
マンコンベアの移動手摺、並びに、マンコンベア用手摺及びその製造方法
【課題】摩擦係数の極めて小さい繊維を用いて移動手摺の内面の一部を形成することができ、更に、成形時の型崩れを防止して、製造性を大幅に向上させることができるマンコンベアの移動手摺を提供する。
【解決手段】移動手摺8は、本体樹脂部16と、帆布18と、帆布19とを備える。本体樹脂部16は、横断面C字状を呈し、無端状に形成される。帆布18は、本体樹脂部16に設けられ、本体樹脂部16の一側部の内面に、本体樹脂部16の長手に沿って配置される。帆布19は、本体樹脂部16に設けられ、本体樹脂部16の他側部の内面に、帆布18との間に所定の間隔を有して本体樹脂部16の長手に沿って配置される。帆布18と帆布19とは、本体樹脂部16を構成する樹脂と一体成形されている。
【解決手段】移動手摺8は、本体樹脂部16と、帆布18と、帆布19とを備える。本体樹脂部16は、横断面C字状を呈し、無端状に形成される。帆布18は、本体樹脂部16に設けられ、本体樹脂部16の一側部の内面に、本体樹脂部16の長手に沿って配置される。帆布19は、本体樹脂部16に設けられ、本体樹脂部16の他側部の内面に、帆布18との間に所定の間隔を有して本体樹脂部16の長手に沿って配置される。帆布18と帆布19とは、本体樹脂部16を構成する樹脂と一体成形されている。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、エスカレーターや動く歩道等のマンコンベアで使用される移動手摺と、マンコンベアでの使用を目的としたマンコンベア用手摺及びその製造方法とに関するものである。
【背景技術】
【0002】
エスカレーターや動く歩道といったマンコンベアでは、一般に、横断面C字状を呈する無端状の移動手摺が使用される。移動手摺は、踏段上の乗客が安全のために掴むものである。移動手摺は、踏段と同期するように駆動され、案内レールによってその走行方向が案内される。
【0003】
マンコンベアでは、一般に、移動手摺の駆動と走行の案内とが、その内側表面(以下、単に「内面」ともいう)を介して行われる。このため、移動手摺には、その内面に、十分な駆動力を発生させるための高い摩擦特性(摩擦係数)と、走行時の摺動抵抗を低減させるための低い摩擦特性(摩擦係数)との双方の機能を備えることが要求される。
【0004】
このような事情に鑑み、従来技術として、移動手摺の内面を形成する帆布にフッ素樹脂繊維を使用し、移動手摺の走行抵抗(走行時の摺動抵抗)を大幅に低減させたものも提案されている(例えば、特許文献1及び2参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2010−105801号公報
【特許文献2】特開2011−42413号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
フッ素樹脂繊維は摩擦係数が極めて小さいため、移動手摺の走行抵抗を低減させる有効な手段となり得るが、移動手摺の本体樹脂への接着が極めて難しいといった問題があった。
【0007】
このため、特許文献1に記載のものでは、帆布に形成された多数の貫通孔を介して本体樹脂の一部を帆布の内面から浸み出させることにより、この樹脂によって帆布の固定(及び、高摩擦部の形成)を行っている。
また、特許文献2に記載のものでは、フッ素樹脂繊維からなる摺動布を基布に織り込んで摺動布の固定を行い、摺動布よりも粗く織った基布の繊維間に本体樹脂を浸透させて、基布を本体樹脂に固定している。
【0008】
特許文献1及び2に記載のものでは、帆布の中央部に孔が形成されていたり、中央部の繊維が粗く織られていたりしたため、移動手摺の成形時に帆布が中央部から折れ曲がり(捩れてしまい)、移動手摺を正常な形状に維持できなくなるといった問題があった。
【0009】
なお、特表2009−538804号公報には、移動手摺の両側部の内面に、薄いフィルムを貼り付けて滑り層を形成するものが記載されている(図2参照)。しかし、フッ素樹脂繊維といった摩擦係数の極めて小さい繊維を使用して帆布を形成した場合は、帆布を移動手摺の本体樹脂に後から貼り付けることができない。このため、特表2009−538804号公報に記載のものでは、フッ素樹脂繊維等を使用して移動手摺の内面(の一部)を形成することができなかった。
なお、特表2009−538804号公報に記載のものでは、薄いフィルムを移動手摺の湾曲する内面に貼り付けるため、作業性が著しく悪く、走行時の摺動抵抗を増加させないようにきれいに貼り付けることも困難であった。
【0010】
この発明は、上述のような課題を解決するためになされたもので、その目的は、摩擦係数の極めて小さい繊維を用いて移動手摺の内面の一部を形成するとともに、成形時の型崩れを防止して、製造性を大幅に向上させることができるマンコンベアの移動手摺と、そのような機能を備えたマンコンベア用手摺及びその製造方法とを提供することである。
【課題を解決するための手段】
【0011】
この発明に係るマンコンベアの移動手摺は、横断面C字状を呈し、無端状に形成された本体樹脂部と、本体樹脂部に設けられ、本体樹脂部の一側部の内面に、本体樹脂部の長手に沿って配置された第1帆布と、本体樹脂部に設けられ、本体樹脂部の他側部の内面に、第1帆布との間に所定の間隔を有して本体樹脂部の長手に沿って配置された第2帆布と、を備え、第1帆布及び第2帆布は、本体樹脂部を構成する樹脂と一体成形されたものである。
【0012】
この発明に係るマンコンベア用手摺は、横断面C字状を呈する長尺の本体樹脂部と、本体樹脂部に設けられ、本体樹脂部の一側部の内面に、本体樹脂部の長手に沿って配置された第1帆布と、本体樹脂部に設けられ、本体樹脂部の他側部の内面に、第1帆布との間に所定の間隔を有して本体樹脂部の長手に沿って配置された第2帆布と、を備え、第1帆布及び第2帆布は、本体樹脂部を構成する樹脂と一体成形されたものである。
【0013】
この発明に係るマンコンベア用手摺の製造方法は、長尺の2つの帆布を準備するステップと、2つの帆布と所定の樹脂との押し出し一体成形を行い、一方の帆布が一側部の内面に、他方の帆布が他側部の内面に配置された横断面C字状を呈する手摺本体を成形するステップと、を備えたものである。
【発明の効果】
【0014】
この発明によれば、摩擦係数の極めて小さい繊維を用いて移動手摺の内面の一部を形成することができ、更に、成形時の型崩れを防止して、製造性を大幅に向上させることができるようになる。
【図面の簡単な説明】
【0015】
【図1】マンコンベアの全体構成を示す側面図である。
【図2】この発明の実施の形態1におけるマンコンベアの移動手摺を示す断面図である。
【図3】この発明の実施の形態1におけるマンコンベアの移動手摺を示す断面図である。
【図4】この発明の実施の形態1におけるマンコンベアの移動手摺の要部を示す断面図である。
【図5】この発明の実施の形態1におけるマンコンベアの移動手摺の他の構成を示す図4相当図である。
【図6】この発明の実施の形態2におけるマンコンベアの移動手摺を示す断面図である。
【図7】この発明の実施の形態3におけるマンコンベアの移動手摺を示す断面図である。
【図8】この発明の実施の形態3における帆布の構成を示す断面図である。
【発明を実施するための形態】
【0016】
この発明をより詳細に説明するため、添付の図面に従ってこれを説明する。なお、各図中、同一又は相当する部分には同一の符号を付しており、その重複説明は適宜に簡略化ないし省略する。
【0017】
実施の形態1.
図1はマンコンベアの全体構成を示す側面図である。以下においては、上下階床間の移動の際に利用されるエスカレーターの構成について、具体的に説明する。マンコンベアの他の例、例えば、動く歩道については、その説明を省略する。
【0018】
図1において、1は上下階床間に掛け渡されたエスカレーターのトラスである。トラス1は、エスカレーターの自重・積載荷重を支持する。2は乗客が上下階床間を移動する際に乗る踏段である。踏段2は、無端状の踏段チェーン3に連結されている。4は踏段チェーン3が巻き掛けられた踏段駆動用スプロケット、5は踏段駆動用スプロケット4等を駆動するための駆動電動機、6は駆動電動機5の出力を減速し、チェーンを介して踏段駆動用スプロケット4を回転させる減速機、7は駆動電動機5の制御等、エスカレーターの運転制御を司る制御盤である。
【0019】
8は踏段2に乗降する乗客や踏段2上の乗客が掴むための移動手摺である。移動手摺8は、無端状を呈しており、上記踏段2と同期するように駆動される。移動手摺8の上部側は、踏段2の両側に立設された欄干9の上端部に沿って移動する。また、移動手摺8は、エスカレーターの各乗降口において上下に反転され、下部側は、踏段2の両側に設けられたスカートガード内等に配置される。
【0020】
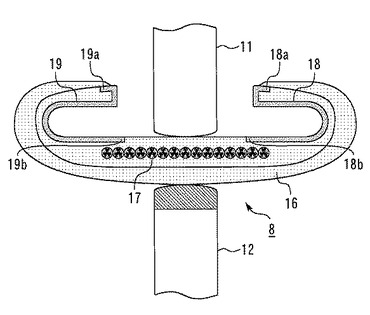
10は移動手摺8を駆動するための手摺駆動装置である。手摺駆動装置10は、駆動ローラ11及び加圧ローラ12(図1においては、共に図示せず)を備えた摩擦駆動方式によって移動手摺8を駆動する。即ち、手摺駆動装置10は、駆動ローラ11と加圧ローラ12とによって移動手摺8を上下(表裏)から挟み込むことにより、この挟み込んだ状態で駆動ローラ11を回転させ、移動手摺8との間の摩擦力を利用して移動手摺8を駆動する。なお、駆動の際、駆動ローラ11は移動手摺8の内側表面に、加圧ローラ12は移動手摺8の外側表面(乗客が把持する把持面)に接触する。
【0021】
13は踏段駆動用スプロケット4と同軸に設けられた手摺駆動用スプロケット、14は手摺駆動用スプロケット13の回転力を手摺駆動装置10に伝達するための手摺チェーンである。駆動電動機5の駆動力によって手摺駆動用スプロケット13が踏段駆動用スプロケット4とともに回転することにより、手摺チェーン14を介してその駆動力が手摺駆動装置10に伝達される。そして、移動手摺8は、手摺駆動装置10によって駆動され、踏段2に同期して上下乗降口間を循環移動する。
【0022】
次に、移動手摺8について具体的に説明する。
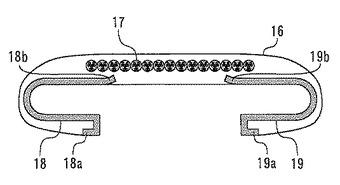
図2及び図3はこの発明の実施の形態1におけるマンコンベアの移動手摺を示す断面図である。図2は図1のA−A矢視を、図3は図1のB−B矢視を示している。図4はこの発明の実施の形態1におけるマンコンベアの移動手摺の要部を示す断面図である。
【0023】
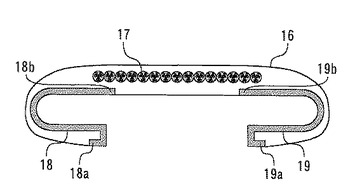
移動手摺8は、横(短手方向)断面が略C字状を呈しており、上記手摺駆動装置10による駆動と案内レール15による走行の案内とが、内側表面を介して行われる。即ち、移動手摺8には、その内面に、十分な駆動力を発生させるための高い摩擦特性(摩擦係数)と、走行時の走行抵抗(案内レール15との摺動抵抗)を低減させるための低い摩擦特性(摩擦係数)との双方の機能が要求される。
【0024】
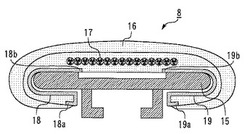
本実施の形態における移動手摺8は、本体樹脂部16、抗張体17、帆布18及び19により、その要部が構成される。
本体樹脂部16は、移動手摺8の要部を構成するものであり、横断面が略C字状を呈し、全体として無端状に形成されている。本体樹脂部16は、例えば、ゴムやポリウレタン等の樹脂部材によって構成される。なお、図2等では、本体樹脂部16が一種類の弾性体からなる場合を一例として示している。しかし、本体樹脂部16の構成はこのようなものに限られる訳ではなく、移動手摺8に付与する機能等に合わせて、本体樹脂部16を複数の樹脂層によって構成しても構わない。
【0025】
抗張体17は、移動手摺8に所定の引張強度を付与し、その伸びを防止するためのものである。抗張体17は、例えば、鋼製のワイヤを縒り合わせたものからなり、本体樹脂部16の内部に、その長手に沿って設けられている。なお、抗張体17は、スチールテープ等で構成しても良い。
【0026】
帆布18及び19は、全体(或いは、少なくともその表面)が、フッ素樹脂繊維等の極めて低い摩擦特性を有する繊維によって織られたもの(織布)、或いは不織布からなる。帆布18及び19は、本体樹脂部16を構成する樹脂と同時に成形(一体成形)されることにより、本体樹脂部16の内面に強固に固定されている。
【0027】
具体的に、一方の帆布18は、本体樹脂部16の一側部に設けられており、本体樹脂部16の一側部の内面に、その長手に沿って配置されている。帆布18の一側縁部18aは、例えば、コ字状(或いは、U字状)に湾曲されており、その端が本体樹脂部16の内部(樹脂内)にその長手に沿って埋め込まれている。
【0028】
他方の帆布19は、帆布18と対称の構成を有している。即ち、帆布19は、本体樹脂部16の他側部に設けられており、本体樹脂部16の他側部の内面に、その長手に沿って配置されている。帆布19の一側縁部19aは、例えば、コ字状(或いは、U字状)に湾曲されており、その端が本体樹脂部16の内部(樹脂内)にその長手に沿って埋め込まれている。
【0029】
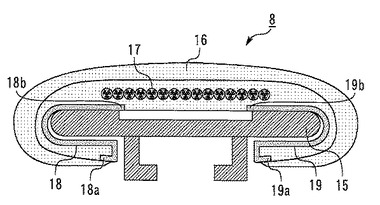
帆布18と帆布19との間には、本体樹脂部16の長手に沿って所定の間隔が形成されている。このため、帆布18の他側縁部18bと帆布19の他側縁部19bとの間には、本体樹脂部16の一部(本体樹脂部16を構成する樹脂)が露出する。手摺駆動装置10の駆動ローラ11は、帆布18及び19の各表面に接触することなく、且つ、本体樹脂部16の上記露出部分(露出内面)に接触して、移動手摺8を駆動する。
【0030】
移動手摺8の製造に際しては、先ず、図2に示す移動手摺8と同じ構成を有する長尺の手摺本体を製作した後、この手摺本体を所定の長さに切断してその両端部を接続することにより、無端状(環状)の移動手摺8を完成させる。
【0031】
例えば、上記手摺本体を押し出し成形によって製造する場合、先ず、上記構成の抗張体17と帆布18及び19とを準備しておく。そして、帆布18が一側部の内面に、帆布19が他側部の内面に配置されるようにして、所定の樹脂との押し出し一体成形を行い、図4に示す断面の長尺の部材を形成する。その後、必要に応じて一回或いは複数回の成形を行い、図4に示す部材の外側表面を樹脂で覆って、図2に示す横断面C字状の本体樹脂部16(手摺本体)を完成させる。
【0032】
帆布18及び19は、所定繊維の織布或いは不織布によって構成されるため、成形時の張力や熱によってその寸法が多少変化する。このため、上記押し出しによる一体成形時、帆布18及び19は、それぞれの一側縁部18a及び19aを基準に位置決めが行われる。かかる構成であれば、手摺本体(移動手摺8)の形状を損なうことなく、帆布18及び19を本体樹脂部16の一側部内面及び他側部内面にその長手に渡って適切に配置することができる。
【0033】
成形時の寸法変化により、帆布18及び19は、各他側縁部18b及び19bが手摺本体の反中央部側に移動する。しかし、帆布18及び19は一体化されていないため、成形時に折れ曲がるようなことなく、手摺本体の形状が損なわれることはない。なお、帆布18及び19については、予め収縮量等を見込んでその寸法設定を行うことも有効である。また、熱収縮が小さいフッ素樹脂繊維は、帆布18及び19を構成する繊維として特に有効な手段となり得る。
【0034】
上記構成の移動手摺8(手摺本体)であれば、本体樹脂部16を構成する樹脂が、帆布18及び帆布19を構成する樹脂間に入り込み、帆布18と帆布19とを本体樹脂部16に強固に固定することができる。図2乃至図4に示すように、帆布18及び19間に配置された本体樹脂部16の内面を、帆布18及び19の各表面と面一に配置すれば、帆布18及び19の他側縁部18b及び19bを本体樹脂部16に更に強固に固定することができる。
【0035】
図5はこの発明の実施の形態1におけるマンコンベアの移動手摺の他の構成を示す図4相当図である。図5に示すものでは、帆布18及び19の他側縁部18b及び19bも、一側縁部18a及び19aと同様に、その端を本体樹脂部16の内部(樹脂内)にその長手に沿って埋め込んでいる。かかる構成であれば、帆布18及び19がその他側縁部18b及び19b側から剥がれてしまうことを確実に防止できる。
【0036】
実施の形態2.
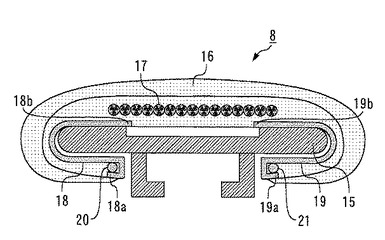
図6はこの発明の実施の形態2におけるマンコンベアの移動手摺を示す断面図である。図6は、本実施の形態における図1のA−A矢視に相当する。
【0037】
図6において、20は本体樹脂部16の一側部に設けられた棒状の補強材、21は本体樹脂部16の他側部に設けられた棒状の補強材である。補強材20及び21は、例えば、手摺本体を成形する時の温度で軟化・溶融されて、本体樹脂部16を構成する樹脂や帆布18及び19と一体化される材質(ナイロン、ポリエステル、ウレタン)で構成される。補強材20及び21は、ワイヤ等であっても構わない。
【0038】
帆布18の一側縁部18aは、本体樹脂部16の長手に渡って補強材20(の一部)を囲むように、コ字状(或いは、U字状)に湾曲されている。帆布19の一側縁部19aも同様に、本体樹脂部16の長手に渡って補強材21(の一部)を囲むように、コ字状(或いは、U字状)に湾曲されている。
【0039】
上述したように、帆布18及び19は、所定繊維の織布或いは不織布によって構成されるため、成形時の張力や熱によってその寸法が多少変化する。このため、本実施の形態では、押し出しによる一体成形時、帆布18については、その一側縁部18aを補強材20に押し付けて位置決めを行い、帆布19については、一側縁部19aを補強材21に押し付けて位置決めを行う。そして、かかる状態で、補強材20及び21とともに押し出しによる一体成形を行い、図4相当の断面を有する長尺の部材を形成する。かかる構成であれば、押し出しによる成形時に、帆布18及び19の各一側縁部18a及び19aの形状を常に安定させることができ、手摺本体(移動手摺8)の形状が損なわれることを確実に防止することができる。
【0040】
その他は、実施の形態1と同様の構成を有している。
【0041】
実施の形態3.
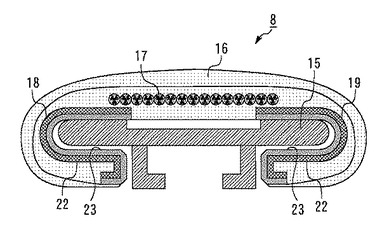
図7はこの発明の実施の形態3におけるマンコンベアの移動手摺を示す断面図である。図7は本実施の形態における図1のA−A矢視に相当する。図8はこの発明の実施の形態3における帆布の構成を示す断面図である。
【0042】
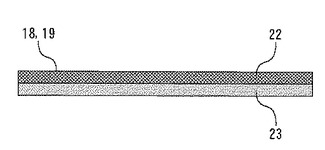
本実施の形態では、帆布18及び19は、それぞれ、基布22と摺動布23との二層構造を有している。
基布22は、帆布18及び19の各下層部分を構成する。即ち、基布22は、本体樹脂部16の内面に設けられ、本体樹脂部16の長手に沿って配置されている。基布22は、例えば、剛性の増加や収縮性の低減といった種々の性能を帆布18及び19に付与するためのものである。基布22は、本体樹脂部16に直接固定されるため、本体樹脂部16を構成する樹脂との接着性に優れた繊維で構成しても良い。基布22は、例えば、ナイロン、ポリエステル、ウレタン等の繊維が用いられた織布からなる。
【0043】
摺動布23は、帆布18及び19の各上層部分を構成する。摺動布23は、案内レール15との摺動抵抗を低減させるためのものである。このため、摺動布23は、基布22よりも低い摩擦特性を有しており、例えば、フッ素樹脂繊維等の極めて低い摩擦係数を有する繊維が用いられた織布から構成される。摺動布23は、基布22の表面を覆うように基布22に設けられており、帆布18及び19の各表面を形成する。摺動布23は、例えば、その繊維が、基布22の繊維に織り込まれることにより、基布22に強固に固定される。
【0044】
かかる構成であれば、帆布18及び19に、要求される種々の機能、例えば、本体樹脂部16を構成する樹脂との接着性や表面の低摩擦特性、全体の高剛性や低収縮性といった機能を、基布22と摺動布23とに分けて適切に付与することができる。
その他は、実施の形態1又は2と同様の構成を有している。
【符号の説明】
【0045】
1 トラス
2 踏段
3 踏段チェーン
4 踏段駆動用スプロケット
5 駆動電動機
6 減速機
7 制御盤
8 移動手摺
9 欄干
10 手摺駆動装置
11 駆動ローラ
12 加圧ローラ
13 手摺駆動用スプロケット
14 手摺チェーン
15 案内レール
16 本体樹脂部
17 抗張体
18、19 帆布
18a、19a 一側縁部
18b、19b 他側縁部
20、21 補強材
22 基布
23 摺動布
【技術分野】
【0001】
この発明は、エスカレーターや動く歩道等のマンコンベアで使用される移動手摺と、マンコンベアでの使用を目的としたマンコンベア用手摺及びその製造方法とに関するものである。
【背景技術】
【0002】
エスカレーターや動く歩道といったマンコンベアでは、一般に、横断面C字状を呈する無端状の移動手摺が使用される。移動手摺は、踏段上の乗客が安全のために掴むものである。移動手摺は、踏段と同期するように駆動され、案内レールによってその走行方向が案内される。
【0003】
マンコンベアでは、一般に、移動手摺の駆動と走行の案内とが、その内側表面(以下、単に「内面」ともいう)を介して行われる。このため、移動手摺には、その内面に、十分な駆動力を発生させるための高い摩擦特性(摩擦係数)と、走行時の摺動抵抗を低減させるための低い摩擦特性(摩擦係数)との双方の機能を備えることが要求される。
【0004】
このような事情に鑑み、従来技術として、移動手摺の内面を形成する帆布にフッ素樹脂繊維を使用し、移動手摺の走行抵抗(走行時の摺動抵抗)を大幅に低減させたものも提案されている(例えば、特許文献1及び2参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2010−105801号公報
【特許文献2】特開2011−42413号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
フッ素樹脂繊維は摩擦係数が極めて小さいため、移動手摺の走行抵抗を低減させる有効な手段となり得るが、移動手摺の本体樹脂への接着が極めて難しいといった問題があった。
【0007】
このため、特許文献1に記載のものでは、帆布に形成された多数の貫通孔を介して本体樹脂の一部を帆布の内面から浸み出させることにより、この樹脂によって帆布の固定(及び、高摩擦部の形成)を行っている。
また、特許文献2に記載のものでは、フッ素樹脂繊維からなる摺動布を基布に織り込んで摺動布の固定を行い、摺動布よりも粗く織った基布の繊維間に本体樹脂を浸透させて、基布を本体樹脂に固定している。
【0008】
特許文献1及び2に記載のものでは、帆布の中央部に孔が形成されていたり、中央部の繊維が粗く織られていたりしたため、移動手摺の成形時に帆布が中央部から折れ曲がり(捩れてしまい)、移動手摺を正常な形状に維持できなくなるといった問題があった。
【0009】
なお、特表2009−538804号公報には、移動手摺の両側部の内面に、薄いフィルムを貼り付けて滑り層を形成するものが記載されている(図2参照)。しかし、フッ素樹脂繊維といった摩擦係数の極めて小さい繊維を使用して帆布を形成した場合は、帆布を移動手摺の本体樹脂に後から貼り付けることができない。このため、特表2009−538804号公報に記載のものでは、フッ素樹脂繊維等を使用して移動手摺の内面(の一部)を形成することができなかった。
なお、特表2009−538804号公報に記載のものでは、薄いフィルムを移動手摺の湾曲する内面に貼り付けるため、作業性が著しく悪く、走行時の摺動抵抗を増加させないようにきれいに貼り付けることも困難であった。
【0010】
この発明は、上述のような課題を解決するためになされたもので、その目的は、摩擦係数の極めて小さい繊維を用いて移動手摺の内面の一部を形成するとともに、成形時の型崩れを防止して、製造性を大幅に向上させることができるマンコンベアの移動手摺と、そのような機能を備えたマンコンベア用手摺及びその製造方法とを提供することである。
【課題を解決するための手段】
【0011】
この発明に係るマンコンベアの移動手摺は、横断面C字状を呈し、無端状に形成された本体樹脂部と、本体樹脂部に設けられ、本体樹脂部の一側部の内面に、本体樹脂部の長手に沿って配置された第1帆布と、本体樹脂部に設けられ、本体樹脂部の他側部の内面に、第1帆布との間に所定の間隔を有して本体樹脂部の長手に沿って配置された第2帆布と、を備え、第1帆布及び第2帆布は、本体樹脂部を構成する樹脂と一体成形されたものである。
【0012】
この発明に係るマンコンベア用手摺は、横断面C字状を呈する長尺の本体樹脂部と、本体樹脂部に設けられ、本体樹脂部の一側部の内面に、本体樹脂部の長手に沿って配置された第1帆布と、本体樹脂部に設けられ、本体樹脂部の他側部の内面に、第1帆布との間に所定の間隔を有して本体樹脂部の長手に沿って配置された第2帆布と、を備え、第1帆布及び第2帆布は、本体樹脂部を構成する樹脂と一体成形されたものである。
【0013】
この発明に係るマンコンベア用手摺の製造方法は、長尺の2つの帆布を準備するステップと、2つの帆布と所定の樹脂との押し出し一体成形を行い、一方の帆布が一側部の内面に、他方の帆布が他側部の内面に配置された横断面C字状を呈する手摺本体を成形するステップと、を備えたものである。
【発明の効果】
【0014】
この発明によれば、摩擦係数の極めて小さい繊維を用いて移動手摺の内面の一部を形成することができ、更に、成形時の型崩れを防止して、製造性を大幅に向上させることができるようになる。
【図面の簡単な説明】
【0015】
【図1】マンコンベアの全体構成を示す側面図である。
【図2】この発明の実施の形態1におけるマンコンベアの移動手摺を示す断面図である。
【図3】この発明の実施の形態1におけるマンコンベアの移動手摺を示す断面図である。
【図4】この発明の実施の形態1におけるマンコンベアの移動手摺の要部を示す断面図である。
【図5】この発明の実施の形態1におけるマンコンベアの移動手摺の他の構成を示す図4相当図である。
【図6】この発明の実施の形態2におけるマンコンベアの移動手摺を示す断面図である。
【図7】この発明の実施の形態3におけるマンコンベアの移動手摺を示す断面図である。
【図8】この発明の実施の形態3における帆布の構成を示す断面図である。
【発明を実施するための形態】
【0016】
この発明をより詳細に説明するため、添付の図面に従ってこれを説明する。なお、各図中、同一又は相当する部分には同一の符号を付しており、その重複説明は適宜に簡略化ないし省略する。
【0017】
実施の形態1.
図1はマンコンベアの全体構成を示す側面図である。以下においては、上下階床間の移動の際に利用されるエスカレーターの構成について、具体的に説明する。マンコンベアの他の例、例えば、動く歩道については、その説明を省略する。
【0018】
図1において、1は上下階床間に掛け渡されたエスカレーターのトラスである。トラス1は、エスカレーターの自重・積載荷重を支持する。2は乗客が上下階床間を移動する際に乗る踏段である。踏段2は、無端状の踏段チェーン3に連結されている。4は踏段チェーン3が巻き掛けられた踏段駆動用スプロケット、5は踏段駆動用スプロケット4等を駆動するための駆動電動機、6は駆動電動機5の出力を減速し、チェーンを介して踏段駆動用スプロケット4を回転させる減速機、7は駆動電動機5の制御等、エスカレーターの運転制御を司る制御盤である。
【0019】
8は踏段2に乗降する乗客や踏段2上の乗客が掴むための移動手摺である。移動手摺8は、無端状を呈しており、上記踏段2と同期するように駆動される。移動手摺8の上部側は、踏段2の両側に立設された欄干9の上端部に沿って移動する。また、移動手摺8は、エスカレーターの各乗降口において上下に反転され、下部側は、踏段2の両側に設けられたスカートガード内等に配置される。
【0020】
10は移動手摺8を駆動するための手摺駆動装置である。手摺駆動装置10は、駆動ローラ11及び加圧ローラ12(図1においては、共に図示せず)を備えた摩擦駆動方式によって移動手摺8を駆動する。即ち、手摺駆動装置10は、駆動ローラ11と加圧ローラ12とによって移動手摺8を上下(表裏)から挟み込むことにより、この挟み込んだ状態で駆動ローラ11を回転させ、移動手摺8との間の摩擦力を利用して移動手摺8を駆動する。なお、駆動の際、駆動ローラ11は移動手摺8の内側表面に、加圧ローラ12は移動手摺8の外側表面(乗客が把持する把持面)に接触する。
【0021】
13は踏段駆動用スプロケット4と同軸に設けられた手摺駆動用スプロケット、14は手摺駆動用スプロケット13の回転力を手摺駆動装置10に伝達するための手摺チェーンである。駆動電動機5の駆動力によって手摺駆動用スプロケット13が踏段駆動用スプロケット4とともに回転することにより、手摺チェーン14を介してその駆動力が手摺駆動装置10に伝達される。そして、移動手摺8は、手摺駆動装置10によって駆動され、踏段2に同期して上下乗降口間を循環移動する。
【0022】
次に、移動手摺8について具体的に説明する。
図2及び図3はこの発明の実施の形態1におけるマンコンベアの移動手摺を示す断面図である。図2は図1のA−A矢視を、図3は図1のB−B矢視を示している。図4はこの発明の実施の形態1におけるマンコンベアの移動手摺の要部を示す断面図である。
【0023】
移動手摺8は、横(短手方向)断面が略C字状を呈しており、上記手摺駆動装置10による駆動と案内レール15による走行の案内とが、内側表面を介して行われる。即ち、移動手摺8には、その内面に、十分な駆動力を発生させるための高い摩擦特性(摩擦係数)と、走行時の走行抵抗(案内レール15との摺動抵抗)を低減させるための低い摩擦特性(摩擦係数)との双方の機能が要求される。
【0024】
本実施の形態における移動手摺8は、本体樹脂部16、抗張体17、帆布18及び19により、その要部が構成される。
本体樹脂部16は、移動手摺8の要部を構成するものであり、横断面が略C字状を呈し、全体として無端状に形成されている。本体樹脂部16は、例えば、ゴムやポリウレタン等の樹脂部材によって構成される。なお、図2等では、本体樹脂部16が一種類の弾性体からなる場合を一例として示している。しかし、本体樹脂部16の構成はこのようなものに限られる訳ではなく、移動手摺8に付与する機能等に合わせて、本体樹脂部16を複数の樹脂層によって構成しても構わない。
【0025】
抗張体17は、移動手摺8に所定の引張強度を付与し、その伸びを防止するためのものである。抗張体17は、例えば、鋼製のワイヤを縒り合わせたものからなり、本体樹脂部16の内部に、その長手に沿って設けられている。なお、抗張体17は、スチールテープ等で構成しても良い。
【0026】
帆布18及び19は、全体(或いは、少なくともその表面)が、フッ素樹脂繊維等の極めて低い摩擦特性を有する繊維によって織られたもの(織布)、或いは不織布からなる。帆布18及び19は、本体樹脂部16を構成する樹脂と同時に成形(一体成形)されることにより、本体樹脂部16の内面に強固に固定されている。
【0027】
具体的に、一方の帆布18は、本体樹脂部16の一側部に設けられており、本体樹脂部16の一側部の内面に、その長手に沿って配置されている。帆布18の一側縁部18aは、例えば、コ字状(或いは、U字状)に湾曲されており、その端が本体樹脂部16の内部(樹脂内)にその長手に沿って埋め込まれている。
【0028】
他方の帆布19は、帆布18と対称の構成を有している。即ち、帆布19は、本体樹脂部16の他側部に設けられており、本体樹脂部16の他側部の内面に、その長手に沿って配置されている。帆布19の一側縁部19aは、例えば、コ字状(或いは、U字状)に湾曲されており、その端が本体樹脂部16の内部(樹脂内)にその長手に沿って埋め込まれている。
【0029】
帆布18と帆布19との間には、本体樹脂部16の長手に沿って所定の間隔が形成されている。このため、帆布18の他側縁部18bと帆布19の他側縁部19bとの間には、本体樹脂部16の一部(本体樹脂部16を構成する樹脂)が露出する。手摺駆動装置10の駆動ローラ11は、帆布18及び19の各表面に接触することなく、且つ、本体樹脂部16の上記露出部分(露出内面)に接触して、移動手摺8を駆動する。
【0030】
移動手摺8の製造に際しては、先ず、図2に示す移動手摺8と同じ構成を有する長尺の手摺本体を製作した後、この手摺本体を所定の長さに切断してその両端部を接続することにより、無端状(環状)の移動手摺8を完成させる。
【0031】
例えば、上記手摺本体を押し出し成形によって製造する場合、先ず、上記構成の抗張体17と帆布18及び19とを準備しておく。そして、帆布18が一側部の内面に、帆布19が他側部の内面に配置されるようにして、所定の樹脂との押し出し一体成形を行い、図4に示す断面の長尺の部材を形成する。その後、必要に応じて一回或いは複数回の成形を行い、図4に示す部材の外側表面を樹脂で覆って、図2に示す横断面C字状の本体樹脂部16(手摺本体)を完成させる。
【0032】
帆布18及び19は、所定繊維の織布或いは不織布によって構成されるため、成形時の張力や熱によってその寸法が多少変化する。このため、上記押し出しによる一体成形時、帆布18及び19は、それぞれの一側縁部18a及び19aを基準に位置決めが行われる。かかる構成であれば、手摺本体(移動手摺8)の形状を損なうことなく、帆布18及び19を本体樹脂部16の一側部内面及び他側部内面にその長手に渡って適切に配置することができる。
【0033】
成形時の寸法変化により、帆布18及び19は、各他側縁部18b及び19bが手摺本体の反中央部側に移動する。しかし、帆布18及び19は一体化されていないため、成形時に折れ曲がるようなことなく、手摺本体の形状が損なわれることはない。なお、帆布18及び19については、予め収縮量等を見込んでその寸法設定を行うことも有効である。また、熱収縮が小さいフッ素樹脂繊維は、帆布18及び19を構成する繊維として特に有効な手段となり得る。
【0034】
上記構成の移動手摺8(手摺本体)であれば、本体樹脂部16を構成する樹脂が、帆布18及び帆布19を構成する樹脂間に入り込み、帆布18と帆布19とを本体樹脂部16に強固に固定することができる。図2乃至図4に示すように、帆布18及び19間に配置された本体樹脂部16の内面を、帆布18及び19の各表面と面一に配置すれば、帆布18及び19の他側縁部18b及び19bを本体樹脂部16に更に強固に固定することができる。
【0035】
図5はこの発明の実施の形態1におけるマンコンベアの移動手摺の他の構成を示す図4相当図である。図5に示すものでは、帆布18及び19の他側縁部18b及び19bも、一側縁部18a及び19aと同様に、その端を本体樹脂部16の内部(樹脂内)にその長手に沿って埋め込んでいる。かかる構成であれば、帆布18及び19がその他側縁部18b及び19b側から剥がれてしまうことを確実に防止できる。
【0036】
実施の形態2.
図6はこの発明の実施の形態2におけるマンコンベアの移動手摺を示す断面図である。図6は、本実施の形態における図1のA−A矢視に相当する。
【0037】
図6において、20は本体樹脂部16の一側部に設けられた棒状の補強材、21は本体樹脂部16の他側部に設けられた棒状の補強材である。補強材20及び21は、例えば、手摺本体を成形する時の温度で軟化・溶融されて、本体樹脂部16を構成する樹脂や帆布18及び19と一体化される材質(ナイロン、ポリエステル、ウレタン)で構成される。補強材20及び21は、ワイヤ等であっても構わない。
【0038】
帆布18の一側縁部18aは、本体樹脂部16の長手に渡って補強材20(の一部)を囲むように、コ字状(或いは、U字状)に湾曲されている。帆布19の一側縁部19aも同様に、本体樹脂部16の長手に渡って補強材21(の一部)を囲むように、コ字状(或いは、U字状)に湾曲されている。
【0039】
上述したように、帆布18及び19は、所定繊維の織布或いは不織布によって構成されるため、成形時の張力や熱によってその寸法が多少変化する。このため、本実施の形態では、押し出しによる一体成形時、帆布18については、その一側縁部18aを補強材20に押し付けて位置決めを行い、帆布19については、一側縁部19aを補強材21に押し付けて位置決めを行う。そして、かかる状態で、補強材20及び21とともに押し出しによる一体成形を行い、図4相当の断面を有する長尺の部材を形成する。かかる構成であれば、押し出しによる成形時に、帆布18及び19の各一側縁部18a及び19aの形状を常に安定させることができ、手摺本体(移動手摺8)の形状が損なわれることを確実に防止することができる。
【0040】
その他は、実施の形態1と同様の構成を有している。
【0041】
実施の形態3.
図7はこの発明の実施の形態3におけるマンコンベアの移動手摺を示す断面図である。図7は本実施の形態における図1のA−A矢視に相当する。図8はこの発明の実施の形態3における帆布の構成を示す断面図である。
【0042】
本実施の形態では、帆布18及び19は、それぞれ、基布22と摺動布23との二層構造を有している。
基布22は、帆布18及び19の各下層部分を構成する。即ち、基布22は、本体樹脂部16の内面に設けられ、本体樹脂部16の長手に沿って配置されている。基布22は、例えば、剛性の増加や収縮性の低減といった種々の性能を帆布18及び19に付与するためのものである。基布22は、本体樹脂部16に直接固定されるため、本体樹脂部16を構成する樹脂との接着性に優れた繊維で構成しても良い。基布22は、例えば、ナイロン、ポリエステル、ウレタン等の繊維が用いられた織布からなる。
【0043】
摺動布23は、帆布18及び19の各上層部分を構成する。摺動布23は、案内レール15との摺動抵抗を低減させるためのものである。このため、摺動布23は、基布22よりも低い摩擦特性を有しており、例えば、フッ素樹脂繊維等の極めて低い摩擦係数を有する繊維が用いられた織布から構成される。摺動布23は、基布22の表面を覆うように基布22に設けられており、帆布18及び19の各表面を形成する。摺動布23は、例えば、その繊維が、基布22の繊維に織り込まれることにより、基布22に強固に固定される。
【0044】
かかる構成であれば、帆布18及び19に、要求される種々の機能、例えば、本体樹脂部16を構成する樹脂との接着性や表面の低摩擦特性、全体の高剛性や低収縮性といった機能を、基布22と摺動布23とに分けて適切に付与することができる。
その他は、実施の形態1又は2と同様の構成を有している。
【符号の説明】
【0045】
1 トラス
2 踏段
3 踏段チェーン
4 踏段駆動用スプロケット
5 駆動電動機
6 減速機
7 制御盤
8 移動手摺
9 欄干
10 手摺駆動装置
11 駆動ローラ
12 加圧ローラ
13 手摺駆動用スプロケット
14 手摺チェーン
15 案内レール
16 本体樹脂部
17 抗張体
18、19 帆布
18a、19a 一側縁部
18b、19b 他側縁部
20、21 補強材
22 基布
23 摺動布
【特許請求の範囲】
【請求項1】
横断面C字状を呈し、無端状に形成された本体樹脂部と、
前記本体樹脂部に設けられ、前記本体樹脂部の一側部の内面に、前記本体樹脂部の長手に沿って配置された第1帆布と、
前記本体樹脂部に設けられ、前記本体樹脂部の他側部の内面に、前記第1帆布との間に所定の間隔を有して前記本体樹脂部の長手に沿って配置された第2帆布と、
を備え、
前記第1帆布及び前記第2帆布は、前記本体樹脂部を構成する樹脂と一体成形されたマンコンベアの移動手摺。
【請求項2】
前記第1帆布及び前記第2帆布は、両側縁部が、前記本体樹脂部の内部に前記本体樹脂部の長手に沿って埋め込まれた請求項1に記載のマンコンベアの移動手摺。
【請求項3】
前記本体樹脂部は、前記第1帆布と前記第2帆布との間に配置された内面が、前記第1帆布及び前記第2帆布の各表面と面一に配置された請求項1に記載のマンコンベアの移動手摺。
【請求項4】
前記本体樹脂部の一側部及び他側部にそれぞれ設けられ、前記本体樹脂部の長手に沿って配置された棒状の補強材と、
を備え、
前記第1帆布は、一側縁部が、前記本体樹脂部の長手に沿って一方の前記補強材を囲むように湾曲され、
前記第2帆布は、一側縁部が、前記本体樹脂部の長手に沿って他方の前記補強材を囲むように湾曲された
請求項1から請求項3の何れかに記載のマンコンベアの移動手摺。
【請求項5】
前記第1帆布及び前記第2帆布は、
前記本体樹脂部の内面に、その長手に沿って設けられた基布と、
前記基布の表面を覆うように前記基布に設けられ、前記基布よりも低い摩擦特性を有する摺動布と、
をそれぞれ備えた請求項1から請求項4の何れかに記載のマンコンベアの移動手摺。
【請求項6】
前記第1帆布及び前記第2帆布は、少なくともその表面が、フッ素樹脂繊維の織布又は不織布からなる請求項1から請求項5の何れかに記載のマンコンベアの移動手摺。
【請求項7】
横断面C字状を呈する長尺の本体樹脂部と、
前記本体樹脂部に設けられ、前記本体樹脂部の一側部の内面に、前記本体樹脂部の長手に沿って配置された第1帆布と、
前記本体樹脂部に設けられ、前記本体樹脂部の他側部の内面に、前記第1帆布との間に所定の間隔を有して前記本体樹脂部の長手に沿って配置された第2帆布と、
を備え、
前記第1帆布及び前記第2帆布は、前記本体樹脂部を構成する樹脂と一体成形されたマンコンベア用手摺。
【請求項8】
長尺の2つの帆布を準備するステップと、
前記2つの帆布と所定の樹脂との押し出し一体成形を行い、一方の前記帆布が一側部の内面に、他方の前記帆布が他側部の内面に配置された横断面C字状を呈する手摺本体を成形するステップと、
を備えたマンコンベア用手摺の製造方法。
【請求項9】
押し出し一体成形時、前記一方の帆布は、前記手摺本体の一側部に配置される一側縁部を基準に位置決めされ、前記他方の帆布は、前記手摺本体の他側部に配置される一側縁部を基準に位置決めされる請求項8に記載のマンコンベア用手摺の製造方法。
【請求項10】
前記各帆布は、各一側縁部が棒状の補強材に押し付けられた状態で、前記補強材とともに前記所定の樹脂との一体成形が行われる請求項8又は請求項9に記載のマンコンベア用手摺の製造方法。
【請求項1】
横断面C字状を呈し、無端状に形成された本体樹脂部と、
前記本体樹脂部に設けられ、前記本体樹脂部の一側部の内面に、前記本体樹脂部の長手に沿って配置された第1帆布と、
前記本体樹脂部に設けられ、前記本体樹脂部の他側部の内面に、前記第1帆布との間に所定の間隔を有して前記本体樹脂部の長手に沿って配置された第2帆布と、
を備え、
前記第1帆布及び前記第2帆布は、前記本体樹脂部を構成する樹脂と一体成形されたマンコンベアの移動手摺。
【請求項2】
前記第1帆布及び前記第2帆布は、両側縁部が、前記本体樹脂部の内部に前記本体樹脂部の長手に沿って埋め込まれた請求項1に記載のマンコンベアの移動手摺。
【請求項3】
前記本体樹脂部は、前記第1帆布と前記第2帆布との間に配置された内面が、前記第1帆布及び前記第2帆布の各表面と面一に配置された請求項1に記載のマンコンベアの移動手摺。
【請求項4】
前記本体樹脂部の一側部及び他側部にそれぞれ設けられ、前記本体樹脂部の長手に沿って配置された棒状の補強材と、
を備え、
前記第1帆布は、一側縁部が、前記本体樹脂部の長手に沿って一方の前記補強材を囲むように湾曲され、
前記第2帆布は、一側縁部が、前記本体樹脂部の長手に沿って他方の前記補強材を囲むように湾曲された
請求項1から請求項3の何れかに記載のマンコンベアの移動手摺。
【請求項5】
前記第1帆布及び前記第2帆布は、
前記本体樹脂部の内面に、その長手に沿って設けられた基布と、
前記基布の表面を覆うように前記基布に設けられ、前記基布よりも低い摩擦特性を有する摺動布と、
をそれぞれ備えた請求項1から請求項4の何れかに記載のマンコンベアの移動手摺。
【請求項6】
前記第1帆布及び前記第2帆布は、少なくともその表面が、フッ素樹脂繊維の織布又は不織布からなる請求項1から請求項5の何れかに記載のマンコンベアの移動手摺。
【請求項7】
横断面C字状を呈する長尺の本体樹脂部と、
前記本体樹脂部に設けられ、前記本体樹脂部の一側部の内面に、前記本体樹脂部の長手に沿って配置された第1帆布と、
前記本体樹脂部に設けられ、前記本体樹脂部の他側部の内面に、前記第1帆布との間に所定の間隔を有して前記本体樹脂部の長手に沿って配置された第2帆布と、
を備え、
前記第1帆布及び前記第2帆布は、前記本体樹脂部を構成する樹脂と一体成形されたマンコンベア用手摺。
【請求項8】
長尺の2つの帆布を準備するステップと、
前記2つの帆布と所定の樹脂との押し出し一体成形を行い、一方の前記帆布が一側部の内面に、他方の前記帆布が他側部の内面に配置された横断面C字状を呈する手摺本体を成形するステップと、
を備えたマンコンベア用手摺の製造方法。
【請求項9】
押し出し一体成形時、前記一方の帆布は、前記手摺本体の一側部に配置される一側縁部を基準に位置決めされ、前記他方の帆布は、前記手摺本体の他側部に配置される一側縁部を基準に位置決めされる請求項8に記載のマンコンベア用手摺の製造方法。
【請求項10】
前記各帆布は、各一側縁部が棒状の補強材に押し付けられた状態で、前記補強材とともに前記所定の樹脂との一体成形が行われる請求項8又は請求項9に記載のマンコンベア用手摺の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−224458(P2012−224458A)
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願番号】特願2011−95271(P2011−95271)
【出願日】平成23年4月21日(2011.4.21)
【出願人】(000236056)三菱電機ビルテクノサービス株式会社 (1,792)
【Fターム(参考)】
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願日】平成23年4月21日(2011.4.21)
【出願人】(000236056)三菱電機ビルテクノサービス株式会社 (1,792)
【Fターム(参考)】
[ Back to top ]