
マルチウェルプレート及びその製造方法
【課題】樹脂製のウェルウォールアレイと、石英ガラス、硼ケイ酸ガラス等からなる透明なボトムプレートを用い、ウェル底面の歪の少ないマルチウェルプレートを提供する。
【解決手段】複数のウェルを有する樹脂製のウェルウォールアレイ1と、該ウェルウォールアレイ1に前記ウェルの底面をなすように接着剤2により取り付けられた透明なボトムプレート3とからなるマルチウェルプレートであって、前記接着剤2が硬化収縮率4%以下の紫外線硬化型接着剤であることを特徴とする。
【解決手段】複数のウェルを有する樹脂製のウェルウォールアレイ1と、該ウェルウォールアレイ1に前記ウェルの底面をなすように接着剤2により取り付けられた透明なボトムプレート3とからなるマルチウェルプレートであって、前記接着剤2が硬化収縮率4%以下の紫外線硬化型接着剤であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、生化学的分析に用いられるマルチウェルプレート及びその製造方法に関する。
【背景技術】
【0002】
マルチウェルプレートは、多数の分析又は検定を並行してかつ自動化できるようになる利点を有する点から、生化学的分析学において標準となっている。このような生化学的分析としては、例えばELISA試験(固相酵素免疫検定法)、化学製品、タンパク質及びDNAの濃度の決定又はシンチレーション測定、蛍光測定、りん光測定又はルミネセンス測定等が例示される。更に、マルチウェルプレートは、自動化された細胞培養分析にとっても有用である。これらの分析においては、マルチウェルプレート中の試料が、紫外線/VIS波長範囲の光が試料に照射され、試料からの放出又は試料における吸収が、検出器により検出される。しかしながら、これらの測定の感度は、マルチウェルプレートの底面を構成するプラスチック、主としてポリスチレンの光学的性質によって制限されていた。この問題を解決し、高精度な測定を行うために、石英ガラス、硼ケイ酸ガラス等からなる透明なボトムプレートを樹脂製のウェルウォールアレイに取り付ける構造が提案されている(特許文献1参照)。
【特許文献1】特表2002−530661号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
分析する試料が各ウェル内でほぼ均一な状態の場合、分析のための焦点深度は、試料の深さ程度の誤差(おおよそ100μm程度)は問題とならず、厳密な焦点合わせが不要であるため迅速な測定を行うことができるが、例えば細胞培養を行った試料の場合、細胞は底面に固着して分布する性質があるため、正確な測定を行うためには各ウェルの底面に焦点をあわせる必要がある。
【0004】
しかしながら、樹脂製のウェルウォールアレイは1/100mmレベルの精度を出すことは困難で、特にボトムプレートとの接着面の面精度に関しては、30〜100μm程度とすることがほぼ限界であり、これ以上の精度とするためには厳密な成形条件制御や金型の補正を要し、コスト、時間の点で実用的ではなく、このものに通常の紫外線硬化型アクリル系接着剤を用いてボトムプレートを接着すると、紫外線硬化型アクリル系接着剤は7%程度の硬化収縮を生じ、その結果、ウェルの底面が歪み、焦点をあわせるために時間を要し、特に多量の測定を行う場合に、多くの時間を要するという問題点があった。すなわち、本発明は、樹脂製のウェルウォールアレイと、石英ガラス、硼ケイ酸ガラス等からなる透明なボトムプレートを用い、ウェル底面の歪の少ないマルチウェルプレートを提供することを目的としている。
【課題を解決するための手段】
【0005】
本発明者らは、ウェルウォールアレイの寸法誤差を吸収するための構造、製法について鋭意研究を重ねた結果本発明を完成させたものであり、これは、複数のウェルを有するウェルウォールアレイと、該ウェルウォールアレイに前記ウェルの底面をなすように接着剤により取り付けられた透明なボトムプレートとからなるマルチウェルプレートであって、前記接着剤が硬化収縮率4%以下の紫外線硬化型接着剤であることを特徴としており、特には、接着剤が紫外線硬化型エポキシ系接着剤であることを特徴としている。
【0006】
また、ウェルウォールアレイが射出成形により成形された樹脂材料よりなるものであることを特徴とするものであり、さらにこれらの製造方法に関し、ウェルウォールアレイの接着面またはボトムプレートのウェルウォールアレイとの接着面に対応した部分に紫外線硬化型接着剤を設ける工程と、ウェルウォールアレイとボトムプレートとを位置合わせして押圧し、各々のウェルの全周に前記紫外線硬化型接着剤を接触させる工程と、圧力を開放した状態で紫外線を照射して前記紫外線接着剤を硬化させる工程とを含むことを特徴としている。
【0007】
本発明によれば、ウェルウォールアレイとボトムプレートとの接着に、硬化収縮率4%以下の紫外線硬化型接着剤を用いるので、接着部において硬化収縮に起因するボトムプレートの歪を軽減することができ、また、加熱を要さないのでウェルウォールアレイとボトムプレートの熱膨張差による歪も生じることが無い。さらに、この接着剤として紫外線硬化型エポキシ系接着剤を使用することで硬化収縮を効果的に低減することができると共に、ボトムプレートを構成する石英ガラス、硼ケイ酸ガラス、また、ウェルウォールアレイを構成する樹脂材料に対して良好な接着性を得ることができる。また、上述の理由によりウェルウォールアレイの成形品としての精度も一般レベルで問題なく使用できるので、生産性の高い射出成形品の適用が可能となる。
【0008】
また、ウェルウォールアレイとボトムプレートとを接着する際に、ウェルウォールアレイの接着面またはボトムプレートのウェルウォールアレイとの接着面に対応した部分に紫外線硬化型接着剤を設け、ウェルウォールアレイとボトムプレートとを位置合わせして押圧することで、ウェルウォールアレイの接着部の平面性のばらつきを吸収し、一旦各々のウェルの全周に前記紫外線硬化型接着剤を行き渡らせ、その後圧力を開放することで応力を解除し、ボトムプレートの平面性を保った状態で紫外線を照射して前記紫外線接着剤を硬化させるので、ウェル底面の面精度に優れたマルチウェルプレートを得ることができる。
【発明の効果】
【0009】
上述の如く、本発明によれば、樹脂製のウェルウォールアレイと、石英ガラス、硼ケイ酸ガラス等からなる透明なボトムプレートを用い、ウェル底面の歪の少ないマルチウェルプレートを提供することができ、本製品を用いれば、厳密な焦点設定が必要な分析においても正確で迅速な測定を行うことができる。
【発明を実施するための最良の形態】
【0010】
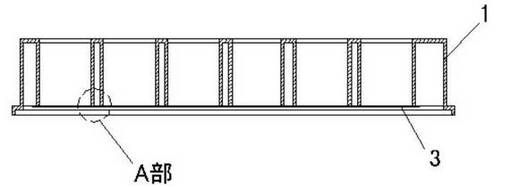
以下図面を参照して、本発明のマルチウェルプレートについて説明する。本発明のマルチウェルプレートは、図1及び図2に示すように、複数のウェルを有するウェルウォールアレイ1と、該ウェルウォールアレイに前記ウェルの底面をなすように接着剤2により取り付けられた透明なボトムプレート3とからなる。ここでウェルの数は特に制限されるものではなく、6、12、24、48、96、384、846、1536のものが、一般的に用いられ、外形寸法は、好ましくは“Society of Biomolecular Screening”(SBS)規格に定められている、ウェルの数に関係なく、幅86mm×長さ128mmとすればよい。
【0011】
本発明に用いられるウェルウォールアレイ1は、公知の樹脂材料からなるものとし、好ましくは、分析すべき物質、例えばDNA又はタンパク質に対し、低い非特異的吸収を有する樹脂材料とすることがよい。このような材料としては、ポリスチレン、ポリカーボネート、ポリエチレン、ポリプロピレン等が例示される。これらには、各ウェル間の光学的なクロストークを防止するための着色剤を添加することは任意である。
【0012】
ウェルウォールアレイ1を成形する方法としては、射出成形、真空成形、ブロー成形、コンプレッション成形等が例示されるが、生産性、形状の自由度の観点から射出成形を適用することが好ましい。このとき、ウェルウォールアレイ1の、ボトムプレート3との接着面の面精度は、通常制御可能な30〜100μm程度とすればよい。ここで言う面精度とは、ウェルウォールアレイ1を、そのボトムプレートとの接着面のうち少なくとも3点が接するように定盤上に載置した際に生じる、定盤との間隙の最大値のことであり、三次元計測装置により計測することも可能である。面精度を30μm以上とすることで、成形条件の制御を緩和することができ、製品歩留まり、サイクルの向上が可能となり、100μm以下とすることで、ボトムプレート3を接着する際、ウェルウォールアレイ1を押圧することで、ウェルウォールアレイ1の接着部の平面性のばらつきを十分吸収することができ、各々のウェルの接着面全周に前記紫外線硬化型接着剤を行き渡らせることが可能となる。
【0013】
本発明に使用されるボトムプレート3は、測定に使用される光線を透過する透明性を有することが必要であり、石英ガラス、硼ケイ酸ガラスが好適に使用され、特に石英ガラスを使用することがもっとも好ましい。ボトムプレート3の厚さは、機械的強度、平面性の維持の観点から50μm以上、好ましくは100μm以上とすることがよく、光学的な特性からはできる限り薄いものとすることが望ましく、300μm以下、好ましくは200μm以下とすることがよい。
【0014】
本発明において、ウェル底面を構成するボトムプレート3の面精度はできる限り平面で凹凸や反り、うねりが無いものとすることが望ましく、具体的にはボトムプレート3を定盤上に載置した際に生じる定盤との間隙の値が、両面とも10μm以下、好ましくは7μm以下、さらに好ましくは3μm以下とすることがよい。このため、ボトムプレート3は、所望の厚さに対し、厚めに形成したものを、両面を研磨することによって所望の厚さとすると共に、高い面精度、厚さ精度を得るようにしたものを使用することが好ましい。
【0015】
本発明に使用される接着剤2は、硬化収縮率4%以下の紫外線硬化型接着剤とすることが必要である。アクリル系紫外線硬化型接着剤としては、アクリル酸エステル樹脂と光ラジカル開始剤とを含有する周知の紫外線硬化性組成物であればよい。このような組成物は、たとえば前述の特開昭55−41488号公報に詳細に記載されている。本発明ではアクリル系紫外線硬化型接着剤の原料または組成を特別に限定するものではないが、好ましいアクリル酸エステル樹脂として、ヒドロキシ基を分子内に有する化学構造のエポキシアクリレートをあげることができる。一般にエポキシアクリレートは、他のアクリル酸エステル樹脂に比べて接着強度が高いからである。通常のアクリル系紫外線硬化型接着剤は7%前後の硬化収縮率を有しているため、このままでは使用できないが、シリカ、ガラスビーズ、ガラス繊維、セラミック粉末等のフィラーを配合することで、硬化収縮率を低減することが可能である。
【0016】
また、エポキシ系の紫外線硬化型接着剤を使用することで、収縮の低減を図ると共にボトムプレート3を構成する石英ガラス、硼ケイ酸ガラス、また、ウェルウォールアレイ1を構成する樹脂材料に対して良好な接着性を得ることができる。エポキシ系紫外線硬化型接着剤としては、エポキシ基を有する化合物とオニウム塩などに代表される光カチオン開始剤とを含有する周知の紫外線硬化性エポキシ樹脂組成物であればよい。このような組成物は前述の特開昭61−233719号公報、特開昭61−51024号公報に詳細に記載されている。本発明ではエポキシ系紫外線硬化型接着剤の原料または組成を特別に限定するものではない。好ましいオニウム塩としては、ジアゾニウム塩、ヨードニウム塩、スルホニウム塩などをあげることができ、使用するエポキシ化合物と相溶するオニウム塩が好ましいといえる。
【0017】
接着剤2をウェルウォールアレイ1の接着面またはボトムプレート3のウェルウォールアレイ1との接着面に対応した部分に塗布する方法としては、ウェルウォールアレイ1の接着面に塗布する場合には、ローラーを用いる方法、ディスペンサを用いる方法、適当な平板に接着剤層を形成した後転写する方法等が例示され、また、ボトムプレート3のウェルウォールアレイ1との接着面に対応した部分に塗布する場合には、スクリーン印刷による方法、転写印刷による方法、ディスペンサを用いる方法等が例示される。
【0018】
接着剤2の塗布厚さは、ウェルウォールアレイ1の、ボトムプレート3との接着面の面精度により決定することができ、この面精度に対し+5〜50μm程度の厚さとすることがよい。面精度+5μm以上とすることで、ウェルウォールアレイ1とボトムプレート3とを貼り合せる際に接着剤が各々のウェルの接着面の全周に行き渡り、ウェルを独立させた状態で接着一体化することが可能となり、50μm以下とすることで、接着剤2の不必要なはみ出しを防止することが可能となる。
【0019】
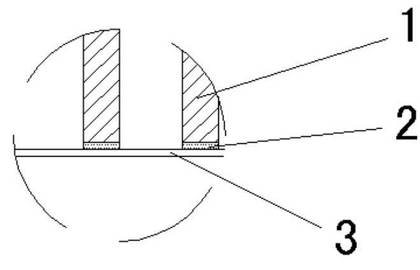
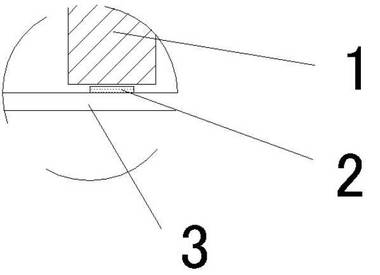
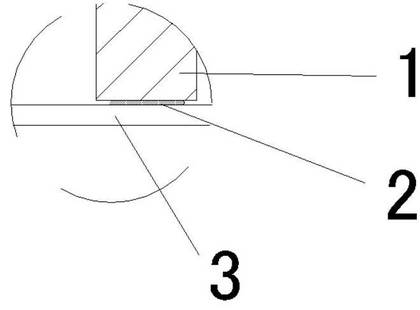
なお、ウェルウォールアレイ1とボトムプレート3とを貼り合せる際に、一旦押圧した後開放する場合、ウェルウォールアレイ1の接着面の面精度の値よりも接着剤厚さを薄く設定することが可能である。ウェルウォールアレイ1は樹脂からなる成形品であり、ある程度の弾性を有しているため、図3に示すように載置状態で生じている間隙も、図4に示すように押圧することで減少させることができる。その後、圧を開放しても、図5に示すように接着剤は表面張力により破断することなくウェルウォールアレイ1とボトムプレート3との間に維持される。このことから接着剤2の厚さは、押圧状態での間隙の最大値に対して+5μm程度以上とすることで、接着剤2を各々のウェルの接着面の全周に行き渡らせることができる。
【0020】
接着剤2の粘度は、塗布方法により適当な値のものを選択すればよく、例えば転写法による場合は10〜10,000mPa・s程度、スクリーン印刷法による場合は、5,000〜50,000mPa・s程度の範囲のものを選択すればよい。また、上述のように接着剤を薄めに形成し、押圧することによりウェルウォールアレイ1とボトムプレート3とに接触させる場合は、圧解放後の破断を防ぐため、粘度は50〜100,000mPa・s程度の範囲のものとし、表面張力は5〜90dyn/cmの範囲のものとすることが好ましい。
【0021】
接着剤2を介してウェルウォールアレイ1とボトムプレート3を位置合わせして貼り合せたら、紫外線を照射して接着剤2を硬化させ、接着を完了し、本発明のマルチウェルプレートが得られる。貼り合せの際は位置合わせ用のピンを立てた位置合わせ治具等を用い、位置合わせを行い接触させる。接触時あるいは接触後は加圧して押し付けることにより各々のウェルの接着面全周に前記紫外線硬化型接着剤を接触させることが望ましく、このときの荷重は、ウェルウォールアレイ1の弾性変形領域内とすることが好ましいことから、幅86mm×長さ128mmのサイズの場合、200N以下程度とすることがよい。また、押圧による効果を十分に得るために、20N以上の荷重を印加することが好ましい。
【0022】
紫外線を照射する際は、圧力を開放し、できる限る負荷をかけない状態で行うことがよい。これは、負荷状態で接着剤を硬化させた場合、応力が残留し、歪の原因となるからである。また、ウェルウォールアレイ1とボトムプレート3との熱膨張の差から生じる歪を抑制するために、温度の上昇も抑制することが好ましく、50℃以下、好ましくは40℃以下、さらに好ましくは35℃以下とすることがよい。過剰な冷却も熱膨張の差から生じる歪の原因となるため、15℃以上、好ましくは20℃以上に制御することがよい。
【0023】
接着剤2としてエポキシ系のものを用いた場合、紫外線照射後にも硬化反応が進行するので、24時間程度の養生工程を設けることが好ましいが、紫外線照射後、本製品が使用に供せられるまでに24時間程度以上を要する場合は、特に養生工程を設ける必要は無い。
【実施例】
【0024】
次に、本発明の実施例、比較例を挙げて説明する。
【0025】
SBS規格に準拠したウェル数24のウェルウォールアレイを、ポリスチレンを材料として射出成形法により成形した。このとき、金型温度を60℃、50℃、40℃の3条件として、60℃で成形したものでは接着面の面精度が35μm前後のもの、50℃で成形したものでは接着面の面精度が67μm前後のもの、40℃で成形したものでは接着面の面精度が95μm前後のものが得られた。面精度の測定は、石英ガラス製の定盤にウェルウォールアレイのボトムプレートとの接着面が接するように載置し、接触している3点をマーキングしてこの3点を含む面を仮想平面として、三次元計測装置によりウェルウォールアレイのボトムプレートとの接着面の高さを測定して、前記仮想平面からの差の最大値を面精度として表1に示した。
【0026】
ボトムプレートとして、両面研磨により厚さを150μmとした77mm×115mmの石英ガラスを準備した。このものの面精度は1μm以下であった。
【0027】
ボトムプレートに表1に示す接着剤をスクリーン印刷法により塗布した。塗布厚さはスクリーンのメッシュ、乳剤厚さにより制御した。なお、表中「エポキシ」は、ビスフェノールに水素添加して得られたジオールとエピクロルヒドリンを反応して得たグリシジルエーテルを主成分とするエポキシ系紫外線硬化型接着剤であり、「アクリル」は、エポキシアクリレートを主成分とするアクリル系紫外線硬化型接着剤である。これらに、フィラーとして、直径4μmのガラス繊維フィラーを表に示す量で添加した。
【0028】
位置合わせ用の治具を用いて、ボトムプレートとウェルウォールアレイとを貼り合せた。このとき、表1に示す接着方法が「押圧」のものでは40Nの荷重を10秒印可し、「無加圧」のものではウェルウォールアレイの自重のみで貼り合せた。
【0029】
ボトムプレートを上側に向け、コンベアー式紫外線照射装置により、上から紫外線を3,000mJ/cm2の線量照射し、接着剤を硬化させ、さらに常温で24時間養生し、実施例、比較例のマルチウェルプレートを作製した。
【0030】
評価としてボトムプレート面の面精度測定を行った。また、厚さ1.1mmの石英ガラスとポリスチレン板とを、各実施例、比較例で使用した接着剤を用いて、各実施例、比較例と同様の厚さで塗布、接着し、引張りせん断接着強さ(JIS K6850)を測定した。結果を表1に示す。
【0031】
【表1】

【0032】
実施例1においては、ボトムプレート面の面精度、接着力とも非常に良好なマルチウェルプレートを得た。
【0033】
実施例2においては、ウェルウォールアレイの面精度が実施例1と比較して大きめのものを使用したが、実使用上十分なボトムプレート面の面精度を得、非常に良好な接着力を得た。
【0034】
実施例3においては、ウェルウォールアレイの面精度が実施例2と比較してさらに大きめのものを使用したが、実使用上十分なボトムプレート面の面精度を得非常に良好な、接着力を得た。
【0035】
実施例4においては、実施例3と比較して、硬化収縮率の大きいアクリル系の接着剤を使用したが、実使用上十分なボトムプレート面の面精度及び、若干弱めではあるが実使用上十分な接着力を得た。
【0036】
実施例5においては、実施例2と比較して、接着剤塗布厚さを厚くし、貼り合せ時の押圧をすることなく接着したので、若干大きめではあるが実使用上十分なボトムプレート面の面精度を得、非常に良好な接着力を得た。
【0037】
実施例6においては、実施例2と比較して、硬化収縮率の大きいアクリル系の接着剤を使用したが、実使用上十分なボトムプレート面の面精度及び、若干弱めではあるが実使用上十分な接着力を得た。
【0038】
実施例7においては、実施例1と比較してフィラーを含まないエポキシ系の接着剤を使用したので、若干硬化収縮率が大きくなったものの、ボトムプレート面の面精度、接着力とも非常に良好なマルチウェルプレートを得た。
【0039】
比較例1においては、比較的面精度のよいウェルウォールアレイを使用してマルチウェルプレートを作製したが、接着剤の硬化収縮率が本発明の範囲を超えて大きなものを使用したために、ボトムプレート面の面精度が10μmを超え、高速な測定に耐え得るものではなかった。
【0040】
比較例2においては、比較例1よりも面精度の悪いウェルウォールアレイを使用してマルチウェルプレートを作製し、接着剤の硬化収縮率が本発明の範囲を超えて大きなものを使用したために、ボトムプレート面の面精度が比較例1よりもさらに悪化し、高速な測定に耐え得るものではなかった。
【図面の簡単な説明】
【0041】
【図1】本発明のマルチウェルプレートを示す断面模式図。
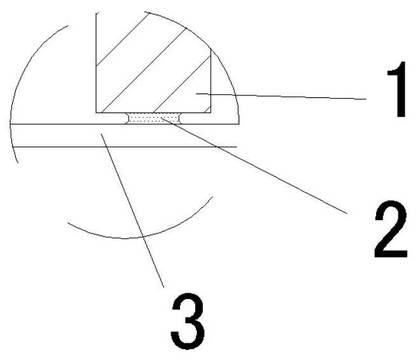
【図2】図1−A部の拡大模式図。
【図3】接着工程の一部を示す拡大模式図。
【図4】接着工程の一部を示す拡大模式図。
【図5】接着工程の一部を示す拡大模式図。
【符号の説明】
【0042】
1.ウェルウォールアレイ
2.接着剤
3.ボトムプレート
【技術分野】
【0001】
本発明は、生化学的分析に用いられるマルチウェルプレート及びその製造方法に関する。
【背景技術】
【0002】
マルチウェルプレートは、多数の分析又は検定を並行してかつ自動化できるようになる利点を有する点から、生化学的分析学において標準となっている。このような生化学的分析としては、例えばELISA試験(固相酵素免疫検定法)、化学製品、タンパク質及びDNAの濃度の決定又はシンチレーション測定、蛍光測定、りん光測定又はルミネセンス測定等が例示される。更に、マルチウェルプレートは、自動化された細胞培養分析にとっても有用である。これらの分析においては、マルチウェルプレート中の試料が、紫外線/VIS波長範囲の光が試料に照射され、試料からの放出又は試料における吸収が、検出器により検出される。しかしながら、これらの測定の感度は、マルチウェルプレートの底面を構成するプラスチック、主としてポリスチレンの光学的性質によって制限されていた。この問題を解決し、高精度な測定を行うために、石英ガラス、硼ケイ酸ガラス等からなる透明なボトムプレートを樹脂製のウェルウォールアレイに取り付ける構造が提案されている(特許文献1参照)。
【特許文献1】特表2002−530661号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
分析する試料が各ウェル内でほぼ均一な状態の場合、分析のための焦点深度は、試料の深さ程度の誤差(おおよそ100μm程度)は問題とならず、厳密な焦点合わせが不要であるため迅速な測定を行うことができるが、例えば細胞培養を行った試料の場合、細胞は底面に固着して分布する性質があるため、正確な測定を行うためには各ウェルの底面に焦点をあわせる必要がある。
【0004】
しかしながら、樹脂製のウェルウォールアレイは1/100mmレベルの精度を出すことは困難で、特にボトムプレートとの接着面の面精度に関しては、30〜100μm程度とすることがほぼ限界であり、これ以上の精度とするためには厳密な成形条件制御や金型の補正を要し、コスト、時間の点で実用的ではなく、このものに通常の紫外線硬化型アクリル系接着剤を用いてボトムプレートを接着すると、紫外線硬化型アクリル系接着剤は7%程度の硬化収縮を生じ、その結果、ウェルの底面が歪み、焦点をあわせるために時間を要し、特に多量の測定を行う場合に、多くの時間を要するという問題点があった。すなわち、本発明は、樹脂製のウェルウォールアレイと、石英ガラス、硼ケイ酸ガラス等からなる透明なボトムプレートを用い、ウェル底面の歪の少ないマルチウェルプレートを提供することを目的としている。
【課題を解決するための手段】
【0005】
本発明者らは、ウェルウォールアレイの寸法誤差を吸収するための構造、製法について鋭意研究を重ねた結果本発明を完成させたものであり、これは、複数のウェルを有するウェルウォールアレイと、該ウェルウォールアレイに前記ウェルの底面をなすように接着剤により取り付けられた透明なボトムプレートとからなるマルチウェルプレートであって、前記接着剤が硬化収縮率4%以下の紫外線硬化型接着剤であることを特徴としており、特には、接着剤が紫外線硬化型エポキシ系接着剤であることを特徴としている。
【0006】
また、ウェルウォールアレイが射出成形により成形された樹脂材料よりなるものであることを特徴とするものであり、さらにこれらの製造方法に関し、ウェルウォールアレイの接着面またはボトムプレートのウェルウォールアレイとの接着面に対応した部分に紫外線硬化型接着剤を設ける工程と、ウェルウォールアレイとボトムプレートとを位置合わせして押圧し、各々のウェルの全周に前記紫外線硬化型接着剤を接触させる工程と、圧力を開放した状態で紫外線を照射して前記紫外線接着剤を硬化させる工程とを含むことを特徴としている。
【0007】
本発明によれば、ウェルウォールアレイとボトムプレートとの接着に、硬化収縮率4%以下の紫外線硬化型接着剤を用いるので、接着部において硬化収縮に起因するボトムプレートの歪を軽減することができ、また、加熱を要さないのでウェルウォールアレイとボトムプレートの熱膨張差による歪も生じることが無い。さらに、この接着剤として紫外線硬化型エポキシ系接着剤を使用することで硬化収縮を効果的に低減することができると共に、ボトムプレートを構成する石英ガラス、硼ケイ酸ガラス、また、ウェルウォールアレイを構成する樹脂材料に対して良好な接着性を得ることができる。また、上述の理由によりウェルウォールアレイの成形品としての精度も一般レベルで問題なく使用できるので、生産性の高い射出成形品の適用が可能となる。
【0008】
また、ウェルウォールアレイとボトムプレートとを接着する際に、ウェルウォールアレイの接着面またはボトムプレートのウェルウォールアレイとの接着面に対応した部分に紫外線硬化型接着剤を設け、ウェルウォールアレイとボトムプレートとを位置合わせして押圧することで、ウェルウォールアレイの接着部の平面性のばらつきを吸収し、一旦各々のウェルの全周に前記紫外線硬化型接着剤を行き渡らせ、その後圧力を開放することで応力を解除し、ボトムプレートの平面性を保った状態で紫外線を照射して前記紫外線接着剤を硬化させるので、ウェル底面の面精度に優れたマルチウェルプレートを得ることができる。
【発明の効果】
【0009】
上述の如く、本発明によれば、樹脂製のウェルウォールアレイと、石英ガラス、硼ケイ酸ガラス等からなる透明なボトムプレートを用い、ウェル底面の歪の少ないマルチウェルプレートを提供することができ、本製品を用いれば、厳密な焦点設定が必要な分析においても正確で迅速な測定を行うことができる。
【発明を実施するための最良の形態】
【0010】
以下図面を参照して、本発明のマルチウェルプレートについて説明する。本発明のマルチウェルプレートは、図1及び図2に示すように、複数のウェルを有するウェルウォールアレイ1と、該ウェルウォールアレイに前記ウェルの底面をなすように接着剤2により取り付けられた透明なボトムプレート3とからなる。ここでウェルの数は特に制限されるものではなく、6、12、24、48、96、384、846、1536のものが、一般的に用いられ、外形寸法は、好ましくは“Society of Biomolecular Screening”(SBS)規格に定められている、ウェルの数に関係なく、幅86mm×長さ128mmとすればよい。
【0011】
本発明に用いられるウェルウォールアレイ1は、公知の樹脂材料からなるものとし、好ましくは、分析すべき物質、例えばDNA又はタンパク質に対し、低い非特異的吸収を有する樹脂材料とすることがよい。このような材料としては、ポリスチレン、ポリカーボネート、ポリエチレン、ポリプロピレン等が例示される。これらには、各ウェル間の光学的なクロストークを防止するための着色剤を添加することは任意である。
【0012】
ウェルウォールアレイ1を成形する方法としては、射出成形、真空成形、ブロー成形、コンプレッション成形等が例示されるが、生産性、形状の自由度の観点から射出成形を適用することが好ましい。このとき、ウェルウォールアレイ1の、ボトムプレート3との接着面の面精度は、通常制御可能な30〜100μm程度とすればよい。ここで言う面精度とは、ウェルウォールアレイ1を、そのボトムプレートとの接着面のうち少なくとも3点が接するように定盤上に載置した際に生じる、定盤との間隙の最大値のことであり、三次元計測装置により計測することも可能である。面精度を30μm以上とすることで、成形条件の制御を緩和することができ、製品歩留まり、サイクルの向上が可能となり、100μm以下とすることで、ボトムプレート3を接着する際、ウェルウォールアレイ1を押圧することで、ウェルウォールアレイ1の接着部の平面性のばらつきを十分吸収することができ、各々のウェルの接着面全周に前記紫外線硬化型接着剤を行き渡らせることが可能となる。
【0013】
本発明に使用されるボトムプレート3は、測定に使用される光線を透過する透明性を有することが必要であり、石英ガラス、硼ケイ酸ガラスが好適に使用され、特に石英ガラスを使用することがもっとも好ましい。ボトムプレート3の厚さは、機械的強度、平面性の維持の観点から50μm以上、好ましくは100μm以上とすることがよく、光学的な特性からはできる限り薄いものとすることが望ましく、300μm以下、好ましくは200μm以下とすることがよい。
【0014】
本発明において、ウェル底面を構成するボトムプレート3の面精度はできる限り平面で凹凸や反り、うねりが無いものとすることが望ましく、具体的にはボトムプレート3を定盤上に載置した際に生じる定盤との間隙の値が、両面とも10μm以下、好ましくは7μm以下、さらに好ましくは3μm以下とすることがよい。このため、ボトムプレート3は、所望の厚さに対し、厚めに形成したものを、両面を研磨することによって所望の厚さとすると共に、高い面精度、厚さ精度を得るようにしたものを使用することが好ましい。
【0015】
本発明に使用される接着剤2は、硬化収縮率4%以下の紫外線硬化型接着剤とすることが必要である。アクリル系紫外線硬化型接着剤としては、アクリル酸エステル樹脂と光ラジカル開始剤とを含有する周知の紫外線硬化性組成物であればよい。このような組成物は、たとえば前述の特開昭55−41488号公報に詳細に記載されている。本発明ではアクリル系紫外線硬化型接着剤の原料または組成を特別に限定するものではないが、好ましいアクリル酸エステル樹脂として、ヒドロキシ基を分子内に有する化学構造のエポキシアクリレートをあげることができる。一般にエポキシアクリレートは、他のアクリル酸エステル樹脂に比べて接着強度が高いからである。通常のアクリル系紫外線硬化型接着剤は7%前後の硬化収縮率を有しているため、このままでは使用できないが、シリカ、ガラスビーズ、ガラス繊維、セラミック粉末等のフィラーを配合することで、硬化収縮率を低減することが可能である。
【0016】
また、エポキシ系の紫外線硬化型接着剤を使用することで、収縮の低減を図ると共にボトムプレート3を構成する石英ガラス、硼ケイ酸ガラス、また、ウェルウォールアレイ1を構成する樹脂材料に対して良好な接着性を得ることができる。エポキシ系紫外線硬化型接着剤としては、エポキシ基を有する化合物とオニウム塩などに代表される光カチオン開始剤とを含有する周知の紫外線硬化性エポキシ樹脂組成物であればよい。このような組成物は前述の特開昭61−233719号公報、特開昭61−51024号公報に詳細に記載されている。本発明ではエポキシ系紫外線硬化型接着剤の原料または組成を特別に限定するものではない。好ましいオニウム塩としては、ジアゾニウム塩、ヨードニウム塩、スルホニウム塩などをあげることができ、使用するエポキシ化合物と相溶するオニウム塩が好ましいといえる。
【0017】
接着剤2をウェルウォールアレイ1の接着面またはボトムプレート3のウェルウォールアレイ1との接着面に対応した部分に塗布する方法としては、ウェルウォールアレイ1の接着面に塗布する場合には、ローラーを用いる方法、ディスペンサを用いる方法、適当な平板に接着剤層を形成した後転写する方法等が例示され、また、ボトムプレート3のウェルウォールアレイ1との接着面に対応した部分に塗布する場合には、スクリーン印刷による方法、転写印刷による方法、ディスペンサを用いる方法等が例示される。
【0018】
接着剤2の塗布厚さは、ウェルウォールアレイ1の、ボトムプレート3との接着面の面精度により決定することができ、この面精度に対し+5〜50μm程度の厚さとすることがよい。面精度+5μm以上とすることで、ウェルウォールアレイ1とボトムプレート3とを貼り合せる際に接着剤が各々のウェルの接着面の全周に行き渡り、ウェルを独立させた状態で接着一体化することが可能となり、50μm以下とすることで、接着剤2の不必要なはみ出しを防止することが可能となる。
【0019】
なお、ウェルウォールアレイ1とボトムプレート3とを貼り合せる際に、一旦押圧した後開放する場合、ウェルウォールアレイ1の接着面の面精度の値よりも接着剤厚さを薄く設定することが可能である。ウェルウォールアレイ1は樹脂からなる成形品であり、ある程度の弾性を有しているため、図3に示すように載置状態で生じている間隙も、図4に示すように押圧することで減少させることができる。その後、圧を開放しても、図5に示すように接着剤は表面張力により破断することなくウェルウォールアレイ1とボトムプレート3との間に維持される。このことから接着剤2の厚さは、押圧状態での間隙の最大値に対して+5μm程度以上とすることで、接着剤2を各々のウェルの接着面の全周に行き渡らせることができる。
【0020】
接着剤2の粘度は、塗布方法により適当な値のものを選択すればよく、例えば転写法による場合は10〜10,000mPa・s程度、スクリーン印刷法による場合は、5,000〜50,000mPa・s程度の範囲のものを選択すればよい。また、上述のように接着剤を薄めに形成し、押圧することによりウェルウォールアレイ1とボトムプレート3とに接触させる場合は、圧解放後の破断を防ぐため、粘度は50〜100,000mPa・s程度の範囲のものとし、表面張力は5〜90dyn/cmの範囲のものとすることが好ましい。
【0021】
接着剤2を介してウェルウォールアレイ1とボトムプレート3を位置合わせして貼り合せたら、紫外線を照射して接着剤2を硬化させ、接着を完了し、本発明のマルチウェルプレートが得られる。貼り合せの際は位置合わせ用のピンを立てた位置合わせ治具等を用い、位置合わせを行い接触させる。接触時あるいは接触後は加圧して押し付けることにより各々のウェルの接着面全周に前記紫外線硬化型接着剤を接触させることが望ましく、このときの荷重は、ウェルウォールアレイ1の弾性変形領域内とすることが好ましいことから、幅86mm×長さ128mmのサイズの場合、200N以下程度とすることがよい。また、押圧による効果を十分に得るために、20N以上の荷重を印加することが好ましい。
【0022】
紫外線を照射する際は、圧力を開放し、できる限る負荷をかけない状態で行うことがよい。これは、負荷状態で接着剤を硬化させた場合、応力が残留し、歪の原因となるからである。また、ウェルウォールアレイ1とボトムプレート3との熱膨張の差から生じる歪を抑制するために、温度の上昇も抑制することが好ましく、50℃以下、好ましくは40℃以下、さらに好ましくは35℃以下とすることがよい。過剰な冷却も熱膨張の差から生じる歪の原因となるため、15℃以上、好ましくは20℃以上に制御することがよい。
【0023】
接着剤2としてエポキシ系のものを用いた場合、紫外線照射後にも硬化反応が進行するので、24時間程度の養生工程を設けることが好ましいが、紫外線照射後、本製品が使用に供せられるまでに24時間程度以上を要する場合は、特に養生工程を設ける必要は無い。
【実施例】
【0024】
次に、本発明の実施例、比較例を挙げて説明する。
【0025】
SBS規格に準拠したウェル数24のウェルウォールアレイを、ポリスチレンを材料として射出成形法により成形した。このとき、金型温度を60℃、50℃、40℃の3条件として、60℃で成形したものでは接着面の面精度が35μm前後のもの、50℃で成形したものでは接着面の面精度が67μm前後のもの、40℃で成形したものでは接着面の面精度が95μm前後のものが得られた。面精度の測定は、石英ガラス製の定盤にウェルウォールアレイのボトムプレートとの接着面が接するように載置し、接触している3点をマーキングしてこの3点を含む面を仮想平面として、三次元計測装置によりウェルウォールアレイのボトムプレートとの接着面の高さを測定して、前記仮想平面からの差の最大値を面精度として表1に示した。
【0026】
ボトムプレートとして、両面研磨により厚さを150μmとした77mm×115mmの石英ガラスを準備した。このものの面精度は1μm以下であった。
【0027】
ボトムプレートに表1に示す接着剤をスクリーン印刷法により塗布した。塗布厚さはスクリーンのメッシュ、乳剤厚さにより制御した。なお、表中「エポキシ」は、ビスフェノールに水素添加して得られたジオールとエピクロルヒドリンを反応して得たグリシジルエーテルを主成分とするエポキシ系紫外線硬化型接着剤であり、「アクリル」は、エポキシアクリレートを主成分とするアクリル系紫外線硬化型接着剤である。これらに、フィラーとして、直径4μmのガラス繊維フィラーを表に示す量で添加した。
【0028】
位置合わせ用の治具を用いて、ボトムプレートとウェルウォールアレイとを貼り合せた。このとき、表1に示す接着方法が「押圧」のものでは40Nの荷重を10秒印可し、「無加圧」のものではウェルウォールアレイの自重のみで貼り合せた。
【0029】
ボトムプレートを上側に向け、コンベアー式紫外線照射装置により、上から紫外線を3,000mJ/cm2の線量照射し、接着剤を硬化させ、さらに常温で24時間養生し、実施例、比較例のマルチウェルプレートを作製した。
【0030】
評価としてボトムプレート面の面精度測定を行った。また、厚さ1.1mmの石英ガラスとポリスチレン板とを、各実施例、比較例で使用した接着剤を用いて、各実施例、比較例と同様の厚さで塗布、接着し、引張りせん断接着強さ(JIS K6850)を測定した。結果を表1に示す。
【0031】
【表1】
【0032】
実施例1においては、ボトムプレート面の面精度、接着力とも非常に良好なマルチウェルプレートを得た。
【0033】
実施例2においては、ウェルウォールアレイの面精度が実施例1と比較して大きめのものを使用したが、実使用上十分なボトムプレート面の面精度を得、非常に良好な接着力を得た。
【0034】
実施例3においては、ウェルウォールアレイの面精度が実施例2と比較してさらに大きめのものを使用したが、実使用上十分なボトムプレート面の面精度を得非常に良好な、接着力を得た。
【0035】
実施例4においては、実施例3と比較して、硬化収縮率の大きいアクリル系の接着剤を使用したが、実使用上十分なボトムプレート面の面精度及び、若干弱めではあるが実使用上十分な接着力を得た。
【0036】
実施例5においては、実施例2と比較して、接着剤塗布厚さを厚くし、貼り合せ時の押圧をすることなく接着したので、若干大きめではあるが実使用上十分なボトムプレート面の面精度を得、非常に良好な接着力を得た。
【0037】
実施例6においては、実施例2と比較して、硬化収縮率の大きいアクリル系の接着剤を使用したが、実使用上十分なボトムプレート面の面精度及び、若干弱めではあるが実使用上十分な接着力を得た。
【0038】
実施例7においては、実施例1と比較してフィラーを含まないエポキシ系の接着剤を使用したので、若干硬化収縮率が大きくなったものの、ボトムプレート面の面精度、接着力とも非常に良好なマルチウェルプレートを得た。
【0039】
比較例1においては、比較的面精度のよいウェルウォールアレイを使用してマルチウェルプレートを作製したが、接着剤の硬化収縮率が本発明の範囲を超えて大きなものを使用したために、ボトムプレート面の面精度が10μmを超え、高速な測定に耐え得るものではなかった。
【0040】
比較例2においては、比較例1よりも面精度の悪いウェルウォールアレイを使用してマルチウェルプレートを作製し、接着剤の硬化収縮率が本発明の範囲を超えて大きなものを使用したために、ボトムプレート面の面精度が比較例1よりもさらに悪化し、高速な測定に耐え得るものではなかった。
【図面の簡単な説明】
【0041】
【図1】本発明のマルチウェルプレートを示す断面模式図。
【図2】図1−A部の拡大模式図。
【図3】接着工程の一部を示す拡大模式図。
【図4】接着工程の一部を示す拡大模式図。
【図5】接着工程の一部を示す拡大模式図。
【符号の説明】
【0042】
1.ウェルウォールアレイ
2.接着剤
3.ボトムプレート
【特許請求の範囲】
【請求項1】
複数のウェルを有するウェルウォールアレイと、該ウェルウォールアレイに前記ウェルの底面をなすように接着剤により取り付けられた透明なボトムプレートとからなるマルチウェルプレートであって、前記接着剤が硬化収縮率4%以下の紫外線硬化型接着剤であることを特徴とするマルチウェルプレート。
【請求項2】
請求項1記載のマルチウェルプレートであって、前記接着剤が紫外線硬化型エポキシ系接着剤であることを特徴とするマルチウェルプレート。
【請求項3】
請求項1又は2記載のマルチウェルプレートであって、前記ウェルウォールアレイが射出成形により成形された樹脂材料よりなるものであることを特徴とするマルチウェルプレート。
【請求項4】
ウェルウォールアレイの接着面またはボトムプレートのウェルウォールアレイとの接着面に対応した部分に紫外線硬化型接着剤を設ける工程と、ウェルウォールアレイとボトムプレートとを位置合わせして押圧し、各々のウェルの接着面全周に前記紫外線硬化型接着剤を接触させる工程と、圧力を開放した状態で紫外線を照射して前記紫外線接着剤を硬化させる工程とを含むことを特徴とするマルチウェルプレートの製造方法。
【請求項1】
複数のウェルを有するウェルウォールアレイと、該ウェルウォールアレイに前記ウェルの底面をなすように接着剤により取り付けられた透明なボトムプレートとからなるマルチウェルプレートであって、前記接着剤が硬化収縮率4%以下の紫外線硬化型接着剤であることを特徴とするマルチウェルプレート。
【請求項2】
請求項1記載のマルチウェルプレートであって、前記接着剤が紫外線硬化型エポキシ系接着剤であることを特徴とするマルチウェルプレート。
【請求項3】
請求項1又は2記載のマルチウェルプレートであって、前記ウェルウォールアレイが射出成形により成形された樹脂材料よりなるものであることを特徴とするマルチウェルプレート。
【請求項4】
ウェルウォールアレイの接着面またはボトムプレートのウェルウォールアレイとの接着面に対応した部分に紫外線硬化型接着剤を設ける工程と、ウェルウォールアレイとボトムプレートとを位置合わせして押圧し、各々のウェルの接着面全周に前記紫外線硬化型接着剤を接触させる工程と、圧力を開放した状態で紫外線を照射して前記紫外線接着剤を硬化させる工程とを含むことを特徴とするマルチウェルプレートの製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2006−98337(P2006−98337A)
【公開日】平成18年4月13日(2006.4.13)
【国際特許分類】
【出願番号】特願2004−287424(P2004−287424)
【出願日】平成16年9月30日(2004.9.30)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成18年4月13日(2006.4.13)
【国際特許分類】
【出願日】平成16年9月30日(2004.9.30)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]