
メッシュ織物及び当該メッシュ織物を使用したスクリーン印刷版、当該スクリーン印刷版を用いたプラズマディスプレイパネルの製造方法

【課題】大きな印刷膜厚を得るのに適し、ピンホールが発生しにくく、スキージの磨耗が少ない織構造を有したスクリーン印刷版用のメッシュ織物及びスクリーン版を提供する。
【解決手段】スクリーン印刷版の枠体に張設されて使用される金属製のメッシュ織物であって、当該メッシュ織物が、線径がd1で強度が600〜1500N/mm2である金属製縦糸と、線径がd2で強度が1000N/mm2上である金属製横糸とで構成され、前記金属製横糸の強度が前記金属製縦糸の強度よりも大きく、前記線経d1と前記線経d2がd1>d2であり、かつ前記金属製横糸のピッチがメッシュ厚みD〜160+d2であり、メッシュ織物の厚みDが2.0d1〜2.4d1であることを特徴とする。この際、金属製横糸の強度が1000〜3500N/mm2で、前記線径d1あるいはd2が10〜80μmであることが好ましい。
【解決手段】スクリーン印刷版の枠体に張設されて使用される金属製のメッシュ織物であって、当該メッシュ織物が、線径がd1で強度が600〜1500N/mm2である金属製縦糸と、線径がd2で強度が1000N/mm2上である金属製横糸とで構成され、前記金属製横糸の強度が前記金属製縦糸の強度よりも大きく、前記線経d1と前記線経d2がd1>d2であり、かつ前記金属製横糸のピッチがメッシュ厚みD〜160+d2であり、メッシュ織物の厚みDが2.0d1〜2.4d1であることを特徴とする。この際、金属製横糸の強度が1000〜3500N/mm2で、前記線径d1あるいはd2が10〜80μmであることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、塗布厚みを大きくする(高膜厚を得る)のに適したスクリーン版用のメッシュ織物でありスキージの磨耗を減じた織構造を有した織物に関する。又、本発明は、このようなメッシュ織物が張設されて成るスクリーン印刷版に関するものでもある。更に、本発明は、このようなスクリーン印刷版を用いたプラズマディスプレイパネルの製造方法でもある。
【背景技術】
【0002】
今日においては、スクリーンマスクを用いて印刷を行う際、高膜厚化及び極細線化が求められてきているが、印刷の仕上がりを決定する重要な要因は、スクリーンファブリック(メッシュ織物)の性状に寄る所が大きく、スクリーンファブリックに求められる性状は、線径が細くオープニング(目開き)が広いことによって、印刷時に糸の影響を極力受けないようにすることである。しかしながら、線径を細くするとスクリーンファブリックの厚みが薄くなり、適正な印刷膜厚が得られないという問題点があった。また、スクリーンファブリックの厚みを増そうとすると、線径を太くしなければならずピンホールが発生し易いという問題点があった。そこで、これまでの従来技術では、ファブリックの織り方を工夫して厚みを制御する試みがいくつか行われてきているが、いずれの場合にも厚みの精度が低いために工業的に使用できなかった。
また、下記の特許文献1には、同様の構造のものが開示されているが、印刷方向によってはスキージの磨耗が激しく、量産には適さない。
【特許文献1】特開2003−268649号公報
【0003】
更に、上記特許文献1に記載されるメッシュ織物が張設されたスクリーン印刷版を用いてプラズマディスプレイの誘電体層の形成を行った場合、誘電体の膜表面にピンホール状の欠陥が発生することがあり、又、大量生産を行った際にスキージの著しい劣化(磨耗)が生じ、スキージ磨耗粉による弊害が発生という問題点があった。
【0004】
又、最近では、下記の特許文献2に、メッシュ切れが発生する頻度を低減することのできるスクリーン印刷版として、横糸の線径が縦糸の線径よりも大きく、横糸の波打ち幅が縦糸の波打ち幅よりも大きいメッシュ織物が張設されたものが開示されている。
【特許文献2】特開2005−313556号公報
【0005】
しかしながら、上記特許文献2に記載されるメッシュ織物をポリエステル製やナイロン製等の化学繊維糸により組織した場合、繊維に柔軟性があるため硬度が低く、織物の構造上、スクリーン印刷時に力の最もかかる縦糸と横糸の交点において糸が潰れて変形し、その織物の厚みを保持できず、線径の2倍以下の紗厚しか得られない。又、被印刷物と接する糸を太くすることによって、標準の太さの糸(線径の小さい方の糸)の曲がりが大きくなり、結果的には標準の太さの糸が被印刷物と触れることになるので、耐摩耗性が良くないという問題点があった。そして、このようなメッシュ織物を金属製糸により組織した場合、スクリーン印刷時の糸の交差部分での変形が小さくなることで大きな塗布厚みが得られ、メッシュ織物の耐久性は向上するが、スクリーン印刷機のスキージの磨耗が大きく、安定した塗布厚みの製品を得るには頻繁にスキージを交換しなければならないという問題点があった。
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、縦糸と横糸にそれぞれ特定の強度を有した金属製糸を使用し、横糸のピッチが、メッシュ織物厚み(紗厚)、横糸の線径、縦糸の線径と特定の関係を満たすようにすることで、前記特許文献1に記載のスクリーンファブリックに比べてより以上に大きな印刷膜厚を得るのに適し、印刷時にピンホールが発生しにくい織構造を保ちつつ、前記特許文献2に記載のスクリーンファブリックよりもスキージの磨耗を極端に減少させる特徴を有したスクリーン印刷版用のメッシュ織物を提供することを課題とする。
本発明者らは種々検討を行った結果、横糸ピッチが紗厚に相当する場合にスキージの磨耗量が急激に増加するので、これを解決する手段として、縦糸と横糸にそれぞれ特定の強度を有した金属製糸を使用し、横糸ピッチを紗厚以上とすることで、縦糸の山の部分が尖った状態にならずに、縦糸とスキージの接触角度が大きくなり、スキージの磨耗量が小さくなること、横糸ピッチの上限としては、印刷中にペースト状インキがメッシュ織物を通過して被印刷面に滴下しないように、横糸の線径(μm)+160μmが最適であること、及び、メッシュ織物の厚みDの最適範囲が2.0d1〜2.4d1であることを見出し、本発明を完成した。
【課題を解決するための手段】
【0007】
上記の課題を解決するための本発明のメッシュ織物は、スクリーン印刷版の枠体に張設されて使用される金属製のメッシュ織物であって、当該メッシュ織物が、線径がd1で強度が600〜1500N/mm2である金属製縦糸と、線径がd2で強度が1000N/mm2以上である金属製横糸とで構成され、前記金属製横糸の強度が前記金属製縦糸の強度よりも大きく、前記線経d1と前記線経d2がd1>d2であり、かつ前記金属製横糸のピッチが、ミクロン単位で表したメッシュ織物の厚みD〜160+d2であること、及び、前記メッシュ織物の厚みDが2.0d1〜2.4d1であることを特徴とする。
【0008】
又、本発明は、上記の特徴を有したメッシュ織物において、前記金属製横糸の強度が1000〜3500N/mm2であり、前記線径d1あるいはd2が10〜80μmであることを特徴とするものでもある。
【0009】
更に本発明は、前述の金属製のメッシュ織物が枠体内に張設されて成るスクリーン印刷版でもある。
【0010】
又、本発明のプラズマディスプレイパネルの製造方法は、少なくとも一方のガラス基板上に、導電層と、これを覆う誘電体層とを形成する工程を含み、前記導電層または前記誘電体層の少なくともいずれかを形成する工程が、前述のスクリーン印刷版を用いたスクリーン印刷方法の工程であることを特徴とするものである。
【発明の効果】
【0011】
本発明のメッシュ織物が張設されて成るスクリーン印刷版を用いた場合には、塗布厚みを大きくすることができ、かつピンホールの発生を少なくすることができ、しかも、スキージの磨耗が少なくなるという利点が得られる。
又、本発明のスクリーン版によれば、プラズマディスプレイの誘電体を従来よりも少ない印刷回数で、尚且つ表面粗度の悪化することなしに形成することができ、また大量生産時に於いても、スキージ等の劣化を大幅に抑制することができるとともに、スキージ磨耗粉の発生も抑制されるので、誘電体の膜表面にピンホール状の欠陥が発生することも無く、信頼性に優れた誘電体層を安定的に生産することができ、産業上極めて有用である。
【発明を実施するための最良の形態】
【0012】
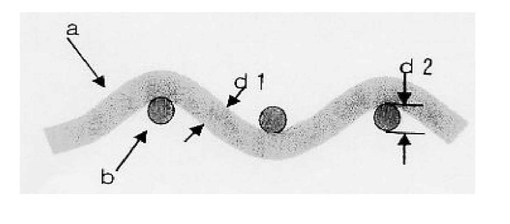
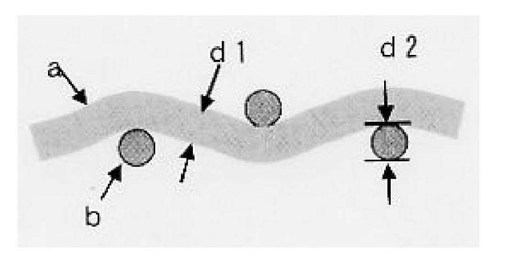
以下、本発明のメッシュ織物について説明する。図1は、本発明のメッシュ織物の一例(横糸メッシュ数150(横糸ピッチ169μm)、縦糸線径65μm、横糸線径40μm、紗厚140μm)における織組織の断面状態を示す概念図である。
図1に示されるように、本発明のメッシュ織物は、縦糸aと横糸b(いずれも金属糸)が1本ずつ交互に上下しながら交錯した平織り組織にて構成されたものであって、従来のメッシュ織物(図2参照)に比べて横糸ピッチが大きくなるようにして織り込まれており、金属製縦糸aの強度が600〜1500N/mm2であるのに対し、金属製横糸bの強度が1000N/mm2以上、好ましくは1000〜3500N/mm2で、ミクロン単位で表した際に、
紗厚≦横糸ピッチ≦160+横糸線系d2
の関係を満たしている。上記の横糸ピッチとは、(25.4×103)/横糸メッシュ数で表される数値(μm)である。
尚、本発明において、横糸ピッチの下限値が紗厚であるのは、紗厚よりも横糸ピッチが小さくなると、メッシュ織物の表面がざらついて、縦糸とスキージとの接触角度が小さくなり、スクリーン印刷時のスキージの磨耗量が大きくなって、塗布厚みにばらつきが生じて生産安定性が低下するからであり、逆に、横糸ピッチが160+横糸線系d2を越えた場合には、大きな印刷厚みを得ることが出来なくなり、印刷中にペースト状インキがメッシュ織物を通過して被印刷面に滴下するという問題も生じるからである。
【0013】
又、本発明では、縦糸の線径d1と横糸の線径d2とがd1>d2の関係であるメッシュ織物(例えば縦糸線径が60μmで、横糸線径が55μmであるメッシュ織物など)であることが必要で、好ましい線径d1及びd2は10〜80μmである。両者の線経がこの関係にない場合、スキージの摩耗量が大きくなる傾向がみられる。
又、本発明では、縦糸の線径d1とメッシュ織物の厚みDの関係においては、紗厚D=2.0d1〜2.4d1であり、紗厚Dが2.0d1未満の場合には、スキージの磨耗量は少ないが、充分な塗布厚みが得られず、逆に、紗厚Dが2.4d1を超えると、スキージの磨耗量が増加する傾向がある。
【0014】
本発明のメッシュ織物を構成する金属製縦糸aとしては、強度が600〜1500N/mm2、好ましくは800〜1500N/mm2の、通常のメッシュ織物を織るのに使われるものがいずれも使用できるが、金属製横糸bには、強度が1000N/mm2以上(好ましくは1300〜3500N/mm2)であるものが使用される。そして金属製横糸bの強度が金属製縦糸aの強度よりも大きい方が好ましい。この条件にてメッシュ織物を作製することで、所望の厚みを有したメッシュ織物とすることが可能である。なお、メッシュ織物を構成する糸の強度については、設計値を示しており(以下同様とする)、この設計値に対して実際の値は概ね10%程度の誤差が生じるが、その範囲内であれば本発明の構成となりうる。
ところで、本発明における金属製縦糸a及び横糸bの材質は特に限定されるものではなく、スクリーン印刷版に使用される金属メッシュを構成する各種金属材、例えばステンレス、ニッケル、ニッケル合金、チタン、チタン合金、銅等が使用できるが、好ましいのはステンレスである。縦糸と横糸の材質は一般的には同じであるが、各糸の強度が前述の条件を満たせば、同じ材質に限定されるものではない。
【0015】
次に、上記のメッシュ織物が枠体内に張設されて成る本発明のスクリーン印刷版について説明する。
図3に示される従来のメッシュ織物では、横糸bが上下方向(織物の表裏面方向)に交互にずれて位置し、平坦面を有する被印刷物に対してスクリーン印刷時に縦糸aと横糸bの両方が接するが、前記特許文献1に記載のスクリーン印刷版の場合には、横糸bが実質的に同一平面上に位置して、従来品に比べて金属製縦糸aの曲率が高く(図2参照)、横糸bが被印刷物と接触しないようになっている。このような断面構造により、メッシュ織物が被印刷物と接触する面積が小さくなり、塗布されるインキあるいはペーストが十分にメッシュ織物の下側まで充填され、従来品に比べて、より高い印刷膜厚が得られ、印刷時にピンホールが発生する率が低くなるという利点が得られる。しかし、図2のようなメッシュ織物の場合には、縦糸の曲率が高いためスキージとの摩擦力が著しく増大し、スキージの磨耗が激しく量産印刷に適さないことがわかった。本発明では、紗厚と横糸ピッチと横糸線径が、特定の関係式を満たす織構造とすることで、印刷時のスキージの磨耗を低減出来るという利点が得られる。
【0016】
また、図3に示されるような従来のメッシュ織物の場合では、印刷時に下層の凹凸の影響を受けると、メッシュ織物の表面に対応した格子目が下層との間に干渉縞が生じて、均一な印刷が行えないという問題があったが、本発明のスクリーン印刷版の場合には、メッシュ織物の被印刷物に接触する面積が小さくなることによって、印刷物の表面の平滑性が高くなり、多層印刷時に下層の凹凸の影響を受けることが少なくなり、干渉縞の発生を防止することができる。
【0017】
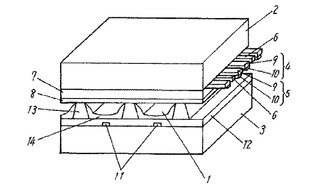
次に、本発明のスクリーン印刷版を用いて作製されるプラズマディスプレイパネルの構造について説明する。薄型の表示装置に使用されるプラズマディスプレイパネルは、例えば図7に示すように、間に放電空間1を形成するように対向して配置された2つの基板であるガラス製の前面基板2と背面基板3とを備えている。前面基板2上には2つの表示電極4、5から構成された表示電極対が複数配列されており、表示電極対の間には遮光層(ブラックストライプ)6が形成されている。そして、表示電極4、5および遮光層6を覆って誘電体層7が形成され、誘電体層7上に酸化マグネシウムからなる保護層8が形成されている。表示電極4、5は、インジウムスズ酸化物(ITO)などからなる透明電極9とその上に形成された銀などからなるバス電極10とにより構成されている。
また、背面基板3上には表示電極4、5と直交する方向に複数のアドレス電極11が形成され、アドレス電極11を覆って誘電体層12が形成されている。誘電体層12上には、アドレス電極11の間に位置するように隔壁13が形成され、誘電体層12の表面および隔壁13の側面には蛍光体層14が形成されている。
放電空間1には、例えばネオンとキセノンの混合ガスからなる放電ガスが、400〜600Torrの圧力で封入されている。表示電極対を構成する表示電極4および表示電極5の間で表示放電を起こさせたときに発生する紫外線によって蛍光体層14を発光させてカラー画像を表示している。
【0018】
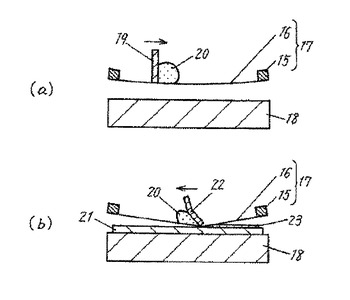
ところで、前面基板2上に遮光層6、誘電体層7またはバス電極10を形成するとき、また背面基板3上にアドレス電極11、誘電体層12、隔壁13または蛍光体層14を形成するときの方法としてスクリーン印刷法がある。以下に従来のスクリーン印刷法について図8を用いて説明する。
図8(a)に示すように、四角形状の版枠15内に、金属からなる細線が網目状に形成されたスクリーン16を高張力で張って構成したスクリーン版17を、基板が載置される印刷ステージ18の上方に設置し、スクレッパー19を矢印の方向に動かすことにより印刷用ペースト20をスクリーン16上に塗布する。これにより、スクリーン16の開口部に印刷用ペースト20を充填する。スクレッパー19はスクリーン16に当てる先端部が直線状となった1枚の板状のブレードで構成されている。
次に、図8(b)に示すように、印刷ステージ18上に基板21を載置した後、スクリーン版17を基板21に対して位置合わせし所定の位置まで近づけ、ウレタン製のスキージ22をスクリーン16に押しつけながら矢印の方向に移動させることにより、スクリーン16の開口部に充填された印刷用ペーストを基板21上に転写する。このようにして基板21上に印刷用ペースト層23が形成され、スクリーン印刷が行われる。
本発明のプラズマディスプレイパネルの製造方法においては、少なくとも一方のガラス基板上に、導電層と、これを覆う誘電体層とを形成する工程を有し、前記導電層または前記誘電体層の少なくともいずれかを形成する際に、前述の本発明のスクリーン印刷版を用いたスクリーン印刷が行われる。
本発明のプラズマディスプレイパネルの製造方法の場合、i)スキージの摩耗が少ないため大量生産に適している、ii)摩耗したスキージ片(ダスト)による、形成部位の品質劣化が防止でき、例えば、電極の電力集中による溶融破壊、誘電体破壊、隔壁欠け等の発生を有効に防止できる、という付随効果がある。
以下に、本発明のメッシュ織物を張設したスクリーン印刷版と、従来のメッシュ織物を張設したスクリーン印刷版とを用いて行った印刷試験結果を示して本発明をさらに詳細に説明するが、本発明はこれら実施例に限定されるものではない。
【実施例】
【0019】
(本発明のメッシュ織物の製造例)
線径が65μmで、強度が800N/mm2であるステンレス鋼糸(SUS304)を縦糸として用い、線径が40μmで、強度が2700N/mm2であるステンレス鋼糸(強硬度SUS)を横糸として用いて、メッシュ数150(ピッチ169μm)、紗厚140μm、紗厚D=2.15d1の、図1と同様の断面状態である平織り組織の本発明のメッシュ織物を作製した。
【0020】
(スキージの磨耗実験)
本発明品としては、上記のメッシュ織物(横糸ピッチ169μm、紗厚140μm、縦糸線径65μm、横糸線径40μm)を使用した。
又、従来比較品1としては、線径40μm、強度1000N/mm2であるステンレス鋼糸を縦糸として用い、線径40μm、強度2500N/mm2であるステンレス鋼糸を横糸として用いて、メッシュ数200(ピッチ127μm)、紗厚99μm、紗厚D=2.48d1のメッシュ織物(前記特許文献1に記載されるメッシュ織物)を準備した。
更に、従来比較品2としては、線径34μm、強度1000N/mm2であるステンレス鋼糸を縦糸として用い、線径28μm、強度2500N/mm2であるステンレス鋼糸を横糸として用いて、メッシュ数325(ピッチ78μm)、紗厚80μm、紗厚D=2.35d1のメッシュ織物(前記特許文献2に記載されるメッシュ織物)を準備した。
【0021】
上記の本発明品、従来比較品1及び従来比較品2を用いてスクリーン印刷を行い、スキージの磨耗度合いを調べた。
製版条件
1.印刷条件
自動印刷機(ニューロング精密工業製のLS−150)を使用し、2Kg/cm2のスキージ圧力を加え、150mm/secの速度で印刷を行い、300ショット後のスキージの磨耗度合いを観察した。なおスキージ滑走方向は製版の縦糸方向とした。
尚、印刷ペーストとしては、市販の高粘度Agペースト(Agフィラーの入ったペースト)を使用した。
【0022】
2.実験結果
300ショット後のスキージエッジを拡大観察したところ、上記の本発明品は、従来比較品1及び従来比較品2よりもスキージの磨耗が少ないことが認められた。
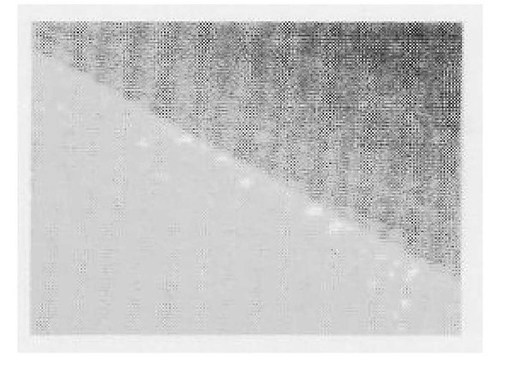
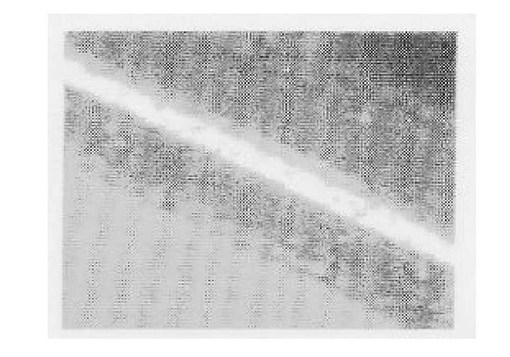
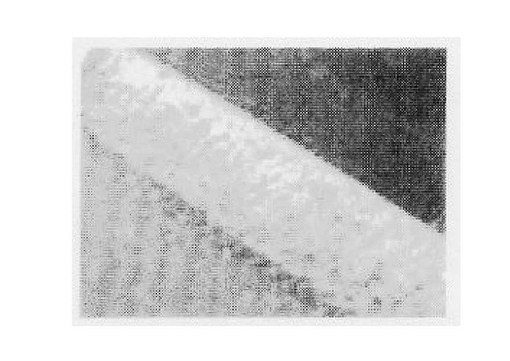
図4は、印刷前のスキージエッジの状態を示す顕微鏡写真であり、図5は、300ショット後の本発明品のスキージエッジの状態を示す顕微鏡写真であり、図6は、300ショット後の従来比較品1のスキージエッジの状態を示す顕微鏡写真である。従来比較品2についての300ショット後のスキージエッジの磨耗状態は、従来比較品1の場合と同等であった。
【0023】
(本発明によるスクリーン印刷版を用いたプラズマディスプレイパネルの製造例)
本発明によるスクリーン印刷版(図1に示されるもの)として、前述の150メッシュ(横糸ピッチ169μm)、縦糸d1を65μm、横糸d2を40μmかつ紗厚を140μmに設定したメッシュ織物が張設されたものを用い、プラズマディスプレイパネルの前面基板2上の誘電体層7を印刷形成した。粘度50Pa・sの誘電体ペーストを前記スクリーン用いて印刷し十分レベリング時間をとった上乾燥したところ乾燥膜厚は約27μmとなった。なおスキージ滑走方向は製版の縦糸方向とした。
同様の操作を合計3回繰り返した後、570℃で焼成したところ、約40μmの膜厚の誘電体層7を得ることができた。誘電体材料は、酸化亜鉛(ZnO)酸化硼素(B2O3)酸化硅素(SiO2)酸化アルミニウム(Al2O3)系など、鉛成分を含まない材料組成が望ましいが、特にこれらの材料組成の含有量に特に限定はしない。
同様の条件で、5000枚生産したが、特に誘電体にピンホール等の膜欠陥は発生せず、また表面粗さも良好な膜を得た。
【0024】
(比較製造例1)
一方、同じ誘電体ペーストをステンレス200メッシュ(横糸ピッチ127μm)のスクリーンで、印刷したところ、乾燥膜厚は、約13μmとなった。この印刷・乾燥を合計6回繰り返した後、570℃で焼成したところ、約40μmの膜厚の誘電体層7を得ることができた。
但し、印刷・乾燥を6回も繰り返すことは、工業的にコストアップ要因となるために望ましくなく、また焼成膜面の表面粗度は粗いものであった。
【0025】
(比較製造例2)
また、前記特許文献1に記載されるスクリーン(3D仕様)であって、具体的には200メッシュ(横糸ピッチ127μm)、縦糸も横糸も50μmで、紗厚が約145μmのスクリーンで、同じ誘電体ペーストを印刷したところ、乾燥膜厚は約27μmとなった。同様の操作を合計3回繰り返した後、570℃で焼成したところ、約40μmの膜厚の誘電体層7を得ることができた。
このスクリーンを用いて連続生産を行ったところ、印刷開始初期の製品は、特に誘電体にピンホール等の膜欠陥も無く、表面粗度も比較的良好であったが、5000枚生産後の誘電体膜表面は、表面粗度は比較的良好なものの、ガスが抜けたあとのようなクレータ状のピンホールがランダムに多数発生し、パネル品質の乏しいものであった。
これは、前記特許文献1記載のスクリーン(前述の従来比較品1)の場合、通常のスクリーンに較べ縦糸がノコギリ上に波打ち、また、縦糸部が比較的細いので、スクリーンがちょうどスリコギのような役目を行うことで、スキージが磨耗し、さらにそのスキージの磨耗粉が誘電体ペーストに混ざることで、誘電体の乾燥塗膜内にスキージ磨耗分が形成され、この磨耗粉が誘電体の焼成時にガス化することで、誘電体表面にクレータ状のピンホールを発生させたものと推定される。
更に、前記特許文献2に記載されるメッシュ織物(前述の従来比較品2)についても、同様の実験を行ったところ、印刷開始初期の製品は、特に誘電体にピンホール等の膜欠陥も無く、表面粗度も比較的良好であったが、5000枚生産後の誘電体膜表面は、表面粗度は比較的良好なものの、ガスが抜けたあとのようなクレータ状のピンホールがランダムに多数発生し、パネル品質の乏しいものであった。このような結果については、前記の従来比較品1と同様の原因が考えられる。
【0026】
比較実験1:紗厚Dとスキージの磨耗量の関係について
実験条件
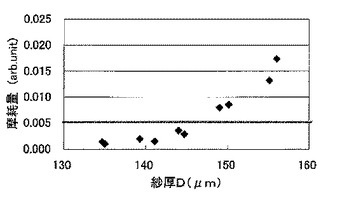
縦糸線径60μm、横糸線径45〜55μm、横糸ピッチ169μm、紗厚を135〜155μmで変化させたスクリーン版を作製し、前記印刷条件に示した印刷機を使用して、印刷回数300回後のスキージ磨耗量を測定した。測定方法は、デジタルマイクロスコープにて使用前の画像と使用後の画像を比較することにより磨耗量を算出した。尚、スキージの中央と左右端部3点の平均値を磨耗量とした。その結果を図9に示す。
図9の実験結果から、縦糸線径60μmでは、紗厚145μm以上にてスキージの摩耗が大きくなり、印刷膜に欠陥が多発することがわかった。また、印刷回数300回後のスキージによる印刷塗布膜表面を観察すると、摩耗量が0.005を越えると、印刷膜表面にピンホール状の欠陥が多くなることもわかった(印刷膜表面のピンホール状欠陥が多くならないスキージ磨耗量は0.005以下であった)。
【0027】
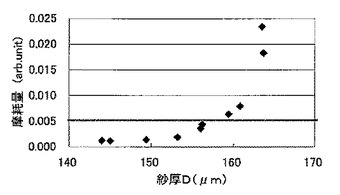
同様に縦糸線経65μm、横糸線経45〜55μm、横糸ピッチ156μm、紗厚を144〜164μmで変化させたスクリーン版を作製して実験を行った(他条件は上記と同様)。その結果を図10に示す。
図10の実験結果から、同じく良品限界である摩耗量0.005以下を満たすのは、縦糸線経65μmにおいては紗厚156μm以下となるスクリーン版であることがわかった。
以上の実験結果から、2.4*縦糸線経d1≧紗厚Dであることによって、スキージの摩耗量が低く抑えられることが確認された。他方、紗厚が2.0*縦糸線経d1未満のスクリーン版の場合には、塗布厚みが不十分であった。
【0028】
比較実験2:横糸ピッチと摩耗量の関係について
実験条件
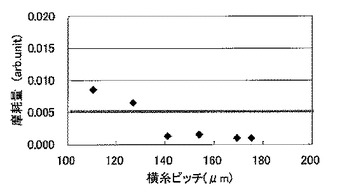
紗厚140±3μm、縦糸線経60μm、横糸線経55μm、横糸ピッチを110〜175μmで変化させ、前記比較実験1と同様にして、スキージの摩耗量を測定した。その他の条件も比較実験1での検討と同様とした。その結果を図11に示す。
図11の実験結果から、この条件において、横糸ピッチ141μm以上で良品であることがわかった。
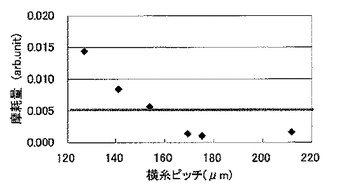
同様に、紗厚155±3μmのスクリーン(他の条件は上記と同様)についても実験を行った。その結果を図12に示す。
図12の実験結果から、同じく良品限界である摩耗量0.005以下を満たすのは、横糸ピッチが紗厚以上となるスクリーン印刷版であることがわかった。
【0029】
これらの実験結果から、横糸ピッチ≧紗厚Dであることによって、スキージの摩耗量が低く抑えられると考えられる。この考察については、以下のような現象に基づいている。即ち、横糸ピッチが短くなることで、縦糸とスキージが接触する角度が小さくなり、この角度がある一定量を超過すると、スキージの摩耗量が急激に増加し、このスキージの摩耗量が急激に増加する角度が、横糸ピッチが紗厚に相当する場合であると推測される。
また、一方で、隣接する横糸同士の距離が160μmを越えると、印刷中にペーストがメッシュ織物を通過し、これらの実験結果から、横糸ピッチは以下の関係にあることによって、本願発明の効果は奏される。
紗厚D≦横糸ピッチ≦160+横糸線経d2
また、比較実験1にて示した紗厚Dが、紗厚D>2.4*縦糸線経d1となるスキージの摩耗量が大きくなる範囲の紗厚であっても、上記比較実験2の条件を満たすことによって、スキージの摩耗量が低減される傾向があることを確認した。
【産業上の利用可能性】
【0030】
本発明のメッシュ織物にあっては、縦糸と横糸にそれぞれ特定の強度を有した金属製糸が使用され、横糸ピッチが紗厚以上であることによって、縦糸の山の部分が尖った状態にならず、スクリーン印刷時のスキージの磨耗量が小さく、印刷膜表面のピンホール状欠陥の発生が少ない。
よって、本発明のメッシュ織物が張設されて成るスクリーン印刷版は、スキージの磨耗が少ないので高膜厚の印刷物を大量生産するのに好適であり、特にプラズマディスプレイパネルの誘電体層や導電層を形成させるのに適している。
【図面の簡単な説明】
【0031】
【図1】本発明のメッシュ織物の一例における織組織の断面状態を示す図である。
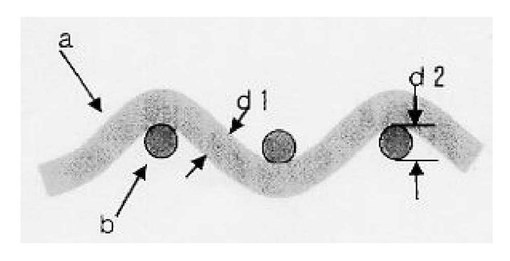
【図2】前記特許文献1に記載される従来のメッシュ織物における織組織の断面状態を示す図である。
【図3】従来のメッシュ織物(市販のステンレスメッシュ)における織組織の断面状態を示す図である。
【図4】印刷前のスキージエッジの状態を示す顕微鏡写真である。
【図5】本発明品のメッシュ織物を用いて印刷を行った後のスキージエッジの状態を示す顕微鏡写真である。
【図6】従来比較品1のメッシュ織物を用いて印刷を行った後のスキージエッジの状態を示す顕微鏡写真である。
【図7】本発明のスクリーン印刷版を用いて製造されるプラズマディスプレイパネルの構成を示す図である。
【図8】(a)及び(b)は、従来のスクリーン印刷法における工程を示す図である。
【図9】縦糸線径60μm、横糸線径45〜55μm、横糸ピッチ169μm、紗厚を135〜155μmで変化させたスクリーン版における、紗厚Dとスキージの磨耗量の関係を示すグラフである。
【図10】縦糸線経65μm、横糸線経45〜55μm、横糸ピッチ156μm、紗厚を144〜164μmで変化させたスクリーン版における、紗厚Dとスキージの磨耗量の関係を示すグラフである。
【図11】紗厚140±3μm、縦糸線経60μm、横糸線経55μm、横糸ピッチを110〜175μmで変化させた際の、横糸ピッチとスキージの磨耗量の関係を示すグラフである。
【図12】紗厚155±3μm、縦糸線経60μm、横糸線経55μm、横糸ピッチを127〜212μmで変化させた際の、横糸ピッチとスキージの磨耗量の関係を示すグラフである。
【技術分野】
【0001】
本発明は、塗布厚みを大きくする(高膜厚を得る)のに適したスクリーン版用のメッシュ織物でありスキージの磨耗を減じた織構造を有した織物に関する。又、本発明は、このようなメッシュ織物が張設されて成るスクリーン印刷版に関するものでもある。更に、本発明は、このようなスクリーン印刷版を用いたプラズマディスプレイパネルの製造方法でもある。
【背景技術】
【0002】
今日においては、スクリーンマスクを用いて印刷を行う際、高膜厚化及び極細線化が求められてきているが、印刷の仕上がりを決定する重要な要因は、スクリーンファブリック(メッシュ織物)の性状に寄る所が大きく、スクリーンファブリックに求められる性状は、線径が細くオープニング(目開き)が広いことによって、印刷時に糸の影響を極力受けないようにすることである。しかしながら、線径を細くするとスクリーンファブリックの厚みが薄くなり、適正な印刷膜厚が得られないという問題点があった。また、スクリーンファブリックの厚みを増そうとすると、線径を太くしなければならずピンホールが発生し易いという問題点があった。そこで、これまでの従来技術では、ファブリックの織り方を工夫して厚みを制御する試みがいくつか行われてきているが、いずれの場合にも厚みの精度が低いために工業的に使用できなかった。
また、下記の特許文献1には、同様の構造のものが開示されているが、印刷方向によってはスキージの磨耗が激しく、量産には適さない。
【特許文献1】特開2003−268649号公報
【0003】
更に、上記特許文献1に記載されるメッシュ織物が張設されたスクリーン印刷版を用いてプラズマディスプレイの誘電体層の形成を行った場合、誘電体の膜表面にピンホール状の欠陥が発生することがあり、又、大量生産を行った際にスキージの著しい劣化(磨耗)が生じ、スキージ磨耗粉による弊害が発生という問題点があった。
【0004】
又、最近では、下記の特許文献2に、メッシュ切れが発生する頻度を低減することのできるスクリーン印刷版として、横糸の線径が縦糸の線径よりも大きく、横糸の波打ち幅が縦糸の波打ち幅よりも大きいメッシュ織物が張設されたものが開示されている。
【特許文献2】特開2005−313556号公報
【0005】
しかしながら、上記特許文献2に記載されるメッシュ織物をポリエステル製やナイロン製等の化学繊維糸により組織した場合、繊維に柔軟性があるため硬度が低く、織物の構造上、スクリーン印刷時に力の最もかかる縦糸と横糸の交点において糸が潰れて変形し、その織物の厚みを保持できず、線径の2倍以下の紗厚しか得られない。又、被印刷物と接する糸を太くすることによって、標準の太さの糸(線径の小さい方の糸)の曲がりが大きくなり、結果的には標準の太さの糸が被印刷物と触れることになるので、耐摩耗性が良くないという問題点があった。そして、このようなメッシュ織物を金属製糸により組織した場合、スクリーン印刷時の糸の交差部分での変形が小さくなることで大きな塗布厚みが得られ、メッシュ織物の耐久性は向上するが、スクリーン印刷機のスキージの磨耗が大きく、安定した塗布厚みの製品を得るには頻繁にスキージを交換しなければならないという問題点があった。
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、縦糸と横糸にそれぞれ特定の強度を有した金属製糸を使用し、横糸のピッチが、メッシュ織物厚み(紗厚)、横糸の線径、縦糸の線径と特定の関係を満たすようにすることで、前記特許文献1に記載のスクリーンファブリックに比べてより以上に大きな印刷膜厚を得るのに適し、印刷時にピンホールが発生しにくい織構造を保ちつつ、前記特許文献2に記載のスクリーンファブリックよりもスキージの磨耗を極端に減少させる特徴を有したスクリーン印刷版用のメッシュ織物を提供することを課題とする。
本発明者らは種々検討を行った結果、横糸ピッチが紗厚に相当する場合にスキージの磨耗量が急激に増加するので、これを解決する手段として、縦糸と横糸にそれぞれ特定の強度を有した金属製糸を使用し、横糸ピッチを紗厚以上とすることで、縦糸の山の部分が尖った状態にならずに、縦糸とスキージの接触角度が大きくなり、スキージの磨耗量が小さくなること、横糸ピッチの上限としては、印刷中にペースト状インキがメッシュ織物を通過して被印刷面に滴下しないように、横糸の線径(μm)+160μmが最適であること、及び、メッシュ織物の厚みDの最適範囲が2.0d1〜2.4d1であることを見出し、本発明を完成した。
【課題を解決するための手段】
【0007】
上記の課題を解決するための本発明のメッシュ織物は、スクリーン印刷版の枠体に張設されて使用される金属製のメッシュ織物であって、当該メッシュ織物が、線径がd1で強度が600〜1500N/mm2である金属製縦糸と、線径がd2で強度が1000N/mm2以上である金属製横糸とで構成され、前記金属製横糸の強度が前記金属製縦糸の強度よりも大きく、前記線経d1と前記線経d2がd1>d2であり、かつ前記金属製横糸のピッチが、ミクロン単位で表したメッシュ織物の厚みD〜160+d2であること、及び、前記メッシュ織物の厚みDが2.0d1〜2.4d1であることを特徴とする。
【0008】
又、本発明は、上記の特徴を有したメッシュ織物において、前記金属製横糸の強度が1000〜3500N/mm2であり、前記線径d1あるいはd2が10〜80μmであることを特徴とするものでもある。
【0009】
更に本発明は、前述の金属製のメッシュ織物が枠体内に張設されて成るスクリーン印刷版でもある。
【0010】
又、本発明のプラズマディスプレイパネルの製造方法は、少なくとも一方のガラス基板上に、導電層と、これを覆う誘電体層とを形成する工程を含み、前記導電層または前記誘電体層の少なくともいずれかを形成する工程が、前述のスクリーン印刷版を用いたスクリーン印刷方法の工程であることを特徴とするものである。
【発明の効果】
【0011】
本発明のメッシュ織物が張設されて成るスクリーン印刷版を用いた場合には、塗布厚みを大きくすることができ、かつピンホールの発生を少なくすることができ、しかも、スキージの磨耗が少なくなるという利点が得られる。
又、本発明のスクリーン版によれば、プラズマディスプレイの誘電体を従来よりも少ない印刷回数で、尚且つ表面粗度の悪化することなしに形成することができ、また大量生産時に於いても、スキージ等の劣化を大幅に抑制することができるとともに、スキージ磨耗粉の発生も抑制されるので、誘電体の膜表面にピンホール状の欠陥が発生することも無く、信頼性に優れた誘電体層を安定的に生産することができ、産業上極めて有用である。
【発明を実施するための最良の形態】
【0012】
以下、本発明のメッシュ織物について説明する。図1は、本発明のメッシュ織物の一例(横糸メッシュ数150(横糸ピッチ169μm)、縦糸線径65μm、横糸線径40μm、紗厚140μm)における織組織の断面状態を示す概念図である。
図1に示されるように、本発明のメッシュ織物は、縦糸aと横糸b(いずれも金属糸)が1本ずつ交互に上下しながら交錯した平織り組織にて構成されたものであって、従来のメッシュ織物(図2参照)に比べて横糸ピッチが大きくなるようにして織り込まれており、金属製縦糸aの強度が600〜1500N/mm2であるのに対し、金属製横糸bの強度が1000N/mm2以上、好ましくは1000〜3500N/mm2で、ミクロン単位で表した際に、
紗厚≦横糸ピッチ≦160+横糸線系d2
の関係を満たしている。上記の横糸ピッチとは、(25.4×103)/横糸メッシュ数で表される数値(μm)である。
尚、本発明において、横糸ピッチの下限値が紗厚であるのは、紗厚よりも横糸ピッチが小さくなると、メッシュ織物の表面がざらついて、縦糸とスキージとの接触角度が小さくなり、スクリーン印刷時のスキージの磨耗量が大きくなって、塗布厚みにばらつきが生じて生産安定性が低下するからであり、逆に、横糸ピッチが160+横糸線系d2を越えた場合には、大きな印刷厚みを得ることが出来なくなり、印刷中にペースト状インキがメッシュ織物を通過して被印刷面に滴下するという問題も生じるからである。
【0013】
又、本発明では、縦糸の線径d1と横糸の線径d2とがd1>d2の関係であるメッシュ織物(例えば縦糸線径が60μmで、横糸線径が55μmであるメッシュ織物など)であることが必要で、好ましい線径d1及びd2は10〜80μmである。両者の線経がこの関係にない場合、スキージの摩耗量が大きくなる傾向がみられる。
又、本発明では、縦糸の線径d1とメッシュ織物の厚みDの関係においては、紗厚D=2.0d1〜2.4d1であり、紗厚Dが2.0d1未満の場合には、スキージの磨耗量は少ないが、充分な塗布厚みが得られず、逆に、紗厚Dが2.4d1を超えると、スキージの磨耗量が増加する傾向がある。
【0014】
本発明のメッシュ織物を構成する金属製縦糸aとしては、強度が600〜1500N/mm2、好ましくは800〜1500N/mm2の、通常のメッシュ織物を織るのに使われるものがいずれも使用できるが、金属製横糸bには、強度が1000N/mm2以上(好ましくは1300〜3500N/mm2)であるものが使用される。そして金属製横糸bの強度が金属製縦糸aの強度よりも大きい方が好ましい。この条件にてメッシュ織物を作製することで、所望の厚みを有したメッシュ織物とすることが可能である。なお、メッシュ織物を構成する糸の強度については、設計値を示しており(以下同様とする)、この設計値に対して実際の値は概ね10%程度の誤差が生じるが、その範囲内であれば本発明の構成となりうる。
ところで、本発明における金属製縦糸a及び横糸bの材質は特に限定されるものではなく、スクリーン印刷版に使用される金属メッシュを構成する各種金属材、例えばステンレス、ニッケル、ニッケル合金、チタン、チタン合金、銅等が使用できるが、好ましいのはステンレスである。縦糸と横糸の材質は一般的には同じであるが、各糸の強度が前述の条件を満たせば、同じ材質に限定されるものではない。
【0015】
次に、上記のメッシュ織物が枠体内に張設されて成る本発明のスクリーン印刷版について説明する。
図3に示される従来のメッシュ織物では、横糸bが上下方向(織物の表裏面方向)に交互にずれて位置し、平坦面を有する被印刷物に対してスクリーン印刷時に縦糸aと横糸bの両方が接するが、前記特許文献1に記載のスクリーン印刷版の場合には、横糸bが実質的に同一平面上に位置して、従来品に比べて金属製縦糸aの曲率が高く(図2参照)、横糸bが被印刷物と接触しないようになっている。このような断面構造により、メッシュ織物が被印刷物と接触する面積が小さくなり、塗布されるインキあるいはペーストが十分にメッシュ織物の下側まで充填され、従来品に比べて、より高い印刷膜厚が得られ、印刷時にピンホールが発生する率が低くなるという利点が得られる。しかし、図2のようなメッシュ織物の場合には、縦糸の曲率が高いためスキージとの摩擦力が著しく増大し、スキージの磨耗が激しく量産印刷に適さないことがわかった。本発明では、紗厚と横糸ピッチと横糸線径が、特定の関係式を満たす織構造とすることで、印刷時のスキージの磨耗を低減出来るという利点が得られる。
【0016】
また、図3に示されるような従来のメッシュ織物の場合では、印刷時に下層の凹凸の影響を受けると、メッシュ織物の表面に対応した格子目が下層との間に干渉縞が生じて、均一な印刷が行えないという問題があったが、本発明のスクリーン印刷版の場合には、メッシュ織物の被印刷物に接触する面積が小さくなることによって、印刷物の表面の平滑性が高くなり、多層印刷時に下層の凹凸の影響を受けることが少なくなり、干渉縞の発生を防止することができる。
【0017】
次に、本発明のスクリーン印刷版を用いて作製されるプラズマディスプレイパネルの構造について説明する。薄型の表示装置に使用されるプラズマディスプレイパネルは、例えば図7に示すように、間に放電空間1を形成するように対向して配置された2つの基板であるガラス製の前面基板2と背面基板3とを備えている。前面基板2上には2つの表示電極4、5から構成された表示電極対が複数配列されており、表示電極対の間には遮光層(ブラックストライプ)6が形成されている。そして、表示電極4、5および遮光層6を覆って誘電体層7が形成され、誘電体層7上に酸化マグネシウムからなる保護層8が形成されている。表示電極4、5は、インジウムスズ酸化物(ITO)などからなる透明電極9とその上に形成された銀などからなるバス電極10とにより構成されている。
また、背面基板3上には表示電極4、5と直交する方向に複数のアドレス電極11が形成され、アドレス電極11を覆って誘電体層12が形成されている。誘電体層12上には、アドレス電極11の間に位置するように隔壁13が形成され、誘電体層12の表面および隔壁13の側面には蛍光体層14が形成されている。
放電空間1には、例えばネオンとキセノンの混合ガスからなる放電ガスが、400〜600Torrの圧力で封入されている。表示電極対を構成する表示電極4および表示電極5の間で表示放電を起こさせたときに発生する紫外線によって蛍光体層14を発光させてカラー画像を表示している。
【0018】
ところで、前面基板2上に遮光層6、誘電体層7またはバス電極10を形成するとき、また背面基板3上にアドレス電極11、誘電体層12、隔壁13または蛍光体層14を形成するときの方法としてスクリーン印刷法がある。以下に従来のスクリーン印刷法について図8を用いて説明する。
図8(a)に示すように、四角形状の版枠15内に、金属からなる細線が網目状に形成されたスクリーン16を高張力で張って構成したスクリーン版17を、基板が載置される印刷ステージ18の上方に設置し、スクレッパー19を矢印の方向に動かすことにより印刷用ペースト20をスクリーン16上に塗布する。これにより、スクリーン16の開口部に印刷用ペースト20を充填する。スクレッパー19はスクリーン16に当てる先端部が直線状となった1枚の板状のブレードで構成されている。
次に、図8(b)に示すように、印刷ステージ18上に基板21を載置した後、スクリーン版17を基板21に対して位置合わせし所定の位置まで近づけ、ウレタン製のスキージ22をスクリーン16に押しつけながら矢印の方向に移動させることにより、スクリーン16の開口部に充填された印刷用ペーストを基板21上に転写する。このようにして基板21上に印刷用ペースト層23が形成され、スクリーン印刷が行われる。
本発明のプラズマディスプレイパネルの製造方法においては、少なくとも一方のガラス基板上に、導電層と、これを覆う誘電体層とを形成する工程を有し、前記導電層または前記誘電体層の少なくともいずれかを形成する際に、前述の本発明のスクリーン印刷版を用いたスクリーン印刷が行われる。
本発明のプラズマディスプレイパネルの製造方法の場合、i)スキージの摩耗が少ないため大量生産に適している、ii)摩耗したスキージ片(ダスト)による、形成部位の品質劣化が防止でき、例えば、電極の電力集中による溶融破壊、誘電体破壊、隔壁欠け等の発生を有効に防止できる、という付随効果がある。
以下に、本発明のメッシュ織物を張設したスクリーン印刷版と、従来のメッシュ織物を張設したスクリーン印刷版とを用いて行った印刷試験結果を示して本発明をさらに詳細に説明するが、本発明はこれら実施例に限定されるものではない。
【実施例】
【0019】
(本発明のメッシュ織物の製造例)
線径が65μmで、強度が800N/mm2であるステンレス鋼糸(SUS304)を縦糸として用い、線径が40μmで、強度が2700N/mm2であるステンレス鋼糸(強硬度SUS)を横糸として用いて、メッシュ数150(ピッチ169μm)、紗厚140μm、紗厚D=2.15d1の、図1と同様の断面状態である平織り組織の本発明のメッシュ織物を作製した。
【0020】
(スキージの磨耗実験)
本発明品としては、上記のメッシュ織物(横糸ピッチ169μm、紗厚140μm、縦糸線径65μm、横糸線径40μm)を使用した。
又、従来比較品1としては、線径40μm、強度1000N/mm2であるステンレス鋼糸を縦糸として用い、線径40μm、強度2500N/mm2であるステンレス鋼糸を横糸として用いて、メッシュ数200(ピッチ127μm)、紗厚99μm、紗厚D=2.48d1のメッシュ織物(前記特許文献1に記載されるメッシュ織物)を準備した。
更に、従来比較品2としては、線径34μm、強度1000N/mm2であるステンレス鋼糸を縦糸として用い、線径28μm、強度2500N/mm2であるステンレス鋼糸を横糸として用いて、メッシュ数325(ピッチ78μm)、紗厚80μm、紗厚D=2.35d1のメッシュ織物(前記特許文献2に記載されるメッシュ織物)を準備した。
【0021】
上記の本発明品、従来比較品1及び従来比較品2を用いてスクリーン印刷を行い、スキージの磨耗度合いを調べた。
製版条件
1.印刷条件
自動印刷機(ニューロング精密工業製のLS−150)を使用し、2Kg/cm2のスキージ圧力を加え、150mm/secの速度で印刷を行い、300ショット後のスキージの磨耗度合いを観察した。なおスキージ滑走方向は製版の縦糸方向とした。
尚、印刷ペーストとしては、市販の高粘度Agペースト(Agフィラーの入ったペースト)を使用した。
【0022】
2.実験結果
300ショット後のスキージエッジを拡大観察したところ、上記の本発明品は、従来比較品1及び従来比較品2よりもスキージの磨耗が少ないことが認められた。
図4は、印刷前のスキージエッジの状態を示す顕微鏡写真であり、図5は、300ショット後の本発明品のスキージエッジの状態を示す顕微鏡写真であり、図6は、300ショット後の従来比較品1のスキージエッジの状態を示す顕微鏡写真である。従来比較品2についての300ショット後のスキージエッジの磨耗状態は、従来比較品1の場合と同等であった。
【0023】
(本発明によるスクリーン印刷版を用いたプラズマディスプレイパネルの製造例)
本発明によるスクリーン印刷版(図1に示されるもの)として、前述の150メッシュ(横糸ピッチ169μm)、縦糸d1を65μm、横糸d2を40μmかつ紗厚を140μmに設定したメッシュ織物が張設されたものを用い、プラズマディスプレイパネルの前面基板2上の誘電体層7を印刷形成した。粘度50Pa・sの誘電体ペーストを前記スクリーン用いて印刷し十分レベリング時間をとった上乾燥したところ乾燥膜厚は約27μmとなった。なおスキージ滑走方向は製版の縦糸方向とした。
同様の操作を合計3回繰り返した後、570℃で焼成したところ、約40μmの膜厚の誘電体層7を得ることができた。誘電体材料は、酸化亜鉛(ZnO)酸化硼素(B2O3)酸化硅素(SiO2)酸化アルミニウム(Al2O3)系など、鉛成分を含まない材料組成が望ましいが、特にこれらの材料組成の含有量に特に限定はしない。
同様の条件で、5000枚生産したが、特に誘電体にピンホール等の膜欠陥は発生せず、また表面粗さも良好な膜を得た。
【0024】
(比較製造例1)
一方、同じ誘電体ペーストをステンレス200メッシュ(横糸ピッチ127μm)のスクリーンで、印刷したところ、乾燥膜厚は、約13μmとなった。この印刷・乾燥を合計6回繰り返した後、570℃で焼成したところ、約40μmの膜厚の誘電体層7を得ることができた。
但し、印刷・乾燥を6回も繰り返すことは、工業的にコストアップ要因となるために望ましくなく、また焼成膜面の表面粗度は粗いものであった。
【0025】
(比較製造例2)
また、前記特許文献1に記載されるスクリーン(3D仕様)であって、具体的には200メッシュ(横糸ピッチ127μm)、縦糸も横糸も50μmで、紗厚が約145μmのスクリーンで、同じ誘電体ペーストを印刷したところ、乾燥膜厚は約27μmとなった。同様の操作を合計3回繰り返した後、570℃で焼成したところ、約40μmの膜厚の誘電体層7を得ることができた。
このスクリーンを用いて連続生産を行ったところ、印刷開始初期の製品は、特に誘電体にピンホール等の膜欠陥も無く、表面粗度も比較的良好であったが、5000枚生産後の誘電体膜表面は、表面粗度は比較的良好なものの、ガスが抜けたあとのようなクレータ状のピンホールがランダムに多数発生し、パネル品質の乏しいものであった。
これは、前記特許文献1記載のスクリーン(前述の従来比較品1)の場合、通常のスクリーンに較べ縦糸がノコギリ上に波打ち、また、縦糸部が比較的細いので、スクリーンがちょうどスリコギのような役目を行うことで、スキージが磨耗し、さらにそのスキージの磨耗粉が誘電体ペーストに混ざることで、誘電体の乾燥塗膜内にスキージ磨耗分が形成され、この磨耗粉が誘電体の焼成時にガス化することで、誘電体表面にクレータ状のピンホールを発生させたものと推定される。
更に、前記特許文献2に記載されるメッシュ織物(前述の従来比較品2)についても、同様の実験を行ったところ、印刷開始初期の製品は、特に誘電体にピンホール等の膜欠陥も無く、表面粗度も比較的良好であったが、5000枚生産後の誘電体膜表面は、表面粗度は比較的良好なものの、ガスが抜けたあとのようなクレータ状のピンホールがランダムに多数発生し、パネル品質の乏しいものであった。このような結果については、前記の従来比較品1と同様の原因が考えられる。
【0026】
比較実験1:紗厚Dとスキージの磨耗量の関係について
実験条件
縦糸線径60μm、横糸線径45〜55μm、横糸ピッチ169μm、紗厚を135〜155μmで変化させたスクリーン版を作製し、前記印刷条件に示した印刷機を使用して、印刷回数300回後のスキージ磨耗量を測定した。測定方法は、デジタルマイクロスコープにて使用前の画像と使用後の画像を比較することにより磨耗量を算出した。尚、スキージの中央と左右端部3点の平均値を磨耗量とした。その結果を図9に示す。
図9の実験結果から、縦糸線径60μmでは、紗厚145μm以上にてスキージの摩耗が大きくなり、印刷膜に欠陥が多発することがわかった。また、印刷回数300回後のスキージによる印刷塗布膜表面を観察すると、摩耗量が0.005を越えると、印刷膜表面にピンホール状の欠陥が多くなることもわかった(印刷膜表面のピンホール状欠陥が多くならないスキージ磨耗量は0.005以下であった)。
【0027】
同様に縦糸線経65μm、横糸線経45〜55μm、横糸ピッチ156μm、紗厚を144〜164μmで変化させたスクリーン版を作製して実験を行った(他条件は上記と同様)。その結果を図10に示す。
図10の実験結果から、同じく良品限界である摩耗量0.005以下を満たすのは、縦糸線経65μmにおいては紗厚156μm以下となるスクリーン版であることがわかった。
以上の実験結果から、2.4*縦糸線経d1≧紗厚Dであることによって、スキージの摩耗量が低く抑えられることが確認された。他方、紗厚が2.0*縦糸線経d1未満のスクリーン版の場合には、塗布厚みが不十分であった。
【0028】
比較実験2:横糸ピッチと摩耗量の関係について
実験条件
紗厚140±3μm、縦糸線経60μm、横糸線経55μm、横糸ピッチを110〜175μmで変化させ、前記比較実験1と同様にして、スキージの摩耗量を測定した。その他の条件も比較実験1での検討と同様とした。その結果を図11に示す。
図11の実験結果から、この条件において、横糸ピッチ141μm以上で良品であることがわかった。
同様に、紗厚155±3μmのスクリーン(他の条件は上記と同様)についても実験を行った。その結果を図12に示す。
図12の実験結果から、同じく良品限界である摩耗量0.005以下を満たすのは、横糸ピッチが紗厚以上となるスクリーン印刷版であることがわかった。
【0029】
これらの実験結果から、横糸ピッチ≧紗厚Dであることによって、スキージの摩耗量が低く抑えられると考えられる。この考察については、以下のような現象に基づいている。即ち、横糸ピッチが短くなることで、縦糸とスキージが接触する角度が小さくなり、この角度がある一定量を超過すると、スキージの摩耗量が急激に増加し、このスキージの摩耗量が急激に増加する角度が、横糸ピッチが紗厚に相当する場合であると推測される。
また、一方で、隣接する横糸同士の距離が160μmを越えると、印刷中にペーストがメッシュ織物を通過し、これらの実験結果から、横糸ピッチは以下の関係にあることによって、本願発明の効果は奏される。
紗厚D≦横糸ピッチ≦160+横糸線経d2
また、比較実験1にて示した紗厚Dが、紗厚D>2.4*縦糸線経d1となるスキージの摩耗量が大きくなる範囲の紗厚であっても、上記比較実験2の条件を満たすことによって、スキージの摩耗量が低減される傾向があることを確認した。
【産業上の利用可能性】
【0030】
本発明のメッシュ織物にあっては、縦糸と横糸にそれぞれ特定の強度を有した金属製糸が使用され、横糸ピッチが紗厚以上であることによって、縦糸の山の部分が尖った状態にならず、スクリーン印刷時のスキージの磨耗量が小さく、印刷膜表面のピンホール状欠陥の発生が少ない。
よって、本発明のメッシュ織物が張設されて成るスクリーン印刷版は、スキージの磨耗が少ないので高膜厚の印刷物を大量生産するのに好適であり、特にプラズマディスプレイパネルの誘電体層や導電層を形成させるのに適している。
【図面の簡単な説明】
【0031】
【図1】本発明のメッシュ織物の一例における織組織の断面状態を示す図である。
【図2】前記特許文献1に記載される従来のメッシュ織物における織組織の断面状態を示す図である。
【図3】従来のメッシュ織物(市販のステンレスメッシュ)における織組織の断面状態を示す図である。
【図4】印刷前のスキージエッジの状態を示す顕微鏡写真である。
【図5】本発明品のメッシュ織物を用いて印刷を行った後のスキージエッジの状態を示す顕微鏡写真である。
【図6】従来比較品1のメッシュ織物を用いて印刷を行った後のスキージエッジの状態を示す顕微鏡写真である。
【図7】本発明のスクリーン印刷版を用いて製造されるプラズマディスプレイパネルの構成を示す図である。
【図8】(a)及び(b)は、従来のスクリーン印刷法における工程を示す図である。
【図9】縦糸線径60μm、横糸線径45〜55μm、横糸ピッチ169μm、紗厚を135〜155μmで変化させたスクリーン版における、紗厚Dとスキージの磨耗量の関係を示すグラフである。
【図10】縦糸線経65μm、横糸線経45〜55μm、横糸ピッチ156μm、紗厚を144〜164μmで変化させたスクリーン版における、紗厚Dとスキージの磨耗量の関係を示すグラフである。
【図11】紗厚140±3μm、縦糸線経60μm、横糸線経55μm、横糸ピッチを110〜175μmで変化させた際の、横糸ピッチとスキージの磨耗量の関係を示すグラフである。
【図12】紗厚155±3μm、縦糸線経60μm、横糸線経55μm、横糸ピッチを127〜212μmで変化させた際の、横糸ピッチとスキージの磨耗量の関係を示すグラフである。
【特許請求の範囲】
【請求項1】
スクリーン印刷版の枠体に張設されて使用される金属製のメッシュ織物であって、当該メッシュ織物が、線径がd1で強度が600〜1500N/mm2である金属製縦糸と、線径がd2で強度が1000N/mm2以上である金属製横糸とで構成され、前記金属製横糸の強度が前記金属製縦糸の強度よりも大きく、前記線経d1と前記線経d2がd1>d2であり、かつ、前記金属製横糸のピッチがミクロン単位で表したメッシュ織物の厚みD〜160+d2の範囲であること、及び前記メッシュ織物の厚みDが2.0d1〜2.4d1の範囲であることを特徴とするメッシュ織物。
【請求項2】
前記金属製横糸の強度が1000〜3500N/mm2であり、前記線径d1あるいはd2が10〜80μmであることを特徴とする請求項1に記載のメッシュ織物。
【請求項3】
枠体内に金属製のメッシュ織物が張設されて成るスクリーン印刷版であって、前記メッシュ織物が、請求項1又は請求項2に記載のメッシュ織物であることを特徴とするスクリーン印刷版。
【請求項4】
少なくとも一方のガラス基板上に、導電層と、これを覆う誘電体層とを形成する工程を有し、前記導電層または前記誘電体層の少なくともいずれかを形成する工程が、請求項3記載のスクリーン印刷版を用いたスクリーン印刷方法の工程であることを特徴とするプラズマディスプレイパネルの製造方法。
【請求項1】
スクリーン印刷版の枠体に張設されて使用される金属製のメッシュ織物であって、当該メッシュ織物が、線径がd1で強度が600〜1500N/mm2である金属製縦糸と、線径がd2で強度が1000N/mm2以上である金属製横糸とで構成され、前記金属製横糸の強度が前記金属製縦糸の強度よりも大きく、前記線経d1と前記線経d2がd1>d2であり、かつ、前記金属製横糸のピッチがミクロン単位で表したメッシュ織物の厚みD〜160+d2の範囲であること、及び前記メッシュ織物の厚みDが2.0d1〜2.4d1の範囲であることを特徴とするメッシュ織物。
【請求項2】
前記金属製横糸の強度が1000〜3500N/mm2であり、前記線径d1あるいはd2が10〜80μmであることを特徴とする請求項1に記載のメッシュ織物。
【請求項3】
枠体内に金属製のメッシュ織物が張設されて成るスクリーン印刷版であって、前記メッシュ織物が、請求項1又は請求項2に記載のメッシュ織物であることを特徴とするスクリーン印刷版。
【請求項4】
少なくとも一方のガラス基板上に、導電層と、これを覆う誘電体層とを形成する工程を有し、前記導電層または前記誘電体層の少なくともいずれかを形成する工程が、請求項3記載のスクリーン印刷版を用いたスクリーン印刷方法の工程であることを特徴とするプラズマディスプレイパネルの製造方法。
【図7】


【図8】
【図9】
【図10】
【図11】
【図12】
【図1】
【図2】
【図3】
【図4】
【図5】
【図6】
【図8】
【図9】
【図10】
【図11】
【図12】
【図1】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2008−144303(P2008−144303A)
【公開日】平成20年6月26日(2008.6.26)
【国際特許分類】
【出願番号】特願2006−332881(P2006−332881)
【出願日】平成18年12月11日(2006.12.11)
【出願人】(592066723)中沼アートスクリーン株式会社 (8)
【出願人】(502090482)アサダメッシュ株式会社 (4)
【出願人】(000005821)松下電器産業株式会社 (73,050)
【Fターム(参考)】
【公開日】平成20年6月26日(2008.6.26)
【国際特許分類】
【出願日】平成18年12月11日(2006.12.11)
【出願人】(592066723)中沼アートスクリーン株式会社 (8)
【出願人】(502090482)アサダメッシュ株式会社 (4)
【出願人】(000005821)松下電器産業株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]