
メタ−およびパラ−アラミドパルプならびにその製造方法
本発明は、シールおよび摩擦材料などの製品での補強材としての使用のためのメタ−およびパラ−アラミドパルプに関する。パルプは(a)フィブリルのないメタ−アラミド粒子、(b)不規則形状のパラ−アラミド繊維状構造体、および(c)水を含んでなり、それによってパラ−アラミド繊維状構造体はメタ−アラミド粒子の少なくとも幾つかに接触し、そしてその周りに部分的にラップされる。本発明はさらに、かかるアラミドパルプの製造方法に関する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シールおよび摩擦材料などの製品での補強材としての使用のためのメタ−およびパラ−アラミドパルプに関する。本発明はさらに、かかるアラミドパルプの製造方法に関する。
【背景技術】
【0002】
繊維状および非繊維状補強材は、摩擦製品、シーリング製品および他のプラスチックまたはゴム製品で長年使用されてきた。かかる補強材は典型的には高い耐摩耗性および耐熱性を示さなければならない。
【0003】
アスベスト繊維が補強材として歴史的に使用されてきたが、それらの健康リスクのために代替品が製造されまたは提案されてきた。しかしながら、これらの代替品の多くは、様々な点でアスベストと同様に機能しない。
【0004】
非特許文献1は、変動する長さのフィブリル化ケブラー(KEVLAR)(登録商標)銘柄パラ−アラミド繊維から製造されるパルプの製造およびかかるパルプの様々な用途での補強材としての使用を開示している。この刊行物は、ケブラー(登録商標)銘柄パラ−アラミド繊維から製造されたパルプを単独で、またはノメックス(NOMEX)(登録商標)銘柄メタ−アラミド、木材パルプ、コットンおよび他の天然セルロース、レーヨン、ポリエステル、ポリオレフィン、ナイロン、ポリテトラフルオロエチレン、アスベストおよび他の鉱物、ガラス繊維および他のセラミックス、スチールおよび他の金属、ならびにカーボンなどの他の材料の繊維と組み合わせてシート製品に使用できることを開示している。該刊行物はまた、アスベスト体積の残りが充填材または他の繊維で置き換えられた状態で、アスベスト体積の一部を置き換えるために摩擦材料でのケブラー(登録商標)銘柄パラ−アラミド繊維単独からの、またはケブラー(登録商標)銘柄パラ−アラミド短繊維と一緒でのパルプの使用を開示している。
【0005】
特許文献1(ホイネス(Hoiness)に付与された)は、熱硬化性または熱可塑性マトリックス樹脂、繊維補強材、および実質的にフィブリルのないアラミド粒子でできた複合摩擦材料またはガスケット材料を開示している。ポリ(p−フェニレンテレフタルアミド)およびポリ(m−フェニレンイソフタルアミド)は好ましい繊維補強材であり、該繊維はフロックまたはパルプの形態であってもよい。
【0006】
特許文献2(クサカ(Kusaka)ら)は、摩擦調整剤、バインダーおよび(a)乾燥アラミドパルプと(b)湿潤アラミドパルプ、木材パルプまたはアクリルパルプとの混合物でできた繊維状補強材から製造された摩擦材料を開示している。乾燥アラミドパルプは「乾式フィブリル化法」によって得られるアラミドパルプと定義される。乾式フィブリル化法は、パルプを製造するためにロータリーカッターとスクリーンとの間でアラミド繊維を乾式粉砕することである。湿潤アラミドパルプは「湿式フィブリル化法」によって得られるアラミドパルプと定義される。乾式フィブリル化法は、フィブリル化繊維を形成するために2つの回転ディスク間の水中で短いアラミド繊維を粉砕し、そして次にフィブリル化繊維、すなわち、パルプを脱水することである。特許文献2はさらに、先ず、一定の比でフィブリル化する複数タイプの有機繊維を混合し、次に、パルプを生み出すために混合物をフィブリル化することによる繊維の混合フィブリル化法を開示している。
【0007】
【特許文献1】米国特許第5,811,042号明細書
【特許文献2】米国特許出願公開第2003/0022961号明細書
【非特許文献1】1980年2月に公表されたリサーチ・ディスクロージャー(Research Disclosure)74〜75
【発明の開示】
【発明が解決しようとする課題】
【0008】
シールおよび摩擦用途などの製品でうまく機能し、かつまた、低コストである代替補強材を提供する継続的な必要性がある。多数の開示がより低コストの代替補強材を提案しているにもかかわらず、これらの提案された製品の多くは、現在市販の製品よりも有意に、使用、コストの点で十分に機能しないか、または他の負の特性を有する。したがって、高い耐摩耗性および耐熱性を示す、他の商業的に入手可能な補強材に匹敵するまたはそれより安上がりである補強材に対する必要性が依然としてある。
【課題を解決するための手段】
【0009】
本発明は、
(a)(1)原料中の全固形分の10〜90重量%であり、そして50mm以下の平均最大寸法を有する繊維状メタ−アラミド材料の断片、
(2)原料中の全固形分の10〜90重量%であり、そして10cm以下の平均長さを有するパラ−アラミド繊維、および
(3)全原料の95〜99重量%である水
を含むパルプ原料を組み合わせる工程と、
(b)原料を実質的に均一なスラリーに混合する工程と、
(c)同時に
(1)繊維状メタ−アラミド材料の断片をバラバラにし(breaking apart)、そしてメタ−アラミド材料をカットしおよび/または素練りし(masticating)てフィブリルのない繊維状および非繊維状メタ−アラミド粒子とし、
(2)パラ−アラミド繊維をフィブリル化し、カットしそして素練りして不規則形状のフィブリル化繊維状構造体とし、そして
(3)精製スラリーが実質的に均一であるように全固形分を分散させる
ことによってスラリーを共精製する(co−refining)工程と、
(d)精製スラリーから水を除去して水60全重量%(60 total wt%)以下とする工程と
を含んでなり、
それによって、パラ−アラミド繊維状構造体がメタ−アラミド粒子の少なくとも幾つか(some)に接触し、そしてその周りに部分的にラップされた(wrapped)メタ−およびパラ−アラミドパルプを製造する、補強材としての使用のためのメタ−およびパラ−アラミドパルプの製造方法の第1実施形態に関する。
【0010】
本発明はさらに、
(a)水と以下の群:
(1)原料中の全固形分の10〜90重量%であり、そして50mm以下の平均最大寸法を有する繊維状メタ−アラミド材料の断片、および
(2)原料中の全固形分の10〜90重量%であり、そして10cm以下の平均長さを有するパラ−アラミド繊維
の第1材料とを含む原料を組み合わせる工程と、
(b)原料を実質的に均一な懸濁液に混合する工程と、
(c)混合懸濁液を
(1)繊維状メタ−アラミド材料の断片の少なくとも幾らかをバラバラにし、そしてメタ−アラミド材料の少なくとも幾らかをカットしおよび/または素練りしてフィブリルのない繊維状および非繊維状メタ−アラミド粒子とし、または
(2)パラ−アラミド繊維の少なくとも幾らかをフィブリル化し、カットしそして素練りして不規則形状のフィブリル化繊維状構造体とする
ことによって精製する工程と、
(d)精製懸濁液、(a)の群(1および2)の第2材料、ならびに、必要ならば、全原料の95〜99重量%に水濃度を上げるための水を含む原料を組み合わせる工程と、
(e)必要ならば、実質的に均一なスラリーを形成するために原料を混合する工程と、
(f)同時に
(1)繊維状メタ−アラミド材料の断片のすべてまたは実質的にすべてがフィブリルのない繊維状および非繊維状メタ−アラミド粒子へ変換されるように、繊維状メタ−アラミド材料の断片の少なくとも幾らかをバラバラにしおよび/またはメタ−アラミド材料の少なくとも幾らかをカットしおよび/または素練りし、そして
(2)パラ−アラミド繊維のすべてまたは実質的にすべてが不規則形状のフィブリル化繊維状構造体へ変換されるようにパラ−アラミド繊維の少なくとも幾らかをフィブリル化し、カットしおよび素練りし、そして
(3)精製スラリーが実質的に均一であるように全固形分を分散させる
ことによってスラリーを共精製する工程と、
(g)精製スラリーから水を除去して水60全重量%以下とする工程と
を含んでなり、
それによって、パラ−アラミド繊維状構造体がメタ−アラミド粒子の少なくとも幾つかに接触し、そしてその周りに部分的にラップされたメタ−およびパラ−アラミドパルプを製造する、補強材としての使用のためのメタ−およびパラ−アラミドパルプの製造方法の第2実施形態に関する。
【0011】
本発明はさらに、
(a)全固形分の10〜90重量%であるフィブリルのないメタ−アラミド粒子、
(b)全固形分の10〜90重量%であり、そしてスターク(stalks)およびフィブリルを有する不規則形状のパラ−アラミド繊維状構造体、および
(c)全体パルプの4〜60重量%である水
を含んでなり、
それによってパラ−アラミド繊維状構造体がメタ−アラミド粒子の少なくとも幾つかに接触し、そしてその周りに部分的にラップされる
補強材としての使用のためのメタ−およびパラ−アラミドパルプに関する。
【0012】
本発明はさらに、摩擦調整剤、場合により少なくとも1つの充填材、バインダー、および本発明のパルプを含んでなる繊維状補強材を含んでなる摩擦材料に関する。
【0013】
さらに、本発明は、バインダー、場合により少なくとも1つの充填材、および本発明のパルプを含んでなる繊維状補強材を含んでなるシーリング材に関する。
【0014】
本発明は、次の通り説明される添付図面に加えてそれについての次の詳細な説明からもっと十分に理解することができる。
【0015】
用語解説
本発明が説明される前に、特に明記しない限り本開示の全体にわたって同じ意味を有する幾つかの用語を次の用語解説で定義することは有用である。
【0016】
物体の「最大寸法」は、該物体における2つの最末端ポイント間での互いの直線距離を意味する。
【0017】
物体の「アスペクト比」は、最大寸法を含有する任意の平面での当該物体の最大幅で割られた該物体の最大寸法を意味し、ここで最大幅は最大寸法に垂直である。
【0018】
「布」は、任意の織られた、編まれた、または不織の層構造体を意味する。「織布」とは、織ること、すなわち、典型的には直角に少なくとも2つの糸を織り交ぜるまたは織り合わせることによって製造できる任意の布を意味する。一般に、かかる布は、たて糸と呼ばれる1セットの糸を、よこ糸(weft or fill yarn)と呼ばれる別セットの糸と織り交ぜることによって製造される。織布は、平織、千鳥綾織、バスケット織、朱子織、綾織、アンバランス織などの、本質的に任意の織り方を有することができる。平織が最も一般的である。「編布」とは、たて編物(例えば、トリコット、ミラニーズ、またはラッシェル)およびよこ編物(例えば、丸編物またはフラット)などの、針またはワイヤを用いて1つもしくはそれ以上の糸の一連のループをかみ合わせることによって製造できる構造体を意味する。「不織布」とは、織るまたは編むことなく製造できる、そして(i)繊維の少なくとも幾らかの機械的かみ合いか、(ii)繊維の幾らかの少なくともある部分の融合か、(iii)バインダー材料を用いる繊維の少なくとも幾らかの接合かのどれかによって一緒に保持される柔軟なシート材料を形成する繊維網を意味する。不織布には、一方向布、フェルト、スパンレース布、ハイドロレース布、スパンボンド布などが含まれる。
【0019】
「繊維」は、その長さに垂直なその断面積の全域で長さ対幅の高い比を有する比較的柔軟な単位の物質を意味する。本明細書では、用語「繊維」は、用語「フィラメント」または「たて糸」と同じ意味で用いられる。本明細書に記載されるフィラメントの断面はいかなる形状であることもできるが、典型的には円形または豆形である。ボビン上へパッケージで紡糸された繊維は連続繊維と言われる。繊維は、ステープルファイバーと呼ばれる短い長さのものへカットすることができる。繊維はフロックと呼ばれるさらにより短い長さのものへカットすることができる。糸、マルチフィラメント糸またはトウは複数の繊維を含んでなる。糸は絡ませるおよび/または撚ることができる。
【0020】
「フィブリド」は、非粒状の繊維状またはフィルム様の粒子を意味する。好ましくは、それらは320℃より上の融点または分解点を有する。フィブリドは繊維ではないが、それらは、それらがウェブによって連結された繊維様領域を有するという点で繊維状である。フィブリドは5:1〜10:1のアスペクト比で0.2〜1mmの平均長さを有する。フィブリドウェブの厚さ寸法は1もしくは2ミクロン未満であり、典型的には1ミクロンの何分の1か程度にある。フィブリドは、乾燥される前に、湿ったままで使用することができ、製品の他の原料または成分の周りに物理的に絡んだバインダーとして沈積することができる。フィブリドは、ポリマー溶液が沈澱させられ、そして単一段階で剪断される米国特許第3,018,091号明細書に開示されたタイプのフィブリド化装置の使用をはじめとする任意の方法によって製造することができる。
【0021】
「フィブリル」は、1マイクロメートルの何分の1から数マイクロメートルほどに小さい直径を有する、そして約10〜100マイクロメートルの長さを有する小さな繊維を意味する。フィブリルは一般に、4〜50マイクロメートルの直径を有するより大きな繊維の本幹から伸びる。フィブリルは、隣接する材料を巻き込むおよび捕らえるためのホックまたはファスナーとして働く。ある繊維はフィブリル化するが、他のものはフィブリル化せずまたは効果的にフィブリル化せず、そして本定義の目的のためにはかかる繊維はフィブリル化しない。ポリ(パラ−フェニレンテレフタルアミド)繊維は摩耗時に容易にフィブリル化し、フィブリルを生み出す。ポリ(メタ−フェニレンイソフタルアミド)繊維はフィブリル化しない。
【0022】
「フィブリル化繊維状構造体」は、スタークおよびそれから伸びるフィブリルを有する材料の粒子であって、スタークが略円柱状であり、そして約10〜50ミクロン直径であり、フィブリルがスタークに付いたほんの1ミクロンの何分の1から数ミクロンの直径で、約10〜100ミクロン長さの毛髪様構成要素である粒子を意味する。
【0023】
「繊維状シート」は、繊維、フィブリル、および/またはフィブリド、ならびに場合により他の原料を含有するシートを意味する。繊維状シートは紙または布であることができる。「紙」は、フォードレニール(Fourdrenier)機または傾斜ワイヤ機などの抄紙機で製造できるフラットシートを意味する。
【0024】
「フロック」は、ステープルファイバーより短い、短い長さの繊維を意味する。フロックの長さは約0.5〜約15mmであり、4〜50マイクロメートルの直径で、好ましくは1〜12mmの長さおよび8〜40マイクロメートルの直径を有する。約1mm未満であるフロックは、それが使用される材料の強度を有意に増加させない。約15mmより大きいフロックまたは繊維は、個々の繊維が絡み合ってしまうかもしれず、材料またはスラリーの全体にわたって十分にそして均一に分配され得ないので、しばしば十分に機能しない。アラミドフロックは、米国特許第3,063,966号明細書、米国特許第3,133,138号明細書、米国特許第3,767,756号明細書、および米国特許第3,869,430号明細書に記載されている方法によって製造されたもののように、有意なまたはいかなるフィブリル化もなしにアラミド繊維を短い長さにカットすることによって製造される。
【0025】
「長さ加重平均(Length−weighted average)」は、次の式から計算される長さを意味する。
【0026】
【数1】
【0027】
「ステープルファイバー」は、フィラメントを15cm以下、好ましくは3〜15cm、最も好ましくは3〜8cmの長さへカットすることによって製造することができる。ステープルファイバーは真っ直ぐ(すなわち、非捲縮)であるまたは任意の捲縮(もしくは繰り返し曲がり)頻度で、捲縮してその長さに沿って鋸歯形状の捲縮を有することができる。繊維は、コートされていない、もしくはコートされた、または別のやり方で前処理された(例えば、前延伸されたもしくは熱処理された)形で存在することができる。
【発明を実施するための最良の形態】
【0028】
本発明は、補強材としての使用のためのメタ−およびパラ−アラミドパルプの製造方法に関する。本発明はまた、補強材としての使用のための、本発明の方法によって製造することができるメタ−およびパラ−アラミドパルプにも関する。本発明はさらに、本発明のパルプを組み込んだシーリング材および摩擦材料などの製品、ならびにそれらの製造方法に関する。
【0029】
I.本発明の方法の第1実施形態
第1実施形態では、メタ−およびパラ−アラミドパルプの製造方法は次の工程を含んでなる。第1に、パルプ原料が容器中で一緒に組み合わせられるまたは加えられる。第2に、組み合わせられたパルプ原料は実質的に均一なスラリーへ混合される。第3に、スラリーは同時に精製されるまたは共精製される。第4に、水が精製スラリーから除去される。
【0030】
組み合わせ工程
組み合わせ工程では、パルプ原料は好ましくは容器またはコンテナー中に一緒に加えられる。パルプ原料には、(1)繊維状メタ−アラミド材料の断片、(2)パラ−アラミド繊維、(3)場合により実質的にまたは完全にフィブリルのない粒状パラ−アラミド粒子、(4)場合により他の少ない添加剤、および(5)水が含まれる。
【0031】
繊維状メタ−アラミド材料の断片
繊維状メタ−アラミド材料の断片は、原料中の全固形分の10〜90重量%、好ましくは原料中の全固形分の25〜60重量%、最も好ましくは原料中の全固形分の25〜55重量%の濃度に加えられる。
【0032】
繊維状メタ−アラミド材料は好ましくは、50mm以下、より好ましくは12〜50mm、最も好ましくは12〜25mmの平均最大寸法を有する。繊維状メタ−アラミド材料の断片は、繊維、フィブリド、布片、繊維状シート片、パルプ、またはそれらの混合物であることができる。パルプ原料を一緒に組み合わせる前に、連続フィラメントの形での任意の繊維を、ステープルファイバーまたはフロックなどの、より短い繊維へカットすることができる。メタ−アラミド繊維は実質的にまたは完全にフィブリルを含まない。繊維状メタ−アラミド材料は、布および/または繊維状シートの1つもしくはそれ以上の層の断片を含むことができる。
【0033】
好ましい実施形態では、繊維状メタ−アラミド材料は、各層がメタ−アラミド繊維および非粒状の繊維状またはフィルム様メタ−アラミドフィブリドを含む紙成分を含んでなる繊維状メタ−アラミド紙の1つもしくはそれ以上の層を含む。繊維状メタ−アラミド紙は前に使用された紙または未使用のバージン紙であることができる。紙は、ロールもしくはパッケージからまたは巻かれたことのない紙もしくは製造工程で発生したスクラップから取ることができる。繊維状メタ−アラミド紙層は、カレンダー掛け、非カレンダー掛け紙層、またはカレンダー掛けおよび非カレンダー掛け紙層の両方の組み合わせであることができる。層は好ましくは非カレンダー掛けであり、各非カレンダー掛け層は好ましくは2〜40ミルの厚さおよび0.1〜0.4g/cm3の密度、より好ましくは5〜23ミルの厚さおよび0.2〜0.4g/cm3の密度を有する。カレンダー掛け紙は、1つもしくはそれ以上の層を一緒にカレンダー掛けすることによって製造されてもよく、組み合わせることができる層の数の真の最大値はないが、典型的には6もしくはそれ以下が一緒にカレンダー掛けされる。好ましくは1〜4層の非カレンダー掛け紙が一緒にカレンダー掛けされてカレンダー掛け紙を作る。カレンダー掛け紙は1〜30ミルの厚さおよび0.7〜1.2g/cm3の密度、より好ましくは1〜8ミルの厚さおよび0.8〜1.1g/cm3の密度を有する。一実施形態では、全紙は50重量%カレンダー掛け紙および50重量%非カレンダー掛け紙を含んでなる。
【0034】
一実施形態では、繊維状メタ−アラミド紙中のメタ−アラミド繊維は、紙の5〜97重量%の濃度、0.5〜10デシテックスの線密度、および2〜25mmの長さを有する。より好ましくは、メタ−アラミド繊維は紙の30〜60重量%の濃度、0.5〜5デシテックスの線密度、および2〜8mmの長さを有する。この同じ実施形態で、繊維状メタ−アラミド紙中の非粒状の繊維状またはフィルム様メタ−アラミドフィブリドは、紙の3〜95重量%の濃度、0.2〜1mmの平均最大寸法、5:1〜10:1のアスペクト比、および1ミクロン以下の厚さを有する。より好ましくは、メタ−アラミドフィブリドは紙の40〜70重量%の濃度、および0.1〜0.5ミクロンの厚さを有する。
【0035】
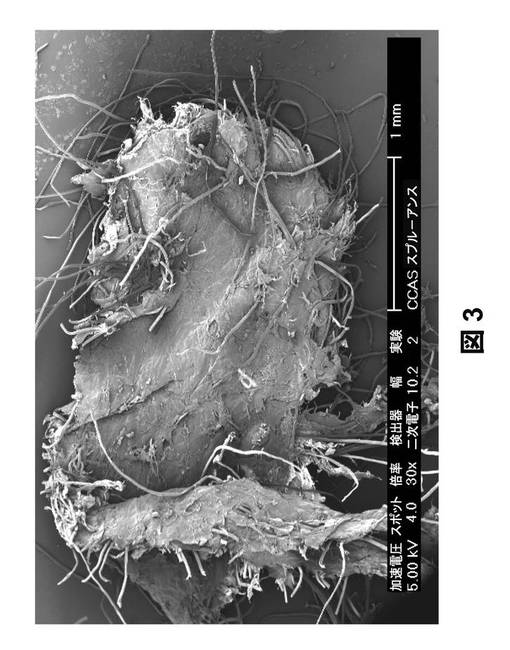
図3は、本発明の方法への原料としての使用に好適なメタ−アラミドフロックおよび非粒状の繊維状またはフィルム様メタ−アラミドフィブリドを含んでなるメタ−アラミド材料の断片の顕微鏡写真の画像である。
【0036】
別の実施形態では、繊維状メタ−アラミド材料は、非粒状の繊維状またはフィルム様メタ−アラミドフィブリドに加えて、パラ−アラミドフロックを含むことができる。これらの2つの原料、メタ−アラミドフィブリドおよびパラ−アラミドフロックは、サーマウント(THERMOUNT)(登録商標)銘柄アラミド紙の1つもしくはそれ以上の層の断片から得ることができる。
【0037】
パラ−アラミド繊維
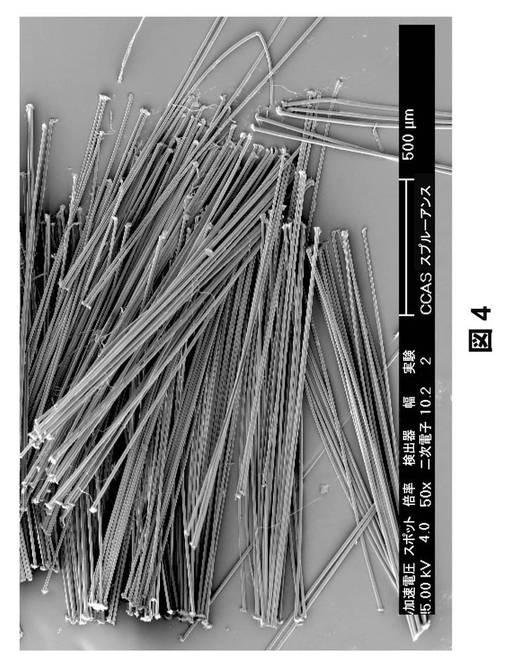
パラ−アラミド繊維は、原料中の全固形分の10〜90重量%、好ましくは原料中の全固形分の40〜75重量%、最も好ましくは原料中の全固形分の40〜55重量%の濃度に加えられる。パラ−アラミド繊維は好ましくは10デシテックス以下、より好ましくは0.5〜10デシテックス、最も好ましくは0.8〜2.5デシテックスの線密度を有する。パラ−アラミド繊維はまた好ましくは、その縦軸に沿って10cm以下の平均長さ、より好ましくは0.65〜2.5cmの平均長さ、最も好ましくは0.65〜1.25cmの平均長さを有する。図4は、本発明の方法への原料として使用することができるパラ−アラミドフロックの顕微鏡写真の画像である。
【0038】
パラ−アラミド粒子
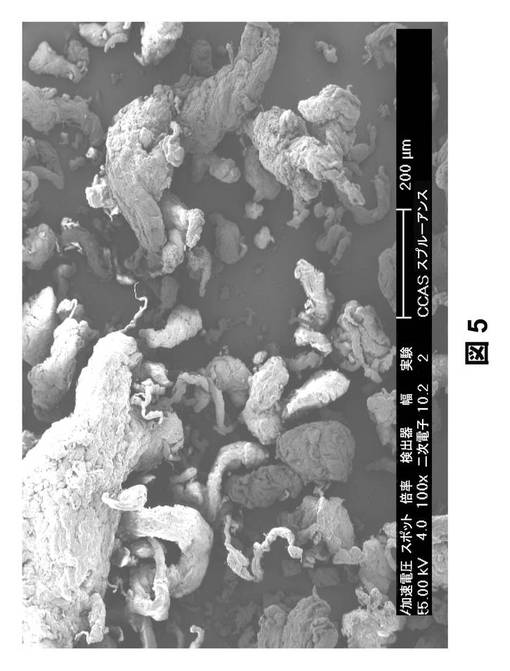
場合により、一実施形態では、パルプ原料には、実質的にまたは完全にフィブリルのない粒状のパラ−アラミド粒子がさらに含まれる。かかる粒子が加えられる場合、それらは、原料中の全固形分の50重量%以下、好ましくは原料中の全固形分の20〜50重量%、最も好ましくは原料中の全固形分の25〜35重量%の濃度に加えられる。これらの粒子は、等しい重量の繊維またはフィブリドと比較して比較的低い表面積を有する。パラ−アラミドでできているので、それらは、優れた耐摩耗性および製造中のパルプへの分散性に寄与する。粒子は実質的にフィブリルを含まないので、それらはまた、混合物およびスラリー中の他の原料の分散を支援するための配合剤としての機能を果たす。この機能を果たす粒子はしばしば加工剤または加工助剤として知られる。実質的にまたは完全にフィブリルのない粒状パラ−アラミド粒子は、50〜2000ミクロン、好ましくは50〜1500ミクロン、最も好ましくは75〜1000ミクロンの平均最大寸法を有する。しかしながら、約50ミクロンより下の粒子は摩擦およびシーリング用途で効力を失う。約2000ミクロンより上の粒子は、混合された時に他の原料と共に水中に十分に分散されたままではない。図5は、本発明の方法への原料として使用することができるパラ−アラミド粒子の顕微鏡写真の画像である。
【0039】
好ましい一実施形態では、全固体原料には、28重量%繊維状メタ−アラミド材料の断片、44重量%パラ−アラミド繊維、および28重量%パラ−アラミド粒子が含まれ得る。
【0040】
ポリマー
本発明のアラミド材料、アラミド繊維およびアラミド粒子の製造での使用に好適なポリマーは合成芳香族ポリアミドである。ポリマーは、繊維に造形されるために繊維形成分子量のものでなければならない。ポリマーには、アミド(−CONH−)結合の少なくとも85%が2つの芳香環に直接結合している、主に芳香族であるポリアミドホモポリマー、コポリマー、およびそれらの混合物が含まれ得る。環は非置換であるまたは置換されていることができる。ポリマーは、2つの環または基が分子鎖に沿って互いにメタ位にある時にメタ−アラミドである。ポリマーは、2つの環が分子鎖に沿って互いにパラ位にある時にパラ−アラミドである。好ましくは、コポリマーは、10パーセント以下の他のジアミンがポリマーの形成に使用される主要なジアミンの代わりに置き換えられる、または10パーセント以下の他の二酸塩化物がポリマーの形成に使用される主要な二酸塩化物に置き換えられる。添加物をアラミドと共に使用することができ、13重量パーセント以下ほどに多くの他のポリマー材料をアラミドとブレンドできるまたは結合できることが分かった。好ましいパラ−アラミドはポリ(パラ−フェニレンテレフタルアミド)(PPD−T)およびそのコポリマーである。好ましいメタ−アラミドはポリ(メタ−フェニレンイソフタルアミド)(MPD−I)およびそのコポリマーである。
【0041】
任意の他の添加剤
他の添加剤は、それらが混合工程で溶液中に懸濁したままであり、そして上にリストされた必須の固体原料への精製工程の影響を有意に変えない限り、場合により添加することができる。好適な添加剤には、顔料、染料、酸化防止剤、難燃性化合物、および他の加工および分散助剤が含まれる。好ましくは、パルプ原料にはアスベストは含まれない。言い換えれば、生じたパルプはアスベストフリーすなわちアスベストを含まない。
【0042】
水
水は、全原料の95〜99重量%、好ましくは全原料の97〜99重量%の濃度に加えられる。さらに、水は最初に加えることができる。次に他の原料を、組み合わせられた原料を同時に混合しながら、水中分散系を最適化するための速度で加えることができる。
【0043】
混合工程
混合工程で、原料は実質的に均一なスラリーへ混合される。「実質的に均一な」とは、スラリーのランダムサンプルが、組み合わせ工程において全原料における場合と同じ重量%濃度±10重量%、好ましくは±5重量%、最も好ましくは±2重量%の出発原料のそれぞれを含有することを意味する。例えば、全混合物中の固形分の濃度が50重量%繊維状メタ−アラミド材料の断片プラス50重量%パラ−アラミド繊維である場合には、混合工程における実質的に均一な混合物は、スラリーの各ランダムサンプルが(1)50重量%±10重量%、好ましくは±5重量%、最も好ましくは±2重量%のメタ−アラミド材料の濃度および(2)50重量%±10重量%、好ましくは±5重量%、最も好ましくは±2重量%のパラ−アラミド繊維の濃度を有することを意味する。混合は、回転羽根を含有する任意の容器で成し遂げることができる。混合は、原料が加えられた後で、または原料が加えられているもしくは組み合わされている間に起こり得る。
【0044】
精製工程
精製工程で、パルプ原料は次の通り同時に共精製される、変換されるまたは改質される。繊維状メタ−アラミド材料の断片は、バラバラにされ、カットされるおよび/または素練りされてフィブリルのない繊維状および非繊維状メタ−アラミド粒子とされる。パラ−アラミドフロックは、フィブリル化され、カットされ、素練りされてスタークおよびフィブリルを有する不規則形状の繊維状構造体とされる。パラ−アラミド粒子が他の原料と共に加えられる場合、パラ−アラミド粒子の少なくとも幾つかは素練りされてより小さい、より丸い、実質的にフィブリルのない粒子とされる。全固形分は、精製スラリーが実質的に均一であるように分散される。「実質的に均一な」は上に定義された通りである。精製工程は好ましくは、混合スラリーを1つもしくはそれ以上のディスクリファイナーに通すこと、またはスラリーを単一リファイナーにバックリサイクルすることを含んでなる。用語「ディスクリファイナー」とは、互いに回転し、それによってディスク間の剪断作用により原料を精製する1つもしくはそれ以上の対のディスクを含有するリファイナーを意味する。好適な一タイプのディスクリファイナーでは、精製されるスラリーは、互いに回転できる狭い間隔で並んだ円形ローター・ディスクとステーター・ディスクとの間にポンプ送液される。各ディスクは、少なくとも部分的に放射状に伸びる表面溝付きの、他のディスクに対面する表面を有する。用いることができる好ましいディスクリファイナーは米国特許第4,472,241号明細書に開示されている。均一な分散系および十分な精製にとって必要ならば、混合スラリーを2回以上ディスクリファイナーに通すかまたは一連の少なくとも2つのディスクリファイナーに通すことができる。混合スラリーがたった1つのリファイナーで精製される時、生じるスラリーは不十分に精製され、不均一に分散される傾向がある。一固体原料、もしくは他のもの、または両方、または3つが存在する場合には3つすべてのみからなるまたは実質的になる集合体または凝集体は、分散されたものよりもむしろ実質的に均一な分散系の形成を成すことができる。かかる集合体または凝集体は、混合スラリーが2回以上リファイナーに通されるまたは2つ以上のリファイナーに通される時にバラバラにされ、スラリー中に分散されるより大きい傾向を有する。
【0045】
多数の原料を含有する実質的に均一なスラリーは本方法のこの工程で共精製されるので、それらの他の原料もまた精製されながら、いかなる一タイプの非パルプ原料(例えば、パラ−アラミド繊維)も、他のタイプの非パルプ原料(例えば、アラミド材料の断片および場合によりパラ−アラミド粒子)すべての存在下にパルプへ精製される。非パルプ原料のこの共精製は、2つのパルプを一緒に単に混合することによって生み出されるパルプブレンドよりも優れているパルプを形成する。2つのパルプを加え、次にそれらを一緒に単に混合すると、本発明に従ってパルプへの非パルプ原料の共精製によって生み出されたパルプの実質的に均一な密接に結び付いた繊維状成分を形成しない。
【0046】
除去工程
次に水が水60全重量%以下、好ましくは水4〜60全重量%、最も好ましくは、水5〜58全重量%まで精製スラリーから除去される。水は、水平フィルターなどの脱水装置にパルプを集めることによって除去することができ、必要に応じて、追加の水を、圧力をかけるまたはパルプ・フィルターケーキを圧搾することによって除去することができる。脱水されたパルプは場合により次に所望の含水率まで乾燥することができる、および/または包装するもしくはロールに巻き取ることができる。
【0047】
図1および2
本方法はここで図1および2を参照して説明される。この詳細な説明の全体にわたって、類似の参照記号は図面のすべての図で類似の要素を意味する。
【0048】
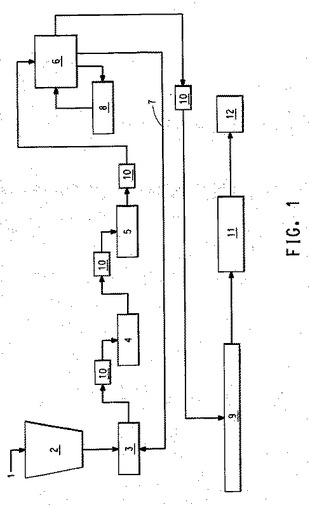
図1について言及すると、本発明に従った「湿潤」アラミドパルプの湿式製造法の実施形態のブロック図がある。パルプ原料1は容器2に加えられる。容器2は、洗濯機のミキサーに似た内部ミキサーを備えている。ミキサーは原料を水中へ分散させて実質的に均一なスラリーを生み出す。混合スラリーは、スラリーを精製する第1リファイナー3に移される。次に、場合により、精製スラリーは第2リファイナー4に、そして場合により次に第3リファイナー5に移すことができる。3つのリファイナーが例示されているが、任意の数のリファイナーを所望の均一性および精製の程度に依存して用いることができる。一連のリファイナーでの最後のリファイナーの後で、精製スラリーは場合によりフィルターまたはソーター6に移され、それは、選ばれたメッシュまたはスクリーンサイズより下の分散固形分入りスラリーを通過させ、選ばれたメッシュまたはスクリーンサイズより大きい分散固形分を、例えばライン7などによってリファイナーの1つもしくはそれ以上にまたはこの再循環スラリーを精製するための専用のリファイナー8に再循環して戻し、再循環スラリーからの精製スラリーが再びフィルターまたはソーター6に通される。適切に精製されたスラリーは、フィルターまたはソーター6から水平の水真空フィルター9へ通過し、フィルターは、パルプが全原料の75重量%以下の水濃度を有するように水を除去する。スラリーは、任意の通常の方法および1つもしくはそれ以上のポンプ10を用いるような装置によって次から次へと移すことができる。次にパルプは乾燥機11に搬送され、それはパルプが全原料の60重量%以下の水濃度を有するまで水をもっと除去する。次に精製パルプはベーラー12に包装される。
【0049】
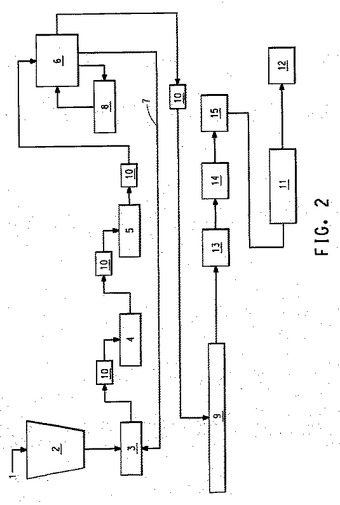
図2について言及すると、本発明に従った「乾燥」アラミドパルプの乾式製造方法の実施形態のブロック図がある。この乾式法は、水平水真空フィルター9後を除いては湿式法と同じものである。当該フィルター後に、パルプはプレス13を通過し、プレスは、パルプが全原料の20重量%以下の水濃度を有するまで水をもっと除去する。次にパルプはパルプを毛羽立てるための毛羽立て機14、次に水をもっと除去するためのローター15を通過する。次に、湿式法のように、パルプは乾燥機11を通過し、ベーラー12で包装される。
【0050】
II.本発明の方法の第2実施形態
第2実施形態では、メタ−およびパラ−アラミドパルプの製造方法は、次の相違点ありで上記の本方法の第1実施形態と同じものである。パルプ原料すべてを一度に一緒に組み合わせる代わりに、原料を段階的に加えることができる。例えば、全原料のために必要とされる水の幾らかまたはすべてを(i)繊維状メタ−アラミド材料の断片か(ii)パラ−アラミドフロックかのどちらかと組み合わせることができる。これらの原料は第1の実質的に均一な懸濁液へ混合される。次に懸濁液は精製される。懸濁液が繊維状メタ−アラミド材料の断片を含む場合、精製は、繊維状メタ−アラミド材料の断片の少なくとも幾らかをバラバラにし、メタ−アラミド材料の少なくとも幾らかをカットするおよび/または素練りしてフィブリルのない繊維状および非繊維状メタ−アラミド粒子とすることを含む。懸濁液がパラ−アラミド繊維を含む場合、精製は、パラ−アラミド繊維の少なくとも幾らかをフィブリル化し、カットしおよび素練りして不規則形状のフィブリル化繊維状構造体とすることを含む。次に、含水率を全原料の95〜99重量%に上げるために、必要ならば、もっと水が追加される。(i)繊維状メタ−アラミド材料の断片または(ii)パラ−アラミド繊維の、前に加えられていなかった、他の原料が今加えられる。水が追加される場合、この他の原料は、追加の水の前に、後にまたはそれと一緒に加えることができる。次に、全原料が、必要ならば、実質的に均一なスラリーを形成するために混合される。スラリーは次に一緒に、すなわち、同時に共精製される。幾つかのメタ−アラミド材料が第1精製工程で精製された場合、この共精製工程は、繊維状メタ−アラミド材料の断片のすべてまたは実質的にすべてがフィブリルのない繊維状および非繊維状メタ−アラミド粒子へ変換されるように、繊維状メタ−アラミド材料の断片の少なくとも幾らかをバラバラにすることおよび/またはメタ−アラミド材料の少なくとも幾らかをカットするおよび/または素練りすることを含む。幾らかのパラ−アラミド繊維が第1精製工程で精製された場合、この第2精製工程は、パラ−アラミド繊維のすべてまたは実質的にすべてが不規則形状のフィブリル化繊維状構造体へ変換されるように、パラ−アラミド繊維の少なくとも幾らかをフィブリル化し、カットしおよび素練りすることを含む。この共精製工程はまた、精製スラリーが実質的に均一であるように全固形分を分散させることを含む。次に水が本方法の第1実施形態におけるように除去される。両方法とも同じまたは実質的に同じメタ−およびパラ−アラミドパルプを製造する。
【0051】
本発明のパルプ
本発明の方法によって製造された生成製品は、製品での補強材としての使用のためのメタ−およびパラ−アラミドパルプである。該パルプは(a)フィブリルのない繊維状および非繊維状メタ−アラミド粒子、(b)不規則形状のパラ−アラミド繊維状構造体、(c)場合により実質的にフィブリルのない粒状パラ−アラミド粒子、(d)場合により他の少ない添加剤、ならびに(e)水を含んでなる。
【0052】
パルプ中の個々の固体原料成分の濃度は、もちろん、パルプの製造に使用される対応する固体原料の前述した濃度に対応する。好ましくは、フィブリルのない繊維状および非繊維状メタ−アラミド粒子ならびに不規則形状のパラ−アラミド・フィブリル化繊維状構造体は1.3mm以下の長さ加重平均を有する。
【0053】
フィブリルのない繊維状および非繊維状メタ−アラミド粒子は、好ましくは10,000ミクロン以下、より好ましくは50〜7,500ミクロン、最も好ましくは50〜5,000ミクロンの平均最大寸法を有する。
【0054】
不規則形状のパラ−アラミド・フィブリル化繊維状構造体はスタークおよびフィブリルを有する。フィブリルは重要であり、パルプおよび最終製品中で隣接する粒子に付着するおよびそれらを保持するホックまたはファスナーまたは触手として働き、それによって最終製品に完全性を提供する。パラ−アラミド・フィブリル化繊維状構造体は好ましくは5mm以下、より好ましくは0.1〜5mm、最も好ましくは0.1〜3mmの平均最大寸法を有する。パラ−アラミド繊維状構造体は、メタ−アラミド粒子の少なくとも幾つかに接触し、その周りに部分的にラップされる。
【0055】
パラ−アラミド粒子がパルプ中に含まれる場合、パラ−アラミド繊維状構造体はまたさらに、これらのより丸い、実質的にフィブリルのないパラ−アラミド粒子の少なくとも幾つかに接触し、その周りに部分的にラップされる。これらのパラ−アラミド粒子は好ましくは少なくとも50ミクロン、より好ましくは50〜100ミクロン、最も好ましくは50〜75ミクロンの平均最大寸法を有する。パラ−アラミド繊維状構造体がメタ−アラミド粒子(および、存在するならば、パラ−アラミド粒子)に接触し、その周りに部分的にラップされる場合、2つの成分は2つ以上のポイントで接触することができ、それらは、成分間の全体湾曲経路に沿って互いに連続的に接触することができるが、そうである必要はない。例えば、パラ−アラミド繊維状構造体上のおよびそれに沿ったフィブリルは、パラ−アラミド繊維状構造体がメタ−アラミド粒子(および、存在するならば、より丸い、実質的にフィブリルのないパラ−アラミド粒子)の周りを部分的にラップするメタ−アラミド粒子(および、存在するならば、より丸い、実質的にフィブリルのないパラ−アラミド粒子)に接触し、その周りに部分的なコクーンを形成することができる。好ましくは、パラ−アラミド繊維状構造体は、メタ−アラミド粒子(および、存在するならば、より丸い、実質的にフィブリルのないパラ−アラミド粒子)の少なくとも25%、好ましくは50%、最も好ましくは75%に接触し、その周りに部分的にラップされる。
【0056】
メタ−およびパラ−アラミドパルプは、100〜700ml、好ましくは250〜450mlの、その排水特性の尺度である、TAPPI(パルプ製紙業界技術協会)試験T 227 om−92によって測定されるようなカナダ標準ろ水度(CSF)を有する。
【0057】
パルプの表面積はフィブリル化の程度の尺度であり、パルプから製造された製品の間隙率に影響を及ぼす。好ましくは、本発明のパルプの表面積はグラム当たり7〜11平方メートルである。
【0058】
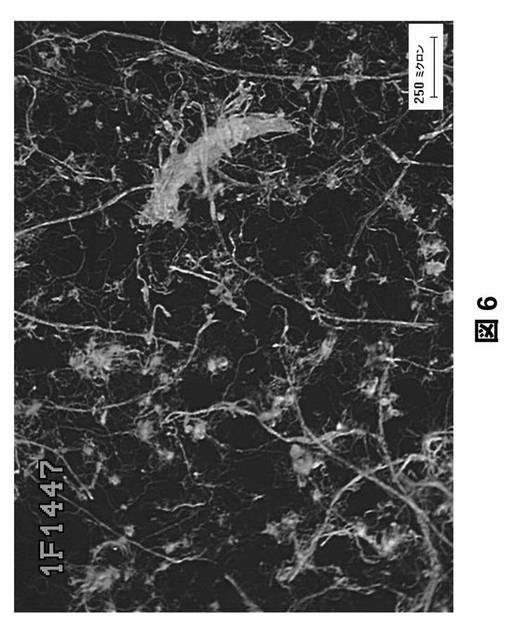
図6は、本発明の方法により製造されたメタ−およびパラ−アラミドパルプの顕微鏡写真の画像である。
【0059】
補強材、ならびに摩擦材料およびシーリング材の全体にわたって実質的に均一に分散されたアラミド粒子および繊維状構造体は、メタ−およびパラ−アラミドポリマーの高温特性とパラ−アラミドポリマーのフィブリル化傾向とによって、補強の多くのサイトおよび耐摩耗性の向上を提供すると考えられる。共精製された時に、アラミド材料のブレンディングは非常に密であるので、摩擦材料またはシーリング材で、幾らかのパラ−アラミド繊維状構造体はメタ−アラミド粒子の近くに常にあり、だからサービスの応力および摩耗は常に共有される。
【0060】
シーリング材
本発明はさらに、シーリング材およびシーリング材の製造方法に関する。シーリング材は、流体および/またはガスの排出を防ぐためのバリア中にまたはバリアとして使用され、2つの品目が合流する汚染物質の侵入を防ぐために使用される。シーリング材用の例示的な用途はガスケットにある。シーリング材は、バインダー、場合により少なくとも1つの充填材、および本発明のメタ−およびパラ−パルプを含んでなる繊維状補強材を含んでなる。好適なバインダーには、ニトリルゴム、ブタジエンゴム、ネオプレン、スチレン−ブタジエンゴム、ニトリル−ブタジエンゴム、およびそれらの混合物が含まれる。バインダーは、すべての他の出発原料と共に加えることができる。バインダーは典型的には、乾燥原料が一緒に混合されるガスケット製造方法の第1工程で加えられる。他の原料には場合により、バインダーに充填材およびパルプの表面をコートさせるための、未硬化ゴム粒子およびゴム溶剤、または溶剤中のゴムの溶液が含まれる。好適な充填材には、硫酸バリウム、粘土、タルク、およびそれらの混合物が含まれる。
【0061】
シーリング材の好適な製造方法は、例えば、ビーター添加法もしくはガスケットが材料のスラリーから製造される湿式法、または原料がエラストマーまたはゴム溶液中で組み合わされるカレンダー掛け法もしくは乾式法と呼ばれるものである。
【0062】
摩擦材料
本発明のパルプは摩擦材料で補強材として使用することができる。「摩擦材料」とは、運動のエネルギーを止めるまたは移動させるための摩擦係数などのそれらの摩擦特性、高温での安定性、耐摩耗性、騒音および振動減衰特性などのために使用される材料を意味する。摩擦材料のための例示的な用途には、ブレーキパッド、ブレーキブロック、乾式クラッチ上張り、クラッチ面セグメント、ブレーキパッド裏張り/絶縁層、自動車変速機紙、および摩擦紙が含まれる。
【0063】
この新しい用途を勘案して、本発明はさらに摩擦材料および摩擦材料の製造方法に関する。具体的には、摩擦材料は摩擦調整剤、場合により少なくとも1つの充填材、バインダー、ならびに本発明のメタ−およびパラ−パルプを含んでなる繊維状補強材を含んでなる。好適な摩擦調整剤は、鉄、銅および亜鉛などの金属粉末;マグネシウムおよびアルミニウムの酸化物などの研磨材;合成および天然グラファイト、ならびにモリブデンおよびジルコニウムの硫化物などの滑剤;ならびに合成ゴムおよびカシューナッツ殻樹脂粒子などの有機摩擦調整剤である。好適なバインダーは、フェノール樹脂(すなわち、ストレート(100%)フェノール樹脂およびゴムまたはエポキシで変性された様々なフェノール樹脂)、メラミン樹脂、エポキシ樹脂およびポリイミド樹脂、ならびにそれらの混合物などの熱硬化性樹脂である。好適な充填材には、バライト、炭酸カルシウム、ウォラストナイト、タルク、様々な粘土、およびそれらの混合物が含まれる。
【0064】
摩擦材料の実際の製造工程は、所望の摩擦材料のタイプに依存して変動することができる。例えば、成形摩擦部品の製造方法は一般に、所望の原料を金型中で組み合わせ、部品を硬化させ、そして造形し、熱処理し、必要に応じて部品を研削することを含む。自動車変速機紙および摩擦紙は一般に、所望の原料をスラリーで組み合わせ、通常の製紙法を用いて抄紙機で紙を製造することによって製造することができる。
【0065】
試験方法
次の試験方法を次の実施例で用いた。
【0066】
カナダ標準ろ水度(CSF)は、水が粒子のスラリーまたは分散系から流出する容易さの周知の尺度である。ろ水度はTAPPI試験T227によって測定する。当該試験の実施から得られたデータは、カナダ標準ろ水度数として表され、それは指定条件下に水性スラリーから流出する水のミリリットルを表す。大きな数は、高いろ水度および水が流出する高い傾向を示唆する。低い数は、分散系がゆっくり排水する傾向を示唆する。より大きい数のフィブリルは水が紙形成マットを通って流出する速度を下げるので、ろ水度はパルプのフィブリル化の程度に反比例する。
【0067】
長さ加重平均は、「ファイバーエキスパート(FiberExpert)」卓上分析計(現在パルプエキスパート(PulpExpert)FSとしても知られる、フィンランド国ヘルシンキのメトソ・オートメーション(Metso Automation of Helsinki,Finland)から入手可能な)を用いて測定する。この分析計は、パルプスラリーが分析計を通って流れる時にデジタルCCDカメラでパルプの写真画像を撮影し、次に組み込みコンピューターがこれらの画像中の繊維を解析し、それらの長さ加重平均を計算する。
【0068】
温度:
すべての温度は度摂氏(℃)単位で測定する。
【0069】
デニールはASTM D 1577に従って測定し、繊維の9000メートルのグラム単位の重量として表されるような繊維の線密度である。デニールは、独国ミュンヘンのテキステクノ(Textechno of Munich,Germany)製のヴィブロスコープ(Vibroscope)で測定する。デニール掛け(10/9)はデシテックス(dtex)に等しい。
【実施例】
【0070】
本発明はここで、次の具体的な実施例によって例示される。すべての部および百分率は、特に明記しない限り重量による。本発明の方法に従って調製される実施例は、数値によって表示される。
【0071】
実施例1
本発明の本実施例では、本発明のパルプを、メタ−アラミド紙、パラ−アラミド繊維、およびパラ−アラミド樹脂粒子の供給原料から製造した。メタ−アラミド紙をリテック(Retech)RG52/100回転式グラインダー(ノースカロライナ州アークデール(Archdale,North Carolina)にオフィスのあるベコプラン社(Vecoplan,LLC)から入手可能な)に供給し、それは紙を郵便切手サイズ片へカットし、それは3/4インチ(19mm)スクリーンサイズを通過した。
【0072】
元々ボビンにあるパラ−アラミド繊維の一部は、パラ−アラミド糸をルーマス・カッター(Lummus Cutter)(ジョージア州コロンバス(Columbus,Georgia)にオフィスのあるルーマス・インダストリーズ(Lummus Industries)から入手可能な)で名目上1/2インチ(1.27cm)カット長さにカットすることによって製造した。元々ボビンになく、多様な長い長さのものであるパラ−アラミド繊維の他の部分は、ほとんどの繊維が3/4インチ(1.91cm)より短く、平均約1/2インチ(1.27cm)長さでランダム長さの繊維を生み出すために、直角に2〜3回ギロチンカットすることによって製造した。
【0073】
パラ−アラミド樹脂粒子は、米国特許第3,884,881号明細書に略開示されているように、しかし溶媒から沈澱する断片様ポリマーを生み出すために溶媒としてN−メチルピロリドン/塩化カルシウムを使用してパラ−フェニレンジアミンと塩化テレフタロイルとをスクリュー押出機で連続的に反応させることによって製造した。溶媒を抜き出し、ポリマー断片を洗浄し、混合した粒度の粒状粉体へ乾燥させた。
【0074】
上記のように製造した3つの原料プラス水を次に、ハイドロパルパー(hydrapulper)と呼ばれる高度に攪拌される混合タンク中へ44重量%パラ−アラミド繊維、28重量%メタ−アラミド材料(すなわち、14重量%カレンダー掛けメタ−アラミド紙の断片プラス14重量%の非カレンダー掛けメタ−アラミド紙)、および28重量%パラ−アラミド粒子の濃度で組み合わせ、約2〜3重量%の全固形分濃度の実質的に均一なポンプ送液可能なスラリーを形成するために混合した。スラリーを、米国特許第4,472,241号明細書に記載されるもののように、一連の3つのリファイナーを通してポンプ送液した。リファイナーは同時に、
(1)繊維状メタ−アラミド紙片をバラバラにし、メタ−アラミド紙片をカットしたおよび/または素練りしてメタ−アラミド粒子とし、
(2)パラ−アラミド繊維をフィブリル化し、カットしおよび素練りしてスタークおよびフィブリルを有する不規則形状の繊維状構造体とし、
(3)パラ−アラミド粒子を素練りしてより小さい、より丸い、実質的にフィブリルのない粒子とし、そして
(4)精製スラリーが実質的に均一であるように全固形分を分散させた。「実質的に均一な」は上に定義されている通りである。
【0075】
この精製スラリーを次に、水平フィルターを用いて脱水し、湿潤パルプにとって所望の50全重量%の含水率までオーブン中で乾燥させた。湿潤パルプを次にベーラーによってベールへ包装した。ファイバーエキスパート(登録商標)によって測定した時に、パルプ中の原料のすべてが1.3mm以下の長さ加重平均を有した。
【0076】
実施例2
実施例1の手順に従ったが、パルプを水平フィルターで脱水した後、水をさらに除去するためにパルプを機械プレスでプレスし、次にプレスした湿潤パルプをより良好に分離するためにカリフォルニア州サンタローザ(Santa Rosa,California)にオフィスのあるベペックス・コーポレーション(Bepex Corporation)から入手可能な毛羽立て機(Fluffer)を用いて毛羽立てた。毛羽立てた湿潤パルプを次に、水分およそ8全重量%までオーブン中で乾燥させ、次に、乾燥パルプをさらに毛羽立て、そして分散させるために米国特許第5,084,136号明細書に開示されているようなウルトラローターでさらに処理した。用いたウルトラローターは、独国ヴォイステルハウゼル(Voisterhauser,Germany)にオフィスのあるアルテンブルゲル・マシーネン・ジャッカリングGmbH(Altenburger Machinen Jackering GmbH)から入手可能なウルトラローター・モデルIIIAであった。乾燥パルプを次にベールへ包装した。
【0077】
実施例3
本発明のパルプを組み込んだディスク・ブレーキパッドを以下の方法で製造した。7重量%カシューナッツ殻樹脂、17重量%無機充填材、21重量%グラファイト、コークおよび滑剤、18重量%無機研磨材、ならびに16重量%軟質金属の混合物を含んでなる、およそ20キログラムの非アスベスト含有ベース・コンパウンド粉体を50リットルのリトルフォード(Littleford)ミキサーで10〜20分間一緒に混合した。該ミキサーは、「南部連合旗」形状の翼付きの2つの高速細断機とより遅い回転プラウとを有した。
【0078】
5キログラムの十分にブレンドされたベース・コンパウンド粉体を次に、該コンパウンドおよびパルプの組み合わせた重量を基準にして3.8重量%の量で本発明のパルプ(50重量%パラ−アラミドおよび50重量%メタ−アラミドである共精製パルプ)と組み合わせた。パルプを次に、追加の5〜10分間混合することによってベース・コンパウンド中に分散させた。いったん混合すると、生じたブレーキパッド組成物は、パルプの検出可能な混乱またはいかなる構成要素の分離も本質的に全くなしに、繊維がベース・コンパウンド粉体中に十分に分散され、該粉体で完全にコートされた通常の外観を有した。
【0079】
ブレーキパッド組成物を次に、前輪ディスク・ブレーキパッド用の1個取りスチール金型中へ注ぎ込み、約5/8インチ(16mm)の標準厚さにコールドプレスし、次に金型から取り出して200グラムのおよその重量を有する予成形ブレーキパッドを形成した。プリフォームは過剰のスプリングバックまたは膨れを全く持たず、損傷なしに通常の取扱いに耐えるのに十分に頑強であった。12の複製プリフォームを製造した。プリフォームを次に2つの多数個取り金型に入れ、市販のプレスに入れ、フェノール反応ガスを脱出させるために定期的に圧力放出しながら、300°F(149℃)で約15分間プレス硬化させ(バインダーフェノール系の架橋および反応)、フェノール系バインダー架橋を完結させるための340°F(171℃)で4時間の軽く拘束されたオーブン硬化がそれに続いた。硬化した成形パッドを次に、約半インチ(13mm)の所望の厚さに研削した。等量の全パラ−アラミドパルプまたはアクリルパルプを含有する市販のブレーキパッドと目視により比較した時に、試験パッドは見分けがつかず、受け板穴中への良好なコンパウンド流れ込みを有し、エッジ切れ端を全く持たなかった。
【0080】
本発明のパルプを組み込んだブレーキパッドのサンプルを次に、その摩擦性能を測定するために試験した。試験パッドからの、典型的には1インチ×1インチおよび約3/16インチ(5mm)厚さの切り取り試片を、加熱されたスチールドラムに向けての一定圧力および制御温度引きずり試験中にホットおよびコールド摩擦係数を測定するために試験プロトコール自動車技師協会(Society of Automotive Engineers)(SAE)J661を用いて、リンク・エンジニアリング、ミシガン州デトロイト(Link Engineering,Detroit,MI)から入手可能な追跡機(Chase Machine)で評価した。サンプルを摩耗(厚さロス)について定期的に測定した。これを、他の複製パッドからカットしたあと2つの試験サンプルで繰り返した。本発明のパルプを組み込んだブレーキパッドのサンプルは、等量の全パラ−アラミドパルプを含有する商業的に入手可能なパッドと実質的に同等のホットおよびコールド摩擦性能を示した。本発明のパルプを組み込んだブレーキパッドのサンプルの試験はさらに、パッド−パッド均一性および平均摩擦格付けもまた実質的に等量の全パラ−アラミドパルプを含有するブレーキパッドと実質的に同等であることを示唆した。
【0081】
パッドを次に、試験プロトコールJ2681(ISO−SWG4)を用いて動力計(ミシガン州デトロイトのリンク・テスティング・ラボラトリーズ社(Link Testing Laboratories,Inc in Detroit,MI)での289.0mmの回転半径のシングルピストン動力計)を用いて様々なブレーキ条件下に摩擦および摩耗について試験した。この試験は、それぞれ5〜200ブレーキ適用の17シナリオよりなり、加えられたブレーキ圧力、温度、ブレーキ速度および減速度に応じた摩擦係数を測定した。この試験はまた2つの高温フェード部分を有し、試験の間にブレーキパッドは一定減速中に次第に高い初期温度にさらされ、600℃を超える温度に達した。本実施例で本発明のパルプで製造したパッドについての結果は、非常に少ないフェードおよび十分に回復されたフェード(ここで、フェードは最高温度ブレーキ適用での摩擦のロスと定義される)、非フェード部分での0.25〜0.4の許容し得る摩擦係数、パッド表面亀裂がないこと、ならびにパッドおよびローターの両方について許容し得る摩耗速度を示した。
【0082】
実施例4
本実施例は、どのようにして本発明のパルプをシーリング用途向けビーター添加ガスケット中へ組み込むことができるかを例示する。スラリーを形成するために水、ゴム、ラテックス、充填材、化学薬品、および本発明のパルプを所望量で組み合わせる。本実施例で、パルプは、50重量%のメタ−アラミド非カレンダー掛け紙の断片プラス50重量%パラ−アラミド繊維でできている。循環網篩(抄紙機スクリーンまたはワイヤなど)で、スラリーからその水分を大部分流出させ、スラリーを加熱トンネル中で乾燥させ、約2.0mmの最大厚さを有する材料を形成するために加熱カレンダーロールで加硫する。
【0083】
かかるビーター添加ガスケット材料は一般に、同等の圧縮繊維材料ほど良好なシール適性を持たず、中程度圧力・高温用途に最適である。ビーター添加ガスケットは、補助エンジンガスケットまたは、さらなる加工後にシリンダーヘッド・ガスケットの製造に適用性を見いだす。この目的のために、半完成製品を、スパイク付き金属シートの両面上へ積層し、スパイクによって所定の位置に物理的に固定する。
【0084】
実施例5
本実施例は、どのようにして本発明のパルプをカレンダー掛け法により製造されるガスケット中へ組み込むことができるかを例示する。実施例4と同じ原料、マイナス水を十分に一緒に混合し、次に適切な溶剤を用いて調製したゴム溶液とブレンドする。
【0085】
混合後に、コンパウンドを次に一般にバッチでロールカレンダーに搬送する。カレンダーは、冷却される小さなロールと加熱される大きなロールとよりなる。コンパウンドを供給し、2つのロールの回転運動によってカレンダーニップ中へ引っ張る。コンパウンドは、圧力に依存して、概して約0.02mm厚さの層で熱い下方ロールの周りに付着し、巻き付いてビルトアップ・コンパウンド層からできたガスケット材料を形成する。その際、溶剤は蒸発し、エラストマーの加硫が始まる。溶剤の蒸発速度は加熱ロールの速度に依存し、速度が速すぎると、溶剤は、コンパウンドの次の層が付けられる前に十分に脱出することができず、ガスケット材料中に気泡をもたらす。速度が遅すぎると、材料は乾燥しすぎてガスケット材料の次に続く層との間に十分な接合を形成せず、層間剥離が起こり得る。
【0086】
いったん所望のガスケット材料厚さが達成されると、ロールを停止し、ガスケット材料を熱いロールから切り離し、所望のサイズにカットしおよび/または穴を開ける。追加のプレスまたは加熱は全く必要とされず、材料はいつでもガスケットとして機能する。このように約7mm厚さ以下のガスケットを製造することができる。しかしながら、このように製造されたほとんどのガスケットは、はるかにより薄く、普通は厚さが約3mm以下である。
【図面の簡単な説明】
【0087】
【図1】本発明に従って「湿潤」アラミドパルプを製造するための湿式法を行う装置のブロック図である。
【図2】本発明に従って「乾燥」アラミドパルプを製造するための乾式法を行う装置のブロック図である。
【図3】本発明の方法への原料として使用されるメタ−アラミド材料の断片の顕微鏡写真の画像である。
【図4】本発明の方法への原料として使用されるパラ−アラミド繊維の顕微鏡写真の画像である。
【図5】本発明の方法への任意の原料として使用されるパラ−アラミド粒子の顕微鏡写真の画像である。
【図6】本発明の方法に従って製造されたアラミドパルプの顕微鏡写真の画像である。
【技術分野】
【0001】
本発明は、シールおよび摩擦材料などの製品での補強材としての使用のためのメタ−およびパラ−アラミドパルプに関する。本発明はさらに、かかるアラミドパルプの製造方法に関する。
【背景技術】
【0002】
繊維状および非繊維状補強材は、摩擦製品、シーリング製品および他のプラスチックまたはゴム製品で長年使用されてきた。かかる補強材は典型的には高い耐摩耗性および耐熱性を示さなければならない。
【0003】
アスベスト繊維が補強材として歴史的に使用されてきたが、それらの健康リスクのために代替品が製造されまたは提案されてきた。しかしながら、これらの代替品の多くは、様々な点でアスベストと同様に機能しない。
【0004】
非特許文献1は、変動する長さのフィブリル化ケブラー(KEVLAR)(登録商標)銘柄パラ−アラミド繊維から製造されるパルプの製造およびかかるパルプの様々な用途での補強材としての使用を開示している。この刊行物は、ケブラー(登録商標)銘柄パラ−アラミド繊維から製造されたパルプを単独で、またはノメックス(NOMEX)(登録商標)銘柄メタ−アラミド、木材パルプ、コットンおよび他の天然セルロース、レーヨン、ポリエステル、ポリオレフィン、ナイロン、ポリテトラフルオロエチレン、アスベストおよび他の鉱物、ガラス繊維および他のセラミックス、スチールおよび他の金属、ならびにカーボンなどの他の材料の繊維と組み合わせてシート製品に使用できることを開示している。該刊行物はまた、アスベスト体積の残りが充填材または他の繊維で置き換えられた状態で、アスベスト体積の一部を置き換えるために摩擦材料でのケブラー(登録商標)銘柄パラ−アラミド繊維単独からの、またはケブラー(登録商標)銘柄パラ−アラミド短繊維と一緒でのパルプの使用を開示している。
【0005】
特許文献1(ホイネス(Hoiness)に付与された)は、熱硬化性または熱可塑性マトリックス樹脂、繊維補強材、および実質的にフィブリルのないアラミド粒子でできた複合摩擦材料またはガスケット材料を開示している。ポリ(p−フェニレンテレフタルアミド)およびポリ(m−フェニレンイソフタルアミド)は好ましい繊維補強材であり、該繊維はフロックまたはパルプの形態であってもよい。
【0006】
特許文献2(クサカ(Kusaka)ら)は、摩擦調整剤、バインダーおよび(a)乾燥アラミドパルプと(b)湿潤アラミドパルプ、木材パルプまたはアクリルパルプとの混合物でできた繊維状補強材から製造された摩擦材料を開示している。乾燥アラミドパルプは「乾式フィブリル化法」によって得られるアラミドパルプと定義される。乾式フィブリル化法は、パルプを製造するためにロータリーカッターとスクリーンとの間でアラミド繊維を乾式粉砕することである。湿潤アラミドパルプは「湿式フィブリル化法」によって得られるアラミドパルプと定義される。乾式フィブリル化法は、フィブリル化繊維を形成するために2つの回転ディスク間の水中で短いアラミド繊維を粉砕し、そして次にフィブリル化繊維、すなわち、パルプを脱水することである。特許文献2はさらに、先ず、一定の比でフィブリル化する複数タイプの有機繊維を混合し、次に、パルプを生み出すために混合物をフィブリル化することによる繊維の混合フィブリル化法を開示している。
【0007】
【特許文献1】米国特許第5,811,042号明細書
【特許文献2】米国特許出願公開第2003/0022961号明細書
【非特許文献1】1980年2月に公表されたリサーチ・ディスクロージャー(Research Disclosure)74〜75
【発明の開示】
【発明が解決しようとする課題】
【0008】
シールおよび摩擦用途などの製品でうまく機能し、かつまた、低コストである代替補強材を提供する継続的な必要性がある。多数の開示がより低コストの代替補強材を提案しているにもかかわらず、これらの提案された製品の多くは、現在市販の製品よりも有意に、使用、コストの点で十分に機能しないか、または他の負の特性を有する。したがって、高い耐摩耗性および耐熱性を示す、他の商業的に入手可能な補強材に匹敵するまたはそれより安上がりである補強材に対する必要性が依然としてある。
【課題を解決するための手段】
【0009】
本発明は、
(a)(1)原料中の全固形分の10〜90重量%であり、そして50mm以下の平均最大寸法を有する繊維状メタ−アラミド材料の断片、
(2)原料中の全固形分の10〜90重量%であり、そして10cm以下の平均長さを有するパラ−アラミド繊維、および
(3)全原料の95〜99重量%である水
を含むパルプ原料を組み合わせる工程と、
(b)原料を実質的に均一なスラリーに混合する工程と、
(c)同時に
(1)繊維状メタ−アラミド材料の断片をバラバラにし(breaking apart)、そしてメタ−アラミド材料をカットしおよび/または素練りし(masticating)てフィブリルのない繊維状および非繊維状メタ−アラミド粒子とし、
(2)パラ−アラミド繊維をフィブリル化し、カットしそして素練りして不規則形状のフィブリル化繊維状構造体とし、そして
(3)精製スラリーが実質的に均一であるように全固形分を分散させる
ことによってスラリーを共精製する(co−refining)工程と、
(d)精製スラリーから水を除去して水60全重量%(60 total wt%)以下とする工程と
を含んでなり、
それによって、パラ−アラミド繊維状構造体がメタ−アラミド粒子の少なくとも幾つか(some)に接触し、そしてその周りに部分的にラップされた(wrapped)メタ−およびパラ−アラミドパルプを製造する、補強材としての使用のためのメタ−およびパラ−アラミドパルプの製造方法の第1実施形態に関する。
【0010】
本発明はさらに、
(a)水と以下の群:
(1)原料中の全固形分の10〜90重量%であり、そして50mm以下の平均最大寸法を有する繊維状メタ−アラミド材料の断片、および
(2)原料中の全固形分の10〜90重量%であり、そして10cm以下の平均長さを有するパラ−アラミド繊維
の第1材料とを含む原料を組み合わせる工程と、
(b)原料を実質的に均一な懸濁液に混合する工程と、
(c)混合懸濁液を
(1)繊維状メタ−アラミド材料の断片の少なくとも幾らかをバラバラにし、そしてメタ−アラミド材料の少なくとも幾らかをカットしおよび/または素練りしてフィブリルのない繊維状および非繊維状メタ−アラミド粒子とし、または
(2)パラ−アラミド繊維の少なくとも幾らかをフィブリル化し、カットしそして素練りして不規則形状のフィブリル化繊維状構造体とする
ことによって精製する工程と、
(d)精製懸濁液、(a)の群(1および2)の第2材料、ならびに、必要ならば、全原料の95〜99重量%に水濃度を上げるための水を含む原料を組み合わせる工程と、
(e)必要ならば、実質的に均一なスラリーを形成するために原料を混合する工程と、
(f)同時に
(1)繊維状メタ−アラミド材料の断片のすべてまたは実質的にすべてがフィブリルのない繊維状および非繊維状メタ−アラミド粒子へ変換されるように、繊維状メタ−アラミド材料の断片の少なくとも幾らかをバラバラにしおよび/またはメタ−アラミド材料の少なくとも幾らかをカットしおよび/または素練りし、そして
(2)パラ−アラミド繊維のすべてまたは実質的にすべてが不規則形状のフィブリル化繊維状構造体へ変換されるようにパラ−アラミド繊維の少なくとも幾らかをフィブリル化し、カットしおよび素練りし、そして
(3)精製スラリーが実質的に均一であるように全固形分を分散させる
ことによってスラリーを共精製する工程と、
(g)精製スラリーから水を除去して水60全重量%以下とする工程と
を含んでなり、
それによって、パラ−アラミド繊維状構造体がメタ−アラミド粒子の少なくとも幾つかに接触し、そしてその周りに部分的にラップされたメタ−およびパラ−アラミドパルプを製造する、補強材としての使用のためのメタ−およびパラ−アラミドパルプの製造方法の第2実施形態に関する。
【0011】
本発明はさらに、
(a)全固形分の10〜90重量%であるフィブリルのないメタ−アラミド粒子、
(b)全固形分の10〜90重量%であり、そしてスターク(stalks)およびフィブリルを有する不規則形状のパラ−アラミド繊維状構造体、および
(c)全体パルプの4〜60重量%である水
を含んでなり、
それによってパラ−アラミド繊維状構造体がメタ−アラミド粒子の少なくとも幾つかに接触し、そしてその周りに部分的にラップされる
補強材としての使用のためのメタ−およびパラ−アラミドパルプに関する。
【0012】
本発明はさらに、摩擦調整剤、場合により少なくとも1つの充填材、バインダー、および本発明のパルプを含んでなる繊維状補強材を含んでなる摩擦材料に関する。
【0013】
さらに、本発明は、バインダー、場合により少なくとも1つの充填材、および本発明のパルプを含んでなる繊維状補強材を含んでなるシーリング材に関する。
【0014】
本発明は、次の通り説明される添付図面に加えてそれについての次の詳細な説明からもっと十分に理解することができる。
【0015】
用語解説
本発明が説明される前に、特に明記しない限り本開示の全体にわたって同じ意味を有する幾つかの用語を次の用語解説で定義することは有用である。
【0016】
物体の「最大寸法」は、該物体における2つの最末端ポイント間での互いの直線距離を意味する。
【0017】
物体の「アスペクト比」は、最大寸法を含有する任意の平面での当該物体の最大幅で割られた該物体の最大寸法を意味し、ここで最大幅は最大寸法に垂直である。
【0018】
「布」は、任意の織られた、編まれた、または不織の層構造体を意味する。「織布」とは、織ること、すなわち、典型的には直角に少なくとも2つの糸を織り交ぜるまたは織り合わせることによって製造できる任意の布を意味する。一般に、かかる布は、たて糸と呼ばれる1セットの糸を、よこ糸(weft or fill yarn)と呼ばれる別セットの糸と織り交ぜることによって製造される。織布は、平織、千鳥綾織、バスケット織、朱子織、綾織、アンバランス織などの、本質的に任意の織り方を有することができる。平織が最も一般的である。「編布」とは、たて編物(例えば、トリコット、ミラニーズ、またはラッシェル)およびよこ編物(例えば、丸編物またはフラット)などの、針またはワイヤを用いて1つもしくはそれ以上の糸の一連のループをかみ合わせることによって製造できる構造体を意味する。「不織布」とは、織るまたは編むことなく製造できる、そして(i)繊維の少なくとも幾らかの機械的かみ合いか、(ii)繊維の幾らかの少なくともある部分の融合か、(iii)バインダー材料を用いる繊維の少なくとも幾らかの接合かのどれかによって一緒に保持される柔軟なシート材料を形成する繊維網を意味する。不織布には、一方向布、フェルト、スパンレース布、ハイドロレース布、スパンボンド布などが含まれる。
【0019】
「繊維」は、その長さに垂直なその断面積の全域で長さ対幅の高い比を有する比較的柔軟な単位の物質を意味する。本明細書では、用語「繊維」は、用語「フィラメント」または「たて糸」と同じ意味で用いられる。本明細書に記載されるフィラメントの断面はいかなる形状であることもできるが、典型的には円形または豆形である。ボビン上へパッケージで紡糸された繊維は連続繊維と言われる。繊維は、ステープルファイバーと呼ばれる短い長さのものへカットすることができる。繊維はフロックと呼ばれるさらにより短い長さのものへカットすることができる。糸、マルチフィラメント糸またはトウは複数の繊維を含んでなる。糸は絡ませるおよび/または撚ることができる。
【0020】
「フィブリド」は、非粒状の繊維状またはフィルム様の粒子を意味する。好ましくは、それらは320℃より上の融点または分解点を有する。フィブリドは繊維ではないが、それらは、それらがウェブによって連結された繊維様領域を有するという点で繊維状である。フィブリドは5:1〜10:1のアスペクト比で0.2〜1mmの平均長さを有する。フィブリドウェブの厚さ寸法は1もしくは2ミクロン未満であり、典型的には1ミクロンの何分の1か程度にある。フィブリドは、乾燥される前に、湿ったままで使用することができ、製品の他の原料または成分の周りに物理的に絡んだバインダーとして沈積することができる。フィブリドは、ポリマー溶液が沈澱させられ、そして単一段階で剪断される米国特許第3,018,091号明細書に開示されたタイプのフィブリド化装置の使用をはじめとする任意の方法によって製造することができる。
【0021】
「フィブリル」は、1マイクロメートルの何分の1から数マイクロメートルほどに小さい直径を有する、そして約10〜100マイクロメートルの長さを有する小さな繊維を意味する。フィブリルは一般に、4〜50マイクロメートルの直径を有するより大きな繊維の本幹から伸びる。フィブリルは、隣接する材料を巻き込むおよび捕らえるためのホックまたはファスナーとして働く。ある繊維はフィブリル化するが、他のものはフィブリル化せずまたは効果的にフィブリル化せず、そして本定義の目的のためにはかかる繊維はフィブリル化しない。ポリ(パラ−フェニレンテレフタルアミド)繊維は摩耗時に容易にフィブリル化し、フィブリルを生み出す。ポリ(メタ−フェニレンイソフタルアミド)繊維はフィブリル化しない。
【0022】
「フィブリル化繊維状構造体」は、スタークおよびそれから伸びるフィブリルを有する材料の粒子であって、スタークが略円柱状であり、そして約10〜50ミクロン直径であり、フィブリルがスタークに付いたほんの1ミクロンの何分の1から数ミクロンの直径で、約10〜100ミクロン長さの毛髪様構成要素である粒子を意味する。
【0023】
「繊維状シート」は、繊維、フィブリル、および/またはフィブリド、ならびに場合により他の原料を含有するシートを意味する。繊維状シートは紙または布であることができる。「紙」は、フォードレニール(Fourdrenier)機または傾斜ワイヤ機などの抄紙機で製造できるフラットシートを意味する。
【0024】
「フロック」は、ステープルファイバーより短い、短い長さの繊維を意味する。フロックの長さは約0.5〜約15mmであり、4〜50マイクロメートルの直径で、好ましくは1〜12mmの長さおよび8〜40マイクロメートルの直径を有する。約1mm未満であるフロックは、それが使用される材料の強度を有意に増加させない。約15mmより大きいフロックまたは繊維は、個々の繊維が絡み合ってしまうかもしれず、材料またはスラリーの全体にわたって十分にそして均一に分配され得ないので、しばしば十分に機能しない。アラミドフロックは、米国特許第3,063,966号明細書、米国特許第3,133,138号明細書、米国特許第3,767,756号明細書、および米国特許第3,869,430号明細書に記載されている方法によって製造されたもののように、有意なまたはいかなるフィブリル化もなしにアラミド繊維を短い長さにカットすることによって製造される。
【0025】
「長さ加重平均(Length−weighted average)」は、次の式から計算される長さを意味する。
【0026】
【数1】
【0027】
「ステープルファイバー」は、フィラメントを15cm以下、好ましくは3〜15cm、最も好ましくは3〜8cmの長さへカットすることによって製造することができる。ステープルファイバーは真っ直ぐ(すなわち、非捲縮)であるまたは任意の捲縮(もしくは繰り返し曲がり)頻度で、捲縮してその長さに沿って鋸歯形状の捲縮を有することができる。繊維は、コートされていない、もしくはコートされた、または別のやり方で前処理された(例えば、前延伸されたもしくは熱処理された)形で存在することができる。
【発明を実施するための最良の形態】
【0028】
本発明は、補強材としての使用のためのメタ−およびパラ−アラミドパルプの製造方法に関する。本発明はまた、補強材としての使用のための、本発明の方法によって製造することができるメタ−およびパラ−アラミドパルプにも関する。本発明はさらに、本発明のパルプを組み込んだシーリング材および摩擦材料などの製品、ならびにそれらの製造方法に関する。
【0029】
I.本発明の方法の第1実施形態
第1実施形態では、メタ−およびパラ−アラミドパルプの製造方法は次の工程を含んでなる。第1に、パルプ原料が容器中で一緒に組み合わせられるまたは加えられる。第2に、組み合わせられたパルプ原料は実質的に均一なスラリーへ混合される。第3に、スラリーは同時に精製されるまたは共精製される。第4に、水が精製スラリーから除去される。
【0030】
組み合わせ工程
組み合わせ工程では、パルプ原料は好ましくは容器またはコンテナー中に一緒に加えられる。パルプ原料には、(1)繊維状メタ−アラミド材料の断片、(2)パラ−アラミド繊維、(3)場合により実質的にまたは完全にフィブリルのない粒状パラ−アラミド粒子、(4)場合により他の少ない添加剤、および(5)水が含まれる。
【0031】
繊維状メタ−アラミド材料の断片
繊維状メタ−アラミド材料の断片は、原料中の全固形分の10〜90重量%、好ましくは原料中の全固形分の25〜60重量%、最も好ましくは原料中の全固形分の25〜55重量%の濃度に加えられる。
【0032】
繊維状メタ−アラミド材料は好ましくは、50mm以下、より好ましくは12〜50mm、最も好ましくは12〜25mmの平均最大寸法を有する。繊維状メタ−アラミド材料の断片は、繊維、フィブリド、布片、繊維状シート片、パルプ、またはそれらの混合物であることができる。パルプ原料を一緒に組み合わせる前に、連続フィラメントの形での任意の繊維を、ステープルファイバーまたはフロックなどの、より短い繊維へカットすることができる。メタ−アラミド繊維は実質的にまたは完全にフィブリルを含まない。繊維状メタ−アラミド材料は、布および/または繊維状シートの1つもしくはそれ以上の層の断片を含むことができる。
【0033】
好ましい実施形態では、繊維状メタ−アラミド材料は、各層がメタ−アラミド繊維および非粒状の繊維状またはフィルム様メタ−アラミドフィブリドを含む紙成分を含んでなる繊維状メタ−アラミド紙の1つもしくはそれ以上の層を含む。繊維状メタ−アラミド紙は前に使用された紙または未使用のバージン紙であることができる。紙は、ロールもしくはパッケージからまたは巻かれたことのない紙もしくは製造工程で発生したスクラップから取ることができる。繊維状メタ−アラミド紙層は、カレンダー掛け、非カレンダー掛け紙層、またはカレンダー掛けおよび非カレンダー掛け紙層の両方の組み合わせであることができる。層は好ましくは非カレンダー掛けであり、各非カレンダー掛け層は好ましくは2〜40ミルの厚さおよび0.1〜0.4g/cm3の密度、より好ましくは5〜23ミルの厚さおよび0.2〜0.4g/cm3の密度を有する。カレンダー掛け紙は、1つもしくはそれ以上の層を一緒にカレンダー掛けすることによって製造されてもよく、組み合わせることができる層の数の真の最大値はないが、典型的には6もしくはそれ以下が一緒にカレンダー掛けされる。好ましくは1〜4層の非カレンダー掛け紙が一緒にカレンダー掛けされてカレンダー掛け紙を作る。カレンダー掛け紙は1〜30ミルの厚さおよび0.7〜1.2g/cm3の密度、より好ましくは1〜8ミルの厚さおよび0.8〜1.1g/cm3の密度を有する。一実施形態では、全紙は50重量%カレンダー掛け紙および50重量%非カレンダー掛け紙を含んでなる。
【0034】
一実施形態では、繊維状メタ−アラミド紙中のメタ−アラミド繊維は、紙の5〜97重量%の濃度、0.5〜10デシテックスの線密度、および2〜25mmの長さを有する。より好ましくは、メタ−アラミド繊維は紙の30〜60重量%の濃度、0.5〜5デシテックスの線密度、および2〜8mmの長さを有する。この同じ実施形態で、繊維状メタ−アラミド紙中の非粒状の繊維状またはフィルム様メタ−アラミドフィブリドは、紙の3〜95重量%の濃度、0.2〜1mmの平均最大寸法、5:1〜10:1のアスペクト比、および1ミクロン以下の厚さを有する。より好ましくは、メタ−アラミドフィブリドは紙の40〜70重量%の濃度、および0.1〜0.5ミクロンの厚さを有する。
【0035】
図3は、本発明の方法への原料としての使用に好適なメタ−アラミドフロックおよび非粒状の繊維状またはフィルム様メタ−アラミドフィブリドを含んでなるメタ−アラミド材料の断片の顕微鏡写真の画像である。
【0036】
別の実施形態では、繊維状メタ−アラミド材料は、非粒状の繊維状またはフィルム様メタ−アラミドフィブリドに加えて、パラ−アラミドフロックを含むことができる。これらの2つの原料、メタ−アラミドフィブリドおよびパラ−アラミドフロックは、サーマウント(THERMOUNT)(登録商標)銘柄アラミド紙の1つもしくはそれ以上の層の断片から得ることができる。
【0037】
パラ−アラミド繊維
パラ−アラミド繊維は、原料中の全固形分の10〜90重量%、好ましくは原料中の全固形分の40〜75重量%、最も好ましくは原料中の全固形分の40〜55重量%の濃度に加えられる。パラ−アラミド繊維は好ましくは10デシテックス以下、より好ましくは0.5〜10デシテックス、最も好ましくは0.8〜2.5デシテックスの線密度を有する。パラ−アラミド繊維はまた好ましくは、その縦軸に沿って10cm以下の平均長さ、より好ましくは0.65〜2.5cmの平均長さ、最も好ましくは0.65〜1.25cmの平均長さを有する。図4は、本発明の方法への原料として使用することができるパラ−アラミドフロックの顕微鏡写真の画像である。
【0038】
パラ−アラミド粒子
場合により、一実施形態では、パルプ原料には、実質的にまたは完全にフィブリルのない粒状のパラ−アラミド粒子がさらに含まれる。かかる粒子が加えられる場合、それらは、原料中の全固形分の50重量%以下、好ましくは原料中の全固形分の20〜50重量%、最も好ましくは原料中の全固形分の25〜35重量%の濃度に加えられる。これらの粒子は、等しい重量の繊維またはフィブリドと比較して比較的低い表面積を有する。パラ−アラミドでできているので、それらは、優れた耐摩耗性および製造中のパルプへの分散性に寄与する。粒子は実質的にフィブリルを含まないので、それらはまた、混合物およびスラリー中の他の原料の分散を支援するための配合剤としての機能を果たす。この機能を果たす粒子はしばしば加工剤または加工助剤として知られる。実質的にまたは完全にフィブリルのない粒状パラ−アラミド粒子は、50〜2000ミクロン、好ましくは50〜1500ミクロン、最も好ましくは75〜1000ミクロンの平均最大寸法を有する。しかしながら、約50ミクロンより下の粒子は摩擦およびシーリング用途で効力を失う。約2000ミクロンより上の粒子は、混合された時に他の原料と共に水中に十分に分散されたままではない。図5は、本発明の方法への原料として使用することができるパラ−アラミド粒子の顕微鏡写真の画像である。
【0039】
好ましい一実施形態では、全固体原料には、28重量%繊維状メタ−アラミド材料の断片、44重量%パラ−アラミド繊維、および28重量%パラ−アラミド粒子が含まれ得る。
【0040】
ポリマー
本発明のアラミド材料、アラミド繊維およびアラミド粒子の製造での使用に好適なポリマーは合成芳香族ポリアミドである。ポリマーは、繊維に造形されるために繊維形成分子量のものでなければならない。ポリマーには、アミド(−CONH−)結合の少なくとも85%が2つの芳香環に直接結合している、主に芳香族であるポリアミドホモポリマー、コポリマー、およびそれらの混合物が含まれ得る。環は非置換であるまたは置換されていることができる。ポリマーは、2つの環または基が分子鎖に沿って互いにメタ位にある時にメタ−アラミドである。ポリマーは、2つの環が分子鎖に沿って互いにパラ位にある時にパラ−アラミドである。好ましくは、コポリマーは、10パーセント以下の他のジアミンがポリマーの形成に使用される主要なジアミンの代わりに置き換えられる、または10パーセント以下の他の二酸塩化物がポリマーの形成に使用される主要な二酸塩化物に置き換えられる。添加物をアラミドと共に使用することができ、13重量パーセント以下ほどに多くの他のポリマー材料をアラミドとブレンドできるまたは結合できることが分かった。好ましいパラ−アラミドはポリ(パラ−フェニレンテレフタルアミド)(PPD−T)およびそのコポリマーである。好ましいメタ−アラミドはポリ(メタ−フェニレンイソフタルアミド)(MPD−I)およびそのコポリマーである。
【0041】
任意の他の添加剤
他の添加剤は、それらが混合工程で溶液中に懸濁したままであり、そして上にリストされた必須の固体原料への精製工程の影響を有意に変えない限り、場合により添加することができる。好適な添加剤には、顔料、染料、酸化防止剤、難燃性化合物、および他の加工および分散助剤が含まれる。好ましくは、パルプ原料にはアスベストは含まれない。言い換えれば、生じたパルプはアスベストフリーすなわちアスベストを含まない。
【0042】
水
水は、全原料の95〜99重量%、好ましくは全原料の97〜99重量%の濃度に加えられる。さらに、水は最初に加えることができる。次に他の原料を、組み合わせられた原料を同時に混合しながら、水中分散系を最適化するための速度で加えることができる。
【0043】
混合工程
混合工程で、原料は実質的に均一なスラリーへ混合される。「実質的に均一な」とは、スラリーのランダムサンプルが、組み合わせ工程において全原料における場合と同じ重量%濃度±10重量%、好ましくは±5重量%、最も好ましくは±2重量%の出発原料のそれぞれを含有することを意味する。例えば、全混合物中の固形分の濃度が50重量%繊維状メタ−アラミド材料の断片プラス50重量%パラ−アラミド繊維である場合には、混合工程における実質的に均一な混合物は、スラリーの各ランダムサンプルが(1)50重量%±10重量%、好ましくは±5重量%、最も好ましくは±2重量%のメタ−アラミド材料の濃度および(2)50重量%±10重量%、好ましくは±5重量%、最も好ましくは±2重量%のパラ−アラミド繊維の濃度を有することを意味する。混合は、回転羽根を含有する任意の容器で成し遂げることができる。混合は、原料が加えられた後で、または原料が加えられているもしくは組み合わされている間に起こり得る。
【0044】
精製工程
精製工程で、パルプ原料は次の通り同時に共精製される、変換されるまたは改質される。繊維状メタ−アラミド材料の断片は、バラバラにされ、カットされるおよび/または素練りされてフィブリルのない繊維状および非繊維状メタ−アラミド粒子とされる。パラ−アラミドフロックは、フィブリル化され、カットされ、素練りされてスタークおよびフィブリルを有する不規則形状の繊維状構造体とされる。パラ−アラミド粒子が他の原料と共に加えられる場合、パラ−アラミド粒子の少なくとも幾つかは素練りされてより小さい、より丸い、実質的にフィブリルのない粒子とされる。全固形分は、精製スラリーが実質的に均一であるように分散される。「実質的に均一な」は上に定義された通りである。精製工程は好ましくは、混合スラリーを1つもしくはそれ以上のディスクリファイナーに通すこと、またはスラリーを単一リファイナーにバックリサイクルすることを含んでなる。用語「ディスクリファイナー」とは、互いに回転し、それによってディスク間の剪断作用により原料を精製する1つもしくはそれ以上の対のディスクを含有するリファイナーを意味する。好適な一タイプのディスクリファイナーでは、精製されるスラリーは、互いに回転できる狭い間隔で並んだ円形ローター・ディスクとステーター・ディスクとの間にポンプ送液される。各ディスクは、少なくとも部分的に放射状に伸びる表面溝付きの、他のディスクに対面する表面を有する。用いることができる好ましいディスクリファイナーは米国特許第4,472,241号明細書に開示されている。均一な分散系および十分な精製にとって必要ならば、混合スラリーを2回以上ディスクリファイナーに通すかまたは一連の少なくとも2つのディスクリファイナーに通すことができる。混合スラリーがたった1つのリファイナーで精製される時、生じるスラリーは不十分に精製され、不均一に分散される傾向がある。一固体原料、もしくは他のもの、または両方、または3つが存在する場合には3つすべてのみからなるまたは実質的になる集合体または凝集体は、分散されたものよりもむしろ実質的に均一な分散系の形成を成すことができる。かかる集合体または凝集体は、混合スラリーが2回以上リファイナーに通されるまたは2つ以上のリファイナーに通される時にバラバラにされ、スラリー中に分散されるより大きい傾向を有する。
【0045】
多数の原料を含有する実質的に均一なスラリーは本方法のこの工程で共精製されるので、それらの他の原料もまた精製されながら、いかなる一タイプの非パルプ原料(例えば、パラ−アラミド繊維)も、他のタイプの非パルプ原料(例えば、アラミド材料の断片および場合によりパラ−アラミド粒子)すべての存在下にパルプへ精製される。非パルプ原料のこの共精製は、2つのパルプを一緒に単に混合することによって生み出されるパルプブレンドよりも優れているパルプを形成する。2つのパルプを加え、次にそれらを一緒に単に混合すると、本発明に従ってパルプへの非パルプ原料の共精製によって生み出されたパルプの実質的に均一な密接に結び付いた繊維状成分を形成しない。
【0046】
除去工程
次に水が水60全重量%以下、好ましくは水4〜60全重量%、最も好ましくは、水5〜58全重量%まで精製スラリーから除去される。水は、水平フィルターなどの脱水装置にパルプを集めることによって除去することができ、必要に応じて、追加の水を、圧力をかけるまたはパルプ・フィルターケーキを圧搾することによって除去することができる。脱水されたパルプは場合により次に所望の含水率まで乾燥することができる、および/または包装するもしくはロールに巻き取ることができる。
【0047】
図1および2
本方法はここで図1および2を参照して説明される。この詳細な説明の全体にわたって、類似の参照記号は図面のすべての図で類似の要素を意味する。
【0048】
図1について言及すると、本発明に従った「湿潤」アラミドパルプの湿式製造法の実施形態のブロック図がある。パルプ原料1は容器2に加えられる。容器2は、洗濯機のミキサーに似た内部ミキサーを備えている。ミキサーは原料を水中へ分散させて実質的に均一なスラリーを生み出す。混合スラリーは、スラリーを精製する第1リファイナー3に移される。次に、場合により、精製スラリーは第2リファイナー4に、そして場合により次に第3リファイナー5に移すことができる。3つのリファイナーが例示されているが、任意の数のリファイナーを所望の均一性および精製の程度に依存して用いることができる。一連のリファイナーでの最後のリファイナーの後で、精製スラリーは場合によりフィルターまたはソーター6に移され、それは、選ばれたメッシュまたはスクリーンサイズより下の分散固形分入りスラリーを通過させ、選ばれたメッシュまたはスクリーンサイズより大きい分散固形分を、例えばライン7などによってリファイナーの1つもしくはそれ以上にまたはこの再循環スラリーを精製するための専用のリファイナー8に再循環して戻し、再循環スラリーからの精製スラリーが再びフィルターまたはソーター6に通される。適切に精製されたスラリーは、フィルターまたはソーター6から水平の水真空フィルター9へ通過し、フィルターは、パルプが全原料の75重量%以下の水濃度を有するように水を除去する。スラリーは、任意の通常の方法および1つもしくはそれ以上のポンプ10を用いるような装置によって次から次へと移すことができる。次にパルプは乾燥機11に搬送され、それはパルプが全原料の60重量%以下の水濃度を有するまで水をもっと除去する。次に精製パルプはベーラー12に包装される。
【0049】
図2について言及すると、本発明に従った「乾燥」アラミドパルプの乾式製造方法の実施形態のブロック図がある。この乾式法は、水平水真空フィルター9後を除いては湿式法と同じものである。当該フィルター後に、パルプはプレス13を通過し、プレスは、パルプが全原料の20重量%以下の水濃度を有するまで水をもっと除去する。次にパルプはパルプを毛羽立てるための毛羽立て機14、次に水をもっと除去するためのローター15を通過する。次に、湿式法のように、パルプは乾燥機11を通過し、ベーラー12で包装される。
【0050】
II.本発明の方法の第2実施形態
第2実施形態では、メタ−およびパラ−アラミドパルプの製造方法は、次の相違点ありで上記の本方法の第1実施形態と同じものである。パルプ原料すべてを一度に一緒に組み合わせる代わりに、原料を段階的に加えることができる。例えば、全原料のために必要とされる水の幾らかまたはすべてを(i)繊維状メタ−アラミド材料の断片か(ii)パラ−アラミドフロックかのどちらかと組み合わせることができる。これらの原料は第1の実質的に均一な懸濁液へ混合される。次に懸濁液は精製される。懸濁液が繊維状メタ−アラミド材料の断片を含む場合、精製は、繊維状メタ−アラミド材料の断片の少なくとも幾らかをバラバラにし、メタ−アラミド材料の少なくとも幾らかをカットするおよび/または素練りしてフィブリルのない繊維状および非繊維状メタ−アラミド粒子とすることを含む。懸濁液がパラ−アラミド繊維を含む場合、精製は、パラ−アラミド繊維の少なくとも幾らかをフィブリル化し、カットしおよび素練りして不規則形状のフィブリル化繊維状構造体とすることを含む。次に、含水率を全原料の95〜99重量%に上げるために、必要ならば、もっと水が追加される。(i)繊維状メタ−アラミド材料の断片または(ii)パラ−アラミド繊維の、前に加えられていなかった、他の原料が今加えられる。水が追加される場合、この他の原料は、追加の水の前に、後にまたはそれと一緒に加えることができる。次に、全原料が、必要ならば、実質的に均一なスラリーを形成するために混合される。スラリーは次に一緒に、すなわち、同時に共精製される。幾つかのメタ−アラミド材料が第1精製工程で精製された場合、この共精製工程は、繊維状メタ−アラミド材料の断片のすべてまたは実質的にすべてがフィブリルのない繊維状および非繊維状メタ−アラミド粒子へ変換されるように、繊維状メタ−アラミド材料の断片の少なくとも幾らかをバラバラにすることおよび/またはメタ−アラミド材料の少なくとも幾らかをカットするおよび/または素練りすることを含む。幾らかのパラ−アラミド繊維が第1精製工程で精製された場合、この第2精製工程は、パラ−アラミド繊維のすべてまたは実質的にすべてが不規則形状のフィブリル化繊維状構造体へ変換されるように、パラ−アラミド繊維の少なくとも幾らかをフィブリル化し、カットしおよび素練りすることを含む。この共精製工程はまた、精製スラリーが実質的に均一であるように全固形分を分散させることを含む。次に水が本方法の第1実施形態におけるように除去される。両方法とも同じまたは実質的に同じメタ−およびパラ−アラミドパルプを製造する。
【0051】
本発明のパルプ
本発明の方法によって製造された生成製品は、製品での補強材としての使用のためのメタ−およびパラ−アラミドパルプである。該パルプは(a)フィブリルのない繊維状および非繊維状メタ−アラミド粒子、(b)不規則形状のパラ−アラミド繊維状構造体、(c)場合により実質的にフィブリルのない粒状パラ−アラミド粒子、(d)場合により他の少ない添加剤、ならびに(e)水を含んでなる。
【0052】
パルプ中の個々の固体原料成分の濃度は、もちろん、パルプの製造に使用される対応する固体原料の前述した濃度に対応する。好ましくは、フィブリルのない繊維状および非繊維状メタ−アラミド粒子ならびに不規則形状のパラ−アラミド・フィブリル化繊維状構造体は1.3mm以下の長さ加重平均を有する。
【0053】
フィブリルのない繊維状および非繊維状メタ−アラミド粒子は、好ましくは10,000ミクロン以下、より好ましくは50〜7,500ミクロン、最も好ましくは50〜5,000ミクロンの平均最大寸法を有する。
【0054】
不規則形状のパラ−アラミド・フィブリル化繊維状構造体はスタークおよびフィブリルを有する。フィブリルは重要であり、パルプおよび最終製品中で隣接する粒子に付着するおよびそれらを保持するホックまたはファスナーまたは触手として働き、それによって最終製品に完全性を提供する。パラ−アラミド・フィブリル化繊維状構造体は好ましくは5mm以下、より好ましくは0.1〜5mm、最も好ましくは0.1〜3mmの平均最大寸法を有する。パラ−アラミド繊維状構造体は、メタ−アラミド粒子の少なくとも幾つかに接触し、その周りに部分的にラップされる。
【0055】
パラ−アラミド粒子がパルプ中に含まれる場合、パラ−アラミド繊維状構造体はまたさらに、これらのより丸い、実質的にフィブリルのないパラ−アラミド粒子の少なくとも幾つかに接触し、その周りに部分的にラップされる。これらのパラ−アラミド粒子は好ましくは少なくとも50ミクロン、より好ましくは50〜100ミクロン、最も好ましくは50〜75ミクロンの平均最大寸法を有する。パラ−アラミド繊維状構造体がメタ−アラミド粒子(および、存在するならば、パラ−アラミド粒子)に接触し、その周りに部分的にラップされる場合、2つの成分は2つ以上のポイントで接触することができ、それらは、成分間の全体湾曲経路に沿って互いに連続的に接触することができるが、そうである必要はない。例えば、パラ−アラミド繊維状構造体上のおよびそれに沿ったフィブリルは、パラ−アラミド繊維状構造体がメタ−アラミド粒子(および、存在するならば、より丸い、実質的にフィブリルのないパラ−アラミド粒子)の周りを部分的にラップするメタ−アラミド粒子(および、存在するならば、より丸い、実質的にフィブリルのないパラ−アラミド粒子)に接触し、その周りに部分的なコクーンを形成することができる。好ましくは、パラ−アラミド繊維状構造体は、メタ−アラミド粒子(および、存在するならば、より丸い、実質的にフィブリルのないパラ−アラミド粒子)の少なくとも25%、好ましくは50%、最も好ましくは75%に接触し、その周りに部分的にラップされる。
【0056】
メタ−およびパラ−アラミドパルプは、100〜700ml、好ましくは250〜450mlの、その排水特性の尺度である、TAPPI(パルプ製紙業界技術協会)試験T 227 om−92によって測定されるようなカナダ標準ろ水度(CSF)を有する。
【0057】
パルプの表面積はフィブリル化の程度の尺度であり、パルプから製造された製品の間隙率に影響を及ぼす。好ましくは、本発明のパルプの表面積はグラム当たり7〜11平方メートルである。
【0058】
図6は、本発明の方法により製造されたメタ−およびパラ−アラミドパルプの顕微鏡写真の画像である。
【0059】
補強材、ならびに摩擦材料およびシーリング材の全体にわたって実質的に均一に分散されたアラミド粒子および繊維状構造体は、メタ−およびパラ−アラミドポリマーの高温特性とパラ−アラミドポリマーのフィブリル化傾向とによって、補強の多くのサイトおよび耐摩耗性の向上を提供すると考えられる。共精製された時に、アラミド材料のブレンディングは非常に密であるので、摩擦材料またはシーリング材で、幾らかのパラ−アラミド繊維状構造体はメタ−アラミド粒子の近くに常にあり、だからサービスの応力および摩耗は常に共有される。
【0060】
シーリング材
本発明はさらに、シーリング材およびシーリング材の製造方法に関する。シーリング材は、流体および/またはガスの排出を防ぐためのバリア中にまたはバリアとして使用され、2つの品目が合流する汚染物質の侵入を防ぐために使用される。シーリング材用の例示的な用途はガスケットにある。シーリング材は、バインダー、場合により少なくとも1つの充填材、および本発明のメタ−およびパラ−パルプを含んでなる繊維状補強材を含んでなる。好適なバインダーには、ニトリルゴム、ブタジエンゴム、ネオプレン、スチレン−ブタジエンゴム、ニトリル−ブタジエンゴム、およびそれらの混合物が含まれる。バインダーは、すべての他の出発原料と共に加えることができる。バインダーは典型的には、乾燥原料が一緒に混合されるガスケット製造方法の第1工程で加えられる。他の原料には場合により、バインダーに充填材およびパルプの表面をコートさせるための、未硬化ゴム粒子およびゴム溶剤、または溶剤中のゴムの溶液が含まれる。好適な充填材には、硫酸バリウム、粘土、タルク、およびそれらの混合物が含まれる。
【0061】
シーリング材の好適な製造方法は、例えば、ビーター添加法もしくはガスケットが材料のスラリーから製造される湿式法、または原料がエラストマーまたはゴム溶液中で組み合わされるカレンダー掛け法もしくは乾式法と呼ばれるものである。
【0062】
摩擦材料
本発明のパルプは摩擦材料で補強材として使用することができる。「摩擦材料」とは、運動のエネルギーを止めるまたは移動させるための摩擦係数などのそれらの摩擦特性、高温での安定性、耐摩耗性、騒音および振動減衰特性などのために使用される材料を意味する。摩擦材料のための例示的な用途には、ブレーキパッド、ブレーキブロック、乾式クラッチ上張り、クラッチ面セグメント、ブレーキパッド裏張り/絶縁層、自動車変速機紙、および摩擦紙が含まれる。
【0063】
この新しい用途を勘案して、本発明はさらに摩擦材料および摩擦材料の製造方法に関する。具体的には、摩擦材料は摩擦調整剤、場合により少なくとも1つの充填材、バインダー、ならびに本発明のメタ−およびパラ−パルプを含んでなる繊維状補強材を含んでなる。好適な摩擦調整剤は、鉄、銅および亜鉛などの金属粉末;マグネシウムおよびアルミニウムの酸化物などの研磨材;合成および天然グラファイト、ならびにモリブデンおよびジルコニウムの硫化物などの滑剤;ならびに合成ゴムおよびカシューナッツ殻樹脂粒子などの有機摩擦調整剤である。好適なバインダーは、フェノール樹脂(すなわち、ストレート(100%)フェノール樹脂およびゴムまたはエポキシで変性された様々なフェノール樹脂)、メラミン樹脂、エポキシ樹脂およびポリイミド樹脂、ならびにそれらの混合物などの熱硬化性樹脂である。好適な充填材には、バライト、炭酸カルシウム、ウォラストナイト、タルク、様々な粘土、およびそれらの混合物が含まれる。
【0064】
摩擦材料の実際の製造工程は、所望の摩擦材料のタイプに依存して変動することができる。例えば、成形摩擦部品の製造方法は一般に、所望の原料を金型中で組み合わせ、部品を硬化させ、そして造形し、熱処理し、必要に応じて部品を研削することを含む。自動車変速機紙および摩擦紙は一般に、所望の原料をスラリーで組み合わせ、通常の製紙法を用いて抄紙機で紙を製造することによって製造することができる。
【0065】
試験方法
次の試験方法を次の実施例で用いた。
【0066】
カナダ標準ろ水度(CSF)は、水が粒子のスラリーまたは分散系から流出する容易さの周知の尺度である。ろ水度はTAPPI試験T227によって測定する。当該試験の実施から得られたデータは、カナダ標準ろ水度数として表され、それは指定条件下に水性スラリーから流出する水のミリリットルを表す。大きな数は、高いろ水度および水が流出する高い傾向を示唆する。低い数は、分散系がゆっくり排水する傾向を示唆する。より大きい数のフィブリルは水が紙形成マットを通って流出する速度を下げるので、ろ水度はパルプのフィブリル化の程度に反比例する。
【0067】
長さ加重平均は、「ファイバーエキスパート(FiberExpert)」卓上分析計(現在パルプエキスパート(PulpExpert)FSとしても知られる、フィンランド国ヘルシンキのメトソ・オートメーション(Metso Automation of Helsinki,Finland)から入手可能な)を用いて測定する。この分析計は、パルプスラリーが分析計を通って流れる時にデジタルCCDカメラでパルプの写真画像を撮影し、次に組み込みコンピューターがこれらの画像中の繊維を解析し、それらの長さ加重平均を計算する。
【0068】
温度:
すべての温度は度摂氏(℃)単位で測定する。
【0069】
デニールはASTM D 1577に従って測定し、繊維の9000メートルのグラム単位の重量として表されるような繊維の線密度である。デニールは、独国ミュンヘンのテキステクノ(Textechno of Munich,Germany)製のヴィブロスコープ(Vibroscope)で測定する。デニール掛け(10/9)はデシテックス(dtex)に等しい。
【実施例】
【0070】
本発明はここで、次の具体的な実施例によって例示される。すべての部および百分率は、特に明記しない限り重量による。本発明の方法に従って調製される実施例は、数値によって表示される。
【0071】
実施例1
本発明の本実施例では、本発明のパルプを、メタ−アラミド紙、パラ−アラミド繊維、およびパラ−アラミド樹脂粒子の供給原料から製造した。メタ−アラミド紙をリテック(Retech)RG52/100回転式グラインダー(ノースカロライナ州アークデール(Archdale,North Carolina)にオフィスのあるベコプラン社(Vecoplan,LLC)から入手可能な)に供給し、それは紙を郵便切手サイズ片へカットし、それは3/4インチ(19mm)スクリーンサイズを通過した。
【0072】
元々ボビンにあるパラ−アラミド繊維の一部は、パラ−アラミド糸をルーマス・カッター(Lummus Cutter)(ジョージア州コロンバス(Columbus,Georgia)にオフィスのあるルーマス・インダストリーズ(Lummus Industries)から入手可能な)で名目上1/2インチ(1.27cm)カット長さにカットすることによって製造した。元々ボビンになく、多様な長い長さのものであるパラ−アラミド繊維の他の部分は、ほとんどの繊維が3/4インチ(1.91cm)より短く、平均約1/2インチ(1.27cm)長さでランダム長さの繊維を生み出すために、直角に2〜3回ギロチンカットすることによって製造した。
【0073】
パラ−アラミド樹脂粒子は、米国特許第3,884,881号明細書に略開示されているように、しかし溶媒から沈澱する断片様ポリマーを生み出すために溶媒としてN−メチルピロリドン/塩化カルシウムを使用してパラ−フェニレンジアミンと塩化テレフタロイルとをスクリュー押出機で連続的に反応させることによって製造した。溶媒を抜き出し、ポリマー断片を洗浄し、混合した粒度の粒状粉体へ乾燥させた。
【0074】
上記のように製造した3つの原料プラス水を次に、ハイドロパルパー(hydrapulper)と呼ばれる高度に攪拌される混合タンク中へ44重量%パラ−アラミド繊維、28重量%メタ−アラミド材料(すなわち、14重量%カレンダー掛けメタ−アラミド紙の断片プラス14重量%の非カレンダー掛けメタ−アラミド紙)、および28重量%パラ−アラミド粒子の濃度で組み合わせ、約2〜3重量%の全固形分濃度の実質的に均一なポンプ送液可能なスラリーを形成するために混合した。スラリーを、米国特許第4,472,241号明細書に記載されるもののように、一連の3つのリファイナーを通してポンプ送液した。リファイナーは同時に、
(1)繊維状メタ−アラミド紙片をバラバラにし、メタ−アラミド紙片をカットしたおよび/または素練りしてメタ−アラミド粒子とし、
(2)パラ−アラミド繊維をフィブリル化し、カットしおよび素練りしてスタークおよびフィブリルを有する不規則形状の繊維状構造体とし、
(3)パラ−アラミド粒子を素練りしてより小さい、より丸い、実質的にフィブリルのない粒子とし、そして
(4)精製スラリーが実質的に均一であるように全固形分を分散させた。「実質的に均一な」は上に定義されている通りである。
【0075】
この精製スラリーを次に、水平フィルターを用いて脱水し、湿潤パルプにとって所望の50全重量%の含水率までオーブン中で乾燥させた。湿潤パルプを次にベーラーによってベールへ包装した。ファイバーエキスパート(登録商標)によって測定した時に、パルプ中の原料のすべてが1.3mm以下の長さ加重平均を有した。
【0076】
実施例2
実施例1の手順に従ったが、パルプを水平フィルターで脱水した後、水をさらに除去するためにパルプを機械プレスでプレスし、次にプレスした湿潤パルプをより良好に分離するためにカリフォルニア州サンタローザ(Santa Rosa,California)にオフィスのあるベペックス・コーポレーション(Bepex Corporation)から入手可能な毛羽立て機(Fluffer)を用いて毛羽立てた。毛羽立てた湿潤パルプを次に、水分およそ8全重量%までオーブン中で乾燥させ、次に、乾燥パルプをさらに毛羽立て、そして分散させるために米国特許第5,084,136号明細書に開示されているようなウルトラローターでさらに処理した。用いたウルトラローターは、独国ヴォイステルハウゼル(Voisterhauser,Germany)にオフィスのあるアルテンブルゲル・マシーネン・ジャッカリングGmbH(Altenburger Machinen Jackering GmbH)から入手可能なウルトラローター・モデルIIIAであった。乾燥パルプを次にベールへ包装した。
【0077】
実施例3
本発明のパルプを組み込んだディスク・ブレーキパッドを以下の方法で製造した。7重量%カシューナッツ殻樹脂、17重量%無機充填材、21重量%グラファイト、コークおよび滑剤、18重量%無機研磨材、ならびに16重量%軟質金属の混合物を含んでなる、およそ20キログラムの非アスベスト含有ベース・コンパウンド粉体を50リットルのリトルフォード(Littleford)ミキサーで10〜20分間一緒に混合した。該ミキサーは、「南部連合旗」形状の翼付きの2つの高速細断機とより遅い回転プラウとを有した。
【0078】
5キログラムの十分にブレンドされたベース・コンパウンド粉体を次に、該コンパウンドおよびパルプの組み合わせた重量を基準にして3.8重量%の量で本発明のパルプ(50重量%パラ−アラミドおよび50重量%メタ−アラミドである共精製パルプ)と組み合わせた。パルプを次に、追加の5〜10分間混合することによってベース・コンパウンド中に分散させた。いったん混合すると、生じたブレーキパッド組成物は、パルプの検出可能な混乱またはいかなる構成要素の分離も本質的に全くなしに、繊維がベース・コンパウンド粉体中に十分に分散され、該粉体で完全にコートされた通常の外観を有した。
【0079】
ブレーキパッド組成物を次に、前輪ディスク・ブレーキパッド用の1個取りスチール金型中へ注ぎ込み、約5/8インチ(16mm)の標準厚さにコールドプレスし、次に金型から取り出して200グラムのおよその重量を有する予成形ブレーキパッドを形成した。プリフォームは過剰のスプリングバックまたは膨れを全く持たず、損傷なしに通常の取扱いに耐えるのに十分に頑強であった。12の複製プリフォームを製造した。プリフォームを次に2つの多数個取り金型に入れ、市販のプレスに入れ、フェノール反応ガスを脱出させるために定期的に圧力放出しながら、300°F(149℃)で約15分間プレス硬化させ(バインダーフェノール系の架橋および反応)、フェノール系バインダー架橋を完結させるための340°F(171℃)で4時間の軽く拘束されたオーブン硬化がそれに続いた。硬化した成形パッドを次に、約半インチ(13mm)の所望の厚さに研削した。等量の全パラ−アラミドパルプまたはアクリルパルプを含有する市販のブレーキパッドと目視により比較した時に、試験パッドは見分けがつかず、受け板穴中への良好なコンパウンド流れ込みを有し、エッジ切れ端を全く持たなかった。
【0080】
本発明のパルプを組み込んだブレーキパッドのサンプルを次に、その摩擦性能を測定するために試験した。試験パッドからの、典型的には1インチ×1インチおよび約3/16インチ(5mm)厚さの切り取り試片を、加熱されたスチールドラムに向けての一定圧力および制御温度引きずり試験中にホットおよびコールド摩擦係数を測定するために試験プロトコール自動車技師協会(Society of Automotive Engineers)(SAE)J661を用いて、リンク・エンジニアリング、ミシガン州デトロイト(Link Engineering,Detroit,MI)から入手可能な追跡機(Chase Machine)で評価した。サンプルを摩耗(厚さロス)について定期的に測定した。これを、他の複製パッドからカットしたあと2つの試験サンプルで繰り返した。本発明のパルプを組み込んだブレーキパッドのサンプルは、等量の全パラ−アラミドパルプを含有する商業的に入手可能なパッドと実質的に同等のホットおよびコールド摩擦性能を示した。本発明のパルプを組み込んだブレーキパッドのサンプルの試験はさらに、パッド−パッド均一性および平均摩擦格付けもまた実質的に等量の全パラ−アラミドパルプを含有するブレーキパッドと実質的に同等であることを示唆した。
【0081】
パッドを次に、試験プロトコールJ2681(ISO−SWG4)を用いて動力計(ミシガン州デトロイトのリンク・テスティング・ラボラトリーズ社(Link Testing Laboratories,Inc in Detroit,MI)での289.0mmの回転半径のシングルピストン動力計)を用いて様々なブレーキ条件下に摩擦および摩耗について試験した。この試験は、それぞれ5〜200ブレーキ適用の17シナリオよりなり、加えられたブレーキ圧力、温度、ブレーキ速度および減速度に応じた摩擦係数を測定した。この試験はまた2つの高温フェード部分を有し、試験の間にブレーキパッドは一定減速中に次第に高い初期温度にさらされ、600℃を超える温度に達した。本実施例で本発明のパルプで製造したパッドについての結果は、非常に少ないフェードおよび十分に回復されたフェード(ここで、フェードは最高温度ブレーキ適用での摩擦のロスと定義される)、非フェード部分での0.25〜0.4の許容し得る摩擦係数、パッド表面亀裂がないこと、ならびにパッドおよびローターの両方について許容し得る摩耗速度を示した。
【0082】
実施例4
本実施例は、どのようにして本発明のパルプをシーリング用途向けビーター添加ガスケット中へ組み込むことができるかを例示する。スラリーを形成するために水、ゴム、ラテックス、充填材、化学薬品、および本発明のパルプを所望量で組み合わせる。本実施例で、パルプは、50重量%のメタ−アラミド非カレンダー掛け紙の断片プラス50重量%パラ−アラミド繊維でできている。循環網篩(抄紙機スクリーンまたはワイヤなど)で、スラリーからその水分を大部分流出させ、スラリーを加熱トンネル中で乾燥させ、約2.0mmの最大厚さを有する材料を形成するために加熱カレンダーロールで加硫する。
【0083】
かかるビーター添加ガスケット材料は一般に、同等の圧縮繊維材料ほど良好なシール適性を持たず、中程度圧力・高温用途に最適である。ビーター添加ガスケットは、補助エンジンガスケットまたは、さらなる加工後にシリンダーヘッド・ガスケットの製造に適用性を見いだす。この目的のために、半完成製品を、スパイク付き金属シートの両面上へ積層し、スパイクによって所定の位置に物理的に固定する。
【0084】
実施例5
本実施例は、どのようにして本発明のパルプをカレンダー掛け法により製造されるガスケット中へ組み込むことができるかを例示する。実施例4と同じ原料、マイナス水を十分に一緒に混合し、次に適切な溶剤を用いて調製したゴム溶液とブレンドする。
【0085】
混合後に、コンパウンドを次に一般にバッチでロールカレンダーに搬送する。カレンダーは、冷却される小さなロールと加熱される大きなロールとよりなる。コンパウンドを供給し、2つのロールの回転運動によってカレンダーニップ中へ引っ張る。コンパウンドは、圧力に依存して、概して約0.02mm厚さの層で熱い下方ロールの周りに付着し、巻き付いてビルトアップ・コンパウンド層からできたガスケット材料を形成する。その際、溶剤は蒸発し、エラストマーの加硫が始まる。溶剤の蒸発速度は加熱ロールの速度に依存し、速度が速すぎると、溶剤は、コンパウンドの次の層が付けられる前に十分に脱出することができず、ガスケット材料中に気泡をもたらす。速度が遅すぎると、材料は乾燥しすぎてガスケット材料の次に続く層との間に十分な接合を形成せず、層間剥離が起こり得る。
【0086】
いったん所望のガスケット材料厚さが達成されると、ロールを停止し、ガスケット材料を熱いロールから切り離し、所望のサイズにカットしおよび/または穴を開ける。追加のプレスまたは加熱は全く必要とされず、材料はいつでもガスケットとして機能する。このように約7mm厚さ以下のガスケットを製造することができる。しかしながら、このように製造されたほとんどのガスケットは、はるかにより薄く、普通は厚さが約3mm以下である。
【図面の簡単な説明】
【0087】
【図1】本発明に従って「湿潤」アラミドパルプを製造するための湿式法を行う装置のブロック図である。
【図2】本発明に従って「乾燥」アラミドパルプを製造するための乾式法を行う装置のブロック図である。
【図3】本発明の方法への原料として使用されるメタ−アラミド材料の断片の顕微鏡写真の画像である。
【図4】本発明の方法への原料として使用されるパラ−アラミド繊維の顕微鏡写真の画像である。
【図5】本発明の方法への任意の原料として使用されるパラ−アラミド粒子の顕微鏡写真の画像である。
【図6】本発明の方法に従って製造されたアラミドパルプの顕微鏡写真の画像である。
【特許請求の範囲】
【請求項1】
(a)(1)原料中の全固形分の10〜90重量%であり、そして50mm以下の平均最大寸法を有する繊維状メタ−アラミド材料の断片、
(2)原料中の全固形分の10〜90重量%であり、そして10cm以下の平均長さを有するパラ−アラミド繊維、および
(3)全原料の95〜99重量%である水
を含むパルプ原料を組み合わせる工程と、
(b)原料を実質的に均一なスラリーに混合する工程と、
(c)同時に
(1)繊維状メタ−アラミド材料の断片をバラバラにし、そしてメタ−アラミド材料をカットしおよび/または素練りしてフィブリルのない繊維状および非繊維状メタ−アラミド粒子とし、
(2)パラ−アラミド繊維をフィブリル化し、カットしそして素練りして不規則形状のフィブリル化繊維状構造体とし、そして
(3)精製スラリーが実質的に均一であるように全固形分を分散させる
ことによってスラリーを共精製する工程と、
(d)精製スラリーから水を除去して水60全重量%以下とする工程と
を含んでなり、
それによって、パラ−アラミド繊維状構造体がメタ−アラミド粒子の少なくとも幾つかに接触し、そしてその周りに部分的にラップされたメタ−およびパラ−アラミドパルプを製造する、補強材としての使用のためのメタ−およびパラ−アラミドパルプの製造方法。
【請求項2】
繊維状メタ−アラミド材料の断片が繊維、フィブリド、布片、繊維状シート片、パルプ、およびそれらの混合物よりなる群から選択される請求項1に記載の方法。
【請求項3】
繊維状メタ−アラミド材料が2〜40ミルの厚さおよび0.1〜0.4g/cm3の密度を有する非カレンダー掛け紙である請求項1に記載の方法。
【請求項4】
繊維状メタ−アラミド材料が、
(i)紙の10〜90重量%であり、そして2〜25mmの長さを有するメタ−アラミド繊維、ならびに
(ii)紙の90〜10重量%であり、そして0.2〜1mmの平均最大寸法、5:1〜10:1のアスペクト比、および2ミクロン以下の厚さを有する非粒状の繊維状またはフィルム様メタ−アラミドフィブリド
を含む紙成分を含んでなる繊維状メタ−アラミド紙の断片を含んでなる請求項1に記載の方法。
【請求項5】
原料が、
原料中の全固形分の50重量%以下であり、そして50〜2000ミクロンの平均最大寸法を有する実質的にまたは完全にフィブリルのない粒状パラ−アラミド粒子をさらに含んでなり、そして
精製工程で、パラ−アラミド粒子の少なくとも幾つかを素練りしてより小さい、より丸い、実質的にフィブリルのない粒子とし、
それによって、製造されたメタ−およびパラ−アラミドパルプ中で、パラ−アラミド繊維状構造体が、より丸い、実質的にフィブリルのないパラ−アラミド粒子の少なくとも幾つかに接触し、そしてその周りに部分的にラップされる、
請求項1に記載の方法。
【請求項6】
組み合わせ工程で、メタ−アラミド材料が全固形分の25〜60重量%である請求項1に記載の方法。
【請求項7】
組み合わせ工程で、不規則形状のパラ−アラミド繊維状構造体が全固形分の40〜75重量%である請求項1に記載の方法。
【請求項8】
除去工程後に、水が全体パルプの4〜60重量%であり、そしてパルプが100〜700mlのカナダ標準ろ水度(CSF)を有する請求項1に記載の方法。
【請求項9】
精製工程が混合スラリーを一連のディスクリファイナーに通すことを含んでなる請求項1に記載の方法。
【請求項10】
パルプにおいて、繊維状および非繊維状メタ−アラミド粒子ならびに素練りされた不規則形状のパラ−アラミド繊維状構造体が1.3mm以下の長さ加重平均を有する請求項1に記載の方法。
【請求項11】
(a)水と以下の群:
(1)パルプ中の全固形分の10〜90重量%であり、そして50mm以下の平均最大寸法を有する繊維状メタ−アラミド材料の断片、および
(2)パルプ中の全固形分の10〜90重量%であり、そして10cm以下の平均長さを有するパラ−アラミド繊維
の第1材料とを含む原料を組み合わせる工程と、
(b)原料を実質的に均一な懸濁液に混合する工程と、
(c)混合懸濁液を
(1)繊維状メタ−アラミド材料の断片の少なくとも幾らかをバラバラにし、そしてメタ−アラミド材料の少なくとも幾らかをカットしおよび/または素練りしてフィブリルのないメタ−アラミド粒子とし、または
(2)パラ−アラミド繊維の少なくとも幾らかをフィブリル化し、カットしそして素練りして不規則形状のフィブリル化繊維状構造体とする
ことによって精製する工程と、
(d)精製懸濁液、(a)の群(1および2)の第2材料、ならびに、必要ならば、水濃度を全原料の95〜99重量%に上げるための水を含む原料を組み合わせる工程と、
(e)必要ならば、実質的に均一なスラリーを形成するために原料を混合する工程と、
(f)同時に
(1)繊維状メタ−アラミド材料の断片のすべてまたは実質的にすべてがフィブリルのないメタ−アラミド粒子へ変換されるように、繊維状メタ−アラミド材料の断片の少なくとも幾らかをバラバラにしおよび/またはメタ−アラミド材料の少なくとも幾らかをカットしおよび/または素練りし、そして
(2)パラ−アラミド繊維のすべてまたは実質的にすべてが不規則形状のフィブリル化繊維状構造体へ変換されるようにパラ−アラミド繊維の少なくとも幾らかをフィブリル化し、カットしおよび素練りし、そして
(3)精製スラリーが実質的に均一であるように全固形分を分散させる
ことによってスラリーを共精製する工程と、
(g)精製スラリーから水を除去して水60全重量%以下とする工程と
を含んでなり、
それによって、パラ−アラミド繊維状構造体がメタ−アラミド粒子の少なくとも幾つかに接触し、そしてその周りに部分的にラップされたメタ−およびパラ−アラミドパルプを製造する、補強材としての使用のためのメタ−およびパラ−アラミドパルプの製造方法。
【請求項12】
繊維状メタ−アラミド材料の断片が繊維、フィブリド、布片、繊維状シート片、パルプ、およびそれらの混合物よりなる群から選択される請求項11に記載の方法。
【請求項13】
繊維状メタ−アラミド材料が2〜40ミルの厚さおよび0.1〜0.4g/cm3の密度を有する非カレンダー掛け紙である請求項11に記載の方法。
【請求項14】
繊維状メタ−アラミド材料が、
(i)紙の5〜97重量%であり、そして1〜10デシテックスの線密度および2〜25mmの長さを有するメタ−アラミド繊維、ならびに
(ii)紙の95〜3重量%であり、そして0.2〜1mmの平均最大寸法、5:1〜10:1のアスペクト比、および1ミクロン以下の厚さを有する非粒状の繊維状またはフィルム様メタ−アラミドフィブリド
を含む紙成分を含んでなる繊維状メタ−アラミド紙の断片を含んでなる請求項11に記載の方法。
【請求項15】
原料が、
原料中の全固形分の50重量%以下であり、そして50〜2000ミクロンの平均最大寸法を有する実質的にまたは完全にフィブリルのない粒状パラ−アラミド粒子をさらに含んでなり、そして
第1か第2精製工程かのどちらかで、パラ−アラミド粒子の少なくとも幾つかを素練りしてより小さい、より丸い、実質的にフィブリルのない粒子とし、
それによって、製造されたメタ−およびパラ−アラミドパルプ中で、パラ−アラミド繊維状構造体が、より丸い、実質的にフィブリルのないパラ−アラミド粒子の少なくとも幾つかに接触し、そしてその周りに部分的にラップされる
請求項11に記載の方法。
【請求項16】
除去工程後に、メタ−アラミド粒子が全固形分の25〜60重量%である請求項11に記載の方法。
【請求項17】
除去工程後に、不規則形状のパラ−アラミド繊維状構造体が全固形分の40〜75重量%である請求項11に記載の方法。
【請求項18】
除去工程後に、水が全体パルプの4〜60重量%であり、そしてパルプが100〜700mlのカナダ標準ろ水度(CSF)を有する請求項11に記載の方法。
【請求項19】
第1精製工程が混合懸濁液を第1ディスクリファイナーに通すことを含んでなり、そして第2精製工程が混合スラリーを第2ディスクリファイナーに通すことを含んでなる請求項11に記載の方法。
【請求項20】
パルプ中で、メタ−アラミド粒子および不規則形状のパラ−アラミド繊維状構造体が1.3mm以下の長さ加重平均を有する請求項11に記載の方法。
【請求項21】
(a)全固形分の10〜90重量%であるフィブリルのないメタ−アラミド粒子、
(b)全固形分の10〜90重量%であり、そしてスタークおよびフィブリルを有する不規則形状のパラ−アラミド繊維状構造体、および
(c)全体パルプの4〜60重量%である水
を含んでなり、
それによってパラ−アラミド繊維状構造体がメタ−アラミド粒子の少なくとも幾つかに接触し、そしてその周りに部分的にラップされる
補強材としての使用のためのメタ−およびパラ−アラミドパルプ。
【請求項22】
全固形分の50重量%以下である実質的にまたは完全にフィブリルのない粒状パラ−アラミド粒子
をさらに含んでなる請求項21に記載のアラミドパルプ。
【請求項23】
メタ−アラミド粒子が全固形分の25〜60重量%である請求項21に記載のアラミドパルプ。
【請求項24】
不規則形状のパラ−アラミド繊維状構造体が全固形分の40〜75重量%である請求項21に記載のアラミドパルプ。
【請求項25】
水が全体パルプの4〜60重量%であり、そしてパルプが100〜700mlのカナダ標準ろ水度(CSF)を有する請求項21に記載のアラミドパルプ。
【請求項26】
摩擦調整剤、
バインダー、および
請求項21に記載のパルプを含んでなる繊維状補強材
を含んでなる摩擦材料。
【請求項27】
摩擦調整剤が金属粉末、研磨材、滑剤、有機摩擦調整剤、およびそれらの混合物よりなる群から選択され、そして
バインダーが熱硬化性樹脂、メラミン樹脂、エポキシ樹脂、ポリイミド樹脂、およびそれらの混合物よりなる群から選択される
請求項26に記載の摩擦材料。
【請求項28】
バインダー、および
請求項21に記載のパルプを含んでなる繊維状補強材
を含んでなるシーリング材。
【請求項29】
バインダーがニトリルゴム、ブタジエンゴム、ネオプレン、スチレン−ブタジエンゴム、ニトリル−ブタジエンゴム、およびそれらの混合物よりなる群から選択される
請求項28に記載のシーリング材。
【請求項1】
(a)(1)原料中の全固形分の10〜90重量%であり、そして50mm以下の平均最大寸法を有する繊維状メタ−アラミド材料の断片、
(2)原料中の全固形分の10〜90重量%であり、そして10cm以下の平均長さを有するパラ−アラミド繊維、および
(3)全原料の95〜99重量%である水
を含むパルプ原料を組み合わせる工程と、
(b)原料を実質的に均一なスラリーに混合する工程と、
(c)同時に
(1)繊維状メタ−アラミド材料の断片をバラバラにし、そしてメタ−アラミド材料をカットしおよび/または素練りしてフィブリルのない繊維状および非繊維状メタ−アラミド粒子とし、
(2)パラ−アラミド繊維をフィブリル化し、カットしそして素練りして不規則形状のフィブリル化繊維状構造体とし、そして
(3)精製スラリーが実質的に均一であるように全固形分を分散させる
ことによってスラリーを共精製する工程と、
(d)精製スラリーから水を除去して水60全重量%以下とする工程と
を含んでなり、
それによって、パラ−アラミド繊維状構造体がメタ−アラミド粒子の少なくとも幾つかに接触し、そしてその周りに部分的にラップされたメタ−およびパラ−アラミドパルプを製造する、補強材としての使用のためのメタ−およびパラ−アラミドパルプの製造方法。
【請求項2】
繊維状メタ−アラミド材料の断片が繊維、フィブリド、布片、繊維状シート片、パルプ、およびそれらの混合物よりなる群から選択される請求項1に記載の方法。
【請求項3】
繊維状メタ−アラミド材料が2〜40ミルの厚さおよび0.1〜0.4g/cm3の密度を有する非カレンダー掛け紙である請求項1に記載の方法。
【請求項4】
繊維状メタ−アラミド材料が、
(i)紙の10〜90重量%であり、そして2〜25mmの長さを有するメタ−アラミド繊維、ならびに
(ii)紙の90〜10重量%であり、そして0.2〜1mmの平均最大寸法、5:1〜10:1のアスペクト比、および2ミクロン以下の厚さを有する非粒状の繊維状またはフィルム様メタ−アラミドフィブリド
を含む紙成分を含んでなる繊維状メタ−アラミド紙の断片を含んでなる請求項1に記載の方法。
【請求項5】
原料が、
原料中の全固形分の50重量%以下であり、そして50〜2000ミクロンの平均最大寸法を有する実質的にまたは完全にフィブリルのない粒状パラ−アラミド粒子をさらに含んでなり、そして
精製工程で、パラ−アラミド粒子の少なくとも幾つかを素練りしてより小さい、より丸い、実質的にフィブリルのない粒子とし、
それによって、製造されたメタ−およびパラ−アラミドパルプ中で、パラ−アラミド繊維状構造体が、より丸い、実質的にフィブリルのないパラ−アラミド粒子の少なくとも幾つかに接触し、そしてその周りに部分的にラップされる、
請求項1に記載の方法。
【請求項6】
組み合わせ工程で、メタ−アラミド材料が全固形分の25〜60重量%である請求項1に記載の方法。
【請求項7】
組み合わせ工程で、不規則形状のパラ−アラミド繊維状構造体が全固形分の40〜75重量%である請求項1に記載の方法。
【請求項8】
除去工程後に、水が全体パルプの4〜60重量%であり、そしてパルプが100〜700mlのカナダ標準ろ水度(CSF)を有する請求項1に記載の方法。
【請求項9】
精製工程が混合スラリーを一連のディスクリファイナーに通すことを含んでなる請求項1に記載の方法。
【請求項10】
パルプにおいて、繊維状および非繊維状メタ−アラミド粒子ならびに素練りされた不規則形状のパラ−アラミド繊維状構造体が1.3mm以下の長さ加重平均を有する請求項1に記載の方法。
【請求項11】
(a)水と以下の群:
(1)パルプ中の全固形分の10〜90重量%であり、そして50mm以下の平均最大寸法を有する繊維状メタ−アラミド材料の断片、および
(2)パルプ中の全固形分の10〜90重量%であり、そして10cm以下の平均長さを有するパラ−アラミド繊維
の第1材料とを含む原料を組み合わせる工程と、
(b)原料を実質的に均一な懸濁液に混合する工程と、
(c)混合懸濁液を
(1)繊維状メタ−アラミド材料の断片の少なくとも幾らかをバラバラにし、そしてメタ−アラミド材料の少なくとも幾らかをカットしおよび/または素練りしてフィブリルのないメタ−アラミド粒子とし、または
(2)パラ−アラミド繊維の少なくとも幾らかをフィブリル化し、カットしそして素練りして不規則形状のフィブリル化繊維状構造体とする
ことによって精製する工程と、
(d)精製懸濁液、(a)の群(1および2)の第2材料、ならびに、必要ならば、水濃度を全原料の95〜99重量%に上げるための水を含む原料を組み合わせる工程と、
(e)必要ならば、実質的に均一なスラリーを形成するために原料を混合する工程と、
(f)同時に
(1)繊維状メタ−アラミド材料の断片のすべてまたは実質的にすべてがフィブリルのないメタ−アラミド粒子へ変換されるように、繊維状メタ−アラミド材料の断片の少なくとも幾らかをバラバラにしおよび/またはメタ−アラミド材料の少なくとも幾らかをカットしおよび/または素練りし、そして
(2)パラ−アラミド繊維のすべてまたは実質的にすべてが不規則形状のフィブリル化繊維状構造体へ変換されるようにパラ−アラミド繊維の少なくとも幾らかをフィブリル化し、カットしおよび素練りし、そして
(3)精製スラリーが実質的に均一であるように全固形分を分散させる
ことによってスラリーを共精製する工程と、
(g)精製スラリーから水を除去して水60全重量%以下とする工程と
を含んでなり、
それによって、パラ−アラミド繊維状構造体がメタ−アラミド粒子の少なくとも幾つかに接触し、そしてその周りに部分的にラップされたメタ−およびパラ−アラミドパルプを製造する、補強材としての使用のためのメタ−およびパラ−アラミドパルプの製造方法。
【請求項12】
繊維状メタ−アラミド材料の断片が繊維、フィブリド、布片、繊維状シート片、パルプ、およびそれらの混合物よりなる群から選択される請求項11に記載の方法。
【請求項13】
繊維状メタ−アラミド材料が2〜40ミルの厚さおよび0.1〜0.4g/cm3の密度を有する非カレンダー掛け紙である請求項11に記載の方法。
【請求項14】
繊維状メタ−アラミド材料が、
(i)紙の5〜97重量%であり、そして1〜10デシテックスの線密度および2〜25mmの長さを有するメタ−アラミド繊維、ならびに
(ii)紙の95〜3重量%であり、そして0.2〜1mmの平均最大寸法、5:1〜10:1のアスペクト比、および1ミクロン以下の厚さを有する非粒状の繊維状またはフィルム様メタ−アラミドフィブリド
を含む紙成分を含んでなる繊維状メタ−アラミド紙の断片を含んでなる請求項11に記載の方法。
【請求項15】
原料が、
原料中の全固形分の50重量%以下であり、そして50〜2000ミクロンの平均最大寸法を有する実質的にまたは完全にフィブリルのない粒状パラ−アラミド粒子をさらに含んでなり、そして
第1か第2精製工程かのどちらかで、パラ−アラミド粒子の少なくとも幾つかを素練りしてより小さい、より丸い、実質的にフィブリルのない粒子とし、
それによって、製造されたメタ−およびパラ−アラミドパルプ中で、パラ−アラミド繊維状構造体が、より丸い、実質的にフィブリルのないパラ−アラミド粒子の少なくとも幾つかに接触し、そしてその周りに部分的にラップされる
請求項11に記載の方法。
【請求項16】
除去工程後に、メタ−アラミド粒子が全固形分の25〜60重量%である請求項11に記載の方法。
【請求項17】
除去工程後に、不規則形状のパラ−アラミド繊維状構造体が全固形分の40〜75重量%である請求項11に記載の方法。
【請求項18】
除去工程後に、水が全体パルプの4〜60重量%であり、そしてパルプが100〜700mlのカナダ標準ろ水度(CSF)を有する請求項11に記載の方法。
【請求項19】
第1精製工程が混合懸濁液を第1ディスクリファイナーに通すことを含んでなり、そして第2精製工程が混合スラリーを第2ディスクリファイナーに通すことを含んでなる請求項11に記載の方法。
【請求項20】
パルプ中で、メタ−アラミド粒子および不規則形状のパラ−アラミド繊維状構造体が1.3mm以下の長さ加重平均を有する請求項11に記載の方法。
【請求項21】
(a)全固形分の10〜90重量%であるフィブリルのないメタ−アラミド粒子、
(b)全固形分の10〜90重量%であり、そしてスタークおよびフィブリルを有する不規則形状のパラ−アラミド繊維状構造体、および
(c)全体パルプの4〜60重量%である水
を含んでなり、
それによってパラ−アラミド繊維状構造体がメタ−アラミド粒子の少なくとも幾つかに接触し、そしてその周りに部分的にラップされる
補強材としての使用のためのメタ−およびパラ−アラミドパルプ。
【請求項22】
全固形分の50重量%以下である実質的にまたは完全にフィブリルのない粒状パラ−アラミド粒子
をさらに含んでなる請求項21に記載のアラミドパルプ。
【請求項23】
メタ−アラミド粒子が全固形分の25〜60重量%である請求項21に記載のアラミドパルプ。
【請求項24】
不規則形状のパラ−アラミド繊維状構造体が全固形分の40〜75重量%である請求項21に記載のアラミドパルプ。
【請求項25】
水が全体パルプの4〜60重量%であり、そしてパルプが100〜700mlのカナダ標準ろ水度(CSF)を有する請求項21に記載のアラミドパルプ。
【請求項26】
摩擦調整剤、
バインダー、および
請求項21に記載のパルプを含んでなる繊維状補強材
を含んでなる摩擦材料。
【請求項27】
摩擦調整剤が金属粉末、研磨材、滑剤、有機摩擦調整剤、およびそれらの混合物よりなる群から選択され、そして
バインダーが熱硬化性樹脂、メラミン樹脂、エポキシ樹脂、ポリイミド樹脂、およびそれらの混合物よりなる群から選択される
請求項26に記載の摩擦材料。
【請求項28】
バインダー、および
請求項21に記載のパルプを含んでなる繊維状補強材
を含んでなるシーリング材。
【請求項29】
バインダーがニトリルゴム、ブタジエンゴム、ネオプレン、スチレン−ブタジエンゴム、ニトリル−ブタジエンゴム、およびそれらの混合物よりなる群から選択される
請求項28に記載のシーリング材。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2008−503662(P2008−503662A)
【公表日】平成20年2月7日(2008.2.7)
【国際特許分類】
【出願番号】特願2007−518133(P2007−518133)
【出願日】平成17年6月16日(2005.6.16)
【国際出願番号】PCT/US2005/021344
【国際公開番号】WO2006/012042
【国際公開日】平成18年2月2日(2006.2.2)
【出願人】(390023674)イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー (2,692)
【氏名又は名称原語表記】E.I.DU PONT DE NEMOURS AND COMPANY
【Fターム(参考)】
【公表日】平成20年2月7日(2008.2.7)
【国際特許分類】
【出願日】平成17年6月16日(2005.6.16)
【国際出願番号】PCT/US2005/021344
【国際公開番号】WO2006/012042
【国際公開日】平成18年2月2日(2006.2.2)
【出願人】(390023674)イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー (2,692)
【氏名又は名称原語表記】E.I.DU PONT DE NEMOURS AND COMPANY
【Fターム(参考)】
[ Back to top ]