
ミスト加工用潤滑剤及びミスト加工方法
【課題】アルミニウム又はアルミニウム合金の切削加工を行う際に用いることができ、環境負荷が小さく、工具刃先への溶着を抑制することができるミスト加工用潤滑剤、及び該ミスト加工用潤滑剤を用いたミスト加工方法を提供する。
【解決手段】水酸基を有する水溶性液状化合物、又は当該水溶性液状化合物の水溶液を含み、アルミニウム又はアルミニウム合金の切削加工時において、ダイヤモンドライクカーボンでコーティングした工具の刃先加工点にミスト状にして供給する、ミスト加工用潤滑剤、及び該ミスト加工用潤滑剤を用いたミスト加工方法とする。
【解決手段】水酸基を有する水溶性液状化合物、又は当該水溶性液状化合物の水溶液を含み、アルミニウム又はアルミニウム合金の切削加工時において、ダイヤモンドライクカーボンでコーティングした工具の刃先加工点にミスト状にして供給する、ミスト加工用潤滑剤、及び該ミスト加工用潤滑剤を用いたミスト加工方法とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ミスト加工用潤滑剤、及び該ミスト加工用潤滑剤を用いたアルミニウム又はアルミニウム合金のミスト加工方法に関する。
【背景技術】
【0002】
従来の自動車や航空機や種々の機械産業の工場で実施されているアルミニウム又はアルミニウム合金の切削加工においては、超硬合金やハイス鋼からなる工具加工点に多量の切削油剤を供給していた。このような従来の汎用技術では、切削油剤を循環・供給するために大型のポンプを常時稼動させる必要がある上、劣化した多量の切削油剤を処理する必要があった。また、従来の切削油剤には、切削性能を向上させるために環境負荷の高いS系、P系、Cl系の添加剤が含まれており、これらの添加剤の改良が要求されていた。従って、これらの切削油剤の供給量の減少や低環境負荷潤滑剤への変更は、石油資源消費量の削減のみならず工場現場での環境改善にも大きく貢献できる。
【0003】
切削油剤の供給量削減技術としては、例えば、非特許文献1にMQL(Minimum Quantity Lubrication)技術が開示されている。当該MQL技術は、切削油剤をミスト状にして工具加工点に供給することによって、使用する切削油剤の量を減らすことができる技術である。また、特許文献1には、ダイヤモンドライクカーボン(「DLC」と表記することがある。)でコーティングされた工具とエステル含有潤滑油を組み合わせた切削加工にかかわる技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−008851号公報
【非特許文献】
【0005】
【非特許文献1】トライボロジスト第53巻第1号(2008)p4解説記事「環境対応型切削技術におけるトライボロジーの役割」
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記非特許文献1に開示されている技術、及び特許文献1に開示されている技術はともに環境に配慮されてはいるものの、油性の潤滑剤を用いているため、工具や被切削材の冷却効果が不十分であった。そのため、アルミニウム又はアルミニウム合金の切削加工で最も問題となっている溶着物の発生を十分に抑制することが困難であった。
【0007】
本発明は上記の問題点に鑑みてなされたものであり、アルミニウム又はアルミニウム合金の切削加工を行う際に用いることができ、環境負荷が小さく、工具刃先への溶着を抑制することができるミスト加工用潤滑剤、及び該ミスト加工用潤滑剤を用いたミスト加工方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
本発明者らは、アルミニウム又はアルミニウム合金の切削加工時に用いるミスト加工用潤滑剤、及びアルミニウム又はアルミニウム合金の切削加工方法について鋭意研究を重ねた結果、アルミニウム又はアルミニウム合金の切削加工時に、高密度DLCでコーティングされた工具と低環境負荷水溶性ミスト加工用潤滑剤とを組合せることによって、被切削材(アルミニウム又はアルミニウム合金)と切削工具との間の摩擦係数を低減し、被切削材が切削工具の刃先に溶着することを抑制できることを見出した。すなわち、高密度DLCでコーティングされた工具及び低環境負荷水溶性ミスト加工用潤滑剤を組合せることによって、従来の工具及び切削油剤の組合せと同等の切削性能を得ながら、切削点の仕事量や切削廃油量の削減、なおかつ工具寿命を大幅に増大させることができ、地球環境負荷を大幅に軽減できることを見出した。本発明は、こうした知見に基づいてなされたものである。以下、本発明について説明する。
【0009】
第1の本発明は、水酸基を有する水溶性液状化合物、又は当該水溶性液状化合物の水溶液を含み、アルミニウム又はアルミニウム合金の切削加工時において、ダイヤモンドライクカーボンでコーティングした工具の刃先加工点にミスト状にして供給するミスト加工用潤滑剤を提供することにより、前記課題を解決する。
【0010】
上記第1の本発明のミスト加工用潤滑剤において、水溶性液状化合物が、炭素数1〜4の水溶性アルコール、水溶性糖類、及び糖アルコールから選ばれる1種又は2種以上の混合物であることが好ましい。炭素数の少ない化合物は揮発性が高く、冷却効果が高いため、工具刃先への溶着を抑制し易い。また、水酸基が多い糖類などは、切削によって生じるアルミニウム摩耗粉の表面に水酸基が物理吸着し易いため、該摩耗粉の活性を低下させ、工具刃先への溶着を抑制し易い。
【0011】
また、上記第1の本発明のミスト加工用潤滑剤は、動粘度が30mm2/s(40℃)以下であることが好ましい。ミスト加工用潤滑剤の動粘度を上記範囲とすることによって、ミスト加工用潤滑剤をミスト化することが容易になるからである。
【0012】
また、上記第1の本発明のミスト加工用潤滑剤は、旋削バイト、ドリル、エンドミル、タップ、リーマ、又はカッターによる切削加工において好適に用いることができる。
【0013】
また、上記第1の本発明のミスト加工用潤滑剤は、密度3.0g/cm3以上の高密度のta−C(tetrahedral amorphous carbon)から成るダイヤモンドライクカーボンでコーティングした工具による切削加工において好適に用いることができる。高密度のta−Cを用いることによって、工具の表面に硬度が高くて耐熱性も高い膜を形成することができるため、工具の耐摩耗性向上効果が得られ、その結果、工具の耐用寿命を長くし、切削性を良好に保つことができる。また、水酸基等の極性基を有する潤滑剤供給下での顕著な摩擦低減が得られる。
【0014】
また、上記第1の本発明のミスト加工用潤滑剤は、粒径が5μm以下のミスト状にして供給することが好ましい。ミスト加工用潤滑剤を粒径が5μm以下のミスト状にすることによって、ミスト加工用潤滑剤が工具と被切削材との間(切削面)に供給され易くなり、またミスト加工用潤滑剤が揮発し易くもなるため、潤滑効果ならびに冷却効果の向上を図れるからである。
【0015】
第2の本発明は、ダイヤモンドライクカーボンでコーティングした工具の刃先加工点に、上記第1の本発明のミスト加工用潤滑剤を供給しながら、アルミニウム又はアルミニウム合金を切削する、ミスト加工方法を提供することにより、前記課題を解決する。
【0016】
上記第2の本発明のミスト加工方法において、ミスト加工用潤滑剤の供給量を2000cc/h以下とすることが好ましい。環境負荷低減の観点からは潤滑剤の使用量は極力抑えることが好ましく、ミスト加工用潤滑剤の供給量を2000cc/h以下としても工具刃先への溶着を抑制することができるからである。
【0017】
また、上記第2の本発明のミスト加工方法は、密度3.0g/cm3以上の高密度のta−C(tetrahedral amorphous carbon)から成るダイヤモンドライクカーボンでコーティングした工具を用いたミスト加工において好適に用いることができる。
【0018】
また、上記第2の本発明のミスト加工方法において、粒径が5μm以下のミスト状にしてミスト加工用潤滑剤を供給することが好ましい。
【発明の効果】
【0019】
第1の本発明は、アルミニウム又はアルミニウム合金の切削加工を行う際に用いることができ、環境負荷が小さく、工具刃先への溶着を抑制することができるミスト加工用潤滑剤を提供することができる。
【0020】
第2の本発明は、上記第1の本発明のミスト加工用潤滑剤を用いることにより、アルミニウム又はアルミニウム合金の切削加工を行う際の環境負荷を小さくするとともに、工具刃先への溶着を抑制することができるミスト加工方法を提供することができる。
【図面の簡単な説明】
【0021】
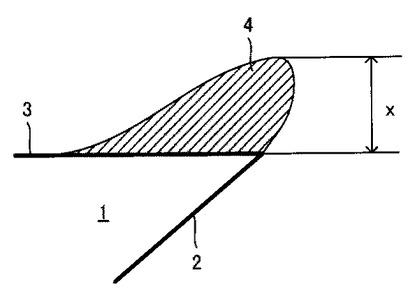
【図1】旋削加工試験を実施したあとに旋削加工用チップに付着した溶着物の「溶着高さ」を説明する図である。
【発明を実施するための形態】
【0022】
本発明の上記した作用及び利得は、次に説明する発明を実施するための形態から明らかにされる。ただし、本発明はこれら実施形態に限定されるものではない。
【0023】
<ミスト加工用潤滑剤>
本発明のミスト加工用潤滑剤は、アルミニウム又はアルミニウム合金の切削加工時において、DLCでコーティングした工具の刃先加工点にミスト状にして供給するものである。また、本発明のミスト加工用潤滑剤は、水酸基を有する水溶性液状化合物、又は当該水溶性液状化合物の水溶液を含んでいる。
【0024】
水溶性液状化合物とは、例えば、炭素数4以下で水酸基の数が1以上4以下、又は炭素数5以上20以下で水酸基の数が2以上15以下であるアルコール、炭素数3以上6以下で水酸基の数が2以上5以下、又は炭素数6以上20以下で水酸基の数が2以上15以下である糖類、及び糖アルコールを挙げられる。
【0025】
上記水溶性液状化合物としては、炭素数1〜4の水溶性アルコール、水溶性糖類、糖アルコール等が好ましい。炭素数の少ない化合物は揮発性が高く、冷却効果が高いため、工具刃先への溶着を抑制し易い。また、水酸基が多い糖類などは、切削によって生じるアルミニウム摩耗粉の表面に水酸基が物理吸着し易いため、該摩耗粉の活性を低下させ、工具刃先への溶着を抑制し易い。
【0026】
上記水溶性液状化合物は、1種を単独で用いてもよく、2種以上を混合して用いてもよい。また、これらを水溶液とする場合は、常温(20℃±15℃)で溶解度以下の濃度とし、かつ水溶液にしたときの動粘度が30mm2/s以下となるような濃度が望ましい。
【0027】
上記水溶性アルコールの具体例としては、メチルアルコール、エチルアルコール、n−プロピルアルコール、i−プロピルアルコール、n−ブチルアルコール等を挙げることができる。
【0028】
また、上記水溶性糖類の具体例としては、エリトロース、エリトルロース、キシロース、グルコース(ブドウ糖)、フルクトース(果糖)、スクロース(蔗糖)、マルトース(麦芽糖)等を挙げることができる。
【0029】
さらに、上記糖アルコールの具体例としては、エリスリトール、キシリトール、ソルビトール等を挙げることができる。
【0030】
なお、本発明のミスト加工用潤滑剤には、必要に応じて防錆剤、防食剤などを添加することができる。防錆剤、防食剤としては、水溶性金属加工用油剤、水溶性防錆剤に使用されている公知の防錆剤を使用することが出来る。このような防錆剤、防食剤の例としては、カルボン酸アミン塩、カルボン酸アルカリ金属塩等を挙げることができる。
【0031】
本発明に使用できるアミンとしては、(モノ、ジ、トリ)エタノールアミン、(モノ、ジ、トリ)イソプロパノールアミン、N−メチルエタノールアミン、N−エチルエタノールアミン、N−ブチルエタノールアミン、N−ターシャリブチルジエタノールアミン、N−ジブチルエタノールアミン、N−メチルジエタノールアミン、N−エチルジエタノールアミン、2−アミノ,2−メチルプロパノール、2−アミノ,1−ブタノール、ジグリコールアミン等を挙げることができる。
【0032】
本発明に使用できるアルカリ金属としては、水酸化ナトリウム、水酸化カリウム、炭酸ナトリウム、炭酸カリウム等を挙げることができる。
【0033】
本発明に使用できるカルボン酸としては、C6〜C12のモノカルボン酸、アジピン酸、セバシン酸、ウンデカン2酸、ドデカン2酸等のジカルボン酸、安息香酸、ターシャリブチル安息香酸、パラニトロ安息香酸等の芳香族カルボン酸等を挙げることができる。C6未満のカルボン酸は防錆力が乏しいので好ましくない。また、C12を超えるものは泡立ちが激しいので好ましくない。好ましい例は、カプロン酸、カプリン酸、カプリル酸、ノナン酸、デカン酸、イソノナン酸、イソデカン酸、イソドデカン酸等である。
【0034】
また、本発明のミスト加工用潤滑剤は、公知の有機系、無機系防錆添加剤の添加を妨げるものではない。有機系防錆剤としては、ベンゾトリアゾール、トリルトリアゾール等を挙げることができる。無機系防錆剤としては、モリブデン酸塩、タングステン酸塩、ホウ酸塩、リン酸塩等を挙げることができる。
【0035】
このような本発明のミスト加工用潤滑剤の動粘度は、30mm2/s(40℃)以下であることが好ましい。ミスト加工用潤滑剤の動粘度を上記範囲とすることによって、ミスト加工用潤滑剤をミスト化することが容易になるからである。
【0036】
上述したように、本発明のミスト加工用潤滑剤は、アルミニウム又はアルミニウム合金の切削加工時において用いる。このとき本発明のミスト加工用潤滑剤と好適な組合せの工具としては、旋削バイト、ドリル、エンドミル、タップ、リーマ、カッター等を挙げることができる。
【0037】
また、本発明のミスト加工用潤滑剤は、DLCでコーティングした工具の刃先加工点に供給するものである。当該DLCは、密度3.0g/cm3以上の高密度のta−C(tetrahedral amorphous carbon)であることが好ましい。ta−Cは、ダイヤモンドを構成するsp3構造がリッチであり、また炭素の結合手を終端する水素が少なく、欠陥が少ない構造であり、高密度である。そのため、ta−Cは硬度が高くて耐熱性も高い。このようなta−Cによって工具の表面をコーティングすることによって、工具の耐摩耗性向上効果が得られ、その結果、工具の耐用寿命を長くし、切削性を良好に保つことができる。また、ta−Cでコーティングされた工具を用いることによって、水酸基等の極性基を有する潤滑剤供給下での顕著な摩擦低減が得られる。
【0038】
また、本発明のミスト加工用潤滑剤は、ミスト状にして供給するものである。当該ミストの粒径は、5μm以下にすることが好ましい。ミスト加工用潤滑剤を粒径が5μm以下のミスト状にすることによって、ミスト加工用潤滑剤が工具と被切削材との間(切削面)に供給され易くなり、またミスト加工用潤滑剤が揮発し易くもなるため、潤滑効果ならびに冷却効果の向上を図れるからである。
【0039】
本発明のミスト加工用潤滑剤は、アルミニウム又はアルミニウム合金切削用のDLCコーティング工具に適した、油分を含まない環境負荷の低い液体からなる潤滑剤とすることができる。油分を含まないことによって、ミスト加工時に工具や被切削材(アルミニウム又はアルミニウム合金)を十分に冷却することが可能であり、溶着物の発生を抑制することができる。また、本発明のミスト加工用潤滑剤は、ミスト状にして極少量を工具加工点に供給することにより、従来の潤滑剤と同等の切削性能を得ることができるので、供給ポンプの小型化や廃油削減により、地球環境負荷を大幅に軽減することができる。さらに、極少量供給することで切削加工できるので、地球環境負荷低減だけではなく、工場の作業環境改善が期待できる上に、加工部材の油分による汚染を嫌う食品、医療、IT分野の部品の加工への応用も期待できる。
【0040】
<ミスト加工方法>
次に、本発明のミスト加工方法について説明する。本発明のミスト加工方法は、DLCでコーティングした工具の刃先加工点に、上記本発明のミスト加工用潤滑剤を供給しながら、アルミニウム又はアルミニウム合金を切削する方法である。
【0041】
本発明のミスト加工方法において、ミスト加工用潤滑剤を工具の刃先加工点に供給するミスト供給装置(ミスト噴霧装置)としては、MQL、セミドライ加工、ミスト潤滑等に適用されるミスト供給装置を特に限定されることなく利用することができる。このようなミスト供給装置として市販されているものの代表例には、クールテックMシリーズ(クール・テック株式会社製)、エコセーバーKEP3(黒田精工株式会社製)、セミドライCPL霧化装置MCAシリーズ(TACO株式会社製)、セミドライCPL霧化装置MQ4シリーズ(TACO株式会社製)、エコレグシステムDMS−1A/MRC21−22B(日本スピードショア株式会社製)、エコブースタEB7(フジBC技研株式会社製)のほか、株式会社ジェーイーや株式会社荏原エコミストから市販されているミスト供給装置等がある。
【0042】
環境負荷低減の観点からは潤滑剤の使用量は極力抑えることが好ましく、本発明のミスト加工方法において、ミスト加工用潤滑剤の供給量の上限は2000cc/hであることが好ましく、200cc/hであることがより好ましい。一方、潤滑剤の使用量が少なすぎれば切削性能や冷却性能が不十分になる虞があるため、本発明のミスト加工方法において、ミスト加工用潤滑剤の供給量の下限は1cc/hであることが好ましく、10cc/hであることがより好ましい。上記観点から、本発明のミスト加工方法において、ミスト加工用潤滑剤の最も好ましい供給量は、50cc/h以上200cc/h以下程度である。
【0043】
本発明のミスト加工方法は、上記本発明のミスト加工用潤滑剤を用いることにより、地球環境負荷を大幅に軽減することができるとともに、工場の作業環境改善が期待できる上、加工部材の油分による汚染を嫌う食品、医療、IT分野の部品の加工への応用も期待できる。
【実施例】
【0044】
以下、実施例により本発明をさらに詳しく説明する。ただし本発明は実施例に限定されるものではない。
【0045】
[単体摩擦試験]
ピンオンディスク摩擦試験を行った。ピンオンディスク摩擦試験は、摩擦試験ディスク上に、該ディスクの面と軸が水平になるように平行ピンを配置し、該平行ピンの位置を固定するとともに垂直方向に荷重を加え、摩擦試験ディスクを水平方向に往復運動させることによって、摩擦試験ディスク上で平行ピンを摺動させる試験である。
【0046】
平行ピンには、被削材料に相当するアルミニウム鋳造材AC2Aを用い、直径φ9mm、長さ9mmに加工した。摩擦試験ディスクとしては軸受け鋼SUJ2を選び、直径φ33mm、厚さ3mmに加工した。
【0047】
表面をDLCでコーティングした摩擦試験ディスク又は未コートの摩擦試験ディスクを、ピンオンディスク摩擦試験機にセットし、以下の試験条件で摩擦係数の測定を行った。
(試験条件)
・最大すべり速度:0.05m/s
・雰囲気:大気中
・温度:室温
・負荷荷重:20N
・試験時間:900秒
【0048】
(実施例1)
表面にFAD(Filtered Arc Deposition)法により高密度DLC(ta−C)コーティングを成膜した摩擦試験ディスクを用いて、試験直前にイソプロピルアルコール(IPA)水溶液(濃度50%、水:IPA=1:1)を平行ピンと摩擦試験ディスクとの間に塗布した状態で、ピンオンディスク摩擦試験を実施した。なお、水溶液の濃度は質量パーセント濃度であり、水(溶媒)と溶質との比は質量比を意味する(以下同じ。)。
【0049】
(実施例2)
表面にFAD法により高密度DLC(ta−C)コーティングを成膜した摩擦試験ディスクを用いて、試験直前にエチルアルコール水溶液(濃度50%、水:エチルアルコール=1:1)を平行ピンと摩擦試験ディスクとの間に塗布した状態で、ピンオンディスク摩擦試験を実施した。
【0050】
(実施例3)
表面にFAD法により高密度DLC(ta−C)コーティングを成膜した摩擦試験ディスクを用いて、試験直前に多糖類(構成単糖:エリトロース)水溶液(濃度25%、水:多糖類=3:1)を平行ピンと摩擦試験ディスクとの間に塗布した状態で、ピンオンディスク摩擦試験を実施した。
【0051】
(比較例1)
未コートの摩擦試験ディスクを用いて、潤滑剤を使用せずにピンオンディスク摩擦試験を実施した。
【0052】
(比較例2)
表面にFAD法により高密度DLC(ta−C)コーティングを成膜した摩擦試験ディスクを用いて、潤滑剤は使用せずにピンオンディスク摩擦試験を実施した。
【0053】
(比較例3)
未コートの摩擦試験ディスクを用いて、試験直前にIPA水溶液(濃度50%、水:IPA=1:1)を平行ピンと摩擦試験ディスクとの間に塗布した状態で、ピンオンディスク摩擦試験を実施した。
【0054】
(比較例4)
未コートの摩擦試験ディスクを用いて、試験直前に多糖類(構成単糖:エリトロース)水溶液(濃度25%、水:多糖類=3:1)を平行ピンと摩擦試験ディスクとの間に塗布した状態で、ピンオンディスク摩擦試験を実施した。
【0055】
(比較例5)
表面にFAD法により高密度DLC(ta−C)コーティングを成膜した摩擦試験ディスクを用いて、試験直前にオレイルアルコールを平行ピンと摩擦試験ディスクとの間に塗布した状態で、ピンオンディスク摩擦試験を実施した。
【0056】
[旋削加工試験]
旋盤の主軸に被削材(AC2A材)を取り付け、刃物台に取り付けたバイトにより、以下の試験条件で外周旋削加工を行い、試験後の工具チップすくい面の溶着状態を検証した。
(試験条件)
・切削速度:50m/min
・送り量:0.1mm/rev
・切込み量:2mm
・切削距離:16.7m
【0057】
図1は、旋削加工試験を実施したあとに旋削加工用チップに付着した溶着物の「溶着高さ」を説明する図である。図1に示したxを溶着高さとした。なお、図1は旋削加工用チップの断面を示しており、符号1は旋削加工用チップ、符号2はチップ1の逃げ面、符号3はチップ1のすくい面、符号4はすくい面3に溶着した溶着物をそれぞれ示している。
【0058】
(実施例4)
前記実施例1と同じ高密度DLC(ta−C)コーティングを旋削加工用チップ(超硬合金製)の刃先、すくい面および逃げ面に、FAD法により成膜し、実施例1と同じIPA水溶液を、チップすくい面に向かって一時間当り8ccの量でミスト状にして供給しながら旋削加工試験を実施した。
【0059】
(実施例5)
IPA水溶液の供給量を一時間当り60ccとした以外は実施例4と同様にして、旋削加工試験を実施した。
【0060】
(実施例6)
IPA水溶液の供給量を一時間当り150ccとした以外は実施例4と同様にして、旋削加工試験を実施した。
【0061】
(実施例7)
前記実施例2と同じ高密度DLC(ta−C)コーティングを旋削加工用チップ(超硬合金製)の刃先、すくい面および逃げ面に、FAD法により成膜し、実施例2と同じエチルアルコール水溶液を、チップすくい面に向かって一時間当り8ccの量でミスト状にして供給しながら旋削加工試験を実施した。
【0062】
(実施例8)
エチルアルコール水溶液の供給量を一時間当り60ccとした以外は実施例7と同様にして、旋削加工試験を実施した。
【0063】
(実施例9)
エチルアルコール水溶液の供給量を一時間当り150ccとした以外は実施例7と同様にして、旋削加工試験を実施した。
【0064】
(実施例10)
前記実施例3と同じ高密度DLC(ta−C)コーティングを旋削加工用チップ(超硬合金製)の刃先、すくい面および逃げ面に、FAD法により成膜し、実施例3と同じ多糖類(構成単糖:エリトロース)水溶液を、チップすくい面に向かって一時間当り8ccの量でミスト供給しながら旋削加工試験を実施した。
【0065】
(実施例11)
多糖類(構成単糖:エリトロース)水溶液の供給量を一時間当り60ccとした以外は実施例10と同様にして、旋削加工試験を実施した。
【0066】
(実施例12)
多糖類(構成単糖:エリトロース)水溶液の供給量を一時間当り150ccとした以外は実施例10と同様にして、旋削加工試験を実施した。
【0067】
(比較例6)
未コートの旋削加工用チップを用い、潤滑剤を供給しない状態で旋削加工試験を実施した。
【0068】
(比較例7)
前記比較例2と同じ高密度DLC(ta−C)コーティングを旋削加工用チップ(超硬合金製)の刃先、すくい面および逃げ面に、FAD法により成膜し、潤滑剤を供給しない状態で旋削加工試験を実施した。
【0069】
(比較例8)
未コートの旋削加工用チップを用い、比較例3と同じIPA水溶液をチップすくい面に向かって一時間当り60ccの量でミスト供給しながら旋削加工試験を実施した。
【0070】
(比較例9)
未コートのチップを用い、比較例4と同じ多糖類(構成単糖:エリトロース)水溶液をチップすくい面に向かって一時間当り60ccの量でミスト供給しながら旋削加工試験を実施した。
【0071】
(比較例10)
前記比較例5と同じ高密度DLC(ta−C)コーティングを旋削加工用チップ(超硬合金製)の刃先、すくい面および逃げ面に、FAD法により成膜し、比較例5と同じオレイルアルコールをチップすくい面に向かって一時間当り60ccの量でミスト供給しながら旋削加工試験を実施した。
【0072】
【表1】

【0073】
表1から、DLCコーティングされた工具と環境負荷の低いIPA水溶液、エチルアルコール水溶液、多糖類水溶液との組合せで、ピンオンディスク摩擦試験の摩擦係数が0.1以下と低く、さらに、旋削加工試験後のアルミニウム溶着高さが200μm以下となり、加工時の優れた耐溶着性が得られることがわかった。特に、潤滑材の供給量が10cc/h以上では、アルミニウム溶着高さが10μm以下となり、一層優れた耐溶着性が得られた。
【0074】
比較例1、2、6、7の結果から、潤滑剤を用いない場合は摩擦係数が高く、旋削加工試験後のアルミニウム溶着高さも高くなっており、アルミニウム耐溶着のためには潤滑剤が必要なことがわかった。
【0075】
比較例3、4、8、9の結果から、環境負荷の低い潤滑剤を供給しても、未コート材との組合せでは摩擦係数が高く、アルミニウム溶着高さも高くなっており、DLCコーティングされた工具との組合せが必要であることがわかった。
【0076】
比較例5、10の結果から、オレイルアルコールでも摩擦係数はある程度低くなったが、オレイルアルコールは揮発性が低いために冷却効果が不十分であり、アルミニウム溶着高さが高くなった。なお、多糖類水溶液を用いた場合は、単体摩擦試験において一定時間経過後に摩擦係数が低減していることから、揮発性が高くなくとも摩擦係数を低減させる効果が大きい。
【0077】
以上、現時点において最も実践的であり、かつ好ましいと思われる実施形態に関連して本発明を説明したが、本発明は本願明細書中に開示された実施形態に限定されるものではなく、請求の範囲および明細書全体から読み取れる発明の要旨或いは思想に反しない範囲で適宜変更可能であり、そのような変更を伴うミスト加工用潤滑剤及びミスト加工方法もまた本発明の技術的範囲に包含されるものとして理解されなければならない。
【技術分野】
【0001】
本発明は、ミスト加工用潤滑剤、及び該ミスト加工用潤滑剤を用いたアルミニウム又はアルミニウム合金のミスト加工方法に関する。
【背景技術】
【0002】
従来の自動車や航空機や種々の機械産業の工場で実施されているアルミニウム又はアルミニウム合金の切削加工においては、超硬合金やハイス鋼からなる工具加工点に多量の切削油剤を供給していた。このような従来の汎用技術では、切削油剤を循環・供給するために大型のポンプを常時稼動させる必要がある上、劣化した多量の切削油剤を処理する必要があった。また、従来の切削油剤には、切削性能を向上させるために環境負荷の高いS系、P系、Cl系の添加剤が含まれており、これらの添加剤の改良が要求されていた。従って、これらの切削油剤の供給量の減少や低環境負荷潤滑剤への変更は、石油資源消費量の削減のみならず工場現場での環境改善にも大きく貢献できる。
【0003】
切削油剤の供給量削減技術としては、例えば、非特許文献1にMQL(Minimum Quantity Lubrication)技術が開示されている。当該MQL技術は、切削油剤をミスト状にして工具加工点に供給することによって、使用する切削油剤の量を減らすことができる技術である。また、特許文献1には、ダイヤモンドライクカーボン(「DLC」と表記することがある。)でコーティングされた工具とエステル含有潤滑油を組み合わせた切削加工にかかわる技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−008851号公報
【非特許文献】
【0005】
【非特許文献1】トライボロジスト第53巻第1号(2008)p4解説記事「環境対応型切削技術におけるトライボロジーの役割」
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記非特許文献1に開示されている技術、及び特許文献1に開示されている技術はともに環境に配慮されてはいるものの、油性の潤滑剤を用いているため、工具や被切削材の冷却効果が不十分であった。そのため、アルミニウム又はアルミニウム合金の切削加工で最も問題となっている溶着物の発生を十分に抑制することが困難であった。
【0007】
本発明は上記の問題点に鑑みてなされたものであり、アルミニウム又はアルミニウム合金の切削加工を行う際に用いることができ、環境負荷が小さく、工具刃先への溶着を抑制することができるミスト加工用潤滑剤、及び該ミスト加工用潤滑剤を用いたミスト加工方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
本発明者らは、アルミニウム又はアルミニウム合金の切削加工時に用いるミスト加工用潤滑剤、及びアルミニウム又はアルミニウム合金の切削加工方法について鋭意研究を重ねた結果、アルミニウム又はアルミニウム合金の切削加工時に、高密度DLCでコーティングされた工具と低環境負荷水溶性ミスト加工用潤滑剤とを組合せることによって、被切削材(アルミニウム又はアルミニウム合金)と切削工具との間の摩擦係数を低減し、被切削材が切削工具の刃先に溶着することを抑制できることを見出した。すなわち、高密度DLCでコーティングされた工具及び低環境負荷水溶性ミスト加工用潤滑剤を組合せることによって、従来の工具及び切削油剤の組合せと同等の切削性能を得ながら、切削点の仕事量や切削廃油量の削減、なおかつ工具寿命を大幅に増大させることができ、地球環境負荷を大幅に軽減できることを見出した。本発明は、こうした知見に基づいてなされたものである。以下、本発明について説明する。
【0009】
第1の本発明は、水酸基を有する水溶性液状化合物、又は当該水溶性液状化合物の水溶液を含み、アルミニウム又はアルミニウム合金の切削加工時において、ダイヤモンドライクカーボンでコーティングした工具の刃先加工点にミスト状にして供給するミスト加工用潤滑剤を提供することにより、前記課題を解決する。
【0010】
上記第1の本発明のミスト加工用潤滑剤において、水溶性液状化合物が、炭素数1〜4の水溶性アルコール、水溶性糖類、及び糖アルコールから選ばれる1種又は2種以上の混合物であることが好ましい。炭素数の少ない化合物は揮発性が高く、冷却効果が高いため、工具刃先への溶着を抑制し易い。また、水酸基が多い糖類などは、切削によって生じるアルミニウム摩耗粉の表面に水酸基が物理吸着し易いため、該摩耗粉の活性を低下させ、工具刃先への溶着を抑制し易い。
【0011】
また、上記第1の本発明のミスト加工用潤滑剤は、動粘度が30mm2/s(40℃)以下であることが好ましい。ミスト加工用潤滑剤の動粘度を上記範囲とすることによって、ミスト加工用潤滑剤をミスト化することが容易になるからである。
【0012】
また、上記第1の本発明のミスト加工用潤滑剤は、旋削バイト、ドリル、エンドミル、タップ、リーマ、又はカッターによる切削加工において好適に用いることができる。
【0013】
また、上記第1の本発明のミスト加工用潤滑剤は、密度3.0g/cm3以上の高密度のta−C(tetrahedral amorphous carbon)から成るダイヤモンドライクカーボンでコーティングした工具による切削加工において好適に用いることができる。高密度のta−Cを用いることによって、工具の表面に硬度が高くて耐熱性も高い膜を形成することができるため、工具の耐摩耗性向上効果が得られ、その結果、工具の耐用寿命を長くし、切削性を良好に保つことができる。また、水酸基等の極性基を有する潤滑剤供給下での顕著な摩擦低減が得られる。
【0014】
また、上記第1の本発明のミスト加工用潤滑剤は、粒径が5μm以下のミスト状にして供給することが好ましい。ミスト加工用潤滑剤を粒径が5μm以下のミスト状にすることによって、ミスト加工用潤滑剤が工具と被切削材との間(切削面)に供給され易くなり、またミスト加工用潤滑剤が揮発し易くもなるため、潤滑効果ならびに冷却効果の向上を図れるからである。
【0015】
第2の本発明は、ダイヤモンドライクカーボンでコーティングした工具の刃先加工点に、上記第1の本発明のミスト加工用潤滑剤を供給しながら、アルミニウム又はアルミニウム合金を切削する、ミスト加工方法を提供することにより、前記課題を解決する。
【0016】
上記第2の本発明のミスト加工方法において、ミスト加工用潤滑剤の供給量を2000cc/h以下とすることが好ましい。環境負荷低減の観点からは潤滑剤の使用量は極力抑えることが好ましく、ミスト加工用潤滑剤の供給量を2000cc/h以下としても工具刃先への溶着を抑制することができるからである。
【0017】
また、上記第2の本発明のミスト加工方法は、密度3.0g/cm3以上の高密度のta−C(tetrahedral amorphous carbon)から成るダイヤモンドライクカーボンでコーティングした工具を用いたミスト加工において好適に用いることができる。
【0018】
また、上記第2の本発明のミスト加工方法において、粒径が5μm以下のミスト状にしてミスト加工用潤滑剤を供給することが好ましい。
【発明の効果】
【0019】
第1の本発明は、アルミニウム又はアルミニウム合金の切削加工を行う際に用いることができ、環境負荷が小さく、工具刃先への溶着を抑制することができるミスト加工用潤滑剤を提供することができる。
【0020】
第2の本発明は、上記第1の本発明のミスト加工用潤滑剤を用いることにより、アルミニウム又はアルミニウム合金の切削加工を行う際の環境負荷を小さくするとともに、工具刃先への溶着を抑制することができるミスト加工方法を提供することができる。
【図面の簡単な説明】
【0021】
【図1】旋削加工試験を実施したあとに旋削加工用チップに付着した溶着物の「溶着高さ」を説明する図である。
【発明を実施するための形態】
【0022】
本発明の上記した作用及び利得は、次に説明する発明を実施するための形態から明らかにされる。ただし、本発明はこれら実施形態に限定されるものではない。
【0023】
<ミスト加工用潤滑剤>
本発明のミスト加工用潤滑剤は、アルミニウム又はアルミニウム合金の切削加工時において、DLCでコーティングした工具の刃先加工点にミスト状にして供給するものである。また、本発明のミスト加工用潤滑剤は、水酸基を有する水溶性液状化合物、又は当該水溶性液状化合物の水溶液を含んでいる。
【0024】
水溶性液状化合物とは、例えば、炭素数4以下で水酸基の数が1以上4以下、又は炭素数5以上20以下で水酸基の数が2以上15以下であるアルコール、炭素数3以上6以下で水酸基の数が2以上5以下、又は炭素数6以上20以下で水酸基の数が2以上15以下である糖類、及び糖アルコールを挙げられる。
【0025】
上記水溶性液状化合物としては、炭素数1〜4の水溶性アルコール、水溶性糖類、糖アルコール等が好ましい。炭素数の少ない化合物は揮発性が高く、冷却効果が高いため、工具刃先への溶着を抑制し易い。また、水酸基が多い糖類などは、切削によって生じるアルミニウム摩耗粉の表面に水酸基が物理吸着し易いため、該摩耗粉の活性を低下させ、工具刃先への溶着を抑制し易い。
【0026】
上記水溶性液状化合物は、1種を単独で用いてもよく、2種以上を混合して用いてもよい。また、これらを水溶液とする場合は、常温(20℃±15℃)で溶解度以下の濃度とし、かつ水溶液にしたときの動粘度が30mm2/s以下となるような濃度が望ましい。
【0027】
上記水溶性アルコールの具体例としては、メチルアルコール、エチルアルコール、n−プロピルアルコール、i−プロピルアルコール、n−ブチルアルコール等を挙げることができる。
【0028】
また、上記水溶性糖類の具体例としては、エリトロース、エリトルロース、キシロース、グルコース(ブドウ糖)、フルクトース(果糖)、スクロース(蔗糖)、マルトース(麦芽糖)等を挙げることができる。
【0029】
さらに、上記糖アルコールの具体例としては、エリスリトール、キシリトール、ソルビトール等を挙げることができる。
【0030】
なお、本発明のミスト加工用潤滑剤には、必要に応じて防錆剤、防食剤などを添加することができる。防錆剤、防食剤としては、水溶性金属加工用油剤、水溶性防錆剤に使用されている公知の防錆剤を使用することが出来る。このような防錆剤、防食剤の例としては、カルボン酸アミン塩、カルボン酸アルカリ金属塩等を挙げることができる。
【0031】
本発明に使用できるアミンとしては、(モノ、ジ、トリ)エタノールアミン、(モノ、ジ、トリ)イソプロパノールアミン、N−メチルエタノールアミン、N−エチルエタノールアミン、N−ブチルエタノールアミン、N−ターシャリブチルジエタノールアミン、N−ジブチルエタノールアミン、N−メチルジエタノールアミン、N−エチルジエタノールアミン、2−アミノ,2−メチルプロパノール、2−アミノ,1−ブタノール、ジグリコールアミン等を挙げることができる。
【0032】
本発明に使用できるアルカリ金属としては、水酸化ナトリウム、水酸化カリウム、炭酸ナトリウム、炭酸カリウム等を挙げることができる。
【0033】
本発明に使用できるカルボン酸としては、C6〜C12のモノカルボン酸、アジピン酸、セバシン酸、ウンデカン2酸、ドデカン2酸等のジカルボン酸、安息香酸、ターシャリブチル安息香酸、パラニトロ安息香酸等の芳香族カルボン酸等を挙げることができる。C6未満のカルボン酸は防錆力が乏しいので好ましくない。また、C12を超えるものは泡立ちが激しいので好ましくない。好ましい例は、カプロン酸、カプリン酸、カプリル酸、ノナン酸、デカン酸、イソノナン酸、イソデカン酸、イソドデカン酸等である。
【0034】
また、本発明のミスト加工用潤滑剤は、公知の有機系、無機系防錆添加剤の添加を妨げるものではない。有機系防錆剤としては、ベンゾトリアゾール、トリルトリアゾール等を挙げることができる。無機系防錆剤としては、モリブデン酸塩、タングステン酸塩、ホウ酸塩、リン酸塩等を挙げることができる。
【0035】
このような本発明のミスト加工用潤滑剤の動粘度は、30mm2/s(40℃)以下であることが好ましい。ミスト加工用潤滑剤の動粘度を上記範囲とすることによって、ミスト加工用潤滑剤をミスト化することが容易になるからである。
【0036】
上述したように、本発明のミスト加工用潤滑剤は、アルミニウム又はアルミニウム合金の切削加工時において用いる。このとき本発明のミスト加工用潤滑剤と好適な組合せの工具としては、旋削バイト、ドリル、エンドミル、タップ、リーマ、カッター等を挙げることができる。
【0037】
また、本発明のミスト加工用潤滑剤は、DLCでコーティングした工具の刃先加工点に供給するものである。当該DLCは、密度3.0g/cm3以上の高密度のta−C(tetrahedral amorphous carbon)であることが好ましい。ta−Cは、ダイヤモンドを構成するsp3構造がリッチであり、また炭素の結合手を終端する水素が少なく、欠陥が少ない構造であり、高密度である。そのため、ta−Cは硬度が高くて耐熱性も高い。このようなta−Cによって工具の表面をコーティングすることによって、工具の耐摩耗性向上効果が得られ、その結果、工具の耐用寿命を長くし、切削性を良好に保つことができる。また、ta−Cでコーティングされた工具を用いることによって、水酸基等の極性基を有する潤滑剤供給下での顕著な摩擦低減が得られる。
【0038】
また、本発明のミスト加工用潤滑剤は、ミスト状にして供給するものである。当該ミストの粒径は、5μm以下にすることが好ましい。ミスト加工用潤滑剤を粒径が5μm以下のミスト状にすることによって、ミスト加工用潤滑剤が工具と被切削材との間(切削面)に供給され易くなり、またミスト加工用潤滑剤が揮発し易くもなるため、潤滑効果ならびに冷却効果の向上を図れるからである。
【0039】
本発明のミスト加工用潤滑剤は、アルミニウム又はアルミニウム合金切削用のDLCコーティング工具に適した、油分を含まない環境負荷の低い液体からなる潤滑剤とすることができる。油分を含まないことによって、ミスト加工時に工具や被切削材(アルミニウム又はアルミニウム合金)を十分に冷却することが可能であり、溶着物の発生を抑制することができる。また、本発明のミスト加工用潤滑剤は、ミスト状にして極少量を工具加工点に供給することにより、従来の潤滑剤と同等の切削性能を得ることができるので、供給ポンプの小型化や廃油削減により、地球環境負荷を大幅に軽減することができる。さらに、極少量供給することで切削加工できるので、地球環境負荷低減だけではなく、工場の作業環境改善が期待できる上に、加工部材の油分による汚染を嫌う食品、医療、IT分野の部品の加工への応用も期待できる。
【0040】
<ミスト加工方法>
次に、本発明のミスト加工方法について説明する。本発明のミスト加工方法は、DLCでコーティングした工具の刃先加工点に、上記本発明のミスト加工用潤滑剤を供給しながら、アルミニウム又はアルミニウム合金を切削する方法である。
【0041】
本発明のミスト加工方法において、ミスト加工用潤滑剤を工具の刃先加工点に供給するミスト供給装置(ミスト噴霧装置)としては、MQL、セミドライ加工、ミスト潤滑等に適用されるミスト供給装置を特に限定されることなく利用することができる。このようなミスト供給装置として市販されているものの代表例には、クールテックMシリーズ(クール・テック株式会社製)、エコセーバーKEP3(黒田精工株式会社製)、セミドライCPL霧化装置MCAシリーズ(TACO株式会社製)、セミドライCPL霧化装置MQ4シリーズ(TACO株式会社製)、エコレグシステムDMS−1A/MRC21−22B(日本スピードショア株式会社製)、エコブースタEB7(フジBC技研株式会社製)のほか、株式会社ジェーイーや株式会社荏原エコミストから市販されているミスト供給装置等がある。
【0042】
環境負荷低減の観点からは潤滑剤の使用量は極力抑えることが好ましく、本発明のミスト加工方法において、ミスト加工用潤滑剤の供給量の上限は2000cc/hであることが好ましく、200cc/hであることがより好ましい。一方、潤滑剤の使用量が少なすぎれば切削性能や冷却性能が不十分になる虞があるため、本発明のミスト加工方法において、ミスト加工用潤滑剤の供給量の下限は1cc/hであることが好ましく、10cc/hであることがより好ましい。上記観点から、本発明のミスト加工方法において、ミスト加工用潤滑剤の最も好ましい供給量は、50cc/h以上200cc/h以下程度である。
【0043】
本発明のミスト加工方法は、上記本発明のミスト加工用潤滑剤を用いることにより、地球環境負荷を大幅に軽減することができるとともに、工場の作業環境改善が期待できる上、加工部材の油分による汚染を嫌う食品、医療、IT分野の部品の加工への応用も期待できる。
【実施例】
【0044】
以下、実施例により本発明をさらに詳しく説明する。ただし本発明は実施例に限定されるものではない。
【0045】
[単体摩擦試験]
ピンオンディスク摩擦試験を行った。ピンオンディスク摩擦試験は、摩擦試験ディスク上に、該ディスクの面と軸が水平になるように平行ピンを配置し、該平行ピンの位置を固定するとともに垂直方向に荷重を加え、摩擦試験ディスクを水平方向に往復運動させることによって、摩擦試験ディスク上で平行ピンを摺動させる試験である。
【0046】
平行ピンには、被削材料に相当するアルミニウム鋳造材AC2Aを用い、直径φ9mm、長さ9mmに加工した。摩擦試験ディスクとしては軸受け鋼SUJ2を選び、直径φ33mm、厚さ3mmに加工した。
【0047】
表面をDLCでコーティングした摩擦試験ディスク又は未コートの摩擦試験ディスクを、ピンオンディスク摩擦試験機にセットし、以下の試験条件で摩擦係数の測定を行った。
(試験条件)
・最大すべり速度:0.05m/s
・雰囲気:大気中
・温度:室温
・負荷荷重:20N
・試験時間:900秒
【0048】
(実施例1)
表面にFAD(Filtered Arc Deposition)法により高密度DLC(ta−C)コーティングを成膜した摩擦試験ディスクを用いて、試験直前にイソプロピルアルコール(IPA)水溶液(濃度50%、水:IPA=1:1)を平行ピンと摩擦試験ディスクとの間に塗布した状態で、ピンオンディスク摩擦試験を実施した。なお、水溶液の濃度は質量パーセント濃度であり、水(溶媒)と溶質との比は質量比を意味する(以下同じ。)。
【0049】
(実施例2)
表面にFAD法により高密度DLC(ta−C)コーティングを成膜した摩擦試験ディスクを用いて、試験直前にエチルアルコール水溶液(濃度50%、水:エチルアルコール=1:1)を平行ピンと摩擦試験ディスクとの間に塗布した状態で、ピンオンディスク摩擦試験を実施した。
【0050】
(実施例3)
表面にFAD法により高密度DLC(ta−C)コーティングを成膜した摩擦試験ディスクを用いて、試験直前に多糖類(構成単糖:エリトロース)水溶液(濃度25%、水:多糖類=3:1)を平行ピンと摩擦試験ディスクとの間に塗布した状態で、ピンオンディスク摩擦試験を実施した。
【0051】
(比較例1)
未コートの摩擦試験ディスクを用いて、潤滑剤を使用せずにピンオンディスク摩擦試験を実施した。
【0052】
(比較例2)
表面にFAD法により高密度DLC(ta−C)コーティングを成膜した摩擦試験ディスクを用いて、潤滑剤は使用せずにピンオンディスク摩擦試験を実施した。
【0053】
(比較例3)
未コートの摩擦試験ディスクを用いて、試験直前にIPA水溶液(濃度50%、水:IPA=1:1)を平行ピンと摩擦試験ディスクとの間に塗布した状態で、ピンオンディスク摩擦試験を実施した。
【0054】
(比較例4)
未コートの摩擦試験ディスクを用いて、試験直前に多糖類(構成単糖:エリトロース)水溶液(濃度25%、水:多糖類=3:1)を平行ピンと摩擦試験ディスクとの間に塗布した状態で、ピンオンディスク摩擦試験を実施した。
【0055】
(比較例5)
表面にFAD法により高密度DLC(ta−C)コーティングを成膜した摩擦試験ディスクを用いて、試験直前にオレイルアルコールを平行ピンと摩擦試験ディスクとの間に塗布した状態で、ピンオンディスク摩擦試験を実施した。
【0056】
[旋削加工試験]
旋盤の主軸に被削材(AC2A材)を取り付け、刃物台に取り付けたバイトにより、以下の試験条件で外周旋削加工を行い、試験後の工具チップすくい面の溶着状態を検証した。
(試験条件)
・切削速度:50m/min
・送り量:0.1mm/rev
・切込み量:2mm
・切削距離:16.7m
【0057】
図1は、旋削加工試験を実施したあとに旋削加工用チップに付着した溶着物の「溶着高さ」を説明する図である。図1に示したxを溶着高さとした。なお、図1は旋削加工用チップの断面を示しており、符号1は旋削加工用チップ、符号2はチップ1の逃げ面、符号3はチップ1のすくい面、符号4はすくい面3に溶着した溶着物をそれぞれ示している。
【0058】
(実施例4)
前記実施例1と同じ高密度DLC(ta−C)コーティングを旋削加工用チップ(超硬合金製)の刃先、すくい面および逃げ面に、FAD法により成膜し、実施例1と同じIPA水溶液を、チップすくい面に向かって一時間当り8ccの量でミスト状にして供給しながら旋削加工試験を実施した。
【0059】
(実施例5)
IPA水溶液の供給量を一時間当り60ccとした以外は実施例4と同様にして、旋削加工試験を実施した。
【0060】
(実施例6)
IPA水溶液の供給量を一時間当り150ccとした以外は実施例4と同様にして、旋削加工試験を実施した。
【0061】
(実施例7)
前記実施例2と同じ高密度DLC(ta−C)コーティングを旋削加工用チップ(超硬合金製)の刃先、すくい面および逃げ面に、FAD法により成膜し、実施例2と同じエチルアルコール水溶液を、チップすくい面に向かって一時間当り8ccの量でミスト状にして供給しながら旋削加工試験を実施した。
【0062】
(実施例8)
エチルアルコール水溶液の供給量を一時間当り60ccとした以外は実施例7と同様にして、旋削加工試験を実施した。
【0063】
(実施例9)
エチルアルコール水溶液の供給量を一時間当り150ccとした以外は実施例7と同様にして、旋削加工試験を実施した。
【0064】
(実施例10)
前記実施例3と同じ高密度DLC(ta−C)コーティングを旋削加工用チップ(超硬合金製)の刃先、すくい面および逃げ面に、FAD法により成膜し、実施例3と同じ多糖類(構成単糖:エリトロース)水溶液を、チップすくい面に向かって一時間当り8ccの量でミスト供給しながら旋削加工試験を実施した。
【0065】
(実施例11)
多糖類(構成単糖:エリトロース)水溶液の供給量を一時間当り60ccとした以外は実施例10と同様にして、旋削加工試験を実施した。
【0066】
(実施例12)
多糖類(構成単糖:エリトロース)水溶液の供給量を一時間当り150ccとした以外は実施例10と同様にして、旋削加工試験を実施した。
【0067】
(比較例6)
未コートの旋削加工用チップを用い、潤滑剤を供給しない状態で旋削加工試験を実施した。
【0068】
(比較例7)
前記比較例2と同じ高密度DLC(ta−C)コーティングを旋削加工用チップ(超硬合金製)の刃先、すくい面および逃げ面に、FAD法により成膜し、潤滑剤を供給しない状態で旋削加工試験を実施した。
【0069】
(比較例8)
未コートの旋削加工用チップを用い、比較例3と同じIPA水溶液をチップすくい面に向かって一時間当り60ccの量でミスト供給しながら旋削加工試験を実施した。
【0070】
(比較例9)
未コートのチップを用い、比較例4と同じ多糖類(構成単糖:エリトロース)水溶液をチップすくい面に向かって一時間当り60ccの量でミスト供給しながら旋削加工試験を実施した。
【0071】
(比較例10)
前記比較例5と同じ高密度DLC(ta−C)コーティングを旋削加工用チップ(超硬合金製)の刃先、すくい面および逃げ面に、FAD法により成膜し、比較例5と同じオレイルアルコールをチップすくい面に向かって一時間当り60ccの量でミスト供給しながら旋削加工試験を実施した。
【0072】
【表1】
【0073】
表1から、DLCコーティングされた工具と環境負荷の低いIPA水溶液、エチルアルコール水溶液、多糖類水溶液との組合せで、ピンオンディスク摩擦試験の摩擦係数が0.1以下と低く、さらに、旋削加工試験後のアルミニウム溶着高さが200μm以下となり、加工時の優れた耐溶着性が得られることがわかった。特に、潤滑材の供給量が10cc/h以上では、アルミニウム溶着高さが10μm以下となり、一層優れた耐溶着性が得られた。
【0074】
比較例1、2、6、7の結果から、潤滑剤を用いない場合は摩擦係数が高く、旋削加工試験後のアルミニウム溶着高さも高くなっており、アルミニウム耐溶着のためには潤滑剤が必要なことがわかった。
【0075】
比較例3、4、8、9の結果から、環境負荷の低い潤滑剤を供給しても、未コート材との組合せでは摩擦係数が高く、アルミニウム溶着高さも高くなっており、DLCコーティングされた工具との組合せが必要であることがわかった。
【0076】
比較例5、10の結果から、オレイルアルコールでも摩擦係数はある程度低くなったが、オレイルアルコールは揮発性が低いために冷却効果が不十分であり、アルミニウム溶着高さが高くなった。なお、多糖類水溶液を用いた場合は、単体摩擦試験において一定時間経過後に摩擦係数が低減していることから、揮発性が高くなくとも摩擦係数を低減させる効果が大きい。
【0077】
以上、現時点において最も実践的であり、かつ好ましいと思われる実施形態に関連して本発明を説明したが、本発明は本願明細書中に開示された実施形態に限定されるものではなく、請求の範囲および明細書全体から読み取れる発明の要旨或いは思想に反しない範囲で適宜変更可能であり、そのような変更を伴うミスト加工用潤滑剤及びミスト加工方法もまた本発明の技術的範囲に包含されるものとして理解されなければならない。
【特許請求の範囲】
【請求項1】
水酸基を有する水溶性液状化合物、又は当該水溶性液状化合物の水溶液を含み、
アルミニウム又はアルミニウム合金の切削加工時において、ダイヤモンドライクカーボンでコーティングした工具の刃先加工点にミスト状にして供給する、ミスト加工用潤滑剤。
【請求項2】
前記水溶性液状化合物が、炭素数1〜4の水溶性アルコール、水溶性糖類、及び糖アルコールから選ばれる1種又は2種以上の混合物である、請求項1に記載のミスト加工用潤滑剤。
【請求項3】
動粘度が30mm2/s(40℃)以下である、請求項1又は2に記載のミスト加工用潤滑剤。
【請求項4】
前記工具が旋削バイト、ドリル、エンドミル、タップ、リーマ、又はカッターのいずれかである、請求項1〜3のいずれか一項に記載のミスト加工用潤滑剤。
【請求項5】
前記ダイヤモンドライクカーボンが、密度3.0g/cm3以上の高密度のta−C(tetrahedral amorphous carbon)である、請求項1〜4のいずれか一項に記載のミスト加工用潤滑剤。
【請求項6】
粒径が5μm以下のミスト状にして供給する、請求項1〜5のいずれか一項に記載のミスト加工用潤滑剤。
【請求項7】
ダイヤモンドライクカーボンでコーティングした工具の刃先加工点に、請求項1〜6のいずれか一項に記載のミスト加工用潤滑剤を供給しながら、アルミニウム又はアルミニウム合金を切削する、ミスト加工方法。
【請求項8】
前記ミスト加工用潤滑剤の供給量を2000cc/h以下とする、請求項7に記載のミスト加工方法。
【請求項9】
前記ダイヤモンドライクカーボンが密度3.0g/cm3以上の高密度のta−C(tetrahedral amorphous carbon)である前記工具を用いる、請求項7又は8に記載のミスト加工方法。
【請求項10】
粒径が5μm以下のミスト状にして前記ミスト加工用潤滑剤を供給する、請求項7〜9のいずれか一項に記載のミスト加工方法。
【請求項1】
水酸基を有する水溶性液状化合物、又は当該水溶性液状化合物の水溶液を含み、
アルミニウム又はアルミニウム合金の切削加工時において、ダイヤモンドライクカーボンでコーティングした工具の刃先加工点にミスト状にして供給する、ミスト加工用潤滑剤。
【請求項2】
前記水溶性液状化合物が、炭素数1〜4の水溶性アルコール、水溶性糖類、及び糖アルコールから選ばれる1種又は2種以上の混合物である、請求項1に記載のミスト加工用潤滑剤。
【請求項3】
動粘度が30mm2/s(40℃)以下である、請求項1又は2に記載のミスト加工用潤滑剤。
【請求項4】
前記工具が旋削バイト、ドリル、エンドミル、タップ、リーマ、又はカッターのいずれかである、請求項1〜3のいずれか一項に記載のミスト加工用潤滑剤。
【請求項5】
前記ダイヤモンドライクカーボンが、密度3.0g/cm3以上の高密度のta−C(tetrahedral amorphous carbon)である、請求項1〜4のいずれか一項に記載のミスト加工用潤滑剤。
【請求項6】
粒径が5μm以下のミスト状にして供給する、請求項1〜5のいずれか一項に記載のミスト加工用潤滑剤。
【請求項7】
ダイヤモンドライクカーボンでコーティングした工具の刃先加工点に、請求項1〜6のいずれか一項に記載のミスト加工用潤滑剤を供給しながら、アルミニウム又はアルミニウム合金を切削する、ミスト加工方法。
【請求項8】
前記ミスト加工用潤滑剤の供給量を2000cc/h以下とする、請求項7に記載のミスト加工方法。
【請求項9】
前記ダイヤモンドライクカーボンが密度3.0g/cm3以上の高密度のta−C(tetrahedral amorphous carbon)である前記工具を用いる、請求項7又は8に記載のミスト加工方法。
【請求項10】
粒径が5μm以下のミスト状にして前記ミスト加工用潤滑剤を供給する、請求項7〜9のいずれか一項に記載のミスト加工方法。
【図1】

【公開番号】特開2012−57069(P2012−57069A)
【公開日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願番号】特願2010−202380(P2010−202380)
【出願日】平成22年9月9日(2010.9.9)
【出願人】(000192903)神奈川県 (65)
【出願人】(000003997)日産自動車株式会社 (16,386)
【出願人】(000103367)オーエスジー株式会社 (180)
【出願人】(000115083)ユシロ化学工業株式会社 (69)
【Fターム(参考)】
【公開日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願日】平成22年9月9日(2010.9.9)
【出願人】(000192903)神奈川県 (65)
【出願人】(000003997)日産自動車株式会社 (16,386)
【出願人】(000103367)オーエスジー株式会社 (180)
【出願人】(000115083)ユシロ化学工業株式会社 (69)
【Fターム(参考)】
[ Back to top ]