
モジュール式押出ダイ
金属材料、具体的にはアルミニウム若しくはその合金の材料、又は、Cu及びその合金のような他の非鉄金属の押出用の押出工具又は押出ダイである。ダイは、インサート6,7が設けられたキャビティ4,5を有するダイプレート2,3を備えたモジュール型である。ダイプレート2,3を含み強い熱機械的な要求を有するダイの領域は、ニッケル、鉄又はコバルトベースの超合金で作製されるのに対し、インサート、即ち、ダイのマンドレル6及び/又はベアリング7を含み強い摩擦的な要求を有する領域のダイは、耐摩耗性材料で製造され、この耐摩耗性材料は、高速度工具鋼、析出硬化鋼若しくは熱間加工高合金鋼、又は、ナノ粒子若しくはCVDのような皮膜が与えられる任意の適切な鋼タイプとすることができる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属材料、具体的にはアルミニウム若しくはその合金の材料、又は、Cu(銅)及びその合金のような他の非鉄金属の押出のための押出工具又は押出ダイに関する。
【背景技術】
【0002】
押出は、一定の断面プロファイルの中実又は中空の対象物を生成するために用いられるプロセスである。材料は、所望の断面のダイを通って押し出される。他の製造プロセスを上まわって押出法が有する2つの主な利点は、非常に複雑な断面を生成すると共に良質な表面仕上げを有した最終部品を生成する能力である。
【0003】
ダイは、もちろん押し出される材料及び温度等に応じて、摩耗を受ける。そして、押出ダイの寿命を向上させるために、例えば、適切なダイ材料、適切な熱処理、及び/又は、CVD若しくはナノ粒子タイプの皮膜等の様々なタイプの皮膜を用いた適切なダイの皮膜形成を選択することによって、多数の試みが行われてきている。
【0004】
米国特許第04169366号明細書から、金属、具体的にはアルミニウムの中空又は半中空セクションの押出のための押出装置が既知である。この装置は、ダイの開口内に突出する少なくとも1つのマンドレル支持体を有する。なお、マンドレルヘッドは、連結装置によってマンドレル支持体上の所定の位置に保持される特殊なインサートタイプである。
【0005】
米国特許第04773251号明細書は、1つの部品がベアリング(bearing)を含み且つもう1つの部品が支持体である2部品のダイに関するものである。この解決策の特異性は、2つのダイ部品が粉末冶金技術を用いて原子的に結合されることであると思われる。さらに、「支持」部品(ベアリングを有しない部品)は、材料選択の観点では「ベアリング保持部品の金属材料とは異なる組成の頑丈な非延性耐熱鋼」として比較的曖昧に規定されている。
【0006】
さらに、特開平06−315716号公報は、Ni(ニッケル)基合金製であり且つHRC33よりも高い熱処理後の硬度を有する材料からなる工具を備えた押出ダイに関するものである。このような合金を用いる目的は、工具内へのZn(亜鉛)の侵入を防止すること、即ち、亜鉛脆化を防止することである。
【0007】
さらにまた、中国特許第201287153号明細書には、アルミニウムプロファイルの押出ダイが記載されているが、ここでは、ダイ工具、即ち、押出プロファイル開口を形成する部品が、交換可能であり、耐摩耗性材料から作製されている。
【発明の概要】
【0008】
本発明には、寿命が非常に大幅に延び、それによって交換及びメンテナンスのコストが低減される押出ダイが、備えられる。本出願人の幾つものアルミニウム押出工場にて実施された試験によると、本発明によるダイ材料としてNi基超合金を選択することによって、深刻な亀裂が減少し、そしてダイの寿命が、ダイ部品の交換又はメンテナンスが必要となる前において、100〜200個の押出ビレットから1000個以上の押出ビレットにまで向上することが、示されている。
【0009】
本発明は、添付の独立請求項1で定義される構成を特徴とする。
本発明の有利な実施形態は、従属請求項2〜7においてさらに定義される。
【0010】
以下において、本発明は、例示を目的として以下の図面を参照してさらに説明される。
【図面の簡単な説明】
【0011】
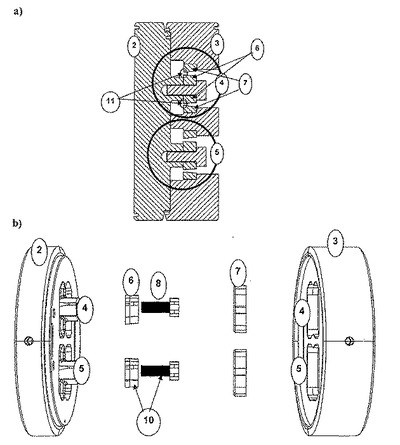
【図1】本発明による押出ダイの一例を示す図であり、a)は組み立てられた状態を断面図で示し、b)は同じものを分解図で示している。
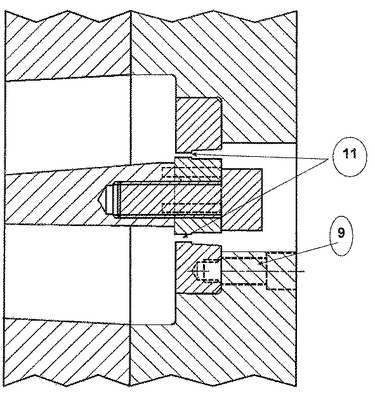
【図2】図1のa)に示されるダイキャビティのうちの1つの拡大部分断面図である。
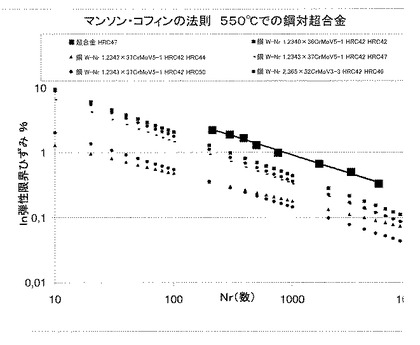
【図3】マンソン・コフィン(Manson−Coffin)の図表を示すものであり、この図表では、押出ダイに採用される最も一般的な工具鋼の破断までの塑性ひずみ範囲対サイクルの線形関係が、本発明による超合金の疲労特性と共に、両対数プロットで表されている。
【発明を実施するための形態】
【0012】
上述したように、押出は、一定の断面プロファイルの中実又は中空の対象物を生成するために用いられるプロセスである。添付の図面は、下記にさらに説明される中空のプロファイルを押出するための押出工具又はダイ1の一例を示す。図1のa)及びb)に示されるような押出ダイ1は、1つのブリッジダイ本体2と、1つのプレートダイ本体3とを含み、各ダイ本体には、2つのキャビティ4,5がそれぞれ設けられ、各キャビティはさらに、インサート6,7と共に開口を画成する。図1に示されるようなダイは、同時に2つのプロファイルを平行に押出することのできる2キャビティダイとして定義されるものを表している。しかしながら、押出ダイは、押出製品を形成するダイ開口のタイプ、形状(デザイン)及び大きさの他にも、押出設備の能力(図示しないラム及びブロック)に応じて1つ又は3つ以上のキャビティのタイプであってもよい。
【0013】
図2は、図1のa)に示されているダイキャビティ4,5のうち1つを拡大し且つ断面で示している。2つのダイ本体2,3は組み立てられた状態であり、これによって、ブリッジダイ本体2上のマンドレル部品10が、ダイプレート3のキャビティ5の開口内に部分的に突出し、その結果、ダイ3内においてマンドレルとキャビティ開口5との間に開口部11が形成される。押出されている材料は、この開口部11を通って圧縮され、それによって最終的な中空押出製品の形状を形成する。
【0014】
本発明の場合、マンドレル10は、ねじ8によってブリッジダイ本体2に取り付けられる別個になったマンドレルインサート6で形成される。
【0015】
一方、本発明によると、ダイプレート3における開口は、同様に第2のねじ9によってダイプレート3に取り付けられる別個になったベアリングインサート7で形成される。ねじ9によって連結される代わりに、ベアリングインサート7は、代替としてダイプレート3の開口5における陥凹部(recess)内に熱によって焼き嵌めされてもよい。
【0016】
本発明の基本理念は、一方では熱機械的な要求(thermo-mechanical solicitation)にマッチし、他方では摩擦的な要求(tribological solicitation)にマッチする押出ダイの適切な領域において、様々な材料を選択し、これらを組み合わせて利用することである。
【0017】
強い熱機械的な要求(クリープ−低サイクル疲労型[Creep - Low Cycle Fatigue regime])の領域では、上述したように、中空プロファイル或いは中実プロファイルのいずれであるかに応じてブリッジ本体2及び/又はダイプレート本体3を含むダイの第1の「モジュール」が、超合金からなる。特に、超合金は、a)ニッケル、b)コバルト又はc)鉄のうちいずれかをベースとする。ニッケル、コバルト及び鉄ベースの超合金の範囲は、下記のようにそれぞれ規定することができる。
【0018】
ニッケルベース超合金:Ni(最小39%、最大78%)、Fe(最小0%、最大36%)、Cr(最小12%、最大25%)、Al(最小0%、最大5%)、Co(最小0%、最大20%)、Mo(最小0%、最大10%)、Nb(最小0%、最大5%)
【0019】
コバルトベース超合金:Co(最小34%、最大50%)、Ni(最小10%、最大29%)、Fe(最小3%、最大26%)、Cr(最小3%、最大22%)、Al(最小0%、最大6%)、Nb(最小0%、最大3%)、W(最小0%、最大15%)
【0020】
鉄ベース超合金:Fe(最小42%、最大74%)、Ni(最小0%、最大38%)、Cr(最小0%、最大20%)、Al(最小0%、最大5%)、Co(最小0%、最大15%)、Mo(最小0%、最大5%)、Nb(最小0%、最大5%)
【0021】
上記で規定された超合金、又は高性能合金は、高温における強力な機械的強度及び耐クリープ性、良好な表面安定性、並びに、耐食性及び耐酸化性を示す合金である。
【0022】
超合金は、固溶強化又は析出強化を通じて高温強度を向上させるが、まず近似的なのが、超合金の高められた高温強度が、強くなった粒子間第2相(ニッケルベース超合金の場合はγ’であり、コバルトベース超合金の場合は炭化物である)の量及び分散に依存することである。
【0023】
超合金は、広い温度範囲にわたって強度を保持し、熱によって誘発される結晶空孔が生じる結果として鋼がクリープに屈してしまう高温適用分野にとって魅力的である。
【0024】
耐クリープ性は、結晶構造内における転位の速度を低減させることに依存する。ニッケル超合金及びニッケル−鉄超合金に存在する体心立方ガンマプライム相[Ni3(Al,Ti)]は、転位に対する障壁を示す。アルミニウム及びチタンのような化学的な添加物がガンマプライム相(γ’)の生成を促進する。ガンマプライム相のサイズは、焼き鈍し(annealing)によって最終的に制御されることが可能である。他の様々な元素が存在でき、クロム、モリブデン、タングステン、アルミニウム、ジルコニウム、ニオビウム、レニウム、炭素又はケイ素が幾つかの例である。
【0025】
コバルト基超合金における場合に関し、クロム、モリブデン又はタングステンのような耐熱性元素が、固溶強化構造に相当量用いられる。これらの溶質は、抑制性のある回復能力を有し、そして転位移動を妨げる。結晶粒界において析出された炭化物は、結晶粒界滑りを防ぎ、高い破断寿命を生成する。
【0026】
他の重要な材料の特性は、疲労寿命、相安定性、並びに、耐酸化性及び耐食性である。
【0027】
一般的に、固溶強化型合金は、増加した滑り抵抗及び高まったひずみ硬化能力のため、疲労クラックに対する強い抵抗性を有するものと予期される。
【0028】
一般的に、高温疲労は、周期的なクリープ破断プロセスと考えられる。
【0029】
このような理由から、微細組織とクリープ変形と亀裂との間における上述した関係が適用可能である。
【0030】
耐食性及び耐酸化性に焦点をあてると、環境影響に対する強い抵抗性が、酸化保護膜が形成されることによってもたらされ、この酸化保護膜は、金属が酸素にさらされるときにアルミニウム及びクロムのような元素によって形成され、そして、材料をカプセル化して封入し、それ故残りの成分を保護する。
【0031】
即ち、余すところのない完全なものではないが、UNS規格、ISO規格又はAFNOR規格によって表1において以下で識別される合金は、上述の族に分類される例である。表は、明確に示す目的で、合金の確立された商標名を含む。
【0032】
【表1】
表1:本発明に含まれる高温性能超合金の主なリスト
【0033】
上記に加えて、表2に列挙され且つ商品名及び詳細な化学組成で識別される下記の合金はまた、第1の「モジュール」に、即ちダイの高い熱機械的な要求領域に用いられる、明らかに被膜された材料の1つでもある。表2に列挙された材料は、上記で規定されたNi基超合金の一部である。
【0034】
【表2】
表2:詳細な化学組成からなり且つ確立された商標名で識別されるNi基超合金
【0035】
上記に加えて、商標名及び化学組成で識別される下記の合金はまた、第1の「モジュール」に、即ちダイの高い熱機械的な要求領域に用いられる、明らかに被膜された材料の1つでもある。表3に示された材料は、上記で規定されたNi基超合金の一部である。
【0036】
【表3】
表3:Ni基超合金AEREX350の化学組成
【0037】
一方、強い摩擦的な要求の領域、即ち、形成されている合金を通過させることに起因する摩擦及び摩耗の領域においては、(1つ又は複数の)インサートである、つまりインサート6及び7のいわゆるベアリング部であるダイの第2のモジュール(押出されるプロファイルがその最終形状をとるダイの領域)は、耐摩耗性材料で製造される。このような材料は、次のようないかなる既知の耐摩耗性のあるダイ材料であってもよい。つまり、高速度工具鋼、析出硬化鋼若しくは熱間加工高合金鋼、及び、標準的な鍛造法、溶射成形法、若しくは粉末冶金技術によって得られる合金、又は、窒化若しくは類似したプロセスを通じて硬化処理された表面が与えられる任意の鋼若しくは材料タイプ、又は、化学蒸着(CVD)、プラズマアシスト化学蒸着(PACVD)/プラズマ化学蒸着(PECVD)、物理蒸着(PVD)、若しくは他の溶射法(フレーム溶射、コールドスプレー/高速溶射、プラズマ溶射、高速フレーム溶射[high velocity oxyfuel Spray]等)のような表面皮膜形成技術によって与えられる任意の鋼若しくは材料タイプなどであってもよい。
【0038】
ダイインサート用として、上記に記載のグループに属するニッケル基、鉄基又はコバルト基の超合金とは異なる材料を選択することは、本発明の概念の基本的な要件である。このような特有の組合せは、この概念の全体的な性能に不可欠であり、それは、1)ダイ本体部分2及び3における超合金が、優れた高温での機械的性質を有するものの低い摩擦摩耗特性を有するのに対し、2)インサートベアリング領域6及び7における耐摩耗性材料が、優れた摩擦摩耗特性を有するものの低い高温での機械的性質を有するためである。
【0039】
従って、本発明によって、局部的な材料選択と局部的な機械的及び摩擦的要求との間において、可能な最善の適合が得られる。
【0040】
応力が塑性変形を引き起こすほど高い場合は、コフィン・マンソンの関係によって低サイクル疲労に特徴を与えることが好ましい。
【0041】
【数1】
【0042】
上式では、
・Δερ/2は、半減期における塑性ひずみ振幅であり、
・εf’は、疲労延性係数として知られた実験定数であって、単一のリバーサル(単一の繰り返し[single reversal])に対する破断ひずみであり、
・2Nは、破断までのリバーサルの数(Nサイクル)であり、
・cは、疲労延性指数として知られた実験定数である。
【0043】
熱機械的応力を受けるダイの領域において実行されたFEA(有限要素解析)のシミュレーションは、マンドレルへの遷移ブリッジが降伏限界を超える応力集中(このゾーンを「ホットスポット」という)を有することを実証した。なお、この応力集中を有することは、非弾性のシミュレーションを通じて確かめられてもいる材料における塑性変形を示す。押出工具の周期的挙動と押出工具の記録されている寿命とが、引張塑性ひずみ及び圧縮塑性ひずみが押出プロセス中に存在していることを示している。このような理由から、塑性ひずみが存在することに関して、ダイ材料の疲労特性を考察し且つダイの他の解決策を基準に従って評価する(benchmark)ために、マンソン・コフィンの関係を採用することが好ましい。
【0044】
図3は、破断までの塑性ひずみ範囲対サイクルの線形関係を、両対数プロットで示している。この図によって、押出ダイに採用される最も一般的な工具鋼の疲労挙動を、超合金の疲労特性と共に、基準に従って評価することができる。超合金は、高められた温度で適用される同等の塑性ひずみの条件において、工具鋼よりも高い疲労寿命を示すということが、明らかである。その結果は、超合金の優れた耐疲労性を強調し、そして、強い熱機械的な要求を有するダイの領域の実現のために、この材料が良好に適応することができることを裏付ける。
【0045】
特許請求の範囲に定義されるような本発明は、ダイインサート6及び7に基づく中空のプロファイルを押出するための上述の2つのキャビティのダイの例に限定されるものではなく、1つ又は3つ以上のキャビティのタイプであってよく、そして、中実のプロファイルを押出するための1つ以上のキャビティのダイプレートであってもよい。
【0046】
さらに、特許請求の範囲に定義されるような本発明は、図面に示され且つ上述されたようなねじによってダイ部品とインサートとを相互連結することに関する設計に限定されるものではなく、焼き嵌め若しくは他の連結手段によって互いに固定される又は相互に連結されてもよい。
【技術分野】
【0001】
本発明は、金属材料、具体的にはアルミニウム若しくはその合金の材料、又は、Cu(銅)及びその合金のような他の非鉄金属の押出のための押出工具又は押出ダイに関する。
【背景技術】
【0002】
押出は、一定の断面プロファイルの中実又は中空の対象物を生成するために用いられるプロセスである。材料は、所望の断面のダイを通って押し出される。他の製造プロセスを上まわって押出法が有する2つの主な利点は、非常に複雑な断面を生成すると共に良質な表面仕上げを有した最終部品を生成する能力である。
【0003】
ダイは、もちろん押し出される材料及び温度等に応じて、摩耗を受ける。そして、押出ダイの寿命を向上させるために、例えば、適切なダイ材料、適切な熱処理、及び/又は、CVD若しくはナノ粒子タイプの皮膜等の様々なタイプの皮膜を用いた適切なダイの皮膜形成を選択することによって、多数の試みが行われてきている。
【0004】
米国特許第04169366号明細書から、金属、具体的にはアルミニウムの中空又は半中空セクションの押出のための押出装置が既知である。この装置は、ダイの開口内に突出する少なくとも1つのマンドレル支持体を有する。なお、マンドレルヘッドは、連結装置によってマンドレル支持体上の所定の位置に保持される特殊なインサートタイプである。
【0005】
米国特許第04773251号明細書は、1つの部品がベアリング(bearing)を含み且つもう1つの部品が支持体である2部品のダイに関するものである。この解決策の特異性は、2つのダイ部品が粉末冶金技術を用いて原子的に結合されることであると思われる。さらに、「支持」部品(ベアリングを有しない部品)は、材料選択の観点では「ベアリング保持部品の金属材料とは異なる組成の頑丈な非延性耐熱鋼」として比較的曖昧に規定されている。
【0006】
さらに、特開平06−315716号公報は、Ni(ニッケル)基合金製であり且つHRC33よりも高い熱処理後の硬度を有する材料からなる工具を備えた押出ダイに関するものである。このような合金を用いる目的は、工具内へのZn(亜鉛)の侵入を防止すること、即ち、亜鉛脆化を防止することである。
【0007】
さらにまた、中国特許第201287153号明細書には、アルミニウムプロファイルの押出ダイが記載されているが、ここでは、ダイ工具、即ち、押出プロファイル開口を形成する部品が、交換可能であり、耐摩耗性材料から作製されている。
【発明の概要】
【0008】
本発明には、寿命が非常に大幅に延び、それによって交換及びメンテナンスのコストが低減される押出ダイが、備えられる。本出願人の幾つものアルミニウム押出工場にて実施された試験によると、本発明によるダイ材料としてNi基超合金を選択することによって、深刻な亀裂が減少し、そしてダイの寿命が、ダイ部品の交換又はメンテナンスが必要となる前において、100〜200個の押出ビレットから1000個以上の押出ビレットにまで向上することが、示されている。
【0009】
本発明は、添付の独立請求項1で定義される構成を特徴とする。
本発明の有利な実施形態は、従属請求項2〜7においてさらに定義される。
【0010】
以下において、本発明は、例示を目的として以下の図面を参照してさらに説明される。
【図面の簡単な説明】
【0011】
【図1】本発明による押出ダイの一例を示す図であり、a)は組み立てられた状態を断面図で示し、b)は同じものを分解図で示している。
【図2】図1のa)に示されるダイキャビティのうちの1つの拡大部分断面図である。
【図3】マンソン・コフィン(Manson−Coffin)の図表を示すものであり、この図表では、押出ダイに採用される最も一般的な工具鋼の破断までの塑性ひずみ範囲対サイクルの線形関係が、本発明による超合金の疲労特性と共に、両対数プロットで表されている。
【発明を実施するための形態】
【0012】
上述したように、押出は、一定の断面プロファイルの中実又は中空の対象物を生成するために用いられるプロセスである。添付の図面は、下記にさらに説明される中空のプロファイルを押出するための押出工具又はダイ1の一例を示す。図1のa)及びb)に示されるような押出ダイ1は、1つのブリッジダイ本体2と、1つのプレートダイ本体3とを含み、各ダイ本体には、2つのキャビティ4,5がそれぞれ設けられ、各キャビティはさらに、インサート6,7と共に開口を画成する。図1に示されるようなダイは、同時に2つのプロファイルを平行に押出することのできる2キャビティダイとして定義されるものを表している。しかしながら、押出ダイは、押出製品を形成するダイ開口のタイプ、形状(デザイン)及び大きさの他にも、押出設備の能力(図示しないラム及びブロック)に応じて1つ又は3つ以上のキャビティのタイプであってもよい。
【0013】
図2は、図1のa)に示されているダイキャビティ4,5のうち1つを拡大し且つ断面で示している。2つのダイ本体2,3は組み立てられた状態であり、これによって、ブリッジダイ本体2上のマンドレル部品10が、ダイプレート3のキャビティ5の開口内に部分的に突出し、その結果、ダイ3内においてマンドレルとキャビティ開口5との間に開口部11が形成される。押出されている材料は、この開口部11を通って圧縮され、それによって最終的な中空押出製品の形状を形成する。
【0014】
本発明の場合、マンドレル10は、ねじ8によってブリッジダイ本体2に取り付けられる別個になったマンドレルインサート6で形成される。
【0015】
一方、本発明によると、ダイプレート3における開口は、同様に第2のねじ9によってダイプレート3に取り付けられる別個になったベアリングインサート7で形成される。ねじ9によって連結される代わりに、ベアリングインサート7は、代替としてダイプレート3の開口5における陥凹部(recess)内に熱によって焼き嵌めされてもよい。
【0016】
本発明の基本理念は、一方では熱機械的な要求(thermo-mechanical solicitation)にマッチし、他方では摩擦的な要求(tribological solicitation)にマッチする押出ダイの適切な領域において、様々な材料を選択し、これらを組み合わせて利用することである。
【0017】
強い熱機械的な要求(クリープ−低サイクル疲労型[Creep - Low Cycle Fatigue regime])の領域では、上述したように、中空プロファイル或いは中実プロファイルのいずれであるかに応じてブリッジ本体2及び/又はダイプレート本体3を含むダイの第1の「モジュール」が、超合金からなる。特に、超合金は、a)ニッケル、b)コバルト又はc)鉄のうちいずれかをベースとする。ニッケル、コバルト及び鉄ベースの超合金の範囲は、下記のようにそれぞれ規定することができる。
【0018】
ニッケルベース超合金:Ni(最小39%、最大78%)、Fe(最小0%、最大36%)、Cr(最小12%、最大25%)、Al(最小0%、最大5%)、Co(最小0%、最大20%)、Mo(最小0%、最大10%)、Nb(最小0%、最大5%)
【0019】
コバルトベース超合金:Co(最小34%、最大50%)、Ni(最小10%、最大29%)、Fe(最小3%、最大26%)、Cr(最小3%、最大22%)、Al(最小0%、最大6%)、Nb(最小0%、最大3%)、W(最小0%、最大15%)
【0020】
鉄ベース超合金:Fe(最小42%、最大74%)、Ni(最小0%、最大38%)、Cr(最小0%、最大20%)、Al(最小0%、最大5%)、Co(最小0%、最大15%)、Mo(最小0%、最大5%)、Nb(最小0%、最大5%)
【0021】
上記で規定された超合金、又は高性能合金は、高温における強力な機械的強度及び耐クリープ性、良好な表面安定性、並びに、耐食性及び耐酸化性を示す合金である。
【0022】
超合金は、固溶強化又は析出強化を通じて高温強度を向上させるが、まず近似的なのが、超合金の高められた高温強度が、強くなった粒子間第2相(ニッケルベース超合金の場合はγ’であり、コバルトベース超合金の場合は炭化物である)の量及び分散に依存することである。
【0023】
超合金は、広い温度範囲にわたって強度を保持し、熱によって誘発される結晶空孔が生じる結果として鋼がクリープに屈してしまう高温適用分野にとって魅力的である。
【0024】
耐クリープ性は、結晶構造内における転位の速度を低減させることに依存する。ニッケル超合金及びニッケル−鉄超合金に存在する体心立方ガンマプライム相[Ni3(Al,Ti)]は、転位に対する障壁を示す。アルミニウム及びチタンのような化学的な添加物がガンマプライム相(γ’)の生成を促進する。ガンマプライム相のサイズは、焼き鈍し(annealing)によって最終的に制御されることが可能である。他の様々な元素が存在でき、クロム、モリブデン、タングステン、アルミニウム、ジルコニウム、ニオビウム、レニウム、炭素又はケイ素が幾つかの例である。
【0025】
コバルト基超合金における場合に関し、クロム、モリブデン又はタングステンのような耐熱性元素が、固溶強化構造に相当量用いられる。これらの溶質は、抑制性のある回復能力を有し、そして転位移動を妨げる。結晶粒界において析出された炭化物は、結晶粒界滑りを防ぎ、高い破断寿命を生成する。
【0026】
他の重要な材料の特性は、疲労寿命、相安定性、並びに、耐酸化性及び耐食性である。
【0027】
一般的に、固溶強化型合金は、増加した滑り抵抗及び高まったひずみ硬化能力のため、疲労クラックに対する強い抵抗性を有するものと予期される。
【0028】
一般的に、高温疲労は、周期的なクリープ破断プロセスと考えられる。
【0029】
このような理由から、微細組織とクリープ変形と亀裂との間における上述した関係が適用可能である。
【0030】
耐食性及び耐酸化性に焦点をあてると、環境影響に対する強い抵抗性が、酸化保護膜が形成されることによってもたらされ、この酸化保護膜は、金属が酸素にさらされるときにアルミニウム及びクロムのような元素によって形成され、そして、材料をカプセル化して封入し、それ故残りの成分を保護する。
【0031】
即ち、余すところのない完全なものではないが、UNS規格、ISO規格又はAFNOR規格によって表1において以下で識別される合金は、上述の族に分類される例である。表は、明確に示す目的で、合金の確立された商標名を含む。
【0032】
【表1】
表1:本発明に含まれる高温性能超合金の主なリスト
【0033】
上記に加えて、表2に列挙され且つ商品名及び詳細な化学組成で識別される下記の合金はまた、第1の「モジュール」に、即ちダイの高い熱機械的な要求領域に用いられる、明らかに被膜された材料の1つでもある。表2に列挙された材料は、上記で規定されたNi基超合金の一部である。
【0034】
【表2】
表2:詳細な化学組成からなり且つ確立された商標名で識別されるNi基超合金
【0035】
上記に加えて、商標名及び化学組成で識別される下記の合金はまた、第1の「モジュール」に、即ちダイの高い熱機械的な要求領域に用いられる、明らかに被膜された材料の1つでもある。表3に示された材料は、上記で規定されたNi基超合金の一部である。
【0036】
【表3】
表3:Ni基超合金AEREX350の化学組成
【0037】
一方、強い摩擦的な要求の領域、即ち、形成されている合金を通過させることに起因する摩擦及び摩耗の領域においては、(1つ又は複数の)インサートである、つまりインサート6及び7のいわゆるベアリング部であるダイの第2のモジュール(押出されるプロファイルがその最終形状をとるダイの領域)は、耐摩耗性材料で製造される。このような材料は、次のようないかなる既知の耐摩耗性のあるダイ材料であってもよい。つまり、高速度工具鋼、析出硬化鋼若しくは熱間加工高合金鋼、及び、標準的な鍛造法、溶射成形法、若しくは粉末冶金技術によって得られる合金、又は、窒化若しくは類似したプロセスを通じて硬化処理された表面が与えられる任意の鋼若しくは材料タイプ、又は、化学蒸着(CVD)、プラズマアシスト化学蒸着(PACVD)/プラズマ化学蒸着(PECVD)、物理蒸着(PVD)、若しくは他の溶射法(フレーム溶射、コールドスプレー/高速溶射、プラズマ溶射、高速フレーム溶射[high velocity oxyfuel Spray]等)のような表面皮膜形成技術によって与えられる任意の鋼若しくは材料タイプなどであってもよい。
【0038】
ダイインサート用として、上記に記載のグループに属するニッケル基、鉄基又はコバルト基の超合金とは異なる材料を選択することは、本発明の概念の基本的な要件である。このような特有の組合せは、この概念の全体的な性能に不可欠であり、それは、1)ダイ本体部分2及び3における超合金が、優れた高温での機械的性質を有するものの低い摩擦摩耗特性を有するのに対し、2)インサートベアリング領域6及び7における耐摩耗性材料が、優れた摩擦摩耗特性を有するものの低い高温での機械的性質を有するためである。
【0039】
従って、本発明によって、局部的な材料選択と局部的な機械的及び摩擦的要求との間において、可能な最善の適合が得られる。
【0040】
応力が塑性変形を引き起こすほど高い場合は、コフィン・マンソンの関係によって低サイクル疲労に特徴を与えることが好ましい。
【0041】
【数1】
【0042】
上式では、
・Δερ/2は、半減期における塑性ひずみ振幅であり、
・εf’は、疲労延性係数として知られた実験定数であって、単一のリバーサル(単一の繰り返し[single reversal])に対する破断ひずみであり、
・2Nは、破断までのリバーサルの数(Nサイクル)であり、
・cは、疲労延性指数として知られた実験定数である。
【0043】
熱機械的応力を受けるダイの領域において実行されたFEA(有限要素解析)のシミュレーションは、マンドレルへの遷移ブリッジが降伏限界を超える応力集中(このゾーンを「ホットスポット」という)を有することを実証した。なお、この応力集中を有することは、非弾性のシミュレーションを通じて確かめられてもいる材料における塑性変形を示す。押出工具の周期的挙動と押出工具の記録されている寿命とが、引張塑性ひずみ及び圧縮塑性ひずみが押出プロセス中に存在していることを示している。このような理由から、塑性ひずみが存在することに関して、ダイ材料の疲労特性を考察し且つダイの他の解決策を基準に従って評価する(benchmark)ために、マンソン・コフィンの関係を採用することが好ましい。
【0044】
図3は、破断までの塑性ひずみ範囲対サイクルの線形関係を、両対数プロットで示している。この図によって、押出ダイに採用される最も一般的な工具鋼の疲労挙動を、超合金の疲労特性と共に、基準に従って評価することができる。超合金は、高められた温度で適用される同等の塑性ひずみの条件において、工具鋼よりも高い疲労寿命を示すということが、明らかである。その結果は、超合金の優れた耐疲労性を強調し、そして、強い熱機械的な要求を有するダイの領域の実現のために、この材料が良好に適応することができることを裏付ける。
【0045】
特許請求の範囲に定義されるような本発明は、ダイインサート6及び7に基づく中空のプロファイルを押出するための上述の2つのキャビティのダイの例に限定されるものではなく、1つ又は3つ以上のキャビティのタイプであってよく、そして、中実のプロファイルを押出するための1つ以上のキャビティのダイプレートであってもよい。
【0046】
さらに、特許請求の範囲に定義されるような本発明は、図面に示され且つ上述されたようなねじによってダイ部品とインサートとを相互連結することに関する設計に限定されるものではなく、焼き嵌め若しくは他の連結手段によって互いに固定される又は相互に連結されてもよい。
【特許請求の範囲】
【請求項1】
金属材料、具体的にはアルミニウム若しくはその合金の材料、又は、Cu及びその合金のような他の非鉄金属を押し出す押出工具又は押出ダイであって、インサート(6,7)が設けられたキャビティ(4,5)を有するダイ本体(2,3)を備えたモジュール型である押出工具又は押出ダイにおいて、
前記ダイ本体(2,3)を含み強い熱機械的な要求を有するダイの領域は、ニッケル、鉄又はコバルトベースの超合金で作製されるのに対し、前記インサート、即ち、マンドレル(6)及び/又はベアリング(7)を含み強い摩擦的な要求を有する領域のダイは、耐摩耗性材料で製造されることを特徴とする押出工具又は押出ダイ。
【請求項2】
前記ダイは、2つ以上のキャビティのダイであることを特徴とする請求項1に記載の押出ダイ。
【請求項3】
前記合金は、Niを39〜78質量%、Feを0.0〜36質量%、Crを12%〜25質量%、Alを0.0%〜5質量%、(最小0%、最大20%の)Co、Moを〜10質量%まで、Nbを〜5質量%までで含有するニッケルベース超合金であることを特徴とする請求項1または2に記載の押出ダイ。
【請求項4】
前記合金は、Coを34〜50質量%、Niを10〜29質量%、Feを3〜26質量%、Crを3〜22質量%、Alを0.0〜6質量%、Nbを0.0〜3質量%、Wを0.0〜15質量%で含有するコバルトベース超合金であることを特徴とする請求項1または2に記載の押出ダイ。
【請求項5】
前記合金は、Feを42〜74質量%、Niを0.0〜38質量%、Crを0.0〜20質量%、Alを0.0%〜5質量%、Coを〜15質量%まで、Moを0.0%〜5%、Nbを0.0〜5質量%で含有する鉄ベース超合金であることを特徴とする請求項1または2に記載の押出ダイ。
【請求項6】
前記耐摩耗性材料は、高速度工具鋼、析出硬化鋼、若しくは熱間加工高合金鋼、及び標準的鍛造法、溶射成形法若しくは粉末冶金技術によって得られる合金であることを特徴とする請求項1〜5のいずれか一項に記載の押出ダイ。
【請求項7】
前記耐摩耗性材料は、表面窒化若しくは類似したプロセスによって表面硬化処理されるか、又は、化学蒸着(CVD)、プラズマアシスト化学蒸着(PACVD)/プラズマ化学蒸着(PECVD)、物理蒸着(PVD)、若しくはフレーム溶射、コールドスプレー/高速、プラズマ溶射、高速フレーム溶射のような他の溶射法に基づく表面皮膜が与えられることを特徴とする請求項1〜6のいずれか一項に記載の押出ダイ。
【請求項1】
金属材料、具体的にはアルミニウム若しくはその合金の材料、又は、Cu及びその合金のような他の非鉄金属を押し出す押出工具又は押出ダイであって、インサート(6,7)が設けられたキャビティ(4,5)を有するダイ本体(2,3)を備えたモジュール型である押出工具又は押出ダイにおいて、
前記ダイ本体(2,3)を含み強い熱機械的な要求を有するダイの領域は、ニッケル、鉄又はコバルトベースの超合金で作製されるのに対し、前記インサート、即ち、マンドレル(6)及び/又はベアリング(7)を含み強い摩擦的な要求を有する領域のダイは、耐摩耗性材料で製造されることを特徴とする押出工具又は押出ダイ。
【請求項2】
前記ダイは、2つ以上のキャビティのダイであることを特徴とする請求項1に記載の押出ダイ。
【請求項3】
前記合金は、Niを39〜78質量%、Feを0.0〜36質量%、Crを12%〜25質量%、Alを0.0%〜5質量%、(最小0%、最大20%の)Co、Moを〜10質量%まで、Nbを〜5質量%までで含有するニッケルベース超合金であることを特徴とする請求項1または2に記載の押出ダイ。
【請求項4】
前記合金は、Coを34〜50質量%、Niを10〜29質量%、Feを3〜26質量%、Crを3〜22質量%、Alを0.0〜6質量%、Nbを0.0〜3質量%、Wを0.0〜15質量%で含有するコバルトベース超合金であることを特徴とする請求項1または2に記載の押出ダイ。
【請求項5】
前記合金は、Feを42〜74質量%、Niを0.0〜38質量%、Crを0.0〜20質量%、Alを0.0%〜5質量%、Coを〜15質量%まで、Moを0.0%〜5%、Nbを0.0〜5質量%で含有する鉄ベース超合金であることを特徴とする請求項1または2に記載の押出ダイ。
【請求項6】
前記耐摩耗性材料は、高速度工具鋼、析出硬化鋼、若しくは熱間加工高合金鋼、及び標準的鍛造法、溶射成形法若しくは粉末冶金技術によって得られる合金であることを特徴とする請求項1〜5のいずれか一項に記載の押出ダイ。
【請求項7】
前記耐摩耗性材料は、表面窒化若しくは類似したプロセスによって表面硬化処理されるか、又は、化学蒸着(CVD)、プラズマアシスト化学蒸着(PACVD)/プラズマ化学蒸着(PECVD)、物理蒸着(PVD)、若しくはフレーム溶射、コールドスプレー/高速、プラズマ溶射、高速フレーム溶射のような他の溶射法に基づく表面皮膜が与えられることを特徴とする請求項1〜6のいずれか一項に記載の押出ダイ。
【図1】

【図2】
【図3】
【図2】
【図3】
【公表番号】特表2013−519527(P2013−519527A)
【公表日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2012−552830(P2012−552830)
【出願日】平成23年2月9日(2011.2.9)
【国際出願番号】PCT/NO2011/000050
【国際公開番号】WO2011/099868
【国際公開日】平成23年8月18日(2011.8.18)
【出願人】(591237869)ノルスク・ヒドロ・アーエスアー (24)
【氏名又は名称原語表記】NORSK HYDRO ASA
【住所又は居所原語表記】0240 OSLO,NORWAY
【Fターム(参考)】
【公表日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年2月9日(2011.2.9)
【国際出願番号】PCT/NO2011/000050
【国際公開番号】WO2011/099868
【国際公開日】平成23年8月18日(2011.8.18)
【出願人】(591237869)ノルスク・ヒドロ・アーエスアー (24)
【氏名又は名称原語表記】NORSK HYDRO ASA
【住所又は居所原語表記】0240 OSLO,NORWAY
【Fターム(参考)】
[ Back to top ]