
マルチデニールファイバー抗切断布帛及び物品並びにその製造方法
本発明は、抗切断布帛および抗切断物品(手袋を含む)、ならびに抗切断物品の製造方法に関し、その布帛および物品はステープルファイバーの均質ブレンドを含んでなる糸を含み、そのブレンドは、潤滑繊維および第1および第2のアラミド繊維の全重量を基準として、20〜50重量部の潤滑繊維;20〜40重量部の、フィラメント当たり3.3〜6デニール(フィラメント当たり3.7〜6.7dtex)の線密度を有する第1のアラミド繊維;および20〜40重量部の、フィラメント当たり0.50〜4.5デニール(フィラメント当たり0.56〜5.0dtex)の線密度を有する第2のアラミド繊維を含む。第1のアラミド繊維と第2のアラミド繊維のフィラメント線密度の差は、フィラメント当たり1デニール(フィラメント当たり1.1dtex)以上である。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、抗切断(cut resistant)布帛および手袋を含む抗切断物品ならびにその製造方法に関する。
【背景技術】
【0002】
Perryらの米国特許出願公開第2004/0235383号明細書は、溶融物質の飛散、放射熱、または炎にさらされる可能性がある活動のために考案された防護服に有用な、糸または布帛を開示している。その糸または布帛は、難燃性繊維およびマイクロデニール(micro−denier)難燃性繊維で作られている。難燃性繊維とマイクロデニール難燃性繊維との重量比は、4〜9:2〜6の範囲である。
【0003】
Howlandの米国特許出願公開第2002/0106956号明細書は、低引張強さ(low−tenacity)繊維のフィラメント当たりのデニールが高引張強さ(high−tenacity)繊維のそれよりも実質的に小さい、高引張強さ繊維と低引張強さ繊維との均質ブレンドから形成される布帛を開示している。
【0004】
Takiueの米国特許出願公開第2004/0025486号明細書は、複数の連続フィラメントと、それに平行した複数のステープルファイバーを含んでなる少なくとも1種の実質的に撚られていないステープルファイバー糸とを含む強化複合糸(reinforcing composite yarn)を開示している。ステープルファイバーは、好ましくは、ナイロン6ステープルファイバー、ナイロン66ステープルファイバー、メタ−芳香族ポリアミドステープルファイバー、およびパラ−芳香族ポリアミドステープルファイバーから選択される。
【発明の概要】
【発明が解決しようとする課題】
【0005】
パラ−アラミド繊維から作られる物品は優れた切断性能を有しており、市場において特別価格に値するものである。しかしそのような物品は、通常の紡織繊維で作られた物品よりも硬いことがあり、用途によってはパラ−アラミド物品は望ましくないほど速やかに摩耗しうる。したがって、物品の快適性、耐久性または十分な切断性能に必要なアラミド材料の量のいずれかの点で改良が望まれている。
【課題を解決するための手段】
【0006】
本発明は、ステープルファイバーの均質ブレンドを含んでなる糸を含む抗切断布帛であって、そのブレンドが、a)、b)およびc)の繊維100重量部を基準として、
a)20〜50重量部の潤滑繊維;
b)20〜40重量部の、フィラメント当たり3.3〜6デニール(フィラメント当たり3.7〜6.7dtex)の線密度を有する第1のアラミド繊維;および
c)20〜40重量部の、フィラメント当たり0.50〜4.5デニール(フィラメント当たり0.56〜5.0dtex)の線密度を有する第2のアラミド繊維
を含み、
第1のアラミド繊維と第2のアラミド繊維のフィラメント線密度の差がフィラメント当たり1デニール(フィラメント当たり1.1dtex)以上である、抗切断布帛に関する。
【0007】
本発明はさらに、
a)
i)20〜50重量部の潤滑ステープルファイバー;
ii)20〜40重量部の、フィラメント当たり3.7〜6.7dtexの線密度を有する第1のアラミドステープルファイバー;および
iii)20〜40重量部の、フィラメント当たり0.56〜5.0dtexの線密度を有する第2のアラミドステープルファイバー
をブレンドするステップであって、前記重量部は、i)、ii)およびiii)の繊維100重量部を基準とするものであり、第1のアラミド繊維と第2のアラミド繊維のフィラメント線密度の差がフィラメント当たり1.1dtex以上であるステップと、
b)紡績ステープルヤーンを繊維の前記ブレンドから形成するステップと、
c)前記紡績ステープルヤーンから物品を編むステップと
を含む、抗切断物品の製造方法に関する。
【図面の簡単な説明】
【0008】
【図1】本発明において可能な1つの編地を表したものである。
【図2】編み手袋の形態の本発明の物品の1つである。
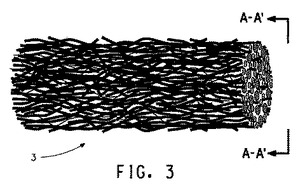
【図3】1つの可能な繊維均質ブレンドを含むステープルファイバー糸の切断面を表したものである。
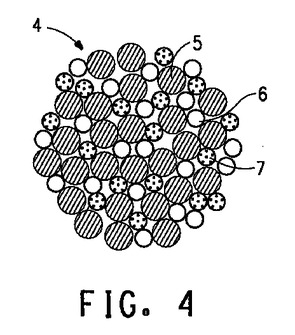
【図4】本発明の布帛に有用なステープル糸束において可能な1つの断面を示したものである。
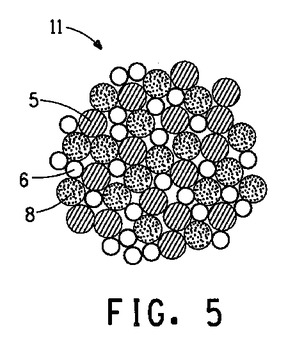
【図5】本発明の布帛に有用なステープル糸束において可能な別の断面を示したものである。
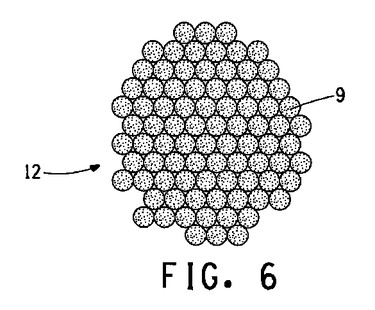
【図6】通常用いられるフィラメント当たり1.5デニール(フィラメント当たり1.7dtex)のパラ−アラミド繊維を有する従来技術のステープル糸束の断面を示したものである。
【図7】2本の単糸から作られる1つの可能な諸撚糸を示したものである。
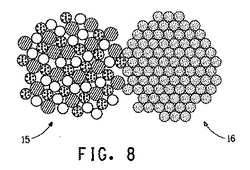
【図8】2本の異なる単糸から作られる諸撚糸の1つの可能な断面を示したものである。
【図9】3本の単糸から作られる1つの可能な諸撚糸を示したものである。
【発明を実施するための形態】
【0009】
1つの実施態様では、本発明は、ステープルファイバーの均質ブレンドを含んでなる糸を含む抗切断布帛であって、そのブレンドが、潤滑繊維および第1および第2のアラミド繊維の全重量を基準として、20〜50重量部の潤滑繊維;20〜40重量部の、フィラメント当たり3.3〜6デニール(フィラメント当たり3.7〜6.7dtex)の線密度を有する第1のアラミド繊維;および20〜40重量部の、フィラメント当たり0.50〜4.5デニール(フィラメント当たり0.56〜5.0dtex)の線密度を有する第2のアラミド繊維を含む、抗切断布帛に関する。幾つかの好ましい実施態様では、第1のアラミド繊維はフィラメント当たり3.3〜5.0デニール(フィラメント当たり3.7〜5.6dtex)の線密度を有し、幾つかの好ましい実施態様では、第2のアラミド繊維はフィラメント当たり1.0〜4.0デニール(フィラメント当たり1.1〜4.4dtex)の線密度を有する。第1のアラミド繊維と第2のアラミド繊維のフィラメント線密度の差は、フィラメント当たり1デニール(フィラメント当たり1.1dtex)以上である。幾つかの好ましい実施態様では、潤滑繊維および第1および第2のアラミド繊維はそれぞれ個別に、これらの繊維100重量部を基準として約26〜40重量部の範囲の量で存在する。幾つかの非常に好ましい実施態様では、これら3種類の繊維は実質的に等しい重量部だけ存在する。
【0010】
驚くべきことに、本発明の布帛は、通常用いられるフィラメント当たり1.5デニール(フィラメント当たり1.7dtex)のパラ−アラミド繊維糸100%で作られた布帛と等しいかそれ以上の切断抵抗性を有することが見出された。言い換えれば、100%パラ−アラミド繊維の布帛の切断抵抗性を、80重量部以下のパラ−アラミド繊維を有する布帛によって再現できる。これら3種類の繊維、つまり潤滑繊維、フィラメント当たりのデニールが大きいアラミド繊維、およびフィラメント当たりのデニールが小さいアラミド繊維が連携して機能して、切断抵抗性のみならず、布帛の耐摩耗性および柔軟性の向上(これは使用の際の耐久性および快適性の向上につながる)がもたらされると考えられる。
【0011】
「布帛」という言葉は、糸を利用している任意の織られた層状構造、編まれた層状構造、または織られていない層状構造などを含むことを意図している。「糸」とは、連続ストランドを形成するように紡績または撚り合わせられた繊維の集合体を意味する。本明細書で使用される糸は一般に、当該技術分野において単糸として知られているものを指し、これは織ったり編んだりするなどの作業に適した繊維材料のもっとも単純なストランドである。紡績ステープルヤーンは多少撚ってステープルファイバーから形成することができ、連続マルチフィラメント糸は撚っても撚らなくても形成することができる。撚られている場合、それはすべて同じ方向になっている。本明細書で使用される「諸撚糸」および「諸より糸」という語句は、区別なく使用でき、撚り合わされるかまたは諸撚りされた2本以上の糸(つまり単糸)を指す。「織られた(もの)」とは、織る、すなわち、少なくとも2本の糸を典型的には直角に織りまぜるまたは織り合わせることによって作られた、任意の布帛を含むことを意図している。一般にそのような布帛は、縦糸と呼ばれる糸の1つのセットを、横糸またはよこ糸と呼ばれる別の糸のセットと織りまぜることによって作られる。織られた布帛は、平織、千鳥綾織、バスケット織、朱子織、あや織、アンバランス織(unbalanced weaves)など基本的にはどんな織り方であってもよい。平織がもっとも一般的である。「編まれた」は、1本以上の糸の一連の輪を、針または針金でからみ合わせることによって作製できる構造を含むことを意図しており、その構造として、縦編み(例えば、トリコット、ミラニーズ、またはラッシェル)および横編み(例えば、丸編みまたは平編み)などがある。「織られていない(もの)」とは、織ったり編んだりせずに作製できる柔軟なシート材料を形成する繊維の網であって、(i)繊維の少なくともいくらかを機械的にからみ合わせるか、(ii)繊維のいくらかの少なくとも一部を溶融させるか、あるいは(iii)バインダー剤を使用して繊維の少なくともいくらかを結合させることによってまとめられたものを含むことを意図する。糸を利用した織られていない布帛としては、主に一方向織物があるが、他の構造体も可能である。
【0012】
幾つかの好ましい実施態様では、本発明の布帛は、任意の適切な編物パターンおよび従来の編み機を使用した編地である。図1は編地を表したものである。切断抵抗性および快適性は、編物の締まりによって影響され、締まりを調節して、あらゆる特定の要求を満たすことができる。切断抵抗性および快適性の非常に効果的な組合わせは、例えば、単一ジャージー編物(single jersey knit)およびテリー編物パターンで見られる。実施態様によっては、本発明の布帛は、基本重量が3〜30oz/yd2(100〜1000g/m2)、好ましくは5〜25oz/yd2(170〜850g/m2)の範囲内にあり、基本重量範囲の上端の布帛はより大きな切断保護をもたらす。
【0013】
本発明の布帛は、切断保護をもたらすために物品に利用することができる。有用な物品としては、手袋、エプロン、およびスリーブがあるが、これらに限定されない。1つの好ましい実施態様では、物品は編まれた抗切断手袋である。図2は、手袋の編み構造を示した詳細2を有する、そのような1つの手袋1を表したものである。
【0014】
本発明の布帛および物品(手袋を含む)では、フィラメント当たりのデニールが大きいアラミド繊維とフィラメント当たりのデニールが小さいアラミド繊維のフィラメント線密度の差は、フィラメント当たり1デニール(フィラメント当たり1.1dtex)以上である。幾つかの好ましい実施態様では、フィラメント線密度の差はフィラメント当たり1.5デニール(フィラメント当たり1.7dtex)以上である。潤滑繊維により、ステープル糸束内の繊維間の摩擦が減少し、フィラメント当たりのデニールの小さいアラミド繊維とフィラメント当たりのデニールの大きいアラミド繊維は布帛の糸束内でいっそう容易に移動できるようになると考えられる。図3は、1つの可能な繊維均質ブレンドを含むステープルファイバー糸3の断面図を表したものである。
【0015】
図4は、図3のステープルファイバー糸束の断面A−A’の1つの可能な実施態様である。ステープルファイバー糸4は、フィラメント当たり3.3〜6デニール(フィラメント当たり3.7〜6.7dtex)の線密度を有する第1のアラミド繊維5、およびフィラメント当たり0.50〜4.5デニール(フィラメント当たり0.56〜5.0dtex)の線密度を有する第2のアラミド繊維6を含む。潤滑繊維7は、第2のアラミド繊維6と同じ範囲の線密度を有する。潤滑繊維は糸束内で均一に分散しており、多くの場合、第1および第2のアラミド繊維を分離する働きをする。これによって、アラミド繊維の表面の摩耗によって存在または発生しうるアラミドフィブリル(図示せず)の実質的なからみ合いを回避しやすくなり、また糸束内のフィラメントに対する潤滑効果も提供されるので、そのような糸で作られた布帛は、いっそう紡織繊維の特徴を有し、より優れた美的印象または「手触り」がもたらされると考えられる。
【0016】
図5は、図3のステープルファイバー糸束の断面A−A’の別の可能な実施態様を示す。糸束11は、図4と同じ第1および第2のアラミド繊維5および6を含むが、潤滑繊維8は第1のアラミド繊維5と同じ範囲の線密度を有する。比較として、図6は、従来技術の通常用いられる、フィラメント当たり1.5デニール(フィラメント当たり1.7dtex)の繊維9を有するフィラメント当たり1.5デニール(フィラメント当たり1.7dtex)のパラ−アラミドステープルヤーン12の糸束の断面を示したものである。簡単にするため、図では、潤滑繊維がアラミド繊維種とほぼ同じデニールとされている場合には、そのアラミド繊維種と同じ直径を有するものが示されている。実際の繊維の直径は、ポリマー密度の相違のためいくらか異なることがある。これらの図すべてで個々の繊維は丸い断面を有するものとして表わされており、またそれらの束に有用な繊維の多くは好ましくは円形、楕円形または豆形の断面形状を有することができるが、他の断面を有する繊維をこれらの束に使用できると考えられる。
【0017】
図では、これらの繊維の束は単糸を表しているが、これらのマルチデニール(multidenier)単糸は1本以上の他の単糸と撚り合わせて諸より糸にすることができると理解される。例えば、図7は、2本の単糸を合わせて上撚りして作られる諸撚糸または諸より糸14の1つの実施態様を示したものである。図8は、2本の単糸を含んでなる図7の諸撚糸束の断面B−B’の1つの可能な実施態様であり、1本の単糸15は上述のとおりマルチデニールステープルファイバーの均質ブレンドから作られており、1本の単糸16は1種類のみのフィラメントから作られている。2本の異なる単糸がこれらの図に示されているが、これに限定されるわけではなく、諸撚糸は3本以上の糸を合わせて上撚りされたものを含みうることを理解すべきである。例えば、図9は、3本の単糸を合わせて上撚りしたものを示している。諸撚糸は、上述のとおりマルチデニールステープルファイバーの均質ブレンドから作られた2本以上の単糸から作ることができること、あるいは諸撚糸は、マルチデニールステープルファイバーの均質ブレンドから作られた少なくとも1本の単糸と任意の所望の組成を有する少なくとも1本の糸(例えば、連続フィラメントを含んでなる糸を含む)とから作ることができることも理解すべきである。
【0018】
驚くべきことに、本発明の布帛は、均質ブレンドにおいて、フィラメント当たり1.5デニール(フィラメント当たり1.7dtex)の繊維の直径よりも大きい直径を有する多数のフィラメントが利用されるという事実にもかかわらず、通常用いられるフィラメント当たり1.5デニール(フィラメント当たり1.7dtex)の繊維で作られる布帛よりも、柔軟性が向上している。
【0019】
本発明の抗切断布帛および手袋は、ステープルファイバーの均質ブレンドを含んでなる糸を含む。均質ブレンドとは、さまざまなステープルファイバーがステープル糸束内で均質に分散していることを意味する。本発明の幾つかの実施態様で使用されるステープルファイバーは、2〜20センチメートルの長さを有する。短繊維または綿系の糸システム(yarn systems)、長繊維または羊毛系の糸システム、あるいは伸展切れ糸システム(stretch−broken yarn systems)を用いて、ステープルファイバーを紡いで糸にすることができる。幾つかの実施態様では、ステープルファイバーの切断長さは、特に綿系の紡績システムで使用するステープルの場合、好ましくは3.5〜6センチメートルである。他の幾つかの実施態様では、特に長繊維または羊毛系の紡績システムで使用するステープルの場合、ステープルファイバーの切断長さは好ましくは3.5〜16センチメートルである。本発明の多くの実施態様で使用されるステープルファイバーは、直径が5〜30マイクロメートルであり、線密度がフィラメント当たり約0.5〜6.5デニール(フィラメント当たり0.56〜7.2dtex)の範囲、好ましくはフィラメント当たり1.0〜5.0デニール(フィラメント当たり1.1〜5.6dtex)の範囲である。
【0020】
本明細書で使用される「潤滑繊維」は、本明細書で指定した割合でマルチデニールアラミド繊維と一緒に使用して糸を作った場合に、その糸から作られる布帛または物品(手袋を含む)の柔軟性を増大させる任意の繊維を含むことを意図している。潤滑繊維によってもたらされる所望の効果は、繊維ポリマーの、フィブリル化を引き起こさない糸間の摩擦特性と関係があると考えられる。したがって、幾つかの好ましい実施態様では、潤滑繊維は、フィブリル化を引き起こさない繊維または「フィブリルフリー(fibril−free)」繊維である。実施態様によっては、潤滑繊維は、糸間の動摩擦係数(それ自体に関して測定した場合)が0.55未満であり、実施態様によっては動摩擦係数が0.40未満であるが、これはASTM法D3412のキャプスタン法(荷重50グラム、全巻き角170度、相対運動30cm/秒)によって測定したものである。例えば、この方法で測定した場合、ポリエステル−ポリエステル繊維の測定動摩擦係数は0.50であり、ナイロン−ナイロン繊維の測定動摩擦係数は0.36である。潤滑挙動を示すようにするために潤滑繊維に何らかの特殊な表面仕上げまたは化学処理がされている必要はない。最終的な布帛および物品の所望の美観に応じて、潤滑繊維は、糸中の1つのアラミド繊維種のフィラメント線密度に等しいフィラメント線密度を有していてよく、あるいは糸中のアラミド繊維のフィラメントの線密度とは異なるフィラメント線密度を有していてもよい。
【0021】
本発明の幾つかの好ましい実施態様では、潤滑繊維は、脂肪族ポリアミド系繊維、ポリオレフィン系繊維、ポリエステル系繊維、アクリル系繊維およびそれらの混合物の群から選択される。実施態様によっては、潤滑繊維は熱可塑性繊維である。「熱可塑性」は、その従来のポリマーの定義を有することを意味する。すなわち、それらの物質は、加熱されると粘稠液体のように流動し、冷却されると固化する。また加熱および冷却を続けて行った場合に何度でも可逆的にそのようになる。幾つかの非常に好ましい実施態様では、潤滑繊維は溶融紡糸またはゲル紡糸の熱可塑性繊維である。
【0022】
幾つかの好ましい実施態様では、脂肪族ポリアミド系繊維は、ナイロンのポリマーまたはコポリマーを含んでなる任意の種類の繊維を指す。ナイロンは、ポリマー鎖の不可欠な部分として反復アミド基(−NH−CO−)を有する長鎖合成ポリアミドであり、ナイロンの一般的な2つの例として、ポリヘキサメチレンジアミンアジポアミド(polyhexamethylenediamine adipamide)であるナイロン66、およびポリカプロラクタムであるナイロン6がある。他のナイロンとして、ナイロン11(11−アミノウンデカン酸(11−amino−undecanoic acid)から作られる);およびナイロン610(ヘキサメチレンジアミンとセバシン酸との縮合物から作られる)を挙げることができる。
【0023】
実施態様によっては、ポリオレフィン系繊維は、ポリプロピレンまたはポリエチレンから製造される繊維を指す。ポリプロピレンはプロピレンのポリマーまたはコポリマーから作られる。ポリプロピレン繊維の1つは、Marvess(登録商標)という商品名でPhillips Fibersから市販されている。ポリエチレンは、100モルパーセントのポリマーを基準として少なくとも50モルパーセントのエチレンを有するエチレンのポリマーまたはコポリマーから作る。またポリエチレンは溶融物から紡糸できるが、幾つかの好ましい実施態様では、繊維はゲルから紡糸される。有用なポリエチレン繊維は、高分子量ポリエチレンまたは超高分子量ポリエチレンのどちらかから作ることができる。高分子量ポリエチレンは一般に、約40,000より大きい重量平均分子量を有する。高分子量の溶融紡糸ポリエチレン繊維の1つは、Fibervisions(登録商標)から市販されており、ポリオレフィン系繊維としては、さまざまなポリエチレンおよび/またはポリプロピレンのシース−コアまたは並列構造を有する複合繊維も挙げることができる。市販の超高分子量ポリエチレンは一般に、約100万以上の重量平均分子量を有する。超高分子量ポリエチレンまたは伸びきりポリエチレン繊維の1つは一般に、米国特許第4,457,985号明細書で論じられているようにして調製できる。この種のゲル紡糸繊維は、東洋紡績から入手可能なDyneema(登録商標)という商品名、またHoneywellから入手可能なSpectra(登録商標)という商品名で市販されている。
【0024】
実施態様によっては、ポリエステル系繊維は、少なくとも85重量%の、二価アルコールとテレフタル酸とのエステルからなる任意の種類の合成ポリマーまたはコポリマーを指す。ポリマーは、エチレングリコールとテレフタル酸またはその誘導体とを反応させることによって製造できる。実施態様によっては、好ましいポリエステルはポリエチレンテレフタレート(PET)である。ポリエステル配合物としては、ジエチレングリコール、シクロヘキサンジメタノール、ポリ(エチレングリコール)、グルタル酸、アゼライン酸、セバシン酸、イソフタル酸などを含め、さまざまなコモノマーを挙げることができる。これらのコモノマーに加えて、トリメシン酸、ピロメリト酸、トリメチロールプロパンおよびトリメチロールエタン(trimethyloloethane)、ならびにペンタエリトリトールのような分岐剤を使用してよい。PETは、テレフタル酸またはその低級アルキルエステル(例えば、テレフタル酸ジメチル)とエチレングリコールまたはそれらのブレンドまたは混合物から周知の重合技術によって得ることができる。有用なポリエステルとしては、ポリエチレンナフタレート(PEN)も挙げることができる。PENは、2,6ナフタレンジカルボン酸とエチレングリコールから周知の重合技術によって得ることができる。
【0025】
他の幾つかの実施態様では、好ましいポリエステルはサーモトロピック溶融挙動を示す芳香族ポリエステルである。こうしたものとして、Celaneseから入手可能なVectran(登録商標)という商品名で入手できるものなどの液晶または異方性溶融ポリエステルがある。他の幾つかの実施態様では、米国特許第5,525,700号明細書に記載されているような、低融点を有する完全芳香族(fully aromatic)溶融加工性液晶ポリエステルポリマーが好ましい。
【0026】
実施態様によっては、アクリル系繊維は、少なくとも85重量パーセントのアクリロニトリル単位を有する繊維を指し、アクリロニトリル単位は−(CH2−CHCN)−である。アクリル系繊維は、85重量パーセント以上のアクリロニトリルおよびアクリロニトリルと共重合可能な15重量パーセント以下のエチレン性モノマーを有するアクリルポリマー、ならびにそれらのアクリルポリマーの2種以上の混合物から作ることができる。アクリロニトリル(acylonitrile)と共重合可能なエチレン性モノマーの例として、アクリル酸(acylic acid)、メタクリル酸およびそれらのエステル(アクリル酸メチル、アクリル酸エチル、メタクリル酸メチル(methyl methacylate)、メタクリル酸エチルなど)、酢酸ビニル、塩化ビニル、塩化ビニリデン、アクリルアミド、メタクリルアミド(methacylamide)、メタクリロニトリル、アリルスルホン酸(allylsulfonic acid)、メタンスルホン酸およびスチレンスルホン酸がある。さまざまな種類のアクリル系繊維がSterling Fibersから市販されており、アクリルポリマーおよびアクリル系繊維を製造するための1つの例示的な方法が米国特許第3,047,455号明細書に開示されている。
【0027】
本発明の幾つかの実施態様では、潤滑ステープルファイバーは、切断指数が少なくとも0.8、好ましくは切断指数が1.2以上である。実施態様によっては、好ましい潤滑ステープルファイバーは切断指数が1.5以上である。切断指数とは、試験対象の繊維100%で織られたまたは編まれた475グラム/平方メートル(14オンス/平方ヤード)の布帛の切断性能であり、それはASTM F1790−97によって測定され(グラムで測定され、切断保護性能(CPP)としても知られる)、切断される布帛の面密度(グラム/平方メートル)で除される。
【0028】
本発明のいくつかの実施形態において、好ましいアラミドステープルファイバーは、パラ−アラミド繊維である。パラ−アラミド繊維は、パラ−アラミドポリマーからできた繊維を意味し、ポリ(p−フェニレンテレフタルアミド)(PPD−T)が好ましいパラ−アラミドポリマーである。PPD−Tとは、p−フェニレンジアミンと塩化テレフタロイルとの等モル重合から得られるホモポリマー、また少量のその他のジアミンのp−フェニレンジアミンへの組み込み、および少量のその他の二酸塩化物の塩化テレフタロイルへの組み込みから得られるコポリマーを意味する。原則として、その他のジアミンおよびその他の二酸塩化物は、その他のジアミンおよび二酸塩化物が重合反応を妨げる反応性基を有さないと言う条件で、p−フェニレンジアミンまたは塩化テレフタロイルの約10モル%までの量、またはおそらくはわずかに高い量で使用できる。PPD−Tもまた、その他の芳香族ジアミンおよび芳香族二酸塩化物が、パラ−アラミドの特性に悪影響を及ぼさない量で存在すると言う条件で、例えば塩化2、6−ナフタロイルまたはクロロ−またはジクロロ塩化テレフタロイルなどのその他の芳香族ジアミンおよびその他の芳香族二酸塩化物などの組み込みから得られるコポリマーを意味する。
【0029】
添加剤が繊維中でパラ−アラミドと共に使用でき、10重量%までのその他のポリマー材料がアラミドに混合でき、あるいはアラミドのジアミンが10%のその他のジアミンで置換されたコポリマー、またはアラミドの二酸塩化物が10%のその他の二酸塩化物で置換されたコポリマーが使用できることが分かっている。
【0030】
パラ−アラミド繊維は概して、パラ−アラミド溶液の毛細管を通した凝固浴内への押出しによって紡績される。ポリ(p−フェニレンテレフタルアミド)の場合、溶液のための溶剤は、概して濃硫酸であり、押出しは概して冷水凝固浴内へエアギャップを通して行われる。このようなプロセスはよく知られており、概して米国特許第3,063,966号明細書、米国特許第3,767,756号明細書、米国特許第3,869,429号明細書、および米国特許第3,869,430号明細書で開示される。P−アラミド繊維は、E.I. du Pont de Nemours and Companyから入手できるKevlar(登録商標)ブランド繊維、テイジンから入手できるTwaron(登録商標)ブランド繊維として市販される。
【0031】
本発明はまた、潤滑繊維および第1および第2のアラミド繊維の全重量を基準として、20〜50重量部の潤滑ステープルファイバー、20〜40重量部の、フィラメント当たり3.3〜6デニール(フィラメント当たり3.7〜6.7dtex)の線密度を有する第1のアラミドステープルファイバー、および20〜40重量部の、フィラメント当たり0.50〜4.5デニール(フィラメント当たり0.56〜5.0dtex)の線密度を有する第2のアラミドステープルファイバーをブレンドするステップであって、第1のアラミド繊維と第2のアラミド繊維のフィラメント線密度の差がフィラメント当たり1デニール(フィラメント当たり1.1dtex)以上である、ブレンドするステップと;繊維のブレンドから紡績ステープルヤーンを形成するステップと;紡績ステープルヤーンから物品を編むステップとを含む、布帛または手袋などの抗切断物品を製造するための方法に関する。幾つかの好ましい実施態様では、潤滑繊維および第1および第2のアラミド繊維は、これらの繊維100重量部を基準として26〜40重量部の量で存在する。幾つかの非常に好ましい実施態様では、これら3種類の繊維は実質的に等しい重量部だけ存在する。
【0032】
幾つかの好ましい実施態様では、ステープルファイバーの均質ブレンドは、最初、開かれた包みから得たステープルファイバーを(付加的な機能が所望される場合には、任意の他のステープルファイバーと共に)混ぜ合わせて作る。次いで繊維ブレンドは、梳綿機を用いてスライバにする。梳綿機は、繊維の分離、整列、および送り出しを行って、ゆるやかに繊維をまとめた実質的に撚られていない連続ストランド(一般にはカードスライバとして知られる)にするために、一般に繊維工業で使用される。カードスライバは、典型的には2段階延伸プロセス(これに限定されない)によって加工して延伸スライバにする。
【0033】
次いで、従来の技術を用いて延伸スライバから紡績ステープルヤーンを形成する。こうした技術としては、従来の綿システム、短繊維紡績プロセス、例えば、オープンエンド精紡、リング精紡、あるいは空気を用いてステープルファイバーを撚って糸にするムラタ・エアジェット紡績(Murata air−jet spinning)などの高速空気紡績技術(higher speed air spinning techniques)などがある。本発明の布帛に有用な紡績糸の形成は、従来の羊毛システム(woolen system)、長繊維またはけん切紡績プロセス、例えば、そ毛またはセミそ毛(semi−worsted)リング精紡などを用いて達成することもできる。加工システムにかかわりなく、リング精紡が一般には好ましい抗切断ステープルヤーンの製造方法である。
【0034】
カーディングする前にステープルファイバーをブレンドすることは、本発明に使用する、十分に混ざり合った、均一な、均質ブレンドの紡績糸の好ましい1つの製造方法であるが、他の方法も可能である。例えば、繊維の均質ブレンドは、カッターブレンド法(cutter blending processes)で作ることができる。すなわち、トウ形態または連続フィラメント形態のさまざまな繊維は、クリンプ加工またはステープル切断の間か、その前に混ぜ合わせることができる。この方法は、アラミドステープルファイバーをマルチデニール紡糸トウまたは連続マルチデニールマルチフィラメント糸から得る場合に有用でありうる。例えば、連続マルチフィラメントアラミド糸は、特別に作製された紡糸口金を通して溶液から紡いで糸を作ることができる。ここで、個々のアラミドフィラメントは、2つ以上の異なる線密度を有する。その後、糸を切断してステープルにして、マルチデニールアラミドステープルブレンドを作る。潤滑繊維は、このマルチデニールアラミドブレンドと混ぜ合わせることができるが、その場合、潤滑繊維をアラミド繊維と混ぜ合わせてそれらを一緒に切断するか、あるいは切断後に潤滑ステープルファイバーをアラミドステープルファイバーと混合するかのいずれかによって行う。繊維をブレンドする別の方法は、カードスライバおよび/または延伸スライバのブレンドによるものである。すなわち、ブレンド中のさまざまなステープルファイバーの個別のスライバを作るか、またはブレンド中のさまざまなステープルファイバーの組合わせを作り、それらの個別のカードスライバおよび/または延伸スライバを粗紡および/またはステープルヤーンの紡績機(スライバ繊維をブレンドするよう設計されている)に供給すると共に、ステープルヤーンを紡績する。これらの方法はすべて限定されることを意図するものではなく、ステープルファイバーをブレンドして糸を作る他の方法も可能である。所望の布帛特性が著しく損なわれない限り、これらのステープルヤーンはすべて他の繊維を含んでもよい。
【0035】
次いで繊維の均質ブレンドの紡績ステープルヤーンを、好ましくは編機に供給して編み手袋を作る。そのような編機としては、微細ゲージから標準ゲージまでの範囲の手袋編み機があり、続く実施例で使用されているシーマ・セイキ(Sheima Seiki)の手袋編み機などがある。所望される場合には、複数の端または糸を編み機に供給することができる。すなわち、糸の束または諸より糸の束を編み機に同時供給し、従来の技術で手袋を編むことができる。実施態様によっては、1本以上の他のステープルヤーンまたは連続フィラメント糸を、繊維の均質ブレンドを有する1本以上の紡績ステープルヤーンと一緒に同時供給することにより、手袋に機能を付与することが望ましい。編物の締まりは、特定の必要に合わせて調節することができる。切断抵抗性および快適性の非常に効果的な組合わせは、例えば、単一ジャージー編物およびテリー編物パターンで見られる。
【0036】
試験方法
切断抵抗性。以下に記載されている布帛に関する切断抵抗性のデータは、ASTM1790−04「保護被服で使用される材料の切断抵抗性を測定する標準試験法(Standard Test Method for Measuring Cut Resistance of Materials Used in Protective Clothing)」を用いて集めた。この試験では、Tomodynamometer(TDM−100)試験機を使用した。試験の実施においては、マンドレル上に取り付けられたサンプルを横切るように、刃先を規定の力の下で一度引く。刃先は、70ミリメートル長さの刃縁を有するステンレス鋼ナイフブレードである。ブレードサプライは、試験の開始および終了時に、ネオプレンキャリブレーション材料上で500gの負荷を使用して較正する。各切断試験で新しい刃先を使用する。サンプルは布帛の長方形断片であり、縦糸方向と横糸方向から45度だけ斜めにして50×100ミリメートルに切断されたものである。マンドレルは半径38ミリメートルの丸い導電性バーであり、両面テープを使用してサンプルを細い銅ストリップと一緒にそこに取り付ける。銅ストリップは、サンプルと両面テープの間に挟む。マンドレルの長軸方向に直角に、マンドレル上の布帛を横切るように刃先を引く。刃先が銅ストリップと電気的に接触したら、切断を記録する。いくつかの異なる力で、最初の接触から切断までに引いた距離を記録し、切断までの距離の関数として力のグラフを構築する。グラフから、距離0.8インチまたは20ミリメートルにおける切断のための力を判定し、正規化して、ブレードサプライの一貫性を確証する。正規化した力を切断抵抗力として報告する。
【実施例】
【0037】
以下の実施例では、ステープルファイバーをベースにしたリング紡績糸を使用して布帛を編んだ。ステープルファイバーのブレンド組成物は、表1に示す種類のさまざまなステープルファイバーを表2に示す割合でブレンドして調製した。すべての場合に、アラミド繊維はポリ(パラフェニレンテレフタルアミド)(PPD−T)から作った。この種類の繊維は、Kevlar(登録商標)という商標で知られており、E.I.du Pont de Nemours and Companyが製造したものである。潤滑繊維成分は、Type 420という名称でInvistaから販売されている半艶なし(semi−dull)ナイロン66繊維であった。
【0038】
表1
【0039】
編地を作るのに用いた糸は、次のようにして作った。対照糸Aの場合、およそ7キログラムの単一種のPPD−Tステープルファイバーを、梳綿機に直接供給してカードスライバを作った。次いで、表2に示す糸1〜5および比較糸B〜D用のそれぞれのステープルファイバーブレンド組成物を等しい量(7〜9キログラム)だけ作った。ステープルファイバーのブレンドは、最初に繊維を手で混ぜてから、ピッカを通してその混合物を2回供給することにより、均一な繊維ブレンドを作った。次いでそれぞれの繊維ブレンドを、標準的な梳綿機を通過させてカードスライバを作った。
【0040】
次いで二路式延伸(破砕/仕上げ延伸)を使用して、カードスライバを延伸して延伸スライバにし、粗紡枠で加工して6560dtex(かせ数(hank count)0.9)の粗紡を作った。その後、それぞれの組成について各粗紡の二端をリング精紡して糸を製造した。撚り係数が3.10である10/1sの綿番手の糸を製造した。最終的なA〜Dおよび1〜5の糸のそれぞれは、釣り合わせ逆撚り(balancing reverse twist)をかけて一対の10/1s糸を撚り合わせることによって作り、10/2sの糸にした。
【0041】
標準7ゲージのシーマ・セイキ(Sheima Seiki)手袋編み機を使用して、10/2sの糸のそれぞれを編んで布帛サンプルにした。機械の編み時間は、後で行う切断試験用の適当な布帛サンプルが得られるように、約1メートルの長さの手袋本体が製造されるように調節した。10/2sの3つの端を手袋編み機に供給することによってサンプルを作り、基本重量が約20oz/yd2(680g/m2)である布帛サンプルを得た。次いで、ほぼ同じ公称基本重量を有する標準寸法の手袋を作った。
【0042】
布帛に対して前述の切断抵抗性試験を実施した。その結果を表2に示す。表には、20oz/yd2(680g/m2)の面密度に標準化した切断抵抗値(cut resistance value)も示してある。
【0043】
糸1〜5から作られた布帛および手袋の切断抵抗性は、標準化重量に基づいた場合、対照糸Aから作られた布帛および手袋の切断抵抗性と同等であった。糸2から作られた布帛の切断抵抗値は、対照糸Aから作られた布帛の切断抵抗値よりも小さいが、切断抵抗値の統計的信頼区間は、これらが同等の切断抵抗性を有するという結論の説明となりうるという点に注目される。糸1〜5から作られた布帛および手袋は、対照糸Aから作られた布帛および手袋よりも主観的にはより心地よい「手触り」でもあった。
【0044】
加えて、糸B〜Dから作られた比較用の布帛および手袋は、作られた他の布帛または手袋のいずれよりも切断抵抗性が小さかった。このことは、線密度がフィラメント当たり3.3〜6デニール(フィラメント当たり3.7〜6.7dtex)であるアラミド繊維を加えると、どのように相乗効果的に作用して切断抵抗性を増大させるか、またこの例では、ナイロン繊維による小さい切断抵抗性をどのように補うかを示している。
【0045】
表2
【技術分野】
【0001】
本発明は、抗切断(cut resistant)布帛および手袋を含む抗切断物品ならびにその製造方法に関する。
【背景技術】
【0002】
Perryらの米国特許出願公開第2004/0235383号明細書は、溶融物質の飛散、放射熱、または炎にさらされる可能性がある活動のために考案された防護服に有用な、糸または布帛を開示している。その糸または布帛は、難燃性繊維およびマイクロデニール(micro−denier)難燃性繊維で作られている。難燃性繊維とマイクロデニール難燃性繊維との重量比は、4〜9:2〜6の範囲である。
【0003】
Howlandの米国特許出願公開第2002/0106956号明細書は、低引張強さ(low−tenacity)繊維のフィラメント当たりのデニールが高引張強さ(high−tenacity)繊維のそれよりも実質的に小さい、高引張強さ繊維と低引張強さ繊維との均質ブレンドから形成される布帛を開示している。
【0004】
Takiueの米国特許出願公開第2004/0025486号明細書は、複数の連続フィラメントと、それに平行した複数のステープルファイバーを含んでなる少なくとも1種の実質的に撚られていないステープルファイバー糸とを含む強化複合糸(reinforcing composite yarn)を開示している。ステープルファイバーは、好ましくは、ナイロン6ステープルファイバー、ナイロン66ステープルファイバー、メタ−芳香族ポリアミドステープルファイバー、およびパラ−芳香族ポリアミドステープルファイバーから選択される。
【発明の概要】
【発明が解決しようとする課題】
【0005】
パラ−アラミド繊維から作られる物品は優れた切断性能を有しており、市場において特別価格に値するものである。しかしそのような物品は、通常の紡織繊維で作られた物品よりも硬いことがあり、用途によってはパラ−アラミド物品は望ましくないほど速やかに摩耗しうる。したがって、物品の快適性、耐久性または十分な切断性能に必要なアラミド材料の量のいずれかの点で改良が望まれている。
【課題を解決するための手段】
【0006】
本発明は、ステープルファイバーの均質ブレンドを含んでなる糸を含む抗切断布帛であって、そのブレンドが、a)、b)およびc)の繊維100重量部を基準として、
a)20〜50重量部の潤滑繊維;
b)20〜40重量部の、フィラメント当たり3.3〜6デニール(フィラメント当たり3.7〜6.7dtex)の線密度を有する第1のアラミド繊維;および
c)20〜40重量部の、フィラメント当たり0.50〜4.5デニール(フィラメント当たり0.56〜5.0dtex)の線密度を有する第2のアラミド繊維
を含み、
第1のアラミド繊維と第2のアラミド繊維のフィラメント線密度の差がフィラメント当たり1デニール(フィラメント当たり1.1dtex)以上である、抗切断布帛に関する。
【0007】
本発明はさらに、
a)
i)20〜50重量部の潤滑ステープルファイバー;
ii)20〜40重量部の、フィラメント当たり3.7〜6.7dtexの線密度を有する第1のアラミドステープルファイバー;および
iii)20〜40重量部の、フィラメント当たり0.56〜5.0dtexの線密度を有する第2のアラミドステープルファイバー
をブレンドするステップであって、前記重量部は、i)、ii)およびiii)の繊維100重量部を基準とするものであり、第1のアラミド繊維と第2のアラミド繊維のフィラメント線密度の差がフィラメント当たり1.1dtex以上であるステップと、
b)紡績ステープルヤーンを繊維の前記ブレンドから形成するステップと、
c)前記紡績ステープルヤーンから物品を編むステップと
を含む、抗切断物品の製造方法に関する。
【図面の簡単な説明】
【0008】
【図1】本発明において可能な1つの編地を表したものである。
【図2】編み手袋の形態の本発明の物品の1つである。
【図3】1つの可能な繊維均質ブレンドを含むステープルファイバー糸の切断面を表したものである。
【図4】本発明の布帛に有用なステープル糸束において可能な1つの断面を示したものである。
【図5】本発明の布帛に有用なステープル糸束において可能な別の断面を示したものである。
【図6】通常用いられるフィラメント当たり1.5デニール(フィラメント当たり1.7dtex)のパラ−アラミド繊維を有する従来技術のステープル糸束の断面を示したものである。
【図7】2本の単糸から作られる1つの可能な諸撚糸を示したものである。
【図8】2本の異なる単糸から作られる諸撚糸の1つの可能な断面を示したものである。
【図9】3本の単糸から作られる1つの可能な諸撚糸を示したものである。
【発明を実施するための形態】
【0009】
1つの実施態様では、本発明は、ステープルファイバーの均質ブレンドを含んでなる糸を含む抗切断布帛であって、そのブレンドが、潤滑繊維および第1および第2のアラミド繊維の全重量を基準として、20〜50重量部の潤滑繊維;20〜40重量部の、フィラメント当たり3.3〜6デニール(フィラメント当たり3.7〜6.7dtex)の線密度を有する第1のアラミド繊維;および20〜40重量部の、フィラメント当たり0.50〜4.5デニール(フィラメント当たり0.56〜5.0dtex)の線密度を有する第2のアラミド繊維を含む、抗切断布帛に関する。幾つかの好ましい実施態様では、第1のアラミド繊維はフィラメント当たり3.3〜5.0デニール(フィラメント当たり3.7〜5.6dtex)の線密度を有し、幾つかの好ましい実施態様では、第2のアラミド繊維はフィラメント当たり1.0〜4.0デニール(フィラメント当たり1.1〜4.4dtex)の線密度を有する。第1のアラミド繊維と第2のアラミド繊維のフィラメント線密度の差は、フィラメント当たり1デニール(フィラメント当たり1.1dtex)以上である。幾つかの好ましい実施態様では、潤滑繊維および第1および第2のアラミド繊維はそれぞれ個別に、これらの繊維100重量部を基準として約26〜40重量部の範囲の量で存在する。幾つかの非常に好ましい実施態様では、これら3種類の繊維は実質的に等しい重量部だけ存在する。
【0010】
驚くべきことに、本発明の布帛は、通常用いられるフィラメント当たり1.5デニール(フィラメント当たり1.7dtex)のパラ−アラミド繊維糸100%で作られた布帛と等しいかそれ以上の切断抵抗性を有することが見出された。言い換えれば、100%パラ−アラミド繊維の布帛の切断抵抗性を、80重量部以下のパラ−アラミド繊維を有する布帛によって再現できる。これら3種類の繊維、つまり潤滑繊維、フィラメント当たりのデニールが大きいアラミド繊維、およびフィラメント当たりのデニールが小さいアラミド繊維が連携して機能して、切断抵抗性のみならず、布帛の耐摩耗性および柔軟性の向上(これは使用の際の耐久性および快適性の向上につながる)がもたらされると考えられる。
【0011】
「布帛」という言葉は、糸を利用している任意の織られた層状構造、編まれた層状構造、または織られていない層状構造などを含むことを意図している。「糸」とは、連続ストランドを形成するように紡績または撚り合わせられた繊維の集合体を意味する。本明細書で使用される糸は一般に、当該技術分野において単糸として知られているものを指し、これは織ったり編んだりするなどの作業に適した繊維材料のもっとも単純なストランドである。紡績ステープルヤーンは多少撚ってステープルファイバーから形成することができ、連続マルチフィラメント糸は撚っても撚らなくても形成することができる。撚られている場合、それはすべて同じ方向になっている。本明細書で使用される「諸撚糸」および「諸より糸」という語句は、区別なく使用でき、撚り合わされるかまたは諸撚りされた2本以上の糸(つまり単糸)を指す。「織られた(もの)」とは、織る、すなわち、少なくとも2本の糸を典型的には直角に織りまぜるまたは織り合わせることによって作られた、任意の布帛を含むことを意図している。一般にそのような布帛は、縦糸と呼ばれる糸の1つのセットを、横糸またはよこ糸と呼ばれる別の糸のセットと織りまぜることによって作られる。織られた布帛は、平織、千鳥綾織、バスケット織、朱子織、あや織、アンバランス織(unbalanced weaves)など基本的にはどんな織り方であってもよい。平織がもっとも一般的である。「編まれた」は、1本以上の糸の一連の輪を、針または針金でからみ合わせることによって作製できる構造を含むことを意図しており、その構造として、縦編み(例えば、トリコット、ミラニーズ、またはラッシェル)および横編み(例えば、丸編みまたは平編み)などがある。「織られていない(もの)」とは、織ったり編んだりせずに作製できる柔軟なシート材料を形成する繊維の網であって、(i)繊維の少なくともいくらかを機械的にからみ合わせるか、(ii)繊維のいくらかの少なくとも一部を溶融させるか、あるいは(iii)バインダー剤を使用して繊維の少なくともいくらかを結合させることによってまとめられたものを含むことを意図する。糸を利用した織られていない布帛としては、主に一方向織物があるが、他の構造体も可能である。
【0012】
幾つかの好ましい実施態様では、本発明の布帛は、任意の適切な編物パターンおよび従来の編み機を使用した編地である。図1は編地を表したものである。切断抵抗性および快適性は、編物の締まりによって影響され、締まりを調節して、あらゆる特定の要求を満たすことができる。切断抵抗性および快適性の非常に効果的な組合わせは、例えば、単一ジャージー編物(single jersey knit)およびテリー編物パターンで見られる。実施態様によっては、本発明の布帛は、基本重量が3〜30oz/yd2(100〜1000g/m2)、好ましくは5〜25oz/yd2(170〜850g/m2)の範囲内にあり、基本重量範囲の上端の布帛はより大きな切断保護をもたらす。
【0013】
本発明の布帛は、切断保護をもたらすために物品に利用することができる。有用な物品としては、手袋、エプロン、およびスリーブがあるが、これらに限定されない。1つの好ましい実施態様では、物品は編まれた抗切断手袋である。図2は、手袋の編み構造を示した詳細2を有する、そのような1つの手袋1を表したものである。
【0014】
本発明の布帛および物品(手袋を含む)では、フィラメント当たりのデニールが大きいアラミド繊維とフィラメント当たりのデニールが小さいアラミド繊維のフィラメント線密度の差は、フィラメント当たり1デニール(フィラメント当たり1.1dtex)以上である。幾つかの好ましい実施態様では、フィラメント線密度の差はフィラメント当たり1.5デニール(フィラメント当たり1.7dtex)以上である。潤滑繊維により、ステープル糸束内の繊維間の摩擦が減少し、フィラメント当たりのデニールの小さいアラミド繊維とフィラメント当たりのデニールの大きいアラミド繊維は布帛の糸束内でいっそう容易に移動できるようになると考えられる。図3は、1つの可能な繊維均質ブレンドを含むステープルファイバー糸3の断面図を表したものである。
【0015】
図4は、図3のステープルファイバー糸束の断面A−A’の1つの可能な実施態様である。ステープルファイバー糸4は、フィラメント当たり3.3〜6デニール(フィラメント当たり3.7〜6.7dtex)の線密度を有する第1のアラミド繊維5、およびフィラメント当たり0.50〜4.5デニール(フィラメント当たり0.56〜5.0dtex)の線密度を有する第2のアラミド繊維6を含む。潤滑繊維7は、第2のアラミド繊維6と同じ範囲の線密度を有する。潤滑繊維は糸束内で均一に分散しており、多くの場合、第1および第2のアラミド繊維を分離する働きをする。これによって、アラミド繊維の表面の摩耗によって存在または発生しうるアラミドフィブリル(図示せず)の実質的なからみ合いを回避しやすくなり、また糸束内のフィラメントに対する潤滑効果も提供されるので、そのような糸で作られた布帛は、いっそう紡織繊維の特徴を有し、より優れた美的印象または「手触り」がもたらされると考えられる。
【0016】
図5は、図3のステープルファイバー糸束の断面A−A’の別の可能な実施態様を示す。糸束11は、図4と同じ第1および第2のアラミド繊維5および6を含むが、潤滑繊維8は第1のアラミド繊維5と同じ範囲の線密度を有する。比較として、図6は、従来技術の通常用いられる、フィラメント当たり1.5デニール(フィラメント当たり1.7dtex)の繊維9を有するフィラメント当たり1.5デニール(フィラメント当たり1.7dtex)のパラ−アラミドステープルヤーン12の糸束の断面を示したものである。簡単にするため、図では、潤滑繊維がアラミド繊維種とほぼ同じデニールとされている場合には、そのアラミド繊維種と同じ直径を有するものが示されている。実際の繊維の直径は、ポリマー密度の相違のためいくらか異なることがある。これらの図すべてで個々の繊維は丸い断面を有するものとして表わされており、またそれらの束に有用な繊維の多くは好ましくは円形、楕円形または豆形の断面形状を有することができるが、他の断面を有する繊維をこれらの束に使用できると考えられる。
【0017】
図では、これらの繊維の束は単糸を表しているが、これらのマルチデニール(multidenier)単糸は1本以上の他の単糸と撚り合わせて諸より糸にすることができると理解される。例えば、図7は、2本の単糸を合わせて上撚りして作られる諸撚糸または諸より糸14の1つの実施態様を示したものである。図8は、2本の単糸を含んでなる図7の諸撚糸束の断面B−B’の1つの可能な実施態様であり、1本の単糸15は上述のとおりマルチデニールステープルファイバーの均質ブレンドから作られており、1本の単糸16は1種類のみのフィラメントから作られている。2本の異なる単糸がこれらの図に示されているが、これに限定されるわけではなく、諸撚糸は3本以上の糸を合わせて上撚りされたものを含みうることを理解すべきである。例えば、図9は、3本の単糸を合わせて上撚りしたものを示している。諸撚糸は、上述のとおりマルチデニールステープルファイバーの均質ブレンドから作られた2本以上の単糸から作ることができること、あるいは諸撚糸は、マルチデニールステープルファイバーの均質ブレンドから作られた少なくとも1本の単糸と任意の所望の組成を有する少なくとも1本の糸(例えば、連続フィラメントを含んでなる糸を含む)とから作ることができることも理解すべきである。
【0018】
驚くべきことに、本発明の布帛は、均質ブレンドにおいて、フィラメント当たり1.5デニール(フィラメント当たり1.7dtex)の繊維の直径よりも大きい直径を有する多数のフィラメントが利用されるという事実にもかかわらず、通常用いられるフィラメント当たり1.5デニール(フィラメント当たり1.7dtex)の繊維で作られる布帛よりも、柔軟性が向上している。
【0019】
本発明の抗切断布帛および手袋は、ステープルファイバーの均質ブレンドを含んでなる糸を含む。均質ブレンドとは、さまざまなステープルファイバーがステープル糸束内で均質に分散していることを意味する。本発明の幾つかの実施態様で使用されるステープルファイバーは、2〜20センチメートルの長さを有する。短繊維または綿系の糸システム(yarn systems)、長繊維または羊毛系の糸システム、あるいは伸展切れ糸システム(stretch−broken yarn systems)を用いて、ステープルファイバーを紡いで糸にすることができる。幾つかの実施態様では、ステープルファイバーの切断長さは、特に綿系の紡績システムで使用するステープルの場合、好ましくは3.5〜6センチメートルである。他の幾つかの実施態様では、特に長繊維または羊毛系の紡績システムで使用するステープルの場合、ステープルファイバーの切断長さは好ましくは3.5〜16センチメートルである。本発明の多くの実施態様で使用されるステープルファイバーは、直径が5〜30マイクロメートルであり、線密度がフィラメント当たり約0.5〜6.5デニール(フィラメント当たり0.56〜7.2dtex)の範囲、好ましくはフィラメント当たり1.0〜5.0デニール(フィラメント当たり1.1〜5.6dtex)の範囲である。
【0020】
本明細書で使用される「潤滑繊維」は、本明細書で指定した割合でマルチデニールアラミド繊維と一緒に使用して糸を作った場合に、その糸から作られる布帛または物品(手袋を含む)の柔軟性を増大させる任意の繊維を含むことを意図している。潤滑繊維によってもたらされる所望の効果は、繊維ポリマーの、フィブリル化を引き起こさない糸間の摩擦特性と関係があると考えられる。したがって、幾つかの好ましい実施態様では、潤滑繊維は、フィブリル化を引き起こさない繊維または「フィブリルフリー(fibril−free)」繊維である。実施態様によっては、潤滑繊維は、糸間の動摩擦係数(それ自体に関して測定した場合)が0.55未満であり、実施態様によっては動摩擦係数が0.40未満であるが、これはASTM法D3412のキャプスタン法(荷重50グラム、全巻き角170度、相対運動30cm/秒)によって測定したものである。例えば、この方法で測定した場合、ポリエステル−ポリエステル繊維の測定動摩擦係数は0.50であり、ナイロン−ナイロン繊維の測定動摩擦係数は0.36である。潤滑挙動を示すようにするために潤滑繊維に何らかの特殊な表面仕上げまたは化学処理がされている必要はない。最終的な布帛および物品の所望の美観に応じて、潤滑繊維は、糸中の1つのアラミド繊維種のフィラメント線密度に等しいフィラメント線密度を有していてよく、あるいは糸中のアラミド繊維のフィラメントの線密度とは異なるフィラメント線密度を有していてもよい。
【0021】
本発明の幾つかの好ましい実施態様では、潤滑繊維は、脂肪族ポリアミド系繊維、ポリオレフィン系繊維、ポリエステル系繊維、アクリル系繊維およびそれらの混合物の群から選択される。実施態様によっては、潤滑繊維は熱可塑性繊維である。「熱可塑性」は、その従来のポリマーの定義を有することを意味する。すなわち、それらの物質は、加熱されると粘稠液体のように流動し、冷却されると固化する。また加熱および冷却を続けて行った場合に何度でも可逆的にそのようになる。幾つかの非常に好ましい実施態様では、潤滑繊維は溶融紡糸またはゲル紡糸の熱可塑性繊維である。
【0022】
幾つかの好ましい実施態様では、脂肪族ポリアミド系繊維は、ナイロンのポリマーまたはコポリマーを含んでなる任意の種類の繊維を指す。ナイロンは、ポリマー鎖の不可欠な部分として反復アミド基(−NH−CO−)を有する長鎖合成ポリアミドであり、ナイロンの一般的な2つの例として、ポリヘキサメチレンジアミンアジポアミド(polyhexamethylenediamine adipamide)であるナイロン66、およびポリカプロラクタムであるナイロン6がある。他のナイロンとして、ナイロン11(11−アミノウンデカン酸(11−amino−undecanoic acid)から作られる);およびナイロン610(ヘキサメチレンジアミンとセバシン酸との縮合物から作られる)を挙げることができる。
【0023】
実施態様によっては、ポリオレフィン系繊維は、ポリプロピレンまたはポリエチレンから製造される繊維を指す。ポリプロピレンはプロピレンのポリマーまたはコポリマーから作られる。ポリプロピレン繊維の1つは、Marvess(登録商標)という商品名でPhillips Fibersから市販されている。ポリエチレンは、100モルパーセントのポリマーを基準として少なくとも50モルパーセントのエチレンを有するエチレンのポリマーまたはコポリマーから作る。またポリエチレンは溶融物から紡糸できるが、幾つかの好ましい実施態様では、繊維はゲルから紡糸される。有用なポリエチレン繊維は、高分子量ポリエチレンまたは超高分子量ポリエチレンのどちらかから作ることができる。高分子量ポリエチレンは一般に、約40,000より大きい重量平均分子量を有する。高分子量の溶融紡糸ポリエチレン繊維の1つは、Fibervisions(登録商標)から市販されており、ポリオレフィン系繊維としては、さまざまなポリエチレンおよび/またはポリプロピレンのシース−コアまたは並列構造を有する複合繊維も挙げることができる。市販の超高分子量ポリエチレンは一般に、約100万以上の重量平均分子量を有する。超高分子量ポリエチレンまたは伸びきりポリエチレン繊維の1つは一般に、米国特許第4,457,985号明細書で論じられているようにして調製できる。この種のゲル紡糸繊維は、東洋紡績から入手可能なDyneema(登録商標)という商品名、またHoneywellから入手可能なSpectra(登録商標)という商品名で市販されている。
【0024】
実施態様によっては、ポリエステル系繊維は、少なくとも85重量%の、二価アルコールとテレフタル酸とのエステルからなる任意の種類の合成ポリマーまたはコポリマーを指す。ポリマーは、エチレングリコールとテレフタル酸またはその誘導体とを反応させることによって製造できる。実施態様によっては、好ましいポリエステルはポリエチレンテレフタレート(PET)である。ポリエステル配合物としては、ジエチレングリコール、シクロヘキサンジメタノール、ポリ(エチレングリコール)、グルタル酸、アゼライン酸、セバシン酸、イソフタル酸などを含め、さまざまなコモノマーを挙げることができる。これらのコモノマーに加えて、トリメシン酸、ピロメリト酸、トリメチロールプロパンおよびトリメチロールエタン(trimethyloloethane)、ならびにペンタエリトリトールのような分岐剤を使用してよい。PETは、テレフタル酸またはその低級アルキルエステル(例えば、テレフタル酸ジメチル)とエチレングリコールまたはそれらのブレンドまたは混合物から周知の重合技術によって得ることができる。有用なポリエステルとしては、ポリエチレンナフタレート(PEN)も挙げることができる。PENは、2,6ナフタレンジカルボン酸とエチレングリコールから周知の重合技術によって得ることができる。
【0025】
他の幾つかの実施態様では、好ましいポリエステルはサーモトロピック溶融挙動を示す芳香族ポリエステルである。こうしたものとして、Celaneseから入手可能なVectran(登録商標)という商品名で入手できるものなどの液晶または異方性溶融ポリエステルがある。他の幾つかの実施態様では、米国特許第5,525,700号明細書に記載されているような、低融点を有する完全芳香族(fully aromatic)溶融加工性液晶ポリエステルポリマーが好ましい。
【0026】
実施態様によっては、アクリル系繊維は、少なくとも85重量パーセントのアクリロニトリル単位を有する繊維を指し、アクリロニトリル単位は−(CH2−CHCN)−である。アクリル系繊維は、85重量パーセント以上のアクリロニトリルおよびアクリロニトリルと共重合可能な15重量パーセント以下のエチレン性モノマーを有するアクリルポリマー、ならびにそれらのアクリルポリマーの2種以上の混合物から作ることができる。アクリロニトリル(acylonitrile)と共重合可能なエチレン性モノマーの例として、アクリル酸(acylic acid)、メタクリル酸およびそれらのエステル(アクリル酸メチル、アクリル酸エチル、メタクリル酸メチル(methyl methacylate)、メタクリル酸エチルなど)、酢酸ビニル、塩化ビニル、塩化ビニリデン、アクリルアミド、メタクリルアミド(methacylamide)、メタクリロニトリル、アリルスルホン酸(allylsulfonic acid)、メタンスルホン酸およびスチレンスルホン酸がある。さまざまな種類のアクリル系繊維がSterling Fibersから市販されており、アクリルポリマーおよびアクリル系繊維を製造するための1つの例示的な方法が米国特許第3,047,455号明細書に開示されている。
【0027】
本発明の幾つかの実施態様では、潤滑ステープルファイバーは、切断指数が少なくとも0.8、好ましくは切断指数が1.2以上である。実施態様によっては、好ましい潤滑ステープルファイバーは切断指数が1.5以上である。切断指数とは、試験対象の繊維100%で織られたまたは編まれた475グラム/平方メートル(14オンス/平方ヤード)の布帛の切断性能であり、それはASTM F1790−97によって測定され(グラムで測定され、切断保護性能(CPP)としても知られる)、切断される布帛の面密度(グラム/平方メートル)で除される。
【0028】
本発明のいくつかの実施形態において、好ましいアラミドステープルファイバーは、パラ−アラミド繊維である。パラ−アラミド繊維は、パラ−アラミドポリマーからできた繊維を意味し、ポリ(p−フェニレンテレフタルアミド)(PPD−T)が好ましいパラ−アラミドポリマーである。PPD−Tとは、p−フェニレンジアミンと塩化テレフタロイルとの等モル重合から得られるホモポリマー、また少量のその他のジアミンのp−フェニレンジアミンへの組み込み、および少量のその他の二酸塩化物の塩化テレフタロイルへの組み込みから得られるコポリマーを意味する。原則として、その他のジアミンおよびその他の二酸塩化物は、その他のジアミンおよび二酸塩化物が重合反応を妨げる反応性基を有さないと言う条件で、p−フェニレンジアミンまたは塩化テレフタロイルの約10モル%までの量、またはおそらくはわずかに高い量で使用できる。PPD−Tもまた、その他の芳香族ジアミンおよび芳香族二酸塩化物が、パラ−アラミドの特性に悪影響を及ぼさない量で存在すると言う条件で、例えば塩化2、6−ナフタロイルまたはクロロ−またはジクロロ塩化テレフタロイルなどのその他の芳香族ジアミンおよびその他の芳香族二酸塩化物などの組み込みから得られるコポリマーを意味する。
【0029】
添加剤が繊維中でパラ−アラミドと共に使用でき、10重量%までのその他のポリマー材料がアラミドに混合でき、あるいはアラミドのジアミンが10%のその他のジアミンで置換されたコポリマー、またはアラミドの二酸塩化物が10%のその他の二酸塩化物で置換されたコポリマーが使用できることが分かっている。
【0030】
パラ−アラミド繊維は概して、パラ−アラミド溶液の毛細管を通した凝固浴内への押出しによって紡績される。ポリ(p−フェニレンテレフタルアミド)の場合、溶液のための溶剤は、概して濃硫酸であり、押出しは概して冷水凝固浴内へエアギャップを通して行われる。このようなプロセスはよく知られており、概して米国特許第3,063,966号明細書、米国特許第3,767,756号明細書、米国特許第3,869,429号明細書、および米国特許第3,869,430号明細書で開示される。P−アラミド繊維は、E.I. du Pont de Nemours and Companyから入手できるKevlar(登録商標)ブランド繊維、テイジンから入手できるTwaron(登録商標)ブランド繊維として市販される。
【0031】
本発明はまた、潤滑繊維および第1および第2のアラミド繊維の全重量を基準として、20〜50重量部の潤滑ステープルファイバー、20〜40重量部の、フィラメント当たり3.3〜6デニール(フィラメント当たり3.7〜6.7dtex)の線密度を有する第1のアラミドステープルファイバー、および20〜40重量部の、フィラメント当たり0.50〜4.5デニール(フィラメント当たり0.56〜5.0dtex)の線密度を有する第2のアラミドステープルファイバーをブレンドするステップであって、第1のアラミド繊維と第2のアラミド繊維のフィラメント線密度の差がフィラメント当たり1デニール(フィラメント当たり1.1dtex)以上である、ブレンドするステップと;繊維のブレンドから紡績ステープルヤーンを形成するステップと;紡績ステープルヤーンから物品を編むステップとを含む、布帛または手袋などの抗切断物品を製造するための方法に関する。幾つかの好ましい実施態様では、潤滑繊維および第1および第2のアラミド繊維は、これらの繊維100重量部を基準として26〜40重量部の量で存在する。幾つかの非常に好ましい実施態様では、これら3種類の繊維は実質的に等しい重量部だけ存在する。
【0032】
幾つかの好ましい実施態様では、ステープルファイバーの均質ブレンドは、最初、開かれた包みから得たステープルファイバーを(付加的な機能が所望される場合には、任意の他のステープルファイバーと共に)混ぜ合わせて作る。次いで繊維ブレンドは、梳綿機を用いてスライバにする。梳綿機は、繊維の分離、整列、および送り出しを行って、ゆるやかに繊維をまとめた実質的に撚られていない連続ストランド(一般にはカードスライバとして知られる)にするために、一般に繊維工業で使用される。カードスライバは、典型的には2段階延伸プロセス(これに限定されない)によって加工して延伸スライバにする。
【0033】
次いで、従来の技術を用いて延伸スライバから紡績ステープルヤーンを形成する。こうした技術としては、従来の綿システム、短繊維紡績プロセス、例えば、オープンエンド精紡、リング精紡、あるいは空気を用いてステープルファイバーを撚って糸にするムラタ・エアジェット紡績(Murata air−jet spinning)などの高速空気紡績技術(higher speed air spinning techniques)などがある。本発明の布帛に有用な紡績糸の形成は、従来の羊毛システム(woolen system)、長繊維またはけん切紡績プロセス、例えば、そ毛またはセミそ毛(semi−worsted)リング精紡などを用いて達成することもできる。加工システムにかかわりなく、リング精紡が一般には好ましい抗切断ステープルヤーンの製造方法である。
【0034】
カーディングする前にステープルファイバーをブレンドすることは、本発明に使用する、十分に混ざり合った、均一な、均質ブレンドの紡績糸の好ましい1つの製造方法であるが、他の方法も可能である。例えば、繊維の均質ブレンドは、カッターブレンド法(cutter blending processes)で作ることができる。すなわち、トウ形態または連続フィラメント形態のさまざまな繊維は、クリンプ加工またはステープル切断の間か、その前に混ぜ合わせることができる。この方法は、アラミドステープルファイバーをマルチデニール紡糸トウまたは連続マルチデニールマルチフィラメント糸から得る場合に有用でありうる。例えば、連続マルチフィラメントアラミド糸は、特別に作製された紡糸口金を通して溶液から紡いで糸を作ることができる。ここで、個々のアラミドフィラメントは、2つ以上の異なる線密度を有する。その後、糸を切断してステープルにして、マルチデニールアラミドステープルブレンドを作る。潤滑繊維は、このマルチデニールアラミドブレンドと混ぜ合わせることができるが、その場合、潤滑繊維をアラミド繊維と混ぜ合わせてそれらを一緒に切断するか、あるいは切断後に潤滑ステープルファイバーをアラミドステープルファイバーと混合するかのいずれかによって行う。繊維をブレンドする別の方法は、カードスライバおよび/または延伸スライバのブレンドによるものである。すなわち、ブレンド中のさまざまなステープルファイバーの個別のスライバを作るか、またはブレンド中のさまざまなステープルファイバーの組合わせを作り、それらの個別のカードスライバおよび/または延伸スライバを粗紡および/またはステープルヤーンの紡績機(スライバ繊維をブレンドするよう設計されている)に供給すると共に、ステープルヤーンを紡績する。これらの方法はすべて限定されることを意図するものではなく、ステープルファイバーをブレンドして糸を作る他の方法も可能である。所望の布帛特性が著しく損なわれない限り、これらのステープルヤーンはすべて他の繊維を含んでもよい。
【0035】
次いで繊維の均質ブレンドの紡績ステープルヤーンを、好ましくは編機に供給して編み手袋を作る。そのような編機としては、微細ゲージから標準ゲージまでの範囲の手袋編み機があり、続く実施例で使用されているシーマ・セイキ(Sheima Seiki)の手袋編み機などがある。所望される場合には、複数の端または糸を編み機に供給することができる。すなわち、糸の束または諸より糸の束を編み機に同時供給し、従来の技術で手袋を編むことができる。実施態様によっては、1本以上の他のステープルヤーンまたは連続フィラメント糸を、繊維の均質ブレンドを有する1本以上の紡績ステープルヤーンと一緒に同時供給することにより、手袋に機能を付与することが望ましい。編物の締まりは、特定の必要に合わせて調節することができる。切断抵抗性および快適性の非常に効果的な組合わせは、例えば、単一ジャージー編物およびテリー編物パターンで見られる。
【0036】
試験方法
切断抵抗性。以下に記載されている布帛に関する切断抵抗性のデータは、ASTM1790−04「保護被服で使用される材料の切断抵抗性を測定する標準試験法(Standard Test Method for Measuring Cut Resistance of Materials Used in Protective Clothing)」を用いて集めた。この試験では、Tomodynamometer(TDM−100)試験機を使用した。試験の実施においては、マンドレル上に取り付けられたサンプルを横切るように、刃先を規定の力の下で一度引く。刃先は、70ミリメートル長さの刃縁を有するステンレス鋼ナイフブレードである。ブレードサプライは、試験の開始および終了時に、ネオプレンキャリブレーション材料上で500gの負荷を使用して較正する。各切断試験で新しい刃先を使用する。サンプルは布帛の長方形断片であり、縦糸方向と横糸方向から45度だけ斜めにして50×100ミリメートルに切断されたものである。マンドレルは半径38ミリメートルの丸い導電性バーであり、両面テープを使用してサンプルを細い銅ストリップと一緒にそこに取り付ける。銅ストリップは、サンプルと両面テープの間に挟む。マンドレルの長軸方向に直角に、マンドレル上の布帛を横切るように刃先を引く。刃先が銅ストリップと電気的に接触したら、切断を記録する。いくつかの異なる力で、最初の接触から切断までに引いた距離を記録し、切断までの距離の関数として力のグラフを構築する。グラフから、距離0.8インチまたは20ミリメートルにおける切断のための力を判定し、正規化して、ブレードサプライの一貫性を確証する。正規化した力を切断抵抗力として報告する。
【実施例】
【0037】
以下の実施例では、ステープルファイバーをベースにしたリング紡績糸を使用して布帛を編んだ。ステープルファイバーのブレンド組成物は、表1に示す種類のさまざまなステープルファイバーを表2に示す割合でブレンドして調製した。すべての場合に、アラミド繊維はポリ(パラフェニレンテレフタルアミド)(PPD−T)から作った。この種類の繊維は、Kevlar(登録商標)という商標で知られており、E.I.du Pont de Nemours and Companyが製造したものである。潤滑繊維成分は、Type 420という名称でInvistaから販売されている半艶なし(semi−dull)ナイロン66繊維であった。
【0038】
表1
【0039】
編地を作るのに用いた糸は、次のようにして作った。対照糸Aの場合、およそ7キログラムの単一種のPPD−Tステープルファイバーを、梳綿機に直接供給してカードスライバを作った。次いで、表2に示す糸1〜5および比較糸B〜D用のそれぞれのステープルファイバーブレンド組成物を等しい量(7〜9キログラム)だけ作った。ステープルファイバーのブレンドは、最初に繊維を手で混ぜてから、ピッカを通してその混合物を2回供給することにより、均一な繊維ブレンドを作った。次いでそれぞれの繊維ブレンドを、標準的な梳綿機を通過させてカードスライバを作った。
【0040】
次いで二路式延伸(破砕/仕上げ延伸)を使用して、カードスライバを延伸して延伸スライバにし、粗紡枠で加工して6560dtex(かせ数(hank count)0.9)の粗紡を作った。その後、それぞれの組成について各粗紡の二端をリング精紡して糸を製造した。撚り係数が3.10である10/1sの綿番手の糸を製造した。最終的なA〜Dおよび1〜5の糸のそれぞれは、釣り合わせ逆撚り(balancing reverse twist)をかけて一対の10/1s糸を撚り合わせることによって作り、10/2sの糸にした。
【0041】
標準7ゲージのシーマ・セイキ(Sheima Seiki)手袋編み機を使用して、10/2sの糸のそれぞれを編んで布帛サンプルにした。機械の編み時間は、後で行う切断試験用の適当な布帛サンプルが得られるように、約1メートルの長さの手袋本体が製造されるように調節した。10/2sの3つの端を手袋編み機に供給することによってサンプルを作り、基本重量が約20oz/yd2(680g/m2)である布帛サンプルを得た。次いで、ほぼ同じ公称基本重量を有する標準寸法の手袋を作った。
【0042】
布帛に対して前述の切断抵抗性試験を実施した。その結果を表2に示す。表には、20oz/yd2(680g/m2)の面密度に標準化した切断抵抗値(cut resistance value)も示してある。
【0043】
糸1〜5から作られた布帛および手袋の切断抵抗性は、標準化重量に基づいた場合、対照糸Aから作られた布帛および手袋の切断抵抗性と同等であった。糸2から作られた布帛の切断抵抗値は、対照糸Aから作られた布帛の切断抵抗値よりも小さいが、切断抵抗値の統計的信頼区間は、これらが同等の切断抵抗性を有するという結論の説明となりうるという点に注目される。糸1〜5から作られた布帛および手袋は、対照糸Aから作られた布帛および手袋よりも主観的にはより心地よい「手触り」でもあった。
【0044】
加えて、糸B〜Dから作られた比較用の布帛および手袋は、作られた他の布帛または手袋のいずれよりも切断抵抗性が小さかった。このことは、線密度がフィラメント当たり3.3〜6デニール(フィラメント当たり3.7〜6.7dtex)であるアラミド繊維を加えると、どのように相乗効果的に作用して切断抵抗性を増大させるか、またこの例では、ナイロン繊維による小さい切断抵抗性をどのように補うかを示している。
【0045】
表2
【特許請求の範囲】
【請求項1】
ステープルファイバーの均質ブレンドを含んでなる糸を含む抗切断布帛であって、前記ブレンドが、a)、b)およびc)の繊維100重量部を基準として、
a)20〜50重量部の潤滑繊維;
b)20〜40重量部の、フィラメント当たり3.3〜6デニール(フィラメント当たり3.7〜6.7dtex)の線密度を有する第1のアラミド繊維;および
c)20〜40重量部の、フィラメント当たり0.50〜4.5デニール(フィラメント当たり0.56〜5.0dtex)の線密度を有する第2のアラミド繊維
を含み、第1のアラミド繊維と第2のアラミド繊維のフィラメント線密度の差がフィラメント当たり1デニール(フィラメント当たり1.1dtex)以上である、抗切断布帛。
【請求項2】
a)、b)およびc)の前記繊維のそれぞれが、a)、b)およびc)の前記繊維100重量部を基準として26〜40重量部の量で存在する、請求項1に記載の抗切断布帛。
【請求項3】
前記潤滑繊維が、脂肪族ポリアミド系繊維、ポリエステル系繊維、ポリオレフィン系繊維、アクリル系繊維、およびそれらの混合物からなる群から選択される、請求項1に記載の抗切断布帛。
【請求項4】
前記第1または第2のアラミド繊維が、ポリ(パラフェニレンテレフタルアミド)を含む、請求項1に記載の抗切断布帛。
【請求項5】
編物の形態の、請求項1に記載の抗切断布帛。
【請求項6】
請求項1に記載の抗切断布帛を含む、物品。
【請求項7】
手袋の形態の、請求項6に記載の物品。
【請求項8】
a)
i)20〜50重量部の潤滑ステープルファイバー;
ii)20〜40重量部の、フィラメント当たり3.7〜6.7dtexの線密度を有する第1のアラミドステープルファイバー;および
iii)20〜40重量部の、フィラメント当たり0.56〜5.0dtexの線密度を有する第2のアラミドステープルファイバー
をブレンドするステップであって、前記重量部は、i)、ii)およびiii)の繊維100重量部を基準とするものであり、前記第1のアラミド繊維と前記第2のアラミド繊維の線密度の差がフィラメント当たり1.1dtex以上であるステップと;
b)繊維の前記ブレンドから紡績ステープルヤーンを形成するステップと;
c)前記紡績ステープルヤーンから物品を編むステップと
を含む、抗切断物品を製造する方法。
【請求項9】
i)、ii)およびiii)の前記繊維のそれぞれが、i)、ii)およびiii)の前記繊維100重量部を基準として26〜40重量部の量で存在する、請求項8に記載の方法。
【請求項10】
前記ブレンドが、少なくとも部分的に、i)、ii)およびiii)の前記繊維を混ぜ合わせ、前記繊維をカーディングしてステープルファイバーの均質ブレンドを含有するスライバを形成することによって達成される、請求項8に記載の方法。
【請求項11】
前記ブレンドが、紡績ステープルヤーンの形成直前またはその形成時に、それぞれが実質的にi)、ii)、およびiii)の前記繊維のうちの1つのみを含んでなる1種以上のスライバをステープルヤーン紡績機に供給することによって達成される、請求項8に記載の方法。
【請求項12】
リング精紡によって前記紡績ステープルヤーンを形成する、請求項8に記載の方法。
【請求項13】
前記潤滑繊維が、脂肪族ポリアミド系繊維、ポリエステル系繊維、ポリオレフィン系繊維、アクリル系繊維、およびそれらの混合物からなる群から選択される、請求項8に記載の方法。
【請求項14】
前記第1または第2のアラミド繊維が、ポリ(パラフェニレンテレフタルアミド)を含む、請求項8に記載の方法。
【請求項15】
前記編むことが、繊維の前記ブレンドからの前記紡績ステープルヤーンを含む糸または諸より糸の束と、1本以上の他のステープルファイバー糸または連続フィラメント糸を、編み機に同時供給することによって達成される、請求項8に記載の方法。
【請求項16】
前記物品が布帛または手袋である、請求項8に記載の方法。
【請求項1】
ステープルファイバーの均質ブレンドを含んでなる糸を含む抗切断布帛であって、前記ブレンドが、a)、b)およびc)の繊維100重量部を基準として、
a)20〜50重量部の潤滑繊維;
b)20〜40重量部の、フィラメント当たり3.3〜6デニール(フィラメント当たり3.7〜6.7dtex)の線密度を有する第1のアラミド繊維;および
c)20〜40重量部の、フィラメント当たり0.50〜4.5デニール(フィラメント当たり0.56〜5.0dtex)の線密度を有する第2のアラミド繊維
を含み、第1のアラミド繊維と第2のアラミド繊維のフィラメント線密度の差がフィラメント当たり1デニール(フィラメント当たり1.1dtex)以上である、抗切断布帛。
【請求項2】
a)、b)およびc)の前記繊維のそれぞれが、a)、b)およびc)の前記繊維100重量部を基準として26〜40重量部の量で存在する、請求項1に記載の抗切断布帛。
【請求項3】
前記潤滑繊維が、脂肪族ポリアミド系繊維、ポリエステル系繊維、ポリオレフィン系繊維、アクリル系繊維、およびそれらの混合物からなる群から選択される、請求項1に記載の抗切断布帛。
【請求項4】
前記第1または第2のアラミド繊維が、ポリ(パラフェニレンテレフタルアミド)を含む、請求項1に記載の抗切断布帛。
【請求項5】
編物の形態の、請求項1に記載の抗切断布帛。
【請求項6】
請求項1に記載の抗切断布帛を含む、物品。
【請求項7】
手袋の形態の、請求項6に記載の物品。
【請求項8】
a)
i)20〜50重量部の潤滑ステープルファイバー;
ii)20〜40重量部の、フィラメント当たり3.7〜6.7dtexの線密度を有する第1のアラミドステープルファイバー;および
iii)20〜40重量部の、フィラメント当たり0.56〜5.0dtexの線密度を有する第2のアラミドステープルファイバー
をブレンドするステップであって、前記重量部は、i)、ii)およびiii)の繊維100重量部を基準とするものであり、前記第1のアラミド繊維と前記第2のアラミド繊維の線密度の差がフィラメント当たり1.1dtex以上であるステップと;
b)繊維の前記ブレンドから紡績ステープルヤーンを形成するステップと;
c)前記紡績ステープルヤーンから物品を編むステップと
を含む、抗切断物品を製造する方法。
【請求項9】
i)、ii)およびiii)の前記繊維のそれぞれが、i)、ii)およびiii)の前記繊維100重量部を基準として26〜40重量部の量で存在する、請求項8に記載の方法。
【請求項10】
前記ブレンドが、少なくとも部分的に、i)、ii)およびiii)の前記繊維を混ぜ合わせ、前記繊維をカーディングしてステープルファイバーの均質ブレンドを含有するスライバを形成することによって達成される、請求項8に記載の方法。
【請求項11】
前記ブレンドが、紡績ステープルヤーンの形成直前またはその形成時に、それぞれが実質的にi)、ii)、およびiii)の前記繊維のうちの1つのみを含んでなる1種以上のスライバをステープルヤーン紡績機に供給することによって達成される、請求項8に記載の方法。
【請求項12】
リング精紡によって前記紡績ステープルヤーンを形成する、請求項8に記載の方法。
【請求項13】
前記潤滑繊維が、脂肪族ポリアミド系繊維、ポリエステル系繊維、ポリオレフィン系繊維、アクリル系繊維、およびそれらの混合物からなる群から選択される、請求項8に記載の方法。
【請求項14】
前記第1または第2のアラミド繊維が、ポリ(パラフェニレンテレフタルアミド)を含む、請求項8に記載の方法。
【請求項15】
前記編むことが、繊維の前記ブレンドからの前記紡績ステープルヤーンを含む糸または諸より糸の束と、1本以上の他のステープルファイバー糸または連続フィラメント糸を、編み機に同時供給することによって達成される、請求項8に記載の方法。
【請求項16】
前記物品が布帛または手袋である、請求項8に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公表番号】特表2010−506062(P2010−506062A)
【公表日】平成22年2月25日(2010.2.25)
【国際特許分類】
【出願番号】特願2009−532386(P2009−532386)
【出願日】平成19年10月9日(2007.10.9)
【国際出願番号】PCT/US2007/021616
【国際公開番号】WO2008/045459
【国際公開日】平成20年4月17日(2008.4.17)
【出願人】(390023674)イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー (2,692)
【氏名又は名称原語表記】E.I.DU PONT DE NEMOURS AND COMPANY
【Fターム(参考)】
【公表日】平成22年2月25日(2010.2.25)
【国際特許分類】
【出願日】平成19年10月9日(2007.10.9)
【国際出願番号】PCT/US2007/021616
【国際公開番号】WO2008/045459
【国際公開日】平成20年4月17日(2008.4.17)
【出願人】(390023674)イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー (2,692)
【氏名又は名称原語表記】E.I.DU PONT DE NEMOURS AND COMPANY
【Fターム(参考)】
[ Back to top ]