
マーク材の自動搬送切断装置
【課題】マーク材の搬送切断作業を自動化でき、自動化による省人化が可能で、作業者に起因する作業能力の低下を無くして作業能力の向上を図り、誤ったマーク材を取り出す作業ミスの発生を無くし、狭幅のマーク材に対応して保管スペースを有効的に活用できる。
【解決手段】マークホルダー103を保管及び搬送可能な保管搬送機構11と、マークホルダー103の巻物100aからマーク材100を繰り出して引き出し、マーク材100を切断するマーク材引出し切断機構12とを備える。保管搬送機構11は、マークホルダー103を保管する棚15と、棚15とともにマークホルダー103をマーク材引出し切断位置Pまで搬送する搬送機構14とを有する。マーク材引出し切断機構12は、マーク材100を把持して引き出すキャッチャー18と、マーク材100を押圧して切断するマークカット部19とを有する。
【解決手段】マークホルダー103を保管及び搬送可能な保管搬送機構11と、マークホルダー103の巻物100aからマーク材100を繰り出して引き出し、マーク材100を切断するマーク材引出し切断機構12とを備える。保管搬送機構11は、マークホルダー103を保管する棚15と、棚15とともにマークホルダー103をマーク材引出し切断位置Pまで搬送する搬送機構14とを有する。マーク材引出し切断機構12は、マーク材100を把持して引き出すキャッチャー18と、マーク材100を押圧して切断するマークカット部19とを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ベルト構成部材の表面に転写されるマークが基材に付着したマーク材を保管するとともに搬送して更にそのマーク材を所定の長さに切断する、マーク材の自動搬送切断装置に関する。
【背景技術】
【0002】
従来より、各種伝動ベルトにおけるベルト構成部材に対してその表面に種々のマークを転写することが行われている。このようなベルト構成部材の表面へのマークの転写においては、かかるマークが基材に付着して構成されたマーク材が用いられる。このようなマーク材として、特許文献1及び特許文献2に開示されているように、ベルト構成部材である帆布に対してマークを転写するためのマーク材が知られている。尚、特許文献1においては、透明な合成樹脂フィルム又は離型紙からなる基材に対して未加硫のカラーゴム組成物からなるマークが付着して構成されたマーク材が開示されている。また、特許文献2においては、ゴム組成物を含浸させた基材にマークとして前記ゴム組成物と色あるいは明度の異なる印刷用ゴム組成物を印刷して付着させたマーク材が開示されている。
【0003】
特許文献1及び特許文献2に開示されたようなマーク材を用いてベルト構成部材の表面にマークを転写する場合、まず、転写されるマークが付着したマーク材を準備する段取り作業が必要となる。このため、作業者は、その段取り作業として、倉庫等の保管場所に保管されている所定のマーク材をその保管場所から取り出して切断作業を行う所定の作業場所まで搬送して移動させ、更にそのマーク材を所定の長さに切断する作業を手作業で行うことになる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平5−42754号公報
【特許文献2】特開平8−152048号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述したように、所定のマークが付着したマーク材をベルト構成部材の表面に転写する場合、所定のマーク材を保管場所から取り出して切断作業場所まで搬送して更にそのマーク材を所定の長さに切断する段取り作業を手作業で行う必要がある。このように段取り作業が作業者の手作業によって行われるため、作業能力に限界があり、更に、作業能力も作業者によってばらついてしまうことになる。また、同じ作業者であっても作業日の体調等によってばらつきが生じてしまうことになる。このように、従来においては、作業者の手作業によって所定のマーク材を保管場所から取り出して切断作業場所まで搬送して更にそのマーク材を所定の長さに切断する作業が行われるため、作業能力の向上を図ることが難しいという問題がある。また、作業者が、保管場所から対象となるマーク材を取り出して搬送するため、作業者が誤ったマーク材を段取りしてしまうような作業ミスが発生し易くなってしまう虞がある。
【0006】
また、対象となるマーク材としては、製品の商標等のような比較的大きなマークを転写させる場合のような幅寸法が比較的大きくて広い形状である広幅のマーク材である場合と、製品のロット番号等のような比較的小さいマークを転写させる場合のような幅寸法が比較的小さくて狭い形状である狭幅のマーク材である場合とがある。そして、狭幅のマーク材が対象である場合は、とくに、無駄な保管スペースを発生させてしまうことを抑制する
必要がある。即ち、この場合は、狭幅のマーク材に対応して保管スペースが有効的に活用されることが望まれる。
【0007】
本発明は、上記実情に鑑みることにより、保管場所から所定のマーク材を搬送して更にマーク材を所定の長さに切断する作業を自動で行うことができ、自動化による省人化が可能であり、作業者に起因する作業能力の低下を無くして作業能力の向上を図り、誤ったマーク材を段取りしてしまう作業ミスの発生も無くすことができ、更に、狭幅のマーク材に対応して保管スペースを有効的に活用することができる、マーク材の自動搬送切断装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するための第1発明に係るマーク材の自動搬送切断装置は、ベルト構成部材の表面に転写されるマークが基材に付着して構成されたマーク材がロール状に巻かれた巻物を保持するマークホルダーを複数保管可能であるとともに、当該マークホルダーを移動させて搬送可能な保管搬送機構と、前記保管搬送機構にて搬送された前記マークホルダーに保持された前記巻物から前記マーク材を繰り出しながら引き出すとともに、当該マーク材を切断するマーク材引出し切断機構と、を備えていることを特徴とする。そして、第1発明に係るマーク材の自動搬送切断装置において、前記保管搬送機構は、複数の前記マークホルダーが配置され、複数の当該マークホルダーを保管する棚と、前記棚を移動させるように駆動することで、当該棚に配置された前記マークホルダーを移動させてマーク材引出し切断位置まで搬送する搬送機構と、を有し、前記マーク材引出し切断機構は、前記マーク材引出し切断位置に搬送された前記マークホルダーに保持された前記巻物に巻かれた前記マーク材の先端部を把持するとともに、前記巻物から繰り出しながら前記マーク材を引き出すキャッチャーと、前記キャッチャーによって引き出された前記マーク材を押圧し、切断するマークカット部と、を有していることを特徴とする。
【0009】
この発明によると、保管搬送機構において、搬送機構によって、複数のマークホルダーが配置されて保管された棚が駆動され、所定のマーク材の巻物を保持するマークホルダーがマーク材引出し切断位置まで搬送される。そして、マーク材引出し切断位置において、キャッチャーによって、マークホルダーに保持された巻物に巻かれたマーク材の先端部が把持されて繰り出されながら引き出される。キャッチャーによる引出し動作が終了すると、マークカット部が作動することで、押圧保持されたマーク材が所定の長さに切断されることになる。このように、保管場所である棚とともにマーク材の巻物を移動して搬送し、更にマーク材を引き出して所定の長さに切断するまでの作業が、マーク材の自動搬送切断装置が作動することで、自動で行われることになる。
【0010】
上記により、本発明におけるマーク材の自動搬送切断装置によると、作業者の手作業によって保管場所から所定のマーク材を取り出して切断作業場所まで搬送して更にマーク材を所定の長さに切断するような作業を無くすことができ、自動化による省人化を図ることができる。また、上記作業の無人化を図ることができるため、作業者に起因するような作業能力の低下が生じないことになり、装置の運転速度を調整することで、大幅に作業能力の向上を図ることができる。更に、作業者が保管場所から対象となるマーク材を取り出すことがないため、作業者が誤ったマーク材を段取りしてしまうような作業ミスの発生も無くすことができる。
【0011】
また、本発明におけるマーク材の自動搬送切断装置では、保管搬送機構において、マーク材の巻物を保持するマークホルダーが複数配置された棚が移動することで、この棚とともに所定のマーク材の巻物を保持するマークホルダーがマーク材引出し切断位置まで搬送される。このため、狭幅のマーク材の巻物を保持するマークホルダーを無駄な保管スペー
スを発生させてしまうことなく、保管搬送機構における棚に密集させて配置して保管することができる。そして、狭幅のマーク材を保持するマークホルダーが複数密集して保管された棚がその保管状態のまま搬送機構によって駆動され、これにより、所定のマーク材の巻物を保持するマークホルダーがマーク材引出し切断位置まで搬送され、速やかに、マーク材引出し切断機構によるマーク材の切断が行われることになる。このため、狭幅のマーク材に対応して保管スペースを有効的に活用することができる。
【0012】
従って、本発明によると、保管場所から所定のマーク材を搬送して更にマーク材を所定の長さに切断する作業を自動で行うことができ、自動化による省人化が可能であり、作業者に起因する作業能力の低下を無くして作業能力の向上を図り、誤ったマーク材を段取りしてしまう作業ミスの発生も無くすことができ、更に、狭幅のマーク材に対応して保管スペースを有効的に活用することができる、マーク材の自動搬送切断装置を提供することができる。
【0013】
第2発明に係るマーク材の自動搬送切断装置は、第1発明のマーク材の自動搬送切断装置において、前記棚は、水平に延びる直線方向であるスライド方向に沿ってスライド移動自在に支持され、前記搬送機構は、前記棚を前記スライド方向に沿って往復移動させるように駆動し、前記キャッチャーは、前記スライド方向に対して垂直な方向に沿って前記マーク材を引き出すことを特徴とする。
【0014】
この発明によると、保管搬送機構における棚が、搬送機構によって、マーク材が引き出される方向に垂直で水平に延びる直線方向であるスライド方向にて往復移動するよう駆動され、マークホルダーの搬送が行われる。このため、保管搬送機構について、マーク材が引き出される方向に垂直な方向にのみ沿って複数のマークホルダーを保管した棚を駆動する機構として構成することができる。これにより、保管搬送機構について、構造の簡素化を図ることができるとともに、設置スペースをコンパクト化してスペース効率良く設置することができる。
【0015】
第3発明に係るマーク材の自動搬送切断装置は、第2発明のマーク材の自動搬送切断装置において、前記マークホルダーは、前記棚上において、前記スライド方向に沿って直列に並ぶとともに、隣同士において互いに接するように又は仕切り壁を介して対向するように配置されることを特徴とする。
【0016】
この発明によると、マークホルダーが、棚上において、マーク材が引き出される方向に垂直なスライド方向に沿って直列に並ぶとともに隣同士で接するように又は仕切り壁を介して対向するように配置されるため、更にスペース効率良くマークホルダーを保管することができる。
【0017】
第4発明に係るマーク材の自動搬送切断装置は、第1発明乃至第3発明のいずれかのマーク材の自動搬送切断装置において、前記マークホルダーは、前記巻物を回転自在に保持する保持ケースと、前記保持ケースに設置され、前記巻物に巻かれた前記マーク材の先端部を摺動自在な状態で挟むように保持する先端保持部と、を有していることを特徴とする。
【0018】
この発明によると、マーク材の巻物が保持ケースに対して回転自在に保持され、回転自在に保持された巻物におけるマーク材の先端部が先端保持部によって摺動自在な状態で挟まれて保持される。このため、先端保持部で摺動自在に保持されたマーク材の先端部をキャッチャーで容易に把持することができ、更に、この先端部をキャッチャーが引き出すことで、巻物が回転するとともにマーク材が先端保持部の間で摺動し、マーク材が繰り出されて容易に引き出されることになる。従って、キャッチャーによって、マーク材の先端部
を容易に把持できるとともに、巻物からマーク材を繰り出しながら容易に引き出すことができるマークホルダーを簡素な構成によって実現することができる。
【0019】
第5発明に係るマーク材の自動搬送切断装置は、第4発明のマーク材の自動搬送切断装置において、前記保持ケースは、前記巻物の両側面を挟むように配置される一対の側壁を有し、前記一対の側壁のうちの少なくともいずれかには、前記巻物の側面の一部を外部に対して露出させる窓が形成されていることを特徴とする。
【0020】
この発明によると、保持ケースにおいて巻物の両側面を挟むように配置される一対の側壁に、巻物の側面の一部を外部に露出させる窓が形成される。このため、作業者は、外部から巻物の側面を視認可能なこの窓を介して、巻物に巻かれた状態で残っているマーク材の残量を観察することができる。
【0021】
第6発明に係るマーク材の自動搬送切断装置は、第5発明のマーク材の自動搬送切断装置において、前記保持ケースは、前記一対の側壁が平行な状態で対向するように組み立てられることで形成され、前記一対の側壁が組み立てられることで当該一対の側壁から内側に向かって突出するよう形成された支持部が前記巻物を回転自在に支持することを特徴とする。
【0022】
この発明によると、一対の側壁から内側に突出する支持部に巻物を支持させた状態でこの一対の側壁を平行に対向するように組み立てることで、巻物が回転自在に装着されて保持された保持ケースを容易に構成することができる。従って、巻物を保持ケースに回転自在に保持するように容易に装着することができるマークホルダーを簡素な構造で実現することができる。
【0023】
第7発明に係るマーク材の自動搬送切断装置は、第6発明のマーク材の自動搬送切断装置において、前記支持部は、前記一対の側壁と一体に形成された部分が折り曲げ形成されることで設けられ、前記一対の側壁には、前記支持部が折り曲げられることで前記窓の少なくとも一部が形成されることを特徴とする。
【0024】
この発明によると、一対の側壁と一体の部分を折り曲げることで容易に支持部を形成することができる。そして、一対の側壁における支持部を折り曲げた後の領域をマーク材の残量の観察用の窓として有効的に活用することができる。
【0025】
第8発明に係るマーク材の自動搬送切断装置は、第4発明乃至第7発明のいずれかのマーク材の自動搬送切断装置において、前記保持ケースは、段ボール紙で形成されていることを特徴とする。
【0026】
この発明によると、保持ケースが段ボール紙で形成される。このため、狭幅のマーク材の巻物を保持するマークホルダーの保持ケースについて、軽量化を図ることができ、加工が容易な段ボール紙により容易に形成でき、更に、低コストで製造することができる。
【0027】
第9発明に係るマーク材の自動搬送切断装置は、第8発明のマーク材の自動搬送切断装置において、前記保持ケースは、1枚の段ボール紙が折り曲げられることで形成されていることを特徴とする。
【0028】
この発明によると、1枚の段ボール紙の折り曲げ加工によって保持ケースが形成されるため、保持ケースを製造する際における加工工数や組み立て工数を削減できる。
【0029】
第10発明に係るマーク材の自動搬送切断装置は、第8発明又は第9発明のマーク材の
自動搬送切断装置において、前記先端保持部は、2層に重ねられた状態で配置された段ボール紙部分として設けられ、前記保持ケースと一体の段ボール紙で形成されることで、又は前記保持ケースに対して別体の段ボール紙片として形成されて係合することで、前記保持ケースに対して設置されていることを特徴とする。
【0030】
この発明によると、先端保持部が、2層に重ねられた状態で配置される段ボール紙部分として設けられ、保持ケースに一体に形成されることで又は保持ケースに係合することで、保持ケースに設置される。このため、マーク材の先端部を摺動自在な状態で挟むように保持する先端保持部について、構造の簡素化とともに軽量化を図ることができ、加工が容易な段ボール紙により容易に形成でき、更に、低コストで製造することができる。
【発明の効果】
【0031】
本発明によると、保管場所から所定のマーク材を搬送して更にマーク材を所定の長さに切断する作業を自動で行うことができ、自動化による省人化が可能であり、作業者に起因する作業能力の低下を無くして作業能力の向上を図り、誤ったマーク材を段取りしてしまう作業ミスの発生も無くすことができ、更に、狭幅のマーク材に対応して保管スペースを有効的に活用することができる、マーク材の自動搬送切断装置を提供することができる。
【図面の簡単な説明】
【0032】
【図1】マーク材を示す斜視図である。
【図2】マークホルダーを示す斜視図である。
【図3】図2に示すマークホルダーを示す側面図である。
【図4】図2に示すマークホルダーを示す正面図である。
【図5】図2に示すマークホルダーが組み立てられる前の状態を示す展開図である。
【図6】本発明の一実施の形態に係るマーク材の自動搬送切断装置の平面図である。
【図7】図6に示すマーク材の自動搬送切断装置における保管搬送機構の棚の一部と棚に保管された複数のマークホルダーとを示す平面図である。
【図8】図6に示すマーク材の自動搬送切断装置におけるマーク材引出し切断機構を示す側面図である。
【図9】図8に示すマーク材の自動搬送切断装置におけるマークカット部を示す正面図である。
【図10】図9に示すマークカット部におけるカッタ刃について上押圧部材、下押圧部材及びマーク材とともに示す断面図である。
【図11】図6に示すマーク材の自動搬送切断装置の作動を説明する平面図である。
【図12】図6に示すマーク材の自動搬送切断装置の作動を説明する平面図である。
【図13】図12に示すマーク材の自動搬送切断装置におけるキャッチャーの作動を説明する図である。
【図14】図12に示すマーク材の自動搬送切断装置におけるキャッチャーの作動を説明する図である。
【図15】図6に示すマーク材の自動搬送切断装置の作動を説明する平面図である。
【図16】図15に示すマーク材の自動搬送切断装置におけるキャッチャーの作動を説明する図である。
【図17】図15に示すマーク材の自動搬送切断装置におけるマークカット部の作動を説明する図である。
【発明を実施するための形態】
【0033】
以下、本発明を実施するための形態について図面を参照しつつ説明する。尚、本発明の実施形態に係るマーク材の自動搬送切断装置は、ベルト構成部材の表面に転写されるマークが基材に付着したマーク材を保管場所から搬送して更にそのマーク材を所定の長さに切断するためのマーク材の自動搬送切断装置として、広く適用することができるものである
。
【0034】
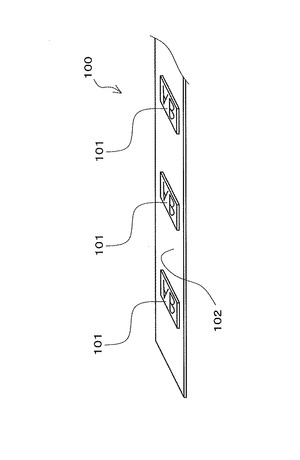
図1は、マーク材100の一部を例示する斜視図である。マーク材100は、例えば、動力伝動用ベルトの帆布等として構成されるベルト構成部材(図示せず)の表面に転写されるマーク101が基材102に付着した帯状体として構成されている。マーク101は、例えば、未加硫のカラーゴム組成物(NR(天然ゴム)、CR(クロロプレンゴム)、SBR(スチレンブタジエンゴム)等のゴムに加硫剤、加硫助剤、顔料等を含んだもの)、或いは樹脂組成物として構成される。また、基材102は、例えば、ナイロン、ポリエステル、アセテート等の透明な合成樹脂フィルム、又は離型紙として構成される。
【0035】
上述したマーク材100は、製品の商標等のような比較的大きなマークを転写させる場合のような幅寸法が比較的大きくて広い形状である広幅のマーク材ではなく、製品のロット番号等のような比較的小さいマークを転写させる場合のような幅寸法が比較的小さくて狭い形状である狭幅のマーク材として設けられている。この狭幅のマーク材100は、例えば、20mm〜30mm程度の幅寸法(マーク材の長手方向と垂直な方向の寸法)のマーク材として構成されている。
【0036】
また、マーク材100は、ロール状に巻かれた巻物の状態で後述するマークホルダー103に保持され、本実施形態に係るマーク材の自動搬送切断装置で取り扱われることになる。尚、図1に示したマーク材100の形態や、上述したマーク101及び基材102の材料構成については、あくまで例示であり、ベルト構成部材の表面に転写されるマークが基材に付着して構成される種々のマーク材に関して、本実施形態に係るマーク材の自動搬送切断装置を適用することができる。
【0037】
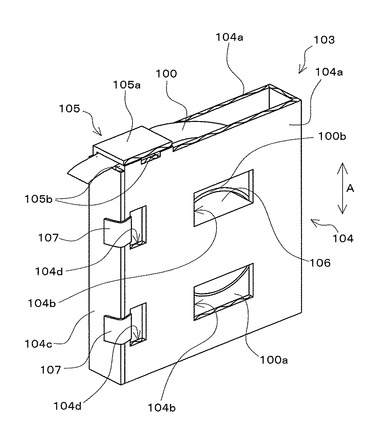
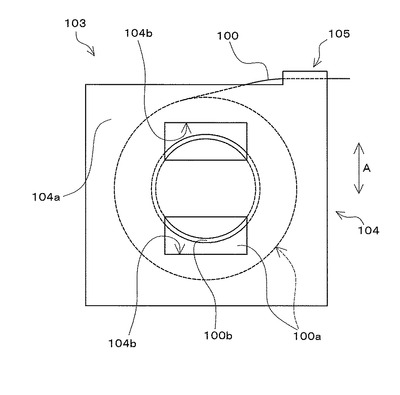
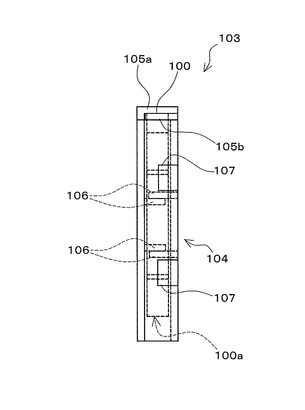
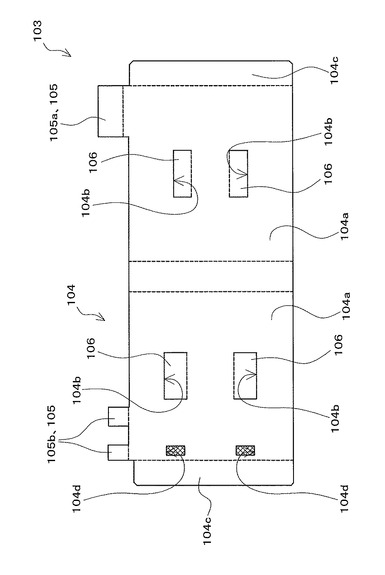
図2は、マークホルダー103を示す斜視図である。また、図3は、マークホルダー103の側面図であり、図4は、マークホルダー103の正面図である。マークホルダー103は、マーク材100がロール状に巻かれた巻物100aを保持するユニットとして構成されている。尚、図2乃至図4では、巻物100aを保持した状態のマークホルダー103を図示している。また、巻物100aは、例えば、剛性の大きい厚紙で円筒状に形成されたロール芯100bの外周にマーク材100がロール状に巻かれることで構成されている。
【0038】
図2乃至図4に示すように、マークホルダー103は、保持ケース104と、この保持ケース104に設置される先端保持部105及び支持部106とを備えて構成されている。本実施形態においては、保持ケース104は、巻物100aを回転自在に保持するケースとして設けられ、先端保持部105及び支持部106とともに、段ボール紙で形成されている。そして、この保持ケース104は、先端保持部105及び支持部106が一体に設けられた1枚の段ボール紙が折り曲げられることで形成されている。
【0039】
また、保持ケース104は、扁平な角筒状に形成され、内側で保持する巻物100aの両側面を挟むように配置される一対の側壁(104a、104a)を有している。そして、この保持ケース104は、一対の側壁(104a、104a)が平行な状態で対向するように組み立てられることで形成される。また、一対の側壁(104a、104a)のそれぞれには、保持ケース104の内側に保持された巻物100aの側面の一部を外部に対して露出させる複数の窓104bが形成されている(図2及び図3を参照)。尚、各側壁104aには、窓104bが2つ設けられており、後述の支持部106に対してマークホルダー103の高さ方向(図2及び図3で両端矢印Aで示す方向)における両側に配置されている。
【0040】
先端保持部105は、保持ケース104における高さ方向の上端側に設置され、巻物1
00aに巻かれたマーク材100の先端部を摺動自在な状態で挟むように保持する部分として設けられている。そして、先端保持部105は、2層に重ねられた状態で配置された上側摺動部105aと下側摺動部105bとを備えて構成されている。上側摺動部105aは、一方の側壁104aに一体に形成されて高さ方向における上側でマーク材100の先端部に摺動自在に接するとともに水平に延びるよう配置されている。下側摺動部105bは、本実施形態では2つ形成され、いずれも他方の側壁104aに一体に形成されて高さ方向における下側でマーク材100の先端部に摺動自在に接するとともに水平に延びるよう配置されている。
【0041】
上記のように、先端保持部105は、2層に重ねられた状態で配置された段ボール紙部分として設けられ、保持ケース104と一体のダンボール紙で形成されることで保持ケース104に対して設置されている。尚、マークホルダー103が組み立てられる際には、マーク材100の先端部が下側摺動部105bと上側摺動部105aとの間に摺動自在に挟んだ状態で配置され、この状態が維持されるように下側摺動部105bと上側摺動部105aとの固定が行われる。
【0042】
支持部106は、一対の側壁(104a、104a)から保持ケース104の内側に向かって突出するように形成され、巻物100aを回転自在に支持する部分として設けられている。この支持部106は、保持ケース104と一体の段ボール紙で形成され、一対の側壁(104a、104a)と一体に形成された部分が折り曲げ形成されることで設けられている。そして、この支持部106は、ロール芯100bの内周に対して軸方向に沿って当接した状態で巻物100aを支持している。
【0043】
また、支持部106は、両側壁104aから内側に向かって略直角に折り曲げられたそれぞれの部分が、巻物100aのロール芯100bの内側に両側から挿入され、更に、重なった状態に配置されることで構成される。そして、支持部106が折り曲げられて形成されることで、一対の側壁(104a、104a)のそれぞれに窓104bが形成されている。尚、各側壁104aにて高さ方向における上側に配置された窓104bにおいては、その窓104bの下端側の縁部にて、支持部106が内側に折り曲げられている。また、各側壁104aにて高さ方向における下側に配置された窓104bについては、その窓104bの上端側の端部にて、支持部106が内側に折り曲げられている。
【0044】
ここで、マークホルダー103の組み立てについて説明する。図5は、マークホルダー103が組み立てられる前における平面状に広がった段ボール紙の状態を示す展開図であって、組み立て前のマークホルダー103を示す図である。マークホルダー103の保持ケース104は、図5に展開図を示す段ボール紙が組み立てられることで形成され、先端保持部105及び支持部106が一体に形成された段ボール紙によって構成される。尚、図5において実線で図示する線は、外形を表す外形線と、段ボール紙を貫通するように切込みが入れられる切り込み線とを示している。また、図5において破線で図示する線は、略直角に折り曲げられる折り曲げ加工が行われる折り曲げ線を示している。尚、図5中の網掛けでハッチングをした領域は、切り抜かれて切除される領域を示している。
【0045】
図5に展開図を示す組み立て前のマークホルダー103において、例えば、破線で示す各折り曲げ線の部分が山折に折り曲げられることで、図2乃至図4に示すマークホルダー103の保持ケース104が組み立てられることになる。そして、保持ケース104は、その内側に巻物100aが配置された状態で、一対の側壁(104a、104a)が平行な状態で対向するように上記の折り曲げ線の部分で折り曲げられて組み立てられる。そして、一対の側壁(104a、104a)が組み立てられることで、一対の側壁(104a、104a)から内側に向かって突出するように折り曲げられた支持部106が巻物100aを回転自在に支持するように構成されている。
【0046】
また、各側壁104aにおける互いに一体に連結されている側の端部とは反対側の端部には、それぞれ連結用壁部104cが一体に設けられている。そして、保持ケース104が組み立てられた状態では、各連結用壁部104cが重ねられた状態で連結される。尚、本実施形態のマークホルダー103においては、連結用壁部104cの連結が面ファスナー107を用いて行われるように構成されており、面ファスナー107を剥がして組み立て前の状態に戻すことで、マークホルダー103を繰り返して利用(再利用)できるように構成されている。
【0047】
尚、着脱自在な一対のフック部とループ部とで構成される面ファスナー107は、複数対(本実施形態では、2対)設けられている。また、一方の側壁104aには、一部が切り抜かれて切除されることで形成された複数(本実施形態では2つ)の孔104dが設けられている。そして、各孔104dに各面ファスナー107におけるフック部及びループ部の一方が取り付けられ、孔104dが形成されていない側壁104aと連続する連結用壁部104cに各面ファスナー107におけるフック部及びループ部の他方が取り付けられている。
【0048】
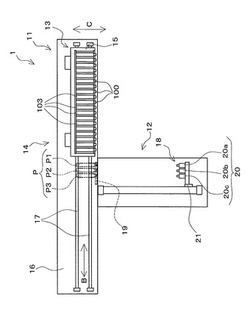
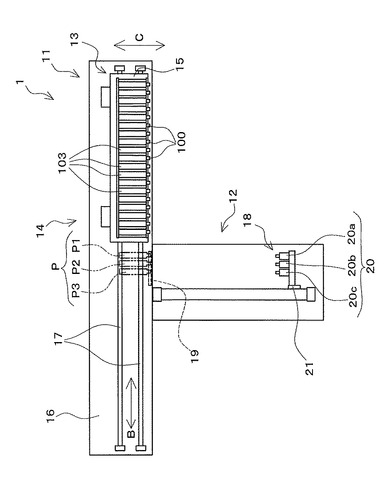
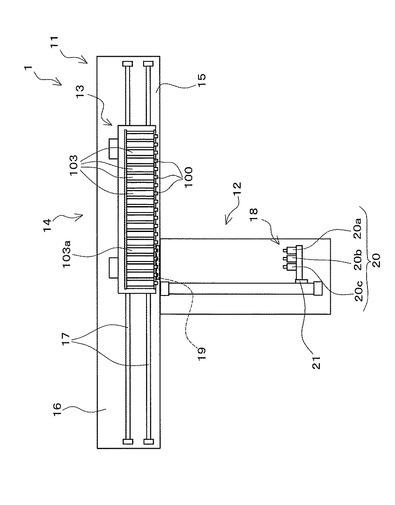
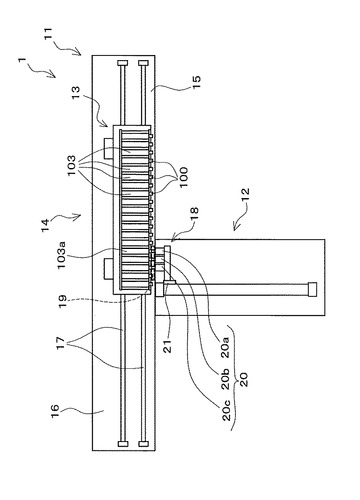
次に、本発明の一実施の形態に係るマーク材の自動搬送切断装置について説明する。図6は、本実施形態のマーク材の自動搬送切断装置1(以下、単に「自動搬送切断装置1」という)の平面図である。図6に示す自動搬送切断装置1は、保管搬送機構11とマーク材引出し切断機構12とを備えて構成されている。後述するように、保管搬送機構11は、巻物100aを保持するマークホルダー103を複数保管可能であるとともに、マークホルダー103を移動させて搬送可能な機構として構成されている。一方、マーク材引出し切断機構12は、保管搬送機構11にて搬送されたマークホルダー103に保持された巻物100aからマーク材100を繰り出しながら引き出すとともに、そのマーク材100を切断する機構として構成されている。
【0049】
図6に例示するように、保管搬送機構11は、移動ラック13、搬送機構14、等を備えて構成されている。移動ラック13は、棚15、棚15の下部に設置される走行部(図示せず)、等を備えて構成されている。走行部は、例えば、棚15が後述の搬送機構14によって駆動された際に、搬送機構14に設置されたレール17に沿って走行し、棚15の移動方向をガイドするための走行輪として構成されている。そして、棚15は、搬送機構14に対して、水平に延びる直線方向であるスライド方向(図6中において両端矢印Bで示す方向)に沿ってスライド移動自在に支持されている。この棚15は、巻物100aをそれぞれ保持する複数のマークホルダー103が配置され、これらの複数のマークホルダー103を保管する平板状の構造体として構成されている。
【0050】
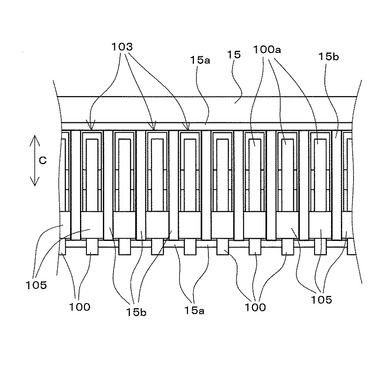
図7は、図6における棚15の一部とこの棚15に保管された複数のマークホルダー103とを拡大して示す平面図である。棚15においてマークホルダー103が配置される上面は、平坦な面として形成されている。そして、棚15の上面には、位置決め部15aと複数の仕切り壁15bとが設置されている。
【0051】
位置決め部15aは、スライド方向と平行な方向に長く延びる一対の突起状の部分として設けられている。棚15上に配置されるマークホルダー103は、一対の突起状に形成された位置決め部15aに対してそれぞれ当接することで、自動搬送切断装置1の前後方向(図6及び図7にて両端矢印Cで示す方向)における位置が規定される(位置決めされる)ことになる。複数の仕切り壁15bは、棚15上において上方に向かって延びるとともに自動搬送装置1の前後方向に沿って延びる壁部として形成されている。そして、複数の仕切り壁15bは、スライド方向に沿って等間隔で配置されるとともに、隣り合う仕切り壁15b同士が互いに平行に配置されている。
【0052】
隣り合う仕切り壁15bの間の間隔の寸法は、一対の側壁(104a、104a)の外側の壁面同士の距離寸法であるマークホルダー103の厚み寸法に対応して、1つのマークホルダー103がほとんど傾くことなく収容される寸法に設定されている。そして、隣り合う仕切り壁15bの間の各スペースが、各マークホルダー103を保管する保管スペースを構成している。このため、各マークホルダー103は、位置決め部15aで前後方向の端部が位置決めされるとともに、仕切り壁15bの間の保管スペースに保管されることになる。これにより、マークホルダー103は、棚15上において、スライド方向に沿って直列に並ぶとともに、仕切り壁15bを介して対向するように配置されることになる。尚、このとき、各マークホルダー103は、棚15上において、先端保持部105にて保持されたマーク材100の先端部がマーク材引出し切断機構12側に向かって突出した姿勢で配置される。
【0053】
搬送機構14は、棚15を移動させるように駆動することで、棚15に配置されたマークホルダー103を移動させてマーク材引出し切断位置Pまで搬送する機構として設けられている。図6では、後述のキャッチャー18によるマーク材100の引き出し動作が行われる位置であるマーク材引出し切断位置Pについて、マークホルダー103の外形に対応する二点鎖線で図示している。尚、本実施形態では、マーク材引出し切断位置Pとして、3つのマーク材引出し切断位置(P1、P2、P3)が設定可能な自動搬送切断装置1を例示している。自動搬送切断装置1の作動に際しては、図示しない制御装置からの指令に基づいて、所定のマークホルダー103に保持された所定のマーク材100の引き出し動作が行われる位置として、マーク材引出し切断位置(P1、P2、P3)の少なくともいずれかが設定されることになる。
【0054】
搬送機構14は、この機構におけるハウジングを構成する基台16、基台16上で平行に延びるように設置された一対のレール17、基台16上で前述のスライド方向に沿って棚15を往復移動させるように駆動する駆動部(図示せず)、等を備えて構成されている。駆動部が棚15を往復移動させるよう駆動することで、棚15は、その下部に設置された走行部にてレール17に沿って走行しながらレール17の長手方向と平行なスライド方向に沿って往復移動することになる。また、上記の駆動部は、例えば、リニアモータ機構として設けられ、図示しない制御装置からの指令に基づいて作動するように構成されている。この制御装置の指令に基づく駆動部の作動により、棚15に配置された複数のマークホルダーのうちの所定のマークホルダー103がマーク材引出し切断位置Pまで移動して停止するように棚15が駆動される。これにより、所定のマークホルダー103をマーク材引出し切断位置Pまで移動させて搬送する搬送動作が行われることになる。
【0055】
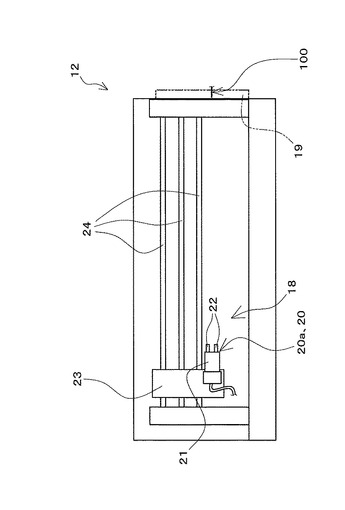
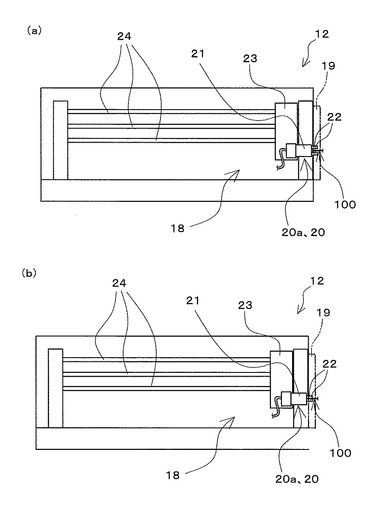
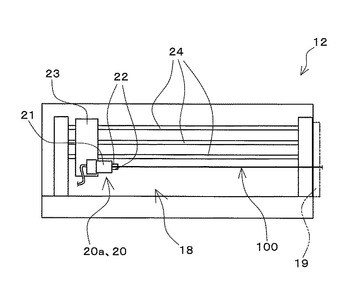
図8は、マーク材引出し切断機構12を示す側面図である。図6及び図8に示すように、マーク材引出し切断機構12は、キャッチャー18、マークカット部19等を備えて構成されている。尚、図6及び図8においては、マークカット部19については、二点鎖線で示して具体的な図示を省略している。キャッチャー18は、マーク材引出し切断位置Pに搬送されたマークホルダー103に保持された巻物100aに巻かれたマーク材100の先端部を把持するとともに、巻物100aから繰り出しながらマーク材100を引き出す機構として設けられている。そして、このキャッチャー18は、クランプユニット20、スライダ23、スライドガイド24等を備え、棚15のスライド方向に対して垂直な方向に沿って水平にマーク材100を引き出すように構成されている。
【0056】
クランプユニット20としては、複数(本実施形態では、3つ)のクランプユニット(20a、20b、20c)が設けられている。そして、複数のクランプユニット(20a、20b、20c)は、棚15のスライド方向と平行に並んで配置され、後述のスライダ21に対して支持されている。また、各クランプユニット20(20a、20b、20c
)には、クランプ本体部21、クランプ本体部21に支持されるとともに互いに接近及び離間する方向に移動自在に支持された一対のクランプ部材22、等が設けられている。一対のクランプ部材22は、例えば、クランプ本体部21に供給及び排出される圧縮空気によって作動し、上下方向(高さ方向)において互いに接近する方向に移動することでマーク材100の先端部を把持するように構成されている。
【0057】
また、一対のクランプ部材22によるマーク材100の先端部の把持動作が行われる際は、離間した位置にある一対のクランプ部材22の間における開放された領域にマーク材100の先端部が挿入された状態となるように、クランプユニット20(20a、20b、20c)が移動して配置される。そして、図示しない制御装置の指令に基づいて、上述したように一対のクランプ部材22によるマーク材100の把持動作が行われることになる。
【0058】
尚、図示しない制御装置において、マーク材100が引き出される位置としてマーク材引出し切断位置P1のみが設定された場合には、クランプユニット20aのみがマーク材100の把持動作を行うように、キャッチャー18の制御が行われる。同様に、図示しない制御装置において、マーク材引出し切断位置P2のみが設定された場合にはクランプユニット20bのみがマーク材100の把持動作を行うように、マーク材引出し切断位置P3のみが設定された場合にはクランプユニット20cのみがマーク材100の把持動作を行うように、キャッチャー18の制御が行われる。また、複数のマーク材引出し切断位置Pが設定された場合には、対応する複数のクランプユニット20がマーク材100の把持動作を行うように、キャッチャー18の制御が行われる。
【0059】
スライダ23は、複数のクランプユニット20(20a、20b、20c)を支持するとともに、上下に並んで水平方向に沿って平行に配置された複数本のスライドガイド24に対してスライド移動自在に支持されている。複数本のスライドガイド24は、水平で棚15のスライド方向と垂直な方向(即ち、自動搬送切断装置1の前後方向)に平行に延びるように配置されており、スライダ23がこれらのスライドガイド24に沿って前後方向に移動することになる。尚、スライダ23及びスライドガイド24は、例えば、電動シリンダやリニアモータを用いて構成されている。
【0060】
また、スライダ23は、図6及び図8に示す位置からマーク材引出し切断位置Pに向かってスライド移動し、開放状態にある一対のクランプ部材22の間にマーク材100の先端部が配置される位置で停止する。そして、その位置で、前述したように一対のクランプ部材22によるマーク材100の把持動作が行われることになる。マーク材100の把持動作が行われると、スライダ23は、図6及び図8に示す位置までスライド移動して戻り、これにより、マーク材100が巻物100aから繰り出されながら棚15のスライド方向に対して垂直な方向に沿って引き出されることになる。尚、この場合、図示しない制御装置において設定されたマーク材引出し切断位置(P1、P2、P3)に対応するクランプユニット20による把持動作が行われ、そのマーク材引出し切断位置(P1、P2、P3)に搬送された所定のマークホルダー103に保持された巻物100aからマーク材100が引き出されることになる。
【0061】
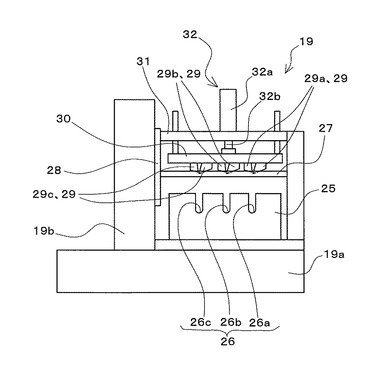
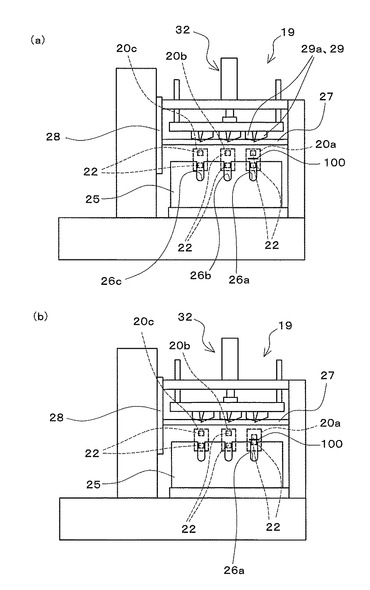
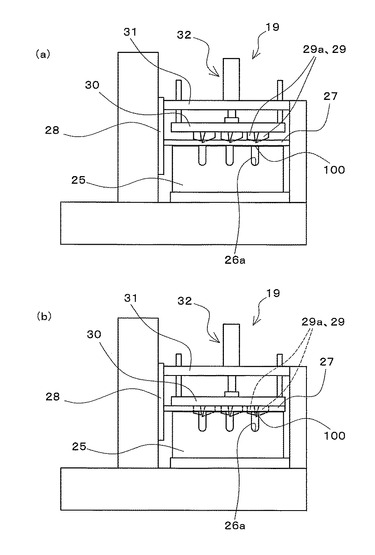
図9は、マークカット部19を示す正面図である。図6、図8及び図9に示すマークカット部19は、キャッチャー18によって引き出されたマーク材100を押圧し、切断する機構として設けられている。そして、このマークカット部19は、図9によく示すように、下押圧部材25、上押圧部材27、押圧駆動部28、複数セット設けられたカッタ刃29、カッタシリンダ32等を備えて構成されている。
【0062】
下押圧部材25は、マークカット部19の基台部19aに対して垂直上方に向かって延
びるとともに左右方向(棚15のスライド方向と平行な方向)に広がって配置される板状の部材を備えて構成されており、下端側において基台部19aに固定されている。また、下押圧部材25の上端側には、各クランプユニット20(20a、20b、20c)に対向する位置に溝26(26a、26b、26c)が形成されている。即ち、クランプユニット20aに対向する位置に溝26aが、クランプユニット20bに対向する位置に溝26bが、クランプユニット20cに対向する位置に溝26cが、それぞれ設けられている。これにより、前述したクランプユニット20によるマーク材100の把持動作が行われる際には、各クランプユニット20(20a、20b、20c)における一対のクランプ部材22が、それぞれ各溝26(26a、26b、26c)を通過してマーク材100を把持可能に構成されている。
【0063】
上押圧部材27は、下押圧部材25に対して上方で対向して配置されており、基台部19aから垂直上方に向かって延びるように設置された支柱19bに対して、押圧駆動部28を介して上下方向に移動自在に支持されている。尚、図9に示す状態では、上押圧部材27は下押圧部材25に対して上方に離間した位置に位置している。これにより、上押圧部材27と下押圧部材25とは、開放状態となっており、それらの間にはマーク材100が通過可能な空間が形成されている。この図9に示す状態から、図示しない制御装置からの指令に基づいて押圧駆動部28が作動することで、上押圧部材27が下押圧部材25に向かって下方に移動するように駆動され、キャッチャー18のクランプユニット20(20a、20b、20c)によって引き出されたマーク材100が押圧されて挟持されることになる。尚、このとき、マーク材100は、下押圧部材25に対しては溝26(26a、26b、26c)の両側の縁部にて当接し、上押圧部材27と下押圧部材25との間で挟持されることになる。また、押圧駆動部28は、支柱19bに設置され、例えば、エアシリンダ機構として構成されている。そして、押圧駆動部28は、図示しない圧縮空気給排系統を通じて圧縮空気が供給及び排出されることで、上下方向に上押圧部材27を駆動するように構成されている。
【0064】
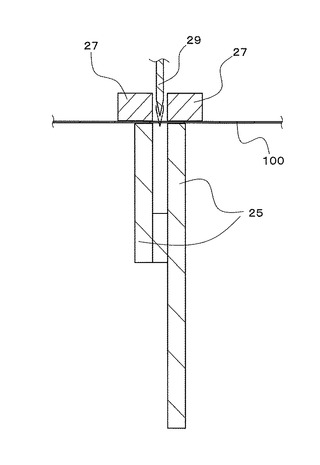
図10は、カッタ刃29について上押圧部材27、下押圧部材32及びマーク材100とともに示す断面図である。尚、図10は、溝26の縁部分に対応する位置での断面図であり、上押圧部材27と下押圧部材25との間でマーク材100が挟持されている位置での断面図を示している。
【0065】
図9及び図10に示すカッタ刃29としては、複数セット(本実施形態では、3セット)のカッタ刃(29a、29b、29c)が設けられている。カッタ刃29aはクランプユニット20aによって引き出されたマーク材100を切断する刃として、カッタ刃29bはクランプユニット20bによって引き出されたマーク材100を切断する刃として、カッタ刃29cはクランプユニット20cによって引き出されたマーク材100を切断する刃として、それぞれ設けられている。そして、各カッタ刃29(29a、29b、29c)は、上押圧部材27及び下押圧部材25の間で押圧されて挟持されたマーク材100を上方から下方に向かって切断するように設けられている。カッタ刃29の下端側に形成された刃先が図10にて二点鎖線で示すように下方に向かって移動することで、上押圧部材27及び下押圧部材25の間で挟持されたマーク材100が切断されることになる。尚、本実施形態では、カッタ刃29として、複数セットのカッタ刃(29a、29b、29c)が設けられている形態を例示しているが、この通りでなくてもよく、1セットの大きなカッタ刃が設けられている形態であってもよい。
【0066】
また、複数のカッタ刃29(29a、29b、29c)は、その上端側において、カッタホルダ30に対して保持されている。カッタホルダ30は、例えば、複数のボルトで固定される2枚のプレート部材で形成されており、カッタ刃29の刃替え作業を容易に行うことができるように構成されている。また、カッタホルダ30は、その上方に配置された
カッタ支持フレーム31に対して上下方向に移動自在に支持されている。そして、カッタ支持フレーム31は、押圧駆動部28に取り付けられており、押圧駆動部28の作動に伴って、上押圧部材27とともに上下方向に移動するように設けられている。
【0067】
カッタシリンダ32は、複数のカッタ刃29(29a、29b、29c)を保持したカッタホルダ30をカッタ支持フレーム31に対して上下方向において相対移動させる機構として設けられ、例えば、エアシリンダ機構として構成されている。このカッタシリンダ32には、下端側の端部がカッタ支持フレーム31に固定されたシリンダ部32aと、このシリンダ部32aに対して下方に向かって突出するよう配置されるロッド部32bとが設けられている。ロッド部32bの下端側は、カッタホルダ30に固定されている。そして、ロッド部32bが下方に向かってシリンダ部32aから突出することで、そのロッド部32bとともにカッタホルダ30に保持されたカッタ刃29が下方に突出し、上押圧部材27及び下押圧部材25で挟持されたマーク材100がカッタ刃29によって切断されることになる。
【0068】
次に、上述した自動搬送切断装置1の作動について、図11乃至図17を参照しながら説明する。自動搬送切断装置1においては、保管搬送機構11にて所定のマークホルダー103をマーク材引出し切断位置Pまで搬送し、そのマークホルダー103に保持された巻物100aからマーク材100を引き出して所定の長さに切断するまでの動作が、作業者による図示しない操作盤の操作が行われることで開始され、以降、図示しない制御装置からの指令に基づいて全て自動で行われることになる。
【0069】
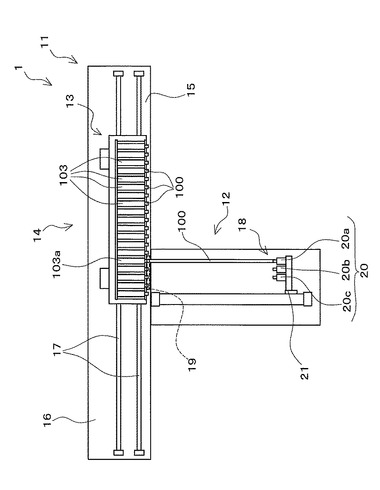
自動搬送切断装置1の作動が開始されると、搬送機構14が作動し、複数のマークホルダー103が保管された棚15がスライド方向に移動するように駆動される。そして、図11の平面図に示すように、マーク材100が引き出されて切断される対象となる所定のマークホルダー103(以下、他のマークホルダー103と区別して説明するため、「マークホルダー103a」ともいう)がマーク材引出し切断位置P1まで搬送される。尚、本実施形態では、マークホルダー103aに保持された所定のマーク材100が引き出される位置としてマーク材引出し切断位置P1が設定された場合を例にとって説明する。また、図11では、マーク材引出し切断位置P1の二点鎖線での図示を省略している。搬送機構14は、マーク材引出し切断位置P1にマークホルダー103aが到達するまで棚15を移動させるように駆動し、マークホルダー103aがマーク材引出し切断位置P1に到達した時点で棚15の移動を停止させる。これにより、マークホルダー103aがマーク材引出し切断位置P1まで搬送されることになる。
【0070】
マーク材引出し切断位置P1にマークホルダー103aが搬送されて配置されると、マーク材引出し切断機構12のキャッチャー18が作動する。そして、キャッチャー18のスライダ23がスライドガイド24に沿ってマーク材引出し切断位置P(P1)に向かって移動し、クランプユニット20aにおける一対のクランプ部材22の間にマークホルダー103aに保持された巻物100aのマーク材100の先端部が挿入された状態で、スライダ23が停止することになる。
【0071】
図13(a)は、一対のクランプ部材22の間にマーク材100の先端部が配置された状態におけるマークカット部19を示す正面図である。また、図14(a)は、その状態におけるキャッチャー18を示す側面図である。この状態では、図13(a)によく示すように、クランプユニット20aにおける一対のクランプ部材22のうちの下方に配置されたクランプ部材22については、下押圧部材25と干渉すること無く、その溝26aを通過して停止した状態となっている。尚、図13ではクランプユニット20とその一対のクランプ部材22については破線で示しており、図14ではマークカット部19については二点鎖線で示している。
【0072】
一対のクランプ部材22の間にマーク材100の先端部が配置された図13(a)及び図14(a)に示す状態になると、続いて、クランプユニット20aが作動し、図13(b)及び図14(b)に示すように、クランプユニット20aにおける一対のクランプ部材22によるマーク材100の把持動作が行われる。尚、本実施形態では、マーク材100が引き出される位置としてマーク材引出し切断位置P1のみが設定されているため、クランプユニット20aにおいてのみ把持動作が行われ、クランプユニット20b及びクランプユニット20cでは把持動作は行われないことになる。
【0073】
クランプユニット20aにおける一対のクランプ部材22によるマーク材100の把持動作が行われると、図15の自動搬送切断装置1の平面図及び図16のキャッチャー18の側面図に示すように、クランプユニット20aによってマーク材100が把持されたままの状態で、スライダ23がマーク材引出し切断位置P1から離れた所定の位置まで移動することになる。これにより、マークホルダー103aに保持された巻物100aに巻かれたマーク材100が、巻物100aから繰り出されながら所定の長さ分だけ引き出されることになる。
【0074】
尚、マーク材100が引き出される際には、マークホルダー103aにおいては、巻物100aが支持部106で支持された状態でマーク材100aを繰り出す方向に回転するとともに、マーク材100aが先端保持部105における上側摺動部105a及び下側摺動部105bの間でこれらに摺動しながら繰り出されることになる。また、引き出されたマーク材100は、マークカット部19における上押圧部材27と下押圧部材25との間を挿通した状態で配置されている。
【0075】
キャッチャー18によるマーク材100の引出し動作が終了すると、続いて、図17のマークカット部19の正面図に示すように、マークカット部19によるマーク材100の切断動作が行われる。この切断動作では、まず、図17(a)に示すように、押圧駆動部28が作動し、上押圧部材27が下押圧部材25に向かって移動する。そして、上押圧部材27が下押圧部材25に対してマーク材100を押圧した状態で停止し、上押圧部材27と下押圧部材25との間でマーク材100が挟持されることになる。この状態から、更に、図17(b)に示すように、カッタシリンダ32が作動し、上押圧部材27と下押圧部材25との間で挟持されたマーク材100をカッタ刃29aが切断することになる。これにより、マーク材100が所定の長さに切断されることになる。
【0076】
マークカット部19によるマーク材100の切断動作が終了すると、クランプユニット20aによるマーク材100の把持動作が解除される。そして、所定の長さに切断されたマーク材100は、作業者により、次の工程で用いられるために自動搬送切断装置1から別の装置等へ移動されることになる。尚、その後、自動搬送切断装置1においては、図12乃至図17に示した工程が同様に繰り返され、マークホルダー103aの巻物100aからマーク材100が引き出されて所定の長さに切断される動作が繰り返されることになる。
【0077】
以上説明したように、自動搬送切断装置1によると、保管搬送機構11において、搬送機構14によって、複数のマークホルダー103が配置されて保管された棚15が駆動され、所定のマーク材100の巻物100aを保持するマークホルダー103がマーク材引出し切断位置Pまで搬送される。そして、マーク材引出し切断位置Pにおいて、キャッチャー18によって、マークホルダー103に保持された巻物100aに巻かれたマーク材100の先端部が把持されて繰り出されながら引き出される。キャッチャー18による引出し動作が終了すると、マークカット部19が作動することで、押圧保持されたマーク材100が所定の長さに切断されることになる。このように、保管場所である棚15ととも
にマーク材100の巻物100aを移動して搬送し、更にマーク材100を引き出して所定の長さに切断するまでの作業が、自動搬送切断装置1が作動することで、自動で行われることになる。
【0078】
上記により、自動搬送切断装置1によると、作業者の手作業によって保管場所から所定のマーク材100を取り出して切断作業場所まで搬送して更にマーク材100を所定の長さに切断するような作業を無くすことができ、自動化による省人化を図ることができる。また、上記作業の無人化を図ることができるため、作業者に起因するような作業能力の低下が生じないことになり、装置の運転速度を調整することで、大幅に作業能力の向上を図ることができる。更に、作業者が保管場所から対象となるマーク材100を取り出すことがないため、作業者が誤ったマーク材100を段取りしてしまうような作業ミスの発生も無くすことができる。
【0079】
また、自動搬送切断装置1では、保管搬送機構11において、マーク材100の巻物100aを保持するマークホルダー103が複数配置された棚15が移動することで、この棚15とともに所定のマーク材100の巻物100aを保持するマークホルダー103がマーク材引出し切断位置Pまで搬送される。このため、狭幅のマーク材100の巻物100aを保持するマークホルダー103を無駄な保管スペースを発生させてしまうことなく、保管搬送機構11における棚15に密集させて配置して保管することができる。そして、狭幅のマーク材100を保持するマークホルダー103が複数密集して保管された棚15がその保管状態のまま搬送機構14によって駆動され、これにより、所定のマーク材100の巻物100aを保持するマークホルダー103がマーク材引出し切断位置Pまで搬送され、速やかに、マーク材引出し切断機構12によるマーク材100の切断が行われることになる。このため、狭幅のマーク材100に対応して保管スペースを有効的に活用することができる。
【0080】
従って、本実施形態によると、保管場所から所定のマーク材100を搬送して更にマーク材100を所定の長さに切断する作業を自動で行うことができ、自動化による省人化が可能であり、作業者に起因する作業能力の低下を無くして作業能力の向上を図り、誤ったマーク材100を段取りしてしまう作業ミスの発生も無くすことができ、更に、狭幅のマーク材100に対応して保管スペースを有効的に活用することができる、マーク材の自動搬送切断装置1を提供することができる。
【0081】
また、自動搬送切断装置1によると、保管搬送機構11における棚15が、搬送機構14によって、マーク材100が引き出される方向に垂直で水平に延びる直線方向であるスライド方向にて往復移動するよう駆動され、マークホルダー103の搬送が行われる。このため、保管搬送機構11について、マーク材100が引き出される方向に垂直な方向にのみ沿って複数のマークホルダー103を保管した棚15を駆動する機構として構成することができる。これにより、保管搬送機構11について、構造の簡素化を図ることができるとともに、設置スペースをコンパクト化してスペース効率良く設置することができる。
【0082】
また、自動搬送切断装置1によると、マークホルダー103が、棚15上において、マーク材100が引き出される方向に垂直なスライド方向に沿って直列に並ぶとともに隣同士で仕切り壁15aを介して対向するように配置されるため、更にスペース効率良くマークホルダー103を保管することができる。
【0083】
また、自動搬送切断装置1によると、マーク材100の巻物100aが保持ケース104に対して回転自在に保持され、回転自在に保持された巻物100aにおけるマーク材100の先端部が先端保持部105によって摺動自在な状態で挟まれて保持される。このため、先端保持部105で摺動自在に保持されたマーク材100の先端部をキャッチャー1
8で容易に把持することができ、更に、この先端部をキャッチャー18が引き出すことで、巻物100aが回転するとともにマーク材100が先端保持部105の間で摺動し、マーク材100が繰り出されて容易に引き出されることになる。従って、キャッチャー18によって、マーク材100の先端部を容易に把持できるとともに、巻物100aからマーク材100を繰り出しながら容易に引き出すことができるマークホルダー103を簡素な構成によって実現することができる。
【0084】
また、自動搬送切断装置1によると、保持ケース104において巻物100aの両側面を挟むように配置される一対の側壁(104a、104a)に、巻物100aの側面の一部を外部に露出させる窓104bが形成される。このため、作業者は、外部から巻物100aの側面を視認可能なこの窓104bを介して、巻物100aに巻かれた状態で残っているマーク材100の残量を観察することができる。
【0085】
また、自動搬送切断装置1によると、一対の側壁(104a、104a)から内側に突出する支持部106に巻物100aを支持させた状態でこの一対の側壁(104a、104a)を平行に対向するように組み立てることで、巻物100aが回転自在に装着されて保持された保持ケース104を容易に構成することができる。従って、巻物100aを保持ケース104に回転自在に保持するように容易に装着することができるマークホルダー103を簡素な構造で実現することができる。
【0086】
また、自動搬送切断装置1によると、一対の側壁(104a、104a)と一体の部分を折り曲げることで容易に支持部106を形成することができる。そして、一対の側壁(104a、104a)における支持部106を折り曲げた後の領域をマーク材100の残量の観察用の窓104bとして有効的に活用することができる。
【0087】
また、自動搬送切断装置1によると、保持ケース104が段ボール紙で形成される。このため、狭幅のマーク材100の巻物100aを保持するマークホルダー103の保持ケース104について、軽量化を図ることができ、加工が容易な段ボール紙により容易に形成でき、更に、低コストで製造することができる。
【0088】
また、自動搬送切断装置1によると、1枚の段ボール紙の折り曲げ加工によって保持ケース104が形成されるため、保持ケース104を製造する際における加工工数や組み立て工数を削減できる。
【0089】
また、自動搬送切断装置1によると、先端保持部105が、2層に重ねられた状態で配置される段ボール紙部分として設けられ、保持ケース104に一体に形成されることで保持ケース104に設置される。このため、マーク材100の先端部を摺動自在な状態で挟むように保持する先端保持部105について、構造の簡素化とともに軽量化を図ることができ、加工が容易な段ボール紙により容易に形成でき、更に、低コストで製造することができる。
【0090】
以上、本発明の実施形態について説明したが、本発明は上述の実施の形態に限られるものではなく、特許請求の範囲に記載した限りにおいて様々に変更して実施することができる。即ち、マークホルダー、棚、搬送機構、キャッチャー、マークカット部の形態については、特許請求の範囲に記載した限りにおいて種々変更して実施してもよい。
【0091】
また、本実施形態においては、マークホルダーが、棚上において、スライド方向に沿って直列に並ぶとともに、隣同士において仕切り壁を介して対向するように配置される形態を例にとって説明したが、この通りでなくてもよい。マークホルダーが、棚上において、スライド方向に沿って直列に並ぶとともに、隣同士において互いに接するように配置され
る形態であってもよい。
【0092】
また、本実施形態においては、マークホルダーの保持ケースが1枚の段ボール紙で形成される形態を例にとって説明したが、この通りでなくてもよい。保持ケースは、段ボール紙以外の材料(例えば、樹脂材料)によって形成されるものであってもよい。また、保持ケースは、複数枚の段ボール紙が組み合わされることで形成されるものであってもよい。
【0093】
また、本実施形態においては、2層に重ねられた状態で配置された段ボール紙部分として設けられた先端保持部が、保持ケースと一体の段ボール紙で形成されることで保持ケースに対して設置されている形態を例にとって説明したが、この通りでなくてもよい。2層に重ねられた状態で配置された段ボール紙部分として設けられた先端保持部が、保持ケースに対して別体の段ボール紙片として形成されて係合することで保持ケースに対して設置されている形態であってもよい。
【産業上の利用可能性】
【0094】
本発明は、ベルト構成部材の表面に転写されるマークが基材に付着したマーク材を保管場所から搬送して更にそのマーク材を所定の長さに切断するためのマーク材の自動搬送切断装置として、広く適用することができるものである。
【符号の説明】
【0095】
1 マーク材の自動搬送切断装置
11 保管搬送機構
12 マーク材引出し切断装置
14 搬送機構
15 棚
18 キャッチャー
19 マークカット部
100 マーク材
100a 巻物
101 マーク
102 基材
103 マークホルダー
P、P1、P2、P3 マーク材引出し切断位置
【技術分野】
【0001】
本発明は、ベルト構成部材の表面に転写されるマークが基材に付着したマーク材を保管するとともに搬送して更にそのマーク材を所定の長さに切断する、マーク材の自動搬送切断装置に関する。
【背景技術】
【0002】
従来より、各種伝動ベルトにおけるベルト構成部材に対してその表面に種々のマークを転写することが行われている。このようなベルト構成部材の表面へのマークの転写においては、かかるマークが基材に付着して構成されたマーク材が用いられる。このようなマーク材として、特許文献1及び特許文献2に開示されているように、ベルト構成部材である帆布に対してマークを転写するためのマーク材が知られている。尚、特許文献1においては、透明な合成樹脂フィルム又は離型紙からなる基材に対して未加硫のカラーゴム組成物からなるマークが付着して構成されたマーク材が開示されている。また、特許文献2においては、ゴム組成物を含浸させた基材にマークとして前記ゴム組成物と色あるいは明度の異なる印刷用ゴム組成物を印刷して付着させたマーク材が開示されている。
【0003】
特許文献1及び特許文献2に開示されたようなマーク材を用いてベルト構成部材の表面にマークを転写する場合、まず、転写されるマークが付着したマーク材を準備する段取り作業が必要となる。このため、作業者は、その段取り作業として、倉庫等の保管場所に保管されている所定のマーク材をその保管場所から取り出して切断作業を行う所定の作業場所まで搬送して移動させ、更にそのマーク材を所定の長さに切断する作業を手作業で行うことになる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平5−42754号公報
【特許文献2】特開平8−152048号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述したように、所定のマークが付着したマーク材をベルト構成部材の表面に転写する場合、所定のマーク材を保管場所から取り出して切断作業場所まで搬送して更にそのマーク材を所定の長さに切断する段取り作業を手作業で行う必要がある。このように段取り作業が作業者の手作業によって行われるため、作業能力に限界があり、更に、作業能力も作業者によってばらついてしまうことになる。また、同じ作業者であっても作業日の体調等によってばらつきが生じてしまうことになる。このように、従来においては、作業者の手作業によって所定のマーク材を保管場所から取り出して切断作業場所まで搬送して更にそのマーク材を所定の長さに切断する作業が行われるため、作業能力の向上を図ることが難しいという問題がある。また、作業者が、保管場所から対象となるマーク材を取り出して搬送するため、作業者が誤ったマーク材を段取りしてしまうような作業ミスが発生し易くなってしまう虞がある。
【0006】
また、対象となるマーク材としては、製品の商標等のような比較的大きなマークを転写させる場合のような幅寸法が比較的大きくて広い形状である広幅のマーク材である場合と、製品のロット番号等のような比較的小さいマークを転写させる場合のような幅寸法が比較的小さくて狭い形状である狭幅のマーク材である場合とがある。そして、狭幅のマーク材が対象である場合は、とくに、無駄な保管スペースを発生させてしまうことを抑制する
必要がある。即ち、この場合は、狭幅のマーク材に対応して保管スペースが有効的に活用されることが望まれる。
【0007】
本発明は、上記実情に鑑みることにより、保管場所から所定のマーク材を搬送して更にマーク材を所定の長さに切断する作業を自動で行うことができ、自動化による省人化が可能であり、作業者に起因する作業能力の低下を無くして作業能力の向上を図り、誤ったマーク材を段取りしてしまう作業ミスの発生も無くすことができ、更に、狭幅のマーク材に対応して保管スペースを有効的に活用することができる、マーク材の自動搬送切断装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するための第1発明に係るマーク材の自動搬送切断装置は、ベルト構成部材の表面に転写されるマークが基材に付着して構成されたマーク材がロール状に巻かれた巻物を保持するマークホルダーを複数保管可能であるとともに、当該マークホルダーを移動させて搬送可能な保管搬送機構と、前記保管搬送機構にて搬送された前記マークホルダーに保持された前記巻物から前記マーク材を繰り出しながら引き出すとともに、当該マーク材を切断するマーク材引出し切断機構と、を備えていることを特徴とする。そして、第1発明に係るマーク材の自動搬送切断装置において、前記保管搬送機構は、複数の前記マークホルダーが配置され、複数の当該マークホルダーを保管する棚と、前記棚を移動させるように駆動することで、当該棚に配置された前記マークホルダーを移動させてマーク材引出し切断位置まで搬送する搬送機構と、を有し、前記マーク材引出し切断機構は、前記マーク材引出し切断位置に搬送された前記マークホルダーに保持された前記巻物に巻かれた前記マーク材の先端部を把持するとともに、前記巻物から繰り出しながら前記マーク材を引き出すキャッチャーと、前記キャッチャーによって引き出された前記マーク材を押圧し、切断するマークカット部と、を有していることを特徴とする。
【0009】
この発明によると、保管搬送機構において、搬送機構によって、複数のマークホルダーが配置されて保管された棚が駆動され、所定のマーク材の巻物を保持するマークホルダーがマーク材引出し切断位置まで搬送される。そして、マーク材引出し切断位置において、キャッチャーによって、マークホルダーに保持された巻物に巻かれたマーク材の先端部が把持されて繰り出されながら引き出される。キャッチャーによる引出し動作が終了すると、マークカット部が作動することで、押圧保持されたマーク材が所定の長さに切断されることになる。このように、保管場所である棚とともにマーク材の巻物を移動して搬送し、更にマーク材を引き出して所定の長さに切断するまでの作業が、マーク材の自動搬送切断装置が作動することで、自動で行われることになる。
【0010】
上記により、本発明におけるマーク材の自動搬送切断装置によると、作業者の手作業によって保管場所から所定のマーク材を取り出して切断作業場所まで搬送して更にマーク材を所定の長さに切断するような作業を無くすことができ、自動化による省人化を図ることができる。また、上記作業の無人化を図ることができるため、作業者に起因するような作業能力の低下が生じないことになり、装置の運転速度を調整することで、大幅に作業能力の向上を図ることができる。更に、作業者が保管場所から対象となるマーク材を取り出すことがないため、作業者が誤ったマーク材を段取りしてしまうような作業ミスの発生も無くすことができる。
【0011】
また、本発明におけるマーク材の自動搬送切断装置では、保管搬送機構において、マーク材の巻物を保持するマークホルダーが複数配置された棚が移動することで、この棚とともに所定のマーク材の巻物を保持するマークホルダーがマーク材引出し切断位置まで搬送される。このため、狭幅のマーク材の巻物を保持するマークホルダーを無駄な保管スペー
スを発生させてしまうことなく、保管搬送機構における棚に密集させて配置して保管することができる。そして、狭幅のマーク材を保持するマークホルダーが複数密集して保管された棚がその保管状態のまま搬送機構によって駆動され、これにより、所定のマーク材の巻物を保持するマークホルダーがマーク材引出し切断位置まで搬送され、速やかに、マーク材引出し切断機構によるマーク材の切断が行われることになる。このため、狭幅のマーク材に対応して保管スペースを有効的に活用することができる。
【0012】
従って、本発明によると、保管場所から所定のマーク材を搬送して更にマーク材を所定の長さに切断する作業を自動で行うことができ、自動化による省人化が可能であり、作業者に起因する作業能力の低下を無くして作業能力の向上を図り、誤ったマーク材を段取りしてしまう作業ミスの発生も無くすことができ、更に、狭幅のマーク材に対応して保管スペースを有効的に活用することができる、マーク材の自動搬送切断装置を提供することができる。
【0013】
第2発明に係るマーク材の自動搬送切断装置は、第1発明のマーク材の自動搬送切断装置において、前記棚は、水平に延びる直線方向であるスライド方向に沿ってスライド移動自在に支持され、前記搬送機構は、前記棚を前記スライド方向に沿って往復移動させるように駆動し、前記キャッチャーは、前記スライド方向に対して垂直な方向に沿って前記マーク材を引き出すことを特徴とする。
【0014】
この発明によると、保管搬送機構における棚が、搬送機構によって、マーク材が引き出される方向に垂直で水平に延びる直線方向であるスライド方向にて往復移動するよう駆動され、マークホルダーの搬送が行われる。このため、保管搬送機構について、マーク材が引き出される方向に垂直な方向にのみ沿って複数のマークホルダーを保管した棚を駆動する機構として構成することができる。これにより、保管搬送機構について、構造の簡素化を図ることができるとともに、設置スペースをコンパクト化してスペース効率良く設置することができる。
【0015】
第3発明に係るマーク材の自動搬送切断装置は、第2発明のマーク材の自動搬送切断装置において、前記マークホルダーは、前記棚上において、前記スライド方向に沿って直列に並ぶとともに、隣同士において互いに接するように又は仕切り壁を介して対向するように配置されることを特徴とする。
【0016】
この発明によると、マークホルダーが、棚上において、マーク材が引き出される方向に垂直なスライド方向に沿って直列に並ぶとともに隣同士で接するように又は仕切り壁を介して対向するように配置されるため、更にスペース効率良くマークホルダーを保管することができる。
【0017】
第4発明に係るマーク材の自動搬送切断装置は、第1発明乃至第3発明のいずれかのマーク材の自動搬送切断装置において、前記マークホルダーは、前記巻物を回転自在に保持する保持ケースと、前記保持ケースに設置され、前記巻物に巻かれた前記マーク材の先端部を摺動自在な状態で挟むように保持する先端保持部と、を有していることを特徴とする。
【0018】
この発明によると、マーク材の巻物が保持ケースに対して回転自在に保持され、回転自在に保持された巻物におけるマーク材の先端部が先端保持部によって摺動自在な状態で挟まれて保持される。このため、先端保持部で摺動自在に保持されたマーク材の先端部をキャッチャーで容易に把持することができ、更に、この先端部をキャッチャーが引き出すことで、巻物が回転するとともにマーク材が先端保持部の間で摺動し、マーク材が繰り出されて容易に引き出されることになる。従って、キャッチャーによって、マーク材の先端部
を容易に把持できるとともに、巻物からマーク材を繰り出しながら容易に引き出すことができるマークホルダーを簡素な構成によって実現することができる。
【0019】
第5発明に係るマーク材の自動搬送切断装置は、第4発明のマーク材の自動搬送切断装置において、前記保持ケースは、前記巻物の両側面を挟むように配置される一対の側壁を有し、前記一対の側壁のうちの少なくともいずれかには、前記巻物の側面の一部を外部に対して露出させる窓が形成されていることを特徴とする。
【0020】
この発明によると、保持ケースにおいて巻物の両側面を挟むように配置される一対の側壁に、巻物の側面の一部を外部に露出させる窓が形成される。このため、作業者は、外部から巻物の側面を視認可能なこの窓を介して、巻物に巻かれた状態で残っているマーク材の残量を観察することができる。
【0021】
第6発明に係るマーク材の自動搬送切断装置は、第5発明のマーク材の自動搬送切断装置において、前記保持ケースは、前記一対の側壁が平行な状態で対向するように組み立てられることで形成され、前記一対の側壁が組み立てられることで当該一対の側壁から内側に向かって突出するよう形成された支持部が前記巻物を回転自在に支持することを特徴とする。
【0022】
この発明によると、一対の側壁から内側に突出する支持部に巻物を支持させた状態でこの一対の側壁を平行に対向するように組み立てることで、巻物が回転自在に装着されて保持された保持ケースを容易に構成することができる。従って、巻物を保持ケースに回転自在に保持するように容易に装着することができるマークホルダーを簡素な構造で実現することができる。
【0023】
第7発明に係るマーク材の自動搬送切断装置は、第6発明のマーク材の自動搬送切断装置において、前記支持部は、前記一対の側壁と一体に形成された部分が折り曲げ形成されることで設けられ、前記一対の側壁には、前記支持部が折り曲げられることで前記窓の少なくとも一部が形成されることを特徴とする。
【0024】
この発明によると、一対の側壁と一体の部分を折り曲げることで容易に支持部を形成することができる。そして、一対の側壁における支持部を折り曲げた後の領域をマーク材の残量の観察用の窓として有効的に活用することができる。
【0025】
第8発明に係るマーク材の自動搬送切断装置は、第4発明乃至第7発明のいずれかのマーク材の自動搬送切断装置において、前記保持ケースは、段ボール紙で形成されていることを特徴とする。
【0026】
この発明によると、保持ケースが段ボール紙で形成される。このため、狭幅のマーク材の巻物を保持するマークホルダーの保持ケースについて、軽量化を図ることができ、加工が容易な段ボール紙により容易に形成でき、更に、低コストで製造することができる。
【0027】
第9発明に係るマーク材の自動搬送切断装置は、第8発明のマーク材の自動搬送切断装置において、前記保持ケースは、1枚の段ボール紙が折り曲げられることで形成されていることを特徴とする。
【0028】
この発明によると、1枚の段ボール紙の折り曲げ加工によって保持ケースが形成されるため、保持ケースを製造する際における加工工数や組み立て工数を削減できる。
【0029】
第10発明に係るマーク材の自動搬送切断装置は、第8発明又は第9発明のマーク材の
自動搬送切断装置において、前記先端保持部は、2層に重ねられた状態で配置された段ボール紙部分として設けられ、前記保持ケースと一体の段ボール紙で形成されることで、又は前記保持ケースに対して別体の段ボール紙片として形成されて係合することで、前記保持ケースに対して設置されていることを特徴とする。
【0030】
この発明によると、先端保持部が、2層に重ねられた状態で配置される段ボール紙部分として設けられ、保持ケースに一体に形成されることで又は保持ケースに係合することで、保持ケースに設置される。このため、マーク材の先端部を摺動自在な状態で挟むように保持する先端保持部について、構造の簡素化とともに軽量化を図ることができ、加工が容易な段ボール紙により容易に形成でき、更に、低コストで製造することができる。
【発明の効果】
【0031】
本発明によると、保管場所から所定のマーク材を搬送して更にマーク材を所定の長さに切断する作業を自動で行うことができ、自動化による省人化が可能であり、作業者に起因する作業能力の低下を無くして作業能力の向上を図り、誤ったマーク材を段取りしてしまう作業ミスの発生も無くすことができ、更に、狭幅のマーク材に対応して保管スペースを有効的に活用することができる、マーク材の自動搬送切断装置を提供することができる。
【図面の簡単な説明】
【0032】
【図1】マーク材を示す斜視図である。
【図2】マークホルダーを示す斜視図である。
【図3】図2に示すマークホルダーを示す側面図である。
【図4】図2に示すマークホルダーを示す正面図である。
【図5】図2に示すマークホルダーが組み立てられる前の状態を示す展開図である。
【図6】本発明の一実施の形態に係るマーク材の自動搬送切断装置の平面図である。
【図7】図6に示すマーク材の自動搬送切断装置における保管搬送機構の棚の一部と棚に保管された複数のマークホルダーとを示す平面図である。
【図8】図6に示すマーク材の自動搬送切断装置におけるマーク材引出し切断機構を示す側面図である。
【図9】図8に示すマーク材の自動搬送切断装置におけるマークカット部を示す正面図である。
【図10】図9に示すマークカット部におけるカッタ刃について上押圧部材、下押圧部材及びマーク材とともに示す断面図である。
【図11】図6に示すマーク材の自動搬送切断装置の作動を説明する平面図である。
【図12】図6に示すマーク材の自動搬送切断装置の作動を説明する平面図である。
【図13】図12に示すマーク材の自動搬送切断装置におけるキャッチャーの作動を説明する図である。
【図14】図12に示すマーク材の自動搬送切断装置におけるキャッチャーの作動を説明する図である。
【図15】図6に示すマーク材の自動搬送切断装置の作動を説明する平面図である。
【図16】図15に示すマーク材の自動搬送切断装置におけるキャッチャーの作動を説明する図である。
【図17】図15に示すマーク材の自動搬送切断装置におけるマークカット部の作動を説明する図である。
【発明を実施するための形態】
【0033】
以下、本発明を実施するための形態について図面を参照しつつ説明する。尚、本発明の実施形態に係るマーク材の自動搬送切断装置は、ベルト構成部材の表面に転写されるマークが基材に付着したマーク材を保管場所から搬送して更にそのマーク材を所定の長さに切断するためのマーク材の自動搬送切断装置として、広く適用することができるものである
。
【0034】
図1は、マーク材100の一部を例示する斜視図である。マーク材100は、例えば、動力伝動用ベルトの帆布等として構成されるベルト構成部材(図示せず)の表面に転写されるマーク101が基材102に付着した帯状体として構成されている。マーク101は、例えば、未加硫のカラーゴム組成物(NR(天然ゴム)、CR(クロロプレンゴム)、SBR(スチレンブタジエンゴム)等のゴムに加硫剤、加硫助剤、顔料等を含んだもの)、或いは樹脂組成物として構成される。また、基材102は、例えば、ナイロン、ポリエステル、アセテート等の透明な合成樹脂フィルム、又は離型紙として構成される。
【0035】
上述したマーク材100は、製品の商標等のような比較的大きなマークを転写させる場合のような幅寸法が比較的大きくて広い形状である広幅のマーク材ではなく、製品のロット番号等のような比較的小さいマークを転写させる場合のような幅寸法が比較的小さくて狭い形状である狭幅のマーク材として設けられている。この狭幅のマーク材100は、例えば、20mm〜30mm程度の幅寸法(マーク材の長手方向と垂直な方向の寸法)のマーク材として構成されている。
【0036】
また、マーク材100は、ロール状に巻かれた巻物の状態で後述するマークホルダー103に保持され、本実施形態に係るマーク材の自動搬送切断装置で取り扱われることになる。尚、図1に示したマーク材100の形態や、上述したマーク101及び基材102の材料構成については、あくまで例示であり、ベルト構成部材の表面に転写されるマークが基材に付着して構成される種々のマーク材に関して、本実施形態に係るマーク材の自動搬送切断装置を適用することができる。
【0037】
図2は、マークホルダー103を示す斜視図である。また、図3は、マークホルダー103の側面図であり、図4は、マークホルダー103の正面図である。マークホルダー103は、マーク材100がロール状に巻かれた巻物100aを保持するユニットとして構成されている。尚、図2乃至図4では、巻物100aを保持した状態のマークホルダー103を図示している。また、巻物100aは、例えば、剛性の大きい厚紙で円筒状に形成されたロール芯100bの外周にマーク材100がロール状に巻かれることで構成されている。
【0038】
図2乃至図4に示すように、マークホルダー103は、保持ケース104と、この保持ケース104に設置される先端保持部105及び支持部106とを備えて構成されている。本実施形態においては、保持ケース104は、巻物100aを回転自在に保持するケースとして設けられ、先端保持部105及び支持部106とともに、段ボール紙で形成されている。そして、この保持ケース104は、先端保持部105及び支持部106が一体に設けられた1枚の段ボール紙が折り曲げられることで形成されている。
【0039】
また、保持ケース104は、扁平な角筒状に形成され、内側で保持する巻物100aの両側面を挟むように配置される一対の側壁(104a、104a)を有している。そして、この保持ケース104は、一対の側壁(104a、104a)が平行な状態で対向するように組み立てられることで形成される。また、一対の側壁(104a、104a)のそれぞれには、保持ケース104の内側に保持された巻物100aの側面の一部を外部に対して露出させる複数の窓104bが形成されている(図2及び図3を参照)。尚、各側壁104aには、窓104bが2つ設けられており、後述の支持部106に対してマークホルダー103の高さ方向(図2及び図3で両端矢印Aで示す方向)における両側に配置されている。
【0040】
先端保持部105は、保持ケース104における高さ方向の上端側に設置され、巻物1
00aに巻かれたマーク材100の先端部を摺動自在な状態で挟むように保持する部分として設けられている。そして、先端保持部105は、2層に重ねられた状態で配置された上側摺動部105aと下側摺動部105bとを備えて構成されている。上側摺動部105aは、一方の側壁104aに一体に形成されて高さ方向における上側でマーク材100の先端部に摺動自在に接するとともに水平に延びるよう配置されている。下側摺動部105bは、本実施形態では2つ形成され、いずれも他方の側壁104aに一体に形成されて高さ方向における下側でマーク材100の先端部に摺動自在に接するとともに水平に延びるよう配置されている。
【0041】
上記のように、先端保持部105は、2層に重ねられた状態で配置された段ボール紙部分として設けられ、保持ケース104と一体のダンボール紙で形成されることで保持ケース104に対して設置されている。尚、マークホルダー103が組み立てられる際には、マーク材100の先端部が下側摺動部105bと上側摺動部105aとの間に摺動自在に挟んだ状態で配置され、この状態が維持されるように下側摺動部105bと上側摺動部105aとの固定が行われる。
【0042】
支持部106は、一対の側壁(104a、104a)から保持ケース104の内側に向かって突出するように形成され、巻物100aを回転自在に支持する部分として設けられている。この支持部106は、保持ケース104と一体の段ボール紙で形成され、一対の側壁(104a、104a)と一体に形成された部分が折り曲げ形成されることで設けられている。そして、この支持部106は、ロール芯100bの内周に対して軸方向に沿って当接した状態で巻物100aを支持している。
【0043】
また、支持部106は、両側壁104aから内側に向かって略直角に折り曲げられたそれぞれの部分が、巻物100aのロール芯100bの内側に両側から挿入され、更に、重なった状態に配置されることで構成される。そして、支持部106が折り曲げられて形成されることで、一対の側壁(104a、104a)のそれぞれに窓104bが形成されている。尚、各側壁104aにて高さ方向における上側に配置された窓104bにおいては、その窓104bの下端側の縁部にて、支持部106が内側に折り曲げられている。また、各側壁104aにて高さ方向における下側に配置された窓104bについては、その窓104bの上端側の端部にて、支持部106が内側に折り曲げられている。
【0044】
ここで、マークホルダー103の組み立てについて説明する。図5は、マークホルダー103が組み立てられる前における平面状に広がった段ボール紙の状態を示す展開図であって、組み立て前のマークホルダー103を示す図である。マークホルダー103の保持ケース104は、図5に展開図を示す段ボール紙が組み立てられることで形成され、先端保持部105及び支持部106が一体に形成された段ボール紙によって構成される。尚、図5において実線で図示する線は、外形を表す外形線と、段ボール紙を貫通するように切込みが入れられる切り込み線とを示している。また、図5において破線で図示する線は、略直角に折り曲げられる折り曲げ加工が行われる折り曲げ線を示している。尚、図5中の網掛けでハッチングをした領域は、切り抜かれて切除される領域を示している。
【0045】
図5に展開図を示す組み立て前のマークホルダー103において、例えば、破線で示す各折り曲げ線の部分が山折に折り曲げられることで、図2乃至図4に示すマークホルダー103の保持ケース104が組み立てられることになる。そして、保持ケース104は、その内側に巻物100aが配置された状態で、一対の側壁(104a、104a)が平行な状態で対向するように上記の折り曲げ線の部分で折り曲げられて組み立てられる。そして、一対の側壁(104a、104a)が組み立てられることで、一対の側壁(104a、104a)から内側に向かって突出するように折り曲げられた支持部106が巻物100aを回転自在に支持するように構成されている。
【0046】
また、各側壁104aにおける互いに一体に連結されている側の端部とは反対側の端部には、それぞれ連結用壁部104cが一体に設けられている。そして、保持ケース104が組み立てられた状態では、各連結用壁部104cが重ねられた状態で連結される。尚、本実施形態のマークホルダー103においては、連結用壁部104cの連結が面ファスナー107を用いて行われるように構成されており、面ファスナー107を剥がして組み立て前の状態に戻すことで、マークホルダー103を繰り返して利用(再利用)できるように構成されている。
【0047】
尚、着脱自在な一対のフック部とループ部とで構成される面ファスナー107は、複数対(本実施形態では、2対)設けられている。また、一方の側壁104aには、一部が切り抜かれて切除されることで形成された複数(本実施形態では2つ)の孔104dが設けられている。そして、各孔104dに各面ファスナー107におけるフック部及びループ部の一方が取り付けられ、孔104dが形成されていない側壁104aと連続する連結用壁部104cに各面ファスナー107におけるフック部及びループ部の他方が取り付けられている。
【0048】
次に、本発明の一実施の形態に係るマーク材の自動搬送切断装置について説明する。図6は、本実施形態のマーク材の自動搬送切断装置1(以下、単に「自動搬送切断装置1」という)の平面図である。図6に示す自動搬送切断装置1は、保管搬送機構11とマーク材引出し切断機構12とを備えて構成されている。後述するように、保管搬送機構11は、巻物100aを保持するマークホルダー103を複数保管可能であるとともに、マークホルダー103を移動させて搬送可能な機構として構成されている。一方、マーク材引出し切断機構12は、保管搬送機構11にて搬送されたマークホルダー103に保持された巻物100aからマーク材100を繰り出しながら引き出すとともに、そのマーク材100を切断する機構として構成されている。
【0049】
図6に例示するように、保管搬送機構11は、移動ラック13、搬送機構14、等を備えて構成されている。移動ラック13は、棚15、棚15の下部に設置される走行部(図示せず)、等を備えて構成されている。走行部は、例えば、棚15が後述の搬送機構14によって駆動された際に、搬送機構14に設置されたレール17に沿って走行し、棚15の移動方向をガイドするための走行輪として構成されている。そして、棚15は、搬送機構14に対して、水平に延びる直線方向であるスライド方向(図6中において両端矢印Bで示す方向)に沿ってスライド移動自在に支持されている。この棚15は、巻物100aをそれぞれ保持する複数のマークホルダー103が配置され、これらの複数のマークホルダー103を保管する平板状の構造体として構成されている。
【0050】
図7は、図6における棚15の一部とこの棚15に保管された複数のマークホルダー103とを拡大して示す平面図である。棚15においてマークホルダー103が配置される上面は、平坦な面として形成されている。そして、棚15の上面には、位置決め部15aと複数の仕切り壁15bとが設置されている。
【0051】
位置決め部15aは、スライド方向と平行な方向に長く延びる一対の突起状の部分として設けられている。棚15上に配置されるマークホルダー103は、一対の突起状に形成された位置決め部15aに対してそれぞれ当接することで、自動搬送切断装置1の前後方向(図6及び図7にて両端矢印Cで示す方向)における位置が規定される(位置決めされる)ことになる。複数の仕切り壁15bは、棚15上において上方に向かって延びるとともに自動搬送装置1の前後方向に沿って延びる壁部として形成されている。そして、複数の仕切り壁15bは、スライド方向に沿って等間隔で配置されるとともに、隣り合う仕切り壁15b同士が互いに平行に配置されている。
【0052】
隣り合う仕切り壁15bの間の間隔の寸法は、一対の側壁(104a、104a)の外側の壁面同士の距離寸法であるマークホルダー103の厚み寸法に対応して、1つのマークホルダー103がほとんど傾くことなく収容される寸法に設定されている。そして、隣り合う仕切り壁15bの間の各スペースが、各マークホルダー103を保管する保管スペースを構成している。このため、各マークホルダー103は、位置決め部15aで前後方向の端部が位置決めされるとともに、仕切り壁15bの間の保管スペースに保管されることになる。これにより、マークホルダー103は、棚15上において、スライド方向に沿って直列に並ぶとともに、仕切り壁15bを介して対向するように配置されることになる。尚、このとき、各マークホルダー103は、棚15上において、先端保持部105にて保持されたマーク材100の先端部がマーク材引出し切断機構12側に向かって突出した姿勢で配置される。
【0053】
搬送機構14は、棚15を移動させるように駆動することで、棚15に配置されたマークホルダー103を移動させてマーク材引出し切断位置Pまで搬送する機構として設けられている。図6では、後述のキャッチャー18によるマーク材100の引き出し動作が行われる位置であるマーク材引出し切断位置Pについて、マークホルダー103の外形に対応する二点鎖線で図示している。尚、本実施形態では、マーク材引出し切断位置Pとして、3つのマーク材引出し切断位置(P1、P2、P3)が設定可能な自動搬送切断装置1を例示している。自動搬送切断装置1の作動に際しては、図示しない制御装置からの指令に基づいて、所定のマークホルダー103に保持された所定のマーク材100の引き出し動作が行われる位置として、マーク材引出し切断位置(P1、P2、P3)の少なくともいずれかが設定されることになる。
【0054】
搬送機構14は、この機構におけるハウジングを構成する基台16、基台16上で平行に延びるように設置された一対のレール17、基台16上で前述のスライド方向に沿って棚15を往復移動させるように駆動する駆動部(図示せず)、等を備えて構成されている。駆動部が棚15を往復移動させるよう駆動することで、棚15は、その下部に設置された走行部にてレール17に沿って走行しながらレール17の長手方向と平行なスライド方向に沿って往復移動することになる。また、上記の駆動部は、例えば、リニアモータ機構として設けられ、図示しない制御装置からの指令に基づいて作動するように構成されている。この制御装置の指令に基づく駆動部の作動により、棚15に配置された複数のマークホルダーのうちの所定のマークホルダー103がマーク材引出し切断位置Pまで移動して停止するように棚15が駆動される。これにより、所定のマークホルダー103をマーク材引出し切断位置Pまで移動させて搬送する搬送動作が行われることになる。
【0055】
図8は、マーク材引出し切断機構12を示す側面図である。図6及び図8に示すように、マーク材引出し切断機構12は、キャッチャー18、マークカット部19等を備えて構成されている。尚、図6及び図8においては、マークカット部19については、二点鎖線で示して具体的な図示を省略している。キャッチャー18は、マーク材引出し切断位置Pに搬送されたマークホルダー103に保持された巻物100aに巻かれたマーク材100の先端部を把持するとともに、巻物100aから繰り出しながらマーク材100を引き出す機構として設けられている。そして、このキャッチャー18は、クランプユニット20、スライダ23、スライドガイド24等を備え、棚15のスライド方向に対して垂直な方向に沿って水平にマーク材100を引き出すように構成されている。
【0056】
クランプユニット20としては、複数(本実施形態では、3つ)のクランプユニット(20a、20b、20c)が設けられている。そして、複数のクランプユニット(20a、20b、20c)は、棚15のスライド方向と平行に並んで配置され、後述のスライダ21に対して支持されている。また、各クランプユニット20(20a、20b、20c
)には、クランプ本体部21、クランプ本体部21に支持されるとともに互いに接近及び離間する方向に移動自在に支持された一対のクランプ部材22、等が設けられている。一対のクランプ部材22は、例えば、クランプ本体部21に供給及び排出される圧縮空気によって作動し、上下方向(高さ方向)において互いに接近する方向に移動することでマーク材100の先端部を把持するように構成されている。
【0057】
また、一対のクランプ部材22によるマーク材100の先端部の把持動作が行われる際は、離間した位置にある一対のクランプ部材22の間における開放された領域にマーク材100の先端部が挿入された状態となるように、クランプユニット20(20a、20b、20c)が移動して配置される。そして、図示しない制御装置の指令に基づいて、上述したように一対のクランプ部材22によるマーク材100の把持動作が行われることになる。
【0058】
尚、図示しない制御装置において、マーク材100が引き出される位置としてマーク材引出し切断位置P1のみが設定された場合には、クランプユニット20aのみがマーク材100の把持動作を行うように、キャッチャー18の制御が行われる。同様に、図示しない制御装置において、マーク材引出し切断位置P2のみが設定された場合にはクランプユニット20bのみがマーク材100の把持動作を行うように、マーク材引出し切断位置P3のみが設定された場合にはクランプユニット20cのみがマーク材100の把持動作を行うように、キャッチャー18の制御が行われる。また、複数のマーク材引出し切断位置Pが設定された場合には、対応する複数のクランプユニット20がマーク材100の把持動作を行うように、キャッチャー18の制御が行われる。
【0059】
スライダ23は、複数のクランプユニット20(20a、20b、20c)を支持するとともに、上下に並んで水平方向に沿って平行に配置された複数本のスライドガイド24に対してスライド移動自在に支持されている。複数本のスライドガイド24は、水平で棚15のスライド方向と垂直な方向(即ち、自動搬送切断装置1の前後方向)に平行に延びるように配置されており、スライダ23がこれらのスライドガイド24に沿って前後方向に移動することになる。尚、スライダ23及びスライドガイド24は、例えば、電動シリンダやリニアモータを用いて構成されている。
【0060】
また、スライダ23は、図6及び図8に示す位置からマーク材引出し切断位置Pに向かってスライド移動し、開放状態にある一対のクランプ部材22の間にマーク材100の先端部が配置される位置で停止する。そして、その位置で、前述したように一対のクランプ部材22によるマーク材100の把持動作が行われることになる。マーク材100の把持動作が行われると、スライダ23は、図6及び図8に示す位置までスライド移動して戻り、これにより、マーク材100が巻物100aから繰り出されながら棚15のスライド方向に対して垂直な方向に沿って引き出されることになる。尚、この場合、図示しない制御装置において設定されたマーク材引出し切断位置(P1、P2、P3)に対応するクランプユニット20による把持動作が行われ、そのマーク材引出し切断位置(P1、P2、P3)に搬送された所定のマークホルダー103に保持された巻物100aからマーク材100が引き出されることになる。
【0061】
図9は、マークカット部19を示す正面図である。図6、図8及び図9に示すマークカット部19は、キャッチャー18によって引き出されたマーク材100を押圧し、切断する機構として設けられている。そして、このマークカット部19は、図9によく示すように、下押圧部材25、上押圧部材27、押圧駆動部28、複数セット設けられたカッタ刃29、カッタシリンダ32等を備えて構成されている。
【0062】
下押圧部材25は、マークカット部19の基台部19aに対して垂直上方に向かって延
びるとともに左右方向(棚15のスライド方向と平行な方向)に広がって配置される板状の部材を備えて構成されており、下端側において基台部19aに固定されている。また、下押圧部材25の上端側には、各クランプユニット20(20a、20b、20c)に対向する位置に溝26(26a、26b、26c)が形成されている。即ち、クランプユニット20aに対向する位置に溝26aが、クランプユニット20bに対向する位置に溝26bが、クランプユニット20cに対向する位置に溝26cが、それぞれ設けられている。これにより、前述したクランプユニット20によるマーク材100の把持動作が行われる際には、各クランプユニット20(20a、20b、20c)における一対のクランプ部材22が、それぞれ各溝26(26a、26b、26c)を通過してマーク材100を把持可能に構成されている。
【0063】
上押圧部材27は、下押圧部材25に対して上方で対向して配置されており、基台部19aから垂直上方に向かって延びるように設置された支柱19bに対して、押圧駆動部28を介して上下方向に移動自在に支持されている。尚、図9に示す状態では、上押圧部材27は下押圧部材25に対して上方に離間した位置に位置している。これにより、上押圧部材27と下押圧部材25とは、開放状態となっており、それらの間にはマーク材100が通過可能な空間が形成されている。この図9に示す状態から、図示しない制御装置からの指令に基づいて押圧駆動部28が作動することで、上押圧部材27が下押圧部材25に向かって下方に移動するように駆動され、キャッチャー18のクランプユニット20(20a、20b、20c)によって引き出されたマーク材100が押圧されて挟持されることになる。尚、このとき、マーク材100は、下押圧部材25に対しては溝26(26a、26b、26c)の両側の縁部にて当接し、上押圧部材27と下押圧部材25との間で挟持されることになる。また、押圧駆動部28は、支柱19bに設置され、例えば、エアシリンダ機構として構成されている。そして、押圧駆動部28は、図示しない圧縮空気給排系統を通じて圧縮空気が供給及び排出されることで、上下方向に上押圧部材27を駆動するように構成されている。
【0064】
図10は、カッタ刃29について上押圧部材27、下押圧部材32及びマーク材100とともに示す断面図である。尚、図10は、溝26の縁部分に対応する位置での断面図であり、上押圧部材27と下押圧部材25との間でマーク材100が挟持されている位置での断面図を示している。
【0065】
図9及び図10に示すカッタ刃29としては、複数セット(本実施形態では、3セット)のカッタ刃(29a、29b、29c)が設けられている。カッタ刃29aはクランプユニット20aによって引き出されたマーク材100を切断する刃として、カッタ刃29bはクランプユニット20bによって引き出されたマーク材100を切断する刃として、カッタ刃29cはクランプユニット20cによって引き出されたマーク材100を切断する刃として、それぞれ設けられている。そして、各カッタ刃29(29a、29b、29c)は、上押圧部材27及び下押圧部材25の間で押圧されて挟持されたマーク材100を上方から下方に向かって切断するように設けられている。カッタ刃29の下端側に形成された刃先が図10にて二点鎖線で示すように下方に向かって移動することで、上押圧部材27及び下押圧部材25の間で挟持されたマーク材100が切断されることになる。尚、本実施形態では、カッタ刃29として、複数セットのカッタ刃(29a、29b、29c)が設けられている形態を例示しているが、この通りでなくてもよく、1セットの大きなカッタ刃が設けられている形態であってもよい。
【0066】
また、複数のカッタ刃29(29a、29b、29c)は、その上端側において、カッタホルダ30に対して保持されている。カッタホルダ30は、例えば、複数のボルトで固定される2枚のプレート部材で形成されており、カッタ刃29の刃替え作業を容易に行うことができるように構成されている。また、カッタホルダ30は、その上方に配置された
カッタ支持フレーム31に対して上下方向に移動自在に支持されている。そして、カッタ支持フレーム31は、押圧駆動部28に取り付けられており、押圧駆動部28の作動に伴って、上押圧部材27とともに上下方向に移動するように設けられている。
【0067】
カッタシリンダ32は、複数のカッタ刃29(29a、29b、29c)を保持したカッタホルダ30をカッタ支持フレーム31に対して上下方向において相対移動させる機構として設けられ、例えば、エアシリンダ機構として構成されている。このカッタシリンダ32には、下端側の端部がカッタ支持フレーム31に固定されたシリンダ部32aと、このシリンダ部32aに対して下方に向かって突出するよう配置されるロッド部32bとが設けられている。ロッド部32bの下端側は、カッタホルダ30に固定されている。そして、ロッド部32bが下方に向かってシリンダ部32aから突出することで、そのロッド部32bとともにカッタホルダ30に保持されたカッタ刃29が下方に突出し、上押圧部材27及び下押圧部材25で挟持されたマーク材100がカッタ刃29によって切断されることになる。
【0068】
次に、上述した自動搬送切断装置1の作動について、図11乃至図17を参照しながら説明する。自動搬送切断装置1においては、保管搬送機構11にて所定のマークホルダー103をマーク材引出し切断位置Pまで搬送し、そのマークホルダー103に保持された巻物100aからマーク材100を引き出して所定の長さに切断するまでの動作が、作業者による図示しない操作盤の操作が行われることで開始され、以降、図示しない制御装置からの指令に基づいて全て自動で行われることになる。
【0069】
自動搬送切断装置1の作動が開始されると、搬送機構14が作動し、複数のマークホルダー103が保管された棚15がスライド方向に移動するように駆動される。そして、図11の平面図に示すように、マーク材100が引き出されて切断される対象となる所定のマークホルダー103(以下、他のマークホルダー103と区別して説明するため、「マークホルダー103a」ともいう)がマーク材引出し切断位置P1まで搬送される。尚、本実施形態では、マークホルダー103aに保持された所定のマーク材100が引き出される位置としてマーク材引出し切断位置P1が設定された場合を例にとって説明する。また、図11では、マーク材引出し切断位置P1の二点鎖線での図示を省略している。搬送機構14は、マーク材引出し切断位置P1にマークホルダー103aが到達するまで棚15を移動させるように駆動し、マークホルダー103aがマーク材引出し切断位置P1に到達した時点で棚15の移動を停止させる。これにより、マークホルダー103aがマーク材引出し切断位置P1まで搬送されることになる。
【0070】
マーク材引出し切断位置P1にマークホルダー103aが搬送されて配置されると、マーク材引出し切断機構12のキャッチャー18が作動する。そして、キャッチャー18のスライダ23がスライドガイド24に沿ってマーク材引出し切断位置P(P1)に向かって移動し、クランプユニット20aにおける一対のクランプ部材22の間にマークホルダー103aに保持された巻物100aのマーク材100の先端部が挿入された状態で、スライダ23が停止することになる。
【0071】
図13(a)は、一対のクランプ部材22の間にマーク材100の先端部が配置された状態におけるマークカット部19を示す正面図である。また、図14(a)は、その状態におけるキャッチャー18を示す側面図である。この状態では、図13(a)によく示すように、クランプユニット20aにおける一対のクランプ部材22のうちの下方に配置されたクランプ部材22については、下押圧部材25と干渉すること無く、その溝26aを通過して停止した状態となっている。尚、図13ではクランプユニット20とその一対のクランプ部材22については破線で示しており、図14ではマークカット部19については二点鎖線で示している。
【0072】
一対のクランプ部材22の間にマーク材100の先端部が配置された図13(a)及び図14(a)に示す状態になると、続いて、クランプユニット20aが作動し、図13(b)及び図14(b)に示すように、クランプユニット20aにおける一対のクランプ部材22によるマーク材100の把持動作が行われる。尚、本実施形態では、マーク材100が引き出される位置としてマーク材引出し切断位置P1のみが設定されているため、クランプユニット20aにおいてのみ把持動作が行われ、クランプユニット20b及びクランプユニット20cでは把持動作は行われないことになる。
【0073】
クランプユニット20aにおける一対のクランプ部材22によるマーク材100の把持動作が行われると、図15の自動搬送切断装置1の平面図及び図16のキャッチャー18の側面図に示すように、クランプユニット20aによってマーク材100が把持されたままの状態で、スライダ23がマーク材引出し切断位置P1から離れた所定の位置まで移動することになる。これにより、マークホルダー103aに保持された巻物100aに巻かれたマーク材100が、巻物100aから繰り出されながら所定の長さ分だけ引き出されることになる。
【0074】
尚、マーク材100が引き出される際には、マークホルダー103aにおいては、巻物100aが支持部106で支持された状態でマーク材100aを繰り出す方向に回転するとともに、マーク材100aが先端保持部105における上側摺動部105a及び下側摺動部105bの間でこれらに摺動しながら繰り出されることになる。また、引き出されたマーク材100は、マークカット部19における上押圧部材27と下押圧部材25との間を挿通した状態で配置されている。
【0075】
キャッチャー18によるマーク材100の引出し動作が終了すると、続いて、図17のマークカット部19の正面図に示すように、マークカット部19によるマーク材100の切断動作が行われる。この切断動作では、まず、図17(a)に示すように、押圧駆動部28が作動し、上押圧部材27が下押圧部材25に向かって移動する。そして、上押圧部材27が下押圧部材25に対してマーク材100を押圧した状態で停止し、上押圧部材27と下押圧部材25との間でマーク材100が挟持されることになる。この状態から、更に、図17(b)に示すように、カッタシリンダ32が作動し、上押圧部材27と下押圧部材25との間で挟持されたマーク材100をカッタ刃29aが切断することになる。これにより、マーク材100が所定の長さに切断されることになる。
【0076】
マークカット部19によるマーク材100の切断動作が終了すると、クランプユニット20aによるマーク材100の把持動作が解除される。そして、所定の長さに切断されたマーク材100は、作業者により、次の工程で用いられるために自動搬送切断装置1から別の装置等へ移動されることになる。尚、その後、自動搬送切断装置1においては、図12乃至図17に示した工程が同様に繰り返され、マークホルダー103aの巻物100aからマーク材100が引き出されて所定の長さに切断される動作が繰り返されることになる。
【0077】
以上説明したように、自動搬送切断装置1によると、保管搬送機構11において、搬送機構14によって、複数のマークホルダー103が配置されて保管された棚15が駆動され、所定のマーク材100の巻物100aを保持するマークホルダー103がマーク材引出し切断位置Pまで搬送される。そして、マーク材引出し切断位置Pにおいて、キャッチャー18によって、マークホルダー103に保持された巻物100aに巻かれたマーク材100の先端部が把持されて繰り出されながら引き出される。キャッチャー18による引出し動作が終了すると、マークカット部19が作動することで、押圧保持されたマーク材100が所定の長さに切断されることになる。このように、保管場所である棚15ととも
にマーク材100の巻物100aを移動して搬送し、更にマーク材100を引き出して所定の長さに切断するまでの作業が、自動搬送切断装置1が作動することで、自動で行われることになる。
【0078】
上記により、自動搬送切断装置1によると、作業者の手作業によって保管場所から所定のマーク材100を取り出して切断作業場所まで搬送して更にマーク材100を所定の長さに切断するような作業を無くすことができ、自動化による省人化を図ることができる。また、上記作業の無人化を図ることができるため、作業者に起因するような作業能力の低下が生じないことになり、装置の運転速度を調整することで、大幅に作業能力の向上を図ることができる。更に、作業者が保管場所から対象となるマーク材100を取り出すことがないため、作業者が誤ったマーク材100を段取りしてしまうような作業ミスの発生も無くすことができる。
【0079】
また、自動搬送切断装置1では、保管搬送機構11において、マーク材100の巻物100aを保持するマークホルダー103が複数配置された棚15が移動することで、この棚15とともに所定のマーク材100の巻物100aを保持するマークホルダー103がマーク材引出し切断位置Pまで搬送される。このため、狭幅のマーク材100の巻物100aを保持するマークホルダー103を無駄な保管スペースを発生させてしまうことなく、保管搬送機構11における棚15に密集させて配置して保管することができる。そして、狭幅のマーク材100を保持するマークホルダー103が複数密集して保管された棚15がその保管状態のまま搬送機構14によって駆動され、これにより、所定のマーク材100の巻物100aを保持するマークホルダー103がマーク材引出し切断位置Pまで搬送され、速やかに、マーク材引出し切断機構12によるマーク材100の切断が行われることになる。このため、狭幅のマーク材100に対応して保管スペースを有効的に活用することができる。
【0080】
従って、本実施形態によると、保管場所から所定のマーク材100を搬送して更にマーク材100を所定の長さに切断する作業を自動で行うことができ、自動化による省人化が可能であり、作業者に起因する作業能力の低下を無くして作業能力の向上を図り、誤ったマーク材100を段取りしてしまう作業ミスの発生も無くすことができ、更に、狭幅のマーク材100に対応して保管スペースを有効的に活用することができる、マーク材の自動搬送切断装置1を提供することができる。
【0081】
また、自動搬送切断装置1によると、保管搬送機構11における棚15が、搬送機構14によって、マーク材100が引き出される方向に垂直で水平に延びる直線方向であるスライド方向にて往復移動するよう駆動され、マークホルダー103の搬送が行われる。このため、保管搬送機構11について、マーク材100が引き出される方向に垂直な方向にのみ沿って複数のマークホルダー103を保管した棚15を駆動する機構として構成することができる。これにより、保管搬送機構11について、構造の簡素化を図ることができるとともに、設置スペースをコンパクト化してスペース効率良く設置することができる。
【0082】
また、自動搬送切断装置1によると、マークホルダー103が、棚15上において、マーク材100が引き出される方向に垂直なスライド方向に沿って直列に並ぶとともに隣同士で仕切り壁15aを介して対向するように配置されるため、更にスペース効率良くマークホルダー103を保管することができる。
【0083】
また、自動搬送切断装置1によると、マーク材100の巻物100aが保持ケース104に対して回転自在に保持され、回転自在に保持された巻物100aにおけるマーク材100の先端部が先端保持部105によって摺動自在な状態で挟まれて保持される。このため、先端保持部105で摺動自在に保持されたマーク材100の先端部をキャッチャー1
8で容易に把持することができ、更に、この先端部をキャッチャー18が引き出すことで、巻物100aが回転するとともにマーク材100が先端保持部105の間で摺動し、マーク材100が繰り出されて容易に引き出されることになる。従って、キャッチャー18によって、マーク材100の先端部を容易に把持できるとともに、巻物100aからマーク材100を繰り出しながら容易に引き出すことができるマークホルダー103を簡素な構成によって実現することができる。
【0084】
また、自動搬送切断装置1によると、保持ケース104において巻物100aの両側面を挟むように配置される一対の側壁(104a、104a)に、巻物100aの側面の一部を外部に露出させる窓104bが形成される。このため、作業者は、外部から巻物100aの側面を視認可能なこの窓104bを介して、巻物100aに巻かれた状態で残っているマーク材100の残量を観察することができる。
【0085】
また、自動搬送切断装置1によると、一対の側壁(104a、104a)から内側に突出する支持部106に巻物100aを支持させた状態でこの一対の側壁(104a、104a)を平行に対向するように組み立てることで、巻物100aが回転自在に装着されて保持された保持ケース104を容易に構成することができる。従って、巻物100aを保持ケース104に回転自在に保持するように容易に装着することができるマークホルダー103を簡素な構造で実現することができる。
【0086】
また、自動搬送切断装置1によると、一対の側壁(104a、104a)と一体の部分を折り曲げることで容易に支持部106を形成することができる。そして、一対の側壁(104a、104a)における支持部106を折り曲げた後の領域をマーク材100の残量の観察用の窓104bとして有効的に活用することができる。
【0087】
また、自動搬送切断装置1によると、保持ケース104が段ボール紙で形成される。このため、狭幅のマーク材100の巻物100aを保持するマークホルダー103の保持ケース104について、軽量化を図ることができ、加工が容易な段ボール紙により容易に形成でき、更に、低コストで製造することができる。
【0088】
また、自動搬送切断装置1によると、1枚の段ボール紙の折り曲げ加工によって保持ケース104が形成されるため、保持ケース104を製造する際における加工工数や組み立て工数を削減できる。
【0089】
また、自動搬送切断装置1によると、先端保持部105が、2層に重ねられた状態で配置される段ボール紙部分として設けられ、保持ケース104に一体に形成されることで保持ケース104に設置される。このため、マーク材100の先端部を摺動自在な状態で挟むように保持する先端保持部105について、構造の簡素化とともに軽量化を図ることができ、加工が容易な段ボール紙により容易に形成でき、更に、低コストで製造することができる。
【0090】
以上、本発明の実施形態について説明したが、本発明は上述の実施の形態に限られるものではなく、特許請求の範囲に記載した限りにおいて様々に変更して実施することができる。即ち、マークホルダー、棚、搬送機構、キャッチャー、マークカット部の形態については、特許請求の範囲に記載した限りにおいて種々変更して実施してもよい。
【0091】
また、本実施形態においては、マークホルダーが、棚上において、スライド方向に沿って直列に並ぶとともに、隣同士において仕切り壁を介して対向するように配置される形態を例にとって説明したが、この通りでなくてもよい。マークホルダーが、棚上において、スライド方向に沿って直列に並ぶとともに、隣同士において互いに接するように配置され
る形態であってもよい。
【0092】
また、本実施形態においては、マークホルダーの保持ケースが1枚の段ボール紙で形成される形態を例にとって説明したが、この通りでなくてもよい。保持ケースは、段ボール紙以外の材料(例えば、樹脂材料)によって形成されるものであってもよい。また、保持ケースは、複数枚の段ボール紙が組み合わされることで形成されるものであってもよい。
【0093】
また、本実施形態においては、2層に重ねられた状態で配置された段ボール紙部分として設けられた先端保持部が、保持ケースと一体の段ボール紙で形成されることで保持ケースに対して設置されている形態を例にとって説明したが、この通りでなくてもよい。2層に重ねられた状態で配置された段ボール紙部分として設けられた先端保持部が、保持ケースに対して別体の段ボール紙片として形成されて係合することで保持ケースに対して設置されている形態であってもよい。
【産業上の利用可能性】
【0094】
本発明は、ベルト構成部材の表面に転写されるマークが基材に付着したマーク材を保管場所から搬送して更にそのマーク材を所定の長さに切断するためのマーク材の自動搬送切断装置として、広く適用することができるものである。
【符号の説明】
【0095】
1 マーク材の自動搬送切断装置
11 保管搬送機構
12 マーク材引出し切断装置
14 搬送機構
15 棚
18 キャッチャー
19 マークカット部
100 マーク材
100a 巻物
101 マーク
102 基材
103 マークホルダー
P、P1、P2、P3 マーク材引出し切断位置
【特許請求の範囲】
【請求項1】
ベルト構成部材の表面に転写されるマークが基材に付着して構成されたマーク材がロール状に巻かれた巻物を保持するマークホルダーを複数保管可能であるとともに、当該マークホルダーを移動させて搬送可能な保管搬送機構と、
前記保管搬送機構にて搬送された前記マークホルダーに保持された前記巻物から前記マーク材を繰り出しながら引き出すとともに、当該マーク材を切断するマーク材引出し切断機構と、
を備え、
前記保管搬送機構は、
複数の前記マークホルダーが配置され、複数の当該マークホルダーを保管する棚と、
前記棚を移動させるように駆動することで、当該棚に配置された前記マークホルダーを移動させてマーク材引出し切断位置まで搬送する搬送機構と、
を有し、
前記マーク材引出し切断機構は、
前記マーク材引出し切断位置に搬送された前記マークホルダーに保持された前記巻物に巻かれた前記マーク材の先端部を把持するとともに、前記巻物から繰り出しながら前記マーク材を引き出すキャッチャーと、
前記キャッチャーによって引き出された前記マーク材を押圧し、切断するマークカット部と、
を有していることを特徴とする、マーク材の自動搬送切断装置。
【請求項2】
請求項1に記載のマーク材の自動搬送切断装置であって、
前記棚は、水平に延びる直線方向であるスライド方向に沿ってスライド移動自在に支持され、
前記搬送機構は、前記棚を前記スライド方向に沿って往復移動させるように駆動し、
前記キャッチャーは、前記スライド方向に対して垂直な方向に沿って前記マーク材を引き出すことを特徴とする、マーク材の自動搬送切断装置。
【請求項3】
請求項2に記載のマーク材の自動搬送切断装置であって、
前記マークホルダーは、前記棚上において、前記スライド方向に沿って直列に並ぶとともに、隣同士において互いに接するように又は仕切り壁を介して対向するように配置されることを特徴とする、マーク材の自動搬送切断装置。
【請求項4】
請求項1乃至請求項3のいずれか1項に記載のマーク材の自動搬送切断装置であって、
前記マークホルダーは、
前記巻物を回転自在に保持する保持ケースと、
前記保持ケースに設置され、前記巻物に巻かれた前記マーク材の先端部を摺動自在な状態で挟むように保持する先端保持部と、
を有していることを特徴とする、マーク材の自動搬送切断装置。
【請求項5】
請求項4に記載のマーク材の自動搬送切断装置であって、
前記保持ケースは、前記巻物の両側面を挟むように配置される一対の側壁を有し、
前記一対の側壁のうちの少なくともいずれかには、前記巻物の側面の一部を外部に対して露出させる窓が形成されていることを特徴とする、マーク材の自動搬送切断装置。
【請求項6】
請求項5に記載のマーク材の自動搬送切断装置であって、
前記保持ケースは、前記一対の側壁が平行な状態で対向するように組み立てられることで形成され、前記一対の側壁が組み立てられることで当該一対の側壁から内側に向かって突出するよう形成された支持部が前記巻物を回転自在に支持することを特徴とする、マー
ク材の自動搬送切断装置。
【請求項7】
請求項6に記載のマーク材の自動搬送切断装置であって、
前記支持部は、前記一対の側壁と一体に形成された部分が折り曲げ形成されることで設けられ、
前記一対の側壁には、前記支持部が折り曲げられることで前記窓の少なくとも一部が形成されることを特徴とする、マーク材の自動搬送切断装置。
【請求項8】
請求項4乃至請求項7のいずれか1項に記載のマーク材の自動搬送切断装置であって、
前記保持ケースは、段ボール紙で形成されていることを特徴とする、マーク材の自動搬送切断装置。
【請求項9】
請求項8に記載のマーク材の自動搬送切断装置であって、
前記保持ケースは、1枚の段ボール紙が折り曲げられることで形成されていることを特徴とする、マーク材の自動搬送切断装置。
【請求項10】
請求項8又は請求項9に記載のマーク材の自動搬送切断装置であって、
前記先端保持部は、2層に重ねられた状態で配置された段ボール紙部分として設けられ、前記保持ケースと一体の段ボール紙で形成されることで、又は前記保持ケースに対して別体の段ボール紙片として形成されて係合することで、前記保持ケースに対して設置されていることを特徴とする、マーク材の自動搬送切断装置。
【請求項1】
ベルト構成部材の表面に転写されるマークが基材に付着して構成されたマーク材がロール状に巻かれた巻物を保持するマークホルダーを複数保管可能であるとともに、当該マークホルダーを移動させて搬送可能な保管搬送機構と、
前記保管搬送機構にて搬送された前記マークホルダーに保持された前記巻物から前記マーク材を繰り出しながら引き出すとともに、当該マーク材を切断するマーク材引出し切断機構と、
を備え、
前記保管搬送機構は、
複数の前記マークホルダーが配置され、複数の当該マークホルダーを保管する棚と、
前記棚を移動させるように駆動することで、当該棚に配置された前記マークホルダーを移動させてマーク材引出し切断位置まで搬送する搬送機構と、
を有し、
前記マーク材引出し切断機構は、
前記マーク材引出し切断位置に搬送された前記マークホルダーに保持された前記巻物に巻かれた前記マーク材の先端部を把持するとともに、前記巻物から繰り出しながら前記マーク材を引き出すキャッチャーと、
前記キャッチャーによって引き出された前記マーク材を押圧し、切断するマークカット部と、
を有していることを特徴とする、マーク材の自動搬送切断装置。
【請求項2】
請求項1に記載のマーク材の自動搬送切断装置であって、
前記棚は、水平に延びる直線方向であるスライド方向に沿ってスライド移動自在に支持され、
前記搬送機構は、前記棚を前記スライド方向に沿って往復移動させるように駆動し、
前記キャッチャーは、前記スライド方向に対して垂直な方向に沿って前記マーク材を引き出すことを特徴とする、マーク材の自動搬送切断装置。
【請求項3】
請求項2に記載のマーク材の自動搬送切断装置であって、
前記マークホルダーは、前記棚上において、前記スライド方向に沿って直列に並ぶとともに、隣同士において互いに接するように又は仕切り壁を介して対向するように配置されることを特徴とする、マーク材の自動搬送切断装置。
【請求項4】
請求項1乃至請求項3のいずれか1項に記載のマーク材の自動搬送切断装置であって、
前記マークホルダーは、
前記巻物を回転自在に保持する保持ケースと、
前記保持ケースに設置され、前記巻物に巻かれた前記マーク材の先端部を摺動自在な状態で挟むように保持する先端保持部と、
を有していることを特徴とする、マーク材の自動搬送切断装置。
【請求項5】
請求項4に記載のマーク材の自動搬送切断装置であって、
前記保持ケースは、前記巻物の両側面を挟むように配置される一対の側壁を有し、
前記一対の側壁のうちの少なくともいずれかには、前記巻物の側面の一部を外部に対して露出させる窓が形成されていることを特徴とする、マーク材の自動搬送切断装置。
【請求項6】
請求項5に記載のマーク材の自動搬送切断装置であって、
前記保持ケースは、前記一対の側壁が平行な状態で対向するように組み立てられることで形成され、前記一対の側壁が組み立てられることで当該一対の側壁から内側に向かって突出するよう形成された支持部が前記巻物を回転自在に支持することを特徴とする、マー
ク材の自動搬送切断装置。
【請求項7】
請求項6に記載のマーク材の自動搬送切断装置であって、
前記支持部は、前記一対の側壁と一体に形成された部分が折り曲げ形成されることで設けられ、
前記一対の側壁には、前記支持部が折り曲げられることで前記窓の少なくとも一部が形成されることを特徴とする、マーク材の自動搬送切断装置。
【請求項8】
請求項4乃至請求項7のいずれか1項に記載のマーク材の自動搬送切断装置であって、
前記保持ケースは、段ボール紙で形成されていることを特徴とする、マーク材の自動搬送切断装置。
【請求項9】
請求項8に記載のマーク材の自動搬送切断装置であって、
前記保持ケースは、1枚の段ボール紙が折り曲げられることで形成されていることを特徴とする、マーク材の自動搬送切断装置。
【請求項10】
請求項8又は請求項9に記載のマーク材の自動搬送切断装置であって、
前記先端保持部は、2層に重ねられた状態で配置された段ボール紙部分として設けられ、前記保持ケースと一体の段ボール紙で形成されることで、又は前記保持ケースに対して別体の段ボール紙片として形成されて係合することで、前記保持ケースに対して設置されていることを特徴とする、マーク材の自動搬送切断装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2011−157146(P2011−157146A)
【公開日】平成23年8月18日(2011.8.18)
【国際特許分類】
【出願番号】特願2010−17933(P2010−17933)
【出願日】平成22年1月29日(2010.1.29)
【出願人】(000006068)三ツ星ベルト株式会社 (730)
【公開日】平成23年8月18日(2011.8.18)
【国際特許分類】
【出願日】平成22年1月29日(2010.1.29)
【出願人】(000006068)三ツ星ベルト株式会社 (730)
[ Back to top ]