
マットレスおよび家具のための嵩高耐燃性バットおよびそれを製造するためのプロセス
本発明は、ベース層と外側層とを含んでなる多層嵩高耐燃性バット、およびそのようなバットを含むマットレスなどの物品に関する。そのバットのベース層は、30〜80重量部の耐熱性繊維と、5〜55重量部の、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持するセルロース繊維と、第一のバインダー材料とを含んでなる。その外側層は、第二のバインダー材料と、85重量部までの、(i)空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持する、セルロース繊維、(ii)モダクリル繊維、または(iii)それら2種の繊維を含む混合物、のいずれかである繊維とを含んでなる。その嵩高バットの中では、ベース層と外側層の2層の合計重量を基準にして、ベース層が20〜70重量部を含んでなり、外側層が80〜30重量部を含んでなり、そのバットの合計の厚みは0.5インチ(1.25センチメートル)以上である。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フォームコア(foam−core)またはフォームエンケースト(foam−encased)マットレス、特にフォームマットレスのガセットおよび縁などの物品における延焼防止において特に有用である、多層嵩高耐燃性バット(layered high loft flame reistant batting)、そのバットを製造するためのプロセス、および物品の延焼防止方法に関する。
【背景技術】
【0002】
カリフォルニア州は、住居、ホテル、および公共施設における火災により失われる人命の数を減少させる目的で、マットレスおよびマットレスセットの燃焼性を規制し、抑制することを強化してきた。具体的には、カリフォルニア州のザ・ビューロー・オブ・ホーム・ファーニシングズ・アンド・サーマル・インシュレーション・オブ・ザ・デパートメント・オブ・コンシューマー・アフェアズ(the Bureau of Home Furnishings and Thermal Insulation of the Department of Consumer Affairs)は、テクニカル・ブリテン603「リクワイアメンツ・アンド・テスト・プロシジャー・フォア・レジスタンス・オブ・ア・レジデンシャル・マットレス/ボックス・スプリング・セット・トゥ・ア・ラージ・オープン・フレーム(Requirements and Test Procedure for Resistance of a Residential Mattress/Box Spring Set to a Large Open−Flame)」を発行して、マットレスセットの燃焼性を定量化した。延焼防止材としての適性を求めて布帛をスクリーニングする一つの手段は、その布帛の熱的性能温度(thermal performance temperature)(TPT)を測定する試験を用いることであり、それは、そのバリヤー布帛を通過する熱の量に正比例する数値である。TPT値が低いということは、その延焼防止材が火炎に対する良好な遮断材であるということを意味しており、外部の火炎による熱からマットレスの内部を防御することになるであろう。
【0003】
マットレスの中に耐火バリヤーを組み込む方法はいくつか存在するが、マットレスの内部に存在している物質の層の一つを、延焼防止層として機能できるように加工するのが好ましい。具体的には、ほとんどのマットレスには嵩高繊維バットが含まれているが、そのバットが可燃性の材料で作られているとそれがさらなる燃料を与えることになりかねないので、その嵩高材料を、延焼防止材として機能することが可能な他の材料に置き換えるというのが、好ましい解決法である。
【0004】
したがって、延焼防止嵩高バットに使用される具体的な材料を選択することが、極めて重要となってくる。いくつかの繊維材料は、他のものよりも単位重量あたりの耐火性が高いが、一般的に言って、耐火性の高い繊維の方が、耐火性が低い繊維よりも高価である。耐火性がより低い繊維では、単に使用する繊維の量を増やし、それによって延焼防止材の坪量と厚みの両方を増やすことによって、補償することもできる。しかしながら、これは充分な解決法とはいえず、その理由は、過剰な量の繊維を使用しようとすると、それによって、マットレスカバーの中にその嵩高なバットを縫い込み、組み立ての際にそのマットレスカバーを閉じなければならない、というまた別な問題が生じる可能性があるからである。より良好なアプローチ方法は、過剰な量の繊維を必要とせず、したがってその布帛が比較的低い坪量で延焼防止材として機能するように、延焼防止材布帛を設計することである。
【0005】
特許文献1(メイター(Mater)ら)には、マットレスおよび布張り椅子で使用するための、不織布嵩高火炎バリヤーが開示されている。それらのバリヤーは密度が極めて低く、5〜50キログラム/立方メートル、最も好ましくは7.5〜15キログラム/立方メートルの範囲である。好適な不織布嵩高火炎バリヤーは、本質的に耐火性であって直接的な火炎による収縮が起きにくい繊維と、ハロゲン化モノマーから製造されたポリマーからの繊維との、繊維ブレンド物を含んでなる。
【0006】
特許文献2には、耐火バリヤー層と断熱層とを有する耐火バリヤー布帛が開示されている。その耐火バリヤー層は、アラミドとモダクリル繊維とのブレンド物から構成することができ、その断熱層は、FRビスコースとモダクリル繊維とから構成することができる。
【0007】
【特許文献1】国際公開第03/023108号パンフレット
【特許文献2】米国特許出願公開第2004/0060119号明細書
【発明の開示】
【発明が解決しようとする課題】
【0008】
それらの特許出願には多くのタイプの布帛が開示されてはいるが、布帛の熱的性能温度と布帛の望ましい坪量との間の望ましい関係については何の開示もされていない。したがって、ここで必要とされているのは、熱的性能温度が低くかつ坪量の低い、マットレスおよび椅子張りのための嵩高延焼防止材である。
【課題を解決するための手段】
【0009】
本発明は、繊維および熱可塑性バインダーを含んでなる嵩高耐燃性バット、およびその嵩高耐燃性バットを含む物品またはマットレスに関し、そのバットは次式:
TPT≦380−0.326×(総合坪量)
(式中、その坪量はグラム/平方メートルで示される)
で表される熱的性能温度(TPT)(℃)を有している。
【0010】
本発明はさらに、物品の延焼防止方法に関し、それには、以下の工程を含んでなる:布帛ティッキングまたは椅子張りの層と、嵩高耐燃性バットと、場合によりステッチバッキング層とを組み合わせる工程であって、その嵩高バットは繊維を含んでなり、そのバットは次式:
TPT≦380−0.326×(総合坪量)
(式中、その坪量はグラム/平方メートルで示される)で表される熱的性能温度(TPT)(℃)を有し、そのバットは典型的には少なくとも0.5インチ(1.25センチメートル)の合計の厚みを有する工程、それらの層を縫い合わせて延焼防止キルティング複合材料または椅子張り布帛を形成させる工程、およびその延焼防止キルティング複合材料または椅子張り布帛を物品の中に組み入れる工程。
【0011】
本発明の一つの実施態様は、ベース層と外側層とを含んでなる多層嵩高耐燃性バット、およびそのようなバットを含むマットレスなどの物品に関する。そのバットのベース層は、30〜80重量部の耐熱性繊維と、5〜55重量部の、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持するセルロース繊維と、第一のバインダー材料とを含んでなる。その外側層は、第二のバインダー材料と、85重量部までの、(i)空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持する、セルロース繊維、(ii)モダクリル繊維、または(iii)それら2種の繊維を含む混合物、のいずれかである繊維とを含んでなる。その嵩高バットの中では、ベース層と外側層の2層の合計重量を基準にして、ベース層が20〜70重量部を含んでなり、外側層が80〜30重量部を含んでなり、そのバットの合計の厚みは0.5インチ(1.25センチメートル)以上である。
【0012】
本発明はさらに、以下の工程を含んでなる物品の延焼防止方法に関する:
a)布帛ティッキングまたは椅子張りの層と、嵩高バットと、場合によりステッチバッキング層とを組み合わせる工程であって、その嵩高バットは、
i)30〜80重量部の耐熱性繊維と、5〜55重量部の、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持するセルロース繊維と、第一のバインダー材料とを含んでなるバットのベース層;および
ii)85重量部までの、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持するセルロース繊維、モダクリル繊維、またはそれら2種の繊維を含む混合物、のいずれかの繊維と、第二のバインダー材料とを含んでなる外側層;を含んでなり、
それら2層の合計重量を基準として、そのバットのベース層が20〜70重量部を含んでなり、そしてその外側層が80〜30重量部を含んでなり、そのバットが少なくとも0.5インチ(1.25センチメートル)の合計の厚みを有する、工程:
b)それらの層を縫い合わせて、延焼防止キルティング複合材料または椅子張り布帛を形成させる工程;および
c)その延焼防止キルティング複合材料または椅子張り布帛を物品の中に組み入れる工程。
【発明を実施するための最良の形態】
【0013】
TPTバット
本発明は、次式:
TPT≦380−0.326×(総合坪量)
(式中、その坪量はグラム/平方メートルで示される)で表される熱的性能温度(TPT)(℃)を有する嵩高耐燃性バットに関する。TPTは、そのバリヤー材料の断熱性能の目安である。TPT値が低い程、その物質の断熱性能は高い。
【0014】
本発明のバットは、好ましくは0.3〜4.3ポンド/立方フィート(5〜70キログラム/立方メートル)の総合密度を有する。バットの密度が高すぎると、一般に、マットレスおよびその他の物品におけるクッション材として使用するのに好適なレジリエンスが得られない。所望の範囲よりも密度が低いバットは、組み込み作業の際に取扱うにはかさばりすぎるので、キルティング複合材料の中に組み入れるときに、通常は所望の密度範囲になるよう圧縮する。密度が低すぎたり、高すぎたりするバットもまた、所望の柔らかさや審美性を与えない。
【0015】
本発明の嵩高バットはさらに、その好適な合計の厚みが0.5インチ(1.25センチメートル)以上である。バットの厚みをどの程度にすることが可能かについては、現実的な制限はないが、多くの典型的な用途においては、その嵩高バットの厚みは、3インチ(7.6cm)より厚くする必要はなく、マットレス用途の場合、多くは2インチ(5cm)未満が極めて有用である。さらに本発明のバットは一般に、約8〜18オンス/平方ヤード(271〜610グラム/平方メートル)、好ましくは11〜16オンス/平方ヤード(373〜542グラム/平方メートル)の坪量を有している。
【0016】
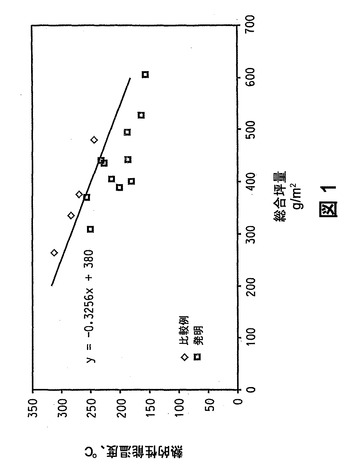
図1は、本発明の嵩高耐燃性バットにおけるTPTと坪量との関係を表すグラフである。上側にある関係は、従来技術による比較例を示している。下側にある関係は、本発明のバットによる実施例を示している。これらのFR嵩高バリヤーは、所定の坪量で高い断熱性能(低いTPT)を有している。
【0017】
本発明の嵩高耐燃性バットは、耐熱性繊維を含んでなる。「耐熱性繊維」という用語は、その繊維を空気中、20℃/分の速度で500℃まで加熱したときに、好ましくはその繊維重量の90パーセントを保持するということを意味する。そのような繊維は一般に耐燃性であるが、これは、その繊維または布帛が空気中で火炎を維持できないような限界酸素指数(LOI)を、その繊維またはその繊維から製造した布帛が有しているということを意味しており、その好適なLOI範囲は、約26以上である。好適な繊維は、火炎に暴露したときでも過度に収縮しないものであるが、これはすなわち、火炎に暴露されても繊維の長さが顕著に短くならないということである。空気中、20℃/分の速度で500℃まで加熱したときに、その繊維重量の90パーセントを保持する有機繊維を含む布帛は、衝突してくる火炎によって燃焼されてもクラックや開口が限定された量にしかならない傾向を有しており、このことは、延焼防止手段としての布帛の性能にとって重要である。
【0018】
本発明の延焼防止不織布において有用な、耐熱性があって安定な繊維としては、パラ−アラミド、ポリベンズアゾール、ポリベンズイミダゾール、およびポリイミドポリマーから製造された繊維が挙げられる。好適な耐熱性繊維は、アラミドポリマー、特にパラ−アラミドポリマーから製造される。
【0019】
本明細書で使用するとき、「アラミド」という用語は、アミド(−CONH−)結合の少なくとも85%が2個の芳香環に直接結合しているようなポリアミドを意味する。「パラ−アラミド」という用語は、分子鎖において、2個の環またはラジカルが互いにパラ配向されていることを意味する。アラミドに添加剤を併用することもできる。事実、重量で10パーセントもの他のポリマー材料をアラミドとブレンドすることが可能である、あるいは、アラミドのジアミンを、10パーセントもの他のジアミンで置換したり、あるいはアラミドの二酸塩化物を10パーセントもの他の二酸塩化物で置換したりしたコポリマーを使用することが可能である、ということが見出された。本発明の実施において好適なパラ−アラミドは、ポリ(パラフェニレンテレフタルアミド)である。本発明において有用なパラ−アラミド繊維を製造する方法は一般に開示されており、たとえば、米国特許第3,869,430号明細書、米国特許第3,869,429号明細書、および米国特許第3,767,756号明細書に記載がある。そのような芳香族ポリアミド有機繊維およびそれらの繊維の各種の形態は、デラウェア州ウィルミントン(Wilmington,Delaware)のデュポン・カンパニー(DuPont Company)から、商標ケブラー(Kevlar)(登録商標)繊維として入手可能である。
【0020】
本発明において有用な市販のポリベンズアゾール繊維としては、日本国の東洋紡(Toyobo,Japan)から入手可能なザイロン(Zylon)(登録商標)PBO−AS(ポリ(p−フェニレン−2,6−ベンゾビスオキサゾール)繊維、ザイロン(Zylon)(登録商標)PBO−HM(ポリ(p−フェニレン−2,6−ベンゾビスオキサゾール))繊維が挙げられる。本発明において有用な市販のポリベンズイミダゾール繊維としては、セラニーズ・アセテート・LLC(Celanese Acetate LLC)から入手可能な、ピービーアイ(PBI)(登録商標)繊維が挙げられる。本発明において有用な市販のポリイミド繊維としては、ラプラス・ケミカル(LaPlace Chemical)から入手可能な、P−84(P−84)(登録商標)繊維が挙げられる。
【0021】
本発明の嵩高耐燃性バットにはさらに、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持する、セルロース繊維を含んでなることができる。それらの繊維は、炭化物形成性(char forming)であると言われる。本発明の複合材料において使用されるセルロース繊維は、その繊維の中に10パーセント以上の無機化合物を組み入れた再生セルロース繊維であるのが好ましい。そのような繊維、およびそのような繊維を製造するための方法は、米国特許第3,565,749号明細書および英国特許第1,064,271号明細書に一般的に開示されている。本発明において好適な炭化物形成性再生セルロース繊維は、ケイ酸アルミニウムサイトを有するポリケイ酸の形の水和二酸化ケイ素を含むビスコース繊維である。そのような繊維、およびそのような繊維を製造するための方法は、米国特許第5,417,752号明細書および国際公開第9217629号パンフレットに一般的に開示されている。ケイ酸を含み、約31(±3)パーセントの無機物質を有するビスコース繊維は、フィンランドのサテリ・オイ・カンパニー(Sateri Oy Company,Finland)から商標ビジル(Visil)(登録商標)として販売されている。
【0022】
物品の延焼防止方法および延焼防止した物品
本発明にはさらに、本明細書に記載された嵩高バットを含んでなる延焼防止物品が含まれる。延焼防止することが可能な物品としては、布張りしたクッションおよび家具のようなものが挙げられる。しかしながら、その延焼防止物品が、嵩高ウェブバットを組み込んだキルティング複合材料を含んでなるマットレスであるのが好ましい。マットレスのキルティング複合材料は、ティッキング布帛、嵩高バットの1層もしくはそれ以上の層、場合によりフォームおよび可燃性繊維バット、必要があればマットレスの内部に面するマットレスキルティング複合材料の側面の上に使用するスクリムバッキング、の層を組み合わせて形成することができる。
【0023】
ティッキング布帛は通常、各種の織物組織を使用した、極めて耐久性の高い織布または編布であり、その坪量は、2〜8オンス/平方ヤード(68〜271グラム/平方メートル)の範囲となることが多い。典型的なティッキング布帛としては、綿、ポリエステル繊維、またはレーヨン繊維などを挙げることができるが、これらに限定される訳ではない。フォームは典型的には、ポリウレタンフォームである。スクリムバッキングは通常、0.5〜1オンス/平方ヤード(17〜39グラム/平方メートル)の不織(一般にはスパンボンド)布の層である。マットレスのキルティング複合材料パネルの層は、糸を用いた縫いかがり線により互いにしっかりと結合することができる。
【0024】
さらに本発明は、物品の延焼防止方法にも関し、そのような方法には以下の工程を含んでなることができる:
a)布帛ティッキングまたは椅子張りと、嵩高バットと、場合によりステッチバッキング層との層を組み合わせる工程であって、その嵩高バットは繊維を含んでなり、そのバットは下記の熱的性能温度(TPT)(℃):
TPT≦380−0.326×(総合坪量)
(式中、その坪量はグラム/平方メートルで示される)を有し、そのバットは少なくとも0.5インチ(1.25センチメートル)の合計の厚みを有する、工程;
b)それらの層を縫い合わせて、延焼防止キルティング複合材料または椅子張り布帛を形成させる工程;および
c)その延焼防止キルティング複合材料または椅子張り布帛を物品の中に組み入れる工程。
【0025】
本発明の嵩高バットは、火炎防止層として、マットレス、基礎部分(foundation)、および/またはボックス・スプリング(box spring)に組み込むことができる。たとえば、マットレス、基礎部分、および/またはボックス・スプリングのパネルおよび縁は、上述のマットレスパネルキルティング複合材料、または構成要素として本発明の多層嵩高バットを組み入れた各種その他の変形例に使用することができる。本発明のバリヤーは、断熱性能を必要とされる箇所、たとえばフォームコアマットレスの縁およびガセットにおいて使用するのに、最も価値がある。その縫いかがりは、非難燃性の糸を用いて縫うことも可能ではあるが、たとえばケブラー(Kevlar)(登録商標)アラミド繊維から製造されるような難燃性の糸が、縫いかがり、特にマットレス、基礎部分、および/またはボックス・スプリングの縁の縫いかがりには好ましい。
【0026】
具体的な多層嵩高バット
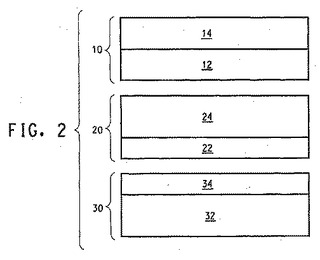
本発明の一つの実施態様は、多層嵩高耐燃性バット、およびそのようなバットを含んでなる物品たとえばマットレスに関する。図2では、組み合わさって延焼防止材料を形成する、いくつかの代表的な多層バットの断面を単純化して示している。多層バット10は、ベース層12と外側層14とを含んでなり、それらの層が同様の厚みを有している。多層バット20は、ベース層22と外側層24とを含んでなり、その外側層がベース層よりも厚い。多層バット30は、ベース層32と外側層34とを含んでなり、そのベース層が外側層よりも厚い。
【0027】
そのベース層は、30〜80重量部の耐熱性繊維、5〜55重量部の、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持する、セルロース繊維、および第一のバインダー材料を含んでなり;その外側層は、第二のバインダー材料と、85重量部までの、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持するセルロース繊維、モダクリル繊維、もしくはそれらの繊維のブレンド物のいずれかである繊維、を含んでなる。その多層嵩高バットにおいては、ベース層と外側層との合計重量を基準にして、そのベース層が20〜70重量部の量で存在し、その外側層が80〜30重量部の量で存在する。
【0028】
その多層嵩高バットのベース層は、30〜80重量部の耐熱性繊維と、5〜55重量部の、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持するセルロース繊維と、15〜25重量部のバインダー材料とを含んでなる。その耐熱性繊維が25〜35重量部の量で存在し、そのセルロース繊維が45〜55重量部の量で存在するのが好ましい。そのベース層は、高密度構造を与え、それによって、火炎の中で炭化物が形成され、損なわれることがない。
【0029】
その多層嵩高バットのベース層にはさらに、5〜55重量部の、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持するセルロース繊維も含む。本明細書で先に開示したように、好適な炭化物形成性再生セルロース繊維は、ケイ酸アルミニウムサイトを有するポリケイ酸の形の水和二酸化ケイ素を含むビスコース繊維であり、たとえばフィンランドのサテリ・オイ・カンパニー(Sateri Oy Company,Finland)から商標ビジル(Visil)(登録商標)として販売されているものである。
【0030】
多層嵩高バットのベース層にはさらに第一のバインダー材料が含まれ、それは、ベース層の中に存在する繊維およびバインダーの量を基準にして、15〜25重量部の量で存在させるのが好ましい。好適なバインダー材料は、熱を加えることにより活性化されるバインダー繊維である。そのようなバインダー繊維は典型的には、その繊維ブレンド物の中の他のいずれのステープルファイバーの軟化点よりも低い温度で流動する(すなわち、より低い軟化点を有する)熱可塑性物質から製造される。バインダー繊維としてはシース/コア二成分繊維が好ましく、特に、コアがポリエステルホモポリマーでシースがバインダー材料となるコポリエステルからなる二成分繊維のバインダー繊維が好ましいが、そのようなものとしては、たとえば日本国のユニチカ株式会社(Unitika Co.,Japan)から(たとえば、商標メルティ(MELTY)(登録商標)として販売)一般に入手可能である。有用なタイプのバインダー繊維としては、ポリプロピレン、ポリエチレン、またはポリエステルのポリマーもしくはコポリマーから製造されるものが挙げられるが、それらの繊維はそれらポリマーまたはコポリマーだけを含んでいてもよいし、あるいは、サイド・バイ・サイドもしくはシース/コア構成の二成分繊維の形でもよい。
【0031】
多層嵩高バットの外側層には、第二のバインダー材料と、85重量部までの、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持するセルロース繊維、モダクリル繊維、またはそれらの繊維を含む混合物またはブレンド物のいずれかである繊維とが含まれる。その第二のバインダー材料は、15〜25重量部のバインダー材料となる量で存在しているのが好ましい。ベース層の場合と同様に、好適なバインダー材料は、熱を加えることにより活性化されるバインダー繊維である。一般的には、同一のバインダーを外側層とベース層の両方で使用することも可能であるが、それが必須という訳ではない。
【0032】
その外側層は、多層嵩高バットの外側層として機能して、火炎およびオフガス中で炭化して火炎を抑制する外側構造を与えるのが好ましい。その外側層は、典型的には、白色または淡色であって、さらには、ベース層のいかなる着色も隠蔽するのが好ましい。そのようなタイプの外側層は、可燃性の高いマットレスおよび家具、特に大量のフォームを含むものの延焼を防止するには特に有用である。そのようなマットレスは、特にマットレスが有している縁領域および各種ガセット領域では、延焼を防止するのが困難である。
【0033】
その外側層が、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持する、セルロース繊維を含んでなる場合には、その繊維が、外側層の35〜45重量部の量で存在するのが好ましい。そのような繊維を80重量部を超えて使用すると、バインダー繊維が不十分となり、外側層の耐久性が損なわれる恐れがある。そのような繊維を20重量部未満で使用すると、外側層に、フォームマットレスの延焼を充分に防止できるだけの炭化物が得られない、と考えられる。
【0034】
所望により、火炎を抑制するガスを放出するような繊維をその外側層に加えることもできる。モダクリル繊維は、燃焼させたときに火炎を抑制するハロゲン含有ガスをこの繊維が放出するので、好適なそのような繊維である。外側層がモダクリル繊維を含んでなる場合、その繊維は、外側層の35〜45重量部の量で存在しているのが好ましい。モダクリル繊維を80重量部を超えて外側層中に使用すると、バインダー繊維が不十分となり、外側層の耐久性が損なわれる恐れがある。実務的な観点からは、外側層から顕著な量の火炎抑制性のオフガスが望ましいならば、その層には、少なくとも20重量部のモダクリル繊維が必要であると考えられる。
【0035】
「モダクリル繊維」という用語は、アクリロニトリルを含んでなるポリマーからのアクリル系合成繊維を意味している。そのポリマーは、30〜70重量パーセントのアクリロニトリルと、70〜30重量パーセントのハロゲン含有ビニルモノマーを含んでなるコポリマーであるのが好ましい。そのハロゲン含有ビニルモノマーは、たとえば塩化ビニル、塩化ビニリデン、臭化ビニル、臭化ビニリデンなどから選択される、少なくとも1種のモノマーである。共重合可能なビニルモノマーの例としては、アクリル酸、メタクリル酸、そのような酸の塩またはエステル、アクリルアミド、メタクリルアミド、酢酸ビニルなどが挙げられる。
【0036】
本発明において使用するのに好適なモダクリル繊維は、アクリロニトリルを塩化ビニリデンと組み合わせたコポリマーである。火炎抑制性を改良するために、そのコポリマーにはさらに、1種または複数の酸化アンチモンが含まれていてもよい。そのような有用なモダクリル繊維としては、2重量パーセントの三酸化アンチモンを含む米国特許第3,193,602号明細書に開示されている繊維、少なくとも2重量パーセントそして好ましくは8重量パーセント以下の量で存在する各種のアンチモン酸化物を用いて製造された、米国特許第3,748,302号明細書に開示されている繊維、ならびに8〜40重量パーセントのアンチモン化合物を含む、米国特許第5,208,105号明細書および米国特許第5,506,042号明細書に開示されている繊維などが挙げられるが、これらに限定される訳ではない。好適なモダクリル繊維は、日本国の(株)カネカ(Kaneka Corporation,Japan)から各種の形態で市販されており、いくつかのものには酸化アンチモンが含まれないのに対して、他のものたとえばプロテックス(Protex)Cにはそれらの化合物を10〜15重量パーセント含んでいると言われている。
【0037】
その多層嵩高バットにおいては、ベース層と外側層との合計重量を基準にして、そのベース層が20〜70重量部の量で存在し、その外側層が80〜30重量部の量で存在する。ベース層が40〜55重量部の量で存在し、外側層が60〜45重量部の量で存在しているのが好ましい。
【0038】
多層バットを製造するためのプロセス
嵩高耐燃性バットを製造するための好適なプロセスには、以下の工程を含んでなる:
a)30〜80重量部の耐熱性繊維と、5〜55重量部の、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持する、セルロース繊維と、15〜25重量部のバインダー繊維とを含んでなる、ベース層繊維混合物を形成させる工程;
b)85重量部までの、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持するセルロース繊維、またはモダクリル繊維のいずれかである繊維、および15〜25重量部のバインダー繊維とを含んでなる、外側層繊維混合物を形成させる工程;
c)一つの層がベース層繊維混合物を含み、別な層が外側層繊維混合物を含む、少なくとも1.25センチメートル(0.5インチ)の合計の厚みを有する多層バットを形成させる工程;および
d)多層バットを加熱して、バインダー繊維を活性化させて嵩高バットを形成させる工程。
【0039】
繊維混合物および多層バットは、低密度ウェブを製造することが可能であれば、いかなる方法によって形成させてもよい。たとえば、繊維のベールから得られる捲縮ステープルファイバーとバインダー繊維との集塊物を、ピッカーのような装置を用いて開梱させることができる。好ましくはそれらの繊維は、約0.5〜100デニール/フィラメント(0.55〜約110dtex/フィラメント)、好ましくは0.8〜50デニール/フィラメント(0.88〜56dtex/フィラメント)の線密度を有するステープルファイバーであるが、線密度の範囲が約0.9〜30デニール/フィラメント(1〜33dtex/フィラメント)であるものが最も好ましい。それらの繊維は一般に、約0.5〜4インチ(1.3cm〜10.2cm)のカット長さと、約6〜約15捲縮/インチ(2.4〜5.9捲縮/cm)の好適な捲縮頻度とを有している。
【0040】
次いで、その開梱された繊維混合物を、たとえば空気コンベヤーのような各種使用可能な方法を用いてブレンドして、より均質な混合物を形成させることができる。別な方法として、ピッカーにおいて繊維を開梱させるより前に、繊維をブレンドして均質な混合物を形成させておくことも可能である。次いでその繊維のブレンド物を、カードなどの装置を用いることにより繊維ウェブに転換させることができるが、他の方法たとえば繊維のエアレイ法を使用してもよい。次いで、コンベヤーを介して、その繊維ウェブをクロスラッパーなどの装置に送り、個々のウェブをジグザグ構造の形で互いの上に層化させることにより、嵩高クロスラップ構造を作り出す。繊維の開梱とクロスラッピングの速度を調節して、所望の高さの嵩高クロスラップ構造が得られるようにする。クロスラップ構造を達成するのに有用な代表的なプロセスとしては、エアレイ法または他の方法で形成させたウェブをベルトまたはエプロンの上でクロスラッピングさせるためのプロセスが挙げられ、それらは当業者には公知であって、以下の文献に一般的に開示されている:米国特許第3,558,029号明細書(マンズ(Manns));米国特許第3,877,628号明細書(アセリン(Asselin)ら);米国特許第4,984,772号明細書(フロイント(Freund));米国特許第6,195,844号明細書(ジュルド(Jurde)ら)、および英国特許第1,527,230号明細書(ジャウエット(Jowett))。
【0041】
本発明の多層嵩高バットを作り出すためには、異なった組成を有する2種以上の嵩高構造物、好ましくは上述のベース層と外側層の組成物を、同時に製造するか、順に製造し次いでコンベヤーまたはベルトの上で重ねることができる。次いで、この多層嵩高ウェブバットに、好ましくは加熱オーブンを使用して、かつ好ましくはバットを圧縮することなく、熱をかけてセットして、そのバインダー材料を活性化させる。次いでその嵩高バットを冷却させて、バインダー材料を固定する。
【0042】
好適なプロセスにおいては、次いでその多層嵩高バットの縁をトリミングして、均一な幅のバットを得る。次いで、そのトリミングした嵩高バットの一部を、好ましくは、そのトリミングした縁の部分を個々の繊維の中に分散させるピッカーを通して、その材料を加工することにより、プロセス中にリサイクルさせる。このリサイクルさせた部分にはベース層および外側層の両方からの繊維が含まれているので、外側層の色の統一性を維持するためには、そのリサイクルさせた部分をベース層に添加するのが好ましい。ベースシートにリサイクルされる量は合わせて、ベースシートの全重量の約25重量部未満とするのが好ましい。このリサイクルプロセスを使用することで、好ましくは、ベース層には、セルロース繊維をベース層の15重量部までの量で、そしてモダクリル繊維を15重量部までの量でさらに含むようにすることができる。
【0043】
多層バットを有する物品の延焼を防止する方法、および延焼防止された物品
本発明にはさらに、本明細書に記載された多層嵩高バットを含んでなる延焼防止物品が含まれる。本明細書において先に開示したように、延焼防止することが可能な物品としては、布張りしたクッションおよび家具のようなものが挙げられるが、嵩高ウェブバットを組み入れたキルティング複合材料パネルを含んでなるマットレスであるのが好ましい。
【0044】
本発明はさらに、本明細書に記載の多層バットを含む物品の延焼防止方法に関するが、それは以下の工程を含んでなる:
a)布帛ティッキングまたは椅子張りの層と、嵩高バットと、場合によりフォームおよび可燃性繊維バットおよび必要に応じて、ステッチバッキング層を組み合わせる工程であって、その嵩高バットは、30〜80重量部の耐熱性繊維、5〜55重量部の、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持する、セルロース繊維、および15〜25重量部の第一のバインダー材料を含んでなるベース層と、
85重量部までの、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持するセルロース繊維、モダクリル繊維、またはそれら2種の繊維を含む混合物、のいずれかの繊維と、15〜25重量部の第二のバインダー材料とを含んでなる外側層とを含んでなり、それら2層の合計重量を基準として、そのバットのベース層が20〜70重量部を含んでなり、そしてその外側層が80〜30重量部を含んでなり、そのバットが少なくとも0.5インチ(1.25センチメートル)の合計の厚みを有する、工程:
b)それらの層を縫い合わせて、延焼防止キルティング複合材料または椅子張り布帛を形成させる工程;および
c)その延焼防止キルティング複合材料または椅子張り布帛を物品の中に組み入れる工程。
【0045】
本発明の多層嵩高バットは、火炎防止層として、マットレス、基礎部分、および/またはボックス・スプリングに組み込むことができる。たとえば、マットレス、基礎部分、および/またはボックス・スプリングのパネルおよび縁は、上述のマットレスパネルキルティング複合材料、または構成要素として本発明の多層嵩高バットを組み入れた各種その他の変形例に使用することができる。その縫いかがりは、非難燃性の糸を用いて縫うことも可能ではあるが、たとえばケブラー(Kevlar)(登録商標)アラミド繊維から製造されるような難燃性の糸が、縫いかがり、特にマットレス、基礎部分、および/またはボックス・スプリングの縁の縫いかがりには好ましい。
【0046】
試験方法
<熱重量分析>
本発明において使用される繊維は、所定の加熱速度で高温にまで加熱したときに、それらの繊維重量の一部を保持する。この繊維重量は、デラウェア州ニューアーク(Newark,Delaware)のTA・インストルメンツ(TA Instruments)(ウォーターズ・コーポレーション(Waters Corporation)の1ディビジョン)から入手可能な、サーモグラビメトリック・アナライザー(Thermogravimetric Analyzer)(TGA)モデル2950を使用して測定した。このTGAは、昇温に対するサンプルの重量損失のスキャン図を与える。TA・ユニバーサル・アナリシス(TA Universal Analysis)プログラムを使用すると、各記録温度におけるパーセント重量損失を測定することができる。そのプログラムプロファイルは、以下の工程からなる:サンプルを50℃に平衡させる工程、そのサンプルを500マイクロリットルのセラミックカップ(PN:952018.910)サンプル容器の中に入れる工程、およびそのサンプル容器の口のすぐ上に設けた熱電対で測定しながら、10mL/分の速度で添加する空気を用いて、空気の温度を50℃から1000℃まで20℃/分の速度で昇温させる工程。試験手順は下記の通りである。TA・システム(TA System)2900コントローラー上のTGAスクリーンを用いてTGAのプログラミングをした。サンプルIDを入力し、計画している昇温速度プログラムの20度/分を選択した。機器の風袋機能を利用して、空のサンプルカップの風袋を引いた。繊維のサンプルを長さ約1/16インチ(0.16cm)に切断し、サンプルパンにそのサンプルを緩く充填した。サンプル重量は、120〜60mgの範囲とするべきである。TGAには天秤が付属しているので、予め正確な重量を測定しておく必要はない。サンプルは一切、パンの外側には出ないようにするべきである。充填したサンプルパンを、天秤のワイヤーの上に載せ、熱電対をパンの上端の近くではあるが、それには触れないようにセットした。炉をパンの上にかぶせ、TGAを開始する。プログラムが完了したら、TGAが自動的に炉を下げ、サンプルパンを外し、冷却モードに入る。次いで、TA・システム・2900・ユニバーサル・アナリシス(TA System 2900 Universal Analysis)プログラムを使用して、解析を行い、所定の温度範囲におけるパーセント重量損失についてのTGAスキャンを生成させる。
【0047】
<厚み>
多層バットの厚みは、ASTM D5736−95(2001年再承認)を使用して測定した。
【0048】
<熱的性能温度>
次いで、高温におけるそれらの性質の内の断熱性と熱流束とを、NFPA1971スタンダード・オン・プロテクティブ・アンサンブル・フォア・ストラクチュラル・ファイア・ファイティング・2000エディション・セクション6−10(NFPA1971 Standard on Protective Ensemble for Structural Fire Fighting 2000 Edition Section 6−10)に使用されるのと同一の機器を用いて測定した。本発明の材料の特徴を表すために、その装置をデータ取得モードで運転した。布帛の上に2cal/cm2/秒(8.38J/cm2/秒)の熱流束を90秒間、与えた。その時間の間、試験片の裏面(ベース層)に直接接触させた熱量計を用いて、その材料を通過する熱を測定した。材料の特性を、90秒暴露させた後の熱量計の熱電対の温度の項目で表した。この数値は、バリヤー布帛を通過する熱量に正比例する。
【0049】
<坪量>
バットの坪量は、ASTM D6242−98を用いて測定した。
【実施例】
【0050】
ベース層と外側層とを有する2層の嵩高バットを製造したが、いずれの層の繊維も、溶融温度約120℃のコポリマーPETシース/PETコアのバインダー繊維を使用することにより固定した。ベース層には、リサイクル物質はまったく除外して、個別フィラメント繊度が2.25デニール/フィラメント(2.5dtex/フィラメント)で平均カット長さが1.9インチ(25mm)のタイプ970(Type 970)ケブラー(Kevlar)(登録商標)アラミド繊維(デュポン(DuPont)から入手可能)と、個別フィラメント繊度が3.5デニール/フィラメント(3.9dtex/フィラメント)で平均カット長さが2インチ(50mm)のタイプ33AP(Type 33AP)ビジル(Visil)(登録商標)セルロース繊維(サテリ(Sateri)から入手可能)と、個別フィラメント繊度が4デニール/フィラメント(4.4dtex/フィラメント)で平均カット長さが2インチ(51mm)のバインダー繊維(ナン・ヤ(Nan Ya)から入手可能)とが含まれていた。外側層には、ベース層と同一のビジル(Visil)(登録商標)セルロース繊維と、個別フィラメント繊度が7デニール/フィラメント(7.8dtex/フィラメント)で平均カット長さが2インチ(51mm)のプロテックス(Protex)Cモダクリル繊維(カネカ(Kaneka)から入手可能)と、ベース層と同一のバインダー繊維とが含まれていた。
【0051】
常用される、カーディングライン/ガーネットマシンおよびクロスラッパーを使用して繊維の開梱とブレンドを行い、個々の嵩高バット層を形成させ、それを互いに組み合わせ、ガス点火炉を用いてヒートセットさせた。次いでその嵩高バットを冷却した。嵩高バットの一部をカード機にリサイクルさせたが、このリサイクル部分からの繊維はベース層の一部とした。
【0052】
本発明の嵩高バットについてのデータは、表1の品目番号1〜10に示し、比較例の嵩高バットのデータは品目番号A〜Dに示す。すべての品目において、その厚みは約0.5〜1.5インチ(1.3〜3.8cm)の範囲に入っていた。次いで、すべての品目についてTPTを測定したが、それらの結果を表2に示す。比較例および実施例の品目における、総合坪量の関数としての熱的性能温度を図1に示す。このプロットから、本発明の品目は、比較例の品目により定義される関係よりは下に位置するので、所定の坪量では、より高い熱的保護(より低い熱的性能温度)を与えていることが明白である。
【0053】
【表1】
【0054】
【表2】
【図面の簡単な説明】
【0055】
【図1】本発明の嵩高耐燃性バットにおけるTPTと坪量との関係を表すグラフである。
【図2】本発明の好ましい嵩高バットを示す図である。
【技術分野】
【0001】
本発明は、フォームコア(foam−core)またはフォームエンケースト(foam−encased)マットレス、特にフォームマットレスのガセットおよび縁などの物品における延焼防止において特に有用である、多層嵩高耐燃性バット(layered high loft flame reistant batting)、そのバットを製造するためのプロセス、および物品の延焼防止方法に関する。
【背景技術】
【0002】
カリフォルニア州は、住居、ホテル、および公共施設における火災により失われる人命の数を減少させる目的で、マットレスおよびマットレスセットの燃焼性を規制し、抑制することを強化してきた。具体的には、カリフォルニア州のザ・ビューロー・オブ・ホーム・ファーニシングズ・アンド・サーマル・インシュレーション・オブ・ザ・デパートメント・オブ・コンシューマー・アフェアズ(the Bureau of Home Furnishings and Thermal Insulation of the Department of Consumer Affairs)は、テクニカル・ブリテン603「リクワイアメンツ・アンド・テスト・プロシジャー・フォア・レジスタンス・オブ・ア・レジデンシャル・マットレス/ボックス・スプリング・セット・トゥ・ア・ラージ・オープン・フレーム(Requirements and Test Procedure for Resistance of a Residential Mattress/Box Spring Set to a Large Open−Flame)」を発行して、マットレスセットの燃焼性を定量化した。延焼防止材としての適性を求めて布帛をスクリーニングする一つの手段は、その布帛の熱的性能温度(thermal performance temperature)(TPT)を測定する試験を用いることであり、それは、そのバリヤー布帛を通過する熱の量に正比例する数値である。TPT値が低いということは、その延焼防止材が火炎に対する良好な遮断材であるということを意味しており、外部の火炎による熱からマットレスの内部を防御することになるであろう。
【0003】
マットレスの中に耐火バリヤーを組み込む方法はいくつか存在するが、マットレスの内部に存在している物質の層の一つを、延焼防止層として機能できるように加工するのが好ましい。具体的には、ほとんどのマットレスには嵩高繊維バットが含まれているが、そのバットが可燃性の材料で作られているとそれがさらなる燃料を与えることになりかねないので、その嵩高材料を、延焼防止材として機能することが可能な他の材料に置き換えるというのが、好ましい解決法である。
【0004】
したがって、延焼防止嵩高バットに使用される具体的な材料を選択することが、極めて重要となってくる。いくつかの繊維材料は、他のものよりも単位重量あたりの耐火性が高いが、一般的に言って、耐火性の高い繊維の方が、耐火性が低い繊維よりも高価である。耐火性がより低い繊維では、単に使用する繊維の量を増やし、それによって延焼防止材の坪量と厚みの両方を増やすことによって、補償することもできる。しかしながら、これは充分な解決法とはいえず、その理由は、過剰な量の繊維を使用しようとすると、それによって、マットレスカバーの中にその嵩高なバットを縫い込み、組み立ての際にそのマットレスカバーを閉じなければならない、というまた別な問題が生じる可能性があるからである。より良好なアプローチ方法は、過剰な量の繊維を必要とせず、したがってその布帛が比較的低い坪量で延焼防止材として機能するように、延焼防止材布帛を設計することである。
【0005】
特許文献1(メイター(Mater)ら)には、マットレスおよび布張り椅子で使用するための、不織布嵩高火炎バリヤーが開示されている。それらのバリヤーは密度が極めて低く、5〜50キログラム/立方メートル、最も好ましくは7.5〜15キログラム/立方メートルの範囲である。好適な不織布嵩高火炎バリヤーは、本質的に耐火性であって直接的な火炎による収縮が起きにくい繊維と、ハロゲン化モノマーから製造されたポリマーからの繊維との、繊維ブレンド物を含んでなる。
【0006】
特許文献2には、耐火バリヤー層と断熱層とを有する耐火バリヤー布帛が開示されている。その耐火バリヤー層は、アラミドとモダクリル繊維とのブレンド物から構成することができ、その断熱層は、FRビスコースとモダクリル繊維とから構成することができる。
【0007】
【特許文献1】国際公開第03/023108号パンフレット
【特許文献2】米国特許出願公開第2004/0060119号明細書
【発明の開示】
【発明が解決しようとする課題】
【0008】
それらの特許出願には多くのタイプの布帛が開示されてはいるが、布帛の熱的性能温度と布帛の望ましい坪量との間の望ましい関係については何の開示もされていない。したがって、ここで必要とされているのは、熱的性能温度が低くかつ坪量の低い、マットレスおよび椅子張りのための嵩高延焼防止材である。
【課題を解決するための手段】
【0009】
本発明は、繊維および熱可塑性バインダーを含んでなる嵩高耐燃性バット、およびその嵩高耐燃性バットを含む物品またはマットレスに関し、そのバットは次式:
TPT≦380−0.326×(総合坪量)
(式中、その坪量はグラム/平方メートルで示される)
で表される熱的性能温度(TPT)(℃)を有している。
【0010】
本発明はさらに、物品の延焼防止方法に関し、それには、以下の工程を含んでなる:布帛ティッキングまたは椅子張りの層と、嵩高耐燃性バットと、場合によりステッチバッキング層とを組み合わせる工程であって、その嵩高バットは繊維を含んでなり、そのバットは次式:
TPT≦380−0.326×(総合坪量)
(式中、その坪量はグラム/平方メートルで示される)で表される熱的性能温度(TPT)(℃)を有し、そのバットは典型的には少なくとも0.5インチ(1.25センチメートル)の合計の厚みを有する工程、それらの層を縫い合わせて延焼防止キルティング複合材料または椅子張り布帛を形成させる工程、およびその延焼防止キルティング複合材料または椅子張り布帛を物品の中に組み入れる工程。
【0011】
本発明の一つの実施態様は、ベース層と外側層とを含んでなる多層嵩高耐燃性バット、およびそのようなバットを含むマットレスなどの物品に関する。そのバットのベース層は、30〜80重量部の耐熱性繊維と、5〜55重量部の、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持するセルロース繊維と、第一のバインダー材料とを含んでなる。その外側層は、第二のバインダー材料と、85重量部までの、(i)空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持する、セルロース繊維、(ii)モダクリル繊維、または(iii)それら2種の繊維を含む混合物、のいずれかである繊維とを含んでなる。その嵩高バットの中では、ベース層と外側層の2層の合計重量を基準にして、ベース層が20〜70重量部を含んでなり、外側層が80〜30重量部を含んでなり、そのバットの合計の厚みは0.5インチ(1.25センチメートル)以上である。
【0012】
本発明はさらに、以下の工程を含んでなる物品の延焼防止方法に関する:
a)布帛ティッキングまたは椅子張りの層と、嵩高バットと、場合によりステッチバッキング層とを組み合わせる工程であって、その嵩高バットは、
i)30〜80重量部の耐熱性繊維と、5〜55重量部の、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持するセルロース繊維と、第一のバインダー材料とを含んでなるバットのベース層;および
ii)85重量部までの、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持するセルロース繊維、モダクリル繊維、またはそれら2種の繊維を含む混合物、のいずれかの繊維と、第二のバインダー材料とを含んでなる外側層;を含んでなり、
それら2層の合計重量を基準として、そのバットのベース層が20〜70重量部を含んでなり、そしてその外側層が80〜30重量部を含んでなり、そのバットが少なくとも0.5インチ(1.25センチメートル)の合計の厚みを有する、工程:
b)それらの層を縫い合わせて、延焼防止キルティング複合材料または椅子張り布帛を形成させる工程;および
c)その延焼防止キルティング複合材料または椅子張り布帛を物品の中に組み入れる工程。
【発明を実施するための最良の形態】
【0013】
TPTバット
本発明は、次式:
TPT≦380−0.326×(総合坪量)
(式中、その坪量はグラム/平方メートルで示される)で表される熱的性能温度(TPT)(℃)を有する嵩高耐燃性バットに関する。TPTは、そのバリヤー材料の断熱性能の目安である。TPT値が低い程、その物質の断熱性能は高い。
【0014】
本発明のバットは、好ましくは0.3〜4.3ポンド/立方フィート(5〜70キログラム/立方メートル)の総合密度を有する。バットの密度が高すぎると、一般に、マットレスおよびその他の物品におけるクッション材として使用するのに好適なレジリエンスが得られない。所望の範囲よりも密度が低いバットは、組み込み作業の際に取扱うにはかさばりすぎるので、キルティング複合材料の中に組み入れるときに、通常は所望の密度範囲になるよう圧縮する。密度が低すぎたり、高すぎたりするバットもまた、所望の柔らかさや審美性を与えない。
【0015】
本発明の嵩高バットはさらに、その好適な合計の厚みが0.5インチ(1.25センチメートル)以上である。バットの厚みをどの程度にすることが可能かについては、現実的な制限はないが、多くの典型的な用途においては、その嵩高バットの厚みは、3インチ(7.6cm)より厚くする必要はなく、マットレス用途の場合、多くは2インチ(5cm)未満が極めて有用である。さらに本発明のバットは一般に、約8〜18オンス/平方ヤード(271〜610グラム/平方メートル)、好ましくは11〜16オンス/平方ヤード(373〜542グラム/平方メートル)の坪量を有している。
【0016】
図1は、本発明の嵩高耐燃性バットにおけるTPTと坪量との関係を表すグラフである。上側にある関係は、従来技術による比較例を示している。下側にある関係は、本発明のバットによる実施例を示している。これらのFR嵩高バリヤーは、所定の坪量で高い断熱性能(低いTPT)を有している。
【0017】
本発明の嵩高耐燃性バットは、耐熱性繊維を含んでなる。「耐熱性繊維」という用語は、その繊維を空気中、20℃/分の速度で500℃まで加熱したときに、好ましくはその繊維重量の90パーセントを保持するということを意味する。そのような繊維は一般に耐燃性であるが、これは、その繊維または布帛が空気中で火炎を維持できないような限界酸素指数(LOI)を、その繊維またはその繊維から製造した布帛が有しているということを意味しており、その好適なLOI範囲は、約26以上である。好適な繊維は、火炎に暴露したときでも過度に収縮しないものであるが、これはすなわち、火炎に暴露されても繊維の長さが顕著に短くならないということである。空気中、20℃/分の速度で500℃まで加熱したときに、その繊維重量の90パーセントを保持する有機繊維を含む布帛は、衝突してくる火炎によって燃焼されてもクラックや開口が限定された量にしかならない傾向を有しており、このことは、延焼防止手段としての布帛の性能にとって重要である。
【0018】
本発明の延焼防止不織布において有用な、耐熱性があって安定な繊維としては、パラ−アラミド、ポリベンズアゾール、ポリベンズイミダゾール、およびポリイミドポリマーから製造された繊維が挙げられる。好適な耐熱性繊維は、アラミドポリマー、特にパラ−アラミドポリマーから製造される。
【0019】
本明細書で使用するとき、「アラミド」という用語は、アミド(−CONH−)結合の少なくとも85%が2個の芳香環に直接結合しているようなポリアミドを意味する。「パラ−アラミド」という用語は、分子鎖において、2個の環またはラジカルが互いにパラ配向されていることを意味する。アラミドに添加剤を併用することもできる。事実、重量で10パーセントもの他のポリマー材料をアラミドとブレンドすることが可能である、あるいは、アラミドのジアミンを、10パーセントもの他のジアミンで置換したり、あるいはアラミドの二酸塩化物を10パーセントもの他の二酸塩化物で置換したりしたコポリマーを使用することが可能である、ということが見出された。本発明の実施において好適なパラ−アラミドは、ポリ(パラフェニレンテレフタルアミド)である。本発明において有用なパラ−アラミド繊維を製造する方法は一般に開示されており、たとえば、米国特許第3,869,430号明細書、米国特許第3,869,429号明細書、および米国特許第3,767,756号明細書に記載がある。そのような芳香族ポリアミド有機繊維およびそれらの繊維の各種の形態は、デラウェア州ウィルミントン(Wilmington,Delaware)のデュポン・カンパニー(DuPont Company)から、商標ケブラー(Kevlar)(登録商標)繊維として入手可能である。
【0020】
本発明において有用な市販のポリベンズアゾール繊維としては、日本国の東洋紡(Toyobo,Japan)から入手可能なザイロン(Zylon)(登録商標)PBO−AS(ポリ(p−フェニレン−2,6−ベンゾビスオキサゾール)繊維、ザイロン(Zylon)(登録商標)PBO−HM(ポリ(p−フェニレン−2,6−ベンゾビスオキサゾール))繊維が挙げられる。本発明において有用な市販のポリベンズイミダゾール繊維としては、セラニーズ・アセテート・LLC(Celanese Acetate LLC)から入手可能な、ピービーアイ(PBI)(登録商標)繊維が挙げられる。本発明において有用な市販のポリイミド繊維としては、ラプラス・ケミカル(LaPlace Chemical)から入手可能な、P−84(P−84)(登録商標)繊維が挙げられる。
【0021】
本発明の嵩高耐燃性バットにはさらに、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持する、セルロース繊維を含んでなることができる。それらの繊維は、炭化物形成性(char forming)であると言われる。本発明の複合材料において使用されるセルロース繊維は、その繊維の中に10パーセント以上の無機化合物を組み入れた再生セルロース繊維であるのが好ましい。そのような繊維、およびそのような繊維を製造するための方法は、米国特許第3,565,749号明細書および英国特許第1,064,271号明細書に一般的に開示されている。本発明において好適な炭化物形成性再生セルロース繊維は、ケイ酸アルミニウムサイトを有するポリケイ酸の形の水和二酸化ケイ素を含むビスコース繊維である。そのような繊維、およびそのような繊維を製造するための方法は、米国特許第5,417,752号明細書および国際公開第9217629号パンフレットに一般的に開示されている。ケイ酸を含み、約31(±3)パーセントの無機物質を有するビスコース繊維は、フィンランドのサテリ・オイ・カンパニー(Sateri Oy Company,Finland)から商標ビジル(Visil)(登録商標)として販売されている。
【0022】
物品の延焼防止方法および延焼防止した物品
本発明にはさらに、本明細書に記載された嵩高バットを含んでなる延焼防止物品が含まれる。延焼防止することが可能な物品としては、布張りしたクッションおよび家具のようなものが挙げられる。しかしながら、その延焼防止物品が、嵩高ウェブバットを組み込んだキルティング複合材料を含んでなるマットレスであるのが好ましい。マットレスのキルティング複合材料は、ティッキング布帛、嵩高バットの1層もしくはそれ以上の層、場合によりフォームおよび可燃性繊維バット、必要があればマットレスの内部に面するマットレスキルティング複合材料の側面の上に使用するスクリムバッキング、の層を組み合わせて形成することができる。
【0023】
ティッキング布帛は通常、各種の織物組織を使用した、極めて耐久性の高い織布または編布であり、その坪量は、2〜8オンス/平方ヤード(68〜271グラム/平方メートル)の範囲となることが多い。典型的なティッキング布帛としては、綿、ポリエステル繊維、またはレーヨン繊維などを挙げることができるが、これらに限定される訳ではない。フォームは典型的には、ポリウレタンフォームである。スクリムバッキングは通常、0.5〜1オンス/平方ヤード(17〜39グラム/平方メートル)の不織(一般にはスパンボンド)布の層である。マットレスのキルティング複合材料パネルの層は、糸を用いた縫いかがり線により互いにしっかりと結合することができる。
【0024】
さらに本発明は、物品の延焼防止方法にも関し、そのような方法には以下の工程を含んでなることができる:
a)布帛ティッキングまたは椅子張りと、嵩高バットと、場合によりステッチバッキング層との層を組み合わせる工程であって、その嵩高バットは繊維を含んでなり、そのバットは下記の熱的性能温度(TPT)(℃):
TPT≦380−0.326×(総合坪量)
(式中、その坪量はグラム/平方メートルで示される)を有し、そのバットは少なくとも0.5インチ(1.25センチメートル)の合計の厚みを有する、工程;
b)それらの層を縫い合わせて、延焼防止キルティング複合材料または椅子張り布帛を形成させる工程;および
c)その延焼防止キルティング複合材料または椅子張り布帛を物品の中に組み入れる工程。
【0025】
本発明の嵩高バットは、火炎防止層として、マットレス、基礎部分(foundation)、および/またはボックス・スプリング(box spring)に組み込むことができる。たとえば、マットレス、基礎部分、および/またはボックス・スプリングのパネルおよび縁は、上述のマットレスパネルキルティング複合材料、または構成要素として本発明の多層嵩高バットを組み入れた各種その他の変形例に使用することができる。本発明のバリヤーは、断熱性能を必要とされる箇所、たとえばフォームコアマットレスの縁およびガセットにおいて使用するのに、最も価値がある。その縫いかがりは、非難燃性の糸を用いて縫うことも可能ではあるが、たとえばケブラー(Kevlar)(登録商標)アラミド繊維から製造されるような難燃性の糸が、縫いかがり、特にマットレス、基礎部分、および/またはボックス・スプリングの縁の縫いかがりには好ましい。
【0026】
具体的な多層嵩高バット
本発明の一つの実施態様は、多層嵩高耐燃性バット、およびそのようなバットを含んでなる物品たとえばマットレスに関する。図2では、組み合わさって延焼防止材料を形成する、いくつかの代表的な多層バットの断面を単純化して示している。多層バット10は、ベース層12と外側層14とを含んでなり、それらの層が同様の厚みを有している。多層バット20は、ベース層22と外側層24とを含んでなり、その外側層がベース層よりも厚い。多層バット30は、ベース層32と外側層34とを含んでなり、そのベース層が外側層よりも厚い。
【0027】
そのベース層は、30〜80重量部の耐熱性繊維、5〜55重量部の、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持する、セルロース繊維、および第一のバインダー材料を含んでなり;その外側層は、第二のバインダー材料と、85重量部までの、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持するセルロース繊維、モダクリル繊維、もしくはそれらの繊維のブレンド物のいずれかである繊維、を含んでなる。その多層嵩高バットにおいては、ベース層と外側層との合計重量を基準にして、そのベース層が20〜70重量部の量で存在し、その外側層が80〜30重量部の量で存在する。
【0028】
その多層嵩高バットのベース層は、30〜80重量部の耐熱性繊維と、5〜55重量部の、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持するセルロース繊維と、15〜25重量部のバインダー材料とを含んでなる。その耐熱性繊維が25〜35重量部の量で存在し、そのセルロース繊維が45〜55重量部の量で存在するのが好ましい。そのベース層は、高密度構造を与え、それによって、火炎の中で炭化物が形成され、損なわれることがない。
【0029】
その多層嵩高バットのベース層にはさらに、5〜55重量部の、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持するセルロース繊維も含む。本明細書で先に開示したように、好適な炭化物形成性再生セルロース繊維は、ケイ酸アルミニウムサイトを有するポリケイ酸の形の水和二酸化ケイ素を含むビスコース繊維であり、たとえばフィンランドのサテリ・オイ・カンパニー(Sateri Oy Company,Finland)から商標ビジル(Visil)(登録商標)として販売されているものである。
【0030】
多層嵩高バットのベース層にはさらに第一のバインダー材料が含まれ、それは、ベース層の中に存在する繊維およびバインダーの量を基準にして、15〜25重量部の量で存在させるのが好ましい。好適なバインダー材料は、熱を加えることにより活性化されるバインダー繊維である。そのようなバインダー繊維は典型的には、その繊維ブレンド物の中の他のいずれのステープルファイバーの軟化点よりも低い温度で流動する(すなわち、より低い軟化点を有する)熱可塑性物質から製造される。バインダー繊維としてはシース/コア二成分繊維が好ましく、特に、コアがポリエステルホモポリマーでシースがバインダー材料となるコポリエステルからなる二成分繊維のバインダー繊維が好ましいが、そのようなものとしては、たとえば日本国のユニチカ株式会社(Unitika Co.,Japan)から(たとえば、商標メルティ(MELTY)(登録商標)として販売)一般に入手可能である。有用なタイプのバインダー繊維としては、ポリプロピレン、ポリエチレン、またはポリエステルのポリマーもしくはコポリマーから製造されるものが挙げられるが、それらの繊維はそれらポリマーまたはコポリマーだけを含んでいてもよいし、あるいは、サイド・バイ・サイドもしくはシース/コア構成の二成分繊維の形でもよい。
【0031】
多層嵩高バットの外側層には、第二のバインダー材料と、85重量部までの、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持するセルロース繊維、モダクリル繊維、またはそれらの繊維を含む混合物またはブレンド物のいずれかである繊維とが含まれる。その第二のバインダー材料は、15〜25重量部のバインダー材料となる量で存在しているのが好ましい。ベース層の場合と同様に、好適なバインダー材料は、熱を加えることにより活性化されるバインダー繊維である。一般的には、同一のバインダーを外側層とベース層の両方で使用することも可能であるが、それが必須という訳ではない。
【0032】
その外側層は、多層嵩高バットの外側層として機能して、火炎およびオフガス中で炭化して火炎を抑制する外側構造を与えるのが好ましい。その外側層は、典型的には、白色または淡色であって、さらには、ベース層のいかなる着色も隠蔽するのが好ましい。そのようなタイプの外側層は、可燃性の高いマットレスおよび家具、特に大量のフォームを含むものの延焼を防止するには特に有用である。そのようなマットレスは、特にマットレスが有している縁領域および各種ガセット領域では、延焼を防止するのが困難である。
【0033】
その外側層が、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持する、セルロース繊維を含んでなる場合には、その繊維が、外側層の35〜45重量部の量で存在するのが好ましい。そのような繊維を80重量部を超えて使用すると、バインダー繊維が不十分となり、外側層の耐久性が損なわれる恐れがある。そのような繊維を20重量部未満で使用すると、外側層に、フォームマットレスの延焼を充分に防止できるだけの炭化物が得られない、と考えられる。
【0034】
所望により、火炎を抑制するガスを放出するような繊維をその外側層に加えることもできる。モダクリル繊維は、燃焼させたときに火炎を抑制するハロゲン含有ガスをこの繊維が放出するので、好適なそのような繊維である。外側層がモダクリル繊維を含んでなる場合、その繊維は、外側層の35〜45重量部の量で存在しているのが好ましい。モダクリル繊維を80重量部を超えて外側層中に使用すると、バインダー繊維が不十分となり、外側層の耐久性が損なわれる恐れがある。実務的な観点からは、外側層から顕著な量の火炎抑制性のオフガスが望ましいならば、その層には、少なくとも20重量部のモダクリル繊維が必要であると考えられる。
【0035】
「モダクリル繊維」という用語は、アクリロニトリルを含んでなるポリマーからのアクリル系合成繊維を意味している。そのポリマーは、30〜70重量パーセントのアクリロニトリルと、70〜30重量パーセントのハロゲン含有ビニルモノマーを含んでなるコポリマーであるのが好ましい。そのハロゲン含有ビニルモノマーは、たとえば塩化ビニル、塩化ビニリデン、臭化ビニル、臭化ビニリデンなどから選択される、少なくとも1種のモノマーである。共重合可能なビニルモノマーの例としては、アクリル酸、メタクリル酸、そのような酸の塩またはエステル、アクリルアミド、メタクリルアミド、酢酸ビニルなどが挙げられる。
【0036】
本発明において使用するのに好適なモダクリル繊維は、アクリロニトリルを塩化ビニリデンと組み合わせたコポリマーである。火炎抑制性を改良するために、そのコポリマーにはさらに、1種または複数の酸化アンチモンが含まれていてもよい。そのような有用なモダクリル繊維としては、2重量パーセントの三酸化アンチモンを含む米国特許第3,193,602号明細書に開示されている繊維、少なくとも2重量パーセントそして好ましくは8重量パーセント以下の量で存在する各種のアンチモン酸化物を用いて製造された、米国特許第3,748,302号明細書に開示されている繊維、ならびに8〜40重量パーセントのアンチモン化合物を含む、米国特許第5,208,105号明細書および米国特許第5,506,042号明細書に開示されている繊維などが挙げられるが、これらに限定される訳ではない。好適なモダクリル繊維は、日本国の(株)カネカ(Kaneka Corporation,Japan)から各種の形態で市販されており、いくつかのものには酸化アンチモンが含まれないのに対して、他のものたとえばプロテックス(Protex)Cにはそれらの化合物を10〜15重量パーセント含んでいると言われている。
【0037】
その多層嵩高バットにおいては、ベース層と外側層との合計重量を基準にして、そのベース層が20〜70重量部の量で存在し、その外側層が80〜30重量部の量で存在する。ベース層が40〜55重量部の量で存在し、外側層が60〜45重量部の量で存在しているのが好ましい。
【0038】
多層バットを製造するためのプロセス
嵩高耐燃性バットを製造するための好適なプロセスには、以下の工程を含んでなる:
a)30〜80重量部の耐熱性繊維と、5〜55重量部の、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持する、セルロース繊維と、15〜25重量部のバインダー繊維とを含んでなる、ベース層繊維混合物を形成させる工程;
b)85重量部までの、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持するセルロース繊維、またはモダクリル繊維のいずれかである繊維、および15〜25重量部のバインダー繊維とを含んでなる、外側層繊維混合物を形成させる工程;
c)一つの層がベース層繊維混合物を含み、別な層が外側層繊維混合物を含む、少なくとも1.25センチメートル(0.5インチ)の合計の厚みを有する多層バットを形成させる工程;および
d)多層バットを加熱して、バインダー繊維を活性化させて嵩高バットを形成させる工程。
【0039】
繊維混合物および多層バットは、低密度ウェブを製造することが可能であれば、いかなる方法によって形成させてもよい。たとえば、繊維のベールから得られる捲縮ステープルファイバーとバインダー繊維との集塊物を、ピッカーのような装置を用いて開梱させることができる。好ましくはそれらの繊維は、約0.5〜100デニール/フィラメント(0.55〜約110dtex/フィラメント)、好ましくは0.8〜50デニール/フィラメント(0.88〜56dtex/フィラメント)の線密度を有するステープルファイバーであるが、線密度の範囲が約0.9〜30デニール/フィラメント(1〜33dtex/フィラメント)であるものが最も好ましい。それらの繊維は一般に、約0.5〜4インチ(1.3cm〜10.2cm)のカット長さと、約6〜約15捲縮/インチ(2.4〜5.9捲縮/cm)の好適な捲縮頻度とを有している。
【0040】
次いで、その開梱された繊維混合物を、たとえば空気コンベヤーのような各種使用可能な方法を用いてブレンドして、より均質な混合物を形成させることができる。別な方法として、ピッカーにおいて繊維を開梱させるより前に、繊維をブレンドして均質な混合物を形成させておくことも可能である。次いでその繊維のブレンド物を、カードなどの装置を用いることにより繊維ウェブに転換させることができるが、他の方法たとえば繊維のエアレイ法を使用してもよい。次いで、コンベヤーを介して、その繊維ウェブをクロスラッパーなどの装置に送り、個々のウェブをジグザグ構造の形で互いの上に層化させることにより、嵩高クロスラップ構造を作り出す。繊維の開梱とクロスラッピングの速度を調節して、所望の高さの嵩高クロスラップ構造が得られるようにする。クロスラップ構造を達成するのに有用な代表的なプロセスとしては、エアレイ法または他の方法で形成させたウェブをベルトまたはエプロンの上でクロスラッピングさせるためのプロセスが挙げられ、それらは当業者には公知であって、以下の文献に一般的に開示されている:米国特許第3,558,029号明細書(マンズ(Manns));米国特許第3,877,628号明細書(アセリン(Asselin)ら);米国特許第4,984,772号明細書(フロイント(Freund));米国特許第6,195,844号明細書(ジュルド(Jurde)ら)、および英国特許第1,527,230号明細書(ジャウエット(Jowett))。
【0041】
本発明の多層嵩高バットを作り出すためには、異なった組成を有する2種以上の嵩高構造物、好ましくは上述のベース層と外側層の組成物を、同時に製造するか、順に製造し次いでコンベヤーまたはベルトの上で重ねることができる。次いで、この多層嵩高ウェブバットに、好ましくは加熱オーブンを使用して、かつ好ましくはバットを圧縮することなく、熱をかけてセットして、そのバインダー材料を活性化させる。次いでその嵩高バットを冷却させて、バインダー材料を固定する。
【0042】
好適なプロセスにおいては、次いでその多層嵩高バットの縁をトリミングして、均一な幅のバットを得る。次いで、そのトリミングした嵩高バットの一部を、好ましくは、そのトリミングした縁の部分を個々の繊維の中に分散させるピッカーを通して、その材料を加工することにより、プロセス中にリサイクルさせる。このリサイクルさせた部分にはベース層および外側層の両方からの繊維が含まれているので、外側層の色の統一性を維持するためには、そのリサイクルさせた部分をベース層に添加するのが好ましい。ベースシートにリサイクルされる量は合わせて、ベースシートの全重量の約25重量部未満とするのが好ましい。このリサイクルプロセスを使用することで、好ましくは、ベース層には、セルロース繊維をベース層の15重量部までの量で、そしてモダクリル繊維を15重量部までの量でさらに含むようにすることができる。
【0043】
多層バットを有する物品の延焼を防止する方法、および延焼防止された物品
本発明にはさらに、本明細書に記載された多層嵩高バットを含んでなる延焼防止物品が含まれる。本明細書において先に開示したように、延焼防止することが可能な物品としては、布張りしたクッションおよび家具のようなものが挙げられるが、嵩高ウェブバットを組み入れたキルティング複合材料パネルを含んでなるマットレスであるのが好ましい。
【0044】
本発明はさらに、本明細書に記載の多層バットを含む物品の延焼防止方法に関するが、それは以下の工程を含んでなる:
a)布帛ティッキングまたは椅子張りの層と、嵩高バットと、場合によりフォームおよび可燃性繊維バットおよび必要に応じて、ステッチバッキング層を組み合わせる工程であって、その嵩高バットは、30〜80重量部の耐熱性繊維、5〜55重量部の、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持する、セルロース繊維、および15〜25重量部の第一のバインダー材料を含んでなるベース層と、
85重量部までの、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持するセルロース繊維、モダクリル繊維、またはそれら2種の繊維を含む混合物、のいずれかの繊維と、15〜25重量部の第二のバインダー材料とを含んでなる外側層とを含んでなり、それら2層の合計重量を基準として、そのバットのベース層が20〜70重量部を含んでなり、そしてその外側層が80〜30重量部を含んでなり、そのバットが少なくとも0.5インチ(1.25センチメートル)の合計の厚みを有する、工程:
b)それらの層を縫い合わせて、延焼防止キルティング複合材料または椅子張り布帛を形成させる工程;および
c)その延焼防止キルティング複合材料または椅子張り布帛を物品の中に組み入れる工程。
【0045】
本発明の多層嵩高バットは、火炎防止層として、マットレス、基礎部分、および/またはボックス・スプリングに組み込むことができる。たとえば、マットレス、基礎部分、および/またはボックス・スプリングのパネルおよび縁は、上述のマットレスパネルキルティング複合材料、または構成要素として本発明の多層嵩高バットを組み入れた各種その他の変形例に使用することができる。その縫いかがりは、非難燃性の糸を用いて縫うことも可能ではあるが、たとえばケブラー(Kevlar)(登録商標)アラミド繊維から製造されるような難燃性の糸が、縫いかがり、特にマットレス、基礎部分、および/またはボックス・スプリングの縁の縫いかがりには好ましい。
【0046】
試験方法
<熱重量分析>
本発明において使用される繊維は、所定の加熱速度で高温にまで加熱したときに、それらの繊維重量の一部を保持する。この繊維重量は、デラウェア州ニューアーク(Newark,Delaware)のTA・インストルメンツ(TA Instruments)(ウォーターズ・コーポレーション(Waters Corporation)の1ディビジョン)から入手可能な、サーモグラビメトリック・アナライザー(Thermogravimetric Analyzer)(TGA)モデル2950を使用して測定した。このTGAは、昇温に対するサンプルの重量損失のスキャン図を与える。TA・ユニバーサル・アナリシス(TA Universal Analysis)プログラムを使用すると、各記録温度におけるパーセント重量損失を測定することができる。そのプログラムプロファイルは、以下の工程からなる:サンプルを50℃に平衡させる工程、そのサンプルを500マイクロリットルのセラミックカップ(PN:952018.910)サンプル容器の中に入れる工程、およびそのサンプル容器の口のすぐ上に設けた熱電対で測定しながら、10mL/分の速度で添加する空気を用いて、空気の温度を50℃から1000℃まで20℃/分の速度で昇温させる工程。試験手順は下記の通りである。TA・システム(TA System)2900コントローラー上のTGAスクリーンを用いてTGAのプログラミングをした。サンプルIDを入力し、計画している昇温速度プログラムの20度/分を選択した。機器の風袋機能を利用して、空のサンプルカップの風袋を引いた。繊維のサンプルを長さ約1/16インチ(0.16cm)に切断し、サンプルパンにそのサンプルを緩く充填した。サンプル重量は、120〜60mgの範囲とするべきである。TGAには天秤が付属しているので、予め正確な重量を測定しておく必要はない。サンプルは一切、パンの外側には出ないようにするべきである。充填したサンプルパンを、天秤のワイヤーの上に載せ、熱電対をパンの上端の近くではあるが、それには触れないようにセットした。炉をパンの上にかぶせ、TGAを開始する。プログラムが完了したら、TGAが自動的に炉を下げ、サンプルパンを外し、冷却モードに入る。次いで、TA・システム・2900・ユニバーサル・アナリシス(TA System 2900 Universal Analysis)プログラムを使用して、解析を行い、所定の温度範囲におけるパーセント重量損失についてのTGAスキャンを生成させる。
【0047】
<厚み>
多層バットの厚みは、ASTM D5736−95(2001年再承認)を使用して測定した。
【0048】
<熱的性能温度>
次いで、高温におけるそれらの性質の内の断熱性と熱流束とを、NFPA1971スタンダード・オン・プロテクティブ・アンサンブル・フォア・ストラクチュラル・ファイア・ファイティング・2000エディション・セクション6−10(NFPA1971 Standard on Protective Ensemble for Structural Fire Fighting 2000 Edition Section 6−10)に使用されるのと同一の機器を用いて測定した。本発明の材料の特徴を表すために、その装置をデータ取得モードで運転した。布帛の上に2cal/cm2/秒(8.38J/cm2/秒)の熱流束を90秒間、与えた。その時間の間、試験片の裏面(ベース層)に直接接触させた熱量計を用いて、その材料を通過する熱を測定した。材料の特性を、90秒暴露させた後の熱量計の熱電対の温度の項目で表した。この数値は、バリヤー布帛を通過する熱量に正比例する。
【0049】
<坪量>
バットの坪量は、ASTM D6242−98を用いて測定した。
【実施例】
【0050】
ベース層と外側層とを有する2層の嵩高バットを製造したが、いずれの層の繊維も、溶融温度約120℃のコポリマーPETシース/PETコアのバインダー繊維を使用することにより固定した。ベース層には、リサイクル物質はまったく除外して、個別フィラメント繊度が2.25デニール/フィラメント(2.5dtex/フィラメント)で平均カット長さが1.9インチ(25mm)のタイプ970(Type 970)ケブラー(Kevlar)(登録商標)アラミド繊維(デュポン(DuPont)から入手可能)と、個別フィラメント繊度が3.5デニール/フィラメント(3.9dtex/フィラメント)で平均カット長さが2インチ(50mm)のタイプ33AP(Type 33AP)ビジル(Visil)(登録商標)セルロース繊維(サテリ(Sateri)から入手可能)と、個別フィラメント繊度が4デニール/フィラメント(4.4dtex/フィラメント)で平均カット長さが2インチ(51mm)のバインダー繊維(ナン・ヤ(Nan Ya)から入手可能)とが含まれていた。外側層には、ベース層と同一のビジル(Visil)(登録商標)セルロース繊維と、個別フィラメント繊度が7デニール/フィラメント(7.8dtex/フィラメント)で平均カット長さが2インチ(51mm)のプロテックス(Protex)Cモダクリル繊維(カネカ(Kaneka)から入手可能)と、ベース層と同一のバインダー繊維とが含まれていた。
【0051】
常用される、カーディングライン/ガーネットマシンおよびクロスラッパーを使用して繊維の開梱とブレンドを行い、個々の嵩高バット層を形成させ、それを互いに組み合わせ、ガス点火炉を用いてヒートセットさせた。次いでその嵩高バットを冷却した。嵩高バットの一部をカード機にリサイクルさせたが、このリサイクル部分からの繊維はベース層の一部とした。
【0052】
本発明の嵩高バットについてのデータは、表1の品目番号1〜10に示し、比較例の嵩高バットのデータは品目番号A〜Dに示す。すべての品目において、その厚みは約0.5〜1.5インチ(1.3〜3.8cm)の範囲に入っていた。次いで、すべての品目についてTPTを測定したが、それらの結果を表2に示す。比較例および実施例の品目における、総合坪量の関数としての熱的性能温度を図1に示す。このプロットから、本発明の品目は、比較例の品目により定義される関係よりは下に位置するので、所定の坪量では、より高い熱的保護(より低い熱的性能温度)を与えていることが明白である。
【0053】
【表1】
【0054】
【表2】
【図面の簡単な説明】
【0055】
【図1】本発明の嵩高耐燃性バットにおけるTPTと坪量との関係を表すグラフである。
【図2】本発明の好ましい嵩高バットを示す図である。
【特許請求の範囲】
【請求項1】
嵩高耐燃性バットであって、
(a)以下のものを含んでなるベース層
(i)30〜80重量部の耐熱性繊維、
(ii)5〜55重量部の、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持する、セルロース繊維、および
(iii)第一のバインダー材料;
(b)以下のものを含んでなる外側層
(i)85重量部までの、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持するセルロース繊維、モダクリル繊維、またはそれらの混合物のいずれかである繊維、および
(ii)第二のバインダー材料;を含んでなり、
それら2層の合計重量を基準として、バットのベース層が20〜70重量部を含んでなり、そして外側層が80〜30重量部を含んでなり、バットが0.5インチ(1.25センチメートル)以上の合計の厚みを有する、嵩高耐燃性バット。
【請求項2】
耐熱性繊維が、空気中、20℃/分の速度で500℃まで加熱したときに、その繊維重量の90パーセントを保持する有機繊維である請求項1に記載の嵩高耐燃性バット。
【請求項3】
セルロース繊維が、ケイ酸を含むビスコース繊維である請求項1に記載の嵩高耐燃性バット。
【請求項4】
耐熱性繊維が、ベース層中に25〜35重量部の量で存在する請求項1に記載の嵩高耐燃性バット。
【請求項5】
セルロース繊維が、ベース層中に45〜55重量部の量で存在する請求項1に記載の嵩高耐燃性バット。
【請求項6】
物品の延焼防止方法であって、
a)布帛ティッキングまたは椅子張りの層と、嵩高バットと、場合によりフォームおよび可燃性繊維バットおよび必要に応じて、ステッチバッキング層を組み合わせる工程であって、嵩高バットが、30〜80重量部の耐熱性繊維、5〜55重量部の、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持する、セルロース繊維、および第一のバインダー材料を含んでなるベース層と、
85重量部までの、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持するセルロース繊維またはモダクリル繊維のいずれかの繊維と、第二のバインダー材料とを含んでなる外側層とを含んでなり、
それら2層の合計重量を基準として、バットのベース層が20〜70重量部を含んでなり、そして外側層が80〜30重量部を含んでなり、バットが少なくとも0.5インチ(1.25センチメートル)の合計の厚みを有する、工程;
b)層を縫い合わせて、延焼防止キルティング複合材料または椅子張り布帛を形成させる工程;および
c)延焼防止キルティング複合材料または椅子張り布帛を物品の中に組み入れる工程、を含んでなる物品の延焼防止方法。
【請求項7】
繊維および熱可塑性バインダーを含んでなり、バットが次式:
TPT≦380−0.326×(総合坪量)
(式中、坪量はグラム/平方メートルで示される)
で表される熱的性能温度(TPT)(℃)を有する、嵩高耐燃性バット。
【請求項8】
ケイ酸を含むセルロース繊維を含んでなる請求項1に記載の嵩高耐燃性バット。
【請求項9】
延焼防止層として請求項1または7に記載の嵩高耐燃性バットを含んでなる物品。
【請求項10】
物品の延焼防止方法であって、
a)布帛ティッキングまたは椅子張りの層と、嵩高耐燃性バットと、場合によりステッチバッキング層とを組み合わせる工程であって、嵩高バットが繊維および熱可塑性バインダーを含んでなり、バットが次式:
TPT≦380−0.326×(総合坪量)
(式中、坪量はグラム/平方メートルで示される)
で表される熱的性能温度(TPT)(℃)を有し、
バットが、少なくとも0.5インチ(1.25センチメートル)の合計の厚みを有する、工程;
b)層を縫い合わせて、延焼防止キルティング複合材料または椅子張り布帛を形成させる工程;および
c)延焼防止キルティング複合材料または椅子張り布帛を物品の中に組み入れる工程、を含んでなる物品の延焼防止方法。
【請求項1】
嵩高耐燃性バットであって、
(a)以下のものを含んでなるベース層
(i)30〜80重量部の耐熱性繊維、
(ii)5〜55重量部の、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持する、セルロース繊維、および
(iii)第一のバインダー材料;
(b)以下のものを含んでなる外側層
(i)85重量部までの、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持するセルロース繊維、モダクリル繊維、またはそれらの混合物のいずれかである繊維、および
(ii)第二のバインダー材料;を含んでなり、
それら2層の合計重量を基準として、バットのベース層が20〜70重量部を含んでなり、そして外側層が80〜30重量部を含んでなり、バットが0.5インチ(1.25センチメートル)以上の合計の厚みを有する、嵩高耐燃性バット。
【請求項2】
耐熱性繊維が、空気中、20℃/分の速度で500℃まで加熱したときに、その繊維重量の90パーセントを保持する有機繊維である請求項1に記載の嵩高耐燃性バット。
【請求項3】
セルロース繊維が、ケイ酸を含むビスコース繊維である請求項1に記載の嵩高耐燃性バット。
【請求項4】
耐熱性繊維が、ベース層中に25〜35重量部の量で存在する請求項1に記載の嵩高耐燃性バット。
【請求項5】
セルロース繊維が、ベース層中に45〜55重量部の量で存在する請求項1に記載の嵩高耐燃性バット。
【請求項6】
物品の延焼防止方法であって、
a)布帛ティッキングまたは椅子張りの層と、嵩高バットと、場合によりフォームおよび可燃性繊維バットおよび必要に応じて、ステッチバッキング層を組み合わせる工程であって、嵩高バットが、30〜80重量部の耐熱性繊維、5〜55重量部の、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持する、セルロース繊維、および第一のバインダー材料を含んでなるベース層と、
85重量部までの、空気中20℃/分の速度で700℃まで加熱したときにその繊維重量の少なくとも10パーセントを保持するセルロース繊維またはモダクリル繊維のいずれかの繊維と、第二のバインダー材料とを含んでなる外側層とを含んでなり、
それら2層の合計重量を基準として、バットのベース層が20〜70重量部を含んでなり、そして外側層が80〜30重量部を含んでなり、バットが少なくとも0.5インチ(1.25センチメートル)の合計の厚みを有する、工程;
b)層を縫い合わせて、延焼防止キルティング複合材料または椅子張り布帛を形成させる工程;および
c)延焼防止キルティング複合材料または椅子張り布帛を物品の中に組み入れる工程、を含んでなる物品の延焼防止方法。
【請求項7】
繊維および熱可塑性バインダーを含んでなり、バットが次式:
TPT≦380−0.326×(総合坪量)
(式中、坪量はグラム/平方メートルで示される)
で表される熱的性能温度(TPT)(℃)を有する、嵩高耐燃性バット。
【請求項8】
ケイ酸を含むセルロース繊維を含んでなる請求項1に記載の嵩高耐燃性バット。
【請求項9】
延焼防止層として請求項1または7に記載の嵩高耐燃性バットを含んでなる物品。
【請求項10】
物品の延焼防止方法であって、
a)布帛ティッキングまたは椅子張りの層と、嵩高耐燃性バットと、場合によりステッチバッキング層とを組み合わせる工程であって、嵩高バットが繊維および熱可塑性バインダーを含んでなり、バットが次式:
TPT≦380−0.326×(総合坪量)
(式中、坪量はグラム/平方メートルで示される)
で表される熱的性能温度(TPT)(℃)を有し、
バットが、少なくとも0.5インチ(1.25センチメートル)の合計の厚みを有する、工程;
b)層を縫い合わせて、延焼防止キルティング複合材料または椅子張り布帛を形成させる工程;および
c)延焼防止キルティング複合材料または椅子張り布帛を物品の中に組み入れる工程、を含んでなる物品の延焼防止方法。
【図1】

【図2】
【図2】
【公表番号】特表2008−523911(P2008−523911A)
【公表日】平成20年7月10日(2008.7.10)
【国際特許分類】
【出願番号】特願2007−546904(P2007−546904)
【出願日】平成17年12月15日(2005.12.15)
【国際出願番号】PCT/US2005/045473
【国際公開番号】WO2006/068922
【国際公開日】平成18年6月29日(2006.6.29)
【出願人】(390023674)イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー (2,692)
【氏名又は名称原語表記】E.I.DU PONT DE NEMOURS AND COMPANY
【Fターム(参考)】
【公表日】平成20年7月10日(2008.7.10)
【国際特許分類】
【出願日】平成17年12月15日(2005.12.15)
【国際出願番号】PCT/US2005/045473
【国際公開番号】WO2006/068922
【国際公開日】平成18年6月29日(2006.6.29)
【出願人】(390023674)イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー (2,692)
【氏名又は名称原語表記】E.I.DU PONT DE NEMOURS AND COMPANY
【Fターム(参考)】
[ Back to top ]