
マットレスの製造方法、その製造装置及びマットレス

【課題】 褥瘡予防或いは褥瘡抑制の効果を高め、違和感をなくし、長期間の使用に耐えるようにし、磨耗も防止する。
【解決手段】マットレスは、肩の部位に相当する部位1と、臀部の部位に相当する部位2と、を有し、部位1の反発力の部位2の反発力に対する比率は、0.2〜0.8に設定されている。部位1は、密度が0.02〜0.04g/cm3、反発力が10〜55g/cm2、部位2は、密度が0.04〜0.06g/cm3、反発力が55〜70g/cm2である。部位1及び部位2以外の部位には、頭の部位3、踵の部位4、とあり、それらの部位の密度が0.027〜0.07g/cm3、反発力が18〜82g/cm2である。
【解決手段】マットレスは、肩の部位に相当する部位1と、臀部の部位に相当する部位2と、を有し、部位1の反発力の部位2の反発力に対する比率は、0.2〜0.8に設定されている。部位1は、密度が0.02〜0.04g/cm3、反発力が10〜55g/cm2、部位2は、密度が0.04〜0.06g/cm3、反発力が55〜70g/cm2である。部位1及び部位2以外の部位には、頭の部位3、踵の部位4、とあり、それらの部位の密度が0.027〜0.07g/cm3、反発力が18〜82g/cm2である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、マットレスの製造方法、その製造装置及びマットレスに関し、特に褥瘡マットレスなど、人体の健康を高めるために利用するものである。
【背景技術】
【0002】
褥瘡が起こりやすい部位は、肩(甲骨部)、肘関節、臀部(仙骨部、坐骨)、大腿部(大転子部)、かかと(ショウ骨部)などが挙げられる。ある一定の場所に200mmHg以上の圧力が持続的に2時間以上加わると、褥瘡が発生する可能性が高まるといわれている。褥瘡を防止するには、体圧分散させること、通気性を良くすることなどと言われている。このため、これらの部位の反発力を小さくして体圧分散させることが重要な要素となる。
【0003】
また、褥瘡を防止するには、体位変換させて血液の循環を良くすることも重要であるが、体位変換を容易にするには、マットレスの肩部を柔らかくすると良いことが知られている。
従来、褥瘡予防のための立体網状構造体のマットレスとしては特許文献1に示す発明が挙げられる。
【特許文献1】特開2008−142313
【0004】
また、図8(a)示すウレタン系マットレス、図8(b)に示す表層にウレタンマットレスを使用し、下地にポリエステル系の綿マットを使用したもの、図8(c)に示す部分的にウレタンマットを使用したマットレスが発明されている。
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、こうしたマットレス製品への要求は多様化して来ている。たとえば、良い寝姿は自然に立っている姿が良いとされており、このような自然な寝姿にするためには、マットレスの反発力を部分ごとで変える必要がある。それにもかかわらず、製品多様化への対応がいまだ十分ではない。
【0006】
特許文献1記載の立体網状構造体マットレスは、上下方向に密度を変更したものであるが、人体に沿った方向に対しては、均一である。したがって、肩の部位、腰の部位の沈み込みによる問題は依然として解消されておらず、褥瘡予防或いは褥瘡抑制の点でいまだ十分なものではない。
【0007】
また、立体網状構造体マットレス以外のものでも同様である。マットレスの組織が連続的でなく、一体的でなく、部分的に穴を開けたり、切断して反発力の違うものを挿入したものがあるが、連続的でなく違和感があり、長期間の使用に耐えない。また、ウレタン系マットレスは長期使用に耐えないおそれがある。また、表層にウレタンマットレスを使用したものでは、下地にポリエステル系の綿マットを使用し、表層や合わせ部に磨耗など生じるおそれがある。部分的にウレタンマットを使用したマットレスでは、合わせ部で磨耗など生じるおそれがある。
【0008】
そこで、本発明は、マットレスの反発力を連続的に自由に変えることを可能とし、耐久性を向上させ、肩、腰の部位の褥瘡を予防することができるマットレス製造方法、その製造装置及びマットレスを提供することを目的とする。
【課題を解決するための手段】
【0009】
上記に鑑み、本発明者は、立体網状構造体の反発力を連続線条の押し出し方向に連続的に変えることに着目し、本発明を完成させたものである。すなわち、本発明は請求項1〜6記載の発明である。
【0010】
本発明のマットレスの用途としては、主として、矯正用マットレス、褥瘡用マットレス、リハビリ用マットレス、介護用マットレス等が挙げられる。
【0011】
本発明によれば、マットレスの密度は0.015〜0.07g/cm3の範囲の中で変化させることが好ましい。反発力を調整するには、たとえば、無端コンベアの引取速度を変化させて密度を変えることが好ましい。
【0012】
密度が0.015g/cm3を下回ると、押し出した線条が接合せずに、リンキングが生じるおそれがある。また一方、密度を0.07g/cm3を超えると、反発力が130g/cm2を超え、マットレスとしては不適当になる。
【0013】
四面成形の場合、上下、左右の4面のいずれも、外周面領域には、中心部に比して、相対的に密度の高い部分が有り、十分な強度を備えている。
【0014】
熱可塑性樹脂としてポリエチレン、ポリプロピレンなどのポリオレフィン、ポリエチレンテレフタレートなどのポリエステル、ナイロン66などのポリアミド、ポリ塩化ビニル、ポリスチレン、上記樹脂をベースとし共重合したコポリマーやエラストマー、上記樹脂をブレンドしたもの等が挙げられる。
【0015】
マットレスのサイズについて、例えば、幅250mm〜2500mm、厚さは15mm〜300mmが好ましく、長さ方向においては製造過程では無端状であるので、適宜の長さ(例えば1300mm〜2500mm)に切断するが、それらのサイズ例に限定されるわけではない。
【0016】
また線条は、中実或るいは中空のいずれでもよい。線径は、0.4mmφ〜3mmφの間で適宜採用可能である。
【発明の効果】
【0017】
請求項1〜6の発明により、肩部に相当する第1の部位を柔らかくしているので、患者等の利用者がスムーズに寝返りを打つことができる。また臀部に相当する第2の部位をやわらかくしているので、臀部の褥瘡を防止できる。さらに、マットレスの耐久性を向上させることができる。また、請求項4の発明により、踵部の褥瘡を防止できる。
【発明を実施するための最良の形態】
【0018】
以下、実施形態1のマットレスにつき図1を参照して説明する。再生熱可塑性樹脂を原料又は主原料とし、複数本の連続線条がループ状に無秩序に絡まり合い部分的に熱接着した板状のスプリング構造の三次元網目状構造体である。マットレスは、四面成形であり、表面領域から内部領域に向かって所定間隔の領域は密度が高く成形され、中央部内部の領域の密度はそれよりも低く設定されている。材質はポリエチレンが例示され、線径(直径:中空の場合には中心から外周面までの距離)は、0.6mmφ〜1mmφが例示できる。
【0019】
マットレスは、肩の部位に相当する部位1と、臀部の部位に相当する部位2と、を有し、部位1の反発力の部位2の反発力に対する比率は、0.2〜0.8に設定されている。部位1は、密度が0.02〜0.04g/cm3、反発力が10〜55g/cm2、部位2は、密度が0.04〜0.06g/cm3、反発力が55〜70g/cm2である。部位1及び部位2以外の部位は、頭の部位3、踵の部位4があり、それらの部位の密度が0.02〜0.07g/cm3、反発力が18〜82g/cm2である。
【0020】
部位1に隣接する両側に境界部位1−1および境界部位1−2を設け、境界部位1−1の反発力が、部位3及び部位1の反発力の間の値に設定され、かつ、境界部位1−1の反発力が部位1の反発力に向かって連続的に減少している。また、境界部位1−2の反発力が、部位1及び部位2の反発力の間の値に設定され、境界部位1−2の反発力が部位1から連続的に増加し部位2に連続している。
【0021】
部位2の下側部位に、踵部に相当する部位4を備え、部位4は、密度が0.02〜0.04g/cm3、反発力が10〜55g/cm2である。また、部位4の下側部位に部位5が形成されている。
【0022】
部位2、3、5の密度が部位3≧部位2≧部位5のものが例示されている。部位5の部位の反発力を1とすると、部位1は0.4、部位4は0.3、部位3は1.0としたものが挙げられる。
【0023】
実施形態1のマットレスは、四面成形であり、全ての面が揃えられており、上下面及び左右両側面から内部に向かって所定間隔の領域は密度が高く、中央部内部の領域は、それよりも密度が低く設定されている。
【0024】
マットレスとして機能するためには、密度が0.015g/cm3を下回ると、押し出した線条が接合せずに、リンキングが生じるおそれがある。また一方、密度を0.07g/cm3を超えると、反発力が130g/cm2を超え、マットレスとしては不適当になる。
【0025】
マットレスの表面部は、空隙率が低くなっている。空隙率が低くなっているのは、表面から、線条径の1倍〜3倍までの距離の部分、概ね数mm程度である。本発明のマットレスの構造上、その表面部は線条が密になっており、線条同士が重なり合っている部分もある。また線条径とはマットレスを構成している線条の断面形状が円形の場合は、その直径のことであり、断面形状が角形など円形でない場合は、断面が円形であると仮定してその断面積から求めた直径のことである。
【0026】
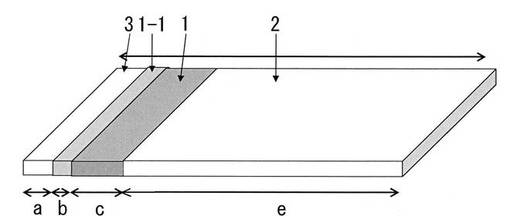
図1に示すマットレスの寸法として、厚み120mm、幅800mm、部位3の長さa:200mm、部位1−1の長さb:100mm、部位1の長さc:300mm、部位1−2の長さd:200mm、部位2の長さe:800mm、部位4の長さf:100mm、部位5の長さg:230mmが例示されるが、諸般の事情を考慮して変更されるものであり、本例に限定されるものではない。
【0027】
第2実施形態のマットレスは第1実施形態のマットレスと同様の構成であるが、部位1の部位2に対する反発力を0.5に設定し、実施形態1よりも反発力を小さくしたものである。第1実施形態と同様の構成については説明と図示を援用する。
【0028】
つぎに図2に示す第3実施形態のマットレスを説明する。この第3実施形態は、概ね第1実施形態と同様であるが、部位1−2、4、5が存在しない点で相違する。マットレスは、厚み120mm、幅が850mm、部位3の長さa:200mm、部位1−1の長さb:100mm、部位1の長さc:300mm、部位2の長さe:1330mmが例示される
【0029】
つぎに本実施形態のマットレス製造装置を説明する。公知の構成について、その詳細な説明は省略するので、特開2005−66134号公報等を参照されたい。
【0030】
このマットレス製造装置は、図示は略すが、複数の孔を有する口金を先端部に有するダイスを備え、熱可塑性樹脂を原料又は主原料とする溶融した線条を前記口金から下方へ押し出す押し出し成形機と、水槽と、該水槽に一部水没した、無端部材を備えた、前記線条と接触する無端コンベアと、を備え、線条を無端コンベアの間に自然降下させ、降下速度より無端コンベアの引取速度が遅く設定され、押出された線状の集合体の幅より無端コンベアの間隔が狭く設定され、無端部材が水没する前後(前及び/又は後の意味である)に前記線条の集合体であるマットレスの上下面及び左右両側面が無端部材に接触するように配置され、集合体の押出方向に沿った複数箇所の部位ごとに前記引取速度を可変とすることにより、前記各部位に対応させてその反発力を複数段階に調整しながら一体的に連続成形する駆動制御装置を備えたものである。駆動制御装置は、無端部材を駆動する駆動モータ、チェーン及び歯車から構成されて無端部材の速度を変速させる変速機、制御装置、その他計器類等から構成されている。引取速度はインバータ制御により行なわれる。
【0031】
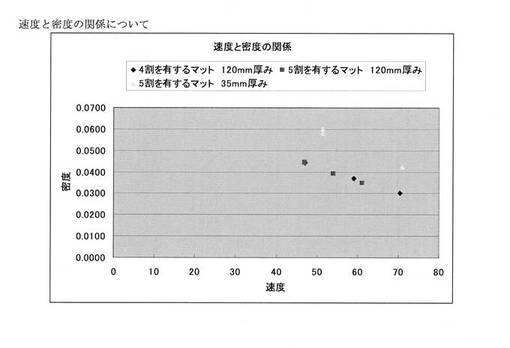
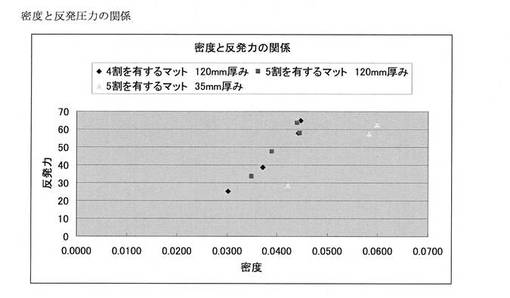
マットレスの引取速度と密度は反比例の関係がある。すなわち、図4に示す通り、引取速度を増大させると、密度は減少し、逆に、引取速度を減少させると、密度は増大する。また一方、図5に示す通り、マットレスの密度と反発力は正比例の関係がある。すなわち、密度を増大すると、反発力は増加し、逆に、密度が減少すると、反発力が減少する。したがって、図6に示す通り、引取速度は、反発力(硬さ)とマイナスの傾きの直線関係にある。なお、マットレスの厚みによりグラフ上での切片は変わるが、直線の傾きは同じである。なお、図4〜図6中、「4割を有するマット」、「5割を有するマット」とは、部位1の部位2に対する反発力の割合を示すものである。
【0032】
このような関係があるので、引取速度を変えることにより、反発力(硬さ)を変えることができ、連続的に、一体に、硬さを変えたマットレスの生産ができる。
【0033】
部位1は反発力が部位2に対して相対的に小さいので、無端ベルトの引取速度を早くして、逆に、反発力の大きな部位2は無端ベルトの引取速度を遅くして、マットレスの反発力を長手方向ごとに調整しながら一体的に連続成型することができる。なお、線条の引取速度の数値などについては、以下に説明する製造方法を参照されたい。
【0034】
つぎに本実施形態のマットレス製造方法を説明する。このマットレスは次のように製造される。ダイスの口金からフラットに降下した線条が、無端コンベアの無端部材の巻き込み作用によりループ状に巻かれる。線条が無端部材の面に当たったところから、巻き込んでいく。巻き込まれた部分は密度が大きく、巻き込まれない部分は密度が小さい。
【0035】
溶融した熱可塑性樹脂をダイスより下方へ押出し、一部水没した2対の無端コンベアとが直交して)で構成された4角形のコンベア(平面視で枠形状に配置される)の間に自然降下させ、降下速度より遅く設定された引取速度にて引き取ることにより三次元網目状構造体でスプリング構造のマットレスを製造する。その際に、押出された溶融樹脂の集合体の幅より2対の無端コンベアの幅が狭く、かつ無端コンベアが水没する前後に溶融樹脂の集合体の上下面と左右両側面が無端コンベアに接触するようにした。
【0036】
溶融した熱可塑性樹脂の集合体の周囲の部分は、すべて、無端コンベア上に落下し、溶融した熱可塑性樹脂の集合体の内側へ移動し密な状態となるため、水中にそのまま落下した中央部分より空隙率が小さくなる。当然ながら、このようにして製造されたマットレスにおいては、空隙率が低くなった表面部分は、空隙率が高い中央部分よりループの交点の数が多くなり、引張り強度が著しく強くなる。また、空隙率が低い表面部分は空隙部の面積が小さくなる。
【0037】
マットレスの上下面及び左右両側面が前記無端部材に接触するようにしたものであり、集合体の押出方向に沿った複数箇所の部位ごとに引取速度を可変とすることにより、各部位に対応させてその反発力を複数段階に調整しながら一体的に連続成形するものである。
【0038】
以上説明した製造方法により、実施形態1〜3のマットレスが製造される。そして、それらの製造条件の詳細を説明する。
部位1の反発力の部位2の反発力に対する比率は、0.2〜0.8に設定され、部位1は、引取速度が80〜55cm/分、密度が0.02〜0.04g/cm3、反発力が10〜55g/cm2、前記部位2は、引取速度が55〜35cm/分、密度が0.04〜0.06g/cm3、反発力が55〜70g/cm2で、部位1及び部位2以外の部位は、密度が0.027〜0.07g/cm3、反発力が18〜82g/cm2である。
【0039】
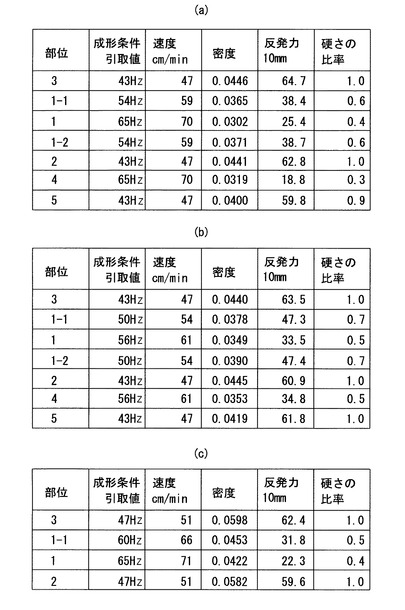
部位1に隣接する両側に境界部位1−1および境界部位1−2を設けるため、境界部位1−1の反発力が、部位3及び部位1の反発力の間の値に設定され、境界部位1−1の反発力が部位1の反発力に向かって連続的に減少する。また、境界部位1−2の反発力が部位1及び部位2の反発力の間の値に設定され、部位1から連続的に減少し部位2に連続するように、無端部材の速度を変更する。また、部位2の下側部位に、部位4を設ける場合、引取速度が80〜55cm/分、密度が0.02〜0.04g/cm3、反発力が10〜55g/cm2である。図3(a)に部位、成形条件(引取値)、速度、密度、反発力、硬さの比率の一覧表を示す。「成形条件 引取値」は、吐出条件(吐出量)が一定で、引取速度を各部位に応じて変更するよう、モータのインバータ制御の信号の周波数(Hz)を変更するものである。引取速度は、密度、反発力に関係し、引取速度を変えることにより、反発力、すなわち、マットレスの硬さを変えることができる。実施形態2のマットレスに対応する製造条件の一例を図3(b)、実施形態3のマットレスに対応する製造条件の一例を図3(c)に示す。なお、反発力は、10mm圧縮させた時に生じる反力とした。なお、製造方法の公知の構成について、その詳細な説明は省略するので、特開2005−66134号公報等を参照されたい。
【0040】
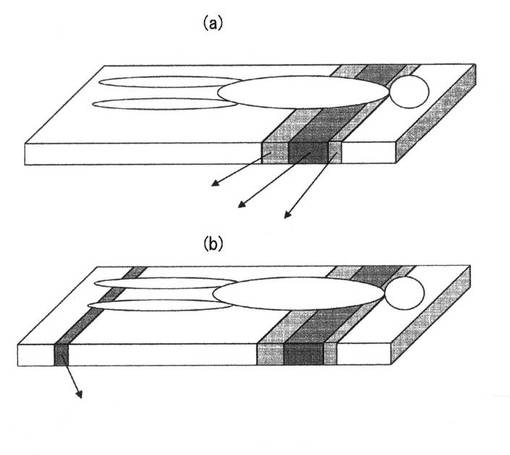
以上説明したマットレスの製造方法、製造装置、マットレスによれば、肩部に相当する部位1を柔らかくしているので、図7に示す通りに使用することにより、患者等の利用者がスムーズに寝返りを打つことができる。また、部位2により臀部、部位4により踵部の褥瘡を防止できる。さらに、マットレスの耐久性を向上させることができる。
【0041】
尚、本発明は、上述の実施の形態に限定されるものではなく、本発明の技術的思想を逸脱しない範囲に於て、改変等を加えることが出来るものであり、それらの改変、均等物等も本発明の技術的範囲に含まれることとなる。
【図面の簡単な説明】
【0042】
【図1】本発明実施形態1のマットレスの斜視図である。
【図2】本発明実施形態3のマットレスの斜視図である。
【図3】(a)〜(c)は、本発明実施形態の製造方法の製造条件を示す一覧表である。
【図4】本発明実施形態の製造方法における速度と密度との関係を示すグラフである。
【図5】本発明実施形態の製造方法における密度と反発力との関係を示すグラフである。
【図6】本発明実施形態の製造方法における速度と反発力との関係を示すグラフである。
【図7】(a)(b)は本発明実施形態のマットレスの使用状態の説明図である。
【図8】(a)〜(c)は従来技術の例示である。
【符号の説明】
【0043】
部位1、部位1−1、部位1−2、部位2、部位3、部位4、部位5
【技術分野】
【0001】
本発明は、マットレスの製造方法、その製造装置及びマットレスに関し、特に褥瘡マットレスなど、人体の健康を高めるために利用するものである。
【背景技術】
【0002】
褥瘡が起こりやすい部位は、肩(甲骨部)、肘関節、臀部(仙骨部、坐骨)、大腿部(大転子部)、かかと(ショウ骨部)などが挙げられる。ある一定の場所に200mmHg以上の圧力が持続的に2時間以上加わると、褥瘡が発生する可能性が高まるといわれている。褥瘡を防止するには、体圧分散させること、通気性を良くすることなどと言われている。このため、これらの部位の反発力を小さくして体圧分散させることが重要な要素となる。
【0003】
また、褥瘡を防止するには、体位変換させて血液の循環を良くすることも重要であるが、体位変換を容易にするには、マットレスの肩部を柔らかくすると良いことが知られている。
従来、褥瘡予防のための立体網状構造体のマットレスとしては特許文献1に示す発明が挙げられる。
【特許文献1】特開2008−142313
【0004】
また、図8(a)示すウレタン系マットレス、図8(b)に示す表層にウレタンマットレスを使用し、下地にポリエステル系の綿マットを使用したもの、図8(c)に示す部分的にウレタンマットを使用したマットレスが発明されている。
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、こうしたマットレス製品への要求は多様化して来ている。たとえば、良い寝姿は自然に立っている姿が良いとされており、このような自然な寝姿にするためには、マットレスの反発力を部分ごとで変える必要がある。それにもかかわらず、製品多様化への対応がいまだ十分ではない。
【0006】
特許文献1記載の立体網状構造体マットレスは、上下方向に密度を変更したものであるが、人体に沿った方向に対しては、均一である。したがって、肩の部位、腰の部位の沈み込みによる問題は依然として解消されておらず、褥瘡予防或いは褥瘡抑制の点でいまだ十分なものではない。
【0007】
また、立体網状構造体マットレス以外のものでも同様である。マットレスの組織が連続的でなく、一体的でなく、部分的に穴を開けたり、切断して反発力の違うものを挿入したものがあるが、連続的でなく違和感があり、長期間の使用に耐えない。また、ウレタン系マットレスは長期使用に耐えないおそれがある。また、表層にウレタンマットレスを使用したものでは、下地にポリエステル系の綿マットを使用し、表層や合わせ部に磨耗など生じるおそれがある。部分的にウレタンマットを使用したマットレスでは、合わせ部で磨耗など生じるおそれがある。
【0008】
そこで、本発明は、マットレスの反発力を連続的に自由に変えることを可能とし、耐久性を向上させ、肩、腰の部位の褥瘡を予防することができるマットレス製造方法、その製造装置及びマットレスを提供することを目的とする。
【課題を解決するための手段】
【0009】
上記に鑑み、本発明者は、立体網状構造体の反発力を連続線条の押し出し方向に連続的に変えることに着目し、本発明を完成させたものである。すなわち、本発明は請求項1〜6記載の発明である。
【0010】
本発明のマットレスの用途としては、主として、矯正用マットレス、褥瘡用マットレス、リハビリ用マットレス、介護用マットレス等が挙げられる。
【0011】
本発明によれば、マットレスの密度は0.015〜0.07g/cm3の範囲の中で変化させることが好ましい。反発力を調整するには、たとえば、無端コンベアの引取速度を変化させて密度を変えることが好ましい。
【0012】
密度が0.015g/cm3を下回ると、押し出した線条が接合せずに、リンキングが生じるおそれがある。また一方、密度を0.07g/cm3を超えると、反発力が130g/cm2を超え、マットレスとしては不適当になる。
【0013】
四面成形の場合、上下、左右の4面のいずれも、外周面領域には、中心部に比して、相対的に密度の高い部分が有り、十分な強度を備えている。
【0014】
熱可塑性樹脂としてポリエチレン、ポリプロピレンなどのポリオレフィン、ポリエチレンテレフタレートなどのポリエステル、ナイロン66などのポリアミド、ポリ塩化ビニル、ポリスチレン、上記樹脂をベースとし共重合したコポリマーやエラストマー、上記樹脂をブレンドしたもの等が挙げられる。
【0015】
マットレスのサイズについて、例えば、幅250mm〜2500mm、厚さは15mm〜300mmが好ましく、長さ方向においては製造過程では無端状であるので、適宜の長さ(例えば1300mm〜2500mm)に切断するが、それらのサイズ例に限定されるわけではない。
【0016】
また線条は、中実或るいは中空のいずれでもよい。線径は、0.4mmφ〜3mmφの間で適宜採用可能である。
【発明の効果】
【0017】
請求項1〜6の発明により、肩部に相当する第1の部位を柔らかくしているので、患者等の利用者がスムーズに寝返りを打つことができる。また臀部に相当する第2の部位をやわらかくしているので、臀部の褥瘡を防止できる。さらに、マットレスの耐久性を向上させることができる。また、請求項4の発明により、踵部の褥瘡を防止できる。
【発明を実施するための最良の形態】
【0018】
以下、実施形態1のマットレスにつき図1を参照して説明する。再生熱可塑性樹脂を原料又は主原料とし、複数本の連続線条がループ状に無秩序に絡まり合い部分的に熱接着した板状のスプリング構造の三次元網目状構造体である。マットレスは、四面成形であり、表面領域から内部領域に向かって所定間隔の領域は密度が高く成形され、中央部内部の領域の密度はそれよりも低く設定されている。材質はポリエチレンが例示され、線径(直径:中空の場合には中心から外周面までの距離)は、0.6mmφ〜1mmφが例示できる。
【0019】
マットレスは、肩の部位に相当する部位1と、臀部の部位に相当する部位2と、を有し、部位1の反発力の部位2の反発力に対する比率は、0.2〜0.8に設定されている。部位1は、密度が0.02〜0.04g/cm3、反発力が10〜55g/cm2、部位2は、密度が0.04〜0.06g/cm3、反発力が55〜70g/cm2である。部位1及び部位2以外の部位は、頭の部位3、踵の部位4があり、それらの部位の密度が0.02〜0.07g/cm3、反発力が18〜82g/cm2である。
【0020】
部位1に隣接する両側に境界部位1−1および境界部位1−2を設け、境界部位1−1の反発力が、部位3及び部位1の反発力の間の値に設定され、かつ、境界部位1−1の反発力が部位1の反発力に向かって連続的に減少している。また、境界部位1−2の反発力が、部位1及び部位2の反発力の間の値に設定され、境界部位1−2の反発力が部位1から連続的に増加し部位2に連続している。
【0021】
部位2の下側部位に、踵部に相当する部位4を備え、部位4は、密度が0.02〜0.04g/cm3、反発力が10〜55g/cm2である。また、部位4の下側部位に部位5が形成されている。
【0022】
部位2、3、5の密度が部位3≧部位2≧部位5のものが例示されている。部位5の部位の反発力を1とすると、部位1は0.4、部位4は0.3、部位3は1.0としたものが挙げられる。
【0023】
実施形態1のマットレスは、四面成形であり、全ての面が揃えられており、上下面及び左右両側面から内部に向かって所定間隔の領域は密度が高く、中央部内部の領域は、それよりも密度が低く設定されている。
【0024】
マットレスとして機能するためには、密度が0.015g/cm3を下回ると、押し出した線条が接合せずに、リンキングが生じるおそれがある。また一方、密度を0.07g/cm3を超えると、反発力が130g/cm2を超え、マットレスとしては不適当になる。
【0025】
マットレスの表面部は、空隙率が低くなっている。空隙率が低くなっているのは、表面から、線条径の1倍〜3倍までの距離の部分、概ね数mm程度である。本発明のマットレスの構造上、その表面部は線条が密になっており、線条同士が重なり合っている部分もある。また線条径とはマットレスを構成している線条の断面形状が円形の場合は、その直径のことであり、断面形状が角形など円形でない場合は、断面が円形であると仮定してその断面積から求めた直径のことである。
【0026】
図1に示すマットレスの寸法として、厚み120mm、幅800mm、部位3の長さa:200mm、部位1−1の長さb:100mm、部位1の長さc:300mm、部位1−2の長さd:200mm、部位2の長さe:800mm、部位4の長さf:100mm、部位5の長さg:230mmが例示されるが、諸般の事情を考慮して変更されるものであり、本例に限定されるものではない。
【0027】
第2実施形態のマットレスは第1実施形態のマットレスと同様の構成であるが、部位1の部位2に対する反発力を0.5に設定し、実施形態1よりも反発力を小さくしたものである。第1実施形態と同様の構成については説明と図示を援用する。
【0028】
つぎに図2に示す第3実施形態のマットレスを説明する。この第3実施形態は、概ね第1実施形態と同様であるが、部位1−2、4、5が存在しない点で相違する。マットレスは、厚み120mm、幅が850mm、部位3の長さa:200mm、部位1−1の長さb:100mm、部位1の長さc:300mm、部位2の長さe:1330mmが例示される
【0029】
つぎに本実施形態のマットレス製造装置を説明する。公知の構成について、その詳細な説明は省略するので、特開2005−66134号公報等を参照されたい。
【0030】
このマットレス製造装置は、図示は略すが、複数の孔を有する口金を先端部に有するダイスを備え、熱可塑性樹脂を原料又は主原料とする溶融した線条を前記口金から下方へ押し出す押し出し成形機と、水槽と、該水槽に一部水没した、無端部材を備えた、前記線条と接触する無端コンベアと、を備え、線条を無端コンベアの間に自然降下させ、降下速度より無端コンベアの引取速度が遅く設定され、押出された線状の集合体の幅より無端コンベアの間隔が狭く設定され、無端部材が水没する前後(前及び/又は後の意味である)に前記線条の集合体であるマットレスの上下面及び左右両側面が無端部材に接触するように配置され、集合体の押出方向に沿った複数箇所の部位ごとに前記引取速度を可変とすることにより、前記各部位に対応させてその反発力を複数段階に調整しながら一体的に連続成形する駆動制御装置を備えたものである。駆動制御装置は、無端部材を駆動する駆動モータ、チェーン及び歯車から構成されて無端部材の速度を変速させる変速機、制御装置、その他計器類等から構成されている。引取速度はインバータ制御により行なわれる。
【0031】
マットレスの引取速度と密度は反比例の関係がある。すなわち、図4に示す通り、引取速度を増大させると、密度は減少し、逆に、引取速度を減少させると、密度は増大する。また一方、図5に示す通り、マットレスの密度と反発力は正比例の関係がある。すなわち、密度を増大すると、反発力は増加し、逆に、密度が減少すると、反発力が減少する。したがって、図6に示す通り、引取速度は、反発力(硬さ)とマイナスの傾きの直線関係にある。なお、マットレスの厚みによりグラフ上での切片は変わるが、直線の傾きは同じである。なお、図4〜図6中、「4割を有するマット」、「5割を有するマット」とは、部位1の部位2に対する反発力の割合を示すものである。
【0032】
このような関係があるので、引取速度を変えることにより、反発力(硬さ)を変えることができ、連続的に、一体に、硬さを変えたマットレスの生産ができる。
【0033】
部位1は反発力が部位2に対して相対的に小さいので、無端ベルトの引取速度を早くして、逆に、反発力の大きな部位2は無端ベルトの引取速度を遅くして、マットレスの反発力を長手方向ごとに調整しながら一体的に連続成型することができる。なお、線条の引取速度の数値などについては、以下に説明する製造方法を参照されたい。
【0034】
つぎに本実施形態のマットレス製造方法を説明する。このマットレスは次のように製造される。ダイスの口金からフラットに降下した線条が、無端コンベアの無端部材の巻き込み作用によりループ状に巻かれる。線条が無端部材の面に当たったところから、巻き込んでいく。巻き込まれた部分は密度が大きく、巻き込まれない部分は密度が小さい。
【0035】
溶融した熱可塑性樹脂をダイスより下方へ押出し、一部水没した2対の無端コンベアとが直交して)で構成された4角形のコンベア(平面視で枠形状に配置される)の間に自然降下させ、降下速度より遅く設定された引取速度にて引き取ることにより三次元網目状構造体でスプリング構造のマットレスを製造する。その際に、押出された溶融樹脂の集合体の幅より2対の無端コンベアの幅が狭く、かつ無端コンベアが水没する前後に溶融樹脂の集合体の上下面と左右両側面が無端コンベアに接触するようにした。
【0036】
溶融した熱可塑性樹脂の集合体の周囲の部分は、すべて、無端コンベア上に落下し、溶融した熱可塑性樹脂の集合体の内側へ移動し密な状態となるため、水中にそのまま落下した中央部分より空隙率が小さくなる。当然ながら、このようにして製造されたマットレスにおいては、空隙率が低くなった表面部分は、空隙率が高い中央部分よりループの交点の数が多くなり、引張り強度が著しく強くなる。また、空隙率が低い表面部分は空隙部の面積が小さくなる。
【0037】
マットレスの上下面及び左右両側面が前記無端部材に接触するようにしたものであり、集合体の押出方向に沿った複数箇所の部位ごとに引取速度を可変とすることにより、各部位に対応させてその反発力を複数段階に調整しながら一体的に連続成形するものである。
【0038】
以上説明した製造方法により、実施形態1〜3のマットレスが製造される。そして、それらの製造条件の詳細を説明する。
部位1の反発力の部位2の反発力に対する比率は、0.2〜0.8に設定され、部位1は、引取速度が80〜55cm/分、密度が0.02〜0.04g/cm3、反発力が10〜55g/cm2、前記部位2は、引取速度が55〜35cm/分、密度が0.04〜0.06g/cm3、反発力が55〜70g/cm2で、部位1及び部位2以外の部位は、密度が0.027〜0.07g/cm3、反発力が18〜82g/cm2である。
【0039】
部位1に隣接する両側に境界部位1−1および境界部位1−2を設けるため、境界部位1−1の反発力が、部位3及び部位1の反発力の間の値に設定され、境界部位1−1の反発力が部位1の反発力に向かって連続的に減少する。また、境界部位1−2の反発力が部位1及び部位2の反発力の間の値に設定され、部位1から連続的に減少し部位2に連続するように、無端部材の速度を変更する。また、部位2の下側部位に、部位4を設ける場合、引取速度が80〜55cm/分、密度が0.02〜0.04g/cm3、反発力が10〜55g/cm2である。図3(a)に部位、成形条件(引取値)、速度、密度、反発力、硬さの比率の一覧表を示す。「成形条件 引取値」は、吐出条件(吐出量)が一定で、引取速度を各部位に応じて変更するよう、モータのインバータ制御の信号の周波数(Hz)を変更するものである。引取速度は、密度、反発力に関係し、引取速度を変えることにより、反発力、すなわち、マットレスの硬さを変えることができる。実施形態2のマットレスに対応する製造条件の一例を図3(b)、実施形態3のマットレスに対応する製造条件の一例を図3(c)に示す。なお、反発力は、10mm圧縮させた時に生じる反力とした。なお、製造方法の公知の構成について、その詳細な説明は省略するので、特開2005−66134号公報等を参照されたい。
【0040】
以上説明したマットレスの製造方法、製造装置、マットレスによれば、肩部に相当する部位1を柔らかくしているので、図7に示す通りに使用することにより、患者等の利用者がスムーズに寝返りを打つことができる。また、部位2により臀部、部位4により踵部の褥瘡を防止できる。さらに、マットレスの耐久性を向上させることができる。
【0041】
尚、本発明は、上述の実施の形態に限定されるものではなく、本発明の技術的思想を逸脱しない範囲に於て、改変等を加えることが出来るものであり、それらの改変、均等物等も本発明の技術的範囲に含まれることとなる。
【図面の簡単な説明】
【0042】
【図1】本発明実施形態1のマットレスの斜視図である。
【図2】本発明実施形態3のマットレスの斜視図である。
【図3】(a)〜(c)は、本発明実施形態の製造方法の製造条件を示す一覧表である。
【図4】本発明実施形態の製造方法における速度と密度との関係を示すグラフである。
【図5】本発明実施形態の製造方法における密度と反発力との関係を示すグラフである。
【図6】本発明実施形態の製造方法における速度と反発力との関係を示すグラフである。
【図7】(a)(b)は本発明実施形態のマットレスの使用状態の説明図である。
【図8】(a)〜(c)は従来技術の例示である。
【符号の説明】
【0043】
部位1、部位1−1、部位1−2、部位2、部位3、部位4、部位5
【特許請求の範囲】
【請求項1】
熱可塑性合成樹脂を原料又は主原料とする溶融した線条を複数の孔を有するダイスから下方へ押し出し、一部水没した、無端部材を備えた無端コンベアの間を自然降下させ、該自然降下の降下速度より前記無端コンベアの引取速度が遅く設定され、押出された線状の集合体の幅より前記無端コンベアの間隔が狭く設定され、前記無端部材が水没する前後に前記線条の集合体であるマットレスの上下面及び左右両側面が前記無端部材に接触するようにしたマットレスの製造方法であって、
前記集合体の押出方向に沿った複数箇所の部位ごとに前記引取速度を可変とすることにより、前記各部位に対応させてその反発力を複数段階に調整しながら一体的に連続成形するものであることを特徴とするマットレスの製造方法。
【請求項2】
前記部位は、肩に相当する第1部位と、臀部に相当する第2の部位と、を有し、前記第1の部位の反発力の前記第2の部位の反発力に対する比率は、0.2〜0.8に設定され、前記第1の部位は、引取速度が80〜55cm/分、密度が0.02〜0.04g/cm3、反発力が10〜55g/cm2、前記第2の部位は、引取速度が55〜35cm/分、密度が0.04〜0.06g/cm3、反発力が55〜70g/cm2で、第1部位及び第2部位以外の部位は、密度が0.027〜0.07g/cm3、反発力が18〜82g/cm2であることを特徴とするマットレスの製造方法。
【請求項3】
前記第1の部位に隣接する両側に第1境界部位および第2境界部位を設け、該第1境界部位の反発力が、頭に相当する第3の部位と第1の部位の反発力の間の値に設定され、かつ、該第1境界部位の反発力が前記第1の部位の反発力に向かって連続的に減少し、該第2境界部位の反発力が、前記第1の部位及び第2の部位の反発力の間に設定され、前記第2の部位の反発力に向かって連続的に増加する請求項2のマットレスの製造方法。
【請求項4】
前記第2の部位の下側部位に、踵部に相当する第4の部位を備え、該第4の部位は、引取速度が80〜55cm/分、密度が0.02〜0.05g/cm3、反発力が10〜55g/cm2である請求項2又は3のマットレスの製造方法。
【請求項5】
複数の孔を有する口金を先端部に有するダイスを備え、熱可塑性樹脂を原料又は主原料とする溶融した線条を前記口金から下方へ押し出す押し出し成形機と、
水槽と、
該水槽に一部水没した、無端部材を備えた、前記線条と接触する無端コンベアと、を備え、
前記線条を前記無端コンベアの間に自然降下させ、該自然降下の降下速度より前記無端コンベアの引取速度が遅く設定され、押出された線状の集合体の幅より前記無端コンベアの間隔が狭く設定され、前記無端部材が水没する前後に前記線条の集合体であるマットレスの上下面及び左右両側面が前記無端部材に接触するように配置され、
前記集合体の押出方向に沿った複数箇所の部位ごとに前記引取速度を可変とすることにより、前記各部位に対応させてその反発力を複数段階に調整しながら一体的に連続成形する駆動制御装置を備えたマットレスの製造装置。
【請求項6】
熱可塑性合成樹脂を原料又は主原料とする複数本の連続線条がループ状に無秩序に絡まり合い部分的に熱接着したスプリング構造の立体網状構造体からなるマットレスにおいて、
反発力の異なる、肩の部位と、臀部の部位とを有し、前記肩の部位は、密度が0.02〜0.04g/cm3、反発力が10〜55g/cm2、前記臀部の部位は、密度が0.04〜0.06g/cm3、反発力が55〜70g/cm2、肩の部位及び臀部の部位以外の部位は、密度が0.027〜0.07g/cm3、反発力が18〜82g/cm2であることを特徴とするマットレス。
【請求項1】
熱可塑性合成樹脂を原料又は主原料とする溶融した線条を複数の孔を有するダイスから下方へ押し出し、一部水没した、無端部材を備えた無端コンベアの間を自然降下させ、該自然降下の降下速度より前記無端コンベアの引取速度が遅く設定され、押出された線状の集合体の幅より前記無端コンベアの間隔が狭く設定され、前記無端部材が水没する前後に前記線条の集合体であるマットレスの上下面及び左右両側面が前記無端部材に接触するようにしたマットレスの製造方法であって、
前記集合体の押出方向に沿った複数箇所の部位ごとに前記引取速度を可変とすることにより、前記各部位に対応させてその反発力を複数段階に調整しながら一体的に連続成形するものであることを特徴とするマットレスの製造方法。
【請求項2】
前記部位は、肩に相当する第1部位と、臀部に相当する第2の部位と、を有し、前記第1の部位の反発力の前記第2の部位の反発力に対する比率は、0.2〜0.8に設定され、前記第1の部位は、引取速度が80〜55cm/分、密度が0.02〜0.04g/cm3、反発力が10〜55g/cm2、前記第2の部位は、引取速度が55〜35cm/分、密度が0.04〜0.06g/cm3、反発力が55〜70g/cm2で、第1部位及び第2部位以外の部位は、密度が0.027〜0.07g/cm3、反発力が18〜82g/cm2であることを特徴とするマットレスの製造方法。
【請求項3】
前記第1の部位に隣接する両側に第1境界部位および第2境界部位を設け、該第1境界部位の反発力が、頭に相当する第3の部位と第1の部位の反発力の間の値に設定され、かつ、該第1境界部位の反発力が前記第1の部位の反発力に向かって連続的に減少し、該第2境界部位の反発力が、前記第1の部位及び第2の部位の反発力の間に設定され、前記第2の部位の反発力に向かって連続的に増加する請求項2のマットレスの製造方法。
【請求項4】
前記第2の部位の下側部位に、踵部に相当する第4の部位を備え、該第4の部位は、引取速度が80〜55cm/分、密度が0.02〜0.05g/cm3、反発力が10〜55g/cm2である請求項2又は3のマットレスの製造方法。
【請求項5】
複数の孔を有する口金を先端部に有するダイスを備え、熱可塑性樹脂を原料又は主原料とする溶融した線条を前記口金から下方へ押し出す押し出し成形機と、
水槽と、
該水槽に一部水没した、無端部材を備えた、前記線条と接触する無端コンベアと、を備え、
前記線条を前記無端コンベアの間に自然降下させ、該自然降下の降下速度より前記無端コンベアの引取速度が遅く設定され、押出された線状の集合体の幅より前記無端コンベアの間隔が狭く設定され、前記無端部材が水没する前後に前記線条の集合体であるマットレスの上下面及び左右両側面が前記無端部材に接触するように配置され、
前記集合体の押出方向に沿った複数箇所の部位ごとに前記引取速度を可変とすることにより、前記各部位に対応させてその反発力を複数段階に調整しながら一体的に連続成形する駆動制御装置を備えたマットレスの製造装置。
【請求項6】
熱可塑性合成樹脂を原料又は主原料とする複数本の連続線条がループ状に無秩序に絡まり合い部分的に熱接着したスプリング構造の立体網状構造体からなるマットレスにおいて、
反発力の異なる、肩の部位と、臀部の部位とを有し、前記肩の部位は、密度が0.02〜0.04g/cm3、反発力が10〜55g/cm2、前記臀部の部位は、密度が0.04〜0.06g/cm3、反発力が55〜70g/cm2、肩の部位及び臀部の部位以外の部位は、密度が0.027〜0.07g/cm3、反発力が18〜82g/cm2であることを特徴とするマットレス。
【図3】


【図1】

【図2】
【図4】
【図5】
【図6】

【図7】
【図8】

【図1】
【図2】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2010−154965(P2010−154965A)
【公開日】平成22年7月15日(2010.7.15)
【国際特許分類】
【出願番号】特願2008−335169(P2008−335169)
【出願日】平成20年12月26日(2008.12.26)
【出願人】(505290531)株式会社ウィーヴァジャパン (1)
【Fターム(参考)】
【公開日】平成22年7月15日(2010.7.15)
【国際特許分類】
【出願日】平成20年12月26日(2008.12.26)
【出願人】(505290531)株式会社ウィーヴァジャパン (1)
【Fターム(参考)】
[ Back to top ]