
メッキ線材の製造方法及び製造装置
【課題】製造時におけるメッキ線材への異物の付着及び不メッキを抑制する。
【解決手段】メッキ線材の製造方法は、線材を、焼鈍して軟化させた後、ガイドロールによる案内によって溶融金属中に浸漬して引き上げることにより表面を被覆するようにメッキ層を形成する。また、線材を焼鈍して軟化させる前に、線材を加熱することにより、その表面に付着した油脂類を燃焼させる。
【解決手段】メッキ線材の製造方法は、線材を、焼鈍して軟化させた後、ガイドロールによる案内によって溶融金属中に浸漬して引き上げることにより表面を被覆するようにメッキ層を形成する。また、線材を焼鈍して軟化させる前に、線材を加熱することにより、その表面に付着した油脂類を燃焼させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はメッキ線材の製造方法及び製造装置に関する。
【背景技術】
【0002】
結晶系太陽電池パネルのセル間同士を接続するためにインターコネクタと呼ばれる平角のメッキ線材が用いられる。
【0003】
メッキ線材の製造においては、メッキ層を形成する前に線材を浄化するが、その方法として、例えば、特許文献1には、脱脂及び酸洗浄による浄化、フラックス浴への浸漬による浄化、並びに超音波洗浄による錆の除去が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平4−293757号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
平角のメッキ線材の製造では、銅の母線としての荒引線を横断面形状が円形になるように伸線加工した後、横断面形状が平角状になるように圧延加工する。そして、しかる後、それを還元ガス雰囲気で焼鈍するのに続いて、溶融メッキ槽に浸漬して引き上げて巻き取る。このとき、伸線加工及び圧延加工では、線材の表面に加工油等の油脂類が塗布され、また、銅粉等の異物が付着する。このような油脂類及び異物が付着したままの線材を溶融メッキ槽に浸漬した場合、表面状態が良好でないメッキ線材が製造されることとなるため、溶融メッキ層への浸漬の前に線材の表面の洗浄が行われる。
【0006】
しかしながら、線材の表面に付着した油脂類や異物の問題は洗浄によってある程度は解消されるものの、特に油脂類を完全に除去することは困難であり、焼鈍においても炭化しきらずに残留した油脂類或いはそれに由来する化合物が線材を案内するガイドロールに付着して堆積すると、その堆積物があるタイミングで線材の表面に付着して異物となったり、或いは、不メッキを発生する虞がある。
【0007】
本発明の課題は、製造時におけるメッキ線材への異物の付着及び不メッキを抑制することである。
【課題を解決するための手段】
【0008】
本発明は、線材を、焼鈍して軟化させた後、ガイドロールによる案内によって溶融金属中に浸漬して引き上げることにより表面を被覆するようにメッキ層を形成するメッキ線材の製造方法であって、線材を焼鈍して軟化させる前に、線材を加熱することにより、その表面に付着した油脂類を燃焼させる。
【0009】
本発明は、通過する線材を焼鈍して軟化させるための焼鈍炉と、該焼鈍炉の下流側に設けられた溶融金属を貯留するためのメッキ槽と、該焼鈍炉を通過した線材を該メッキ槽に貯留された溶融金属中に浸漬して引き上げるように案内するためのガイドロールと、を備えたメッキ線材製造装置であって、上記焼鈍炉の上流側に設けられた、線材を加熱することにより、その表面に付着した油脂類を燃焼させるための加熱手段をさらに備える。
【発明の効果】
【0010】
本発明によれば、線材を焼鈍して軟化させる前に、線材を加熱することにより、その表面に付着した油脂類を燃焼させるので、油脂類或いはそれに由来する化合物が線材を案内するガイドロールに付着して堆積するのを規制でき、その結果、製造時におけるガイドロールの堆積物に起因したメッキ線材への異物の付着及び不メッキを抑制することができる。
【図面の簡単な説明】
【0011】
【図1】(a)〜(c)は実施形態に係るメッキ線材を示す斜視図である。
【図2】実施形態に係るメッキ線材の製造方法を示す説明図である。
【図3】実施形態に係るメッキ線材製造装置を示す概略構成図である。
【図4】メッキ線材製造装置の変形例を示す図である。
【図5】メッキ線材製造装置の別の変形例を示す図である。
【発明を実施するための形態】
【0012】
以下、実施形態について図面に基づいて詳細に説明する。
【0013】
(メッキ線材)
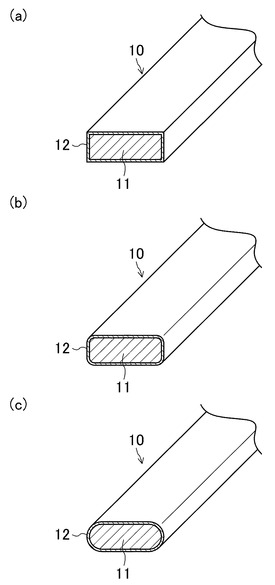
図1(a)〜(c)は実施形態に係るメッキ線材10を示す。この実施形態に係るメッキ線材10は、例えば、細分化して結晶系太陽電池パネルのセル間同士を接続するためのインターコネクタとして用いられるものである。
【0014】
実施形態に係るメッキ線材10は、平角の金属製の線材11とその表面を被覆するように設けられたハンダメッキ層12とを備えた平角線で構成されている。ここで、メッキ線材10を構成する平角線には、図1(a)に示すような角部を有する断面矩形のものの他、丸線を四方から圧縮して形成した図1(b)に示すような角部が丸くなった断面略矩形のもの、及び丸線を上下から圧縮して形成した図1(c)に示すような断面において上下の辺が直線で且つ両側の辺が円弧状である陸上競技用トラック形状の偏平な断面略矩形のものも含まれる。平角線のメッキ線材10は、例えば、幅が1〜2mm、及び厚さが0.1〜0.2mmである。なお、メッキ線材10は、平角線の他、丸線であってもよく、また、角線であってもよい。
【0015】
線材11を構成する金属としては、例えば、無酸素銅、タフピッチ銅が挙げられる。線材11は、後述のように母線としての荒引線に伸線加工及び圧延加工を施すことにより得ることができる。
【0016】
ハンダメッキ層12を形成するハンダ組成としては、融点が130〜300℃程度のSn−Pb合金、Sn−(0.5〜5質量%)Ag合金、Sn−(0.5〜5質量%)Ag−(0.3〜1.0質量%)Cu合金、Sn−(0.3〜1.0質量%)Cu合金、Sn−(1.0〜5.0質量%)Ag−(5〜8質量%)In合金、Sn−(1.0〜5.0質量%)Ag−(40〜50質量%)Bi合金、Sn−(40〜50質量%)Bi合金、Sn−(1.0〜5.0質量%)Ag−(40〜50質量%)Bi−(5〜8質量%)In合金等が挙げられる。Pbは人体に有害であり、自然環境を汚染するおそれがあるので、汚染防止の観点からはPbフリーのSn−Ag合金、Sn−Ag−Cu合金、Sn−Cu合金、Sn−Ag−In合金、Sn−Ag−Bi合金などのはんだ材が好ましく、具体的には、Sn−3.0質量%Ag−0.5質量%Cu合金が好ましい。ハンダメッキ層12の厚さは5〜80μmであることが好ましく、10〜50μmであることがより好ましい。
【0017】
実施形態に係るメッキ線材10は、線材11が極軟化処理(焼鈍処理)が施されることにより、0.2%耐力が60MPa以下であることが好ましく、50MPa以下であることがより好ましい。
【0018】
実施形態に係るメッキ線材10はフラックス成分を含有しないことが好ましい。かかるフラックス成分としては、例えば、アビエチン酸などのロジン成分材料、アミン及びその塩、セバシン酸、アゼライン酸、コルク酸などの脂肪族骨格に両末端カルボン酸を有する有機酸等が挙げられる。
【0019】
(メッキ線材の製造方法)
次に、実施形態に係るメッキ線材10の製造方法について説明する。
【0020】
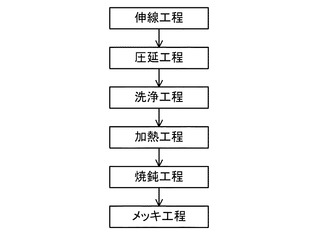
実施形態に係るメッキ線材10の製造方法は、図2に示すように、伸線工程、圧延工程、洗浄工程、加熱工程、焼鈍工程、及びメッキ工程からなる。
【0021】
実施形態に係るメッキ線材10の製造方法では、まず、母線としての荒引線を細径化して横断面形状が円形の丸線に伸線加工する(伸線工程)。伸線加工は、荒引線を伸線ダイスに通すことにより行う。荒引線の外径は例えば6.0〜10mmであり、伸線後の丸線の外径は例えば0.5〜2.0mmである。
【0022】
伸線工程の後、伸線した丸線を横断面形状が平角状の線材11に冷間圧延加工する(圧延工程)。冷間圧延加工は、丸線を圧延機のローラー間に通すことにより行う。
【0023】
ここで、伸線工程及び圧延工程では、荒引線或いは丸線に油脂類を塗布する。油脂類としては、例えば、加工油、防錆剤等が挙げられ、加工油としては、例えば、油性潤滑剤、水性潤滑剤等が挙げられる。
【0024】
圧延工程の後、線材11の表面に付着した油脂類や異物を洗浄除去する(洗浄工程)。洗浄工程は、例えば線材11を洗浄槽に貯留された洗浄液に浸漬することにより行うことができる。洗浄液としては、例えば、水(温水)、有機溶剤等が挙げられる。洗浄液を水とする場合、水温は例えば10〜60℃である。洗浄液には洗剤を含めてもよい。なお、この洗浄工程は後述の加熱工程の後であってもよい。
【0025】
洗浄工程の後、線材11を加熱することにより、その表面に残留して付着した油脂類を燃焼させて炭化させる(加熱工程)。加熱工程は、例えば、線材11を巻いたボビンを恒温槽に保管することにより、また、線材11を加熱炉に連続的に通過させることにより、或いは、線材11を火炎中に連続的に通過させることにより行うことができる。線材11を加熱する温度(炉内温度)は例えば400〜800℃とし、500〜700℃とすることが好ましい。また、線材11を加熱する温度は、0.2%耐力が高くなるのを抑制する観点から、後述の焼鈍工程において線材11を焼鈍して軟化させる温度よりも低くすることが好ましい。線材11を加熱する時間は例えば0.01〜30分とし、0.01〜5.0分とすることが好ましい。線材11の加熱は大気雰囲気下で行うことが好ましい。
【0026】
加熱工程の後、油脂類を燃焼させた線材11を焼鈍して軟化させる(焼鈍工程)。焼鈍工程は、例えば、線材11を巻いたボビンを恒温槽に保管することにより、或いは、線材11を焼鈍炉に連続的に通過させることにより行うことができる。線材11を焼鈍する温度(炉内温度)は例えば300〜900℃とし、有効に線材11を極軟化させる観点から500〜800℃とすることがより好ましい。線材11を焼鈍する時間は例えば0.01〜30分とし、0.01〜5.0分とすることが好ましい。線材11の焼鈍は還元ガス雰囲気下で行うことが好ましい。かかる雰囲気を形成する還元ガスとしては、例えば、水素ガス、一酸化炭素ガス等が挙げられるが、これらのうち作業環境性の観点から水素ガスが好ましい。また、還元ガス雰囲気を形成する際には、還元ガスを不活性ガスで希釈してもよい。かかる不活性ガスとしては、例えば、窒素ガス、アルゴンガス等が挙げられるが、これらのうち汎用性の観点から窒素ガスが好ましい。還元ガスを不活性ガスで希釈する場合、還元ガスの濃度は10〜80体積%とすることが好ましく、経済的観点からは20〜50体積%とすることがより好ましい。
【0027】
焼鈍工程の後、焼鈍して軟化させた線材11を、ガイドロールによる案内によって溶融したハンダ(溶融金属)中に浸漬して引き上げることにより表面を被覆するようにメッキ層12を形成してメッキ線材10に製造加工する(メッキ工程)。メッキ工程は、線材11をメッキ槽25に貯留された溶融したハンダに浸漬して引き上げることにより行うことができる。溶融したハンダの温度は例えば230〜300℃とし、250〜300℃とすることが好ましい。ハンダに浸漬するときの線材11の温度は例えば100〜500℃とし、ハンダメッキ層12の厚さを抑制する観点からは150〜450℃とすることが好ましい。線材11のハンダへの浸漬時間は例えば0.005〜5.0秒とし、0.01〜2.0秒とすることが好ましい。
【0028】
以上の伸線工程、圧延工程、洗浄工程、加熱工程、焼鈍工程、及びメッキ工程は、それぞれを独立して行ってもよく、また、全てを連続して行ってもよい。さらに、これらを複数に分割して行ってもよい。例えば、上記工程を、伸線工程と、その後の圧延工程、洗浄工程、加熱工程、焼鈍工程、及びメッキ工程とに二分割し、そして、伸線工程において荒引線から丸線を作製して一旦巻き取り、しかる後、連続する圧延工程、洗浄工程、加熱工程、焼鈍工程、及びメッキ工程において丸線からメッキ線材10を製造してもよい。また、上記工程を、伸線工程及び圧延工程と、加熱工程と、その後の洗浄工程、焼鈍工程、及びメッキ工程とに三分割し、そして、連続する伸線工程及び圧延工程において荒引線から平角状の線材11を作製して一旦巻き取り、次いで、加熱工程において線材11を加熱処理して再び巻き取り、しかる後、連続する洗浄工程、焼鈍工程、及びメッキ工程において加熱処理した線材11からメッキ線材10を製造してもよい。特に、加熱工程及び焼鈍工程については、表面に油脂類が付着した線材11を加熱して油脂類を燃焼させる加熱工程と油脂類を燃焼させた線材11を焼鈍して軟化させる焼鈍工程とをバッチ式で独立して行ってもよいが、生産効率の観点及び加熱工程後に一旦巻き取ることにより不所望の変形を受けるのを防止する観点から、加熱工程に引き続いて焼鈍工程を連続式で行うことが好ましい。その場合、線材11の送り速度は例えば5〜50m/minとし、7〜40m/minとすることが好ましい。
【0029】
以上の実施形態に係るメッキ線材10の製造方法によれば、線材11を焼鈍して軟化させる前に、線材11を加熱することにより、その表面に付着した油脂類を燃焼させるので、油脂類或いはそれに由来する化合物が線材11を案内するガイドロールに付着して堆積するのを規制でき、その結果、製造時におけるガイドロールの堆積物に起因したハンダメッキ線材10への異物の付着及び不メッキを抑制することができる。
【0030】
(メッキ線材製造装置)
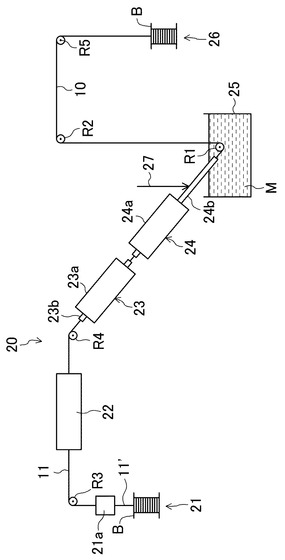
図3は実施形態に係るメッキ線材1製造装置20の1つの実施態様を示す。この実施形態に係るメッキ線材1製造装置20は、製造工程を、伸線工程と、その後の圧延工程、洗浄工程、加熱工程、焼鈍工程、及びメッキ工程とに二分割してメッキ線材10を製造する態様における後段で用いられるものである。
【0031】
実施形態に係るメッキ線材1製造装置20は、線材供給部21、洗浄槽22、加熱炉23、焼鈍炉24、メッキ槽25、及び線材回収部26を備えている。
【0032】
線材供給部21は、伸線工程で作製された丸線11’が巻かれたボビンBが取り付けられるように構成されており、また、圧延機21aを備えている。この線材供給部21において、ボビンBから丸線11’を引き出して圧延機21aのローラーによって上下方向から潤滑剤(油脂類)を流し掛けながら、冷間圧延加工し、平角の線材11に加工して洗浄槽22に送り出す。
【0033】
洗浄槽22は、長尺に形成されており、槽内に洗浄液が貯留されている。この洗浄槽22において、線材供給部21からの線材11を洗浄液に浸漬し、その中を通過させて表面の油脂類等を洗浄除去し、そして、引き上げて加熱炉23に送り出す。線材11の洗浄液への浸漬長さは例えば0.5〜5mである。
【0034】
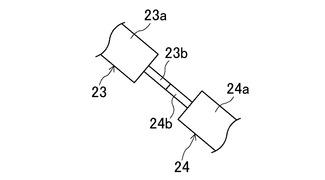
加熱炉23は、長尺箱形の炉本体23aに線材挿通管23bが長さ方向に挿通されて貫通状態に設けられた構成を有する。ヒータは炉本体23a内部に設けられている。線材挿通管23bには大気導入手段が設けられていてもよい。この加熱炉23において、洗浄槽22からの線材11を線材挿通管23b内の高温の大気雰囲気に導入し、その中を通過させて加熱することにより、その表面に付着した残留した油脂類を燃焼させて炭化させ、そして、焼鈍炉24に送り出す。従って、この加熱炉23が、後述の焼鈍炉24の上流側に設けられた、線材11を加熱することにより、その表面に付着した油脂類を燃焼させるための加熱手段を構成する。線材11の加熱炉23での加熱長さは例えば0.5〜5.0mである。線材挿通管23bの内径は例えば2.0〜20mmである。
【0035】
焼鈍炉24は、長尺箱形の炉本体24aに線材挿通管24bが長さ方向に挿通されて貫通状態に設けられた構成を有する。ヒータは炉本体24a内部に設けられている。焼鈍炉24は、待機時の水平位置と加工時の傾斜位置との間で傾動可能に構成されており、傾斜位置に位置付けられると、炉本体24aの下流側に突出した線材挿通管24bの先端部分が後述のメッキ槽25内の溶融したハンダM(溶融金属)に浸かり、従って、焼鈍炉24の下流端の線材出口がメッキ槽25内の溶融したハンダM中に位置付けられるように構成されている。また、炉本体24aの下流側に突出した線材挿通管24bには還元ガス供給管27が接続されており、焼鈍路23内を還元ガスが下流側から上流側に流れるように構成されている。この焼鈍炉24において、加熱炉23からの線材11を高温の還元ガス雰囲気に導入し、通過する線材を焼鈍して軟化させると共に、表面を還元ガスによって還元して酸化被膜を除去し、そして、線材出口からメッキ槽25内の溶融したハンダM中に送り出す。このとき、加熱炉23内の大気雰囲気下での加熱によって生成した酸化被膜も除去される。なお、還元ガス供給管27は炉本体24aの下流側に突出した線材挿通管24b以外の部分に接続されていてもよいが、還元ガスによる酸化被膜の除去を効率よく行う観点からは、上記のように還元ガス供給管27が炉本体24aの下流側に突出した線材挿通管24bに接続され、還元ガスが下流側から上流側に流れる構成が好ましい。線材11の焼鈍炉24での加熱長さは例えば0.5〜3.0mである。線材挿通管24bの内径は例えば5〜30mmである。
【0036】
加熱炉23及び焼鈍炉24は、図3に示すように、前者の線材挿通管23bの線材出口と後者の線材挿通管24bの線材入口との間が間隔を有するように設けられていてもよく、また、図4に示すように、前者の線材挿通管23bの線材出口と後者の線材挿通管24bの線材入口とが結合して連続して設けられていてもよい。加熱炉23及び焼鈍炉24は、装置構成の簡略化の観点から、それらの熱源が共通であってもよい。
【0037】
メッキ槽25は、焼鈍炉24の下流側に設けられ、槽内に溶融したハンダMが貯留されている。このメッキ槽25において、焼鈍炉24からの線材11を溶融したハンダMに浸漬し、溶融したハンダM中に設けられたガイドロールR1(ターンロール)に巻き掛けて案内した後、溶融したハンダMの外部に出してメッキ槽25の上方に設けられた引き上げガイドロールR2に巻き掛けられるまでの間で空冷し、そして、それによって表面を被覆するようにハンダメッキ層12が形成されたメッキ線材10に製造する。従って、ガイドロールR1,R2が焼鈍炉24を通過した線材11をメッキ槽25に貯留された溶融したハンダM中に浸漬して引き上げるように案内する。メッキ槽25の上方には、メッキ槽25から引き上げられた線材11を冷却する冷却器が設けられていてもよい。また、メッキ槽25から引き上げられた線材11に形成するハンダメッキ層12の厚さを調整するダイスが設けられていてもよい。また、ダイスの有無に関わらず、線材11に付着したハンダが自重で下方に落ちてハンダメッキ層12の厚さの調整が図られるように、メッキ槽25から引き上げられた線材11が垂直に上方に延びるように引き上げガイドロールR2が設けられた構成であることが好ましい。
【0038】
線材回収部26は、ボビンBが取り付けられ、その取り付けられたボビンBを回転させるように構成されている。この線材回収部26において、メッキ槽25から引き上げガイドロールR2に案内されて延びるメッキ線材10をボビンBに巻き取って回収する。
【0039】
その他、実施形態に係るメッキ線材1製造装置20には、メッキ槽25内のガイドロールR1及び引き上げガイドロールR2以外にも各部間にガイドロールR3〜R5が設けられており、それによって線材11或いはメッキ線材10を案内するように構成されている。また、実施形態に係るメッキ線材1製造装置20は、一時に単一のメッキ線材10のみを製造するように構成されていてもよいが、高い生産性を得る観点から同時に複数のメッキ線材10を製造するように構成されていることが好ましい。
【0040】
以上の構成の実施形態に係るメッキ線材1製造装置20では、線材供給部21において、圧延機21aで丸線11’の線材11を上下方向から冷間圧延加工して平角の線材11として送り出す。洗浄槽22では、線材11の表面の油脂類や異物等を洗浄液で洗浄除去する。また、線材11を洗浄槽22に貯留された洗浄液に浸漬する態様ではなく、線材11に洗浄液を流しかける態様でもよい。
【0041】
加熱炉23では、線材11を高温の大気雰囲気下で加熱することにより、その表面に付着した残留した油脂類を燃焼させて炭化させる。焼鈍炉24では、線材11を高温の還元ガス雰囲気下で焼き鈍すと共に表面を還元ガスにより還元して酸化被膜を除去する。このとき、還元ガスが焼鈍炉24内を下流側から上流側に流れることにより、線材11の表面の酸化被膜を効果的に除去することができる。焼鈍炉24内に供給するガスの流量は例えば2〜3L/minである。メッキ槽25では、線材11の表面に溶融したハンダMを付着させ、それを引き上げて空冷し、線材11の表面を被覆するようにハンダメッキ層12を形成する。線材回収部26では、メッキ線材10をボビンBに巻き取って回収する。
【0042】
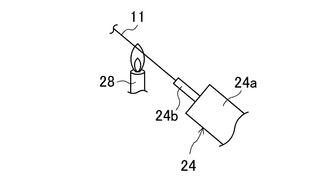
なお、上記実施形態に係るメッキ線材1製造装置20では、加熱炉23により線材の表面に付着した油脂類を燃焼させる加熱手段を構成したが、特にこれに限定されるものではなく、図5に示すように焼鈍炉24の前段に設けられた火炎発生器28により構成してもよい。また、加熱炉23により油脂類を燃焼させるので、洗浄槽22(洗浄工程)は必須ではなく、洗浄槽22(洗浄工程)がなければ、それだけ短い工程でメッキ線材10を生産できるので好ましい。
【産業上の利用可能性】
【0043】
本発明はメッキ線材の製造方法及び製造装置について有用である。
【符号の説明】
【0044】
10 メッキ線材
11 線材
11’ 丸線
12 ハンダメッキ層
20 メッキ線材製造装置
21 線材供給部
21a 圧延機
22 洗浄槽
23 加熱炉
23a 炉本体
23b 線材挿通管
24 焼鈍炉
24a 炉本体
24b 線材挿通管
25 メッキ槽
26 線材回収部
27 還元ガス供給管
28 火炎発生器
B ボビン
M 溶融したハンダ
R1〜R5 ガイドロール
【技術分野】
【0001】
本発明はメッキ線材の製造方法及び製造装置に関する。
【背景技術】
【0002】
結晶系太陽電池パネルのセル間同士を接続するためにインターコネクタと呼ばれる平角のメッキ線材が用いられる。
【0003】
メッキ線材の製造においては、メッキ層を形成する前に線材を浄化するが、その方法として、例えば、特許文献1には、脱脂及び酸洗浄による浄化、フラックス浴への浸漬による浄化、並びに超音波洗浄による錆の除去が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平4−293757号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
平角のメッキ線材の製造では、銅の母線としての荒引線を横断面形状が円形になるように伸線加工した後、横断面形状が平角状になるように圧延加工する。そして、しかる後、それを還元ガス雰囲気で焼鈍するのに続いて、溶融メッキ槽に浸漬して引き上げて巻き取る。このとき、伸線加工及び圧延加工では、線材の表面に加工油等の油脂類が塗布され、また、銅粉等の異物が付着する。このような油脂類及び異物が付着したままの線材を溶融メッキ槽に浸漬した場合、表面状態が良好でないメッキ線材が製造されることとなるため、溶融メッキ層への浸漬の前に線材の表面の洗浄が行われる。
【0006】
しかしながら、線材の表面に付着した油脂類や異物の問題は洗浄によってある程度は解消されるものの、特に油脂類を完全に除去することは困難であり、焼鈍においても炭化しきらずに残留した油脂類或いはそれに由来する化合物が線材を案内するガイドロールに付着して堆積すると、その堆積物があるタイミングで線材の表面に付着して異物となったり、或いは、不メッキを発生する虞がある。
【0007】
本発明の課題は、製造時におけるメッキ線材への異物の付着及び不メッキを抑制することである。
【課題を解決するための手段】
【0008】
本発明は、線材を、焼鈍して軟化させた後、ガイドロールによる案内によって溶融金属中に浸漬して引き上げることにより表面を被覆するようにメッキ層を形成するメッキ線材の製造方法であって、線材を焼鈍して軟化させる前に、線材を加熱することにより、その表面に付着した油脂類を燃焼させる。
【0009】
本発明は、通過する線材を焼鈍して軟化させるための焼鈍炉と、該焼鈍炉の下流側に設けられた溶融金属を貯留するためのメッキ槽と、該焼鈍炉を通過した線材を該メッキ槽に貯留された溶融金属中に浸漬して引き上げるように案内するためのガイドロールと、を備えたメッキ線材製造装置であって、上記焼鈍炉の上流側に設けられた、線材を加熱することにより、その表面に付着した油脂類を燃焼させるための加熱手段をさらに備える。
【発明の効果】
【0010】
本発明によれば、線材を焼鈍して軟化させる前に、線材を加熱することにより、その表面に付着した油脂類を燃焼させるので、油脂類或いはそれに由来する化合物が線材を案内するガイドロールに付着して堆積するのを規制でき、その結果、製造時におけるガイドロールの堆積物に起因したメッキ線材への異物の付着及び不メッキを抑制することができる。
【図面の簡単な説明】
【0011】
【図1】(a)〜(c)は実施形態に係るメッキ線材を示す斜視図である。
【図2】実施形態に係るメッキ線材の製造方法を示す説明図である。
【図3】実施形態に係るメッキ線材製造装置を示す概略構成図である。
【図4】メッキ線材製造装置の変形例を示す図である。
【図5】メッキ線材製造装置の別の変形例を示す図である。
【発明を実施するための形態】
【0012】
以下、実施形態について図面に基づいて詳細に説明する。
【0013】
(メッキ線材)
図1(a)〜(c)は実施形態に係るメッキ線材10を示す。この実施形態に係るメッキ線材10は、例えば、細分化して結晶系太陽電池パネルのセル間同士を接続するためのインターコネクタとして用いられるものである。
【0014】
実施形態に係るメッキ線材10は、平角の金属製の線材11とその表面を被覆するように設けられたハンダメッキ層12とを備えた平角線で構成されている。ここで、メッキ線材10を構成する平角線には、図1(a)に示すような角部を有する断面矩形のものの他、丸線を四方から圧縮して形成した図1(b)に示すような角部が丸くなった断面略矩形のもの、及び丸線を上下から圧縮して形成した図1(c)に示すような断面において上下の辺が直線で且つ両側の辺が円弧状である陸上競技用トラック形状の偏平な断面略矩形のものも含まれる。平角線のメッキ線材10は、例えば、幅が1〜2mm、及び厚さが0.1〜0.2mmである。なお、メッキ線材10は、平角線の他、丸線であってもよく、また、角線であってもよい。
【0015】
線材11を構成する金属としては、例えば、無酸素銅、タフピッチ銅が挙げられる。線材11は、後述のように母線としての荒引線に伸線加工及び圧延加工を施すことにより得ることができる。
【0016】
ハンダメッキ層12を形成するハンダ組成としては、融点が130〜300℃程度のSn−Pb合金、Sn−(0.5〜5質量%)Ag合金、Sn−(0.5〜5質量%)Ag−(0.3〜1.0質量%)Cu合金、Sn−(0.3〜1.0質量%)Cu合金、Sn−(1.0〜5.0質量%)Ag−(5〜8質量%)In合金、Sn−(1.0〜5.0質量%)Ag−(40〜50質量%)Bi合金、Sn−(40〜50質量%)Bi合金、Sn−(1.0〜5.0質量%)Ag−(40〜50質量%)Bi−(5〜8質量%)In合金等が挙げられる。Pbは人体に有害であり、自然環境を汚染するおそれがあるので、汚染防止の観点からはPbフリーのSn−Ag合金、Sn−Ag−Cu合金、Sn−Cu合金、Sn−Ag−In合金、Sn−Ag−Bi合金などのはんだ材が好ましく、具体的には、Sn−3.0質量%Ag−0.5質量%Cu合金が好ましい。ハンダメッキ層12の厚さは5〜80μmであることが好ましく、10〜50μmであることがより好ましい。
【0017】
実施形態に係るメッキ線材10は、線材11が極軟化処理(焼鈍処理)が施されることにより、0.2%耐力が60MPa以下であることが好ましく、50MPa以下であることがより好ましい。
【0018】
実施形態に係るメッキ線材10はフラックス成分を含有しないことが好ましい。かかるフラックス成分としては、例えば、アビエチン酸などのロジン成分材料、アミン及びその塩、セバシン酸、アゼライン酸、コルク酸などの脂肪族骨格に両末端カルボン酸を有する有機酸等が挙げられる。
【0019】
(メッキ線材の製造方法)
次に、実施形態に係るメッキ線材10の製造方法について説明する。
【0020】
実施形態に係るメッキ線材10の製造方法は、図2に示すように、伸線工程、圧延工程、洗浄工程、加熱工程、焼鈍工程、及びメッキ工程からなる。
【0021】
実施形態に係るメッキ線材10の製造方法では、まず、母線としての荒引線を細径化して横断面形状が円形の丸線に伸線加工する(伸線工程)。伸線加工は、荒引線を伸線ダイスに通すことにより行う。荒引線の外径は例えば6.0〜10mmであり、伸線後の丸線の外径は例えば0.5〜2.0mmである。
【0022】
伸線工程の後、伸線した丸線を横断面形状が平角状の線材11に冷間圧延加工する(圧延工程)。冷間圧延加工は、丸線を圧延機のローラー間に通すことにより行う。
【0023】
ここで、伸線工程及び圧延工程では、荒引線或いは丸線に油脂類を塗布する。油脂類としては、例えば、加工油、防錆剤等が挙げられ、加工油としては、例えば、油性潤滑剤、水性潤滑剤等が挙げられる。
【0024】
圧延工程の後、線材11の表面に付着した油脂類や異物を洗浄除去する(洗浄工程)。洗浄工程は、例えば線材11を洗浄槽に貯留された洗浄液に浸漬することにより行うことができる。洗浄液としては、例えば、水(温水)、有機溶剤等が挙げられる。洗浄液を水とする場合、水温は例えば10〜60℃である。洗浄液には洗剤を含めてもよい。なお、この洗浄工程は後述の加熱工程の後であってもよい。
【0025】
洗浄工程の後、線材11を加熱することにより、その表面に残留して付着した油脂類を燃焼させて炭化させる(加熱工程)。加熱工程は、例えば、線材11を巻いたボビンを恒温槽に保管することにより、また、線材11を加熱炉に連続的に通過させることにより、或いは、線材11を火炎中に連続的に通過させることにより行うことができる。線材11を加熱する温度(炉内温度)は例えば400〜800℃とし、500〜700℃とすることが好ましい。また、線材11を加熱する温度は、0.2%耐力が高くなるのを抑制する観点から、後述の焼鈍工程において線材11を焼鈍して軟化させる温度よりも低くすることが好ましい。線材11を加熱する時間は例えば0.01〜30分とし、0.01〜5.0分とすることが好ましい。線材11の加熱は大気雰囲気下で行うことが好ましい。
【0026】
加熱工程の後、油脂類を燃焼させた線材11を焼鈍して軟化させる(焼鈍工程)。焼鈍工程は、例えば、線材11を巻いたボビンを恒温槽に保管することにより、或いは、線材11を焼鈍炉に連続的に通過させることにより行うことができる。線材11を焼鈍する温度(炉内温度)は例えば300〜900℃とし、有効に線材11を極軟化させる観点から500〜800℃とすることがより好ましい。線材11を焼鈍する時間は例えば0.01〜30分とし、0.01〜5.0分とすることが好ましい。線材11の焼鈍は還元ガス雰囲気下で行うことが好ましい。かかる雰囲気を形成する還元ガスとしては、例えば、水素ガス、一酸化炭素ガス等が挙げられるが、これらのうち作業環境性の観点から水素ガスが好ましい。また、還元ガス雰囲気を形成する際には、還元ガスを不活性ガスで希釈してもよい。かかる不活性ガスとしては、例えば、窒素ガス、アルゴンガス等が挙げられるが、これらのうち汎用性の観点から窒素ガスが好ましい。還元ガスを不活性ガスで希釈する場合、還元ガスの濃度は10〜80体積%とすることが好ましく、経済的観点からは20〜50体積%とすることがより好ましい。
【0027】
焼鈍工程の後、焼鈍して軟化させた線材11を、ガイドロールによる案内によって溶融したハンダ(溶融金属)中に浸漬して引き上げることにより表面を被覆するようにメッキ層12を形成してメッキ線材10に製造加工する(メッキ工程)。メッキ工程は、線材11をメッキ槽25に貯留された溶融したハンダに浸漬して引き上げることにより行うことができる。溶融したハンダの温度は例えば230〜300℃とし、250〜300℃とすることが好ましい。ハンダに浸漬するときの線材11の温度は例えば100〜500℃とし、ハンダメッキ層12の厚さを抑制する観点からは150〜450℃とすることが好ましい。線材11のハンダへの浸漬時間は例えば0.005〜5.0秒とし、0.01〜2.0秒とすることが好ましい。
【0028】
以上の伸線工程、圧延工程、洗浄工程、加熱工程、焼鈍工程、及びメッキ工程は、それぞれを独立して行ってもよく、また、全てを連続して行ってもよい。さらに、これらを複数に分割して行ってもよい。例えば、上記工程を、伸線工程と、その後の圧延工程、洗浄工程、加熱工程、焼鈍工程、及びメッキ工程とに二分割し、そして、伸線工程において荒引線から丸線を作製して一旦巻き取り、しかる後、連続する圧延工程、洗浄工程、加熱工程、焼鈍工程、及びメッキ工程において丸線からメッキ線材10を製造してもよい。また、上記工程を、伸線工程及び圧延工程と、加熱工程と、その後の洗浄工程、焼鈍工程、及びメッキ工程とに三分割し、そして、連続する伸線工程及び圧延工程において荒引線から平角状の線材11を作製して一旦巻き取り、次いで、加熱工程において線材11を加熱処理して再び巻き取り、しかる後、連続する洗浄工程、焼鈍工程、及びメッキ工程において加熱処理した線材11からメッキ線材10を製造してもよい。特に、加熱工程及び焼鈍工程については、表面に油脂類が付着した線材11を加熱して油脂類を燃焼させる加熱工程と油脂類を燃焼させた線材11を焼鈍して軟化させる焼鈍工程とをバッチ式で独立して行ってもよいが、生産効率の観点及び加熱工程後に一旦巻き取ることにより不所望の変形を受けるのを防止する観点から、加熱工程に引き続いて焼鈍工程を連続式で行うことが好ましい。その場合、線材11の送り速度は例えば5〜50m/minとし、7〜40m/minとすることが好ましい。
【0029】
以上の実施形態に係るメッキ線材10の製造方法によれば、線材11を焼鈍して軟化させる前に、線材11を加熱することにより、その表面に付着した油脂類を燃焼させるので、油脂類或いはそれに由来する化合物が線材11を案内するガイドロールに付着して堆積するのを規制でき、その結果、製造時におけるガイドロールの堆積物に起因したハンダメッキ線材10への異物の付着及び不メッキを抑制することができる。
【0030】
(メッキ線材製造装置)
図3は実施形態に係るメッキ線材1製造装置20の1つの実施態様を示す。この実施形態に係るメッキ線材1製造装置20は、製造工程を、伸線工程と、その後の圧延工程、洗浄工程、加熱工程、焼鈍工程、及びメッキ工程とに二分割してメッキ線材10を製造する態様における後段で用いられるものである。
【0031】
実施形態に係るメッキ線材1製造装置20は、線材供給部21、洗浄槽22、加熱炉23、焼鈍炉24、メッキ槽25、及び線材回収部26を備えている。
【0032】
線材供給部21は、伸線工程で作製された丸線11’が巻かれたボビンBが取り付けられるように構成されており、また、圧延機21aを備えている。この線材供給部21において、ボビンBから丸線11’を引き出して圧延機21aのローラーによって上下方向から潤滑剤(油脂類)を流し掛けながら、冷間圧延加工し、平角の線材11に加工して洗浄槽22に送り出す。
【0033】
洗浄槽22は、長尺に形成されており、槽内に洗浄液が貯留されている。この洗浄槽22において、線材供給部21からの線材11を洗浄液に浸漬し、その中を通過させて表面の油脂類等を洗浄除去し、そして、引き上げて加熱炉23に送り出す。線材11の洗浄液への浸漬長さは例えば0.5〜5mである。
【0034】
加熱炉23は、長尺箱形の炉本体23aに線材挿通管23bが長さ方向に挿通されて貫通状態に設けられた構成を有する。ヒータは炉本体23a内部に設けられている。線材挿通管23bには大気導入手段が設けられていてもよい。この加熱炉23において、洗浄槽22からの線材11を線材挿通管23b内の高温の大気雰囲気に導入し、その中を通過させて加熱することにより、その表面に付着した残留した油脂類を燃焼させて炭化させ、そして、焼鈍炉24に送り出す。従って、この加熱炉23が、後述の焼鈍炉24の上流側に設けられた、線材11を加熱することにより、その表面に付着した油脂類を燃焼させるための加熱手段を構成する。線材11の加熱炉23での加熱長さは例えば0.5〜5.0mである。線材挿通管23bの内径は例えば2.0〜20mmである。
【0035】
焼鈍炉24は、長尺箱形の炉本体24aに線材挿通管24bが長さ方向に挿通されて貫通状態に設けられた構成を有する。ヒータは炉本体24a内部に設けられている。焼鈍炉24は、待機時の水平位置と加工時の傾斜位置との間で傾動可能に構成されており、傾斜位置に位置付けられると、炉本体24aの下流側に突出した線材挿通管24bの先端部分が後述のメッキ槽25内の溶融したハンダM(溶融金属)に浸かり、従って、焼鈍炉24の下流端の線材出口がメッキ槽25内の溶融したハンダM中に位置付けられるように構成されている。また、炉本体24aの下流側に突出した線材挿通管24bには還元ガス供給管27が接続されており、焼鈍路23内を還元ガスが下流側から上流側に流れるように構成されている。この焼鈍炉24において、加熱炉23からの線材11を高温の還元ガス雰囲気に導入し、通過する線材を焼鈍して軟化させると共に、表面を還元ガスによって還元して酸化被膜を除去し、そして、線材出口からメッキ槽25内の溶融したハンダM中に送り出す。このとき、加熱炉23内の大気雰囲気下での加熱によって生成した酸化被膜も除去される。なお、還元ガス供給管27は炉本体24aの下流側に突出した線材挿通管24b以外の部分に接続されていてもよいが、還元ガスによる酸化被膜の除去を効率よく行う観点からは、上記のように還元ガス供給管27が炉本体24aの下流側に突出した線材挿通管24bに接続され、還元ガスが下流側から上流側に流れる構成が好ましい。線材11の焼鈍炉24での加熱長さは例えば0.5〜3.0mである。線材挿通管24bの内径は例えば5〜30mmである。
【0036】
加熱炉23及び焼鈍炉24は、図3に示すように、前者の線材挿通管23bの線材出口と後者の線材挿通管24bの線材入口との間が間隔を有するように設けられていてもよく、また、図4に示すように、前者の線材挿通管23bの線材出口と後者の線材挿通管24bの線材入口とが結合して連続して設けられていてもよい。加熱炉23及び焼鈍炉24は、装置構成の簡略化の観点から、それらの熱源が共通であってもよい。
【0037】
メッキ槽25は、焼鈍炉24の下流側に設けられ、槽内に溶融したハンダMが貯留されている。このメッキ槽25において、焼鈍炉24からの線材11を溶融したハンダMに浸漬し、溶融したハンダM中に設けられたガイドロールR1(ターンロール)に巻き掛けて案内した後、溶融したハンダMの外部に出してメッキ槽25の上方に設けられた引き上げガイドロールR2に巻き掛けられるまでの間で空冷し、そして、それによって表面を被覆するようにハンダメッキ層12が形成されたメッキ線材10に製造する。従って、ガイドロールR1,R2が焼鈍炉24を通過した線材11をメッキ槽25に貯留された溶融したハンダM中に浸漬して引き上げるように案内する。メッキ槽25の上方には、メッキ槽25から引き上げられた線材11を冷却する冷却器が設けられていてもよい。また、メッキ槽25から引き上げられた線材11に形成するハンダメッキ層12の厚さを調整するダイスが設けられていてもよい。また、ダイスの有無に関わらず、線材11に付着したハンダが自重で下方に落ちてハンダメッキ層12の厚さの調整が図られるように、メッキ槽25から引き上げられた線材11が垂直に上方に延びるように引き上げガイドロールR2が設けられた構成であることが好ましい。
【0038】
線材回収部26は、ボビンBが取り付けられ、その取り付けられたボビンBを回転させるように構成されている。この線材回収部26において、メッキ槽25から引き上げガイドロールR2に案内されて延びるメッキ線材10をボビンBに巻き取って回収する。
【0039】
その他、実施形態に係るメッキ線材1製造装置20には、メッキ槽25内のガイドロールR1及び引き上げガイドロールR2以外にも各部間にガイドロールR3〜R5が設けられており、それによって線材11或いはメッキ線材10を案内するように構成されている。また、実施形態に係るメッキ線材1製造装置20は、一時に単一のメッキ線材10のみを製造するように構成されていてもよいが、高い生産性を得る観点から同時に複数のメッキ線材10を製造するように構成されていることが好ましい。
【0040】
以上の構成の実施形態に係るメッキ線材1製造装置20では、線材供給部21において、圧延機21aで丸線11’の線材11を上下方向から冷間圧延加工して平角の線材11として送り出す。洗浄槽22では、線材11の表面の油脂類や異物等を洗浄液で洗浄除去する。また、線材11を洗浄槽22に貯留された洗浄液に浸漬する態様ではなく、線材11に洗浄液を流しかける態様でもよい。
【0041】
加熱炉23では、線材11を高温の大気雰囲気下で加熱することにより、その表面に付着した残留した油脂類を燃焼させて炭化させる。焼鈍炉24では、線材11を高温の還元ガス雰囲気下で焼き鈍すと共に表面を還元ガスにより還元して酸化被膜を除去する。このとき、還元ガスが焼鈍炉24内を下流側から上流側に流れることにより、線材11の表面の酸化被膜を効果的に除去することができる。焼鈍炉24内に供給するガスの流量は例えば2〜3L/minである。メッキ槽25では、線材11の表面に溶融したハンダMを付着させ、それを引き上げて空冷し、線材11の表面を被覆するようにハンダメッキ層12を形成する。線材回収部26では、メッキ線材10をボビンBに巻き取って回収する。
【0042】
なお、上記実施形態に係るメッキ線材1製造装置20では、加熱炉23により線材の表面に付着した油脂類を燃焼させる加熱手段を構成したが、特にこれに限定されるものではなく、図5に示すように焼鈍炉24の前段に設けられた火炎発生器28により構成してもよい。また、加熱炉23により油脂類を燃焼させるので、洗浄槽22(洗浄工程)は必須ではなく、洗浄槽22(洗浄工程)がなければ、それだけ短い工程でメッキ線材10を生産できるので好ましい。
【産業上の利用可能性】
【0043】
本発明はメッキ線材の製造方法及び製造装置について有用である。
【符号の説明】
【0044】
10 メッキ線材
11 線材
11’ 丸線
12 ハンダメッキ層
20 メッキ線材製造装置
21 線材供給部
21a 圧延機
22 洗浄槽
23 加熱炉
23a 炉本体
23b 線材挿通管
24 焼鈍炉
24a 炉本体
24b 線材挿通管
25 メッキ槽
26 線材回収部
27 還元ガス供給管
28 火炎発生器
B ボビン
M 溶融したハンダ
R1〜R5 ガイドロール
【特許請求の範囲】
【請求項1】
線材を、焼鈍して軟化させた後、ガイドロールによる案内によって溶融金属中に浸漬して引き上げることにより表面を被覆するようにメッキ層を形成するメッキ線材の製造方法であって、
線材を焼鈍して軟化させる前に、線材を加熱することにより、その表面に付着した油脂類を燃焼させるメッキ線材の製造方法。
【請求項2】
請求項1に記載されたメッキ線材の製造方法において、
表面に油脂類が付着した線材を加熱して油脂類を燃焼させるのに引き続いて焼鈍して軟化させる連続式としたメッキ線材の製造方法。
【請求項3】
請求項2に記載されたメッキ線材の製造方法において、
線材を加熱炉に通過させることにより加熱して油脂類を燃焼させ、該加熱炉を通過した線材を焼鈍炉に通過させることにより焼鈍して軟化させるメッキ線材の製造方法。
【請求項4】
請求項1乃至3のいずれかに記載されたメッキ線材の製造方法において、
線材を加熱して油脂類を燃焼させる温度を線材を焼鈍して軟化させる温度よりも低くするメッキ線材の製造方法。
【請求項5】
請求項1乃至4のいずれかに記載されたメッキ線材の製造方法において、
上記線材を大気雰囲気下で加熱して油脂類を燃焼させる一方、上記線材を還元ガス雰囲気下で焼鈍して軟化させるメッキ線材の製造方法。
【請求項6】
通過する線材を焼鈍して軟化させるための焼鈍炉と、該焼鈍炉の下流側に設けられた溶融金属を貯留するためのメッキ槽と、該焼鈍炉を通過した線材を該メッキ槽に貯留された溶融金属中に浸漬して引き上げるように案内するためのガイドロールと、を備えたメッキ線材製造装置であって、
上記焼鈍炉の上流側に設けられた、線材を加熱することにより、その表面に付着した油脂類を燃焼させるための加熱手段をさらに備えたメッキ線材製造装置。
【請求項7】
請求項6に記載されたメッキ線材製造装置において、
上記加熱手段は、表面に油脂類が付着した線材が通過する加熱炉により構成されているメッキ線材製造装置。
【請求項8】
請求項7に記載されたメッキ線材製造装置において、
上記焼鈍炉と上記加熱炉との熱源が共通であるメッキ線材製造装置。
【請求項9】
請求項7又は8に記載されたメッキ線材製造装置において、
上記加熱炉が上記焼鈍炉に結合しているメッキ線材製造装置。
【請求項1】
線材を、焼鈍して軟化させた後、ガイドロールによる案内によって溶融金属中に浸漬して引き上げることにより表面を被覆するようにメッキ層を形成するメッキ線材の製造方法であって、
線材を焼鈍して軟化させる前に、線材を加熱することにより、その表面に付着した油脂類を燃焼させるメッキ線材の製造方法。
【請求項2】
請求項1に記載されたメッキ線材の製造方法において、
表面に油脂類が付着した線材を加熱して油脂類を燃焼させるのに引き続いて焼鈍して軟化させる連続式としたメッキ線材の製造方法。
【請求項3】
請求項2に記載されたメッキ線材の製造方法において、
線材を加熱炉に通過させることにより加熱して油脂類を燃焼させ、該加熱炉を通過した線材を焼鈍炉に通過させることにより焼鈍して軟化させるメッキ線材の製造方法。
【請求項4】
請求項1乃至3のいずれかに記載されたメッキ線材の製造方法において、
線材を加熱して油脂類を燃焼させる温度を線材を焼鈍して軟化させる温度よりも低くするメッキ線材の製造方法。
【請求項5】
請求項1乃至4のいずれかに記載されたメッキ線材の製造方法において、
上記線材を大気雰囲気下で加熱して油脂類を燃焼させる一方、上記線材を還元ガス雰囲気下で焼鈍して軟化させるメッキ線材の製造方法。
【請求項6】
通過する線材を焼鈍して軟化させるための焼鈍炉と、該焼鈍炉の下流側に設けられた溶融金属を貯留するためのメッキ槽と、該焼鈍炉を通過した線材を該メッキ槽に貯留された溶融金属中に浸漬して引き上げるように案内するためのガイドロールと、を備えたメッキ線材製造装置であって、
上記焼鈍炉の上流側に設けられた、線材を加熱することにより、その表面に付着した油脂類を燃焼させるための加熱手段をさらに備えたメッキ線材製造装置。
【請求項7】
請求項6に記載されたメッキ線材製造装置において、
上記加熱手段は、表面に油脂類が付着した線材が通過する加熱炉により構成されているメッキ線材製造装置。
【請求項8】
請求項7に記載されたメッキ線材製造装置において、
上記焼鈍炉と上記加熱炉との熱源が共通であるメッキ線材製造装置。
【請求項9】
請求項7又は8に記載されたメッキ線材製造装置において、
上記加熱炉が上記焼鈍炉に結合しているメッキ線材製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−7066(P2013−7066A)
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願番号】特願2011−138406(P2011−138406)
【出願日】平成23年6月22日(2011.6.22)
【出願人】(000003263)三菱電線工業株式会社 (734)
【Fターム(参考)】
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願日】平成23年6月22日(2011.6.22)
【出願人】(000003263)三菱電線工業株式会社 (734)
【Fターム(参考)】
[ Back to top ]