
マンホール用蓋及びその製造方法
既存の鋳鉄材マンホール蓋に比べて同じ強度及び重量を保持しながら盗難の虞がなく、且つ耐蝕性及び密封力が優れたマンホール用蓋及びその製造方法に関する。特にマンホール用蓋は、硝子繊維12〜18重量%、ポリエステル樹脂17〜23重量%が含有され、残部は炭酸カルシウム(CaCO3)が含有された組成を有する複合材料からなり、マンホールに安着されて上部が地上に露出されるベース部と;前記ベース部を補強して重量と強度の増大のために内部に均一な分布で収容される金属材の補強部と;を含む。

【発明の詳細な説明】
【技術分野】
【0001】
本発明はマンホール用蓋及びその製造方法に関し、特に従来の鋳鉄材マンホール蓋に比べて同じ強度及び重量を保持し、且つ盗難の虞がなく、耐蝕性及び密封力の優れたマンホール用蓋及びその製造方法に関する。
【背景技術】
【0002】
一般的に、道路や歩道の底面下には下水道設備、上水道設備、通信設備、電力線設備など各種都市基盤基礎施設のメンテナンスのために作業者が出入りすることができるマンホールが設けられる。
【0003】
マンホールは元々地中に埋設されて地上と地下が互いに通じるようにする下部の本体を意味するもので、このマンホールの上部には地上に露出されるマンホール蓋が安着される。マンホール蓋はマンホールを通じて地下に各種異物が浸透したり、歩行者が落下することを防止し、外部との遮蔽を通じて地下の悪臭が地上に漏出されることを防止する。
【0004】
従来伝統的に使われたマンホール蓋は炭素鋳鋼の鉄材鋳物で製作され、このような鋳物材料からなるマンホール蓋は重量が非常に重くて、設置及びメンテナンスに諸問題がある。
【0005】
また、鋳物材料からなるマンホール蓋は単一材料で製造されているので、マンホール蓋を溶解して他の製品に作る再生が割りと容易で、このような再生の容易性によって道路や底に設置されたマンホール蓋の盗難事故が非常に頻繁である。
【0006】
その結果、マンホール蓋の盗難を防ぐための不必要な追加取付費用が必要となり、マンホール蓋の盗難によって開放されたマンホールに車や歩行者が落ちる事故が発生し、さらに、鉄材鋳物は電気伝導性がいいため、雨天の時に電気感電を引き起こす虞がある。
【0007】
従って、鉄材鋳物からなるマンホール蓋の問題を解決するためにプラスチックで製作されたマンホール蓋が開発された。しかし、その強度が鉄材鋳物に比べて顕著に低く、且つ軽量であるため、洪水の時マンホールに雨水が氾濫する場合、マンホールから容易に離脱される問題がある。
【0008】
一方、プラスチックが有する強度と重量問題を解決するためにプラスチックと鉄材を複合化したマンホール蓋が開発された。しかし、このようなマンホール蓋は、強度と重量の問題はある程度解決されたが、鉄材が外部に露出される構造を有するため感電の問題が存在する。
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は前述したような問題点を解決するために創出されたもので、その目的は一旦製造された後は再び溶融して他の製品に作る再生ができないように複合材料で製造して、マンホール蓋が盗難されることを予防するようにする。
【0010】
また、本発明の目的は、既存の鋳物で作られたマンホール蓋に比べてほぼ同じ強度と重量を保持するように内部に補強材が内装されるようにすることによって、マンホール蓋の強度を確保し、且つマンホールから容易に離脱されることを防止することにある。
【0011】
また、本発明の目的は、外部に見えるマンホール蓋のデザインの自由度を高めて、多様な色相を通じて視認性を高めることにある。
【0012】
また、本発明の目的は、マンホールとの密封力を高めて有毒ガス及び悪臭の流出を防止するマンホール蓋を提供することにある。
【0013】
また、本発明の目的は、耐蝕性及び耐温性を高めて使用寿命を向上させ、且つ既存の鋳物からなるマンホール蓋に比べて製造費用を低減することができるマンホール蓋を提供することにある。
【課題を解決するための手段】
【0014】
前述したような目的を解決するために、本発明は硝子繊維12〜18重量%、ポリエステル樹脂17〜23重量%が含有され、残部は炭酸カルシウム(CaCO3)が含有された組成を有する複合材料からなり、マンホールに安着されて上部が地上に露出されるベース部と;前記ベース部を補強し、重量及び強度の増大のために、内部に均一な分布で収容される金属材の補強部と;を含むマンホール用蓋を提供する。
【0015】
また、前記ベース部には、紫外線を遮断し、殺菌力を高めるためにUVカット剤0.7〜1.3重量%がさらに含有されることを特徴とする。
【0016】
また、前記ベース部は円盤形に形成されることを特徴とする。
【0017】
この時、前記補強部は、前記ベース部の直径より長さが短い複数の針金中間部分が仮象の円に外接されるように放射状に配置され、その端部が他の針金の端部と鋭角を成しながら同一平面構造及び上下積層構造に結合されてなることを特徴とする。
【0018】
一方、前記ベース部は四角形に形成されることを特徴とする。
【0019】
この時、前記補強部は、前記ベース部の大きさに対応する複数の針金が互いに交差して開き寸法が均一な篩い形態に形成されることを特徴とする。
【0020】
また、前記ベース部は、長方形、正方形または円形の貫通孔を有する四角形に形成され、前記補強部は、前記ベース部の周縁に沿って配置されながら、前記貫通孔の間を通るように形成されることを特徴とする。
【0021】
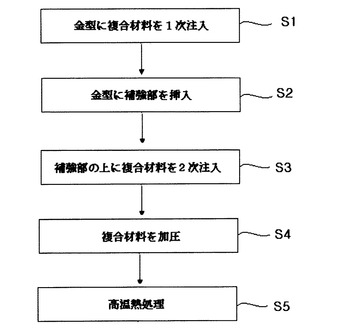
一方、本発明は、金型の半分程度に複合材料を1次注入する工程;注入された複合材料の上に補強部を載せる工程;前記補強部の上に複合材料を2次注入して金型に充填する工程;前記金型に圧力を印加して前記複合材料を圧縮し熱処理する工程;を含むマンホール用蓋の製造方法を提供する。
【0022】
ここで、前記複合材料は、硝子繊維12〜18重量%、ポリエステル樹脂17〜23重量%、UVカット剤0.7〜1.3重量%が含有され、残部は炭酸カルシウム(CaCO3)が含有された組成を有することを特徴とする。
【0023】
また、前記補強部は、鋼管または鋼棒形態の針金を複数設ける段階;前記針金の中間部分が仮象の円に外接されるように放射状で配置し、その端部が他の針金の端部と同一平面上で鋭角を成すように溶接して補強ユニットを製造する段階;前記補強ユニットを上下積層構造に再び結合する段階;を含むことを特徴とする。
【0024】
また、前記複合材料の熱処理は180〜220度の範囲で行われることを特徴とする。
【発明の効果】
【0025】
本発明によれば、マンホール蓋が再生の難しい複合材料からなるので、既存の鋳物からなるマンホール蓋と異なって、盗難の虞が全くなく、これによって車及び歩行者がマンホールに落ちる事故が予め防止される。
【0026】
また、本発明によれば、既存の鋳物からなるマンホール蓋に比べて強度及び重量はそのまま保持されながら製造コストは大幅に低減される効果を奏する。
【0027】
また、本発明によるマンホール蓋は外部が比較的に成形しやすい複合材料からなっているので、容易に所望のパターンを刻印するなど、デザインの自由度が非常に高いという長所があり、色相も多様に適用することができて視認性を高めることができる。
【0028】
また、本発明によるマンホール蓋は、既存の鋳物からなるマンホール蓋に比べてマンホールとの密封力が優れており、これによってマンホールとマンホール蓋との間の隙間を通じて有毒ガス及び悪臭が外部に流出されることが防止される。
【0029】
また、本発明によるマンホール蓋は、腐食と熱に非常に強いので、使用寿命が延長される効果を奏し、特に道路に設置される場合に、衝撃吸収性能が卓越で、通る車による騷音が大幅に減少される。
【0030】
また、本発明によるマンホール蓋は、電気伝導性の低いプラスチック系複合材料からなっているので、感電の虞が全くなくて安全である。
【図面の簡単な説明】
【0031】
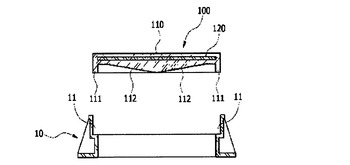
【図1】マンホールと本発明によるマンホール用蓋の構造を示す側断面図である。
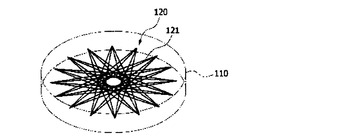
【図2】本発明の基本実施形態によるマンホール用蓋を示す斜視図である。
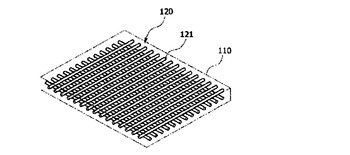
【図3】本発明の他の実施形態によるマンホール用蓋を示す斜視図である。
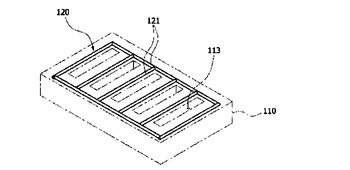
【図4】本発明のまた他の実施形態を示す斜視図である。
【図5】本発明による製造工程を示すブロック図である。
【発明を実施するための形態】
【0032】
以下、本発明の好ましい実施形態を添付図面に基づいて詳しく説明する。
【0033】
図1はマンホールと本発明によるマンホール用蓋の構造を示す側断面図であり、図2は本発明の基本実施形態によるマンホール用蓋を示す斜視図であり、図3は本発明の他の実施形態によるマンホール用蓋を示す斜視図であり、図4は本発明のまた他の実施形態を示す斜視図であり、図5は本発明による製造工程を示すブロック図である。
【0034】
本発明は、大体マンホール用蓋100と、そのマンホール用蓋100を製造する方法をそれぞれ提示する。
【0035】
まず、本発明によるマンホール用蓋100について説明する。
【0036】
図1に示すように、本発明によるマンホール用蓋100は、ベース部110と補強部120とを含み、前記ベース部110はマンホール用蓋100の全体的外観を成す構成要素として、前記ベース部110は実質的にマンホール10に安着されて、マンホール10を遮蔽する役割を果たし、マンホール10を遮蔽する時、前記ベース部110の上部は地上に露出されて、車及び歩行者がマンホール10に落ちることを防止する。
【0037】
前記ベース部110は製造が容易な複合材料で製造され、その複合材料の組成を説明すると、硝子繊維12〜18重量%、ポリエステル樹脂17〜23重量%が含有され、残部は炭酸カルシウム(CaCO3)が含有される。
【0038】
前記ベース部110は、このように非伝導性複合材料で製造されているので、漏電の時にも感電の危険が全くなく、外観に多様なパターンや文字、ロゴなどを刻印することができ、色相も多様にすることができるのでデザインの自由度が非常に高い。
【0039】
前記ベース部110の組成において、前記硝子繊維は200度以上の高温にも耐えることができ、−50度の低温でも同じ性能を発揮することができるなど、耐熱性が非常に優れた材料であり、同時に化学的耐久性も優れているので腐食に非常に強い。
【0040】
ここで、前記硝子繊維は複合材料の性質を強化して全体的強度を高める。前記硝子繊維によってマンホール用蓋100の強度が保持され、且つ熱と水分に耐えることができて腐食が防止される。
【0041】
前記硝子繊維は、前述したように、12〜18重量%の組成で含有されることが最も好ましい。前記硝子繊維が12重量%未満に含有されると、既存の鋳物からなるマンホール蓋に比べて強度及び重量が低下され、前記硝子繊維が18重量%を超えるとコストが高くなる原因となるので好ましくない。
【0042】
また、前記ポリエステル樹脂は熱硬化性プラスチック樹脂で、硬化剤と結合して化学反応で固まる性質を有する不飽和樹脂である。
【0043】
前記ポリエステル樹脂は17〜23重量%が含有されることが好ましい。前記ポリエステル樹脂が17重量%未満で含有されると、前記硝子繊維と同じく、ベース部110の強度と重量が低下される問題が発生し、23重量%を超えると、製造コストが高くなるので好ましくない。
【0044】
このように前記硝子繊維とポリエステル樹脂を前記組成の範囲内で互いに混合した後、残部は炭酸カルシウムで注入して総100重量%になるようにする。
【0045】
ここで、前記炭酸カルシウムは前記ベース部110で残部重量%として充填される充填材の役割を果たすので、前記硝子繊維とポリエステル樹脂の外に他の成分が追加されると、その重量%だけ前記炭酸カルシウムの組成が減少される。
【0046】
一方、前記ベース部110には前述した硝子繊維とポリエステル樹脂及び炭酸カルシウムの外にUVカット剤がさらに含有されることができる。前記UVカット剤は紫外線を遮断してベース部110にバクテリアや各種細菌などが繁殖することを抑制するなど殺菌力が強い。
【0047】
前記UVカット剤は0.7〜1.3重量%含有されることが好ましい。前記UVカット剤が0.7〜1.3重量%で含有されると、前記炭酸カルシウムが追加されたUVカット剤に当たる重量%だけ減量されて満たされる。
【0048】
以下の実験例を通じて前記各成分別組成変化に対する強度測定結果を説明する。ただ、UVカット剤は1重量%に設定される。
【0049】
【表1】
【0050】
前記実験例から分かるように、各用途別マンホール蓋で要求される正規強度を満足することができる成分割合は、前で説明したように、硝子繊維12〜18重量%、ポリエステル樹脂17〜23重量%である。この時、硝子繊維とポリエステル樹脂の成分比が増加されると強度は比例して増加されるが、製造コストも大きく上昇するので、強度と製造費用を全て満足することができる好ましい範囲は、硝子繊維18重量%以下、ポリエステル樹脂23重量%以下である。
【0051】
参考に、前記実験例において、同じ種類のマンホール蓋(例えば、マンホール蓋A)は同一直径を有する補強部を使用して各成分別の組成を変化させ、異種のマンホール蓋(例えば、マンホール蓋A、B、C、D)は要求強度を満足させるために内部に挿入される補強部の直径を異なるようにして同じ成分でも強度の差が発生する。
【0052】
このような成分を含有して組成された前記ベース部110はマンホール10に安着されてマンホール10を塞ぎ、前記ベース部110の外径は前記マンホール10の内径と同一であるか、若干小さく形成され、前記マンホール10の内部に形成された係止突起11に係止されるように前記ベース部110の下方外側周縁には安着部111が形成される。
【0053】
また、前記ベース部110の上部はマンホール10に安着された状態で、地上に露出される部位で、前記ベース部110の上部面には滑り防止用凹凸部が形成されることができる。
【0054】
また、前記ベース部110の下部面は平面に形成されても構わないが、図1に示すように、ベース部110の中心部から周縁に行くほど漸次に緩やかな傾斜面112を形成するように、前記安着部111の方の厚さが中心部の厚さより小さく形成される。
【0055】
ここで、前記ベース部110は、図2に示すように、円盤状に形成されてもよく、必要によってはベース部にホールを形成するかまたは形成しなくてもよい。また、図3に示すように、四角形に形成されてもよく、下水道用蓋として使われる場合には、図4のように、貫通孔113を有する四角形に形成されてもよい。前記ベース部110の形状は使用先や実施者の必要によって適切に選択することができる。
【0056】
一方、前記補強部120は複合材料で形成された前記ベース部110を補強し、マンホール用蓋100の重量及び強度の増大のために前記ベース部110の内部に均一な分布で収容される金属材である。
【0057】
前記補強部120は前記ベース部110の形状によって互いに異なる形態に設けられることができる。前記ベース部110が図2に示すように円盤状に形成される場合には、前記補強部120は放射状に形成されることができる。
【0058】
図2によれば、前記補強部120に対して詳しく説明すれば、前記補強部120は前記ベース部110の直径より長さが短い複数の針金121の中間部分が仮象の円に外接されるように放射状に配置され、その端部が他の針金121の端部と鋭角を成しながら同一平面及び上下に積層される構造に結合される。
【0059】
前記針金121は中空の鋼管または中実の鋼棒形態の中の一つであっても構わず、前記ベース部110に内在されることができるように前記針金121の長さは前記ベース部110の直径より小さい必要がある。
【0060】
このように複数設けられた前記針金121の中間部分は仮象の円に外接されるように放射状に配置される。この時、前記針金121の端部は他のいくつかの針金121の端部と会う。このように会う針金121の端部が90度より小さい鋭角を成しながら同一平面及び上下に積層される構造を有するように溶接のような通常の接合方法を通じて結合される。前記補強部120の具体的な製造方法については後でさらに説明する。
【0061】
即ち、前記補強部120は複数の針金121が幾何学的に相互結合されて立体的に構成されている。前記補強部120が前記ベース部110に内装された状態で前記ベース部110に局所的な集中荷重が加えられてもその荷重は前記補強部120によってベース部110全体に均一に分散されてベース部110の使用寿命を延長させることができ、既存の鋳物からなるマンホール蓋と同じ強度を保持することができる。
【0062】
また、前記補強部120は金属で製造されているが、前記ベース部110によって外部に全く露出しないで内装されているので、盗難の虞がなく、且つ前記ベース部110と分離することが非常に困難であることから再生が不可能である。
【0063】
一方、図3に示すように、前記ベース部110が四角形に形成される場合には、前記補強部120は篩い形態に形成されることができる。この時、前記ベース部110は必要によって正方形または矩形に形成されることができる。
【0064】
このように、前記ベース部110が四角形に形成されると、前記補強部120は前記ベース部110の大きさに対応する複数の針金121が互いに交差して開き寸法が均一な篩い形態になる。
【0065】
ここで、前記補強部120の篩い目の開き寸法は必要によって適切に調整されることができる。前記篩い目の開きが大きくなると、前記針金121の数が減って前記ベース部110の強度及び重量が減少されるので、必要によって適切に選択すれば良い。
【0066】
この時、前記補強部120を構成するそれぞれの最外郭針金121は前記ベース部110の各周縁と同じ距離を保持するように離間されることが好ましい。このように、前記ベース部110の周縁と同じ距離を保持するように配置されたとき針金121が何れか一方へ偏重されなくて全体重量及び荷重を均一に分布させることができる。また、前記複数の針金121が交差する各支点はそれぞれ溶接を通じて結合されることが荷重分散に有利である。
【0067】
また、図4に示すように、前記ベース部110は下水道用蓋としても使われることができる。下水道用蓋として使われる場合には、前記ベース部110に水が通過されることができる複数の貫通孔113が形成されなければならない。前記ベース部110は貫通孔113を備えた四角形に形成されることができる。
【0068】
前記ベース部110が正方形または矩形を含む四角形態に形成され、前記ベース部110に複数の貫通孔113が形成される場合、前記貫通孔113は長方形または正方形や円形に形成されることができる。このように前記ベース部110の形状に対応されるように前記補強部120の形態も変わることができる。
【0069】
図4では前記ベース部110が四角形に形成され、前記貫通孔113が長方形に形成される場合を例示した。この時、前記補強部120の針金121は前記ベース部110の周縁に沿って配置されながら前記貫通孔113の間を通るように形成されることができる。図4はただベース部110の形状による一例を示しており、前記補強部120の構造や形態は本発明の技術原理を理解してあれば誰でも容易に設計変更可能であり、ここで説明されたか、図示しないで派生されたものも本発明の権利範囲に属することは自明である。
【0070】
以下、図5を参照して本発明によるマンホール用蓋100の製造方法について説明する。
【0071】
前述したようなマンホール用蓋100は下述する工程によって製造される。
【0072】
まず、所定の大きさと形状を有する金型を設け、その金型に所定の成分が含有された複合材料を半分程度だけ1次注入する(S1)。
【0073】
前記1次注入された複合材料の上に補強部120を載せ(S2)、その後、前記補強部120の上に複合材料を2次注入して前記金型に完全に充填する(S3)。
【0074】
前記複合材料の内部に前記補強部120が適切な位置に位置されると油圧機械を使って前記金型に圧力を印加することによって前記複合材料が所定の強度を有するように圧縮し(S4)、最後に高温で熱処理する(S5)。
【0075】
このような一連の工程(S1〜S5)を経ると前記複合材料は硬化されてベース部110になり、前記ベース部110の内部に補強部120が挿入されたマンホール用蓋100が製造される。
【0076】
ここで、前記複合材料は、硝子繊維12〜18重量%、ポリエステル樹脂17〜23重量%、UVカット剤0.7〜1.3重量%が含有され、残部は炭酸カルシウム(CaCO3)が含有された組成を有する。
【0077】
前記各成分の特性及び臨界的意義については前で説明したので省略する。
【0078】
一方、前記補強部120は次のような段階を経て製造される。まず鋼管または鋼棒形態の針金121を複数設け、その針金121の中間部分が仮象の円に外接されるように放射状に順次に配置した後、その端部が他の針金121の端部と同一平面上で鋭角を成すように溶接して一つの補強ユニットを作る。
【0079】
前記補強ユニットは同一平面上で星状に形成され、前記補強ユニットをそのまま前記複合材料の中に挿入しても構わないが、より均一な荷重の分布のためには前記補強ユニットを上下積層構造でさらに結合して立体的形状を有するようにすることが好ましい。
【0080】
ここで、前記補強ユニットは上下2層に形成されても構わなく、必要によって3層以上の多層構造も可能であるが、これは実施者の必要によって適切に選択することができる。
【0081】
このように、補強ユニットが上下方向に積層されることによってマンホール用蓋100に加えられる集中荷重は平面上に均一に伝達され、且つ垂直方向へも伝達されてマンホール用蓋100全体に荷重が均一に伝達され、これによって集中荷重だけでなく繰り返し荷重にも長い間耐えることができるなど耐久力が優れて使用寿命が延長されることができる。
【0082】
また、最後の段階で、前記複合材料を高温で熱処理するのは、前記硝子繊維と熱硬化性ポリエステル樹脂を加熱してさらに大きい強度を保持するためであり、前記複合材料の熱処理は180〜220度の範囲で行うことが好ましく、前記熱処理温度が180度未満であれば複合材料の硬化が不十分であり、熱処理温度が220度を超えると過熱されて好ましくない。
【0083】
以上、本発明を好ましい実施形態を用いて詳しく説明したが、本発明の範囲は説明された特定実施形態に限定されるのではなくて、当該技術分野において通常の知識を有する者であれば本発明の範囲内で構成要素の置換及び変形が可能であり、こういう変形例も本発明の権利に属するべきである。
【符号の説明】
【0084】
100 マンホール用蓋
110 ベース部
111 安着部
112 傾斜面
113 貫通孔
120 補強部
121 針金
【技術分野】
【0001】
本発明はマンホール用蓋及びその製造方法に関し、特に従来の鋳鉄材マンホール蓋に比べて同じ強度及び重量を保持し、且つ盗難の虞がなく、耐蝕性及び密封力の優れたマンホール用蓋及びその製造方法に関する。
【背景技術】
【0002】
一般的に、道路や歩道の底面下には下水道設備、上水道設備、通信設備、電力線設備など各種都市基盤基礎施設のメンテナンスのために作業者が出入りすることができるマンホールが設けられる。
【0003】
マンホールは元々地中に埋設されて地上と地下が互いに通じるようにする下部の本体を意味するもので、このマンホールの上部には地上に露出されるマンホール蓋が安着される。マンホール蓋はマンホールを通じて地下に各種異物が浸透したり、歩行者が落下することを防止し、外部との遮蔽を通じて地下の悪臭が地上に漏出されることを防止する。
【0004】
従来伝統的に使われたマンホール蓋は炭素鋳鋼の鉄材鋳物で製作され、このような鋳物材料からなるマンホール蓋は重量が非常に重くて、設置及びメンテナンスに諸問題がある。
【0005】
また、鋳物材料からなるマンホール蓋は単一材料で製造されているので、マンホール蓋を溶解して他の製品に作る再生が割りと容易で、このような再生の容易性によって道路や底に設置されたマンホール蓋の盗難事故が非常に頻繁である。
【0006】
その結果、マンホール蓋の盗難を防ぐための不必要な追加取付費用が必要となり、マンホール蓋の盗難によって開放されたマンホールに車や歩行者が落ちる事故が発生し、さらに、鉄材鋳物は電気伝導性がいいため、雨天の時に電気感電を引き起こす虞がある。
【0007】
従って、鉄材鋳物からなるマンホール蓋の問題を解決するためにプラスチックで製作されたマンホール蓋が開発された。しかし、その強度が鉄材鋳物に比べて顕著に低く、且つ軽量であるため、洪水の時マンホールに雨水が氾濫する場合、マンホールから容易に離脱される問題がある。
【0008】
一方、プラスチックが有する強度と重量問題を解決するためにプラスチックと鉄材を複合化したマンホール蓋が開発された。しかし、このようなマンホール蓋は、強度と重量の問題はある程度解決されたが、鉄材が外部に露出される構造を有するため感電の問題が存在する。
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は前述したような問題点を解決するために創出されたもので、その目的は一旦製造された後は再び溶融して他の製品に作る再生ができないように複合材料で製造して、マンホール蓋が盗難されることを予防するようにする。
【0010】
また、本発明の目的は、既存の鋳物で作られたマンホール蓋に比べてほぼ同じ強度と重量を保持するように内部に補強材が内装されるようにすることによって、マンホール蓋の強度を確保し、且つマンホールから容易に離脱されることを防止することにある。
【0011】
また、本発明の目的は、外部に見えるマンホール蓋のデザインの自由度を高めて、多様な色相を通じて視認性を高めることにある。
【0012】
また、本発明の目的は、マンホールとの密封力を高めて有毒ガス及び悪臭の流出を防止するマンホール蓋を提供することにある。
【0013】
また、本発明の目的は、耐蝕性及び耐温性を高めて使用寿命を向上させ、且つ既存の鋳物からなるマンホール蓋に比べて製造費用を低減することができるマンホール蓋を提供することにある。
【課題を解決するための手段】
【0014】
前述したような目的を解決するために、本発明は硝子繊維12〜18重量%、ポリエステル樹脂17〜23重量%が含有され、残部は炭酸カルシウム(CaCO3)が含有された組成を有する複合材料からなり、マンホールに安着されて上部が地上に露出されるベース部と;前記ベース部を補強し、重量及び強度の増大のために、内部に均一な分布で収容される金属材の補強部と;を含むマンホール用蓋を提供する。
【0015】
また、前記ベース部には、紫外線を遮断し、殺菌力を高めるためにUVカット剤0.7〜1.3重量%がさらに含有されることを特徴とする。
【0016】
また、前記ベース部は円盤形に形成されることを特徴とする。
【0017】
この時、前記補強部は、前記ベース部の直径より長さが短い複数の針金中間部分が仮象の円に外接されるように放射状に配置され、その端部が他の針金の端部と鋭角を成しながら同一平面構造及び上下積層構造に結合されてなることを特徴とする。
【0018】
一方、前記ベース部は四角形に形成されることを特徴とする。
【0019】
この時、前記補強部は、前記ベース部の大きさに対応する複数の針金が互いに交差して開き寸法が均一な篩い形態に形成されることを特徴とする。
【0020】
また、前記ベース部は、長方形、正方形または円形の貫通孔を有する四角形に形成され、前記補強部は、前記ベース部の周縁に沿って配置されながら、前記貫通孔の間を通るように形成されることを特徴とする。
【0021】
一方、本発明は、金型の半分程度に複合材料を1次注入する工程;注入された複合材料の上に補強部を載せる工程;前記補強部の上に複合材料を2次注入して金型に充填する工程;前記金型に圧力を印加して前記複合材料を圧縮し熱処理する工程;を含むマンホール用蓋の製造方法を提供する。
【0022】
ここで、前記複合材料は、硝子繊維12〜18重量%、ポリエステル樹脂17〜23重量%、UVカット剤0.7〜1.3重量%が含有され、残部は炭酸カルシウム(CaCO3)が含有された組成を有することを特徴とする。
【0023】
また、前記補強部は、鋼管または鋼棒形態の針金を複数設ける段階;前記針金の中間部分が仮象の円に外接されるように放射状で配置し、その端部が他の針金の端部と同一平面上で鋭角を成すように溶接して補強ユニットを製造する段階;前記補強ユニットを上下積層構造に再び結合する段階;を含むことを特徴とする。
【0024】
また、前記複合材料の熱処理は180〜220度の範囲で行われることを特徴とする。
【発明の効果】
【0025】
本発明によれば、マンホール蓋が再生の難しい複合材料からなるので、既存の鋳物からなるマンホール蓋と異なって、盗難の虞が全くなく、これによって車及び歩行者がマンホールに落ちる事故が予め防止される。
【0026】
また、本発明によれば、既存の鋳物からなるマンホール蓋に比べて強度及び重量はそのまま保持されながら製造コストは大幅に低減される効果を奏する。
【0027】
また、本発明によるマンホール蓋は外部が比較的に成形しやすい複合材料からなっているので、容易に所望のパターンを刻印するなど、デザインの自由度が非常に高いという長所があり、色相も多様に適用することができて視認性を高めることができる。
【0028】
また、本発明によるマンホール蓋は、既存の鋳物からなるマンホール蓋に比べてマンホールとの密封力が優れており、これによってマンホールとマンホール蓋との間の隙間を通じて有毒ガス及び悪臭が外部に流出されることが防止される。
【0029】
また、本発明によるマンホール蓋は、腐食と熱に非常に強いので、使用寿命が延長される効果を奏し、特に道路に設置される場合に、衝撃吸収性能が卓越で、通る車による騷音が大幅に減少される。
【0030】
また、本発明によるマンホール蓋は、電気伝導性の低いプラスチック系複合材料からなっているので、感電の虞が全くなくて安全である。
【図面の簡単な説明】
【0031】
【図1】マンホールと本発明によるマンホール用蓋の構造を示す側断面図である。
【図2】本発明の基本実施形態によるマンホール用蓋を示す斜視図である。
【図3】本発明の他の実施形態によるマンホール用蓋を示す斜視図である。
【図4】本発明のまた他の実施形態を示す斜視図である。
【図5】本発明による製造工程を示すブロック図である。
【発明を実施するための形態】
【0032】
以下、本発明の好ましい実施形態を添付図面に基づいて詳しく説明する。
【0033】
図1はマンホールと本発明によるマンホール用蓋の構造を示す側断面図であり、図2は本発明の基本実施形態によるマンホール用蓋を示す斜視図であり、図3は本発明の他の実施形態によるマンホール用蓋を示す斜視図であり、図4は本発明のまた他の実施形態を示す斜視図であり、図5は本発明による製造工程を示すブロック図である。
【0034】
本発明は、大体マンホール用蓋100と、そのマンホール用蓋100を製造する方法をそれぞれ提示する。
【0035】
まず、本発明によるマンホール用蓋100について説明する。
【0036】
図1に示すように、本発明によるマンホール用蓋100は、ベース部110と補強部120とを含み、前記ベース部110はマンホール用蓋100の全体的外観を成す構成要素として、前記ベース部110は実質的にマンホール10に安着されて、マンホール10を遮蔽する役割を果たし、マンホール10を遮蔽する時、前記ベース部110の上部は地上に露出されて、車及び歩行者がマンホール10に落ちることを防止する。
【0037】
前記ベース部110は製造が容易な複合材料で製造され、その複合材料の組成を説明すると、硝子繊維12〜18重量%、ポリエステル樹脂17〜23重量%が含有され、残部は炭酸カルシウム(CaCO3)が含有される。
【0038】
前記ベース部110は、このように非伝導性複合材料で製造されているので、漏電の時にも感電の危険が全くなく、外観に多様なパターンや文字、ロゴなどを刻印することができ、色相も多様にすることができるのでデザインの自由度が非常に高い。
【0039】
前記ベース部110の組成において、前記硝子繊維は200度以上の高温にも耐えることができ、−50度の低温でも同じ性能を発揮することができるなど、耐熱性が非常に優れた材料であり、同時に化学的耐久性も優れているので腐食に非常に強い。
【0040】
ここで、前記硝子繊維は複合材料の性質を強化して全体的強度を高める。前記硝子繊維によってマンホール用蓋100の強度が保持され、且つ熱と水分に耐えることができて腐食が防止される。
【0041】
前記硝子繊維は、前述したように、12〜18重量%の組成で含有されることが最も好ましい。前記硝子繊維が12重量%未満に含有されると、既存の鋳物からなるマンホール蓋に比べて強度及び重量が低下され、前記硝子繊維が18重量%を超えるとコストが高くなる原因となるので好ましくない。
【0042】
また、前記ポリエステル樹脂は熱硬化性プラスチック樹脂で、硬化剤と結合して化学反応で固まる性質を有する不飽和樹脂である。
【0043】
前記ポリエステル樹脂は17〜23重量%が含有されることが好ましい。前記ポリエステル樹脂が17重量%未満で含有されると、前記硝子繊維と同じく、ベース部110の強度と重量が低下される問題が発生し、23重量%を超えると、製造コストが高くなるので好ましくない。
【0044】
このように前記硝子繊維とポリエステル樹脂を前記組成の範囲内で互いに混合した後、残部は炭酸カルシウムで注入して総100重量%になるようにする。
【0045】
ここで、前記炭酸カルシウムは前記ベース部110で残部重量%として充填される充填材の役割を果たすので、前記硝子繊維とポリエステル樹脂の外に他の成分が追加されると、その重量%だけ前記炭酸カルシウムの組成が減少される。
【0046】
一方、前記ベース部110には前述した硝子繊維とポリエステル樹脂及び炭酸カルシウムの外にUVカット剤がさらに含有されることができる。前記UVカット剤は紫外線を遮断してベース部110にバクテリアや各種細菌などが繁殖することを抑制するなど殺菌力が強い。
【0047】
前記UVカット剤は0.7〜1.3重量%含有されることが好ましい。前記UVカット剤が0.7〜1.3重量%で含有されると、前記炭酸カルシウムが追加されたUVカット剤に当たる重量%だけ減量されて満たされる。
【0048】
以下の実験例を通じて前記各成分別組成変化に対する強度測定結果を説明する。ただ、UVカット剤は1重量%に設定される。
【0049】
【表1】
【0050】
前記実験例から分かるように、各用途別マンホール蓋で要求される正規強度を満足することができる成分割合は、前で説明したように、硝子繊維12〜18重量%、ポリエステル樹脂17〜23重量%である。この時、硝子繊維とポリエステル樹脂の成分比が増加されると強度は比例して増加されるが、製造コストも大きく上昇するので、強度と製造費用を全て満足することができる好ましい範囲は、硝子繊維18重量%以下、ポリエステル樹脂23重量%以下である。
【0051】
参考に、前記実験例において、同じ種類のマンホール蓋(例えば、マンホール蓋A)は同一直径を有する補強部を使用して各成分別の組成を変化させ、異種のマンホール蓋(例えば、マンホール蓋A、B、C、D)は要求強度を満足させるために内部に挿入される補強部の直径を異なるようにして同じ成分でも強度の差が発生する。
【0052】
このような成分を含有して組成された前記ベース部110はマンホール10に安着されてマンホール10を塞ぎ、前記ベース部110の外径は前記マンホール10の内径と同一であるか、若干小さく形成され、前記マンホール10の内部に形成された係止突起11に係止されるように前記ベース部110の下方外側周縁には安着部111が形成される。
【0053】
また、前記ベース部110の上部はマンホール10に安着された状態で、地上に露出される部位で、前記ベース部110の上部面には滑り防止用凹凸部が形成されることができる。
【0054】
また、前記ベース部110の下部面は平面に形成されても構わないが、図1に示すように、ベース部110の中心部から周縁に行くほど漸次に緩やかな傾斜面112を形成するように、前記安着部111の方の厚さが中心部の厚さより小さく形成される。
【0055】
ここで、前記ベース部110は、図2に示すように、円盤状に形成されてもよく、必要によってはベース部にホールを形成するかまたは形成しなくてもよい。また、図3に示すように、四角形に形成されてもよく、下水道用蓋として使われる場合には、図4のように、貫通孔113を有する四角形に形成されてもよい。前記ベース部110の形状は使用先や実施者の必要によって適切に選択することができる。
【0056】
一方、前記補強部120は複合材料で形成された前記ベース部110を補強し、マンホール用蓋100の重量及び強度の増大のために前記ベース部110の内部に均一な分布で収容される金属材である。
【0057】
前記補強部120は前記ベース部110の形状によって互いに異なる形態に設けられることができる。前記ベース部110が図2に示すように円盤状に形成される場合には、前記補強部120は放射状に形成されることができる。
【0058】
図2によれば、前記補強部120に対して詳しく説明すれば、前記補強部120は前記ベース部110の直径より長さが短い複数の針金121の中間部分が仮象の円に外接されるように放射状に配置され、その端部が他の針金121の端部と鋭角を成しながら同一平面及び上下に積層される構造に結合される。
【0059】
前記針金121は中空の鋼管または中実の鋼棒形態の中の一つであっても構わず、前記ベース部110に内在されることができるように前記針金121の長さは前記ベース部110の直径より小さい必要がある。
【0060】
このように複数設けられた前記針金121の中間部分は仮象の円に外接されるように放射状に配置される。この時、前記針金121の端部は他のいくつかの針金121の端部と会う。このように会う針金121の端部が90度より小さい鋭角を成しながら同一平面及び上下に積層される構造を有するように溶接のような通常の接合方法を通じて結合される。前記補強部120の具体的な製造方法については後でさらに説明する。
【0061】
即ち、前記補強部120は複数の針金121が幾何学的に相互結合されて立体的に構成されている。前記補強部120が前記ベース部110に内装された状態で前記ベース部110に局所的な集中荷重が加えられてもその荷重は前記補強部120によってベース部110全体に均一に分散されてベース部110の使用寿命を延長させることができ、既存の鋳物からなるマンホール蓋と同じ強度を保持することができる。
【0062】
また、前記補強部120は金属で製造されているが、前記ベース部110によって外部に全く露出しないで内装されているので、盗難の虞がなく、且つ前記ベース部110と分離することが非常に困難であることから再生が不可能である。
【0063】
一方、図3に示すように、前記ベース部110が四角形に形成される場合には、前記補強部120は篩い形態に形成されることができる。この時、前記ベース部110は必要によって正方形または矩形に形成されることができる。
【0064】
このように、前記ベース部110が四角形に形成されると、前記補強部120は前記ベース部110の大きさに対応する複数の針金121が互いに交差して開き寸法が均一な篩い形態になる。
【0065】
ここで、前記補強部120の篩い目の開き寸法は必要によって適切に調整されることができる。前記篩い目の開きが大きくなると、前記針金121の数が減って前記ベース部110の強度及び重量が減少されるので、必要によって適切に選択すれば良い。
【0066】
この時、前記補強部120を構成するそれぞれの最外郭針金121は前記ベース部110の各周縁と同じ距離を保持するように離間されることが好ましい。このように、前記ベース部110の周縁と同じ距離を保持するように配置されたとき針金121が何れか一方へ偏重されなくて全体重量及び荷重を均一に分布させることができる。また、前記複数の針金121が交差する各支点はそれぞれ溶接を通じて結合されることが荷重分散に有利である。
【0067】
また、図4に示すように、前記ベース部110は下水道用蓋としても使われることができる。下水道用蓋として使われる場合には、前記ベース部110に水が通過されることができる複数の貫通孔113が形成されなければならない。前記ベース部110は貫通孔113を備えた四角形に形成されることができる。
【0068】
前記ベース部110が正方形または矩形を含む四角形態に形成され、前記ベース部110に複数の貫通孔113が形成される場合、前記貫通孔113は長方形または正方形や円形に形成されることができる。このように前記ベース部110の形状に対応されるように前記補強部120の形態も変わることができる。
【0069】
図4では前記ベース部110が四角形に形成され、前記貫通孔113が長方形に形成される場合を例示した。この時、前記補強部120の針金121は前記ベース部110の周縁に沿って配置されながら前記貫通孔113の間を通るように形成されることができる。図4はただベース部110の形状による一例を示しており、前記補強部120の構造や形態は本発明の技術原理を理解してあれば誰でも容易に設計変更可能であり、ここで説明されたか、図示しないで派生されたものも本発明の権利範囲に属することは自明である。
【0070】
以下、図5を参照して本発明によるマンホール用蓋100の製造方法について説明する。
【0071】
前述したようなマンホール用蓋100は下述する工程によって製造される。
【0072】
まず、所定の大きさと形状を有する金型を設け、その金型に所定の成分が含有された複合材料を半分程度だけ1次注入する(S1)。
【0073】
前記1次注入された複合材料の上に補強部120を載せ(S2)、その後、前記補強部120の上に複合材料を2次注入して前記金型に完全に充填する(S3)。
【0074】
前記複合材料の内部に前記補強部120が適切な位置に位置されると油圧機械を使って前記金型に圧力を印加することによって前記複合材料が所定の強度を有するように圧縮し(S4)、最後に高温で熱処理する(S5)。
【0075】
このような一連の工程(S1〜S5)を経ると前記複合材料は硬化されてベース部110になり、前記ベース部110の内部に補強部120が挿入されたマンホール用蓋100が製造される。
【0076】
ここで、前記複合材料は、硝子繊維12〜18重量%、ポリエステル樹脂17〜23重量%、UVカット剤0.7〜1.3重量%が含有され、残部は炭酸カルシウム(CaCO3)が含有された組成を有する。
【0077】
前記各成分の特性及び臨界的意義については前で説明したので省略する。
【0078】
一方、前記補強部120は次のような段階を経て製造される。まず鋼管または鋼棒形態の針金121を複数設け、その針金121の中間部分が仮象の円に外接されるように放射状に順次に配置した後、その端部が他の針金121の端部と同一平面上で鋭角を成すように溶接して一つの補強ユニットを作る。
【0079】
前記補強ユニットは同一平面上で星状に形成され、前記補強ユニットをそのまま前記複合材料の中に挿入しても構わないが、より均一な荷重の分布のためには前記補強ユニットを上下積層構造でさらに結合して立体的形状を有するようにすることが好ましい。
【0080】
ここで、前記補強ユニットは上下2層に形成されても構わなく、必要によって3層以上の多層構造も可能であるが、これは実施者の必要によって適切に選択することができる。
【0081】
このように、補強ユニットが上下方向に積層されることによってマンホール用蓋100に加えられる集中荷重は平面上に均一に伝達され、且つ垂直方向へも伝達されてマンホール用蓋100全体に荷重が均一に伝達され、これによって集中荷重だけでなく繰り返し荷重にも長い間耐えることができるなど耐久力が優れて使用寿命が延長されることができる。
【0082】
また、最後の段階で、前記複合材料を高温で熱処理するのは、前記硝子繊維と熱硬化性ポリエステル樹脂を加熱してさらに大きい強度を保持するためであり、前記複合材料の熱処理は180〜220度の範囲で行うことが好ましく、前記熱処理温度が180度未満であれば複合材料の硬化が不十分であり、熱処理温度が220度を超えると過熱されて好ましくない。
【0083】
以上、本発明を好ましい実施形態を用いて詳しく説明したが、本発明の範囲は説明された特定実施形態に限定されるのではなくて、当該技術分野において通常の知識を有する者であれば本発明の範囲内で構成要素の置換及び変形が可能であり、こういう変形例も本発明の権利に属するべきである。
【符号の説明】
【0084】
100 マンホール用蓋
110 ベース部
111 安着部
112 傾斜面
113 貫通孔
120 補強部
121 針金
【特許請求の範囲】
【請求項1】
硝子繊維12〜18重量%、ポリエステル樹脂17〜23重量%が含有され、残部は炭酸カルシウム(CaCO3)が含有された組成を有する複合材料からなり、マンホールに安着されて上部が地上に露出されるベース部と;前記ベース部を補強し、重量と強度の増大のために内部に均一な分布で収容される金属材の補強部と;を含むことを特徴とするマンホール用蓋。
【請求項2】
前記ベース部には、紫外線を遮断して殺菌力を高めるために、UVカット剤0.7〜1.3重量%がさらに含有されることを特徴とする請求項1に記載のマンホール用蓋。
【請求項3】
前記ベース部は円盤型に形成され、前記補強部は、前記ベース部の直径より長さが短い複数の針金の中間部分が仮象の円に外接されるように放射状に配置され、その端部が他の針金の端部と鋭角を成しながら同一平面構造及び上下積層構造に結合されることを特徴とする請求項1に記載のマンホール用蓋。
【請求項4】
前記ベース部は四角形に形成され、前記補強部は前記ベース部の大きさに対応する複数の針金が互いに交差して開き寸法が均一な篩い形態に形成されることを特徴とする請求項1に記載のマンホール用蓋。
【請求項5】
前記ベース部は長方形、正方形、または円形の貫通孔を有する四角形に形成され、前記補強部は前記ベース部の周縁に沿って配置されながら前記貫通孔の間を通るように形成されることを特徴とする請求項1に記載のマンホール用蓋。
【請求項6】
前記ベース部の下部面はその中心部から周縁側に行くほど緩やかな傾斜面を成すようにして、周縁側の厚さが中心部の厚さより小さく形成されることを特徴とする請求項1に記載のマンホール用蓋。
【請求項7】
硝子繊維12〜18重量%、ポリエステル樹脂17〜23重量%、UVカット剤0.7〜1.3重量%が含有され、残部は炭酸カルシウム(CaCO3)が含有された組成を有する複合材料を金型に半分程度1次注入する工程と;前記注入された複合材料の上に補強部を載せる工程と;前記補強部の上に前記の組成を有する複合材料を2次注入して金型に充填する工程と;前記金型に圧力を印加して前記複合材料を圧縮して熱処理する工程と;を含むことを特徴とするマンホール用蓋の製造方法。
【請求項8】
前記補強部は、鋼管または鋼棒形態の針金を複数設ける段階と;前記針金の中間部分が仮象の円に外接されるように放射状に配置してその端部が他の針金の端部と同一平面上で鋭角を成すように溶接して補強ユニットを作る段階と;前記補強ユニットを上下積層構造でさらに結合する段階と;を含んで製造されることを特徴とする請求項7に記載のマンホール用蓋の製造方法。
【請求項9】
前記複合材料の熱処理は180〜220度の範囲で行われることを特徴とする請求項7に記載のマンホール用蓋の製造方法。
【請求項1】
硝子繊維12〜18重量%、ポリエステル樹脂17〜23重量%が含有され、残部は炭酸カルシウム(CaCO3)が含有された組成を有する複合材料からなり、マンホールに安着されて上部が地上に露出されるベース部と;前記ベース部を補強し、重量と強度の増大のために内部に均一な分布で収容される金属材の補強部と;を含むことを特徴とするマンホール用蓋。
【請求項2】
前記ベース部には、紫外線を遮断して殺菌力を高めるために、UVカット剤0.7〜1.3重量%がさらに含有されることを特徴とする請求項1に記載のマンホール用蓋。
【請求項3】
前記ベース部は円盤型に形成され、前記補強部は、前記ベース部の直径より長さが短い複数の針金の中間部分が仮象の円に外接されるように放射状に配置され、その端部が他の針金の端部と鋭角を成しながら同一平面構造及び上下積層構造に結合されることを特徴とする請求項1に記載のマンホール用蓋。
【請求項4】
前記ベース部は四角形に形成され、前記補強部は前記ベース部の大きさに対応する複数の針金が互いに交差して開き寸法が均一な篩い形態に形成されることを特徴とする請求項1に記載のマンホール用蓋。
【請求項5】
前記ベース部は長方形、正方形、または円形の貫通孔を有する四角形に形成され、前記補強部は前記ベース部の周縁に沿って配置されながら前記貫通孔の間を通るように形成されることを特徴とする請求項1に記載のマンホール用蓋。
【請求項6】
前記ベース部の下部面はその中心部から周縁側に行くほど緩やかな傾斜面を成すようにして、周縁側の厚さが中心部の厚さより小さく形成されることを特徴とする請求項1に記載のマンホール用蓋。
【請求項7】
硝子繊維12〜18重量%、ポリエステル樹脂17〜23重量%、UVカット剤0.7〜1.3重量%が含有され、残部は炭酸カルシウム(CaCO3)が含有された組成を有する複合材料を金型に半分程度1次注入する工程と;前記注入された複合材料の上に補強部を載せる工程と;前記補強部の上に前記の組成を有する複合材料を2次注入して金型に充填する工程と;前記金型に圧力を印加して前記複合材料を圧縮して熱処理する工程と;を含むことを特徴とするマンホール用蓋の製造方法。
【請求項8】
前記補強部は、鋼管または鋼棒形態の針金を複数設ける段階と;前記針金の中間部分が仮象の円に外接されるように放射状に配置してその端部が他の針金の端部と同一平面上で鋭角を成すように溶接して補強ユニットを作る段階と;前記補強ユニットを上下積層構造でさらに結合する段階と;を含んで製造されることを特徴とする請求項7に記載のマンホール用蓋の製造方法。
【請求項9】
前記複合材料の熱処理は180〜220度の範囲で行われることを特徴とする請求項7に記載のマンホール用蓋の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公表番号】特表2012−532780(P2012−532780A)
【公表日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願番号】特願2012−520541(P2012−520541)
【出願日】平成22年7月13日(2010.7.13)
【国際出願番号】PCT/KR2010/004551
【国際公開番号】WO2011/008011
【国際公開日】平成23年1月20日(2011.1.20)
【出願人】(512011107)
【Fターム(参考)】
【公表日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願日】平成22年7月13日(2010.7.13)
【国際出願番号】PCT/KR2010/004551
【国際公開番号】WO2011/008011
【国際公開日】平成23年1月20日(2011.1.20)
【出願人】(512011107)
【Fターム(参考)】
[ Back to top ]