
マスク用フィルタおよびその製造方法、ならびに粒子捕集用マスク
【課題】同心円状プリーツを有する合成繊維からなる湿式不織布製フィルタを提供すること。
【解決手段】合成繊維からなる湿式不織布が同心円状プリーツ形状に折畳まれてなるマスク用フィルタ。前記合成繊維は、100〜1000nmの範囲の繊維径および0.1〜1mmの範囲の繊維長を有する短繊維Aを10〜50質量%含み、6〜15μmの範囲の繊維径および5〜10mmの範囲の繊維長を有するバインダ繊維Bと、上記短繊維Aより繊維径および繊維長が大きく、かつ上記バインダ繊維Bより繊維径および繊維長が小さな繊維Cとを更に含む。
【解決手段】合成繊維からなる湿式不織布が同心円状プリーツ形状に折畳まれてなるマスク用フィルタ。前記合成繊維は、100〜1000nmの範囲の繊維径および0.1〜1mmの範囲の繊維長を有する短繊維Aを10〜50質量%含み、6〜15μmの範囲の繊維径および5〜10mmの範囲の繊維長を有するバインダ繊維Bと、上記短繊維Aより繊維径および繊維長が大きく、かつ上記バインダ繊維Bより繊維径および繊維長が小さな繊維Cとを更に含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、マスク用フィルタおよびその製造方法に関するものであり、詳しくは、優れた粒子捕集効率と低圧力損失を両立し得るマスク用フィルタおよび上記フィルタの湿式による製造方法に関するものである。
更に本発明は、上記フィルタを備えてなる粒子捕集用マスクに関する。
【背景技術】
【0002】
防じんマスク等の粒子捕集用マスクに使用されるフィルタとしては、平板状のフィルタのほかに、波状や同心円状のプリーツを有するものが知られている。中でも、同心円状のプリーツを有するフィルタは、粒子捕集効率が高い、圧力損失が低い、といった、粒子捕集用マスクの濾過材として望ましい特性を有するものである。
【0003】
従来、上記の同心円状プリーツを有するフィルタは、製造適性の観点から、特許文献1に記載されているようにガラス繊維から製造されていた。しかしガラス繊維は、繊維径、繊維長とも多分散かつ不均一であるため、ガラス繊維から一定の粒子捕集効率と通気抵抗を備えたフィルタを得るためには、煩雑な性能調整工程を要する。
【0004】
これに対し近年、マスク用フィルタ材料に使用可能な合成繊維製湿式不織布が提案されている(例えば特許文献2参照)。合成繊維であれば、繊維径、繊維長とも均一なものを容易に得ることができるため、これを使用することにより高品質なフィルタを安定供給することが可能となる。合成繊維の中でも、特許文献2に記載されているような短繊維(いわゆるナノファイバー)は優れた抄紙性を有するため、湿式法によりフィルタを得るための材料として好適である。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特公昭55−47929号公報
【特許文献2】WO2008/130019A1
【発明の概要】
【発明が解決しようとする課題】
【0006】
そこで本発明者らが、同心円状プリーツを有するフィルタをナノファイバーを含む合成繊維からなる湿式不織布を折畳むことにより製造しようとしたところ、所望形状のプリーツを有するフィルタを得ることが困難であり、場合によってはフィルタを製造できないことが判明した。
【0007】
かかる状況下、本発明は、同心円状プリーツを有する合成繊維からなる湿式不織布製フィルタを提供することを目的としてなされたものである。
【課題を解決するための手段】
【0008】
本発明者らは、上記目的を達成するために鋭意検討を重ねた結果、所定の合成繊維を組み合わせることにより、同心円状プリーツ形状に折畳まれた合成繊維からなる湿式不織布製のフィルタが得られることを見出し、本発明を完成するに至った。
【0009】
即ち、本発明の目的は、下記手段によって達成された。
[1]合成繊維からなる湿式不織布が同心円状プリーツ形状に折畳まれてなるマスク用フィルタであって、
前記合成繊維は、100〜1000nmの範囲の繊維径および0.1〜1mmの範囲の繊維長を有する短繊維Aを10〜50質量%含み、6〜15μmの範囲の繊維径および5〜10mmの範囲の繊維長を有するバインダ繊維Bと、上記短繊維Aより繊維径および繊維長が大きく、かつ上記バインダ繊維Bより繊維径および繊維長が小さな繊維Cとを更に含む、前記マスク用フィルタ。
[2]前記合成繊維は、バインダ繊維Bと繊維Cとを合計量で50〜90質量%含む、[1]に記載のマスク用フィルタ。
[3]DOP粒子捕集効率が80%以上、かつ圧力損失が300Pa以下である、[1]または[2]に記載のマスク用フィルタ。
[4]目付が80〜180g/m2の範囲である、[1]〜[3]のいずれかに記載のマスク用フィルタ。
[5]フィルタ厚が0.4〜1.5mmの範囲であり、プリーツ高さが5〜30mmの範囲であり、最外周に位置するプリーツの外径が50〜120mmの範囲であり、かつ総プリーツ数が6〜15の範囲である、[1]〜[4]のいずれかに記載のマスク用フィルタ。
[6]総質量が2〜12gの範囲である、[1]〜[5]のいずれかに記載のマスク用フィルタ。
[7]前記短繊維Aは、ポリエステル繊維である、[1]〜[6]のいずれかに記載のマスク用フィルタ。
[8]前記バインダ繊維Bは、芯部がポリエチレンテレフタレートであり、かつ鞘部が共重合ポリエステルである芯鞘型複合繊維である、[1]〜[7]のいずれかに記載のマスク用フィルタ。
[9]前記繊維Cは、ポリエステル繊維である、[1]〜[8]のいずれかに記載のマスク用フィルタ。
[10][1]〜[9]のいずれかに記載のマスク用フィルタの製造方法であって、
前記不織布が湿潤状態にあるうちに同心円状プリーツ形状に折畳むことを特徴とする、前記製造方法。
[11][1]〜[9]のいずれかに記載のフィルタを備えてなる粒子捕集用マスク。
【発明の効果】
【0010】
本発明によれば、優れた粒子捕集効率を有し圧力損失の低い同心円プリーツ状のマスク用フィルタを、湿式法によって製造することができる。
【図面の簡単な説明】
【0011】
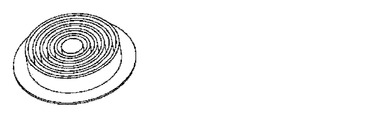
【図1】本発明のマスク用フィルタの一例を示す斜視図である。
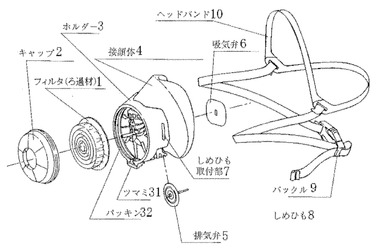
【図2】本発明のマスクの一例を示す。
【発明を実施するための形態】
【0012】
本発明は、合成繊維からなる湿式不織布が同心円状プリーツ形状に折畳まれてなるマスク用フィルタ(以下、「マスク用フィルタ」または「フィルタ」ともいう)に関する。本発明のマスク用フィルタにおいて、前記合成繊維は、100〜1000nmの範囲の繊維径および0.1〜1mmの範囲の繊維長を有する短繊維Aを10〜50質量%含み、6〜15μmの範囲の繊維径および5〜10mmの範囲の繊維長を有するバインダ繊維Bと、上記短繊維Aより繊維径および繊維長が大きく、かつ上記バインダ繊維Bより繊維径および繊維長が小さな繊維Cとを更に含むものである。
前述のように、本発明者らが同心円状プリーツを有するフィルタをナノファイバーを含む合成繊維製の湿式不織布を折畳むことにより製造しようとしたところ、所望形状のプリーツを有するフィルタを得ることが困難であり、フィルタを製造できない場合もあることが判明した。この点について更に説明すると、同心円状プリーツを有するフィルタを湿式で製造する際には、抄紙した合成繊維(不織布)を湿潤状態で折畳機によって同心円状プリーツに折畳み、乾燥させた後、折畳機から取り外すことによりフィルタを得るが、ナノファイバーを含む合成繊維は抄紙機から剥がれにくい、乾燥後に折畳機からフィルタを取り外そうとすると材料の一部が折畳機に貼り付き剥がれる、といった現象が発生するため、所望の形状のフィルタを得ることが困難であった。
本発明者らは上記現象が発生する原因について検討を重ねた結果、微細なナノファイバーでは所定の厚さや強度を確保することが困難であることが、上記現象が発生する原因であると考えるに至った。そこで本発明者らは上記知見に基づき更に検討を重ねた結果、ナノファイバーとともに所定の合成繊維を組み合わせることにより、湿式法によって所望形状の同心円状プリーツを有するフィルタが得られることを見出し、本発明を完成するに至ったものである。
以下、本発明のマスク用フィルタについて、更に詳細に説明する。
【0013】
短繊維A
本発明のフィルタを構成する合成繊維中、10〜50質量%を占める繊維は、100〜1000nmの範囲の繊維径および0.1〜1mmの範囲の繊維長を有する短繊維Aである。短繊維Aの繊維径が1000nmよりも大きいと、表面に現れる孔の孔径が不均一(即ち、平均孔径と最大孔径との比が大きい)となりフィルタ性能低下の原因となり、100nm未満では抄紙の際に抄紙機から脱落しやすく均一な厚さを有するフィルタを得ることが困難となる。また、短繊維Aの繊維長が1mmを超えると抄紙の際に繊維同士が絡みやすく分散不良となるため均一な厚さを有するフィルタを得ることが困難となり、0.1mmよりも小さいと繊維と繊維とのつながりがきわめて弱く、不織布を抄紙機から折畳機へ移行することが困難となる。また、フィルタ成形性の点からは、繊維径Dに対する繊維長Lの比(L/D)は、100〜2500の範囲であることが好ましく、500〜2000の範囲であることが更に好ましい。
【0014】
ここで、本発明において繊維径とは、透過型電子顕微鏡(TEM)により倍率30000倍で繊維断面写真を撮影し測定することができ、繊維長とは、走査型電子顕微鏡(SEM)により、基盤上に寝かせた繊維を倍率20〜500倍で観察することにより測定することができる。その際、測長機能を有するTEM、SEMでは、測長機能を活用して繊維径および繊維長を測定することができる。また、測長機能を持たないTEM、SEMの場合は、撮影した写真を拡大コピーして、縮尺を考慮したうえで定規にて繊維径および繊維長を測定すればよい。
この際、単繊維の横断面形状が丸断面以外の異型断面である場合には、繊維径は、単繊維の横断面の外接円の直径を用いるものとする。また、本発明において「繊維径」、「繊維長」は、5本の繊維について測定した値の平均値をいうものとする。
【0015】
本発明のフィルタは合成繊維製であるため、短繊維Aは合成繊維から選択される。短繊維Aを構成する合成繊維としては、ポリアミド繊維、ポリエステル繊維、ポリオレフィン繊維等を挙げることができる。ポリエステル繊維としては、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、これらを主たる繰り返し単位とする、イソフタル酸や5−スルホイソフタル酸金属塩等の芳香族ジカルボン酸やアジピン酸、セバシン酸等の脂肪族ジカルボン酸やε−カプロラクトン等のヒドロキシカルボン酸縮合物、ジエチレングリコールやトリメチレングリコール、テトラメチレングリコール、ヘキサメチレングリコール等のグリコール成分等との共重合体が好ましい。また、ポリアミド繊維としては、ナイロン6、ナイロン66等の脂肪族ポリアミドが好ましい。一方、ポリオレフィン繊維としては、高密度ポリエチレン、中密度ポリエチレン、高圧法低密度ポリエチレン、直鎖状低密度ポリエチレン、アイソタクチックポリプロピレン、エチレンプロピレン共重合体、無水マレイン酸などのビニルモノマーのエチレン共重合体等を挙げることができる。中でも、フィルタ成形性の点からは、ポリエステル繊維が好ましく、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、イソフタル酸共重合率が20モル%以上のポリエチレンテレフタレートイソフタレート、ポリエチレンナフタレートから選ばれるポリエステル繊維が好ましい。また、短繊維Aとしては、上記サイズを満たす限り、一種類の合成繊維を用いてもよく、異なる種類の合成繊維を2種以上組み合わせてもよい。また、短繊維Aとしては市販品を使用することも可能である。例えば帝人ファイバー製ナノフロント(登録商標)は、本発明において短繊維Aとして好適に使用されるポリエステル繊維である。
【0016】
前記短繊維Aとしては、繊維径およびその均一性の点から、島径100〜1000nmである繊維形成性熱可塑性ポリマーからなる島成分と該島成分を取り囲む海成分とからなる海島構造を有する複合繊維をカットした後に、海成分を溶解除去したものを用いることが好ましい。上記島径とは、透過型電子顕微鏡により複合繊維の単繊維横断面を撮影することにより測定することができる。ここで、島の形状が円断面以外の異型断面である場合には、前記島径は、その外接円の直径を指すものとする。
【0017】
上記海成分としては、島成分を構成する繊維形成性熱可塑性ポリマーよりもアルカリ溶液に対して溶解し易いポリマー(以下、「アルカリ溶液易溶解性ポリマー」という)からなるものが好ましい。これによりアルカリ処理によって海成分を除去することが可能となる。島分離性の点からは、アルカリ溶液易溶解性ポリマーとしては、島成分を形成する繊維形成性熱可塑性ポリマーに対する溶解速度比(海成分除去に使用するアルカリ溶液に対する溶解速度比)が、200以上のものが好ましく、300〜3000の範囲のものがより好ましい。前記海成分、島成分、複合繊維およびその製造方法の詳細については、WO2008/130019A1 4頁21行目〜8頁24行目を参照できる。
【0018】
本発明のフィルタにおいて、合成繊維合計量に対する短繊維Aの割合が10質量%未満では、得られるフィルタが性能に劣るものとなり、50質量%を超えるとフィルタ中で短繊維Aの占める割合が多くなりすぎるため、バインダ繊維Bと繊維Cとを併用する効果を得ることが困難になるとともに通気抵抗の上昇をもたらすこととなりマスク用フィルタとして不適となる。良好なフィルタ性能を有するフィルタを安定生産するためには、前記割合は20〜45質量%とすることが好ましい。
【0019】
バインダ繊維B
上記短繊維Aは、主にフィルタ性能を発現するために使用されるものであるが、これ単独では微細であるが故、抄紙性に劣るものである。そこで本発明では、主に良好な抄紙性を得るために、フィルタにバインダ繊維Bを混合する。バインダ繊維Bは、6〜15μmの範囲の繊維径および5〜10mmの範囲の繊維長を有する合成繊維である。繊維径が6μm未満、繊維長が5mm未満のいずれの場合も、抄紙工程における繊維成分の脱落が多く十分な強度を有するフィルタを作製することができず、繊維径15μm超、繊維長10mm超のいずれの場合も良好な性能を有するフィルタを得ることが困難となる。フィルタ性能の点からは、前記繊維径は6〜13μmの範囲であることが好ましく、前記繊維長は5〜7mmの範囲であることが好ましい。バインダ繊維Bとしては、上記サイズを満たす限り、一種類の合成繊維を用いてもよく、異なる種類の合成繊維を2種以上組み合わせてもよい。
【0020】
バインダ繊維Bを構成する合成繊維としては、未延伸繊維、複合繊維のいずれかを用いることが好ましい。未延伸繊維からなるバインダ繊維Bを用いる場合、抄紙後の乾燥の後、熱圧着工程が必要であるため、抄紙後、カレンダーまたはエンボス処理の少なくとも一方を施すことが好ましい。バインダ繊維Bを構成し得る未延伸繊維の詳細については、WO2008/130019A1 9頁6〜12行目を参照できる。
【0021】
一方、バインダ繊維Bが複合繊維である場合、該複合繊維としては、芯部と鞘部からなる芯鞘型複合繊維が、適度な強度と柔軟性を有するため好ましい。前記芯鞘型複合繊維としては、抄紙後に施す熱処理によって融着し接着効果を発現するポリマー成分が鞘部に配され、これらのポリマーより融点が20℃以上高い他のポリマーが芯部に配された芯鞘型複合繊維が、得られるフィルタの強度の点から好ましい。なお、バインダ繊維Bは、バインダ成分(低融点成分)が単繊維の表面の全部または一部を形成している、芯鞘型複合繊維、偏心芯鞘型複合繊維、サイドバイサイド型複合繊維などであってもよい。
【0022】
上記鞘部を構成するポリマー成分としては、共重合ポリエステルが好ましく、非晶質性共重合ポリエステルがより好ましい。その具体例としては、テレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸、5−ナトリウムスルホイソフタル酸、アジピン酸、セバシン酸、アゼライン酸、ドデカン酸、1,4−シクロヘキサンジカルボン酸などの酸成分と、エチレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、ジエチレングリコール、1,4−シクロヘキサンジオール、1,4−シクロヘキサンジメタノール等のジオール成分とのランダムまたはブロック共重合体を挙げることができる。中でも、コスト面からは、従来から広く用いられているテレフタル酸、イソフタル酸、エチレングリコールおよびジエチレングリコールを主成分として得られた共重合ポリエステルが好ましい。上記共重合ポリエステルとしては、ガラス転移点が50〜100℃の範囲であり、明確な結晶融点を示さないものが好ましい。一方、前記芯部を構成するポリマーとしては、例えば、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレートをはじめとする各種ポリエステルを挙げることができる。中でも、得られるフィルタの性能の点から特に好ましいバインダ繊維Bとしては、芯部がポリエチレンテレフタレートであり、かつ鞘部が共重合ポリエステルである芯鞘型複合繊維を挙げることができる。
【0023】
繊維C
前述の短繊維Aは主にフィルタ性能を発現するために使用され、バインダ繊維Bは主に良好な抄紙性を得るために使用されるものである。これら繊維に、短繊維Aより繊維径および繊維長が大きく、かつ上記バインダ繊維Bより繊維径および繊維長が小さな繊維Cを混合することにより、短繊維を含む合成繊維を同心円状プリーツ形状に折畳むことにより、優れた粒子捕集効率と低圧力損失を両立したマスク用フィルタを得ることが可能となる。これに対し、繊維A単独、または繊維Aと繊維Bとの混合物を抄紙し同心円状プリーツ形状に折畳むことによりマスク用フィルタを作製しようとすると、抄紙機や折畳機から取り外す際に剥がれや貼り付きが生じるため、所望形状のフィルタを得ることが困難となる。前記繊維Cとしては、所望形状のフィルタを得るためには、繊維径が1μm以上7μm未満であり、繊維長が2mm以上5mm未満であるものを用いることが好ましく、繊維径が2μm以上5.5μm以下であり、繊維長が2mm以上4mm以下であるものを用いることがより好ましい。
【0024】
前記繊維Cとしては、前記サイズを有する合成繊維である限り特に制限されるものではないが、フィルタ成形性等の観点から、ポリアミド繊維、ポリエステル繊維、ポリオレフィン繊維等を挙げることが好ましく、中でもポリエステル繊維が好ましい。ポリエステル繊維としては、先に短繊維Aについて例示したものを挙げることができる。特に、短繊維Aがポリエステル繊維である場合、ポリエステル繊維である繊維Cを使用することが、フィルタ性能の点から好ましい。なお、繊維Cとしては、一種類の合成繊維を用いてもよく、異なる種類の合成繊維を2種以上組み合わせてもよい。
【0025】
本発明のフィルタを構成する合成繊維中、短繊維A以外の繊維、即ちバインダ繊維Bと繊維Cとの占める割合は、繊維Bと繊維Cの合計量として、50〜90質量%であることが好ましく、55〜80質量%であることがより好ましい。上記範囲内で繊維Bと繊維Cを使用することにより、短繊維Aとともに両繊維を併用する効果を良好に得ることができる。また、バインダ繊維B、繊維Cを併用する効果をより良好に得る観点からは、合成繊維に占めるバインダ繊維Bの割合は30〜60質量%、繊維Cの割合は15〜45質量%とすることが、それぞれ好ましい。
【0026】
次に、本発明のマスク用フィルタを製造する方法について説明する。
【0027】
本発明のマスク用フィルタは、前記短繊維A、バインダ繊維Bおよび繊維Cの混合物である合成繊維を抄紙した後に、同心円状プリーツ形状に折畳むことにより製造することができる。具体的には、前記合成繊維を溶媒(通常、水)に分散させてスラリーを調製し、調製したスラリーを抄紙機で抄紙した後に湿潤状態の不織布を折畳機に移して折畳み、その後、折畳機から折畳まれたフィルタを受缶で受け取る。乾燥機内に受缶からフィルタを吐き出し乾燥させることにより、同心円状プリーツに折畳まれたマスク用フィルタを得ることができる。
【0028】
スラリーの調製は、前記合成繊維を使用して公知の方法で行うことができる。溶媒としては、通常、水が使用される。また、必要に応じて分散剤、消泡剤等の添加剤を使用することもできる。
【0029】
抄紙機としては、通常の湿式不織布製造に使用されるものを何ら制限なく使用することができる。抄紙機から移された不織布を折畳む折畳機の形状およびサイズは、所望のマスク形状およびサイズに基づき決定すればよい。抄紙後に抄紙機を折畳機上に配置すると、抄紙機内壁を被覆していた湿潤状態の不織布が、折畳機上に付着することによって、折畳機表面が不織布で覆われることとなる。ここで不織布は湿潤状態であり流動性を有するため、折畳機の表面形状に沿って折畳機表面に付着する。
【0030】
その後、表面が湿潤状態の不織布で覆われた折畳機を折畳む。例えば入り子状に折畳可能な円筒状の折畳機を用いることにより、湿潤状態の不織布を蛇腹状に折畳ことができる。その後、受缶により折畳機から湿潤状態のマスク用フィルタを受け取り乾燥機に移動する。好ましくは、受缶から湿潤状態のマスク用フィルタを乾燥機内に吐き出し乾燥することにより、所望形状のマスク用フィルタを得ることができる。こうして形成されたマスク用フィルタの一例(斜視図)を、図1に示す。
【0031】
以上の工程によって得られるマスク用フィルタは、同心円状プリーツ形状に折畳まれているため、高い粒子捕集効率と低圧力損失を両立することができる。具体的には、本発明によれば、DOP(フタル酸ジオクチル)粒子捕集効率が80%以上(更に90%以上、好ましくは95%〜100%)、圧力損失が300Pa以下(更に250Pa以下、好ましくは50〜220Pa)のフィルタ性能を実現することができる。ここで、本発明において、「DOP粒子捕集効率」、「圧力損失」とは、それぞれ後述の実施例に記載の方法により測定される値をいうものとする。
【0032】
また、上記フィルタ性能を実現する上で好ましいフィルタ形状としては、フィルタ厚が0.4〜1.5mmの範囲であり、プリーツ高さが5〜30mmの範囲であり、最外周に位置するプリーツの外径が50〜120mmの範囲であり、総プリーツ数が6〜15の範囲である形状を挙げることができる。これらの形状は、スラリー濃度、折畳機の形状、製造条件によって調整することができるが、先に説明した通り、繊維A〜Cを組み合わせなければ所望形状のフィルタを得ることは困難である。これに対し本発明によれば、前記複数の繊維を組み合わせた合成繊維を使用することにより、上記好ましい形状を有するフィルタを得ることができる。また、前記フィルタの総質量が2〜12gの範囲であり、目付が80〜180g/m2の範囲であることが、マスクに適用する際に好ましい。なお、本発明において「目付」とは、JIS P8124(紙のメートル秤量測定方法)により測定される値とし、フィルタ厚は、JIS P8118(紙および板紙の厚さと密度の試験法)により測定される値とする。
【0033】
以上説明した本発明のマスク用フィルタは、防じんマスク等の粒子捕集用途に使用される各種マスク用フィルタとして好適である。即ち、本発明は、本発明のマスク用フィルタを備えてなる粒子捕集用マスクにも関する。本発明のマスクは、取替え式防じんマスクとしてとして好適であり、取替え可能なフィルタとして、本発明のフィルタを有することができる。
【0034】
本発明のマスクの一例を、図2に示す。図2に示す防じんマスクでは、本発明のフィルタであるろ過材1を中心とし、その外側にキャップ2を、内側にホルダー3をそれぞれ配置し、これらを一体としてフィルタ部が構成されている。このフィルタ部に、接顔体4、排気弁5および吸気弁6を取り付けることにより、マスク本体が構成される。ホルダー3のパッキン32は密閉性を高める役割を果たしている。そして、ホルダー3のしめひも取付部7にしめひも8を取り付けることにより、防じんマスクを構成することができる。防じんマスク装着時には、しめひも8のヘッドバンド10を頭に取付けバックル9でしめひもの長さを調整すればよい。図2に示す防じんマスクは、ホルダー3のツマミ31を押してキャップ2を外すことで、ろ過材1を交換できる取替え式防じんマスクである。
【0035】
更に本発明は、本発明のマスク用フィルタの製造方法に関する。本発明の製造方法は、前記不織布が湿潤状態にあるうちに同心円状プリーツ形状に折畳むことを特徴とするものである。本発明の製造方法の詳細については、先に説明した通りであり、本発明によれば、前記組み合わせの合成繊維を使用することにより、短繊維を含む湿式不織布が同心円状プリーツ形状に折畳まれてなるマスク用フィルタを得ることができる。
【実施例】
【0036】
以下、本発明を実施例により更に説明する。ただし本発明は、実施例に示す態様に限定されるものではない。
【0037】
実施例および比較例で使用した合成繊維は、以下の通りである。以下に示す繊維径は、透過型電子顕微鏡(TEM、側長機能付)により倍率30000倍で繊維断面写真を撮影し測定した値(n数5の平均値)である。ここで繊維径は単繊維横断面における、その外接円の直径とした。繊維長は、走査型電子顕微鏡(SEM、側長機能付)により、測定対象繊維を基盤上に寝かせた状態で倍率20〜500倍で測定した値(n数5の平均値)である。
【0038】
短繊維A−1:繊維径703nm、繊維長0.8mmのポリエチレンテレフタレート繊維(帝人ファイバー製ナノフロント(登録商標))
繊維B−1:繊維径6.8μm、繊維長5mmの芯鞘型複合繊維(芯部:ポリエチレンテレフタレート、鞘部:共重合ポリエステル)
繊維B−2:繊維径10.1μm、繊維長5mmの芯鞘型複合繊維(芯部:ポリエチレンテレフタレート、鞘部:共重合ポリエステル)
繊維B−3:繊維径12.5μm、繊維長5mmの芯鞘型複合繊維(芯部:ポリエチレンテレフタレート、鞘部:共重合ポリエステル)
繊維C−1:繊維径2.4μm、繊維長3mmのポリエチレンテレフタレート繊維
繊維C−2:繊維径5.2μm、繊維長3mmのポリエチレンテレフタレート繊維
ガラス繊維:繊維径0.5〜1.80μmのガラス繊維
【0039】
[実施例1〜9]
以下の方法で、30個のフィルタを作製した。
短繊維A−1をフィルタ30個分秤り取り容器に入れた。分散剤(モメンティブ・パフォーマンス・マテリアル・ジャパン合同会社製DT−100)を加えたあと水を徐々に加え、消泡剤(GE東芝シリコーン製TSA−730)をさらに加え、スラリー1を調製した。スラリー1中の分散剤の濃度は約1.4質量%、消泡剤の濃度は約0.7質量%であり、スラリー1の固形分濃度は約6.4質量%であった。これとは別に、表1に示す繊維B相当の繊維および繊維C相当の繊維をフィルタ30個分秤量し容器に入れかき混ぜ、30等分しそれぞれ容器に入れた。スラリー1を30等分し、それぞれ上記容器に入れて適量の水を加えた後ミキサーで攪拌することでスラリー2を調製した。得られたスラリー2の固形分濃度は、約0.3〜0.6質量%であった。
調製したスラリー2を抄紙機で抄紙し、抄紙後に湿潤状態の不織布を抄紙機から入り子状に折畳み可能な円筒状の折畳み機上に移して同心円プリーツ形状に折畳み、90〜160℃で乾燥させフィルタを製作した。
プリーツ数、プリーツ高さ、最外周に位置するプリーツの外径は、使用する折畳機を変えることにより変更した。フィルタ厚さは、スラリー濃度によって調整した。
【0040】
[比較例1]
短繊維A−1および繊維B−2を使用し、繊維C相当の繊維を使用しなかった点を除き、上記実施例と同様の方法でスラリー3を調製した。調製したスラリー3の固形分濃度は、約0.3質量%であった。
調製したスラリー3を用いて、上記実施例と同様の方法で同心円プリーツ形状に折畳まれたフィルタの作製を試みた。しかし、乾燥後のフィルタを折畳機から取り外そうと試みたが、折畳機に強く付着していたため剥がれてしまいフィルタを得ることができなかった。
【0041】
[比較例2〜4]
ガラス繊維および繊維B−3をフィルタ1個分秤量し適量の水とともにミキサーにいれ攪拌することでスラリー4を調製した。得られたスラリー4の固形分濃度は、
約0.1〜0.5質量%であった。
調製したスラリー4を用いて上記実施例と同様の方法でフィルタを作製した。
【0042】
[比較例5〜9]
実施例1〜9と同様の方法で表2に示す組み合わせの繊維を用いてスラリー5を調製した。得られたスラリー5の固形分濃度は、約0.5〜0.7質量%であった。
調製したスラリー5を円状の網で抄紙した後網からはがし、90〜160℃で乾燥させることで平板状のフィルタを製作した。フィルタ厚さは、スラリー濃度によって調整した。
【0043】
評価方法
(1)DOP粒子捕集効率
実施例、比較例で作製したフィルタのDOP粒子捕集効率を、TSI製Automated Filter Tester Model 8130を用いて以下の方法により測定した。
粒子分布の中央径0.15〜0.25μm(幾何標準偏差≦1.6μm)、濃度100mg/m3のフタル酸ジオクチル(DOP)の粒子を含む空気をフィルタに通気流量85L/minで通気した時の試料通気前と通気後のフタル酸ジオクチル濃度を測定し、次式でDOP捕集効率を算出した。
(試料通気後のDOP濃度)/(試料通気前のDOP濃度)×100%
(2)圧力損失
実施例、比較例で作製したフィルタに空気を30L/minで通気し試料通気前後の圧力差を測定し、圧力損失とした。
【0044】
【表1】

【0045】
【表2】
【0046】
【表3】
【0047】
評価結果
前述のように、繊維C相当の繊維を使用せず同心円状プリーツ形状に折畳まれたフィルタの作製を試みた比較例1ではフィルタを得ることができなかった。
これに対し、実施例1〜9では同心円状プリーツを有する所望形状のフィルタを作製することができた。表3に示すように、実施例のフィルタは、いずれもDOP粒子捕集効率が99%超であり、きわめて優れた粒子捕集能を示した。また、比較例5〜9の単板状フィルタとの対比から、同心円状プリーツ形状とすることにより、高い粒子捕集効率と低圧力損失を両立できることが確認できる。更に、比較例2〜4との対比から、実施例1〜9では、ガラス繊維を使用したフィルタと同等以上のフィルタ性能(粒子捕集効率および圧力損失)を有する合成繊維製のフィルタが得られたことが確認できる。ガラス繊維を使用したフィルタは、焼却処分した場合、ガラスが残渣として残り廃棄物が発生するのに対し、合成繊維製フィルタは完全燃焼可能であるため環境配慮の点からも望ましい。また、ガラス繊維はもろく繊維径が一定でないため一定品質のフィルタを安定的に提供することが難しいが、合成繊維は繊維径、繊維長とも均一なものを容易に得ることができるため、かかる合成繊維を使用することにより所望性能を有するフィルタを安定的に提供することが可能となる。
【産業上の利用可能性】
【0048】
本発明は、取り替え式防じんマスク用フィルタ製造分野等において有用である。
【技術分野】
【0001】
本発明は、マスク用フィルタおよびその製造方法に関するものであり、詳しくは、優れた粒子捕集効率と低圧力損失を両立し得るマスク用フィルタおよび上記フィルタの湿式による製造方法に関するものである。
更に本発明は、上記フィルタを備えてなる粒子捕集用マスクに関する。
【背景技術】
【0002】
防じんマスク等の粒子捕集用マスクに使用されるフィルタとしては、平板状のフィルタのほかに、波状や同心円状のプリーツを有するものが知られている。中でも、同心円状のプリーツを有するフィルタは、粒子捕集効率が高い、圧力損失が低い、といった、粒子捕集用マスクの濾過材として望ましい特性を有するものである。
【0003】
従来、上記の同心円状プリーツを有するフィルタは、製造適性の観点から、特許文献1に記載されているようにガラス繊維から製造されていた。しかしガラス繊維は、繊維径、繊維長とも多分散かつ不均一であるため、ガラス繊維から一定の粒子捕集効率と通気抵抗を備えたフィルタを得るためには、煩雑な性能調整工程を要する。
【0004】
これに対し近年、マスク用フィルタ材料に使用可能な合成繊維製湿式不織布が提案されている(例えば特許文献2参照)。合成繊維であれば、繊維径、繊維長とも均一なものを容易に得ることができるため、これを使用することにより高品質なフィルタを安定供給することが可能となる。合成繊維の中でも、特許文献2に記載されているような短繊維(いわゆるナノファイバー)は優れた抄紙性を有するため、湿式法によりフィルタを得るための材料として好適である。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特公昭55−47929号公報
【特許文献2】WO2008/130019A1
【発明の概要】
【発明が解決しようとする課題】
【0006】
そこで本発明者らが、同心円状プリーツを有するフィルタをナノファイバーを含む合成繊維からなる湿式不織布を折畳むことにより製造しようとしたところ、所望形状のプリーツを有するフィルタを得ることが困難であり、場合によってはフィルタを製造できないことが判明した。
【0007】
かかる状況下、本発明は、同心円状プリーツを有する合成繊維からなる湿式不織布製フィルタを提供することを目的としてなされたものである。
【課題を解決するための手段】
【0008】
本発明者らは、上記目的を達成するために鋭意検討を重ねた結果、所定の合成繊維を組み合わせることにより、同心円状プリーツ形状に折畳まれた合成繊維からなる湿式不織布製のフィルタが得られることを見出し、本発明を完成するに至った。
【0009】
即ち、本発明の目的は、下記手段によって達成された。
[1]合成繊維からなる湿式不織布が同心円状プリーツ形状に折畳まれてなるマスク用フィルタであって、
前記合成繊維は、100〜1000nmの範囲の繊維径および0.1〜1mmの範囲の繊維長を有する短繊維Aを10〜50質量%含み、6〜15μmの範囲の繊維径および5〜10mmの範囲の繊維長を有するバインダ繊維Bと、上記短繊維Aより繊維径および繊維長が大きく、かつ上記バインダ繊維Bより繊維径および繊維長が小さな繊維Cとを更に含む、前記マスク用フィルタ。
[2]前記合成繊維は、バインダ繊維Bと繊維Cとを合計量で50〜90質量%含む、[1]に記載のマスク用フィルタ。
[3]DOP粒子捕集効率が80%以上、かつ圧力損失が300Pa以下である、[1]または[2]に記載のマスク用フィルタ。
[4]目付が80〜180g/m2の範囲である、[1]〜[3]のいずれかに記載のマスク用フィルタ。
[5]フィルタ厚が0.4〜1.5mmの範囲であり、プリーツ高さが5〜30mmの範囲であり、最外周に位置するプリーツの外径が50〜120mmの範囲であり、かつ総プリーツ数が6〜15の範囲である、[1]〜[4]のいずれかに記載のマスク用フィルタ。
[6]総質量が2〜12gの範囲である、[1]〜[5]のいずれかに記載のマスク用フィルタ。
[7]前記短繊維Aは、ポリエステル繊維である、[1]〜[6]のいずれかに記載のマスク用フィルタ。
[8]前記バインダ繊維Bは、芯部がポリエチレンテレフタレートであり、かつ鞘部が共重合ポリエステルである芯鞘型複合繊維である、[1]〜[7]のいずれかに記載のマスク用フィルタ。
[9]前記繊維Cは、ポリエステル繊維である、[1]〜[8]のいずれかに記載のマスク用フィルタ。
[10][1]〜[9]のいずれかに記載のマスク用フィルタの製造方法であって、
前記不織布が湿潤状態にあるうちに同心円状プリーツ形状に折畳むことを特徴とする、前記製造方法。
[11][1]〜[9]のいずれかに記載のフィルタを備えてなる粒子捕集用マスク。
【発明の効果】
【0010】
本発明によれば、優れた粒子捕集効率を有し圧力損失の低い同心円プリーツ状のマスク用フィルタを、湿式法によって製造することができる。
【図面の簡単な説明】
【0011】
【図1】本発明のマスク用フィルタの一例を示す斜視図である。
【図2】本発明のマスクの一例を示す。
【発明を実施するための形態】
【0012】
本発明は、合成繊維からなる湿式不織布が同心円状プリーツ形状に折畳まれてなるマスク用フィルタ(以下、「マスク用フィルタ」または「フィルタ」ともいう)に関する。本発明のマスク用フィルタにおいて、前記合成繊維は、100〜1000nmの範囲の繊維径および0.1〜1mmの範囲の繊維長を有する短繊維Aを10〜50質量%含み、6〜15μmの範囲の繊維径および5〜10mmの範囲の繊維長を有するバインダ繊維Bと、上記短繊維Aより繊維径および繊維長が大きく、かつ上記バインダ繊維Bより繊維径および繊維長が小さな繊維Cとを更に含むものである。
前述のように、本発明者らが同心円状プリーツを有するフィルタをナノファイバーを含む合成繊維製の湿式不織布を折畳むことにより製造しようとしたところ、所望形状のプリーツを有するフィルタを得ることが困難であり、フィルタを製造できない場合もあることが判明した。この点について更に説明すると、同心円状プリーツを有するフィルタを湿式で製造する際には、抄紙した合成繊維(不織布)を湿潤状態で折畳機によって同心円状プリーツに折畳み、乾燥させた後、折畳機から取り外すことによりフィルタを得るが、ナノファイバーを含む合成繊維は抄紙機から剥がれにくい、乾燥後に折畳機からフィルタを取り外そうとすると材料の一部が折畳機に貼り付き剥がれる、といった現象が発生するため、所望の形状のフィルタを得ることが困難であった。
本発明者らは上記現象が発生する原因について検討を重ねた結果、微細なナノファイバーでは所定の厚さや強度を確保することが困難であることが、上記現象が発生する原因であると考えるに至った。そこで本発明者らは上記知見に基づき更に検討を重ねた結果、ナノファイバーとともに所定の合成繊維を組み合わせることにより、湿式法によって所望形状の同心円状プリーツを有するフィルタが得られることを見出し、本発明を完成するに至ったものである。
以下、本発明のマスク用フィルタについて、更に詳細に説明する。
【0013】
短繊維A
本発明のフィルタを構成する合成繊維中、10〜50質量%を占める繊維は、100〜1000nmの範囲の繊維径および0.1〜1mmの範囲の繊維長を有する短繊維Aである。短繊維Aの繊維径が1000nmよりも大きいと、表面に現れる孔の孔径が不均一(即ち、平均孔径と最大孔径との比が大きい)となりフィルタ性能低下の原因となり、100nm未満では抄紙の際に抄紙機から脱落しやすく均一な厚さを有するフィルタを得ることが困難となる。また、短繊維Aの繊維長が1mmを超えると抄紙の際に繊維同士が絡みやすく分散不良となるため均一な厚さを有するフィルタを得ることが困難となり、0.1mmよりも小さいと繊維と繊維とのつながりがきわめて弱く、不織布を抄紙機から折畳機へ移行することが困難となる。また、フィルタ成形性の点からは、繊維径Dに対する繊維長Lの比(L/D)は、100〜2500の範囲であることが好ましく、500〜2000の範囲であることが更に好ましい。
【0014】
ここで、本発明において繊維径とは、透過型電子顕微鏡(TEM)により倍率30000倍で繊維断面写真を撮影し測定することができ、繊維長とは、走査型電子顕微鏡(SEM)により、基盤上に寝かせた繊維を倍率20〜500倍で観察することにより測定することができる。その際、測長機能を有するTEM、SEMでは、測長機能を活用して繊維径および繊維長を測定することができる。また、測長機能を持たないTEM、SEMの場合は、撮影した写真を拡大コピーして、縮尺を考慮したうえで定規にて繊維径および繊維長を測定すればよい。
この際、単繊維の横断面形状が丸断面以外の異型断面である場合には、繊維径は、単繊維の横断面の外接円の直径を用いるものとする。また、本発明において「繊維径」、「繊維長」は、5本の繊維について測定した値の平均値をいうものとする。
【0015】
本発明のフィルタは合成繊維製であるため、短繊維Aは合成繊維から選択される。短繊維Aを構成する合成繊維としては、ポリアミド繊維、ポリエステル繊維、ポリオレフィン繊維等を挙げることができる。ポリエステル繊維としては、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、これらを主たる繰り返し単位とする、イソフタル酸や5−スルホイソフタル酸金属塩等の芳香族ジカルボン酸やアジピン酸、セバシン酸等の脂肪族ジカルボン酸やε−カプロラクトン等のヒドロキシカルボン酸縮合物、ジエチレングリコールやトリメチレングリコール、テトラメチレングリコール、ヘキサメチレングリコール等のグリコール成分等との共重合体が好ましい。また、ポリアミド繊維としては、ナイロン6、ナイロン66等の脂肪族ポリアミドが好ましい。一方、ポリオレフィン繊維としては、高密度ポリエチレン、中密度ポリエチレン、高圧法低密度ポリエチレン、直鎖状低密度ポリエチレン、アイソタクチックポリプロピレン、エチレンプロピレン共重合体、無水マレイン酸などのビニルモノマーのエチレン共重合体等を挙げることができる。中でも、フィルタ成形性の点からは、ポリエステル繊維が好ましく、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、イソフタル酸共重合率が20モル%以上のポリエチレンテレフタレートイソフタレート、ポリエチレンナフタレートから選ばれるポリエステル繊維が好ましい。また、短繊維Aとしては、上記サイズを満たす限り、一種類の合成繊維を用いてもよく、異なる種類の合成繊維を2種以上組み合わせてもよい。また、短繊維Aとしては市販品を使用することも可能である。例えば帝人ファイバー製ナノフロント(登録商標)は、本発明において短繊維Aとして好適に使用されるポリエステル繊維である。
【0016】
前記短繊維Aとしては、繊維径およびその均一性の点から、島径100〜1000nmである繊維形成性熱可塑性ポリマーからなる島成分と該島成分を取り囲む海成分とからなる海島構造を有する複合繊維をカットした後に、海成分を溶解除去したものを用いることが好ましい。上記島径とは、透過型電子顕微鏡により複合繊維の単繊維横断面を撮影することにより測定することができる。ここで、島の形状が円断面以外の異型断面である場合には、前記島径は、その外接円の直径を指すものとする。
【0017】
上記海成分としては、島成分を構成する繊維形成性熱可塑性ポリマーよりもアルカリ溶液に対して溶解し易いポリマー(以下、「アルカリ溶液易溶解性ポリマー」という)からなるものが好ましい。これによりアルカリ処理によって海成分を除去することが可能となる。島分離性の点からは、アルカリ溶液易溶解性ポリマーとしては、島成分を形成する繊維形成性熱可塑性ポリマーに対する溶解速度比(海成分除去に使用するアルカリ溶液に対する溶解速度比)が、200以上のものが好ましく、300〜3000の範囲のものがより好ましい。前記海成分、島成分、複合繊維およびその製造方法の詳細については、WO2008/130019A1 4頁21行目〜8頁24行目を参照できる。
【0018】
本発明のフィルタにおいて、合成繊維合計量に対する短繊維Aの割合が10質量%未満では、得られるフィルタが性能に劣るものとなり、50質量%を超えるとフィルタ中で短繊維Aの占める割合が多くなりすぎるため、バインダ繊維Bと繊維Cとを併用する効果を得ることが困難になるとともに通気抵抗の上昇をもたらすこととなりマスク用フィルタとして不適となる。良好なフィルタ性能を有するフィルタを安定生産するためには、前記割合は20〜45質量%とすることが好ましい。
【0019】
バインダ繊維B
上記短繊維Aは、主にフィルタ性能を発現するために使用されるものであるが、これ単独では微細であるが故、抄紙性に劣るものである。そこで本発明では、主に良好な抄紙性を得るために、フィルタにバインダ繊維Bを混合する。バインダ繊維Bは、6〜15μmの範囲の繊維径および5〜10mmの範囲の繊維長を有する合成繊維である。繊維径が6μm未満、繊維長が5mm未満のいずれの場合も、抄紙工程における繊維成分の脱落が多く十分な強度を有するフィルタを作製することができず、繊維径15μm超、繊維長10mm超のいずれの場合も良好な性能を有するフィルタを得ることが困難となる。フィルタ性能の点からは、前記繊維径は6〜13μmの範囲であることが好ましく、前記繊維長は5〜7mmの範囲であることが好ましい。バインダ繊維Bとしては、上記サイズを満たす限り、一種類の合成繊維を用いてもよく、異なる種類の合成繊維を2種以上組み合わせてもよい。
【0020】
バインダ繊維Bを構成する合成繊維としては、未延伸繊維、複合繊維のいずれかを用いることが好ましい。未延伸繊維からなるバインダ繊維Bを用いる場合、抄紙後の乾燥の後、熱圧着工程が必要であるため、抄紙後、カレンダーまたはエンボス処理の少なくとも一方を施すことが好ましい。バインダ繊維Bを構成し得る未延伸繊維の詳細については、WO2008/130019A1 9頁6〜12行目を参照できる。
【0021】
一方、バインダ繊維Bが複合繊維である場合、該複合繊維としては、芯部と鞘部からなる芯鞘型複合繊維が、適度な強度と柔軟性を有するため好ましい。前記芯鞘型複合繊維としては、抄紙後に施す熱処理によって融着し接着効果を発現するポリマー成分が鞘部に配され、これらのポリマーより融点が20℃以上高い他のポリマーが芯部に配された芯鞘型複合繊維が、得られるフィルタの強度の点から好ましい。なお、バインダ繊維Bは、バインダ成分(低融点成分)が単繊維の表面の全部または一部を形成している、芯鞘型複合繊維、偏心芯鞘型複合繊維、サイドバイサイド型複合繊維などであってもよい。
【0022】
上記鞘部を構成するポリマー成分としては、共重合ポリエステルが好ましく、非晶質性共重合ポリエステルがより好ましい。その具体例としては、テレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸、5−ナトリウムスルホイソフタル酸、アジピン酸、セバシン酸、アゼライン酸、ドデカン酸、1,4−シクロヘキサンジカルボン酸などの酸成分と、エチレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、ジエチレングリコール、1,4−シクロヘキサンジオール、1,4−シクロヘキサンジメタノール等のジオール成分とのランダムまたはブロック共重合体を挙げることができる。中でも、コスト面からは、従来から広く用いられているテレフタル酸、イソフタル酸、エチレングリコールおよびジエチレングリコールを主成分として得られた共重合ポリエステルが好ましい。上記共重合ポリエステルとしては、ガラス転移点が50〜100℃の範囲であり、明確な結晶融点を示さないものが好ましい。一方、前記芯部を構成するポリマーとしては、例えば、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレートをはじめとする各種ポリエステルを挙げることができる。中でも、得られるフィルタの性能の点から特に好ましいバインダ繊維Bとしては、芯部がポリエチレンテレフタレートであり、かつ鞘部が共重合ポリエステルである芯鞘型複合繊維を挙げることができる。
【0023】
繊維C
前述の短繊維Aは主にフィルタ性能を発現するために使用され、バインダ繊維Bは主に良好な抄紙性を得るために使用されるものである。これら繊維に、短繊維Aより繊維径および繊維長が大きく、かつ上記バインダ繊維Bより繊維径および繊維長が小さな繊維Cを混合することにより、短繊維を含む合成繊維を同心円状プリーツ形状に折畳むことにより、優れた粒子捕集効率と低圧力損失を両立したマスク用フィルタを得ることが可能となる。これに対し、繊維A単独、または繊維Aと繊維Bとの混合物を抄紙し同心円状プリーツ形状に折畳むことによりマスク用フィルタを作製しようとすると、抄紙機や折畳機から取り外す際に剥がれや貼り付きが生じるため、所望形状のフィルタを得ることが困難となる。前記繊維Cとしては、所望形状のフィルタを得るためには、繊維径が1μm以上7μm未満であり、繊維長が2mm以上5mm未満であるものを用いることが好ましく、繊維径が2μm以上5.5μm以下であり、繊維長が2mm以上4mm以下であるものを用いることがより好ましい。
【0024】
前記繊維Cとしては、前記サイズを有する合成繊維である限り特に制限されるものではないが、フィルタ成形性等の観点から、ポリアミド繊維、ポリエステル繊維、ポリオレフィン繊維等を挙げることが好ましく、中でもポリエステル繊維が好ましい。ポリエステル繊維としては、先に短繊維Aについて例示したものを挙げることができる。特に、短繊維Aがポリエステル繊維である場合、ポリエステル繊維である繊維Cを使用することが、フィルタ性能の点から好ましい。なお、繊維Cとしては、一種類の合成繊維を用いてもよく、異なる種類の合成繊維を2種以上組み合わせてもよい。
【0025】
本発明のフィルタを構成する合成繊維中、短繊維A以外の繊維、即ちバインダ繊維Bと繊維Cとの占める割合は、繊維Bと繊維Cの合計量として、50〜90質量%であることが好ましく、55〜80質量%であることがより好ましい。上記範囲内で繊維Bと繊維Cを使用することにより、短繊維Aとともに両繊維を併用する効果を良好に得ることができる。また、バインダ繊維B、繊維Cを併用する効果をより良好に得る観点からは、合成繊維に占めるバインダ繊維Bの割合は30〜60質量%、繊維Cの割合は15〜45質量%とすることが、それぞれ好ましい。
【0026】
次に、本発明のマスク用フィルタを製造する方法について説明する。
【0027】
本発明のマスク用フィルタは、前記短繊維A、バインダ繊維Bおよび繊維Cの混合物である合成繊維を抄紙した後に、同心円状プリーツ形状に折畳むことにより製造することができる。具体的には、前記合成繊維を溶媒(通常、水)に分散させてスラリーを調製し、調製したスラリーを抄紙機で抄紙した後に湿潤状態の不織布を折畳機に移して折畳み、その後、折畳機から折畳まれたフィルタを受缶で受け取る。乾燥機内に受缶からフィルタを吐き出し乾燥させることにより、同心円状プリーツに折畳まれたマスク用フィルタを得ることができる。
【0028】
スラリーの調製は、前記合成繊維を使用して公知の方法で行うことができる。溶媒としては、通常、水が使用される。また、必要に応じて分散剤、消泡剤等の添加剤を使用することもできる。
【0029】
抄紙機としては、通常の湿式不織布製造に使用されるものを何ら制限なく使用することができる。抄紙機から移された不織布を折畳む折畳機の形状およびサイズは、所望のマスク形状およびサイズに基づき決定すればよい。抄紙後に抄紙機を折畳機上に配置すると、抄紙機内壁を被覆していた湿潤状態の不織布が、折畳機上に付着することによって、折畳機表面が不織布で覆われることとなる。ここで不織布は湿潤状態であり流動性を有するため、折畳機の表面形状に沿って折畳機表面に付着する。
【0030】
その後、表面が湿潤状態の不織布で覆われた折畳機を折畳む。例えば入り子状に折畳可能な円筒状の折畳機を用いることにより、湿潤状態の不織布を蛇腹状に折畳ことができる。その後、受缶により折畳機から湿潤状態のマスク用フィルタを受け取り乾燥機に移動する。好ましくは、受缶から湿潤状態のマスク用フィルタを乾燥機内に吐き出し乾燥することにより、所望形状のマスク用フィルタを得ることができる。こうして形成されたマスク用フィルタの一例(斜視図)を、図1に示す。
【0031】
以上の工程によって得られるマスク用フィルタは、同心円状プリーツ形状に折畳まれているため、高い粒子捕集効率と低圧力損失を両立することができる。具体的には、本発明によれば、DOP(フタル酸ジオクチル)粒子捕集効率が80%以上(更に90%以上、好ましくは95%〜100%)、圧力損失が300Pa以下(更に250Pa以下、好ましくは50〜220Pa)のフィルタ性能を実現することができる。ここで、本発明において、「DOP粒子捕集効率」、「圧力損失」とは、それぞれ後述の実施例に記載の方法により測定される値をいうものとする。
【0032】
また、上記フィルタ性能を実現する上で好ましいフィルタ形状としては、フィルタ厚が0.4〜1.5mmの範囲であり、プリーツ高さが5〜30mmの範囲であり、最外周に位置するプリーツの外径が50〜120mmの範囲であり、総プリーツ数が6〜15の範囲である形状を挙げることができる。これらの形状は、スラリー濃度、折畳機の形状、製造条件によって調整することができるが、先に説明した通り、繊維A〜Cを組み合わせなければ所望形状のフィルタを得ることは困難である。これに対し本発明によれば、前記複数の繊維を組み合わせた合成繊維を使用することにより、上記好ましい形状を有するフィルタを得ることができる。また、前記フィルタの総質量が2〜12gの範囲であり、目付が80〜180g/m2の範囲であることが、マスクに適用する際に好ましい。なお、本発明において「目付」とは、JIS P8124(紙のメートル秤量測定方法)により測定される値とし、フィルタ厚は、JIS P8118(紙および板紙の厚さと密度の試験法)により測定される値とする。
【0033】
以上説明した本発明のマスク用フィルタは、防じんマスク等の粒子捕集用途に使用される各種マスク用フィルタとして好適である。即ち、本発明は、本発明のマスク用フィルタを備えてなる粒子捕集用マスクにも関する。本発明のマスクは、取替え式防じんマスクとしてとして好適であり、取替え可能なフィルタとして、本発明のフィルタを有することができる。
【0034】
本発明のマスクの一例を、図2に示す。図2に示す防じんマスクでは、本発明のフィルタであるろ過材1を中心とし、その外側にキャップ2を、内側にホルダー3をそれぞれ配置し、これらを一体としてフィルタ部が構成されている。このフィルタ部に、接顔体4、排気弁5および吸気弁6を取り付けることにより、マスク本体が構成される。ホルダー3のパッキン32は密閉性を高める役割を果たしている。そして、ホルダー3のしめひも取付部7にしめひも8を取り付けることにより、防じんマスクを構成することができる。防じんマスク装着時には、しめひも8のヘッドバンド10を頭に取付けバックル9でしめひもの長さを調整すればよい。図2に示す防じんマスクは、ホルダー3のツマミ31を押してキャップ2を外すことで、ろ過材1を交換できる取替え式防じんマスクである。
【0035】
更に本発明は、本発明のマスク用フィルタの製造方法に関する。本発明の製造方法は、前記不織布が湿潤状態にあるうちに同心円状プリーツ形状に折畳むことを特徴とするものである。本発明の製造方法の詳細については、先に説明した通りであり、本発明によれば、前記組み合わせの合成繊維を使用することにより、短繊維を含む湿式不織布が同心円状プリーツ形状に折畳まれてなるマスク用フィルタを得ることができる。
【実施例】
【0036】
以下、本発明を実施例により更に説明する。ただし本発明は、実施例に示す態様に限定されるものではない。
【0037】
実施例および比較例で使用した合成繊維は、以下の通りである。以下に示す繊維径は、透過型電子顕微鏡(TEM、側長機能付)により倍率30000倍で繊維断面写真を撮影し測定した値(n数5の平均値)である。ここで繊維径は単繊維横断面における、その外接円の直径とした。繊維長は、走査型電子顕微鏡(SEM、側長機能付)により、測定対象繊維を基盤上に寝かせた状態で倍率20〜500倍で測定した値(n数5の平均値)である。
【0038】
短繊維A−1:繊維径703nm、繊維長0.8mmのポリエチレンテレフタレート繊維(帝人ファイバー製ナノフロント(登録商標))
繊維B−1:繊維径6.8μm、繊維長5mmの芯鞘型複合繊維(芯部:ポリエチレンテレフタレート、鞘部:共重合ポリエステル)
繊維B−2:繊維径10.1μm、繊維長5mmの芯鞘型複合繊維(芯部:ポリエチレンテレフタレート、鞘部:共重合ポリエステル)
繊維B−3:繊維径12.5μm、繊維長5mmの芯鞘型複合繊維(芯部:ポリエチレンテレフタレート、鞘部:共重合ポリエステル)
繊維C−1:繊維径2.4μm、繊維長3mmのポリエチレンテレフタレート繊維
繊維C−2:繊維径5.2μm、繊維長3mmのポリエチレンテレフタレート繊維
ガラス繊維:繊維径0.5〜1.80μmのガラス繊維
【0039】
[実施例1〜9]
以下の方法で、30個のフィルタを作製した。
短繊維A−1をフィルタ30個分秤り取り容器に入れた。分散剤(モメンティブ・パフォーマンス・マテリアル・ジャパン合同会社製DT−100)を加えたあと水を徐々に加え、消泡剤(GE東芝シリコーン製TSA−730)をさらに加え、スラリー1を調製した。スラリー1中の分散剤の濃度は約1.4質量%、消泡剤の濃度は約0.7質量%であり、スラリー1の固形分濃度は約6.4質量%であった。これとは別に、表1に示す繊維B相当の繊維および繊維C相当の繊維をフィルタ30個分秤量し容器に入れかき混ぜ、30等分しそれぞれ容器に入れた。スラリー1を30等分し、それぞれ上記容器に入れて適量の水を加えた後ミキサーで攪拌することでスラリー2を調製した。得られたスラリー2の固形分濃度は、約0.3〜0.6質量%であった。
調製したスラリー2を抄紙機で抄紙し、抄紙後に湿潤状態の不織布を抄紙機から入り子状に折畳み可能な円筒状の折畳み機上に移して同心円プリーツ形状に折畳み、90〜160℃で乾燥させフィルタを製作した。
プリーツ数、プリーツ高さ、最外周に位置するプリーツの外径は、使用する折畳機を変えることにより変更した。フィルタ厚さは、スラリー濃度によって調整した。
【0040】
[比較例1]
短繊維A−1および繊維B−2を使用し、繊維C相当の繊維を使用しなかった点を除き、上記実施例と同様の方法でスラリー3を調製した。調製したスラリー3の固形分濃度は、約0.3質量%であった。
調製したスラリー3を用いて、上記実施例と同様の方法で同心円プリーツ形状に折畳まれたフィルタの作製を試みた。しかし、乾燥後のフィルタを折畳機から取り外そうと試みたが、折畳機に強く付着していたため剥がれてしまいフィルタを得ることができなかった。
【0041】
[比較例2〜4]
ガラス繊維および繊維B−3をフィルタ1個分秤量し適量の水とともにミキサーにいれ攪拌することでスラリー4を調製した。得られたスラリー4の固形分濃度は、
約0.1〜0.5質量%であった。
調製したスラリー4を用いて上記実施例と同様の方法でフィルタを作製した。
【0042】
[比較例5〜9]
実施例1〜9と同様の方法で表2に示す組み合わせの繊維を用いてスラリー5を調製した。得られたスラリー5の固形分濃度は、約0.5〜0.7質量%であった。
調製したスラリー5を円状の網で抄紙した後網からはがし、90〜160℃で乾燥させることで平板状のフィルタを製作した。フィルタ厚さは、スラリー濃度によって調整した。
【0043】
評価方法
(1)DOP粒子捕集効率
実施例、比較例で作製したフィルタのDOP粒子捕集効率を、TSI製Automated Filter Tester Model 8130を用いて以下の方法により測定した。
粒子分布の中央径0.15〜0.25μm(幾何標準偏差≦1.6μm)、濃度100mg/m3のフタル酸ジオクチル(DOP)の粒子を含む空気をフィルタに通気流量85L/minで通気した時の試料通気前と通気後のフタル酸ジオクチル濃度を測定し、次式でDOP捕集効率を算出した。
(試料通気後のDOP濃度)/(試料通気前のDOP濃度)×100%
(2)圧力損失
実施例、比較例で作製したフィルタに空気を30L/minで通気し試料通気前後の圧力差を測定し、圧力損失とした。
【0044】
【表1】
【0045】
【表2】
【0046】
【表3】
【0047】
評価結果
前述のように、繊維C相当の繊維を使用せず同心円状プリーツ形状に折畳まれたフィルタの作製を試みた比較例1ではフィルタを得ることができなかった。
これに対し、実施例1〜9では同心円状プリーツを有する所望形状のフィルタを作製することができた。表3に示すように、実施例のフィルタは、いずれもDOP粒子捕集効率が99%超であり、きわめて優れた粒子捕集能を示した。また、比較例5〜9の単板状フィルタとの対比から、同心円状プリーツ形状とすることにより、高い粒子捕集効率と低圧力損失を両立できることが確認できる。更に、比較例2〜4との対比から、実施例1〜9では、ガラス繊維を使用したフィルタと同等以上のフィルタ性能(粒子捕集効率および圧力損失)を有する合成繊維製のフィルタが得られたことが確認できる。ガラス繊維を使用したフィルタは、焼却処分した場合、ガラスが残渣として残り廃棄物が発生するのに対し、合成繊維製フィルタは完全燃焼可能であるため環境配慮の点からも望ましい。また、ガラス繊維はもろく繊維径が一定でないため一定品質のフィルタを安定的に提供することが難しいが、合成繊維は繊維径、繊維長とも均一なものを容易に得ることができるため、かかる合成繊維を使用することにより所望性能を有するフィルタを安定的に提供することが可能となる。
【産業上の利用可能性】
【0048】
本発明は、取り替え式防じんマスク用フィルタ製造分野等において有用である。
【特許請求の範囲】
【請求項1】
合成繊維からなる湿式不織布が同心円状プリーツ形状に折畳まれてなるマスク用フィルタであって、
前記合成繊維は、100〜1000nmの範囲の繊維径および0.1〜1mmの範囲の繊維長を有する短繊維Aを10〜50質量%含み、6〜15μmの範囲の繊維径および5〜10mmの範囲の繊維長を有するバインダ繊維Bと、上記短繊維Aより繊維径および繊維長が大きく、かつ上記バインダ繊維Bより繊維径および繊維長が小さな繊維Cとを更に含む、前記マスク用フィルタ。
【請求項2】
前記合成繊維は、バインダ繊維Bと繊維Cとを合計量で50〜90質量%含む、請求項1に記載のマスク用フィルタ。
【請求項3】
DOP粒子捕集効率が80%以上、かつ圧力損失が300Pa以下である、請求項1または2に記載のマスク用フィルタ。
【請求項4】
目付が80〜180g/m2の範囲である、請求項1〜3のいずれか1項に記載のマスク用フィルタ。
【請求項5】
フィルタ厚が0.4〜1.5mmの範囲であり、プリーツ高さが5〜30mmの範囲であり、最外周に位置するプリーツの外径が50〜120mmの範囲であり、かつ総プリーツ数が6〜15の範囲である、請求項1〜4のいずれか1項に記載のマスク用フィルタ。
【請求項6】
総質量が2〜12gの範囲である、請求項1〜5のいずれか1項に記載のマスク用フィルタ。
【請求項7】
前記短繊維Aは、ポリエステル繊維である、請求項1〜6のいずれか1項に記載のマスク用フィルタ。
【請求項8】
前記バインダ繊維Bは、芯部がポリエチレンテレフタレートであり、かつ鞘部が共重合ポリエステルである芯鞘型複合繊維である、請求項1〜7のいずれか1項に記載のマスク用フィルタ。
【請求項9】
前記繊維Cは、ポリエステル繊維である、請求項1〜8のいずれか1項に記載のマスク用フィルタ。
【請求項10】
請求項1〜9のいずれか1項に記載のマスク用フィルタの製造方法であって、
前記不織布が湿潤状態にあるうちに同心円状プリーツ形状に折畳むことを特徴とする、前記製造方法。
【請求項11】
請求項1〜9のいずれか1項に記載のフィルタを備えてなる粒子捕集用マスク。
【請求項1】
合成繊維からなる湿式不織布が同心円状プリーツ形状に折畳まれてなるマスク用フィルタであって、
前記合成繊維は、100〜1000nmの範囲の繊維径および0.1〜1mmの範囲の繊維長を有する短繊維Aを10〜50質量%含み、6〜15μmの範囲の繊維径および5〜10mmの範囲の繊維長を有するバインダ繊維Bと、上記短繊維Aより繊維径および繊維長が大きく、かつ上記バインダ繊維Bより繊維径および繊維長が小さな繊維Cとを更に含む、前記マスク用フィルタ。
【請求項2】
前記合成繊維は、バインダ繊維Bと繊維Cとを合計量で50〜90質量%含む、請求項1に記載のマスク用フィルタ。
【請求項3】
DOP粒子捕集効率が80%以上、かつ圧力損失が300Pa以下である、請求項1または2に記載のマスク用フィルタ。
【請求項4】
目付が80〜180g/m2の範囲である、請求項1〜3のいずれか1項に記載のマスク用フィルタ。
【請求項5】
フィルタ厚が0.4〜1.5mmの範囲であり、プリーツ高さが5〜30mmの範囲であり、最外周に位置するプリーツの外径が50〜120mmの範囲であり、かつ総プリーツ数が6〜15の範囲である、請求項1〜4のいずれか1項に記載のマスク用フィルタ。
【請求項6】
総質量が2〜12gの範囲である、請求項1〜5のいずれか1項に記載のマスク用フィルタ。
【請求項7】
前記短繊維Aは、ポリエステル繊維である、請求項1〜6のいずれか1項に記載のマスク用フィルタ。
【請求項8】
前記バインダ繊維Bは、芯部がポリエチレンテレフタレートであり、かつ鞘部が共重合ポリエステルである芯鞘型複合繊維である、請求項1〜7のいずれか1項に記載のマスク用フィルタ。
【請求項9】
前記繊維Cは、ポリエステル繊維である、請求項1〜8のいずれか1項に記載のマスク用フィルタ。
【請求項10】
請求項1〜9のいずれか1項に記載のマスク用フィルタの製造方法であって、
前記不織布が湿潤状態にあるうちに同心円状プリーツ形状に折畳むことを特徴とする、前記製造方法。
【請求項11】
請求項1〜9のいずれか1項に記載のフィルタを備えてなる粒子捕集用マスク。
【図1】

【図2】
【図2】
【公開番号】特開2012−45021(P2012−45021A)
【公開日】平成24年3月8日(2012.3.8)
【国際特許分類】
【出願番号】特願2010−186867(P2010−186867)
【出願日】平成22年8月24日(2010.8.24)
【出願人】(000145507)株式会社重松製作所 (17)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
【公開日】平成24年3月8日(2012.3.8)
【国際特許分類】
【出願日】平成22年8月24日(2010.8.24)
【出願人】(000145507)株式会社重松製作所 (17)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
[ Back to top ]