
モジュラーリンク式コンベヤベルトのための耐摩コネクタ
ベルトを構成するためにモジュラーコンベヤリンクを連結するためのコネクタは、ロッド状コアと、防護シェルを形成する粉末コーティングを含む。コアは、ステンレス鋼製とし、粉末コーティングは、ナイロンとすることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本出願はアメリカ仮出願第60/713,880号(2005年9月2日出願)及び同第60/788,650(2006年4月3日出願)の利益を主張するものであり、それらの開示はここに組み込まれるものとする。
本発明は、一般に、コンベヤ技術に関し、特に、コンベヤチェーン又はベルト(以下、単に「モジュラーコンベヤ」、「コンベヤ」又は「チェーン」又は「「ベルト」とも称する)を形成するためにモジュラーリンクを連結するための耐摩コネクタに関する。
【背景技術】
【0002】
産業におけるモジュラーリンク式コンベヤの使用は、益々、普及してきている。特に食品又は消費者製品を特にパッケージの状態で、又は半ばパッケージされた形で搬送するための手段として、モジュラーリンク式コンベヤは、耐用年数が長く、低コストの搬送手段を求める食品加工業者が選択する手段の中で圧倒的に多く、代表的なものである。近年、比較的大きいサイズのものをも含め、多種類の食品、食品パッケージ及び食品容器のみならず、他のタイプの物品及び製品を能率的に搬送処理することができるようにする目的で、この種のコンベヤの開発に著しい進歩が遂げられてきた。
【0003】
今日市販されているモジュラーリンク式コンベヤシステムのうち最も人気があり、信頼性の高いタイプの1つは、1990年9月4日に発行された本出願人の先行米国特許第4,953,693号及び1991年7月16日に発行された先行米国特許第5,031,757号(それらの記載内容が本明細書に編入されているものとする)に開示され、本出願人の会社によって「デザイナシステム」及び「ホイスパートラックス」という商標名で製造販売されているものである。これらの初期特許の時代から急速にコンベヤシステムの分野に著しい技術進歩が達成され、物品及び製品のより能率的な処理及び搬送を実施することが可能になってきている。
【0004】
しかしながら、これらの提案は、従来技術に一般的に用いられている面倒なカテナリー方式を排除し、ガイドリンクにより側部に沿って望ましいしっかりした保持を与えるが、コンベヤベルトを構成するモジュラーリンクを連結するために好ましいステンレス鋼製のコネクタを用いることから、時として美的観点上の問題が生じることがある。即ち、ステンレス鋼製のコネクタロッドから剥脱した摩耗粒子即ち「黒色酸化物鉄」が、アセタール等のある種のポリマー材料で作られた淡色のリンクに埋入してしまうことがある。(アセタールは、耐削摩性(耐すりむけ又はすりへり性)材料であるが、それ自体相手に対してかなり削摩性を有すると考えられている。)リンクに埋入した暗色の摩耗粒子のもたらす外観は、リンクの耐久性や信頼性の観点からは問題ではないが、特にそのコンベヤベルトが食品を搬送する用途に使用される場合、ベルトの清浄性(清掃の容易性)に関して根拠のない懸念を惹起するおそれがある。ステンレス鋼製のコネクタロッド(以下、単に「コネクタ」又は「ロッド」とも称する)から剥脱した摩耗粒子は、又、リンクの隣接表面にも入り込み、それによって摩耗を加速することにより問題を一層複雑にする。
【0005】
従来、ポリマー材製のいろいろなタイプのモジュラーリンクコネクタ(「ヒンジピン」とも称される)が提案されている。そのようなポリマー製コネクタは、ステンレス鋼のように「黒色酸化物」を生じることはないが、ステンレス鋼と比べて剪断荷重に対する抵抗力が小さく、又、クリープを起こしやすい。時間がたつと、ポリマー製ロッド(コネクタ)は、このクリープに因り、不規則な又は「波状」の断面形状を呈するようになる。この断面形状は、モジュラーリンク式ベルトの外観と作動を損ねるのみならず、交換のためにロッドを抜き取る作業を困難にする。更に、チェーンの寸法ピッチが失われ、その結果として、チェーンと噛合するスプロケットの早期摩耗を惹起する。比較的最近のSedlacekに付与された米国特許第6,648,129号は、ウレタン製の外側チューブとそれを摺動自在に受容する剛性材料(例えば、鋼)製のロッドから成る「2材料」から成るヒンジピン組立体を開示している。同特許によれば、ウレタン製の外側チューブは、(みかけ上、粒子がチューブとロッドの間の空間に入り込む結果として)関節接合を容易にするために内側のロッドに対して相対的に好ましくは回転する高摩擦材を構成する。外側チューブの高摩擦表面は、容易に、かつ、経済的に清掃することが不可能な構成を造ることの他に加えて、相対回転のときに内側のロッドに摩耗作用を及ぼすとともに、リンクに対しても摩耗作用を及ぼす。
【特許文献1】米国特許第4,953,693号
【特許文献2】米国特許第5,031,757号
【特許文献3】米国特許第6,648,129号
【特許文献4】米国特許第6,180,039号
【特許文献5】米国特許第6,039,964号
【特許文献6】米国特許第5,941,369号
【特許文献7】米国特許第5,586,643号
【発明の開示】
【発明が解決しようとする課題】
【0006】
従って、モジュラーリンク式コンベヤベルトの各リンクを連結するための改良されたコネクタを求める要望がある。コネクタ即ちロッドは、クリープ作用に対して極めて強固で抵抗力を有するものであり、しかも、(食品を搬送する環境を含め)最もデリケートな搬送環境においても使用に適するものでなければならない。コネクタロッドは、又、既存の技術を用いて容易に、かつ、安価に製造することができなければならず、従って、何百、何千本ものコネクタロッドを用いるコンベヤシステム全体のコストを増大させるものであってはならない。更に、ロッドは、作動の設計や作動原理を変更する必要なしに、後付け状況などにおけるように既存のコンベヤにも組み合わせて用いることができるものでなければならない。
【課題を解決するための手段】
【0007】
本発明の第1側面によれば、第1部品が、第2部品との摺動摩擦接触の結果として摩耗を受ける表面を有する構成とされたシステムのための改良が提供される。この改良は、第1部品の前記表面に粉末コーティングを塗布又は被覆することから成る。この粉末コーティングは、第1部品と第2部品の間の摩擦を減少させ、第1部品の耐摩性を高める働きをし、かつ、第1部品の清浄性を改善する。
【0008】
本発明の一実施形態においては、前記第1部品は、ステンレス鋼等の金属で形成し、前記粉末コーティングは、ナイロン等のポリアミドとし、前記第2部品は、アセタール等のポリマー材で形成する。好ましくは、前記第2部品は、コンベヤチェーン又はコンベヤベルトのリンクとし、前記第1部品は、該リンクに係合するためのコネクタを構成し、第1部品と第2部品の間に摺動摩擦が生じる構成とする。例えば、リンクは、コネクタを受容する開口を有し、該コネクタの、前記粉末コーティングを有する外表面がリンクの開口に挿入され、開口内でリンクの表面に(即ち、リンクの開口壁面)に摩擦係合する構成とすることができる。第1部品と第2部品の両方が互いに相対的に移動する構成とすることが好ましいが、第1部品と第2部品のどちらか一方だけを固定し、他方が移動する構成としてもよい。
【0009】
本発明の第2側面によれば、コンベヤベルトのリンクを連結するためのコネクタが提供される。このコネクタは、細長いコアから成り、粉末コーティングがコアの表面にシェルを形成する。
【0010】
一実施形態においては、前記コアは、鋼、好ましくはステンレス鋼から成り、その実施形態又は他の実施形態において、前記シェルを構成する粉末コーティングはナイロンから成る。あるいは別法として、シェルは、プロテク・ケミカル社(PROTECH CHEMICAL LTD.)の「マーキュリー・ブルー」(Mercury Blue)ハイブリッド、シャーウィン・ウィリアムズ社(SHERWIN WILLIAMS)の「ホワイトウオーター」(Whitewater)ポリエステル、シャーウィン・ウィリアムズ社の「アンチック・ホワイト」(Antique White)ハイブリッド、サーモクラッド社(THERMOCLAD)の「ホワイト(白色)・デュラロン」(White DURALON)12(ナイロン12)、サーモクラッド社の「クリア(透明)・デュラロン」(Clear DURALON)12(ナイロン12)、シャーウィン・ウィリアムズ社の「ファーニチュア・ホワイト」(Furniture White)ポリウレタン、及び、「リルサン」(RILSAN)ナイロンから成る群から選択された材料から成るものとすることができる。シェルは、ほぼ透明であることが好ましいが、白色であってもよく、更には、抗菌性剤、抗細菌性剤、抗真菌性剤又は殺菌剤を含有したポリマー材から成るものとすることができる。
【0011】
本発明の第3側面によれば、コンベヤベルトのリンクを連結するための細長コネクタが提供される。このコネクタは、ロッド状の軟鋼又はステンレス鋼製のコアから成り、押出し成形チューブ又は粉末被覆シェル等のナイロンコーティングがコアの表面に被覆される。
【0012】
本発明の第4側面によれば、細長コネクタによって相互に連結された複数のリンクから成るコンベヤベルトセクションが提供される。このコネクタは、金属コアを含むロッド状本体と、シェルを形成する粉末コーティングとから成る。好ましくは、これらのリンクは、アセタールから成り、金属コアは、ステンレス鋼から成り、粉末コーティングは、ナイロンから成るものとする。
【0013】
本発明の第5側面によれば、コンベヤベルトが提供される。このコンベヤベルトは、噛み合わされた列として配置された複数のリンクと、それらのリンクを連結するための細長コネクタから成る。このコネクタは、コアと、該コア上に外側シェルを形成する粉末コーティングから成る。
【0014】
本発明の第6側面によれば、コンベヤベルトのリンクのためのコネクタを形成する方法が提供される。この方法は、ロッドの表面に外側防護シェルを形成するためにロッドに粉末被覆することを含む。好ましくは、この方法は、例えば鋼又はステンレス鋼製ロッドの表面にナイロン粉末を静電被覆し、次いで該ロッドを加熱して該粉末を硬化させて防護シェルを形成することなどにより、鋼又はステンレス鋼製ロッドにナイロンを粉末被覆することを含む。
【0015】
本発明の第7側面によれば、複数の噛合(噛み合わされた)リンクからコンベヤベルトセクションを製造する方法が提供される。この方法は、コネクタの表面に粉末コーティングを被覆し、該被覆(粉末コーティングを被覆された)コネクタによって該噛合リンクを連結することから成る。必須ではないが、好ましくは、前記被覆工程は、前記コネクタの表面にナイロン粉末を静電被覆し、次いで該コネクタを(例えば、約15分より長い時間約400°F(204.4°C)より高い温度で加熱することから成る。より好ましくは、前記被覆工程は、前記コネクタ(好ましくは、金属ロッド)の外側表面全体にナイロンを被覆することから成る。
【0016】
本発明の第8側面によれば、複数の噛合リンクからコンベヤベルトセクションを製造する方法が提供される。この方法は、コネクタの表面にナイロンを被覆し、該被覆コネクタによって該噛合リンクを連結することから成る。好ましくは、前記被覆工程は、前記コネクタの表面にナイロン粉末を静電被覆し、次いで該コネクタを(例えば、約15分より長い時間約400°F(204.4°C)より高い温度で加熱することから成る。あるいは別法として、前記被覆工程は、前記コネクタ(好ましくは、金属ロッド)に押出し成形されたチューブを被せることから成る。
【発明を実施するための最良の形態】
【0017】
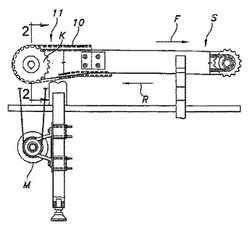
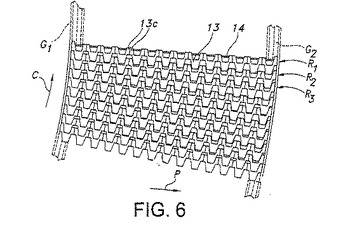
図1及び2を参照すると、モジュラーリンク式コンベヤチェーン又はベルト10を含むコンベヤシステムSの慣用の構成全体が示されている。チェーン10は、被搬送物品に係合しそれを支持するための搬送面11を有する。この特定の実施例では、チェーン10は、互いに離隔した列(図6及び列R1,...Rn参照)として配置され、それによって搬送面11を部分的に創生する側部ガイドリンク12及び中間リンク13を含む複数のモジュラーリンクから成る。R1,R2のように隣接するリンク列は、横断方向に延長するコネクタ14(業界語で「横断ロッド」、「ヒンジピン」などと称される)によって相互に連結される。
【0018】
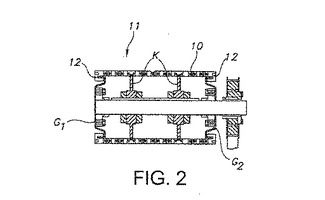
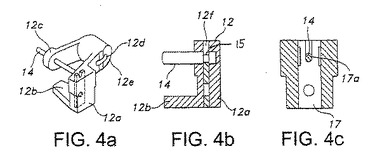
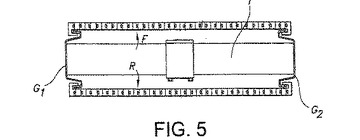
図3及び4a−4cに詳細に示されている側部ガイドリンク(以下、単に「側部リンク」とも称する)12について説明すると、各側部リンク12は、外側垂下腕12aと、内方に突出した横断耳片12bを含む(かくして、配置によって異なる右側側部リンクと左側側部リンクを形成する)ものとすることもできる。外側垂下腕12aと横断耳片12bは、それらが設けられる場合は、例えばコンベヤ支持フレームの一部を構成する長手方向に延長するガイドレールG1又はG2などから成る慣用の支持構成体を受容するように設計される。各ガイドレールG1,G2は、順方向走路Fに沿っても、戻り走路Rに沿っても(順方向走路Fから戻り走路Rへの遷移部に沿ってリンクに噛合し、対応するモーターMによって連動駆動される1対の隔置されたスプロケットKを介して)無端経路で双方向に駆動されるチェーン10を支持する。
【0019】
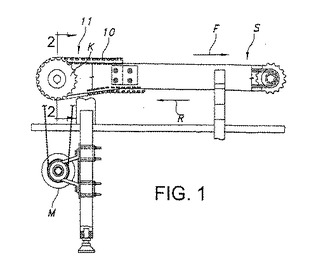
各ガイドレールG1,G2は、リンク12との摩擦を少なくするために減摩材から成る摩耗ストリップWを含むことが好ましい。ガイドレールG1,G2は、図2及び5に示されるように、C字形又はシグマ形としてもよく、あるいは、摩耗ストリップWが舌片又はほぞのように外方に突出してチェーン10(特に側部ガイドリンク12)に対する軸受表面を画定するような態様に関連する摩耗ストリップWを担持する任意の望ましい形状の1つ又は複数の支持セクションを備えたものとすることもできる。上述したタイプの関連するリンク(ガイドレールと組み合わされるリンク)は、通常、アセタール、又はその他の安価で軽量の耐久性材料などの相補材料又は相互適合材料(ガイドレールの素材と相補関係をなす材料又はガイドレールの素材と適合する材料)で周知の成形法(異なる材料の同時成形法を含む)を用いて形成される。その結果としてシステム10の性能を向上させることができるが、リンクとガイドレール(摩耗ストリップ)を形成する素材の相互適合性は、要件とはみなされない。
【0020】
好ましくは、対をなす(左右両側の)側部リンク12は、中間リンク13と共に、チェーン10が駆動される方向(長手方向又は搬送方向と称する)(図6の動作矢印C参照)に互いに離隔された列を形成する。この方向が、平常作動においてチェーン10が物品を搬送する主方向であり、搬送方向Cに対して横断方向の横断方向又は側方方向は、動作矢印Pで示されている。第1列R1(図示の例では先行列)を構成するリンク12の対を相互に連結する横断方向のコネクタ14は、ステンレス鋼のロッドで形成されており、側部リンク12を含め、各中間リンク13(各リンクが複数の側方に反復するセクションを有する構成の場合は2つより多い数となる)の足部分13cに形成された整列穴(図6参照)に挿通される。チェーン10を製造する際は、隣接する第2(後行)列R2のリンク12,13を第1列R1のリンク12,13に噛合させ、横断方向のコネクタ14を第2列の各リンク12,13の先端部12eに形成された搬送方向Dの方向に細長いスロット12dに挿通する(それによってチェーン10の1つのセクションを形成する)。
【0021】
当業者には明らかなように、リンクのこの特定の構造上の構成は、(本発明の広範囲の目的にとっては完全に随意選択ではあるが、)チェーン10の長手方向の伸縮を可能にするとともに、チェーンが走路のカーブ又は屈曲部を円滑に通過するように(図6参照)リンクの側方撓曲動作をも可能にし、それによって、カテナリーを設ける必要性を排除する。このような機能性の向上が特定の用例において特に必要とされない場合は、コネクタ14を通すためのスロット12d(図4a参照)を長手方向(搬送方向)に細長い穴ではなく、単なる穴に代えることができる。その場合は、長手方向の伸縮も、側方撓曲もできないチェーンとなる。
【0022】
コネクタ14は、保持部材16によって所定位置に保持することができる。図示の実施例では、保持部材16は、各側部リンク12に形成された受容部12f又はスロットに着脱自在に挿入された錠止素子又は耳片17によって所定位置に保持される。図4cに示されるように、耳片17は、コネクタ14のくびれ又はへこみ部分15(図4b参照)に係合するための凹部17aを有するものとすることができる。搬送方向に所要の長さのチェーン10を形成するために互いに噛合するリンク12,13に対してこの組み立てパターンを反復することができる。業界語でコンベヤ「ベルト」とも称されるこのタイプのチェーンの詳細な説明は、本出願人の米国特許第第4,953,693号及び5,031,757号(その記載内容が本明細書に編入されているものとする)に開示されている。
【0023】
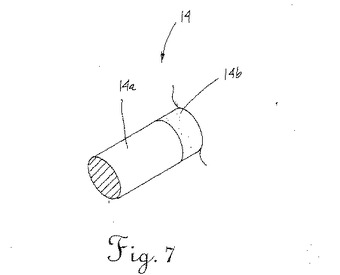
図7を参照して説明すると、本発明の一側面は、少くとも1列のリンクのためのコネクタ14に少くとも部分的に外側コーティングを被覆することである。より具体的にいえば、このコネクタ14は、好ましくは、導電性材で形成された剛性コア14a、例えば軟鋼又はステンレス鋼(例えば、ステンレス鋼303又は304)で形成された剛性コアから成り、耐久性の、耐摩耗及び耐削摩性の材料から成る外側コーティング又はシェル14bを形成するように該コアを被覆する。特定的な一実施例では、シェル14bは、ナイロン、より好ましくはナイロン11又はナイロン12などのポリアミドで形成される。
【0024】
ナイロン12の一種が、ペンシルバニア州エリエのサーモクラッド・カンパニー社からデュラロン12という商標名で粉末の形で市販されている。別の種類のナイロン粉末が、ペンシルバニア州バーズボロのアーケマ・インコーポレイテッド社から「リルサン」という商標名で販売されている。ただし、粉末コーティングは、ナイロン以外の耐久性、耐削摩性材料であってもよく、そのような他の材料のうちで好ましいのは、例えばポリエチレンやエポキシコーティングのようなポリマー系の材料であり、本明細書に例として挙げた、プロテク・ケミカル社の「マーキュリー・ブルー」ハイブリッド、シャーウィン・ウィリアムズ社の「ホワイトウオーター」ポリエステル、シャーウィン・ウィリアムズ社の「アンチック・ホワイト」ハイブリッド、シャーウィン・ウィリアムズ社の「ファーニチュア・ホワイト」ポリウレタン等がある。
【0025】
外側シェル14bは、コア14aを被覆する(即ち、コアにコーティングを施す)ことによって形成することができる。そのような被覆は、ナイロン材で形成されたチューブ又はスリーブをコアの外表面に被せる(例えば、滑り被せる、又は、押出成形で被せる)ことによって行うことができる。好ましくは、押出成形チューブ又はスリーブは、ナイロンで形成し、接着剤を用いることなどによりコア14aに接合する。ただし、シェル14b(フィルムとみなすこともできる)を形成するコーティングは、粉末被覆工程によってコア14aに塗布することが最も好ましい。そのような粉末被覆工程は、静電送給デバイス(例えば、ガン)又は流動床を用いてナイロンを粉末の形でコア14aの外表面全体に送給し、次いで、その粉末を比較的高い温度(例えば、400°F(204.4°C)より高い温度)で所定時間(例えば、15分より長い時間)焼成する(焼き付ける)ことから成る。この焼成が、粉末を硬化し、外側コーティング(例えば、シェル14b)を形成する。この技法は、実施するのに比較的容易で安価であることに加えて、耐久性のある、継ぎ目なしコーティングを形成し、接着剤等を必要とせず(そして食品の粒子、屑、異物等が挟まるおそれのある間隙を形成することなく)コア14aの表面にしっかりと接合されたコーティングを形成する。
【0026】
シェル14bをコア14a上に形成する方法如何に拘わらず、又、シェル14bを形成するのに用いられる材料が何であるかに拘わらず、コンベヤベルトに使用するためのものとして本発明に従って得られた被覆複合コネクタ(コアとそれに被覆されたコーティングから成る複合コネクタ)14は、コア14aがステンレス鋼で形成されている場合は特に、コンベヤベルトに使用するためのものとして現在利用可能なコネクタに比べて多くの利点を提供する。まず第一に、シェル14bは、コア14aがステンレス鋼で形成されている場合、アセタール製の白色リンクに用いられる場合を含め、先に述べた有害な「黒色酸化物」問題が起こるのを回避する。
【0027】
第二に、たとえシェル14bが使用中損傷したとしても、その下にある(下層の)コア14aを形成するステンレス鋼が、腐食に対する追加の防護層となる。このことは、コネクタ14の非摩耗区域に穿孔や掻き傷(擦傷)が生じた場合に特に当てはまる。それは、(穿孔や掻き傷が生じた部分以外の)残留したナイロン(シェル14bの素材)の厚み、従って高さが、ステンレス鋼製コア14aの下層表面(シェルの下にある表面)との直接接触を防止するからである。
【0028】
又、シェル14bは、ナイロンで形成されている場合、少くともステンレス鋼のような金属と比べて多少の柔軟性をも有する。従って、従来慣用のステンレス鋼製コネクタロッドとは異なり、シェル14bは、削摩粒子が食い込んだとしてもそのような削摩粒子を受容し保持する働きをする。この捕捉作用は、従来のコネクタを用いた場合におけるように、発生した削摩粒子がコンベヤリンクの近接する表面に食い込み、コネクタ14に更なる有害な摩耗を惹起するのを防止するのに役割を果たす。
【0029】
シェル14bは、ナイロンで形成された場合、比較的硬く(ナイロン12の場合、ショアーD硬度75±5)、優れた耐削摩性を発揮することに加え、特にコンベヤリンクの素材である他のポリマー材(アセタール等)に比して低い摩擦係数を有する。従って、シェル14bは、コンベヤベルト又はチェーン10の作動又は性能をいかなる点でも損なうことがない。実際、シェル14bをステンレス鋼製コア14aと組み合わせて用いた場合、黒色酸化物の問題を回避するのみならず、シェル14bの特性は、摩耗作用に対する追加の防護層を提供することによりコンベヤベルトの有効寿命を延長させる。
【0030】
第三に、ナイロン12を含め、シェル14bを形成するのに用いることができる多くのコーチング材は、一般に、食品用銘柄であり、食品に使用するのに適合するものとしてFDA(米国食品医薬品局)によって認可されている。従って、鋼コア14a上にシェル14bを形成するためのそのようなFDA適合又は食品銘柄の材料のコーティングを施すことは、このコンベヤベルトの食品用コンベヤとして使用しうる能力をいささかなりとも阻害することはない。更に、シェル14bは、洗浄液を自由に流し、かつ、柔らかい粒子(例えば、食品から剥脱した屑など)を付着させにくい均一な低摩擦表面を呈することにより清浄性を改善する。
【0031】
シェル14bを形成するためにコア14aに組み合わせる材料(コーティング)は、硬化したときほぼ透明又は半透明(例えば、曇ってはいるが、透光性)であることが好ましい。その結果、コーティングは、ほぼ不可視であり、コネクタ14は、全体が鋼で製造されているようにみえる。従って、消費者の目からはシェル14b即ちコーティングの存在は実質的に隠されてみえなくされ、被覆コネクタを使用されていない在来のモジュラーリンク式ベルト又はチェーンに本発明の被覆コネクタを後付けするのを容易にする。ただし、コンベヤベルトを構成するリンクの色とマッチさせるためにコーティングの色を不透明又はその他の色に着色する(例えば、白色のリンクに足しては白色のコーティングとするなど)ことも可能である。
【0032】
食品系の用途に対しては、シェル14bを形成するコーティングに殺菌剤、抗菌性剤、抗細菌性剤、抗真菌性剤を導入することが望ましい場合もある。その結果得られるロッド14は、望ましくない微生物、真菌、細菌又はバクテリアの増殖を抑えることができるばかりでなく、これらの望ましくない生物が(特に、ロッド14がリンクのキャビティ又は凹部に挿通されることによって生じる「隠れた」又は閉ざされた区域に)繁殖するのを防止する働きもする。そのような薬剤の好適な種類は、例えば米国特許第6,180,039号、第6,039,964号、第5,941,369号及び第5,586,643号(それらの記載内容が本明細書に編入されているものとする)に開示されている。あるいは別法として、粒径の小さい二酸化チタンを粉末コーティングに導入してもよい。そのような二酸化チタンは、硬化され、UV線で衝撃(ボンバード)されると、無機及び有機化合物を攻撃し、それらを水によって安全に(無害な状態で)洗い流すことができる分子に変換する働きをする。
【0033】
再び図1〜6に戻って説明すると、コンベヤシステム10は、別法として、金属製コネクタ14(好ましくは、ステンレス鋼製)のような第1部品を含み、該第1部品は、リンク12又は13(好ましくは、ポリマー材、より好ましくはアセタール製)のような第2部品との摺動摩擦接触の結果として摩耗を受ける表面を有するものとすることができる。その場合、リンク12又は13との摩擦を減少させ、コネクタ14の耐摩性を高め、かつ、コネクタの清浄性を改善するために、コネクタ14の表面に、ポリマー材の粉末コーティング又はシェル、例えばポリアミド(例えば、ナイロン)で形成されたコーティング又はシェルを被覆することができる。従って、(例えば、コネクタとリンクとが相対的に移動するときや、コネクタとリンクのどちらか一方が固定されていて、他方が移動するときのように)両者が相対移動するとき、コネクタ14の、前記粉末コーティングを有する外表面が、リンク12,13の開口内でリンクの表面に(即ち、リンクの開口壁面)に摩擦係合する。
【0034】
以下の試験は、本発明の効力を実証するものである。
【0035】
製造試験:
約4mmの直径を有する細長い、総体的に円筒形のステンレス鋼(303)製ロッドに、静電ガンを用いてサーモクラッド社の白色ポリマー系(デュラロン12ブランドのタイプ12ナイロン)粉末コーティングを塗布した。次いで、この粉末コーティングを塗布されたステンレス鋼ロッドをオーブン内で約400〜425°F((204.4〜218.3°C))の硬化温度で約15〜20分間焼成した。
【0036】
得られた複合コネクタには、約0.003〜0.005in(0.0762〜0.127mm)の厚さを有する耐久性のある継ぎ目なしシェルが被覆されていた。この付加された厚みは、ロッドの直径をほとんど増大させることがなく、従って、既存のリンクに後付け態様で用いることができる。
【0037】
塗布試験:
ステンレス鋼に粉末被覆することができるかどうかの可能性を評価するために、下記のようないろいろな異なるタイプの粉末被覆塗料を試した。
1.プロテク・ケミカル社の「マーキュリー・ブルー」ハイブリッド
2.シャーウィン・ウィリアムズ社の「ホワイトウオーター」ポリエステル
3.シャーウィン・ウィリアムズ社の「アンチック・ホワイト」ハイブリッド
4.サーモクラッド社の「ホワイト・デュラロン」12(ナイロン12)
5.サーモクラッド社の「クリア・デュラロン」12(ナイロン12)
6.シャーウィン・ウィリアムズ社の「ファーニチュア・ホワイト」ポリウレタン
これらのタイプの粉末被覆塗料は、すべて、ステンレス鋼ロッドに首尾よく被覆され、黒色酸化物の発生を防止するという点で十分な性能を発揮することが認められた。
【0038】
コンベヤ試験:
2つの平行に配置したコンベヤを同一の態様で作動させることができるコンベヤ試験台を用いて2つのコンベヤを試験した。一方のコンベヤは、標準ステンレス鋼コネクタロッドを用いて組み立てた。他方のコンベヤは、本発明に従ってシャーウィン・ウィリアムズ社の「アンチック・ホワイト」ハイブリッド粉末被覆塗料で被覆した標準ステンレス鋼コネクタロッドを用いて組み立てた。この試験は、アセタール製リンクとステンレス鋼製ロッドとの間にある種の材料を導入することによって黒色酸化物の発生を防止することができるかどうかを判定するためのものである。
【0039】
この試験台の連続作動を開始させた後、数日以内に裸の(被覆されていない)ステンレス鋼ロッドには黒色酸化物の形成が観察された。この黒色酸化物の形成は、裸ステンレス鋼ロッド使用のコンベヤチェーン全体に亘って進行し続けた。これに対して、ハイブリッド粉末被覆塗料を被覆されたステンレス鋼ロッド使用のコンベヤチェーンには、進行状況を観察するために僅かな時間だけ(1時間未満)作動を中断したが、7週間半の間、黒色酸化物の形成は観察されなかった。
【0040】
促進削摩試験:
粉末コーティングの耐削摩性を試験するために、ロッドをホルダーに取り付け、砂/水スラリー浴内に浸漬し、その組立体(ロッドを取り付けたホルダー)を連続的に回転させた。その結果として、ロッドの促進摩耗を惹起させる。下記のように、3つの異なる試験を実施した。
【0041】
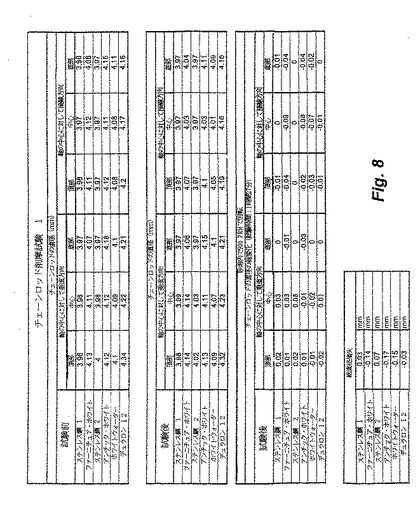
第1の試験では、ステンレス鋼ロッドに塗布した4種類の異なる粉末被覆材を裸のステンレス鋼製の対照標準ロッドと対比させてテストした。使用した4種類の材料は、以下の通りである。
1.シャーウィン・ウィリアムズ社の「ホワイトウオーター」ポリエステル塗料
2.シャーウィン・ウィリアムズ社の「アンチック・ホワイト」ハイブリッド塗料
3.サーモクラッド社の「ホワイト・デュラロン」12(ナイロン12)
4.シャーウィン・ウィリアムズ社の「ファーニチュア・ホワイト」ポリウレタン塗料
試験開始後2時間未満で上記のポリエステル、ハイブリッド及びポリウレタン塗料のいずれも下層のステンレス鋼にまで貫通して摩耗した。一方、上記ナイロン12と裸のステンレス鋼ロッドの摩耗度合は相当に低かった。図8の表に、テストされた6本のロッドの各々の総摩耗度の概要が示されている。
【0042】
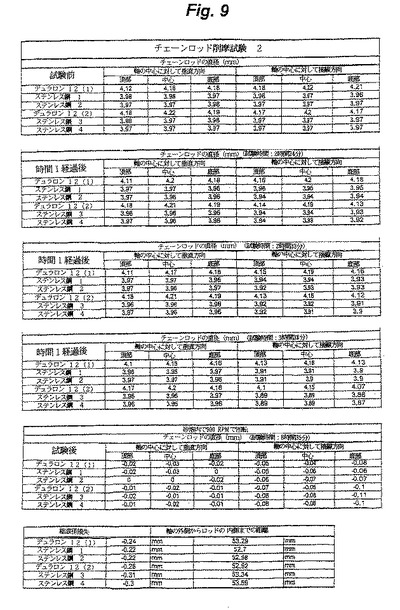
第2の試験は、ナイロン12コーティングと裸ステンレス鋼との直接比較である。合計ほぼ8時間の試験時間の結果では、裸ステンレス鋼とナイロン12被覆ロッドとは、実質的に同じ摩耗速度を示した。図9の表は、テストされた6本のロッドの各々の総摩耗度の概要を示す。
【0043】
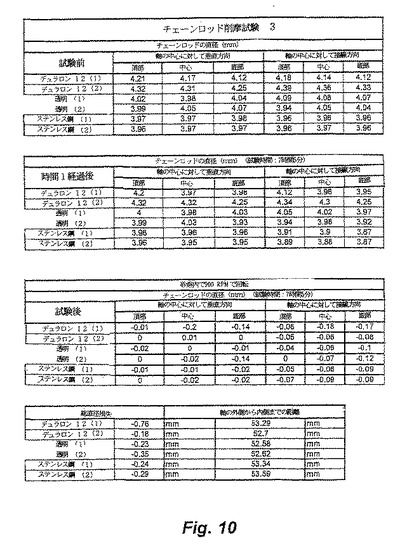
第3の試験は、コネチカット州ブランフォードのエレクトロスタチック・テクノロジー・インコーポレイテッド社の方式で塗布された白色デュラロン12(ナイロン12)と、静電ガンを用いて塗布された透明デュラロン12(ナイロン12)と、裸ステンレス鋼を評価するために実施された。この試験は、合計7時間に亘って行われた。
【0044】
やはり、裸ステンレス鋼と、ナイロン12被覆ロッドのうちの2種類(デュラロン12(2)と透明デュラロン(1))とは、実質的に同じ摩耗速度を示した。残りの2種類のナイロン12被覆ロッド(デュラロン12(1)と透明デュラロン(2))は、金属面にまで貫通して摩耗し、コーティングが剥ぎめくられた。その結果として、これらの2つの試験片の摩耗測定値から、それらは、相当な期間に亘っての平常使用中に生じる摩耗より大きく摩耗することが判明した。この剥脱又は剥離は、単に、損傷過程の延長であると考えられる。図10の表は、テストされた6本のロッドの各々の総摩耗度の概要を示す。
【0045】
振動摩耗試験:
各種粉末被覆材の削摩に抵抗する能力をテストするために、振動摩耗試験機械を設定した。この機械は、ロッドがアセタール製リンクに対して相対的に動くいろいろな異なる態様をテストするために設計されたものである。
【0046】
3種類の異なる粉末被覆材又は塗料を、標準ステンレス鋼ロッドと対比させてテストするために上記の機械に装入した。3種類の材料は、下記の通りである。
1.シャーウィン・ウィリアムズ社の「ホワイトウオーター」ポリエステル
2.シャーウィン・ウィリアムズ社の「アンチック・ホワイト」ハイブリッド
3.サーモクラッド社の「ホワイト・デュラロン」12(ナイロン12)
【0047】
試験が始まってから約1ヶ月後の振動摩耗試験機械内のロッド及びリンクの状態を検査したところ、どの被覆ロッドにも目視できる摩耗はみられなかった。その1週間後の点検で、裸ステンレス鋼ロッドが黒色酸化物の存在を示し始めたのに対し、どの被覆ロッドにも黒色酸化物はみられなかった。従って、テストされた3種類の塗料は、すべて、黒色酸化物の発生を防止するとみられる。更に、これらの3種類の塗料は、少くとも初期においては十分な耐摩耗性を有する。
【0048】
本発明のいろいろな実施形態の以上の記述は、例示と説明の目的でなされたものであり、本発明をここに開示された形態に限定するためのものではなく、上記の教示に照らしていろいろな変更及び改変が可能である。例えば、コネクタ14を形成するのにコア14aの全面を被覆することが好ましいのははっきりしているが、リンクとの接触領域(従って摩耗部分)だけを被覆するように戦略的にコーティングを施すことも可能である。又、使用においてリンクと接触しないコネクタの切欠き、凹部又はへこみには、必ずしもコーティングを施す必要がない。本明細書ではコネクタとして円筒形のロッドが示されているが、コネクタの断面形状は煮に所望の形状とすることができる。上述した各実施形態は、本発明の原理の最適な適用例を示すためのものであり、当業者はここに開示された発明をいろいろな実施形態で利用することが可能であり、特定の用途に適合するようにいろいろな改変が可能である。そのような改変及び変更は、本出願の請求項によって決定される発明の範囲内である。
【図面の簡単な説明】
【0049】
【図1】図1は、コンベヤシステム全体の一部略図による側面図である。
【図2】図2は、図1の線2−2に沿ってみた断面図である。
【図3】図3は、コンベヤチェーンの側部リンクに係合するためのガイドレールに付設された摩耗ストリップの一部破除された部分断面図である。
【図4】図4aは、側部リンクの一例の透視図である。 図4bは、側部リンクの断面図である。 図4cは、横断コネクタに係合するための耳片の断面図である。
【図5】図5は、上下両走路のためのローラ支持レールを含むモジュラーリンク式コンベヤシステムの一部断面による端面図である。
【図6】図6は、本発明のコンベヤチェーンの一実施形態の上からみた、一部破除された平面図であり、側方撓曲動作が可能であることを示す。
【図7】図7は、本発明の一側面に従って形成されたシェル即ちコーティングを有するコネクタの透視図である。
【図8】図8は、ここに開示された本発明の発明的側面の潜在効力を実証するために実施された試験1の結果を数値で示す表である。
【図9】図9は、本発明の発明的側面の潜在効力を立証するために実施された試験2の結果を数値で示す表である。
【図10】図10は、本発明の発明的側面の潜在効力を立証するために実施された試験3の結果を数値で示す表である。
【符号の説明】
【0050】
10 コンベヤチェーン、ベルト
11 搬送面
12 側部ガイドリンク、側部リンク
12a 外側垂下腕
12b 横断耳片
12c 足部分
12d スロット
12e 先端部
12f 受容部
13 中間リンク
13c 足部分
14 コネクタ、ロッド
14a コア
14b シェル
16 保持部材
17 耳片
17a 凹部
C 搬送方向
F 順方向走路
G1,G2 ガイドレール
K スプロケット
M モーター
P 動作矢印
R 戻り走路
R1,R2 リンク列
S コンベヤシステム、システム
W 摩耗ストリップ
【技術分野】
【0001】
本出願はアメリカ仮出願第60/713,880号(2005年9月2日出願)及び同第60/788,650(2006年4月3日出願)の利益を主張するものであり、それらの開示はここに組み込まれるものとする。
本発明は、一般に、コンベヤ技術に関し、特に、コンベヤチェーン又はベルト(以下、単に「モジュラーコンベヤ」、「コンベヤ」又は「チェーン」又は「「ベルト」とも称する)を形成するためにモジュラーリンクを連結するための耐摩コネクタに関する。
【背景技術】
【0002】
産業におけるモジュラーリンク式コンベヤの使用は、益々、普及してきている。特に食品又は消費者製品を特にパッケージの状態で、又は半ばパッケージされた形で搬送するための手段として、モジュラーリンク式コンベヤは、耐用年数が長く、低コストの搬送手段を求める食品加工業者が選択する手段の中で圧倒的に多く、代表的なものである。近年、比較的大きいサイズのものをも含め、多種類の食品、食品パッケージ及び食品容器のみならず、他のタイプの物品及び製品を能率的に搬送処理することができるようにする目的で、この種のコンベヤの開発に著しい進歩が遂げられてきた。
【0003】
今日市販されているモジュラーリンク式コンベヤシステムのうち最も人気があり、信頼性の高いタイプの1つは、1990年9月4日に発行された本出願人の先行米国特許第4,953,693号及び1991年7月16日に発行された先行米国特許第5,031,757号(それらの記載内容が本明細書に編入されているものとする)に開示され、本出願人の会社によって「デザイナシステム」及び「ホイスパートラックス」という商標名で製造販売されているものである。これらの初期特許の時代から急速にコンベヤシステムの分野に著しい技術進歩が達成され、物品及び製品のより能率的な処理及び搬送を実施することが可能になってきている。
【0004】
しかしながら、これらの提案は、従来技術に一般的に用いられている面倒なカテナリー方式を排除し、ガイドリンクにより側部に沿って望ましいしっかりした保持を与えるが、コンベヤベルトを構成するモジュラーリンクを連結するために好ましいステンレス鋼製のコネクタを用いることから、時として美的観点上の問題が生じることがある。即ち、ステンレス鋼製のコネクタロッドから剥脱した摩耗粒子即ち「黒色酸化物鉄」が、アセタール等のある種のポリマー材料で作られた淡色のリンクに埋入してしまうことがある。(アセタールは、耐削摩性(耐すりむけ又はすりへり性)材料であるが、それ自体相手に対してかなり削摩性を有すると考えられている。)リンクに埋入した暗色の摩耗粒子のもたらす外観は、リンクの耐久性や信頼性の観点からは問題ではないが、特にそのコンベヤベルトが食品を搬送する用途に使用される場合、ベルトの清浄性(清掃の容易性)に関して根拠のない懸念を惹起するおそれがある。ステンレス鋼製のコネクタロッド(以下、単に「コネクタ」又は「ロッド」とも称する)から剥脱した摩耗粒子は、又、リンクの隣接表面にも入り込み、それによって摩耗を加速することにより問題を一層複雑にする。
【0005】
従来、ポリマー材製のいろいろなタイプのモジュラーリンクコネクタ(「ヒンジピン」とも称される)が提案されている。そのようなポリマー製コネクタは、ステンレス鋼のように「黒色酸化物」を生じることはないが、ステンレス鋼と比べて剪断荷重に対する抵抗力が小さく、又、クリープを起こしやすい。時間がたつと、ポリマー製ロッド(コネクタ)は、このクリープに因り、不規則な又は「波状」の断面形状を呈するようになる。この断面形状は、モジュラーリンク式ベルトの外観と作動を損ねるのみならず、交換のためにロッドを抜き取る作業を困難にする。更に、チェーンの寸法ピッチが失われ、その結果として、チェーンと噛合するスプロケットの早期摩耗を惹起する。比較的最近のSedlacekに付与された米国特許第6,648,129号は、ウレタン製の外側チューブとそれを摺動自在に受容する剛性材料(例えば、鋼)製のロッドから成る「2材料」から成るヒンジピン組立体を開示している。同特許によれば、ウレタン製の外側チューブは、(みかけ上、粒子がチューブとロッドの間の空間に入り込む結果として)関節接合を容易にするために内側のロッドに対して相対的に好ましくは回転する高摩擦材を構成する。外側チューブの高摩擦表面は、容易に、かつ、経済的に清掃することが不可能な構成を造ることの他に加えて、相対回転のときに内側のロッドに摩耗作用を及ぼすとともに、リンクに対しても摩耗作用を及ぼす。
【特許文献1】米国特許第4,953,693号
【特許文献2】米国特許第5,031,757号
【特許文献3】米国特許第6,648,129号
【特許文献4】米国特許第6,180,039号
【特許文献5】米国特許第6,039,964号
【特許文献6】米国特許第5,941,369号
【特許文献7】米国特許第5,586,643号
【発明の開示】
【発明が解決しようとする課題】
【0006】
従って、モジュラーリンク式コンベヤベルトの各リンクを連結するための改良されたコネクタを求める要望がある。コネクタ即ちロッドは、クリープ作用に対して極めて強固で抵抗力を有するものであり、しかも、(食品を搬送する環境を含め)最もデリケートな搬送環境においても使用に適するものでなければならない。コネクタロッドは、又、既存の技術を用いて容易に、かつ、安価に製造することができなければならず、従って、何百、何千本ものコネクタロッドを用いるコンベヤシステム全体のコストを増大させるものであってはならない。更に、ロッドは、作動の設計や作動原理を変更する必要なしに、後付け状況などにおけるように既存のコンベヤにも組み合わせて用いることができるものでなければならない。
【課題を解決するための手段】
【0007】
本発明の第1側面によれば、第1部品が、第2部品との摺動摩擦接触の結果として摩耗を受ける表面を有する構成とされたシステムのための改良が提供される。この改良は、第1部品の前記表面に粉末コーティングを塗布又は被覆することから成る。この粉末コーティングは、第1部品と第2部品の間の摩擦を減少させ、第1部品の耐摩性を高める働きをし、かつ、第1部品の清浄性を改善する。
【0008】
本発明の一実施形態においては、前記第1部品は、ステンレス鋼等の金属で形成し、前記粉末コーティングは、ナイロン等のポリアミドとし、前記第2部品は、アセタール等のポリマー材で形成する。好ましくは、前記第2部品は、コンベヤチェーン又はコンベヤベルトのリンクとし、前記第1部品は、該リンクに係合するためのコネクタを構成し、第1部品と第2部品の間に摺動摩擦が生じる構成とする。例えば、リンクは、コネクタを受容する開口を有し、該コネクタの、前記粉末コーティングを有する外表面がリンクの開口に挿入され、開口内でリンクの表面に(即ち、リンクの開口壁面)に摩擦係合する構成とすることができる。第1部品と第2部品の両方が互いに相対的に移動する構成とすることが好ましいが、第1部品と第2部品のどちらか一方だけを固定し、他方が移動する構成としてもよい。
【0009】
本発明の第2側面によれば、コンベヤベルトのリンクを連結するためのコネクタが提供される。このコネクタは、細長いコアから成り、粉末コーティングがコアの表面にシェルを形成する。
【0010】
一実施形態においては、前記コアは、鋼、好ましくはステンレス鋼から成り、その実施形態又は他の実施形態において、前記シェルを構成する粉末コーティングはナイロンから成る。あるいは別法として、シェルは、プロテク・ケミカル社(PROTECH CHEMICAL LTD.)の「マーキュリー・ブルー」(Mercury Blue)ハイブリッド、シャーウィン・ウィリアムズ社(SHERWIN WILLIAMS)の「ホワイトウオーター」(Whitewater)ポリエステル、シャーウィン・ウィリアムズ社の「アンチック・ホワイト」(Antique White)ハイブリッド、サーモクラッド社(THERMOCLAD)の「ホワイト(白色)・デュラロン」(White DURALON)12(ナイロン12)、サーモクラッド社の「クリア(透明)・デュラロン」(Clear DURALON)12(ナイロン12)、シャーウィン・ウィリアムズ社の「ファーニチュア・ホワイト」(Furniture White)ポリウレタン、及び、「リルサン」(RILSAN)ナイロンから成る群から選択された材料から成るものとすることができる。シェルは、ほぼ透明であることが好ましいが、白色であってもよく、更には、抗菌性剤、抗細菌性剤、抗真菌性剤又は殺菌剤を含有したポリマー材から成るものとすることができる。
【0011】
本発明の第3側面によれば、コンベヤベルトのリンクを連結するための細長コネクタが提供される。このコネクタは、ロッド状の軟鋼又はステンレス鋼製のコアから成り、押出し成形チューブ又は粉末被覆シェル等のナイロンコーティングがコアの表面に被覆される。
【0012】
本発明の第4側面によれば、細長コネクタによって相互に連結された複数のリンクから成るコンベヤベルトセクションが提供される。このコネクタは、金属コアを含むロッド状本体と、シェルを形成する粉末コーティングとから成る。好ましくは、これらのリンクは、アセタールから成り、金属コアは、ステンレス鋼から成り、粉末コーティングは、ナイロンから成るものとする。
【0013】
本発明の第5側面によれば、コンベヤベルトが提供される。このコンベヤベルトは、噛み合わされた列として配置された複数のリンクと、それらのリンクを連結するための細長コネクタから成る。このコネクタは、コアと、該コア上に外側シェルを形成する粉末コーティングから成る。
【0014】
本発明の第6側面によれば、コンベヤベルトのリンクのためのコネクタを形成する方法が提供される。この方法は、ロッドの表面に外側防護シェルを形成するためにロッドに粉末被覆することを含む。好ましくは、この方法は、例えば鋼又はステンレス鋼製ロッドの表面にナイロン粉末を静電被覆し、次いで該ロッドを加熱して該粉末を硬化させて防護シェルを形成することなどにより、鋼又はステンレス鋼製ロッドにナイロンを粉末被覆することを含む。
【0015】
本発明の第7側面によれば、複数の噛合(噛み合わされた)リンクからコンベヤベルトセクションを製造する方法が提供される。この方法は、コネクタの表面に粉末コーティングを被覆し、該被覆(粉末コーティングを被覆された)コネクタによって該噛合リンクを連結することから成る。必須ではないが、好ましくは、前記被覆工程は、前記コネクタの表面にナイロン粉末を静電被覆し、次いで該コネクタを(例えば、約15分より長い時間約400°F(204.4°C)より高い温度で加熱することから成る。より好ましくは、前記被覆工程は、前記コネクタ(好ましくは、金属ロッド)の外側表面全体にナイロンを被覆することから成る。
【0016】
本発明の第8側面によれば、複数の噛合リンクからコンベヤベルトセクションを製造する方法が提供される。この方法は、コネクタの表面にナイロンを被覆し、該被覆コネクタによって該噛合リンクを連結することから成る。好ましくは、前記被覆工程は、前記コネクタの表面にナイロン粉末を静電被覆し、次いで該コネクタを(例えば、約15分より長い時間約400°F(204.4°C)より高い温度で加熱することから成る。あるいは別法として、前記被覆工程は、前記コネクタ(好ましくは、金属ロッド)に押出し成形されたチューブを被せることから成る。
【発明を実施するための最良の形態】
【0017】
図1及び2を参照すると、モジュラーリンク式コンベヤチェーン又はベルト10を含むコンベヤシステムSの慣用の構成全体が示されている。チェーン10は、被搬送物品に係合しそれを支持するための搬送面11を有する。この特定の実施例では、チェーン10は、互いに離隔した列(図6及び列R1,...Rn参照)として配置され、それによって搬送面11を部分的に創生する側部ガイドリンク12及び中間リンク13を含む複数のモジュラーリンクから成る。R1,R2のように隣接するリンク列は、横断方向に延長するコネクタ14(業界語で「横断ロッド」、「ヒンジピン」などと称される)によって相互に連結される。
【0018】
図3及び4a−4cに詳細に示されている側部ガイドリンク(以下、単に「側部リンク」とも称する)12について説明すると、各側部リンク12は、外側垂下腕12aと、内方に突出した横断耳片12bを含む(かくして、配置によって異なる右側側部リンクと左側側部リンクを形成する)ものとすることもできる。外側垂下腕12aと横断耳片12bは、それらが設けられる場合は、例えばコンベヤ支持フレームの一部を構成する長手方向に延長するガイドレールG1又はG2などから成る慣用の支持構成体を受容するように設計される。各ガイドレールG1,G2は、順方向走路Fに沿っても、戻り走路Rに沿っても(順方向走路Fから戻り走路Rへの遷移部に沿ってリンクに噛合し、対応するモーターMによって連動駆動される1対の隔置されたスプロケットKを介して)無端経路で双方向に駆動されるチェーン10を支持する。
【0019】
各ガイドレールG1,G2は、リンク12との摩擦を少なくするために減摩材から成る摩耗ストリップWを含むことが好ましい。ガイドレールG1,G2は、図2及び5に示されるように、C字形又はシグマ形としてもよく、あるいは、摩耗ストリップWが舌片又はほぞのように外方に突出してチェーン10(特に側部ガイドリンク12)に対する軸受表面を画定するような態様に関連する摩耗ストリップWを担持する任意の望ましい形状の1つ又は複数の支持セクションを備えたものとすることもできる。上述したタイプの関連するリンク(ガイドレールと組み合わされるリンク)は、通常、アセタール、又はその他の安価で軽量の耐久性材料などの相補材料又は相互適合材料(ガイドレールの素材と相補関係をなす材料又はガイドレールの素材と適合する材料)で周知の成形法(異なる材料の同時成形法を含む)を用いて形成される。その結果としてシステム10の性能を向上させることができるが、リンクとガイドレール(摩耗ストリップ)を形成する素材の相互適合性は、要件とはみなされない。
【0020】
好ましくは、対をなす(左右両側の)側部リンク12は、中間リンク13と共に、チェーン10が駆動される方向(長手方向又は搬送方向と称する)(図6の動作矢印C参照)に互いに離隔された列を形成する。この方向が、平常作動においてチェーン10が物品を搬送する主方向であり、搬送方向Cに対して横断方向の横断方向又は側方方向は、動作矢印Pで示されている。第1列R1(図示の例では先行列)を構成するリンク12の対を相互に連結する横断方向のコネクタ14は、ステンレス鋼のロッドで形成されており、側部リンク12を含め、各中間リンク13(各リンクが複数の側方に反復するセクションを有する構成の場合は2つより多い数となる)の足部分13cに形成された整列穴(図6参照)に挿通される。チェーン10を製造する際は、隣接する第2(後行)列R2のリンク12,13を第1列R1のリンク12,13に噛合させ、横断方向のコネクタ14を第2列の各リンク12,13の先端部12eに形成された搬送方向Dの方向に細長いスロット12dに挿通する(それによってチェーン10の1つのセクションを形成する)。
【0021】
当業者には明らかなように、リンクのこの特定の構造上の構成は、(本発明の広範囲の目的にとっては完全に随意選択ではあるが、)チェーン10の長手方向の伸縮を可能にするとともに、チェーンが走路のカーブ又は屈曲部を円滑に通過するように(図6参照)リンクの側方撓曲動作をも可能にし、それによって、カテナリーを設ける必要性を排除する。このような機能性の向上が特定の用例において特に必要とされない場合は、コネクタ14を通すためのスロット12d(図4a参照)を長手方向(搬送方向)に細長い穴ではなく、単なる穴に代えることができる。その場合は、長手方向の伸縮も、側方撓曲もできないチェーンとなる。
【0022】
コネクタ14は、保持部材16によって所定位置に保持することができる。図示の実施例では、保持部材16は、各側部リンク12に形成された受容部12f又はスロットに着脱自在に挿入された錠止素子又は耳片17によって所定位置に保持される。図4cに示されるように、耳片17は、コネクタ14のくびれ又はへこみ部分15(図4b参照)に係合するための凹部17aを有するものとすることができる。搬送方向に所要の長さのチェーン10を形成するために互いに噛合するリンク12,13に対してこの組み立てパターンを反復することができる。業界語でコンベヤ「ベルト」とも称されるこのタイプのチェーンの詳細な説明は、本出願人の米国特許第第4,953,693号及び5,031,757号(その記載内容が本明細書に編入されているものとする)に開示されている。
【0023】
図7を参照して説明すると、本発明の一側面は、少くとも1列のリンクのためのコネクタ14に少くとも部分的に外側コーティングを被覆することである。より具体的にいえば、このコネクタ14は、好ましくは、導電性材で形成された剛性コア14a、例えば軟鋼又はステンレス鋼(例えば、ステンレス鋼303又は304)で形成された剛性コアから成り、耐久性の、耐摩耗及び耐削摩性の材料から成る外側コーティング又はシェル14bを形成するように該コアを被覆する。特定的な一実施例では、シェル14bは、ナイロン、より好ましくはナイロン11又はナイロン12などのポリアミドで形成される。
【0024】
ナイロン12の一種が、ペンシルバニア州エリエのサーモクラッド・カンパニー社からデュラロン12という商標名で粉末の形で市販されている。別の種類のナイロン粉末が、ペンシルバニア州バーズボロのアーケマ・インコーポレイテッド社から「リルサン」という商標名で販売されている。ただし、粉末コーティングは、ナイロン以外の耐久性、耐削摩性材料であってもよく、そのような他の材料のうちで好ましいのは、例えばポリエチレンやエポキシコーティングのようなポリマー系の材料であり、本明細書に例として挙げた、プロテク・ケミカル社の「マーキュリー・ブルー」ハイブリッド、シャーウィン・ウィリアムズ社の「ホワイトウオーター」ポリエステル、シャーウィン・ウィリアムズ社の「アンチック・ホワイト」ハイブリッド、シャーウィン・ウィリアムズ社の「ファーニチュア・ホワイト」ポリウレタン等がある。
【0025】
外側シェル14bは、コア14aを被覆する(即ち、コアにコーティングを施す)ことによって形成することができる。そのような被覆は、ナイロン材で形成されたチューブ又はスリーブをコアの外表面に被せる(例えば、滑り被せる、又は、押出成形で被せる)ことによって行うことができる。好ましくは、押出成形チューブ又はスリーブは、ナイロンで形成し、接着剤を用いることなどによりコア14aに接合する。ただし、シェル14b(フィルムとみなすこともできる)を形成するコーティングは、粉末被覆工程によってコア14aに塗布することが最も好ましい。そのような粉末被覆工程は、静電送給デバイス(例えば、ガン)又は流動床を用いてナイロンを粉末の形でコア14aの外表面全体に送給し、次いで、その粉末を比較的高い温度(例えば、400°F(204.4°C)より高い温度)で所定時間(例えば、15分より長い時間)焼成する(焼き付ける)ことから成る。この焼成が、粉末を硬化し、外側コーティング(例えば、シェル14b)を形成する。この技法は、実施するのに比較的容易で安価であることに加えて、耐久性のある、継ぎ目なしコーティングを形成し、接着剤等を必要とせず(そして食品の粒子、屑、異物等が挟まるおそれのある間隙を形成することなく)コア14aの表面にしっかりと接合されたコーティングを形成する。
【0026】
シェル14bをコア14a上に形成する方法如何に拘わらず、又、シェル14bを形成するのに用いられる材料が何であるかに拘わらず、コンベヤベルトに使用するためのものとして本発明に従って得られた被覆複合コネクタ(コアとそれに被覆されたコーティングから成る複合コネクタ)14は、コア14aがステンレス鋼で形成されている場合は特に、コンベヤベルトに使用するためのものとして現在利用可能なコネクタに比べて多くの利点を提供する。まず第一に、シェル14bは、コア14aがステンレス鋼で形成されている場合、アセタール製の白色リンクに用いられる場合を含め、先に述べた有害な「黒色酸化物」問題が起こるのを回避する。
【0027】
第二に、たとえシェル14bが使用中損傷したとしても、その下にある(下層の)コア14aを形成するステンレス鋼が、腐食に対する追加の防護層となる。このことは、コネクタ14の非摩耗区域に穿孔や掻き傷(擦傷)が生じた場合に特に当てはまる。それは、(穿孔や掻き傷が生じた部分以外の)残留したナイロン(シェル14bの素材)の厚み、従って高さが、ステンレス鋼製コア14aの下層表面(シェルの下にある表面)との直接接触を防止するからである。
【0028】
又、シェル14bは、ナイロンで形成されている場合、少くともステンレス鋼のような金属と比べて多少の柔軟性をも有する。従って、従来慣用のステンレス鋼製コネクタロッドとは異なり、シェル14bは、削摩粒子が食い込んだとしてもそのような削摩粒子を受容し保持する働きをする。この捕捉作用は、従来のコネクタを用いた場合におけるように、発生した削摩粒子がコンベヤリンクの近接する表面に食い込み、コネクタ14に更なる有害な摩耗を惹起するのを防止するのに役割を果たす。
【0029】
シェル14bは、ナイロンで形成された場合、比較的硬く(ナイロン12の場合、ショアーD硬度75±5)、優れた耐削摩性を発揮することに加え、特にコンベヤリンクの素材である他のポリマー材(アセタール等)に比して低い摩擦係数を有する。従って、シェル14bは、コンベヤベルト又はチェーン10の作動又は性能をいかなる点でも損なうことがない。実際、シェル14bをステンレス鋼製コア14aと組み合わせて用いた場合、黒色酸化物の問題を回避するのみならず、シェル14bの特性は、摩耗作用に対する追加の防護層を提供することによりコンベヤベルトの有効寿命を延長させる。
【0030】
第三に、ナイロン12を含め、シェル14bを形成するのに用いることができる多くのコーチング材は、一般に、食品用銘柄であり、食品に使用するのに適合するものとしてFDA(米国食品医薬品局)によって認可されている。従って、鋼コア14a上にシェル14bを形成するためのそのようなFDA適合又は食品銘柄の材料のコーティングを施すことは、このコンベヤベルトの食品用コンベヤとして使用しうる能力をいささかなりとも阻害することはない。更に、シェル14bは、洗浄液を自由に流し、かつ、柔らかい粒子(例えば、食品から剥脱した屑など)を付着させにくい均一な低摩擦表面を呈することにより清浄性を改善する。
【0031】
シェル14bを形成するためにコア14aに組み合わせる材料(コーティング)は、硬化したときほぼ透明又は半透明(例えば、曇ってはいるが、透光性)であることが好ましい。その結果、コーティングは、ほぼ不可視であり、コネクタ14は、全体が鋼で製造されているようにみえる。従って、消費者の目からはシェル14b即ちコーティングの存在は実質的に隠されてみえなくされ、被覆コネクタを使用されていない在来のモジュラーリンク式ベルト又はチェーンに本発明の被覆コネクタを後付けするのを容易にする。ただし、コンベヤベルトを構成するリンクの色とマッチさせるためにコーティングの色を不透明又はその他の色に着色する(例えば、白色のリンクに足しては白色のコーティングとするなど)ことも可能である。
【0032】
食品系の用途に対しては、シェル14bを形成するコーティングに殺菌剤、抗菌性剤、抗細菌性剤、抗真菌性剤を導入することが望ましい場合もある。その結果得られるロッド14は、望ましくない微生物、真菌、細菌又はバクテリアの増殖を抑えることができるばかりでなく、これらの望ましくない生物が(特に、ロッド14がリンクのキャビティ又は凹部に挿通されることによって生じる「隠れた」又は閉ざされた区域に)繁殖するのを防止する働きもする。そのような薬剤の好適な種類は、例えば米国特許第6,180,039号、第6,039,964号、第5,941,369号及び第5,586,643号(それらの記載内容が本明細書に編入されているものとする)に開示されている。あるいは別法として、粒径の小さい二酸化チタンを粉末コーティングに導入してもよい。そのような二酸化チタンは、硬化され、UV線で衝撃(ボンバード)されると、無機及び有機化合物を攻撃し、それらを水によって安全に(無害な状態で)洗い流すことができる分子に変換する働きをする。
【0033】
再び図1〜6に戻って説明すると、コンベヤシステム10は、別法として、金属製コネクタ14(好ましくは、ステンレス鋼製)のような第1部品を含み、該第1部品は、リンク12又は13(好ましくは、ポリマー材、より好ましくはアセタール製)のような第2部品との摺動摩擦接触の結果として摩耗を受ける表面を有するものとすることができる。その場合、リンク12又は13との摩擦を減少させ、コネクタ14の耐摩性を高め、かつ、コネクタの清浄性を改善するために、コネクタ14の表面に、ポリマー材の粉末コーティング又はシェル、例えばポリアミド(例えば、ナイロン)で形成されたコーティング又はシェルを被覆することができる。従って、(例えば、コネクタとリンクとが相対的に移動するときや、コネクタとリンクのどちらか一方が固定されていて、他方が移動するときのように)両者が相対移動するとき、コネクタ14の、前記粉末コーティングを有する外表面が、リンク12,13の開口内でリンクの表面に(即ち、リンクの開口壁面)に摩擦係合する。
【0034】
以下の試験は、本発明の効力を実証するものである。
【0035】
製造試験:
約4mmの直径を有する細長い、総体的に円筒形のステンレス鋼(303)製ロッドに、静電ガンを用いてサーモクラッド社の白色ポリマー系(デュラロン12ブランドのタイプ12ナイロン)粉末コーティングを塗布した。次いで、この粉末コーティングを塗布されたステンレス鋼ロッドをオーブン内で約400〜425°F((204.4〜218.3°C))の硬化温度で約15〜20分間焼成した。
【0036】
得られた複合コネクタには、約0.003〜0.005in(0.0762〜0.127mm)の厚さを有する耐久性のある継ぎ目なしシェルが被覆されていた。この付加された厚みは、ロッドの直径をほとんど増大させることがなく、従って、既存のリンクに後付け態様で用いることができる。
【0037】
塗布試験:
ステンレス鋼に粉末被覆することができるかどうかの可能性を評価するために、下記のようないろいろな異なるタイプの粉末被覆塗料を試した。
1.プロテク・ケミカル社の「マーキュリー・ブルー」ハイブリッド
2.シャーウィン・ウィリアムズ社の「ホワイトウオーター」ポリエステル
3.シャーウィン・ウィリアムズ社の「アンチック・ホワイト」ハイブリッド
4.サーモクラッド社の「ホワイト・デュラロン」12(ナイロン12)
5.サーモクラッド社の「クリア・デュラロン」12(ナイロン12)
6.シャーウィン・ウィリアムズ社の「ファーニチュア・ホワイト」ポリウレタン
これらのタイプの粉末被覆塗料は、すべて、ステンレス鋼ロッドに首尾よく被覆され、黒色酸化物の発生を防止するという点で十分な性能を発揮することが認められた。
【0038】
コンベヤ試験:
2つの平行に配置したコンベヤを同一の態様で作動させることができるコンベヤ試験台を用いて2つのコンベヤを試験した。一方のコンベヤは、標準ステンレス鋼コネクタロッドを用いて組み立てた。他方のコンベヤは、本発明に従ってシャーウィン・ウィリアムズ社の「アンチック・ホワイト」ハイブリッド粉末被覆塗料で被覆した標準ステンレス鋼コネクタロッドを用いて組み立てた。この試験は、アセタール製リンクとステンレス鋼製ロッドとの間にある種の材料を導入することによって黒色酸化物の発生を防止することができるかどうかを判定するためのものである。
【0039】
この試験台の連続作動を開始させた後、数日以内に裸の(被覆されていない)ステンレス鋼ロッドには黒色酸化物の形成が観察された。この黒色酸化物の形成は、裸ステンレス鋼ロッド使用のコンベヤチェーン全体に亘って進行し続けた。これに対して、ハイブリッド粉末被覆塗料を被覆されたステンレス鋼ロッド使用のコンベヤチェーンには、進行状況を観察するために僅かな時間だけ(1時間未満)作動を中断したが、7週間半の間、黒色酸化物の形成は観察されなかった。
【0040】
促進削摩試験:
粉末コーティングの耐削摩性を試験するために、ロッドをホルダーに取り付け、砂/水スラリー浴内に浸漬し、その組立体(ロッドを取り付けたホルダー)を連続的に回転させた。その結果として、ロッドの促進摩耗を惹起させる。下記のように、3つの異なる試験を実施した。
【0041】
第1の試験では、ステンレス鋼ロッドに塗布した4種類の異なる粉末被覆材を裸のステンレス鋼製の対照標準ロッドと対比させてテストした。使用した4種類の材料は、以下の通りである。
1.シャーウィン・ウィリアムズ社の「ホワイトウオーター」ポリエステル塗料
2.シャーウィン・ウィリアムズ社の「アンチック・ホワイト」ハイブリッド塗料
3.サーモクラッド社の「ホワイト・デュラロン」12(ナイロン12)
4.シャーウィン・ウィリアムズ社の「ファーニチュア・ホワイト」ポリウレタン塗料
試験開始後2時間未満で上記のポリエステル、ハイブリッド及びポリウレタン塗料のいずれも下層のステンレス鋼にまで貫通して摩耗した。一方、上記ナイロン12と裸のステンレス鋼ロッドの摩耗度合は相当に低かった。図8の表に、テストされた6本のロッドの各々の総摩耗度の概要が示されている。
【0042】
第2の試験は、ナイロン12コーティングと裸ステンレス鋼との直接比較である。合計ほぼ8時間の試験時間の結果では、裸ステンレス鋼とナイロン12被覆ロッドとは、実質的に同じ摩耗速度を示した。図9の表は、テストされた6本のロッドの各々の総摩耗度の概要を示す。
【0043】
第3の試験は、コネチカット州ブランフォードのエレクトロスタチック・テクノロジー・インコーポレイテッド社の方式で塗布された白色デュラロン12(ナイロン12)と、静電ガンを用いて塗布された透明デュラロン12(ナイロン12)と、裸ステンレス鋼を評価するために実施された。この試験は、合計7時間に亘って行われた。
【0044】
やはり、裸ステンレス鋼と、ナイロン12被覆ロッドのうちの2種類(デュラロン12(2)と透明デュラロン(1))とは、実質的に同じ摩耗速度を示した。残りの2種類のナイロン12被覆ロッド(デュラロン12(1)と透明デュラロン(2))は、金属面にまで貫通して摩耗し、コーティングが剥ぎめくられた。その結果として、これらの2つの試験片の摩耗測定値から、それらは、相当な期間に亘っての平常使用中に生じる摩耗より大きく摩耗することが判明した。この剥脱又は剥離は、単に、損傷過程の延長であると考えられる。図10の表は、テストされた6本のロッドの各々の総摩耗度の概要を示す。
【0045】
振動摩耗試験:
各種粉末被覆材の削摩に抵抗する能力をテストするために、振動摩耗試験機械を設定した。この機械は、ロッドがアセタール製リンクに対して相対的に動くいろいろな異なる態様をテストするために設計されたものである。
【0046】
3種類の異なる粉末被覆材又は塗料を、標準ステンレス鋼ロッドと対比させてテストするために上記の機械に装入した。3種類の材料は、下記の通りである。
1.シャーウィン・ウィリアムズ社の「ホワイトウオーター」ポリエステル
2.シャーウィン・ウィリアムズ社の「アンチック・ホワイト」ハイブリッド
3.サーモクラッド社の「ホワイト・デュラロン」12(ナイロン12)
【0047】
試験が始まってから約1ヶ月後の振動摩耗試験機械内のロッド及びリンクの状態を検査したところ、どの被覆ロッドにも目視できる摩耗はみられなかった。その1週間後の点検で、裸ステンレス鋼ロッドが黒色酸化物の存在を示し始めたのに対し、どの被覆ロッドにも黒色酸化物はみられなかった。従って、テストされた3種類の塗料は、すべて、黒色酸化物の発生を防止するとみられる。更に、これらの3種類の塗料は、少くとも初期においては十分な耐摩耗性を有する。
【0048】
本発明のいろいろな実施形態の以上の記述は、例示と説明の目的でなされたものであり、本発明をここに開示された形態に限定するためのものではなく、上記の教示に照らしていろいろな変更及び改変が可能である。例えば、コネクタ14を形成するのにコア14aの全面を被覆することが好ましいのははっきりしているが、リンクとの接触領域(従って摩耗部分)だけを被覆するように戦略的にコーティングを施すことも可能である。又、使用においてリンクと接触しないコネクタの切欠き、凹部又はへこみには、必ずしもコーティングを施す必要がない。本明細書ではコネクタとして円筒形のロッドが示されているが、コネクタの断面形状は煮に所望の形状とすることができる。上述した各実施形態は、本発明の原理の最適な適用例を示すためのものであり、当業者はここに開示された発明をいろいろな実施形態で利用することが可能であり、特定の用途に適合するようにいろいろな改変が可能である。そのような改変及び変更は、本出願の請求項によって決定される発明の範囲内である。
【図面の簡単な説明】
【0049】
【図1】図1は、コンベヤシステム全体の一部略図による側面図である。
【図2】図2は、図1の線2−2に沿ってみた断面図である。
【図3】図3は、コンベヤチェーンの側部リンクに係合するためのガイドレールに付設された摩耗ストリップの一部破除された部分断面図である。
【図4】図4aは、側部リンクの一例の透視図である。 図4bは、側部リンクの断面図である。 図4cは、横断コネクタに係合するための耳片の断面図である。
【図5】図5は、上下両走路のためのローラ支持レールを含むモジュラーリンク式コンベヤシステムの一部断面による端面図である。
【図6】図6は、本発明のコンベヤチェーンの一実施形態の上からみた、一部破除された平面図であり、側方撓曲動作が可能であることを示す。
【図7】図7は、本発明の一側面に従って形成されたシェル即ちコーティングを有するコネクタの透視図である。
【図8】図8は、ここに開示された本発明の発明的側面の潜在効力を実証するために実施された試験1の結果を数値で示す表である。
【図9】図9は、本発明の発明的側面の潜在効力を立証するために実施された試験2の結果を数値で示す表である。
【図10】図10は、本発明の発明的側面の潜在効力を立証するために実施された試験3の結果を数値で示す表である。
【符号の説明】
【0050】
10 コンベヤチェーン、ベルト
11 搬送面
12 側部ガイドリンク、側部リンク
12a 外側垂下腕
12b 横断耳片
12c 足部分
12d スロット
12e 先端部
12f 受容部
13 中間リンク
13c 足部分
14 コネクタ、ロッド
14a コア
14b シェル
16 保持部材
17 耳片
17a 凹部
C 搬送方向
F 順方向走路
G1,G2 ガイドレール
K スプロケット
M モーター
P 動作矢印
R 戻り走路
R1,R2 リンク列
S コンベヤシステム、システム
W 摩耗ストリップ
【特許請求の範囲】
【請求項1】
第1部品と第2部品を有しており、該第1部品が、該第2部品との摺動摩擦接触の結果として摩耗を受ける表面を有する構成とされたシステムであって、
前記第1部品と第2部品の間の摩擦を減少させ、該第1部品の耐摩性を高め、かつ、該第1部品の清浄性を改善するために該第1部品の前記表面に粉末コーティングを被覆したことを特徴とするシステム。
【請求項2】
前記第1部品は、金属から成る請求項1に記載のシステム。
【請求項3】
前記第1部品は、ステンレス鋼から成る請求項1に記載のシステム。
【請求項4】
前記粉末コーティングは、ポリアミドから成る請求項1に記載のシステム。
【請求項5】
前記粉末コーティングは、ナイロンから成る請求項1に記載のシステム。
【請求項6】
前記第2部品は、ポリマー材から成る請求項1に記載のシステム。
【請求項7】
前記第2部品は、アセタールから成る請求項1に記載のシステム。
【請求項8】
前記第2部品は、チェーンのリンクであり、前記第1部品は、該リンクとの間に摺動摩擦が生じるように該リンクに係合するためのコネクタである請求項1に記載のシステム。
【請求項9】
前記リンクは、前記コネクタを受容する開口を有し、該コネクタの、前記ポリマー粉末コーティングを有する外表面が該リンクの開口に挿入され、該開口内で該リンクの対応する表面に摩擦係合する請求項8に記載のシステム。
【請求項10】
前記第1部品と第2部品のどちらか一方が、固定されており、他方が移動自在である請求項1に記載のシステム。
【請求項11】
コンベヤベルトのリンクを連結するためのコネクタであって、
細長いコアと、該コアの表面にシェルを形成する粉末コーティングとから成ることを特徴とするコネクタ。
【請求項12】
前記コアは、鋼から成る請求項11に記載のコネクタ。
【請求項13】
前記コアは、ステンレス鋼から成る請求項11に記載のコネクタ。
【請求項14】
前記シェルは、ナイロンから成る請求項11に記載のコネクタ。
【請求項15】
前記シェルは、プロテク・ケミカル社の「マーキュリー・ブルー」ハイブリッド、シャーウィン・ウィリアムズ社の「ホワイトウオーター」ポリエステル、シャーウィン・ウィリアムズ社の「アンチック・ホワイト」ハイブリッド、サーモクラッド社の「ホワイト・デュラロン」12(ナイロン12)、サーモクラッド社の「クリア・デュラロン」12(ナイロン12)、シャーウィン・ウィリアムズ社の「ファーニチュア・ホワイト」ポリウレタン、及び「リルサン」ナイロンから成る群から選択された材料から成る請求項11に記載のコネクタ。
【請求項16】
前記シェルは、ほぼ透明であるか、白色である請求項11に記載のコネクタ。
【請求項17】
前記シェルは、ポリマー材から成り、抗菌性剤、抗細菌性剤、抗真菌性剤又は殺菌剤を含む請求項11に記載のコネクタ。
【請求項18】
前記コアは、約4mmの直径を有する総体的に円筒形のロッドから成る請求項11に記載のコネクタ。
【請求項19】
前記シェルは、約0.003〜0.005in(0.0762〜0.127mm)の厚さを有する請求項11に記載のコネクタ。
【請求項20】
前記コアは、少くとも1つの切欠きを含む請求項11に記載のコネクタ。
【請求項21】
コンベヤベルトのリンクを連結するための細長コネクタであって、
剛性の軟鋼又はステンレス鋼製コアと、該コアの表面に被覆されたナイロンコーティングから成ることを特徴とするコネクタ。
【請求項22】
前記コーティングは、押出し成形チューブから成る請求項21に記載のコネクタ。
【請求項23】
前記コーティングは、粉末被覆シェルから成る請求項21に記載のコネクタ。
【請求項24】
細長コネクタによって相互に連結された複数のリンクから成るコンベヤベルトセクションであって、
前記コネクタは、コアを含むロッド状本体と、該コアの表面上にシェルを形成する粉末コーティングとから成ることを特徴とするコンベヤベルトセクション。
【請求項25】
前記各リンクは、アセタールから成り、前記コアは、ステンレス鋼から成り、前記粉末コーティングは、ナイロンから成る請求項24に記載のコンベヤベルトセクション。
【請求項26】
前記シェルは、プロテク・ケミカル社の「マーキュリー・ブルー」ハイブリッド、シャーウィン・ウィリアムズ社の「ホワイトウオーター」ポリエステル、シャーウィン・ウィリアムズ社の「アンチック・ホワイト」ハイブリッド、サーモクラッド社の「ホワイト・デュラロン」12(ナイロン12)、サーモクラッド社の「クリア・デュラロン」12(ナイロン12)、シャーウィン・ウィリアムズ社の「ファーニチュア・ホワイト」ポリウレタン、及び「リルサン」ナイロンから成る群から選択された材料から成る請求項24に記載のコンベヤベルトセクション。
【請求項27】
コンベヤベルトであって、
噛み合わされた列として配置された複数のリンクと、
それらのリンクを連結するための細長コネクタから成り、
該コネクタは、コアと、該コア上に外側シェルを形成する粉末コーティングから成ることを特徴とするコンベヤベルト。
【請求項28】
前記コアは、金属から成り、前記シェル及びリンクはポリマー材から成る請求項27に記載のコンベヤベルト。
【請求項29】
前記コアは、金属から成り、前記シェルは、ナイロンから成り、前記リンクは、アセタールから成る請求項27に記載のコンベヤベルト。
【請求項30】
コンベヤベルトのリンクのためのコネクタを形成する方法であって、
細長ロッドの表面に外側防護シェルを形成するために該細長ロッドに粉末被覆することを特徴とする方法。
【請求項31】
前記ロッドは、鋼製ロッドにナイロンを粉末被覆する請求項30に記載の方法。
【請求項32】
前記ロッドは、ステンレス鋼製であり、該ステンレス鋼製ロッドの表面にナイロン粉末を静電被覆し、次いで該ロッドを加熱して該粉末を硬化させて防護シェルを形成する請求項30に記載の方法。
【請求項33】
複数の噛み合わされたリンクからコンベヤベルトセクションを製造する方法であって、
コネクタの表面に粉末コーティングを被覆し、
該被覆コネクタによって前記噛み合わされたリンクを連結することを特徴とする方法。
【請求項34】
前記被覆工程は、前記コネクタの表面にナイロン粉末を静電被覆することから成り、次いで、該コネクタを加熱する加熱工程を含む請求項33に記載の方法。
【請求項35】
前記加熱工程は、前記コネクタを約15分より長い時間約400°F(204.4°C)より高い温度で加熱することから成る請求項33に記載の方法。
【請求項36】
前記被覆工程は、前記コネクタの外側表面全体にナイロンを被覆することから成る請求項33に記載の方法。
【請求項37】
複数の噛み合わされたリンクからコンベヤベルトセクションを製造する方法であって、
コネクタの外側表面にナイロンをコーティングを被覆し、
該被覆コネクタによって前記噛み合わされたリンクを連結することを特徴とする方法。
【請求項38】
前記被覆工程は、前記コネクタの表面にナイロン粉末を静電被覆することから成り、次いで、該コネクタを加熱する加熱工程を含む請求項37に記載の方法。
【請求項39】
前記加熱工程は、前記コネクタを約15分より長い時間約400°F(204.4°C)より高い温度で加熱することから成る請求項37に記載の方法。
【請求項40】
前記被覆工程は、前記コネクタに押出し成形ナイロン製チューブを被覆することから成る請求項37に記載の方法。
【請求項1】
第1部品と第2部品を有しており、該第1部品が、該第2部品との摺動摩擦接触の結果として摩耗を受ける表面を有する構成とされたシステムであって、
前記第1部品と第2部品の間の摩擦を減少させ、該第1部品の耐摩性を高め、かつ、該第1部品の清浄性を改善するために該第1部品の前記表面に粉末コーティングを被覆したことを特徴とするシステム。
【請求項2】
前記第1部品は、金属から成る請求項1に記載のシステム。
【請求項3】
前記第1部品は、ステンレス鋼から成る請求項1に記載のシステム。
【請求項4】
前記粉末コーティングは、ポリアミドから成る請求項1に記載のシステム。
【請求項5】
前記粉末コーティングは、ナイロンから成る請求項1に記載のシステム。
【請求項6】
前記第2部品は、ポリマー材から成る請求項1に記載のシステム。
【請求項7】
前記第2部品は、アセタールから成る請求項1に記載のシステム。
【請求項8】
前記第2部品は、チェーンのリンクであり、前記第1部品は、該リンクとの間に摺動摩擦が生じるように該リンクに係合するためのコネクタである請求項1に記載のシステム。
【請求項9】
前記リンクは、前記コネクタを受容する開口を有し、該コネクタの、前記ポリマー粉末コーティングを有する外表面が該リンクの開口に挿入され、該開口内で該リンクの対応する表面に摩擦係合する請求項8に記載のシステム。
【請求項10】
前記第1部品と第2部品のどちらか一方が、固定されており、他方が移動自在である請求項1に記載のシステム。
【請求項11】
コンベヤベルトのリンクを連結するためのコネクタであって、
細長いコアと、該コアの表面にシェルを形成する粉末コーティングとから成ることを特徴とするコネクタ。
【請求項12】
前記コアは、鋼から成る請求項11に記載のコネクタ。
【請求項13】
前記コアは、ステンレス鋼から成る請求項11に記載のコネクタ。
【請求項14】
前記シェルは、ナイロンから成る請求項11に記載のコネクタ。
【請求項15】
前記シェルは、プロテク・ケミカル社の「マーキュリー・ブルー」ハイブリッド、シャーウィン・ウィリアムズ社の「ホワイトウオーター」ポリエステル、シャーウィン・ウィリアムズ社の「アンチック・ホワイト」ハイブリッド、サーモクラッド社の「ホワイト・デュラロン」12(ナイロン12)、サーモクラッド社の「クリア・デュラロン」12(ナイロン12)、シャーウィン・ウィリアムズ社の「ファーニチュア・ホワイト」ポリウレタン、及び「リルサン」ナイロンから成る群から選択された材料から成る請求項11に記載のコネクタ。
【請求項16】
前記シェルは、ほぼ透明であるか、白色である請求項11に記載のコネクタ。
【請求項17】
前記シェルは、ポリマー材から成り、抗菌性剤、抗細菌性剤、抗真菌性剤又は殺菌剤を含む請求項11に記載のコネクタ。
【請求項18】
前記コアは、約4mmの直径を有する総体的に円筒形のロッドから成る請求項11に記載のコネクタ。
【請求項19】
前記シェルは、約0.003〜0.005in(0.0762〜0.127mm)の厚さを有する請求項11に記載のコネクタ。
【請求項20】
前記コアは、少くとも1つの切欠きを含む請求項11に記載のコネクタ。
【請求項21】
コンベヤベルトのリンクを連結するための細長コネクタであって、
剛性の軟鋼又はステンレス鋼製コアと、該コアの表面に被覆されたナイロンコーティングから成ることを特徴とするコネクタ。
【請求項22】
前記コーティングは、押出し成形チューブから成る請求項21に記載のコネクタ。
【請求項23】
前記コーティングは、粉末被覆シェルから成る請求項21に記載のコネクタ。
【請求項24】
細長コネクタによって相互に連結された複数のリンクから成るコンベヤベルトセクションであって、
前記コネクタは、コアを含むロッド状本体と、該コアの表面上にシェルを形成する粉末コーティングとから成ることを特徴とするコンベヤベルトセクション。
【請求項25】
前記各リンクは、アセタールから成り、前記コアは、ステンレス鋼から成り、前記粉末コーティングは、ナイロンから成る請求項24に記載のコンベヤベルトセクション。
【請求項26】
前記シェルは、プロテク・ケミカル社の「マーキュリー・ブルー」ハイブリッド、シャーウィン・ウィリアムズ社の「ホワイトウオーター」ポリエステル、シャーウィン・ウィリアムズ社の「アンチック・ホワイト」ハイブリッド、サーモクラッド社の「ホワイト・デュラロン」12(ナイロン12)、サーモクラッド社の「クリア・デュラロン」12(ナイロン12)、シャーウィン・ウィリアムズ社の「ファーニチュア・ホワイト」ポリウレタン、及び「リルサン」ナイロンから成る群から選択された材料から成る請求項24に記載のコンベヤベルトセクション。
【請求項27】
コンベヤベルトであって、
噛み合わされた列として配置された複数のリンクと、
それらのリンクを連結するための細長コネクタから成り、
該コネクタは、コアと、該コア上に外側シェルを形成する粉末コーティングから成ることを特徴とするコンベヤベルト。
【請求項28】
前記コアは、金属から成り、前記シェル及びリンクはポリマー材から成る請求項27に記載のコンベヤベルト。
【請求項29】
前記コアは、金属から成り、前記シェルは、ナイロンから成り、前記リンクは、アセタールから成る請求項27に記載のコンベヤベルト。
【請求項30】
コンベヤベルトのリンクのためのコネクタを形成する方法であって、
細長ロッドの表面に外側防護シェルを形成するために該細長ロッドに粉末被覆することを特徴とする方法。
【請求項31】
前記ロッドは、鋼製ロッドにナイロンを粉末被覆する請求項30に記載の方法。
【請求項32】
前記ロッドは、ステンレス鋼製であり、該ステンレス鋼製ロッドの表面にナイロン粉末を静電被覆し、次いで該ロッドを加熱して該粉末を硬化させて防護シェルを形成する請求項30に記載の方法。
【請求項33】
複数の噛み合わされたリンクからコンベヤベルトセクションを製造する方法であって、
コネクタの表面に粉末コーティングを被覆し、
該被覆コネクタによって前記噛み合わされたリンクを連結することを特徴とする方法。
【請求項34】
前記被覆工程は、前記コネクタの表面にナイロン粉末を静電被覆することから成り、次いで、該コネクタを加熱する加熱工程を含む請求項33に記載の方法。
【請求項35】
前記加熱工程は、前記コネクタを約15分より長い時間約400°F(204.4°C)より高い温度で加熱することから成る請求項33に記載の方法。
【請求項36】
前記被覆工程は、前記コネクタの外側表面全体にナイロンを被覆することから成る請求項33に記載の方法。
【請求項37】
複数の噛み合わされたリンクからコンベヤベルトセクションを製造する方法であって、
コネクタの外側表面にナイロンをコーティングを被覆し、
該被覆コネクタによって前記噛み合わされたリンクを連結することを特徴とする方法。
【請求項38】
前記被覆工程は、前記コネクタの表面にナイロン粉末を静電被覆することから成り、次いで、該コネクタを加熱する加熱工程を含む請求項37に記載の方法。
【請求項39】
前記加熱工程は、前記コネクタを約15分より長い時間約400°F(204.4°C)より高い温度で加熱することから成る請求項37に記載の方法。
【請求項40】
前記被覆工程は、前記コネクタに押出し成形ナイロン製チューブを被覆することから成る請求項37に記載の方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公表番号】特表2009−506962(P2009−506962A)
【公表日】平成21年2月19日(2009.2.19)
【国際特許分類】
【出願番号】特願2008−529349(P2008−529349)
【出願日】平成18年9月5日(2006.9.5)
【国際出願番号】PCT/US2006/034377
【国際公開番号】WO2007/028102
【国際公開日】平成19年3月8日(2007.3.8)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.リルサン
【出願人】(500240553)スパン テック エルエルシー (6)
【住所又は居所原語表記】1115 CLEVELAND AVENUE P.O.BOX 369 GLASGOW,KENTUCKY 42142 USA
【Fターム(参考)】
【公表日】平成21年2月19日(2009.2.19)
【国際特許分類】
【出願日】平成18年9月5日(2006.9.5)
【国際出願番号】PCT/US2006/034377
【国際公開番号】WO2007/028102
【国際公開日】平成19年3月8日(2007.3.8)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.リルサン
【出願人】(500240553)スパン テック エルエルシー (6)
【住所又は居所原語表記】1115 CLEVELAND AVENUE P.O.BOX 369 GLASGOW,KENTUCKY 42142 USA
【Fターム(参考)】
[ Back to top ]