験)
次にマスクフィルターに対して摩擦帯電圧試験(JIS L 1094)を行った。この摩擦帯電圧試験は、温湿度条件20℃,40%RHの下で、試験片を摩擦布で摩擦し、摩擦開始から60秒経過後の帯電圧を測定するものである。絹などでは帯電圧が数千ボルトに達する。これに対して本実施形態によるマスクフィルターでは帯電圧が14〜20ボルトであった。すなわち帯電しにくく放電しやすいことが判る。たとえば冬季などは静電気が人体に溜まりやすいが、本実施形態によるマスクフィルターを装着すれば、マスクフィルターから静電気が放電されることが判る。この放電エネルギーによって、細菌やウィルスなどを滅菌することができ、高い殺菌効果が得られる。
【0061】
<マスクフィルター用ポケットの構造>
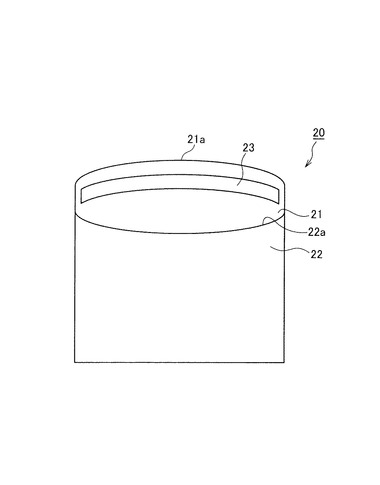
図9は、本発明によるマスクフィルター用ポケットの一実施形態を示す図である。
【0062】
マスクフィルター用ポケット20は、不織布シートが二つ折りされて形成される。図9では、下部21の上辺21aが、上部22の上辺22aから露出するように二つ折りされる。そして左辺及び右辺は溶着され、上方は開口する。下部21及び上部22の間が、マスクフィルター10を収納する部分(収納部)である。下部21が上部22から露出する部分であって開口の上方には、剥離紙が貼付された両面テープ23が貼り付けられる。
【0063】
<マスクフィルター用ポケットの使用方法>
まず使用者は、マスクフィルター用ポケット20の収納部にマスクフィルター10を収納する。
【0064】
次に使用者は、マスクフィルター用ポケット20から剥離紙を剥がして両面テープの接着面を露出する。
【0065】
続いて使用者は、マスクフィルター10が収納されたマスクフィルター用ポケット20をマスクの内側に貼付する。
【0066】
そして使用者は、マスクを装着する。
【0067】
本実施形態によれば、樹脂繊維の周りに銅線が螺旋状に巻いた糸を経糸緯糸として織られている。このように材料が銅であるので安価である。そしてこのように構成すると、静電気を帯電しにくくなり放電しやすくなる。したがって、マスクフィルターを装着すれば、人体に溜まった静電気がマスクフィルターから放電されやすくなる。この放電によって、細菌やウィルスなどを滅菌することができ、殺菌効果が高い。特に銅線が樹脂繊維の周りに螺旋状に巻かれているので、表面積(細菌やウィルスとの接触面積)が大きく、銅線の使用量が少なくても高い殺菌効果が得られる。
【0068】
また銅線として特に冷間線引き加工されるが冷間加工後に熱処理されない線材を使用すれば、多くの格子欠陥が形成され、表面積(細菌やウィルスとの接触面積)が大きく、銅線の使用量が少なくても殺菌効果が非常に高いのである。
【0069】
さらに経糸及び緯糸は、隣り合う糸との間隔が糸幅よりも広い。すなわち糸の面積よりも空間面積のほうが広いのである。したがって空気が流れやすく呼吸を息苦しくしない。そして隣り合う糸との間隔が糸幅よりも広い経糸及び緯糸で織ったシートを少なくとも2枚重ねているので、殺菌効果が高くなる。すなわち1枚のシートで経糸及び緯糸を密にすれば殺菌効果は高まるものの呼吸しにくくなる。しかしながら本実施形態では、隣り合う糸との間隔が糸幅よりも広い粗な経糸及び緯糸で織られたシートを使用しているので、空気の流れを妨げず呼吸を息苦しくしない。そしてこのようなシートで二重織りされているので、高い殺菌効果も得られるのである。特に上側のシートの織り目に、下側のシートの経糸及び緯糸を重ねれば、呼吸のしやすさと殺菌効果の両立をさらに高めることができるのである。
【0070】
またマスクフィルター用ポケットを使用すれば、従来マスクに容易に装着することができる。
【0071】
以上説明した実施形態に限定されることなく、その技術的思想の範囲内において種々の変形や変更が可能であり、それらも本発明の技術的範囲に含まれることが明白である。
【0072】
たとえば、上記説明においては、樹脂繊維の材料としてポリエステル樹脂を例示したが、それには限られない。ポリウレタン以外であればよい。ポリエステル、アクリル、ナイロン、ビニロンなどの合成繊維や、レーヨン、ポリノジックなどの再生繊維、アセテート、トリアセテート、プロミックスなどの半合成繊維などである。また無機繊維や炭素繊維であってもよい。
【0073】
また2枚のシートを重ねる二重織りの場合を例示して説明したが、さらにシートを重ねてもよい。
【0074】
さらにマスクフィルター用ポケットの材料として不織布シートを使用する場合を例示して説明したが、織布シートを使用してもよい。
【符号の説明】
【0075】
10 マスクフィルター
11a 経糸
11b 緯糸
12 樹脂繊維
13 銅線
20 マスクフィルター用ポケット
21 下部
21a 下部の上辺
22 上部
22a 上部の上辺
23 両面テープ
【技術分野】
【0001】
この発明はマスクフィルター及びその製造方法、マスクフィルター用ポケット並びにマスクに関する。
【背景技術】
【0002】
空気中の細菌やウィルスを殺菌できるマスクが種々提案されている。たとえば特許文献1では、不織布にアルミニウム微粒子及び亜鉛微粒子を担持させることで、不織布上に無数の電池を形成する。そして、この電池の両極間で流れる電流を利用して殺菌効果を得ようとしている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−226711号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、前述した従来のマスクは、製造工程が複雑で製造にかかるコストが嵩む。また殺菌効果を高めるために密な不織布を使用しては呼吸しにくくなってしまう。呼吸しやすいように粗な不織布を使用しては高い殺菌効果を得ることができない。また剥離した金属微粒子が呼吸とともに体内に取り込まれてしまう可能性もある。
【0005】
本発明は、このような従来の問題点に着目してなされたものであり、呼吸のしやすさを維持しつつ高い殺菌効果が得られるマスクフィルター及びその製造方法、マスクフィルター用ポケット並びにマスクを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は以下のような解決手段によって前記課題を解決する。なお、理解を容易にするために本発明の実施形態に対応する符号を付するが、これに限定されるものではない。
【0007】
本発明は、樹脂繊維(12)と、前記樹脂繊維(12)の周りに螺旋状に巻かれた銅線(13)と、を有する糸を経糸(11a)及び緯糸(11b)として織られたシートを含むことを特徴とする。
【発明の効果】
【0008】
本発明によれば、樹脂繊維の周りに銅線が螺旋状に巻いた糸を経糸緯糸として織られている。このように構成すると、静電気を帯電しにくくなり放電しやすくなる。したがって、マスクフィルターを装着すれば、人体に溜まった静電気がマスクフィルターから放電される。この放電によって、細菌やウィルスなどを滅殺菌することができ、高い殺菌効果が得られる。特に銅線が樹脂繊維の周りに螺旋状に巻かれているので、表面積(細菌やウィルスとの接触面積)が大きく、殺菌効果が高いのである。
【図面の簡単な説明】
【0009】
【図1】本発明によるマスクフィルターの一実施形態を示す拡大図である。
【図2】マスクフィルターの製造方法を説明する図である。
【図3】銅線の殺菌試験の結果を示す図である。
【図4】試料線材における銅イオンの溶出量及び残留抵抗比の測定結果を示す図である。
【図5】加工率を変えたときの銅イオンの溶出量の測定結果を示す図である。
【図6】加工率を変えたときの残留抵抗比の測定結果を示す図である。
【図7】加工率を変えたときの殺菌試験の結果を示す図である。
【図8】マスクフィルターに対する抗菌布試験(JIS L 1902)の結果を示す図である。
【図9】本発明によるマスクフィルター用ポケットの一実施形態を示す図である。
【発明を実施するための形態】
【0010】
以下では図面等を参照して本発明を実施するための最良の形態について説明する。
<マスクフィルターの構造>
図1は、本発明によるマスクフィルターの一実施形態を示す拡大図である。
【0011】
マスクフィルター10は、経糸11aと、緯糸11bと、で織られている。
【0012】
経糸11a及び緯糸11bは、数十本の樹脂繊維12の周りに銅線13が螺旋状に巻かれた糸である。経糸11a及び緯糸11bは、隣り合う糸との間隔が糸幅よりも広い。すなわち糸の面積よりも空間面積のほうが広いのである。
【0013】
樹脂繊維12は、たとえばポリエステル樹脂である。
【0014】
銅線13は、冷間線引き加工されるが冷間加工後に熱処理されない線材である。このような銅線の特性については後述する。
【0015】
マスクフィルター10は、このような経糸11a及び緯糸11bで織られた2枚のシートを重ねて二重織りしてある。上側のシートの織り目に、下側のシートの経糸11a及び緯糸11bが重なることが望ましい。
【0016】
<マスクフィルターの製造方法>
図2は、マスクフィルターの製造方法を説明する図である。
【0017】
(製糸工程#101;図2(A))
樹脂繊維12の周りに銅線13を螺旋状に巻いて糸11を形成する。
【0018】
(シート織り工程#102;図2(B))
糸11を経糸11a,緯糸11bとしてシート100を織る。
【0019】
(二重織り工程#103;図2(C))
2枚のシート100を重ねて二重織りする。このとき上側のシートの織り目に、下側のシートの経糸11a及び緯糸11bが重なることが望ましい。
【0020】
<マスクフィルターに使用する銅線の特性>
(第1試験)
上述のように、銅線13は、冷間線引き加工されるが冷間加工後に熱処理されない線材である。このような銅線は、殺菌効果が高い。これについて説明する。
【0021】
試料線材を黄色ブドウ球菌の試験菌液に浸漬したときの黄色ブドウ球菌の生菌数の時間変化を測定することで殺菌試験を行った。
【0022】
図3は、銅線の殺菌試験の結果を示す図である。
【0023】
試料線材30Nは、線径30μmの一般市販の電気用軟銅線(JIS C3102)である。以下ではこの線材を市販線材30Nと称する。
【0024】
試料線材30Aは、線径900μmの電気用軟銅線(JIS C3102)を線径30μmまで冷間線引き加工した後、窒素雰囲気中にて300℃で30分間熱処理し、その後室温まで自然冷却という通常通り冷間加工した線材である。以下ではこの線材を通常冷間加工線材30Aと称する。
【0025】
試料線材30Cは、線径900μmの電気用軟銅線(JIS C3102)を線径30μmまで冷間線引き加工されるが冷間加工後に熱処理されない線材である。以下ではこの線材を冷間後熱処理なし線材30Cと称する。
【0026】
市販線材30N、通常冷間加工線材30A及び冷間後熱処理なし線材30Cを、2gずつ黄色ブドウ球菌の試験菌液に浸漬したときの黄色ブドウ球菌の生菌数の時間変化を測定した。なお各線材のサンプルは2個である。また比較試料として、試験菌液に何も浸漬しない場合の生菌数の時間変化も測定した。
【0027】
すると図3に示すように、24時間後に、市販線材30Nでは、生菌数は1000分の1程度になった。また通常冷間加工線材30Aでは、生菌数は10000分の1程度になった。これに対して、冷間後熱処理なし線材30Cでは、生菌数はほぼゼロになった。このように、冷間後熱処理なし線材30Cは、他の線材と比較して殺菌効果が大きかった。
【0028】
図4は、試料線材における銅イオンの溶出量及び残留抵抗比の測定結果を示す図である。
【0029】
銅の殺菌効果は、銅イオンの溶出によると考えられる。また殺菌効果は、銅イオン溶出量(銅イオン濃度)によって殺菌効果が大小すると考えられる。そこで市販線材30N、通常冷間加工線材30A及び冷間後熱処理なし線材30Cを、15℃の超純水中に浸漬して24時間放置し、溶液10mLを採取する。そして15mol/L HNO30.1mLを加えることで、溶出した銅をCu2+として固定する。そして原子吸光法によって銅イオンの溶出量を測定すると図4(A)のようになった。殺菌効果の大きい冷間後熱処理なし線材30Cは、銅イオン溶出量が大きいことが判る。
【0030】
銅素材から銅イオンが水中へ溶出する速度は、銅表面及び表面直下近傍に存在する微細ステップ並びに金属結晶の格子欠陥量に影響されると考えられる。これらが存在するほど、銅原子の酸化還元電位差が大きくなり、銅素材から銅イオンが水中へ溶出しやすくなると考えられるからである。
【0031】
格子欠陥やステップの存在割合を直接測定することは困難であるが、電気抵抗から推定できる。すなわち一般に金属導電体の電気抵抗は、原子の熱振動、格子欠陥(転位)、不純物、の3要素に起因する。常温では電気抵抗は、ほとんど原子の熱振動に起因する。これに対して、絶対零度付近では原子の熱振動がゼロに近づくので、絶対零度付近での電気抵抗は格子欠陥及び不純物に起因すると考えられる。試料は不純物が非常に少ない純金属であるので、絶対零度付近での電気抵抗は格子欠陥によるものであると考えられる。したがって絶対零度付近で残留している電気抵抗に基づいて格子欠陥を推定できる。
【0032】
そこで次式(1)のように、常温(293K)での電気抵抗R293と絶対零度(0K)での残留電気抵抗R0との比である残留抵抗比RRR(Residual Resistivity Ratio)に基づいて、格子欠陥の多少を推定する。
【0033】
【数1】
【0034】
ただし絶対零度での残留電気抵抗R0を実測することは不可能である。そこで発熱の影響が小さくするために、冷凍機の能力(1.8W at 20K)よりも試料の発熱が十分小さい2×10-5W以下の微弱電流で徐冷する。そして室温(293K)から10Kまで除冷して直流4端子法にて測定し、25K以下のデータを次式(2)で近似してフィットし外挿値として残留電気抵抗R0を求めた。
【0035】
【数2】
【0036】
また電気抵抗R293は、273K以上のデータを次式(3)で近似してフィットし求めた。
【0037】
【数3】
【0038】
残留抵抗比RRRの測定結果を示すと図4(B)のようになった。市販線材30Nの残留抵抗比RRRは、80であった。通常冷間加工線材30Aの残留抵抗比RRRは、107であった。これらに対して冷間後熱処理なし線材30Cの残留抵抗比RRRは、29と小さかった。通常冷間加工線材30Aの電気抵抗比RRRの値が大きいのは、熱処理によって加工歪が解放されたためと推定される。殺菌効果の高い冷間後熱処理なし線材30Cは、残留抵抗比RRRが小さい、すなわち残留電気抵抗R0が大きいことが判る。この結果から冷間後熱処理なし線材30Cには、多くの格子欠陥が存在していると推定される。
【0039】
(第2試験)
次に加工率を変えたときの特性を測定する。
【0040】
一般市販の線径160μmの電気用軟銅線(JIS C3102)を、伸線機にて線径140,120,100,80,65μmに冷間線引き加工するが冷間加工後に熱処理しないで線材を形成した。160Nは、線径160μmの一般市販電気用軟銅線である。140C,120C,100C,80C,65Cは、それぞれ線径140,120,100,80,65μmの冷間後熱処理なし線材である。
【0041】
図5は、加工率を変えたときの銅イオンの溶出量の測定結果を示す図である。
【0042】
最初に、加工率を変えて15℃の超純水中に浸漬して24時間放置したときの銅イオン溶出量を測定した。各線材の表面積は、0.00284m2の一定で試験した。すると図5(A)のようになった。これを加工率ごとにプロットすると図5(B)のようになった。図5(A)及び図5(B)から、加工率が大きくなるほど、銅イオンの溶出量が大きいことが判る。特に、加工率6.1の冷間後熱処理なし線材65Cにおける銅イオンの溶出量は、線材160Nの約1.5倍となった。
【0043】
図6は、加工率を変えたときの残留抵抗比の測定結果を示す図である。
【0044】
次に加工率を変えたときの残留抵抗比RRRを測定した。すると図6(A)のようになった。これを加工率ごとにプロットすると図6(B)のようになった。図6(A)及び図6(B)から、加工率が大きくなるほど、残留抵抗比RRRは小さくなることが判る。このことから、加工率が大きいほど、より多くの格子欠陥が存在していると推定される。
【0045】
図7は、加工率を変えたときの殺菌試験の結果を示す図である。
【0046】
さらに加工率を変えて殺菌試験を行った。殺菌試験は、表面積が0.00284m2一定の試料線材を、黄色ブドウ球菌の試験菌液に浸漬し、24時間後の試験菌液単位体積当たりの黄色ブドウ球菌の生菌数を測定することで行った。なお、各線材でサンプルを2個使用し、図7(C)のグラフには2個の試験の平均値を示す。また試験開始時における試験菌液の生菌数は、3.0×105個/mLであった。
【0047】
冷間後熱処理なし線材については、加工率1.3/1.8/2.6/4.0/6.1で試験した。
【0048】
通常冷間加工線材については、加工率1.8/4.0/6.1で試験した。
【0049】
すると冷間後熱処理なし線材については、図7(A)のようになった。通常冷間加工線材については、図7(B)のようになった。これを加工率ごとにプロットすると図7(C)のようになった。これらから、冷間後熱処理なし線材のほうが、通常冷間加工線材よりも生菌数が減少することが判る。また加工率が大きくなるほど、生菌数が減少することが判る。
【0050】
以上から、冷間線引き加工されるが冷間加工後に熱処理されない銅線は、高い殺菌効果がある。これは銅イオンが溶出しやすいためである。銅イオンが溶出しやすいのは、残留抵抗比が大きく格子欠陥が多いためであると推定される。そして加工率が大きいほど残留抵抗比が大きくなり格子欠陥が多くなると推定され、銅イオンが溶出しやすくなり、より高い殺菌効果が得られるのである。
【0051】
<マスクフィルターの特性>
(第1試験)
図8は、マスクフィルターに対する抗菌布試験(JIS L 1902)の結果を示す図である。
【0052】
図8(A)は黄色ブドウ球菌を供試菌にした場合である。図8(A)に示すように、綿標準白布の試験菌液接種直後の生菌数は、2.3×104であった。18時間培養後の生菌数は、7.0×106であった。これに対してマスクフィルターの試験菌液接種直後の生菌数は、1.0×104であった。18時間培養後の生菌数は、20未満であった。これらから静菌活性値Sを求めると5.2より大であった。なお静菌活性値Sは次式(4)で求められる。
【0053】
【数4】
【0054】
また殺菌活性値Lを求めると3.1より大であった。なお殺菌活性値Lは次式(5)で求められる。
【0055】
【数5】
【0056】
図8(B)は肺炎桿菌を供試菌にした場合である。図8(B)に示すように、綿標準白布の試験菌液接種直後の生菌数は、2.5×104であった。18時間培養後の生菌数は、2.6×107であった。これに対してマスクフィルターの試験菌液接種直後の生菌数は、6.6×103であった。18時間培養後の生菌数は、20未満であった。これらから静菌活性値Sを求めると5.5より大であった。また殺菌活性値Lを求めると3.1より大であった。
【0057】
図8(C)はメチシリン耐性黄色ブドウ球菌(MRSA)を供試菌にした場合である。図8(C)に示すように、綿標準白布の試験菌液接種直後の生菌数は、2.1×104であった。18時間培養後の生菌数は、7.7×106であった。これに対してマスクフィルターの試験菌液接種直後の生菌数は、2.0×103であった。18時間培養後の生菌数は、20未満であった。これらから静菌活性値Sを求めると5.6より大であった。また殺菌活性値Lを求めると3.0より大であった。
【0058】
静菌活性値Sが基準値2.2以上であれば防臭効果が認められる。本実施形態によるマスクフィルターでは、いずれも基準値2.2以上であり高い防臭効果が得られることが判る。
【0059】
殺菌活性値Lが基準値ゼロよりも大きければ一般用途向けよりも高性能であって特定用途(たとえば医療機関における用途など)にも使用可能である。本実施形態によるマスクフィルターでは、いずれも基準値ゼロよりも大きく特定用途(たとえば医療機関における用途など)にも使用できることが判る。
【0060】
(第2試験)
次にマスクフィルターに対して摩擦帯電圧試験(JIS L 1094)を行った。この摩擦帯電圧試験は、温湿度条件20℃,40%RHの下で、試験片を摩擦布で摩擦し、摩擦開始から60秒経過後の帯電圧を測定するものである。絹などでは帯電圧が数千ボルトに達する。これに対して本実施形態によるマスクフィルターでは帯電圧が14〜20ボルトであった。すなわち帯電しにくく放電しやすいことが判る。たとえば冬季などは静電気が人体に溜まりやすいが、本実施形態によるマスクフィルターを装着すれば、マスクフィルターから静電気が放電されることが判る。この放電エネルギーによって、細菌やウィルスなどを滅菌することができ、高い殺菌効果が得られる。
【0061】
<マスクフィルター用ポケットの構造>
図9は、本発明によるマスクフィルター用ポケットの一実施形態を示す図である。
【0062】
マスクフィルター用ポケット20は、不織布シートが二つ折りされて形成される。図9では、下部21の上辺21aが、上部22の上辺22aから露出するように二つ折りされる。そして左辺及び右辺は溶着され、上方は開口する。下部21及び上部22の間が、マスクフィルター10を収納する部分(収納部)である。下部21が上部22から露出する部分であって開口の上方には、剥離紙が貼付された両面テープ23が貼り付けられる。
【0063】
<マスクフィルター用ポケットの使用方法>
まず使用者は、マスクフィルター用ポケット20の収納部にマスクフィルター10を収納する。
【0064】
次に使用者は、マスクフィルター用ポケット20から剥離紙を剥がして両面テープの接着面を露出する。
【0065】
続いて使用者は、マスクフィルター10が収納されたマスクフィルター用ポケット20をマスクの内側に貼付する。
【0066】
そして使用者は、マスクを装着する。
【0067】
本実施形態によれば、樹脂繊維の周りに銅線が螺旋状に巻いた糸を経糸緯糸として織られている。このように材料が銅であるので安価である。そしてこのように構成すると、静電気を帯電しにくくなり放電しやすくなる。したがって、マスクフィルターを装着すれば、人体に溜まった静電気がマスクフィルターから放電されやすくなる。この放電によって、細菌やウィルスなどを滅菌することができ、殺菌効果が高い。特に銅線が樹脂繊維の周りに螺旋状に巻かれているので、表面積(細菌やウィルスとの接触面積)が大きく、銅線の使用量が少なくても高い殺菌効果が得られる。
【0068】
また銅線として特に冷間線引き加工されるが冷間加工後に熱処理されない線材を使用すれば、多くの格子欠陥が形成され、表面積(細菌やウィルスとの接触面積)が大きく、銅線の使用量が少なくても殺菌効果が非常に高いのである。
【0069】
さらに経糸及び緯糸は、隣り合う糸との間隔が糸幅よりも広い。すなわち糸の面積よりも空間面積のほうが広いのである。したがって空気が流れやすく呼吸を息苦しくしない。そして隣り合う糸との間隔が糸幅よりも広い経糸及び緯糸で織ったシートを少なくとも2枚重ねているので、殺菌効果が高くなる。すなわち1枚のシートで経糸及び緯糸を密にすれば殺菌効果は高まるものの呼吸しにくくなる。しかしながら本実施形態では、隣り合う糸との間隔が糸幅よりも広い粗な経糸及び緯糸で織られたシートを使用しているので、空気の流れを妨げず呼吸を息苦しくしない。そしてこのようなシートで二重織りされているので、高い殺菌効果も得られるのである。特に上側のシートの織り目に、下側のシートの経糸及び緯糸を重ねれば、呼吸のしやすさと殺菌効果の両立をさらに高めることができるのである。
【0070】
またマスクフィルター用ポケットを使用すれば、従来マスクに容易に装着することができる。
【0071】
以上説明した実施形態に限定されることなく、その技術的思想の範囲内において種々の変形や変更が可能であり、それらも本発明の技術的範囲に含まれることが明白である。
【0072】
たとえば、上記説明においては、樹脂繊維の材料としてポリエステル樹脂を例示したが、それには限られない。ポリウレタン以外であればよい。ポリエステル、アクリル、ナイロン、ビニロンなどの合成繊維や、レーヨン、ポリノジックなどの再生繊維、アセテート、トリアセテート、プロミックスなどの半合成繊維などである。また無機繊維や炭素繊維であってもよい。
【0073】
また2枚のシートを重ねる二重織りの場合を例示して説明したが、さらにシートを重ねてもよい。
【0074】
さらにマスクフィルター用ポケットの材料として不織布シートを使用する場合を例示して説明したが、織布シートを使用してもよい。
【符号の説明】
【0075】
10 マスクフィルター
11a 経糸
11b 緯糸
12 樹脂繊維
13 銅線
20 マスクフィルター用ポケット
21 下部
21a 下部の上辺
22 上部
22a 上部の上辺
23 両面テープ
【特許請求の範囲】
【請求項1】
樹脂繊維と、
前記樹脂繊維の周りに螺旋状に巻かれた銅線と、
を有する糸を経糸及び緯糸として織られたシートを含むマスクフィルター。
【請求項2】
請求項1に記載のマスクフィルターにおいて、
前記銅線は、冷間線引き加工されるが冷間加工後に熱処理されない線材である、
ことを特徴とするマスクフィルター。
【請求項3】
請求項1又は請求項2に記載のマスクフィルターにおいて、
前記経糸及び緯糸は、隣り合う糸との間隔が糸幅よりも広い、
ことを特徴とするマスクフィルター。
【請求項4】
請求項1から請求項3までのいずれか1項に記載のマスクフィルターにおいて、
前記シートが複数枚重ねられた多重織りで形成される、
ことを特徴とするマスクフィルター。
【請求項5】
請求項4に記載のマスクフィルターにおいて、
上側のシートの織り目に、下側のシートの経糸及び緯糸が重ねられる、
ことを特徴とするマスクフィルター。
【請求項6】
請求項1から請求項5までのいずれか1項に記載のマスクフィルターを収納する収納部と、
マスクに接着する接着部と、
を備えることを特徴とするマスクフィルター用ポケット。
【請求項7】
請求項6に記載のマスクフィルター用ポケットにおいて、
前記収納部は、一枚のシートの一辺に沿った縁部が露出するように二つ折りされて両脇が接着されて形成され、
前記接着部は、前記露出した縁部に形成される、
ことを特徴とするマスクフィルター用ポケット。
【請求項8】
請求項1から請求項5までのいずれか1項に記載のマスクフィルターと、
請求項6又は請求項7に記載のマスクフィルター用ポケットと、
を備え、
前記マスクフィルターが前記マスクフィルター用ポケットに収納され、
前記マスクフィルター用ポケットが前記接着部で接着される、
ことを特徴とするマスク。
【請求項9】
樹脂繊維の周りに銅線を螺旋状に巻いて糸を形成する製糸工程と、
前記糸を経糸及び緯糸としてシートを織るシート織り工程と、
を含むマスクフィルター製造方法。
【請求項10】
請求項9に記載のマスクフィルター製造方法において、
冷間線引き加工するが冷間加工後に熱処理しないで前記銅線を製造する銅線製造工程を含む、
ことを特徴とするマスクフィルター製造方法。
【請求項11】
請求項9又は請求項10に記載のマスクフィルター製造方法において、
前記シート織り工程で織られたシートを複数枚重ねて多重織りする多重織り工程を含む、
ことを特徴とするマスクフィルター製造方法。
【請求項1】
樹脂繊維と、
前記樹脂繊維の周りに螺旋状に巻かれた銅線と、
を有する糸を経糸及び緯糸として織られたシートを含むマスクフィルター。
【請求項2】
請求項1に記載のマスクフィルターにおいて、
前記銅線は、冷間線引き加工されるが冷間加工後に熱処理されない線材である、
ことを特徴とするマスクフィルター。
【請求項3】
請求項1又は請求項2に記載のマスクフィルターにおいて、
前記経糸及び緯糸は、隣り合う糸との間隔が糸幅よりも広い、
ことを特徴とするマスクフィルター。
【請求項4】
請求項1から請求項3までのいずれか1項に記載のマスクフィルターにおいて、
前記シートが複数枚重ねられた多重織りで形成される、
ことを特徴とするマスクフィルター。
【請求項5】
請求項4に記載のマスクフィルターにおいて、
上側のシートの織り目に、下側のシートの経糸及び緯糸が重ねられる、
ことを特徴とするマスクフィルター。
【請求項6】
請求項1から請求項5までのいずれか1項に記載のマスクフィルターを収納する収納部と、
マスクに接着する接着部と、
を備えることを特徴とするマスクフィルター用ポケット。
【請求項7】
請求項6に記載のマスクフィルター用ポケットにおいて、
前記収納部は、一枚のシートの一辺に沿った縁部が露出するように二つ折りされて両脇が接着されて形成され、
前記接着部は、前記露出した縁部に形成される、
ことを特徴とするマスクフィルター用ポケット。
【請求項8】
請求項1から請求項5までのいずれか1項に記載のマスクフィルターと、
請求項6又は請求項7に記載のマスクフィルター用ポケットと、
を備え、
前記マスクフィルターが前記マスクフィルター用ポケットに収納され、
前記マスクフィルター用ポケットが前記接着部で接着される、
ことを特徴とするマスク。
【請求項9】
樹脂繊維の周りに銅線を螺旋状に巻いて糸を形成する製糸工程と、
前記糸を経糸及び緯糸としてシートを織るシート織り工程と、
を含むマスクフィルター製造方法。
【請求項10】
請求項9に記載のマスクフィルター製造方法において、
冷間線引き加工するが冷間加工後に熱処理しないで前記銅線を製造する銅線製造工程を含む、
ことを特徴とするマスクフィルター製造方法。
【請求項11】
請求項9又は請求項10に記載のマスクフィルター製造方法において、
前記シート織り工程で織られたシートを複数枚重ねて多重織りする多重織り工程を含む、
ことを特徴とするマスクフィルター製造方法。
【図1】

【図2】
【図3】

【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2011−83549(P2011−83549A)
【公開日】平成23年4月28日(2011.4.28)
【国際特許分類】
【出願番号】特願2009−240713(P2009−240713)
【出願日】平成21年10月19日(2009.10.19)
【特許番号】特許第4581027号(P4581027)
【特許公報発行日】平成22年11月17日(2010.11.17)
【出願人】(506283112)コデラカプロン株式会社 (2)
【Fターム(参考)】
【公開日】平成23年4月28日(2011.4.28)
【国際特許分類】
【出願日】平成21年10月19日(2009.10.19)
【特許番号】特許第4581027号(P4581027)
【特許公報発行日】平成22年11月17日(2010.11.17)
【出願人】(506283112)コデラカプロン株式会社 (2)
【Fターム(参考)】
[ Back to top ]