
モリブデンスパッタリングターゲット
組織の結合または貫通する厚さの勾配を有しないかまたは最小であることにより特徴付けられるモリブデンスパッタリングターゲットおよび焼結体。微細な、均一な粒度および均一な組織を有するモリブデンスパッタリングターゲットは高い純度であり、性能を改良するためにミクロ合金化できる。スパッタリングターゲットは丸い円板、正方形、長方形、または管状であってもよく、基板に薄膜を形成するために、スパッタすることができる。セグメント形成法を使用することにより、スパッタリングターゲットの大きさは6m×5.5mmまでであってもよい。薄膜を電子部品、例えば薄膜トランジスター、液晶ディスプレー、プラズマディスプレーパネル、有機発光ダイオード、無機発光ダイオードディスプレー、電界発光ディスプレー、太陽電池、センサー、半導体装置および調節可能な仕事関数を有するCMOS(相補的金属酸化物半導体)のゲート装置に使用される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明はモリブデンの成形体、スパッタリングターゲットとしてのその使用およびその製造方法に関する。
【0002】
スパッタリング技術は、基板上に皮膜として堆積するスパッタリングターゲットの原子を生じるために、プラズマを利用してスパッタリングターゲットに衝突するイオンを発生する皮膜形成技術である。スパッタリング技術は特に半導体工業および光電子工業に使用される種々の製造法で金属層を形成するために使用される。スパッタリングの間に形成される皮膜の特性はスパッタリングターゲット自体の特性、例えばそれぞれの結晶粒子の大きさおよび分配特性を有する二次相の形成に関係する。
【0003】
基板の表面上の皮膜の堆積を行うために、種々のスパッタリング技術が使用される。平面パネルディスプレー装置上の金属皮膜のような堆積した金属皮膜はマグネトロンスパッタリング装置または他のスパッタリング技術により形成できる。マグネトロンスパッタリング装置はガスのプラズマイオンを発生し、ターゲットに衝撃を与え、ターゲット材料の表面原子がターゲットから排除され、基板の表面に皮膜または層として堆積する。一般にターゲットとして、平面円板または長方形の形のスパッタリング源を使用し、排除された原子が軌道の範囲に沿って移動し、ウェーハの頭部に堆積し、その堆積表面はターゲットの腐食表面に平行である。
【0004】
しかし管形スパッタリングターゲットを使用することもできる。この場合に、プラズマは外部にあり、管の外部から原子がスパッタされる。平面基板は緩慢にターゲットに導入する。典型的に前記基板は水平方向に、ターゲット軸に対して直角の方向に移動し、ターゲット軸も水平方向にある。従って基板はターゲットに導入するとともに徐々に被覆される。
【0005】
多くの場合にスパッタリングターゲット、特にモリブデンを有するターゲットは1つのターゲットから次のターゲットに変化することがある不均一な粒組織を有して形成されたミクロ構造を有する。この不均一性は基板および装置、特に最適に運転されない平面パネルディスプレーに堆積される不均一皮膜を生じる。
【0006】
他の場合に、一般的な熱的機械的作業工程を使用してモリブデンベーススパッタリングターゲットを製造する。残念ながらこの方法は一般に粒度および組織の不均一性を生じる。スパッタリングターゲット中の不均一性は典型的に多くの半導体および光電気用途に要求される均一性を有しないスパッタ皮膜を生じる。
【0007】
一部の用途で、スパッタリングターゲットとして純粋モリブデンの大きいプレートが必要である。これらの場合に、大きいプレートの製造は、しばしばセグメントプレートと呼ばれる多くのプレートの加工および組み立てにより実施される。セグメントプレートの製造は1つのプレートインゴットの製造に比べて加工および組み立て費用の増加が必要である。更に種々のプレートの組み立ては大きいセグメントプレートの変動性を生じ、これが大きいプレートターゲットのスパッタリングにより形成される皮膜の許容されない変動性を生じることがある。
【0008】
従って技術水準の欠点を克服し、微細な粒度および均一な粒組織を有するモリブデンスパッタリングターゲットに対する技術的要求が存在する。
【0009】
本発明は、組織の結合または貫通する厚さの勾配を有しないかまたは最小であることにより特徴付けられるモリブデンスパッタリングターゲットに関する。微細な均一な粒度および均一な組織を有するモリブデンスパッタリングターゲットは高い純度を有し、性能を改良するためにミクロ合金化できる。
【0010】
本発明は更に、
A)モリブデン粉末を型に入れ、粉末を200〜250MPaの圧力で圧縮し、圧縮した部品を1780〜2175℃の温度で焼結して、ビレットを形成し、
B)ビレットの芯を取り出して内径ID1および外径OD1を有する管形ビレットを形成し、
C)管形ビレットを処理して、OD1とODfの比が少なくとも3:1であるように内径IDおよび外径ODfを有する処理したビレットを形成し、および
D)管形ビレットを815〜1375℃の温度で熱処理する
ことにより形成される管形スパッタリングターゲットに関する。
【0011】
本発明は更に、特に長手方向に平行な110配向および半径方向に対する111配向により特徴付けられる、均一な組織を有するモリブデンを含有する管形スパッタリングターゲットに関する。
【0012】
本発明は更に
A)モリブデン粉末を型に入れ、粉末を200〜250MPaの圧力で圧縮し、圧縮した部品を1780〜2175℃の温度で焼結して、ビレットを形成し、
B)ビレットの芯を取り出して内径ID1および外径OD1を有する管形ビレットを形成し、
C)管形ビレットを処理して、OD1とODfの比が少なくとも3:1であるように内径IDおよび外径ODfを有する処理したビレットを形成し、および
D)管形ビレットを815〜1375℃の温度で熱処理する
ことからなる管形スパッタリングターゲットの製造方法に関する。
【0013】
本発明の1つの構成は
I)モリブデン粉末を型に入れ、粉末を200〜250MPaの圧力で圧縮し、圧縮した部品を1780〜2175℃の温度で焼結し、直径D0を有するビレットを形成し、
II)ビレットを押出してD0とD2の比が3:1〜5:1であるように直径D2を有する押出ビレットを形成し、
III)押出ビレットを900〜1300℃の温度で第1熱処理し、
IV)押出ビレットを870〜1200℃の温度でアップセット鍛造し、DfとD2の比が1.5:1〜3:1であるように直径Dfを有する鍛造ビレットを形成し、
V)鍛造ビレットを1200〜1400℃の温度で第2熱処理する
ことにより形成される円板形スパッタリングターゲットに関する。
【0014】
本発明の構成は更に均一な粒および組織を有するモリブデン含有円板形スパッタリングターゲットに関する。
【0015】
本発明の他の構成は非セグメント構造を有し、少なくとも300kgの質量を有し、モリブデン少なくとも99質量%を含有する大きいモリブデンプレートに関する。
【0016】
本発明の付加的な構成は、以下の工程:
i)粉末をシートバー成形体に注入し、
ii)粉末を100〜250MPa(15〜36ksi)の圧力で冷間等静水圧プレス(CIP)により団結し、シートバーを形成し、
iii)シートバーを少なくとも1600℃の温度で焼結し、理論的密度の少なくとも90%の密度を有するインゴットを形成し、
iv)インゴットを1100〜1450℃の温度で予熱し、
v)インゴットを1050〜1400℃の温度で熱間圧延し、厚さを減少し、インゴットの長さを増加し、および
vi)圧延したインゴットを850〜950℃の温度で熱処理する
ことからなる前記プレートの製造方法に関する。
【0017】
本発明は更に前記モリブデンプレートを有するスパッタリングターゲットおよび焼結タイルに関する。
【0018】
本発明は付加的に任意の前記スパッタリングターゲットをスパッタリング条件に置き、これによりターゲットをスパッタすることからなるスパッタリング法に関する。
【0019】
本発明は更に以下の工程:
(a)前記スパッタリングターゲットをスパッタし、
(b)ターゲットからMo原子を除去し、および
(c)基板上にモリブデンからなる薄膜を形成する
ことからなる薄膜の製造方法に関する。
【0020】
本発明は更に前記方法により製造される薄膜を提供する。前記薄膜は電子部品、例えば半導体装置、薄膜トランジスター、TFT−LCD装置、平面パネルディスプレーで画像の濃淡を高めるブラックマトリックス装置、太陽電池、センサー、および調節可能な仕事関数を有するCMOS(相補的金属酸化物半導体)のゲート装置に使用できる。
図1は本発明による団結した中空ビレットの図であり、
図2は管の押出のための本発明により押し出された中空ビレットの図であり、
図3A、3Bおよび3Cはそれぞれ本発明による管状スパッタリングターゲットの長手方向(z)、半径方向(ND)および正接方向(x)に対する電子後方散乱回折(EBSD)電子顕微鏡写真を示し、
図4は図3BのEBSD顕微鏡写真の拡大図であり、
図5は本発明による管状スパッタリングターゲットのEBSD極画像分析であり、
図6は本発明による管状スパッタリングターゲットのEBSD反対極の画像分析であり、
図7は中間部品のための本発明により押し出された中実ビレットを示し、
図8Aおよび8Bは本発明によるビレットのアップセット鍛造の図を示し、
図9Aおよび9Bは鍛造したビレットから切断した本発明によるスパッタリングターゲットプレートを示し、
図10Aおよび10Bは本発明の1つの構成により鍛造したハンマーであるビレットを示す。
【0021】
明細書および請求の範囲に使用される成分の量に関するすべての数値または表現、反応条件等は実施例またはほかに記載されない限り、すべての場合に約の用語により修正されていると理解すべきである。種々の数値範囲が本明細書に開示されている。これらの範囲は連続しているので、最小値と最大値の間のすべての数値を含む。他に記載されない限り、本明細書に記載される種々の数値範囲は近似値である。
【0022】
本明細書で使用されるように、結合の用語は、粒または組織、粒度、またはスパッタリングターゲットの表面に沿ってストリップまたはパターンを生じる粒の配向の不均一性に関する。本明細書で使用されるように、貫通する厚さの勾配の用語は粒または組織、粒度、またはターゲットの端部からターゲットの中心に移動する粒の配向の変化に関する。
【0023】
以下に記載されるモリブデン成形体、スパッタリングターゲットは結合または貫通する厚さの勾配を有しないかまたは最小であることにより特徴付けられる。
【0024】
本発明はそれ自体、実質的に組織の結合およびターゲットの中心から端部への貫通する厚さの勾配を有せず、高い純度および場合により改良された性能のためにミクロ合金化された、微細な、均一な粒度、および均一な組織を有するモリブデンスパッタリングターゲットに関する。
【0025】
本発明において、モリブデンスパッタリングターゲットはそれ自体きわめて純粋であり、モリブデンスパッタリングターゲットは少なくとも99.5%、一部の場合は99.9%、他の場合は99.95%、一部の場合は少なくとも99.88%、他の場合は少なくとも99.999%の純度を有する。ここで使用されるように純度はスパッタリングターゲット中のモリブデンの質量%に関する。
【0026】
本発明は管形スパッタリングターゲットおよびその製造方法を提供する。本発明は出発物質としての純粋モリブデン粉末の使用および管の成形体の実質的に完全に緻密な製品への団結を含む。製造される管の成形体は微細な、均一な粒度および全体に実質的に均一なであり、管から管に変化しない組織を有する、このような管成形体は必要な純度および容易に予測でき、所定の基板の面積にわたり均一である厚さを有する薄い被膜を生じる。
【0027】
本発明の1つの構成において、管形スパッタリングターゲットは実質的に結合を有せず、実質的に貫通する厚さの勾配を有しない組織を有する。
【0028】
本発明により、管形スパッタリングターゲットはモリブデン金属粉末を圧縮し、焼結し、ビレットを形成し、ビレットの芯を除去し、ビレットを処理し、ビレットを熱処理し、管形スパッタリングターゲットを形成することにより形成される。
【0029】
本発明において、必要な純度の仕様に適合するために二モリブデン酸アンモニウムを選択し、通常の水素還元法を使用して水素中でモリブデン金属粉末に還元する。二モリブデン酸アンモニウムは少なくとも95%純粋であり、一部の場合は少なくとも99%純粋であり、他の場合は少なくとも99.5%純粋であり、一部の場合は99.999%純粋である。二モリブデン酸アンモニウムの純度は前記の値の間にわたる。
【0030】
典型的にモリブデン粉末を型に入れ、粉末を少なくとも16ksi、一部の場合は少なくとも30ksi、他の場合は少なくとも32ksiの圧力で圧縮する。粉末は40ksiまで、一部の場合は37ksiまでおよび他の場合は35ksiまでの圧力で圧縮できる。型中のモリブデン粉末は前記の任意の圧力または前記の任意の圧力の範囲で圧縮できる。
【0031】
更に圧縮ビレットを型中で焼結する場合は、少なくとも1785℃まで、一部の場合は少なくとも1800℃まで、他の場合は少なくとも1850℃までの温度で焼結する。圧縮ビレットを2200℃まで、一部の場合は2175℃まで、他の場合は2150℃までの温度で焼結できる。型中の圧縮したモリブデンビレットは前記の任意の温度または前記の任意の温度の範囲で焼結できる。
【0032】
本発明の1つの構成において、圧縮は等静水圧で行う。本発明のもう1つの構成において粉末を水素中で焼結する。
【0033】
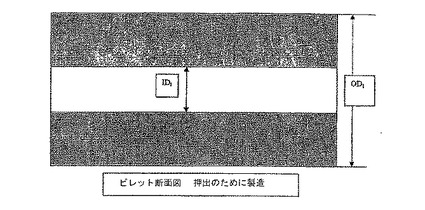
図1に示されるように、ID1が完成した管成形体の内径より小さくなるように鋸により団結ビレットの芯を除去する。ビレット長さに対する通常の断面積の減少が少なくとも3:1、一部の場合は少なくとも3.5:1、他の場合は少なくとも4:1になるようにOD1を選択する。ビレット長さに対する通常断面積の減少は12:1まで、一部の場合は10:1まで、他の場合は8:1までであってもよい。本発明の特別の構成において、ビレット長さに対する通常断面積の減少は4.9:1以上である。ビレット長さに対する通常断面積の減少は前記の任意の値であるか前記の任意の値の範囲である。
【0034】
管状ビレットを処理して内径ID1および外径ODfを有し、OD1とODfの比が前記のとおりである処理ビレットを形成する。
【0035】
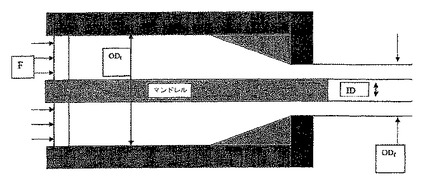
本発明の1つの構成において、管状ビレットを図2に示されるように押出しにより処理する。この構成において、前記のような断面積の減少比(ODfに対するOD1の変化により生じる)を有するビレットを押出す。ビレット長さは変動できる。生成物成形体のIDをマンドレル工具の使用により調節する。
【0036】
本発明の特別の構成において、管状ビレットを少なくとも925℃、一部の場合は少なくとも950℃、他の場合は少なくとも1000℃の温度で押出すことができる。管状ビレットを1370℃まで、一部の場合は1260℃まで、他の場合は1175℃までの温度で押出すことができる。管状ビレットを前記の任意の温度または前記の任意の温度の範囲で押出すことができる。
【0037】
本発明の他の構成において、処理、すなわち断面積の減少比(ODfに対するOD1の変化により生じる)は押出しの代わりに回転鍛造法により達成される。
【0038】
本発明の1つの構成において、ビレットの処理後にビレットを少なくとも815℃、一部の場合は少なくとも925℃、一部の場合は少なくとも950℃、他の場合は少なくとも1000℃の温度で熱処理する。熱処理を1375℃まで、一部の場合は1260℃まで、他の場合は1175℃までの温度で行うことができる。熱処理は前記の任意の温度または前記の任意の温度の範囲である。
【0039】
本発明の特別の構成において熱処理を1250〜1375℃で行う。
【0040】
本発明の他の構成において、熱処理を815〜960℃で行う。
【0041】
一部の熱処理条件下で任意の1つの理論に限定したくない限りで、押出し管成形体の熱処理は再結晶を生じ、歪のない等軸粒構造を生じると思われる。
【0042】
しかし本発明の一部の構成において、熱処理は応力緩和の目的のみに適用される。
【0043】
熱処理後に、管状成形体を最終寸法に加工する。本発明の1つの構成において、管形スパッタリングターゲットは長手方向に平行な110配向および半径方向に対して111配向である均一な組織を有する。
【0044】
すでに記載したように、本発明は管の形のモリブデンの供給源を提供する。管はスパッタリング法に使用することができ、これにより基板に薄膜が堆積される。多くの場合に薄膜堆積基板を有する部品を平面パネルディスプレー(FPD)に使用する。本発明は成形体であり、FPDの製造能力および性能を改良する、以前に利用できなかった特性を有するモリブデンを提供する。
【0045】
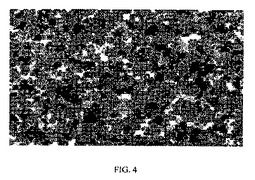
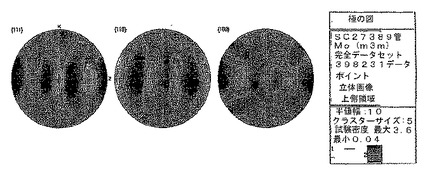
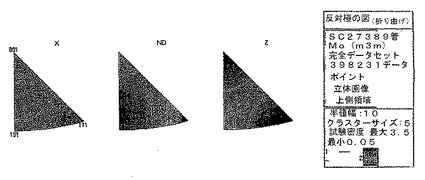
本発明の管形スパッタリングターゲットの特別の利点は、均一な組織である。本発明により製造される管の結晶学的組織は以下に決定され、詳細に説明される。図3A、3Bおよび3Cはそれぞれ長手方向(z)、半径方向(ND)および接線方向(x)に対する試料の組織を示す。図4は図3Bの頭部を拡大して示し、粒が識別できる。図5は極の図を示し、図6は反対極の図を示す。
【0046】
それぞれの粒内部で著しい色の変動がないことから理解されるように、材料は完全に再結晶され、歪がない。組織は良好に示されるが、あまり濃くない(最も高いピークは無作為の3.6倍である)。組織の最も明らかな成分は図3Aに大部分赤により示されるように、長手方向に平行な110である。他の顕著な特徴は半径方向に平行な鋭い111ピークである。半径を有する組織の最も少ない変動のみが存在する。組織の結合は全くない。微細な、均一な粒度、および管の厚さを通過するおよび管の長さに沿った組織の均一性は本発明を技術水準から区別する特徴である。これらの特徴はスパッタリング作業中のより均一な被膜の堆積を可能にする。
【0047】
従って本発明は均一で微細な組織および粒構造を有するスパッタリングターゲットを提供する。本発明の1つの構成において、粒度は少なくとも22μm、一部の場合は少なくとも45μmである。しかしより重要に平均粒度は125μm以下、一部の場合は90μm以下、他の場合は65μm以下である。粒度が大きすぎる場合は、本発明のスパッタリングターゲットのスパッタリングから形成される薄膜は所望の均一な組織および/または膜厚を有しない。本発明のスパッタリングターゲットでの粒度は前記の任意の値または前記の任意の値の範囲である。
【0048】
本発明の構成は現在技術水準で知られているものよりすぐれた性能を生じるモリブデンスパッタリングターゲットを製造する新規方法に関する。この製造方法は出発物質として純粋モリブデン粉末を使用し、プレートの形の実質的に完全に緻密な製品に団結することからなる。前記の多方向熱機械的処理法により製造される本発明のプレートは微細な均一な粒度およびプレート全体に実質的に均一である組織を有する。このプレートは必要な純度および容易に予測することができ、基板の断面に均一である厚さを有する薄膜を生じる。
【0049】
本発明の1つの構成において、プレートは実質的に結合がなく、実質的に貫通する厚さ勾配がない組織を有する。
【0050】
本発明の多方向熱機械的処理法において、二モリブデン酸アンモニウムが技術水準から周知の方法により水素中でモリブデン金属粉末に還元される。本発明の1つの構成において、二モリブデン酸アンモニウムは99.95%、一部の場合は99.9%であり、他の場合は99.5%である。
【0051】
従って第1工程I)において、モリブデン粉末を型に入れ、少なくとも100MPa、一部の場合は少なくとも200MPa、他の場合は少なくとも250MPaの圧力で圧縮する。粉末は275MPaまでの圧力で圧縮できる。型中のモリブデン粉末は前記の任意の圧力または前記の任意の圧力の範囲の圧力で圧縮できる。
【0052】
更にモリブデン粉末を型中で圧縮後、粉末を少なくとも1785℃の温度で焼結する。粉末を2175℃まで、一部の場合は2200℃までの温度で焼結できる。圧縮したモリブデン加工品を前記の任意の温度でまたは前記の任意の温度の間の範囲の温度で焼結できる。
【0053】
本発明の1つの構成において、圧縮を等静水圧で行う。本発明の他の構成において、圧縮した粉末を水素中で焼結する。従ってモリブデン金属粉末をゴムの型に入れ、等静水圧で圧縮し、圧縮した加工品を水素中で焼結し、場合によるスパッタリングターゲットの意図するターゲット断面積の大きさの1.5〜4倍、一部の場合は2〜3倍、特別な構成では約2.4倍である断面積を有するビレットを形成することができる。言い換えればビレットは直径D0を有する。
【0054】
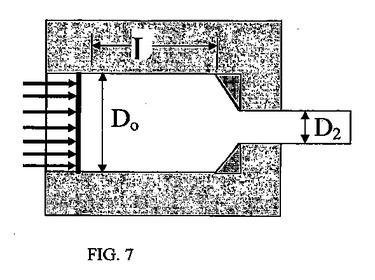
ビレットを押出しの前に少なくとも900℃、一部の場合は925℃、他の場合は少なくとも950℃に予熱する。ビレットを1260℃まで、一部の場合は1225℃、他の場合は1175℃までの温度に予熱することができる。予熱温度は任意の値または前記の任意の値の範囲であってもよい。
【0055】
図7に示されるように、ビレットを押出して、横断面の減少比(D0:D2)が少なくとも2.5:1、一部の場合は少なくとも3:1、他の場合は少なくとも3.5:1であるように直径D2を有する押出しビレットを形成する。減少比は12:1まで、一部の場合は10:1、他の場合は8:1までであってもよい。減少比は任意の値または前記の任意の値の範囲であってもよい。ビレット長さは変動できる。
【0056】
選択的な構成において、押出し作業の代わりに回転鍛造またはハンマー鍛造を使用して断面積での前記の減少比(D0:D2)を有するビレットを提供できる。
【0057】
アップセット鍛造のための押出しビレットを製造するために、第1熱処理工程で処理する。この熱処理工程は一般に応力緩和を生じる。第1熱処理を少なくとも800℃、一部の場合は少なくとも815℃、一部の場合は少なくとも830℃、他の場合は少なくとも850℃の温度で実施する。第1熱処理は960℃まで、一部の場合は930℃まで、他の場合は900℃までの温度で実施できる。第1熱処理工程の温度は前記の任意の値または前記の任意の値の範囲であってもよい。
【0058】
ビレットをねじれない長さに切断する。本発明の1つの構成において、ビレットのアスペクト比(長さ/直径)が2.0以下、一部の場合は1.6以下であるような長さにビレットを切断する。
【0059】
第1熱処理の後でおよびアップセット鍛造の前に、熱処理した押出しビレットを少なくとも900℃、一部の場合は925℃、他の場合は少なくとも950℃、一部の場合は少なくとも975℃、他の場合は少なくとも1000℃の温度に予熱する。熱処理した押出しビレットを1300℃まで、一部の場合は1260℃まで、他の場合は1200℃まで、一部の場合は1150℃までの温度に予熱できる。アップセット鍛造の前に、熱処理した押出しビレットを前記の任意の温度または前記の任意の温度の範囲に予熱できる。
【0060】
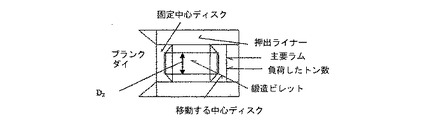
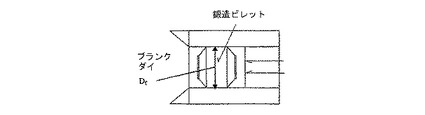
図8Aおよび8Bに示されるように、熱処理した押出しビレットを、D2、熱処理した押出しビレット断面積と、Df、鍛造したビレット断面積の比が1:1.5〜1:3、一部の場合は1:1.75〜1:2.5、他の場合は1:1.8〜1:2.25であるように、アップセット鍛造する。本発明の1つの構成において、D2とDfの比は約1:2±0.2である。特に図8Aはアップセット鍛造工程の開始時のビレットを示し、図8Bはアップセット鍛造工程の終了時のビレットを示す。
【0061】
押出しビレットのアップセット鍛造は少なくとも800℃、一部の場合は少なくとも900℃、他の場合は少なくとも925℃、一部の場合は少なくとも950℃の温度で行う。押出しビレットのアップセット鍛造は1300℃まで、一部の場合は1260℃まで、他の場合は1200℃まで、一部の場合は1100℃まで、他の場合は1000℃までの温度で実施できる。鍛造温度はビレットを鍛造して前記のように直径Dfを有する鍛造ビレットを形成する。鍛造温度は前記の任意の温度または前記の任意の温度の範囲であってもよい。
【0062】
鍛造後、鍛造ビレットを第2熱処理工程で処理する。第2熱処理工程は歪のない等軸粒構造を生じる再結晶工程である。第2熱処理は少なくとも1200℃、一部の場合は少なくとも1250℃、一部の場合は少なくとも1275℃、他の場合は少なくとも1300℃の温度で行う。第2熱処理は1400℃まで、一部の場合は1375℃まで、他の場合は1350℃までの温度で行うことができる。第2熱処理工程の温度は前記の任意の値または前記の任意の値の範囲であってもよい。
【0063】
1つの選択的な構成において、第2熱処理は応力緩和のみを生じ、再結晶を生じない。この構成において、熱処理を少なくとも800℃、一部の場合は815℃、他の場合は少なくとも850℃で行う。熱処理を1000℃まで、一部の場合は960℃まで、他の場合は925℃までの温度で実施する。この構成での第2熱処理工程の温度は前記の任意の値であるかまたは前記の任意の値の範囲であってもよい。
【0064】
すでに記載したように、第2熱処理は歪みのない等軸粒構造を有するビレットを生じる温度および時間にわたり適用する。従って第2熱処理後、完全に再結晶され、歪みのないビレットが提供される。
【0065】
図9Aに示されるように、中心ディスク(CD)によりアップセット鍛造の間に影響される材料を除去する。中心ディスクにより影響される材料は一般にターゲット材料として使用できない。スパッタリングターゲットは図9Bに示される配向によりビレットから切断する。中心ディスクに影響される材料が除去されると、ビレット全体をターゲットとして使用できる。
【0066】
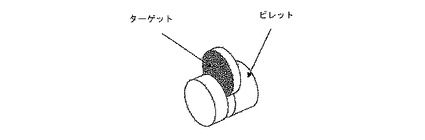
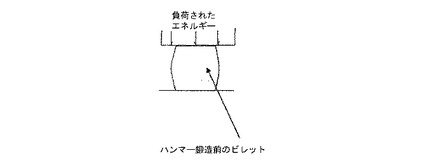
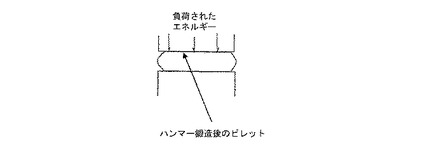
図10Aおよび10Bに示される選択的構成において、アップセット鍛造作業を、D2、熱処理した押出ビレットの断面積とDf、鍛造ビレットの断面積の比が前記のようであるハンマー/アップセット鍛造に交換する。図10Aはハンマー鍛造作業の開始時のビレットを示し、図10Bはハンマー鍛造作業の後のビレットを示す。ハンマー鍛造作業の後にビレットを前記のように第2熱処理する。言い換えれば熱処理した鍛造ビレットから円板形部分を切断し、円板形スパッタリングターゲットを生じる。
【0067】
得られたスパッタリングターゲットの粒および組織は一般に電子後方散乱回折(EBSD)を使用して分析する。前記方法により、ターゲットからターゲットへの粒および組織はきわめて一定である。ターゲットは典型的に中心、中心−半径、および周辺からXZ平面、すなわち半径−軸平面上で取り出す。
【0068】
本発明の1つの構成において、均一で微細な組織および粒構造を有するスパッタリングターゲットが提供される。本発明の1つの構成において、粒度は少なくとも22μm、一部の場合は少なくとも65μmである。しかし、より重要には平均粒度は電子後方散乱回折により決定されるように、125μm以下、一部の場合は90μm以下、他の場合は65μm以下である。粒度が大きすぎるおよび/または不均一である場合は、本発明のスパッタリングターゲットのスパッタリングから形成される薄膜は所望の均一な組織および/または膜厚を有しない。本発明のスパッタリングターゲット中の粒度は任意の値または前記の任意の値の範囲であってもよい。
【0069】
本発明は前記のように、以下の工程:
I)モリブデン粉末を型に入れ、前記圧力で粉末を圧縮し、圧縮した加工品を前記温度で焼結して直径D0を有するビレットを形成し、
II)ビレットを押出してD0とD2の比が前記のようである直径D2を有する押出しビレットを形成し、
III)押出ビレットを前記温度で第1熱処理し、
IV)押出ビレットを前記温度でアップセット鍛造し、DfとD2の比が前記のようである直径Dfを有する鍛造ビレットを形成し、
V)鍛造ビレットを前記温度で第2熱処理し、場合により
VI)熱処理した鍛造ビレットから円板形部分を切断し、円板形スパッタリングターゲットを提供する
ことからなるスパッタリングターゲットの製造方法を提供する。
【0070】
本発明の構成は非セグメント構造を有する大きいモリブデンプレートを提供する。ここで使用されるように、非セグメントの用語は1つの部品で製造されたプレートに関し、2つ以上のプレートを結合または接合することにより製造されたプレートに関するものでない。典型的に本発明のプレートは少なくとも300kg、一部の場合は少なくとも350kg、他の場合は少なくとも400kgの質量を有する。本発明のプレートはモリブデンを少なくとも99質量%、一部の場合は少なくとも99.5質量%、他の場合は少なくとも99.9質量%含有する。
【0071】
本発明の構成において、大きいモリブデンプレートは微細な、均一な粒度を有し、平均粒度は100μm以下、一部の場合は60μm以下、他の場合は20μm以下である。この構成において、粒度は少なくとも5μmであり、一部の場合は少なくとも10μmである。粒度は前記の任意の値であるかまたは前記の任意の値の範囲であってもよい。
【0072】
本発明の構成において、大きいモリブデンプレートは支持体を生じる背面プレートを含む。
【0073】
本発明のもう1つの構成において、大きいプレートは実質的に結合を含まず、実質的に貫通する厚さの勾配を含まない組織を有する。
【0074】
本発明の構成において、プレートは長方形の断面の形を有し、少なくとも0.8m、一部の場合は少なくとも1.2m、他の場合は少なくとも2mおよび2.6mまで、一部の場合は3.4mまで、他の場合は4mまでの長さ、少なくとも0.7m、一部の場合は少なくとも0.9m、他の場合は少なくとも1.2mおよび1.7mまで、一部の場合は2.0mまで、他の場合は2.5mまでの幅、および少なくとも0.008m、一部の場合は少なくとも0.012m、他の場合は少なくとも0.018m、および0.020mまで、一部の場合は0.032mまで、他の場合は0.064mまでの高さ(厚さ)を有する。長方形プレートの寸法は前記の任意の値または前記の任意の値の範囲であってもよい。
【0075】
本発明の他の構成において、プレートは正方形の断面の形を有し、少なくとも0.8m、一部の場合は少なくとも1.0m、他の場合は少なくとも1.2m、および1.6mまで、一部の場合は2.0mまで、一部の場合は2.5mまで、他の場合は3.0mまでの長さ、少なくとも0.008m、一部の場合は少なくとも0.012m、他の場合は少なくとも0.018mおよび0.020mまで、一部の場合は0.032mまで、他の場合は0.064mまでの実質的に等しい幅および高さ(厚さ)を有する。正方形のプレートの寸法は前記の任意の値または前記の任意の値の範囲であってもよい。
【0076】
本発明の他の構成において、プレートから一部を切断し、少なくとも0.008m、一部の場合は少なくとも0.010m、他の場合は少なくとも0.012m、および0.018mまで、一部の場合は0.032mまで、他の場合は0.064mまでの長さ、少なくとも0.7m、一部の場合は少なくとも0.9m、他の場合は少なくとも1.2mおよび1.75mまで、一部の場合は2.0mまで、他の場合は2.5mまで、一部の場合は1.75mまでの直径を有する円形または円筒形の断面の形の部分を形成することができる。円形部分の寸法は前記の任意の値または前記の任意の値の範囲であってもよい。
【0077】
スパッタリングターゲットの個々の形に関して知られているように、スパッタリングターゲットの寸法が、支持体が必要とする大きさに達する場合は、スパッタリングターゲットに背面プレートが含まれる。
【0078】
本発明による大きいモリブデンプレートの製造において、モリブデン粉末を使用する。粉末は、モリブデン金属粉末を製造するために、少なくとも99%純粋、一部の場合は少なくとも99.5%純粋、他の場合は少なくとも99.9%純粋であるモリブデンアンモニウムの熱および水素による還元により製造する。粉末は典型的に濾過して焼結するための粒子の形状および粒度分布を生じる。粒度は典型的に少なくとも0.1μm、一部の場合は少なくとも0.5μm、他の場合は少なくとも1μm、一部の場合は少なくとも5μm、他の場合は少なくとも10μm、一部の場合は少なくとも15μm、他の場合は少なくとも20μmの質量平均値を有する。粒度は典型的に150μmまで、一部の場合は125μmまで、他の場合は100μmまで、一部の場合は75μmまで、他の場合は50μmまで、一部の場合は40μmまでの質量平均値を有する。粉末の粒度は前記の任意の値または前記の任意の値の範囲であってもよい。
【0079】
粒子の形状は典型的に微細な粒子の不規則な形の凝集物として示される。
【0080】
モリブデン粉末はシートバー成形体に注入し、揺らすかまたはたたく。
【0081】
モリブデン粉末を引き続き冷間等静水圧プレス(CIP)により少なくとも100MPa、一部の場合は少なくとも125MPa、他の場合は少なくとも150MPaの圧力で団結する。CIPの圧力は250MPaまで、一部の場合は225MPaまで、他の場合は200MPaまでであってもよい。CIP圧力はシートバーを形成するために十分な圧力である。CIP圧力は前記の任意の値または前記の任意の値の範囲であってもよい。
【0082】
CIP工程の後に、シートバーを少なくとも1600℃、一部の場合は1650℃、他の場合は少なくとも1700℃の温度で焼結する。焼結温度は1800℃まで、一部の場合は1750℃まで、他の場合は1725℃までであってもよい。焼結温度は理論的密度の少なくとも90%の密度を有するインゴットを形成するために十分な温度である。焼結温度は任意の温度または前記の任意の温度の範囲であってもよい。
【0083】
焼結は少なくとも4時間、一部の場合は少なくとも10時間、他の場合は少なくとも16時間行う。焼結は32時間まで、一部の場合は24時間まで、他の場合は20時間までの時間である。焼結時間は理論密度の少なくとも90%を達成するために十分な時間の長さである。焼結時間の長さは前記の任意の値または前記の任意の値の範囲であってもよい。
【0084】
焼結したバーまたはインゴットは少なくとも1100℃、一部の場合は少なくとも1150℃、他の場合は少なくとも1200℃の温度に予熱する。インゴットを1450℃まで、一部の場合は1350℃まで、他の場合は1300℃までの温度に予熱することができる。インゴットは任意の温度または前記の任意の温度の範囲に予熱することができる。
【0085】
予熱したインゴットを少なくとも1050℃、一部の場合は少なくとも1100℃、他の場合は1150℃の温度で熱圧延する。インゴットを1400℃まで、一部の場合は1300℃、他の場合は1250℃までの温度で熱圧延することができる。熱圧延はインゴットの厚さの減少および長さの増加を生じる。熱圧延温度は任意の値または前記の任意の値の範囲であってもよい。
【0086】
熱圧延からの減少の達成は予め熱圧延したインゴットの少なくとも50%、一部の場合は75%、他の場合は少なくとも98%であってもよい。
【0087】
インゴットの長さは少なくとも50%、一部の場合は少なくとも75%、他の場合は少なくとも150%増加することができ、300%まで、一部の場合は400%まで、他の場合は500%まで増加することができる。インゴットの長さは任意の値または前記の任意の値の範囲に増加することができる。
【0088】
熱圧延インゴットの厚さは引き続く減少、プレートの完全性の維持により更に減少することができる、引き続く減少は、熱圧延インゴット厚さの少なくとも10%、一部の場合は少なくとも15%、他の場合は少なくとも20%であってもよく、30%まで、一部の場合は28%まで、他の場合は25%までであってもよい。引き続く減少は任意の値または前記の任意の値の範囲であってもよい。
【0089】
圧延減少法の間にプレートを再加熱して前記温度を維持することができる。典型的にプレートの圧延法全体の完全性を検査する。所望の最終寸法を達成するために、引き続く加工/粉砕作業のために最適な平坦度を達成するためにプレートを正確に均一にすることができる。
【0090】
圧延減少インゴットを少なくとも850℃、一部の場合は少なくとも860℃、他の場合は少なくとも880℃の温度で熱処理し、この温度は950℃まで、一部の場合は920℃まで、他の場合は900℃までであってもよい。この熱処理工程は任意の温度でまたは前記の任意の温度の範囲で行うことができる。
【0091】
圧延還元インゴット熱処理は少なくとも30分、一部の場合は少なくとも45分、他の場合は少なくとも60分実施する。熱処理は180分まで、一部の場合は120分まで、他の場合は90分までの時間行うことができる。熱処理の時間の長さは前記の任意の値または前記の任意の値の範囲であってもよい。
【0092】
前記方法の間にまたは後に、超音波技術を使用してインゴットの合体を行うことができる。
【0093】
任意の前記スパッタリングターゲットを製造する本発明の1つの構成において、ミクロアロイを圧縮の前にモリブデン粉末に含むことができる。適当なミクロアロイの限定されない例はTa、Nb、Cr、Wおよび/またはVから選択される1個以上の金属材料を有するものを含む。本発明の特別の構成において、ミクロアロイは体心立方(BCC)構造を有する。
【0094】
ミクロアロイを使用する場合に、前記粉体圧縮行程の前にモリブデン粉末に1個以上の金属材料を添加することによりミクロアロイを典型的に処理する。インゴットまたはビレットを形成する前記工程を前記のように続ける。
【0095】
ミクロアロイを使用する場合に、ミクロアロイは前記の個々の特性を生じる量で含まれる。金属材料はそれ自体、1000ppmまで、一部の場合は750ppmまで、他の場合は500ppmまで、一部の場合は300ppmまで、他の場合は150ppmまで、一部の場合は75ppmまで含むことができる。含む場合は、金属材料は少なくとも10ppm、一部の場合は少なくとも20ppm、他の場合は少なくとも25ppmの濃度で含むことができる。
【0096】
ミクロアロイを含む場合は、ミクロアロイは典型的に最終的に製造されるモリブデンに特別な影響を生じるために含まれる。限定されない例として、モリブデンは、W、V、および/またはCrまたはその組合せを意図的に添加することによりBCC構造に収容される。これらのBCC金属部品はモリブデンが含まれる場合は、局在化された格子応力を生じる。この応力はスパッタリングの場合は、スパッタリングターゲットを離れる原子(a)のエネルギーバリアを減少し、すなわちターゲットのスパッタリング率を増加し、およびフォトリソグラフィー工程の間の薄膜のエッチ(b)のエネルギーバリアを減少する。ミクロアロイが含まれる場合は、ミクロアロイは前記効果を生じる濃度で含まれるが、製造される薄膜の特性を損なう濃度で含まれない。
【0097】
付加的に本発明は任意の前記スパッタリングターゲットをスパッタリング条件に置き、これによりスパッタすることによるスパッタリング法を提供する。
【0098】
本発明に任意の適当なスパッタリング法を使用できる。適当なスパッタリング法はマグネトロンスパッタリング、パルスレーザースパッタリング、イオンビームスパッタリング、三極管スパッタリングおよびこれらの組合せを含むが、これらに限定されない。
【0099】
本発明は以下の工程:
(a)前記スパッタリングターゲットをスパッタする
(b)ターゲットからMo原子を除去する、および
(c)基板上にモリブデンを有する薄膜を形成する
ことを含む薄膜を製造する方法を提供する。
【0100】
本発明の1つの構成において、(b)の後に反応ガスをMoに供給することからなる工程を加えることができる。反応ガスは気体の状態でまたはモリブデン化合物を形成するために基板上に一度堆積してモリブデンと反応できる成分を含むガスである。限定されない例として、反応ガスは酸素、窒素、および/または珪素含有ガスであってもよい。
【0101】
本発明の方法により被覆される薄膜は所望の任意の厚さを有することができる。薄膜の厚さは所望の最終的な使用用途に依存する。典型的に薄膜の厚さは少なくとも0.5nm、一部の場合は1nm、一部の場合は少なくとも5nm、他の場合は少なくとも10nm、一部の場合は少なくとも25nm、他の場合は少なくとも50nm、一部の場合は少なくとも75nm、他の場合は少なくとも100nmであってもよい。膜厚は10μmまで、一部の場合は5μmまで、他の場合は2μmまで、一部の場合は1μmまで、他の場合は0.5μmまでであってもよい。膜厚は前記の任意の値または前記の任意の値の範囲であってもよい。
【0102】
薄膜は平面パネルディスプレーであるかまたは部品であってもよい。モリブデンスパッタリングターゲットの厚さによる粒度および組織の均一性により、このターゲットから得られた被膜はすぐれた均一性を有する。
【0103】
本発明の特別の構成において、きわめて薄い膜が提供される。この構成において、薄膜は少なくとも100Å、一部の場合は少なくとも250Å、他の場合は少なくとも500Åである。この構成において、薄膜は5000Åまで、一部の場合は3000Åまで、他の場合は2500Åまで、一部の場合は2000Åまでであってもよい。
【0104】
本発明に任意の適当な基板を使用できる。平面パネルディスプレー(FPD)に使用される薄膜に適した基板は柔軟なフィルム、プラスチック基板、ガラス基板、セラミック基板、およびこれらの組合せを含むが、これらに限定されない。プラスチック基板はポリノルボルネン、ポリイミド、ポリアクリレート、ポリカーボネート、ポリエチレンナフタレート(PEN)、ポリエチレンテレフタレート(PET)等を含むが、これらに限定されない。セラミック基板の限定されない例はサファイアを含む。
【0105】
種々の基板上のモリブデン薄膜のほかに、MoOx(酸化)、MoNx(窒化物形成)、MoSix(珪化物形成)を反応スパッタリングまたはイオン注入により製造できる。
【0106】
本発明は種々の用途に使用される生成物を含む。1つの構成において、本発明により製造される薄膜を薄膜トランジスター(TFT)液晶ディスプレー(LCD)の用途に使用できる。他の構成において、本発明は太陽電池の用途、センサーの用途、半導体装置、およびCMO技術(相補的金属酸化物半導体)用の金属ゲートを含む。1つの構成において、本発明はすぐれた均一性を有するゲート電極として使用されるモリブデン薄膜を有するTFT−LCD装置に関する。他の構成は薄膜太陽電池の用途に関し、その際本発明が太陽電池を有し、太陽電池中でMo薄膜が以下に説明する装置構造:MoO2含有前面接触/p層/接合層/n層/Mo背面接触の背面接触として機能し、p層が光に照らされると、p層が電子を放出し、電子の欠乏を生じ、n層が負に荷電されている。
【0107】
センサーの用途において、アンモニア検出のようなガスセンサーとして使用するために、Moターゲットから反応性スパッタリングによりMoO3皮膜を製造することができる。他の構成において、本発明は窒素ドーピング濃度に依存して調節可能な仕事関数を有するCMOS工程(相補的金属酸化物半導体)用のゲート装置として使用されるモリブデン皮膜または窒化モリブデン皮膜を含む。
【0108】
FPDの画像特性を改良する場合に、明るさの調節で対照を高めることがディスプレーの明るさを高めるより容易である。MoOx皮膜を使用してモリブデンスパッタリングターゲットから反応性スパッタリングによりブラックマトリックスを形成し、画像の対照を高めることができる。典型的にCrまたはCrO2ターゲットを使用して、健康と環境に配慮した平面パネルディスプレー中にブラックマトリックスを形成する。
【0109】
本発明およびその種々の構成を記載した。明細書および請求の範囲に記載される本発明の範囲から逸脱することなく種々の変形および変更がなされることは当業者に明らかである。
【図面の簡単な説明】
【0110】
【図1】本発明による団結した中空ビレットの図である。
【図2】管の押出のための本発明により押し出された中空ビレットの図である。
【図3A】本発明による管状スパッタリングターゲットの長手方向(z)の電子後方散乱回折(EBSD)電子顕微鏡写真の図である。
【図3B】本発明による管状スパッタリングターゲットの半径方向(ND)の電子後方散乱回折(EBSD)電子顕微鏡写真の図である。
【図3C】本発明による管状スパッタリングターゲットの正接方向(x)の電子後方散乱回折(EBSD)電子顕微鏡写真の図である。
【図4】図3BのEBSD顕微鏡写真の拡大図である。
【図5】本発明による管状スパッタリングターゲットの極のEBSD画像分析の図である。
【図6】本発明による管状スパッタリングターゲットの反対極のEBSD画像分析の図である。
【図7】中間部品のための本発明により押し出された中実ビレットの図である。
【図8A】本発明によるビレットのアップセット鍛造の図である。
【図8B】本発明によるビレットのアップセット鍛造の他の図である。
【図9A】鍛造したビレットから切断した本発明によるスパッタリングターゲットプレートの図である。
【図9B】鍛造したビレットから切断した本発明によるスパッタリングターゲットプレートの他の図である。
【図10A】本発明によるハンマー鍛造前のビレットの図である。
【図10B】本発明によるハンマー鍛造後のビレットの図である。
【技術分野】
【0001】
本発明はモリブデンの成形体、スパッタリングターゲットとしてのその使用およびその製造方法に関する。
【0002】
スパッタリング技術は、基板上に皮膜として堆積するスパッタリングターゲットの原子を生じるために、プラズマを利用してスパッタリングターゲットに衝突するイオンを発生する皮膜形成技術である。スパッタリング技術は特に半導体工業および光電子工業に使用される種々の製造法で金属層を形成するために使用される。スパッタリングの間に形成される皮膜の特性はスパッタリングターゲット自体の特性、例えばそれぞれの結晶粒子の大きさおよび分配特性を有する二次相の形成に関係する。
【0003】
基板の表面上の皮膜の堆積を行うために、種々のスパッタリング技術が使用される。平面パネルディスプレー装置上の金属皮膜のような堆積した金属皮膜はマグネトロンスパッタリング装置または他のスパッタリング技術により形成できる。マグネトロンスパッタリング装置はガスのプラズマイオンを発生し、ターゲットに衝撃を与え、ターゲット材料の表面原子がターゲットから排除され、基板の表面に皮膜または層として堆積する。一般にターゲットとして、平面円板または長方形の形のスパッタリング源を使用し、排除された原子が軌道の範囲に沿って移動し、ウェーハの頭部に堆積し、その堆積表面はターゲットの腐食表面に平行である。
【0004】
しかし管形スパッタリングターゲットを使用することもできる。この場合に、プラズマは外部にあり、管の外部から原子がスパッタされる。平面基板は緩慢にターゲットに導入する。典型的に前記基板は水平方向に、ターゲット軸に対して直角の方向に移動し、ターゲット軸も水平方向にある。従って基板はターゲットに導入するとともに徐々に被覆される。
【0005】
多くの場合にスパッタリングターゲット、特にモリブデンを有するターゲットは1つのターゲットから次のターゲットに変化することがある不均一な粒組織を有して形成されたミクロ構造を有する。この不均一性は基板および装置、特に最適に運転されない平面パネルディスプレーに堆積される不均一皮膜を生じる。
【0006】
他の場合に、一般的な熱的機械的作業工程を使用してモリブデンベーススパッタリングターゲットを製造する。残念ながらこの方法は一般に粒度および組織の不均一性を生じる。スパッタリングターゲット中の不均一性は典型的に多くの半導体および光電気用途に要求される均一性を有しないスパッタ皮膜を生じる。
【0007】
一部の用途で、スパッタリングターゲットとして純粋モリブデンの大きいプレートが必要である。これらの場合に、大きいプレートの製造は、しばしばセグメントプレートと呼ばれる多くのプレートの加工および組み立てにより実施される。セグメントプレートの製造は1つのプレートインゴットの製造に比べて加工および組み立て費用の増加が必要である。更に種々のプレートの組み立ては大きいセグメントプレートの変動性を生じ、これが大きいプレートターゲットのスパッタリングにより形成される皮膜の許容されない変動性を生じることがある。
【0008】
従って技術水準の欠点を克服し、微細な粒度および均一な粒組織を有するモリブデンスパッタリングターゲットに対する技術的要求が存在する。
【0009】
本発明は、組織の結合または貫通する厚さの勾配を有しないかまたは最小であることにより特徴付けられるモリブデンスパッタリングターゲットに関する。微細な均一な粒度および均一な組織を有するモリブデンスパッタリングターゲットは高い純度を有し、性能を改良するためにミクロ合金化できる。
【0010】
本発明は更に、
A)モリブデン粉末を型に入れ、粉末を200〜250MPaの圧力で圧縮し、圧縮した部品を1780〜2175℃の温度で焼結して、ビレットを形成し、
B)ビレットの芯を取り出して内径ID1および外径OD1を有する管形ビレットを形成し、
C)管形ビレットを処理して、OD1とODfの比が少なくとも3:1であるように内径IDおよび外径ODfを有する処理したビレットを形成し、および
D)管形ビレットを815〜1375℃の温度で熱処理する
ことにより形成される管形スパッタリングターゲットに関する。
【0011】
本発明は更に、特に長手方向に平行な110配向および半径方向に対する111配向により特徴付けられる、均一な組織を有するモリブデンを含有する管形スパッタリングターゲットに関する。
【0012】
本発明は更に
A)モリブデン粉末を型に入れ、粉末を200〜250MPaの圧力で圧縮し、圧縮した部品を1780〜2175℃の温度で焼結して、ビレットを形成し、
B)ビレットの芯を取り出して内径ID1および外径OD1を有する管形ビレットを形成し、
C)管形ビレットを処理して、OD1とODfの比が少なくとも3:1であるように内径IDおよび外径ODfを有する処理したビレットを形成し、および
D)管形ビレットを815〜1375℃の温度で熱処理する
ことからなる管形スパッタリングターゲットの製造方法に関する。
【0013】
本発明の1つの構成は
I)モリブデン粉末を型に入れ、粉末を200〜250MPaの圧力で圧縮し、圧縮した部品を1780〜2175℃の温度で焼結し、直径D0を有するビレットを形成し、
II)ビレットを押出してD0とD2の比が3:1〜5:1であるように直径D2を有する押出ビレットを形成し、
III)押出ビレットを900〜1300℃の温度で第1熱処理し、
IV)押出ビレットを870〜1200℃の温度でアップセット鍛造し、DfとD2の比が1.5:1〜3:1であるように直径Dfを有する鍛造ビレットを形成し、
V)鍛造ビレットを1200〜1400℃の温度で第2熱処理する
ことにより形成される円板形スパッタリングターゲットに関する。
【0014】
本発明の構成は更に均一な粒および組織を有するモリブデン含有円板形スパッタリングターゲットに関する。
【0015】
本発明の他の構成は非セグメント構造を有し、少なくとも300kgの質量を有し、モリブデン少なくとも99質量%を含有する大きいモリブデンプレートに関する。
【0016】
本発明の付加的な構成は、以下の工程:
i)粉末をシートバー成形体に注入し、
ii)粉末を100〜250MPa(15〜36ksi)の圧力で冷間等静水圧プレス(CIP)により団結し、シートバーを形成し、
iii)シートバーを少なくとも1600℃の温度で焼結し、理論的密度の少なくとも90%の密度を有するインゴットを形成し、
iv)インゴットを1100〜1450℃の温度で予熱し、
v)インゴットを1050〜1400℃の温度で熱間圧延し、厚さを減少し、インゴットの長さを増加し、および
vi)圧延したインゴットを850〜950℃の温度で熱処理する
ことからなる前記プレートの製造方法に関する。
【0017】
本発明は更に前記モリブデンプレートを有するスパッタリングターゲットおよび焼結タイルに関する。
【0018】
本発明は付加的に任意の前記スパッタリングターゲットをスパッタリング条件に置き、これによりターゲットをスパッタすることからなるスパッタリング法に関する。
【0019】
本発明は更に以下の工程:
(a)前記スパッタリングターゲットをスパッタし、
(b)ターゲットからMo原子を除去し、および
(c)基板上にモリブデンからなる薄膜を形成する
ことからなる薄膜の製造方法に関する。
【0020】
本発明は更に前記方法により製造される薄膜を提供する。前記薄膜は電子部品、例えば半導体装置、薄膜トランジスター、TFT−LCD装置、平面パネルディスプレーで画像の濃淡を高めるブラックマトリックス装置、太陽電池、センサー、および調節可能な仕事関数を有するCMOS(相補的金属酸化物半導体)のゲート装置に使用できる。
図1は本発明による団結した中空ビレットの図であり、
図2は管の押出のための本発明により押し出された中空ビレットの図であり、
図3A、3Bおよび3Cはそれぞれ本発明による管状スパッタリングターゲットの長手方向(z)、半径方向(ND)および正接方向(x)に対する電子後方散乱回折(EBSD)電子顕微鏡写真を示し、
図4は図3BのEBSD顕微鏡写真の拡大図であり、
図5は本発明による管状スパッタリングターゲットのEBSD極画像分析であり、
図6は本発明による管状スパッタリングターゲットのEBSD反対極の画像分析であり、
図7は中間部品のための本発明により押し出された中実ビレットを示し、
図8Aおよび8Bは本発明によるビレットのアップセット鍛造の図を示し、
図9Aおよび9Bは鍛造したビレットから切断した本発明によるスパッタリングターゲットプレートを示し、
図10Aおよび10Bは本発明の1つの構成により鍛造したハンマーであるビレットを示す。
【0021】
明細書および請求の範囲に使用される成分の量に関するすべての数値または表現、反応条件等は実施例またはほかに記載されない限り、すべての場合に約の用語により修正されていると理解すべきである。種々の数値範囲が本明細書に開示されている。これらの範囲は連続しているので、最小値と最大値の間のすべての数値を含む。他に記載されない限り、本明細書に記載される種々の数値範囲は近似値である。
【0022】
本明細書で使用されるように、結合の用語は、粒または組織、粒度、またはスパッタリングターゲットの表面に沿ってストリップまたはパターンを生じる粒の配向の不均一性に関する。本明細書で使用されるように、貫通する厚さの勾配の用語は粒または組織、粒度、またはターゲットの端部からターゲットの中心に移動する粒の配向の変化に関する。
【0023】
以下に記載されるモリブデン成形体、スパッタリングターゲットは結合または貫通する厚さの勾配を有しないかまたは最小であることにより特徴付けられる。
【0024】
本発明はそれ自体、実質的に組織の結合およびターゲットの中心から端部への貫通する厚さの勾配を有せず、高い純度および場合により改良された性能のためにミクロ合金化された、微細な、均一な粒度、および均一な組織を有するモリブデンスパッタリングターゲットに関する。
【0025】
本発明において、モリブデンスパッタリングターゲットはそれ自体きわめて純粋であり、モリブデンスパッタリングターゲットは少なくとも99.5%、一部の場合は99.9%、他の場合は99.95%、一部の場合は少なくとも99.88%、他の場合は少なくとも99.999%の純度を有する。ここで使用されるように純度はスパッタリングターゲット中のモリブデンの質量%に関する。
【0026】
本発明は管形スパッタリングターゲットおよびその製造方法を提供する。本発明は出発物質としての純粋モリブデン粉末の使用および管の成形体の実質的に完全に緻密な製品への団結を含む。製造される管の成形体は微細な、均一な粒度および全体に実質的に均一なであり、管から管に変化しない組織を有する、このような管成形体は必要な純度および容易に予測でき、所定の基板の面積にわたり均一である厚さを有する薄い被膜を生じる。
【0027】
本発明の1つの構成において、管形スパッタリングターゲットは実質的に結合を有せず、実質的に貫通する厚さの勾配を有しない組織を有する。
【0028】
本発明により、管形スパッタリングターゲットはモリブデン金属粉末を圧縮し、焼結し、ビレットを形成し、ビレットの芯を除去し、ビレットを処理し、ビレットを熱処理し、管形スパッタリングターゲットを形成することにより形成される。
【0029】
本発明において、必要な純度の仕様に適合するために二モリブデン酸アンモニウムを選択し、通常の水素還元法を使用して水素中でモリブデン金属粉末に還元する。二モリブデン酸アンモニウムは少なくとも95%純粋であり、一部の場合は少なくとも99%純粋であり、他の場合は少なくとも99.5%純粋であり、一部の場合は99.999%純粋である。二モリブデン酸アンモニウムの純度は前記の値の間にわたる。
【0030】
典型的にモリブデン粉末を型に入れ、粉末を少なくとも16ksi、一部の場合は少なくとも30ksi、他の場合は少なくとも32ksiの圧力で圧縮する。粉末は40ksiまで、一部の場合は37ksiまでおよび他の場合は35ksiまでの圧力で圧縮できる。型中のモリブデン粉末は前記の任意の圧力または前記の任意の圧力の範囲で圧縮できる。
【0031】
更に圧縮ビレットを型中で焼結する場合は、少なくとも1785℃まで、一部の場合は少なくとも1800℃まで、他の場合は少なくとも1850℃までの温度で焼結する。圧縮ビレットを2200℃まで、一部の場合は2175℃まで、他の場合は2150℃までの温度で焼結できる。型中の圧縮したモリブデンビレットは前記の任意の温度または前記の任意の温度の範囲で焼結できる。
【0032】
本発明の1つの構成において、圧縮は等静水圧で行う。本発明のもう1つの構成において粉末を水素中で焼結する。
【0033】
図1に示されるように、ID1が完成した管成形体の内径より小さくなるように鋸により団結ビレットの芯を除去する。ビレット長さに対する通常の断面積の減少が少なくとも3:1、一部の場合は少なくとも3.5:1、他の場合は少なくとも4:1になるようにOD1を選択する。ビレット長さに対する通常断面積の減少は12:1まで、一部の場合は10:1まで、他の場合は8:1までであってもよい。本発明の特別の構成において、ビレット長さに対する通常断面積の減少は4.9:1以上である。ビレット長さに対する通常断面積の減少は前記の任意の値であるか前記の任意の値の範囲である。
【0034】
管状ビレットを処理して内径ID1および外径ODfを有し、OD1とODfの比が前記のとおりである処理ビレットを形成する。
【0035】
本発明の1つの構成において、管状ビレットを図2に示されるように押出しにより処理する。この構成において、前記のような断面積の減少比(ODfに対するOD1の変化により生じる)を有するビレットを押出す。ビレット長さは変動できる。生成物成形体のIDをマンドレル工具の使用により調節する。
【0036】
本発明の特別の構成において、管状ビレットを少なくとも925℃、一部の場合は少なくとも950℃、他の場合は少なくとも1000℃の温度で押出すことができる。管状ビレットを1370℃まで、一部の場合は1260℃まで、他の場合は1175℃までの温度で押出すことができる。管状ビレットを前記の任意の温度または前記の任意の温度の範囲で押出すことができる。
【0037】
本発明の他の構成において、処理、すなわち断面積の減少比(ODfに対するOD1の変化により生じる)は押出しの代わりに回転鍛造法により達成される。
【0038】
本発明の1つの構成において、ビレットの処理後にビレットを少なくとも815℃、一部の場合は少なくとも925℃、一部の場合は少なくとも950℃、他の場合は少なくとも1000℃の温度で熱処理する。熱処理を1375℃まで、一部の場合は1260℃まで、他の場合は1175℃までの温度で行うことができる。熱処理は前記の任意の温度または前記の任意の温度の範囲である。
【0039】
本発明の特別の構成において熱処理を1250〜1375℃で行う。
【0040】
本発明の他の構成において、熱処理を815〜960℃で行う。
【0041】
一部の熱処理条件下で任意の1つの理論に限定したくない限りで、押出し管成形体の熱処理は再結晶を生じ、歪のない等軸粒構造を生じると思われる。
【0042】
しかし本発明の一部の構成において、熱処理は応力緩和の目的のみに適用される。
【0043】
熱処理後に、管状成形体を最終寸法に加工する。本発明の1つの構成において、管形スパッタリングターゲットは長手方向に平行な110配向および半径方向に対して111配向である均一な組織を有する。
【0044】
すでに記載したように、本発明は管の形のモリブデンの供給源を提供する。管はスパッタリング法に使用することができ、これにより基板に薄膜が堆積される。多くの場合に薄膜堆積基板を有する部品を平面パネルディスプレー(FPD)に使用する。本発明は成形体であり、FPDの製造能力および性能を改良する、以前に利用できなかった特性を有するモリブデンを提供する。
【0045】
本発明の管形スパッタリングターゲットの特別の利点は、均一な組織である。本発明により製造される管の結晶学的組織は以下に決定され、詳細に説明される。図3A、3Bおよび3Cはそれぞれ長手方向(z)、半径方向(ND)および接線方向(x)に対する試料の組織を示す。図4は図3Bの頭部を拡大して示し、粒が識別できる。図5は極の図を示し、図6は反対極の図を示す。
【0046】
それぞれの粒内部で著しい色の変動がないことから理解されるように、材料は完全に再結晶され、歪がない。組織は良好に示されるが、あまり濃くない(最も高いピークは無作為の3.6倍である)。組織の最も明らかな成分は図3Aに大部分赤により示されるように、長手方向に平行な110である。他の顕著な特徴は半径方向に平行な鋭い111ピークである。半径を有する組織の最も少ない変動のみが存在する。組織の結合は全くない。微細な、均一な粒度、および管の厚さを通過するおよび管の長さに沿った組織の均一性は本発明を技術水準から区別する特徴である。これらの特徴はスパッタリング作業中のより均一な被膜の堆積を可能にする。
【0047】
従って本発明は均一で微細な組織および粒構造を有するスパッタリングターゲットを提供する。本発明の1つの構成において、粒度は少なくとも22μm、一部の場合は少なくとも45μmである。しかしより重要に平均粒度は125μm以下、一部の場合は90μm以下、他の場合は65μm以下である。粒度が大きすぎる場合は、本発明のスパッタリングターゲットのスパッタリングから形成される薄膜は所望の均一な組織および/または膜厚を有しない。本発明のスパッタリングターゲットでの粒度は前記の任意の値または前記の任意の値の範囲である。
【0048】
本発明の構成は現在技術水準で知られているものよりすぐれた性能を生じるモリブデンスパッタリングターゲットを製造する新規方法に関する。この製造方法は出発物質として純粋モリブデン粉末を使用し、プレートの形の実質的に完全に緻密な製品に団結することからなる。前記の多方向熱機械的処理法により製造される本発明のプレートは微細な均一な粒度およびプレート全体に実質的に均一である組織を有する。このプレートは必要な純度および容易に予測することができ、基板の断面に均一である厚さを有する薄膜を生じる。
【0049】
本発明の1つの構成において、プレートは実質的に結合がなく、実質的に貫通する厚さ勾配がない組織を有する。
【0050】
本発明の多方向熱機械的処理法において、二モリブデン酸アンモニウムが技術水準から周知の方法により水素中でモリブデン金属粉末に還元される。本発明の1つの構成において、二モリブデン酸アンモニウムは99.95%、一部の場合は99.9%であり、他の場合は99.5%である。
【0051】
従って第1工程I)において、モリブデン粉末を型に入れ、少なくとも100MPa、一部の場合は少なくとも200MPa、他の場合は少なくとも250MPaの圧力で圧縮する。粉末は275MPaまでの圧力で圧縮できる。型中のモリブデン粉末は前記の任意の圧力または前記の任意の圧力の範囲の圧力で圧縮できる。
【0052】
更にモリブデン粉末を型中で圧縮後、粉末を少なくとも1785℃の温度で焼結する。粉末を2175℃まで、一部の場合は2200℃までの温度で焼結できる。圧縮したモリブデン加工品を前記の任意の温度でまたは前記の任意の温度の間の範囲の温度で焼結できる。
【0053】
本発明の1つの構成において、圧縮を等静水圧で行う。本発明の他の構成において、圧縮した粉末を水素中で焼結する。従ってモリブデン金属粉末をゴムの型に入れ、等静水圧で圧縮し、圧縮した加工品を水素中で焼結し、場合によるスパッタリングターゲットの意図するターゲット断面積の大きさの1.5〜4倍、一部の場合は2〜3倍、特別な構成では約2.4倍である断面積を有するビレットを形成することができる。言い換えればビレットは直径D0を有する。
【0054】
ビレットを押出しの前に少なくとも900℃、一部の場合は925℃、他の場合は少なくとも950℃に予熱する。ビレットを1260℃まで、一部の場合は1225℃、他の場合は1175℃までの温度に予熱することができる。予熱温度は任意の値または前記の任意の値の範囲であってもよい。
【0055】
図7に示されるように、ビレットを押出して、横断面の減少比(D0:D2)が少なくとも2.5:1、一部の場合は少なくとも3:1、他の場合は少なくとも3.5:1であるように直径D2を有する押出しビレットを形成する。減少比は12:1まで、一部の場合は10:1、他の場合は8:1までであってもよい。減少比は任意の値または前記の任意の値の範囲であってもよい。ビレット長さは変動できる。
【0056】
選択的な構成において、押出し作業の代わりに回転鍛造またはハンマー鍛造を使用して断面積での前記の減少比(D0:D2)を有するビレットを提供できる。
【0057】
アップセット鍛造のための押出しビレットを製造するために、第1熱処理工程で処理する。この熱処理工程は一般に応力緩和を生じる。第1熱処理を少なくとも800℃、一部の場合は少なくとも815℃、一部の場合は少なくとも830℃、他の場合は少なくとも850℃の温度で実施する。第1熱処理は960℃まで、一部の場合は930℃まで、他の場合は900℃までの温度で実施できる。第1熱処理工程の温度は前記の任意の値または前記の任意の値の範囲であってもよい。
【0058】
ビレットをねじれない長さに切断する。本発明の1つの構成において、ビレットのアスペクト比(長さ/直径)が2.0以下、一部の場合は1.6以下であるような長さにビレットを切断する。
【0059】
第1熱処理の後でおよびアップセット鍛造の前に、熱処理した押出しビレットを少なくとも900℃、一部の場合は925℃、他の場合は少なくとも950℃、一部の場合は少なくとも975℃、他の場合は少なくとも1000℃の温度に予熱する。熱処理した押出しビレットを1300℃まで、一部の場合は1260℃まで、他の場合は1200℃まで、一部の場合は1150℃までの温度に予熱できる。アップセット鍛造の前に、熱処理した押出しビレットを前記の任意の温度または前記の任意の温度の範囲に予熱できる。
【0060】
図8Aおよび8Bに示されるように、熱処理した押出しビレットを、D2、熱処理した押出しビレット断面積と、Df、鍛造したビレット断面積の比が1:1.5〜1:3、一部の場合は1:1.75〜1:2.5、他の場合は1:1.8〜1:2.25であるように、アップセット鍛造する。本発明の1つの構成において、D2とDfの比は約1:2±0.2である。特に図8Aはアップセット鍛造工程の開始時のビレットを示し、図8Bはアップセット鍛造工程の終了時のビレットを示す。
【0061】
押出しビレットのアップセット鍛造は少なくとも800℃、一部の場合は少なくとも900℃、他の場合は少なくとも925℃、一部の場合は少なくとも950℃の温度で行う。押出しビレットのアップセット鍛造は1300℃まで、一部の場合は1260℃まで、他の場合は1200℃まで、一部の場合は1100℃まで、他の場合は1000℃までの温度で実施できる。鍛造温度はビレットを鍛造して前記のように直径Dfを有する鍛造ビレットを形成する。鍛造温度は前記の任意の温度または前記の任意の温度の範囲であってもよい。
【0062】
鍛造後、鍛造ビレットを第2熱処理工程で処理する。第2熱処理工程は歪のない等軸粒構造を生じる再結晶工程である。第2熱処理は少なくとも1200℃、一部の場合は少なくとも1250℃、一部の場合は少なくとも1275℃、他の場合は少なくとも1300℃の温度で行う。第2熱処理は1400℃まで、一部の場合は1375℃まで、他の場合は1350℃までの温度で行うことができる。第2熱処理工程の温度は前記の任意の値または前記の任意の値の範囲であってもよい。
【0063】
1つの選択的な構成において、第2熱処理は応力緩和のみを生じ、再結晶を生じない。この構成において、熱処理を少なくとも800℃、一部の場合は815℃、他の場合は少なくとも850℃で行う。熱処理を1000℃まで、一部の場合は960℃まで、他の場合は925℃までの温度で実施する。この構成での第2熱処理工程の温度は前記の任意の値であるかまたは前記の任意の値の範囲であってもよい。
【0064】
すでに記載したように、第2熱処理は歪みのない等軸粒構造を有するビレットを生じる温度および時間にわたり適用する。従って第2熱処理後、完全に再結晶され、歪みのないビレットが提供される。
【0065】
図9Aに示されるように、中心ディスク(CD)によりアップセット鍛造の間に影響される材料を除去する。中心ディスクにより影響される材料は一般にターゲット材料として使用できない。スパッタリングターゲットは図9Bに示される配向によりビレットから切断する。中心ディスクに影響される材料が除去されると、ビレット全体をターゲットとして使用できる。
【0066】
図10Aおよび10Bに示される選択的構成において、アップセット鍛造作業を、D2、熱処理した押出ビレットの断面積とDf、鍛造ビレットの断面積の比が前記のようであるハンマー/アップセット鍛造に交換する。図10Aはハンマー鍛造作業の開始時のビレットを示し、図10Bはハンマー鍛造作業の後のビレットを示す。ハンマー鍛造作業の後にビレットを前記のように第2熱処理する。言い換えれば熱処理した鍛造ビレットから円板形部分を切断し、円板形スパッタリングターゲットを生じる。
【0067】
得られたスパッタリングターゲットの粒および組織は一般に電子後方散乱回折(EBSD)を使用して分析する。前記方法により、ターゲットからターゲットへの粒および組織はきわめて一定である。ターゲットは典型的に中心、中心−半径、および周辺からXZ平面、すなわち半径−軸平面上で取り出す。
【0068】
本発明の1つの構成において、均一で微細な組織および粒構造を有するスパッタリングターゲットが提供される。本発明の1つの構成において、粒度は少なくとも22μm、一部の場合は少なくとも65μmである。しかし、より重要には平均粒度は電子後方散乱回折により決定されるように、125μm以下、一部の場合は90μm以下、他の場合は65μm以下である。粒度が大きすぎるおよび/または不均一である場合は、本発明のスパッタリングターゲットのスパッタリングから形成される薄膜は所望の均一な組織および/または膜厚を有しない。本発明のスパッタリングターゲット中の粒度は任意の値または前記の任意の値の範囲であってもよい。
【0069】
本発明は前記のように、以下の工程:
I)モリブデン粉末を型に入れ、前記圧力で粉末を圧縮し、圧縮した加工品を前記温度で焼結して直径D0を有するビレットを形成し、
II)ビレットを押出してD0とD2の比が前記のようである直径D2を有する押出しビレットを形成し、
III)押出ビレットを前記温度で第1熱処理し、
IV)押出ビレットを前記温度でアップセット鍛造し、DfとD2の比が前記のようである直径Dfを有する鍛造ビレットを形成し、
V)鍛造ビレットを前記温度で第2熱処理し、場合により
VI)熱処理した鍛造ビレットから円板形部分を切断し、円板形スパッタリングターゲットを提供する
ことからなるスパッタリングターゲットの製造方法を提供する。
【0070】
本発明の構成は非セグメント構造を有する大きいモリブデンプレートを提供する。ここで使用されるように、非セグメントの用語は1つの部品で製造されたプレートに関し、2つ以上のプレートを結合または接合することにより製造されたプレートに関するものでない。典型的に本発明のプレートは少なくとも300kg、一部の場合は少なくとも350kg、他の場合は少なくとも400kgの質量を有する。本発明のプレートはモリブデンを少なくとも99質量%、一部の場合は少なくとも99.5質量%、他の場合は少なくとも99.9質量%含有する。
【0071】
本発明の構成において、大きいモリブデンプレートは微細な、均一な粒度を有し、平均粒度は100μm以下、一部の場合は60μm以下、他の場合は20μm以下である。この構成において、粒度は少なくとも5μmであり、一部の場合は少なくとも10μmである。粒度は前記の任意の値であるかまたは前記の任意の値の範囲であってもよい。
【0072】
本発明の構成において、大きいモリブデンプレートは支持体を生じる背面プレートを含む。
【0073】
本発明のもう1つの構成において、大きいプレートは実質的に結合を含まず、実質的に貫通する厚さの勾配を含まない組織を有する。
【0074】
本発明の構成において、プレートは長方形の断面の形を有し、少なくとも0.8m、一部の場合は少なくとも1.2m、他の場合は少なくとも2mおよび2.6mまで、一部の場合は3.4mまで、他の場合は4mまでの長さ、少なくとも0.7m、一部の場合は少なくとも0.9m、他の場合は少なくとも1.2mおよび1.7mまで、一部の場合は2.0mまで、他の場合は2.5mまでの幅、および少なくとも0.008m、一部の場合は少なくとも0.012m、他の場合は少なくとも0.018m、および0.020mまで、一部の場合は0.032mまで、他の場合は0.064mまでの高さ(厚さ)を有する。長方形プレートの寸法は前記の任意の値または前記の任意の値の範囲であってもよい。
【0075】
本発明の他の構成において、プレートは正方形の断面の形を有し、少なくとも0.8m、一部の場合は少なくとも1.0m、他の場合は少なくとも1.2m、および1.6mまで、一部の場合は2.0mまで、一部の場合は2.5mまで、他の場合は3.0mまでの長さ、少なくとも0.008m、一部の場合は少なくとも0.012m、他の場合は少なくとも0.018mおよび0.020mまで、一部の場合は0.032mまで、他の場合は0.064mまでの実質的に等しい幅および高さ(厚さ)を有する。正方形のプレートの寸法は前記の任意の値または前記の任意の値の範囲であってもよい。
【0076】
本発明の他の構成において、プレートから一部を切断し、少なくとも0.008m、一部の場合は少なくとも0.010m、他の場合は少なくとも0.012m、および0.018mまで、一部の場合は0.032mまで、他の場合は0.064mまでの長さ、少なくとも0.7m、一部の場合は少なくとも0.9m、他の場合は少なくとも1.2mおよび1.75mまで、一部の場合は2.0mまで、他の場合は2.5mまで、一部の場合は1.75mまでの直径を有する円形または円筒形の断面の形の部分を形成することができる。円形部分の寸法は前記の任意の値または前記の任意の値の範囲であってもよい。
【0077】
スパッタリングターゲットの個々の形に関して知られているように、スパッタリングターゲットの寸法が、支持体が必要とする大きさに達する場合は、スパッタリングターゲットに背面プレートが含まれる。
【0078】
本発明による大きいモリブデンプレートの製造において、モリブデン粉末を使用する。粉末は、モリブデン金属粉末を製造するために、少なくとも99%純粋、一部の場合は少なくとも99.5%純粋、他の場合は少なくとも99.9%純粋であるモリブデンアンモニウムの熱および水素による還元により製造する。粉末は典型的に濾過して焼結するための粒子の形状および粒度分布を生じる。粒度は典型的に少なくとも0.1μm、一部の場合は少なくとも0.5μm、他の場合は少なくとも1μm、一部の場合は少なくとも5μm、他の場合は少なくとも10μm、一部の場合は少なくとも15μm、他の場合は少なくとも20μmの質量平均値を有する。粒度は典型的に150μmまで、一部の場合は125μmまで、他の場合は100μmまで、一部の場合は75μmまで、他の場合は50μmまで、一部の場合は40μmまでの質量平均値を有する。粉末の粒度は前記の任意の値または前記の任意の値の範囲であってもよい。
【0079】
粒子の形状は典型的に微細な粒子の不規則な形の凝集物として示される。
【0080】
モリブデン粉末はシートバー成形体に注入し、揺らすかまたはたたく。
【0081】
モリブデン粉末を引き続き冷間等静水圧プレス(CIP)により少なくとも100MPa、一部の場合は少なくとも125MPa、他の場合は少なくとも150MPaの圧力で団結する。CIPの圧力は250MPaまで、一部の場合は225MPaまで、他の場合は200MPaまでであってもよい。CIP圧力はシートバーを形成するために十分な圧力である。CIP圧力は前記の任意の値または前記の任意の値の範囲であってもよい。
【0082】
CIP工程の後に、シートバーを少なくとも1600℃、一部の場合は1650℃、他の場合は少なくとも1700℃の温度で焼結する。焼結温度は1800℃まで、一部の場合は1750℃まで、他の場合は1725℃までであってもよい。焼結温度は理論的密度の少なくとも90%の密度を有するインゴットを形成するために十分な温度である。焼結温度は任意の温度または前記の任意の温度の範囲であってもよい。
【0083】
焼結は少なくとも4時間、一部の場合は少なくとも10時間、他の場合は少なくとも16時間行う。焼結は32時間まで、一部の場合は24時間まで、他の場合は20時間までの時間である。焼結時間は理論密度の少なくとも90%を達成するために十分な時間の長さである。焼結時間の長さは前記の任意の値または前記の任意の値の範囲であってもよい。
【0084】
焼結したバーまたはインゴットは少なくとも1100℃、一部の場合は少なくとも1150℃、他の場合は少なくとも1200℃の温度に予熱する。インゴットを1450℃まで、一部の場合は1350℃まで、他の場合は1300℃までの温度に予熱することができる。インゴットは任意の温度または前記の任意の温度の範囲に予熱することができる。
【0085】
予熱したインゴットを少なくとも1050℃、一部の場合は少なくとも1100℃、他の場合は1150℃の温度で熱圧延する。インゴットを1400℃まで、一部の場合は1300℃、他の場合は1250℃までの温度で熱圧延することができる。熱圧延はインゴットの厚さの減少および長さの増加を生じる。熱圧延温度は任意の値または前記の任意の値の範囲であってもよい。
【0086】
熱圧延からの減少の達成は予め熱圧延したインゴットの少なくとも50%、一部の場合は75%、他の場合は少なくとも98%であってもよい。
【0087】
インゴットの長さは少なくとも50%、一部の場合は少なくとも75%、他の場合は少なくとも150%増加することができ、300%まで、一部の場合は400%まで、他の場合は500%まで増加することができる。インゴットの長さは任意の値または前記の任意の値の範囲に増加することができる。
【0088】
熱圧延インゴットの厚さは引き続く減少、プレートの完全性の維持により更に減少することができる、引き続く減少は、熱圧延インゴット厚さの少なくとも10%、一部の場合は少なくとも15%、他の場合は少なくとも20%であってもよく、30%まで、一部の場合は28%まで、他の場合は25%までであってもよい。引き続く減少は任意の値または前記の任意の値の範囲であってもよい。
【0089】
圧延減少法の間にプレートを再加熱して前記温度を維持することができる。典型的にプレートの圧延法全体の完全性を検査する。所望の最終寸法を達成するために、引き続く加工/粉砕作業のために最適な平坦度を達成するためにプレートを正確に均一にすることができる。
【0090】
圧延減少インゴットを少なくとも850℃、一部の場合は少なくとも860℃、他の場合は少なくとも880℃の温度で熱処理し、この温度は950℃まで、一部の場合は920℃まで、他の場合は900℃までであってもよい。この熱処理工程は任意の温度でまたは前記の任意の温度の範囲で行うことができる。
【0091】
圧延還元インゴット熱処理は少なくとも30分、一部の場合は少なくとも45分、他の場合は少なくとも60分実施する。熱処理は180分まで、一部の場合は120分まで、他の場合は90分までの時間行うことができる。熱処理の時間の長さは前記の任意の値または前記の任意の値の範囲であってもよい。
【0092】
前記方法の間にまたは後に、超音波技術を使用してインゴットの合体を行うことができる。
【0093】
任意の前記スパッタリングターゲットを製造する本発明の1つの構成において、ミクロアロイを圧縮の前にモリブデン粉末に含むことができる。適当なミクロアロイの限定されない例はTa、Nb、Cr、Wおよび/またはVから選択される1個以上の金属材料を有するものを含む。本発明の特別の構成において、ミクロアロイは体心立方(BCC)構造を有する。
【0094】
ミクロアロイを使用する場合に、前記粉体圧縮行程の前にモリブデン粉末に1個以上の金属材料を添加することによりミクロアロイを典型的に処理する。インゴットまたはビレットを形成する前記工程を前記のように続ける。
【0095】
ミクロアロイを使用する場合に、ミクロアロイは前記の個々の特性を生じる量で含まれる。金属材料はそれ自体、1000ppmまで、一部の場合は750ppmまで、他の場合は500ppmまで、一部の場合は300ppmまで、他の場合は150ppmまで、一部の場合は75ppmまで含むことができる。含む場合は、金属材料は少なくとも10ppm、一部の場合は少なくとも20ppm、他の場合は少なくとも25ppmの濃度で含むことができる。
【0096】
ミクロアロイを含む場合は、ミクロアロイは典型的に最終的に製造されるモリブデンに特別な影響を生じるために含まれる。限定されない例として、モリブデンは、W、V、および/またはCrまたはその組合せを意図的に添加することによりBCC構造に収容される。これらのBCC金属部品はモリブデンが含まれる場合は、局在化された格子応力を生じる。この応力はスパッタリングの場合は、スパッタリングターゲットを離れる原子(a)のエネルギーバリアを減少し、すなわちターゲットのスパッタリング率を増加し、およびフォトリソグラフィー工程の間の薄膜のエッチ(b)のエネルギーバリアを減少する。ミクロアロイが含まれる場合は、ミクロアロイは前記効果を生じる濃度で含まれるが、製造される薄膜の特性を損なう濃度で含まれない。
【0097】
付加的に本発明は任意の前記スパッタリングターゲットをスパッタリング条件に置き、これによりスパッタすることによるスパッタリング法を提供する。
【0098】
本発明に任意の適当なスパッタリング法を使用できる。適当なスパッタリング法はマグネトロンスパッタリング、パルスレーザースパッタリング、イオンビームスパッタリング、三極管スパッタリングおよびこれらの組合せを含むが、これらに限定されない。
【0099】
本発明は以下の工程:
(a)前記スパッタリングターゲットをスパッタする
(b)ターゲットからMo原子を除去する、および
(c)基板上にモリブデンを有する薄膜を形成する
ことを含む薄膜を製造する方法を提供する。
【0100】
本発明の1つの構成において、(b)の後に反応ガスをMoに供給することからなる工程を加えることができる。反応ガスは気体の状態でまたはモリブデン化合物を形成するために基板上に一度堆積してモリブデンと反応できる成分を含むガスである。限定されない例として、反応ガスは酸素、窒素、および/または珪素含有ガスであってもよい。
【0101】
本発明の方法により被覆される薄膜は所望の任意の厚さを有することができる。薄膜の厚さは所望の最終的な使用用途に依存する。典型的に薄膜の厚さは少なくとも0.5nm、一部の場合は1nm、一部の場合は少なくとも5nm、他の場合は少なくとも10nm、一部の場合は少なくとも25nm、他の場合は少なくとも50nm、一部の場合は少なくとも75nm、他の場合は少なくとも100nmであってもよい。膜厚は10μmまで、一部の場合は5μmまで、他の場合は2μmまで、一部の場合は1μmまで、他の場合は0.5μmまでであってもよい。膜厚は前記の任意の値または前記の任意の値の範囲であってもよい。
【0102】
薄膜は平面パネルディスプレーであるかまたは部品であってもよい。モリブデンスパッタリングターゲットの厚さによる粒度および組織の均一性により、このターゲットから得られた被膜はすぐれた均一性を有する。
【0103】
本発明の特別の構成において、きわめて薄い膜が提供される。この構成において、薄膜は少なくとも100Å、一部の場合は少なくとも250Å、他の場合は少なくとも500Åである。この構成において、薄膜は5000Åまで、一部の場合は3000Åまで、他の場合は2500Åまで、一部の場合は2000Åまでであってもよい。
【0104】
本発明に任意の適当な基板を使用できる。平面パネルディスプレー(FPD)に使用される薄膜に適した基板は柔軟なフィルム、プラスチック基板、ガラス基板、セラミック基板、およびこれらの組合せを含むが、これらに限定されない。プラスチック基板はポリノルボルネン、ポリイミド、ポリアクリレート、ポリカーボネート、ポリエチレンナフタレート(PEN)、ポリエチレンテレフタレート(PET)等を含むが、これらに限定されない。セラミック基板の限定されない例はサファイアを含む。
【0105】
種々の基板上のモリブデン薄膜のほかに、MoOx(酸化)、MoNx(窒化物形成)、MoSix(珪化物形成)を反応スパッタリングまたはイオン注入により製造できる。
【0106】
本発明は種々の用途に使用される生成物を含む。1つの構成において、本発明により製造される薄膜を薄膜トランジスター(TFT)液晶ディスプレー(LCD)の用途に使用できる。他の構成において、本発明は太陽電池の用途、センサーの用途、半導体装置、およびCMO技術(相補的金属酸化物半導体)用の金属ゲートを含む。1つの構成において、本発明はすぐれた均一性を有するゲート電極として使用されるモリブデン薄膜を有するTFT−LCD装置に関する。他の構成は薄膜太陽電池の用途に関し、その際本発明が太陽電池を有し、太陽電池中でMo薄膜が以下に説明する装置構造:MoO2含有前面接触/p層/接合層/n層/Mo背面接触の背面接触として機能し、p層が光に照らされると、p層が電子を放出し、電子の欠乏を生じ、n層が負に荷電されている。
【0107】
センサーの用途において、アンモニア検出のようなガスセンサーとして使用するために、Moターゲットから反応性スパッタリングによりMoO3皮膜を製造することができる。他の構成において、本発明は窒素ドーピング濃度に依存して調節可能な仕事関数を有するCMOS工程(相補的金属酸化物半導体)用のゲート装置として使用されるモリブデン皮膜または窒化モリブデン皮膜を含む。
【0108】
FPDの画像特性を改良する場合に、明るさの調節で対照を高めることがディスプレーの明るさを高めるより容易である。MoOx皮膜を使用してモリブデンスパッタリングターゲットから反応性スパッタリングによりブラックマトリックスを形成し、画像の対照を高めることができる。典型的にCrまたはCrO2ターゲットを使用して、健康と環境に配慮した平面パネルディスプレー中にブラックマトリックスを形成する。
【0109】
本発明およびその種々の構成を記載した。明細書および請求の範囲に記載される本発明の範囲から逸脱することなく種々の変形および変更がなされることは当業者に明らかである。
【図面の簡単な説明】
【0110】
【図1】本発明による団結した中空ビレットの図である。
【図2】管の押出のための本発明により押し出された中空ビレットの図である。
【図3A】本発明による管状スパッタリングターゲットの長手方向(z)の電子後方散乱回折(EBSD)電子顕微鏡写真の図である。
【図3B】本発明による管状スパッタリングターゲットの半径方向(ND)の電子後方散乱回折(EBSD)電子顕微鏡写真の図である。
【図3C】本発明による管状スパッタリングターゲットの正接方向(x)の電子後方散乱回折(EBSD)電子顕微鏡写真の図である。
【図4】図3BのEBSD顕微鏡写真の拡大図である。
【図5】本発明による管状スパッタリングターゲットの極のEBSD画像分析の図である。
【図6】本発明による管状スパッタリングターゲットの反対極のEBSD画像分析の図である。
【図7】中間部品のための本発明により押し出された中実ビレットの図である。
【図8A】本発明によるビレットのアップセット鍛造の図である。
【図8B】本発明によるビレットのアップセット鍛造の他の図である。
【図9A】鍛造したビレットから切断した本発明によるスパッタリングターゲットプレートの図である。
【図9B】鍛造したビレットから切断した本発明によるスパッタリングターゲットプレートの他の図である。
【図10A】本発明によるハンマー鍛造前のビレットの図である。
【図10B】本発明によるハンマー鍛造後のビレットの図である。
【特許請求の範囲】
【請求項1】
微細な均一な粒度および実質的に組織の結合およびターゲットの中心から端部への貫通する厚さの勾配を含まない均一な組織を有する、高い純度を有しおよび場合により改良された性能のためにミクロ合金化されているモリブデンスパッタリングターゲット。
【請求項2】
少なくとも99.95%の純度を有する請求項1記載のモリブデンスパッタリングターゲット。
【請求項3】
少なくとも99.99%の純度を有する請求項1記載のモリブデンスパッタリングターゲット。
【請求項4】
少なくとも99.999%の純度を有する請求項1記載のモリブデンスパッタリングターゲット。
【請求項5】
微細な均一な平均粒度が125μm以下である請求項1記載のモリブデンスパッタリングターゲット。
【請求項6】
微細な均一な平均粒度が100μm以下である請求項1記載のモリブデンスパッタリングターゲット。
【請求項7】
微細な均一な平均粒度が90μm以下である請求項1記載のモリブデンスパッタリングターゲット。
【請求項8】
微細な均一な平均粒度が50μm以下である請求項1記載のモリブデンスパッタリングターゲット。
【請求項9】
添加元素10ppm〜1000ppmの添加によりミクロ合金化された請求項1記載のモリブデンスパッタリングターゲット。
【請求項10】
添加元素が体心立方(BCC)構造を有する元素から選択される1種以上の金属材料を含む請求項9記載のミクロ合金化されたモリブデンスパッタリングターゲット。
【請求項11】
添加元素がTa、Nb、Cr、W、Vおよびこれらの組合せからなる群から選択される1種以上の金属材料を含む請求項9記載のミクロ合金化されたモリブデンスパッタリングターゲット。
【請求項12】
管状、円形、正方形および長方形から選択される形状を有する請求項1記載のモリブデンスパッタリングターゲット。
【請求項13】
管状、円形、正方形および長方形から選択される形状を有する請求項9記載のミクロ合金化されたモリブデンスパッタリングターゲット。
【請求項14】
A)モリブデン粉末を型に入れ、粉末を32〜40ksiの圧力で圧縮し、圧縮した加工品を1785〜2175℃の温度で焼結し、ビレットを形成し、
B)ビレットの芯を除去し、内径IDlおよび外径ODlを有する管状ビレットを形成し、
C)管状ビレットを処理して内径IDlおよび外径ODfを有し、ODlとODfの比が少なくとも3:1である処理したビレットを形成し、および
D)管状ビレットを815〜1375℃の温度で熱処理する
ことにより形成される管形スパッタリングターゲット
【請求項15】
A)での圧縮を等静水圧で行う請求項14記載のスパッタリングターゲット。
【請求項16】
A)での粉末を水素中で焼結する請求項14記載のスパッタリングターゲット。
【請求項17】
IDがIDlより大きい請求項14記載のスパッタリングターゲット。
【請求項18】
C)での処理が925〜1260℃の温度で管状ビレットを押出すことからなる請求項14記載のスパッタリングターゲット
【請求項19】
C)での処理が管状ビレットを回転鍛造することからなる請求項14記載のスパッタリングターゲット。
【請求項20】
D)での熱処理後にスパッタリングターゲットが完全に再結晶され、歪みがない請求項14記載のスパッタリングターゲット。
【請求項21】
組織が均一であり、長手方向に平行に110および半径方向に対して111である請求項14記載のスパッタリングターゲット。
【請求項22】
D)での熱処理を1250〜1375℃で行う請求項14記載のスパッタリングターゲット。
【請求項23】
D)での熱処理を815〜960℃で行う請求項14記載のスパッタリングターゲット。
【請求項24】
均一な組織を有するモリブデンを有する管状スパッタリングターゲットであり、前記組織が長手方向に平行な110配向および半径方向に対して111配向である管状スパッタリングターゲット。
【請求項25】
A)モリブデン粉末を型に入れ、粉末を32〜40ksiの圧力で圧縮し、圧縮した加工品を1785〜2175℃の温度で焼結し、ビレットを形成し、
B)ビレットの芯を除去し、内径IDlおよび外径ODlを有する管状ビレットを形成し、
C)管状ビレットを処理して内径IDlおよび外径ODfを有し、ODlとODfの比が少なくとも3:1である処理したビレットを形成し、および
D)管状ビレットを815〜1375℃の温度で熱処理する
ことを特徴とする、管状スパッタリングターゲットを製造する方法。
【請求項26】
A)での圧縮を等静水圧で行う請求項25記載の方法。
【請求項27】
A)での粉末を水素中で焼結する請求項25記載の方法。
【請求項28】
C)での処理が925〜1260℃の温度で管状ビレットを押し出すことからなる請求項25記載の方法。
【請求項29】
C)での処理が管状ビレットを回転鍛造することからなる請求項25記載の方法。
【請求項30】
D)での熱処理後にスパッタリングターゲットが完全に再結晶され、歪みがない請求項25記載の方法。
【請求項31】
スパッタリングターゲット組織が均一であり、長手方向に平行な110および半径方向に対して111である請求項25記載の方法。
【請求項32】
D)での熱処理を1250〜1375℃で行う請求項25記載の方法。
【請求項33】
D)での熱処理を815〜960℃で行う請求項25記載の方法。
【請求項34】
請求項25記載の方法により製造されるスパッタリングターゲット。
【請求項35】
請求項1記載のスパッタリングターゲットをスパッタリング条件に置き、これによりターゲットをスパッタリングすることを特徴とするスパッタリング法。
【請求項36】
マグネトロンスパッタリング、パルスレーザースパッタリング、イオンビームスパッタリング、三極管スパッタリングおよびこれらの組合せからなる群から選択されるスパッタリング法を使用してスパッタリングを行う請求項35記載の方法。
【請求項37】
請求項34記載のスパッタリングターゲットをスパッタリング条件に置き、これによりターゲットをスパッタリングすることを特徴とするスパッタリング法。
【請求項38】
マグネトロンスパッタリング、パルスレーザースパッタリング、イオンビームスパッタリング、三極管スパッタリングおよびこれらの組合せからなる群から選択されるスパッタリング法を使用してスパッタリングを行う請求項37記載の方法。
【請求項39】
(a)請求項1記載のスパッタリングターゲットをスパッタリングし、
(b)ターゲットからMo原子を除去し、および
(c)基板にモリブデン含有薄膜を形成する
工程からなる薄膜を製造する方法。
【請求項40】
更に(b)の後にMoに反応ガスを供給する工程を有する請求項39記載の方法。
【請求項41】
反応ガスが酸素、窒素および/または珪素含有ガスである請求項39記載の方法。
【請求項42】
薄膜が0.5nm〜10μmの範囲の厚さを有する請求項39記載の方法。
【請求項43】
スパッタリング法が、マグネトロンスパッタリング、パルスレーザースパッタリング、イオンビームスパッタリング、三極管スパッタリングおよびこれらの組合せからなる群から選択される請求項39記載の方法。
【請求項44】
請求項39記載の方法により製造される薄膜。
【請求項45】
薄膜がMoOx(酸化)、MoNx(窒化物形成)またはMoSix(珪化物形成)およびこれらの組合せからなる組成を有し、酸素、窒素または珪素原子を用いた反応スパッタリングまたはイオン注入により製造される請求項41記載の方法により製造される薄膜。
【請求項46】
請求項44記載の薄膜を有する平面パネルディスプレー装置。
【請求項47】
装置が薄膜トランジスター、液晶ディスプレー、プラズマディスプレーパネル、有機発光ダイオード、無機発光ダイオードディスプレー、電界発光ディスプレーからなる群から選択される請求項46記載の平面パネルディスプレー装置。
【請求項48】
平均粒度125μm以下を有する請求項14記載のスパッタリングターゲット。
【請求項49】
I)モリブデン粉末を型に入れ、粉末を200MPa〜250MPaの圧力で圧縮し、圧縮した加工品を1780〜2175℃の温度で焼結し、直径D0を有するビレットを形成し、
II)ビレットを押出して直径D2を有し、D0とD2の比が3:1〜5:1である押出ビレットを形成し、
III)押出ビレットを900〜1300℃の温度で第1熱処理し、
IV)押出ビレットを870〜1200℃の温度でアップセット鍛造して、直径Dfを有し、DfとD2の比が1.5:1〜3:1である鍛造ビレットを形成し、および
V)鍛造ビレットを1200〜1400℃の温度で第2熱処理する
ことにより形成される円板形スパッタリングターゲット。
【請求項50】
I)での圧縮を等静水圧で行う請求項49記載のスパッタリングターゲット。
【請求項51】
水素中の二モリブデン酸アンモニウムの還元によりモリブデン粉末が得られる請求項49記載のスパッタリングターゲット。
【請求項52】
二モリブデン酸アンモニウムが少なくとも99.9質量%純粋である請求項51記載のスパッタリングターゲット。
【請求項53】
V)での第2熱処理の後にスパッタリングターゲットが完全に再結晶され、歪みがない請求項49記載のスパッタリングターゲット。
【請求項54】
V)の後に熱処理した鍛造ビレットから円板形部分を切断し、円板形スパッタリングターゲットを生じる請求項49記載のスパッタリングターゲット。
【請求項55】
I)モリブデン粉末を型に入れ、粉末を200MPa〜250MPaの圧力で圧縮し、圧縮した加工品を1780〜2175℃の温度で焼結し、直径D0を有するビレットを形成し、
II)ビレットを押出して直径D2を有し、D0とD2の比が3:1〜5:1である押出ビレットを形成し、
III)押出ビレットを900〜1300℃の温度で第1熱処理し、
IV)押出ビレットを870〜1200℃の温度でアップセット鍛造して、直径Dfを有し、DfとD2の比が1.5:1〜3:1である鍛造ビレットを形成し、および
V)鍛造ビレットを1200〜1400℃の温度で第2熱処理する
ことを特徴とするスパッタリングターゲットを製造する方法。
【請求項56】
I)での圧縮を等静水圧で行う請求項55記載の方法。
【請求項57】
I)での粉末を水素中で焼結する請求項55記載の方法。
【請求項58】
水素中の二モリブデン酸アンモニウムの還元によりモリブデン粉末が得られる請求項55記載の方法。
【請求項59】
二モリブデン酸アンモニウムが少なくとも99質量%純粋である請求項58記載の方法。
【請求項60】
V)での熱処理の後にスパッタリングターゲットが完全に再結晶され、歪みがない請求項55記載の方法。
【請求項61】
更にVI)熱処理した鍛造ビレットから円板形部分を切断し、円板形スパッタリングターゲットを生じる工程を有する請求項55記載の方法。
【請求項62】
請求項55記載の方法により製造されるスパッタリングターゲット。
【請求項63】
請求項48記載のスパッタリングターゲットをスパッタリング条件に置き、これによりターゲットをスパッタリングすることからなるスパッタリング法。
【請求項64】
スパッタリングを、マグネトロンスパッタリング、パルスレーザースパッタリング、イオンビームスパッタリング、三極管スパッタリングおよびこれらの組合せからなる群から選択されるスパッタリング法を使用して行う請求項63記載の方法。
【請求項65】
請求項62記載のスパッタリングターゲットをスパッタリング条件に置き、これによりターゲットをスパッタリングすることからなるスパッタリング法。
【請求項66】
マグネトロンスパッタリング、パルスレーザースパッタリング、イオンビームスパッタリング、三極管スパッタリングおよびこれらの組合せからなる群から選択されるスパッタリング法を使用してスパッタリングを行う請求項65記載の方法。
【請求項67】
(a)請求項49記載のスパッタリングターゲットをスパッタリングし、
(b)ターゲットからMo原子を除去し、および
(c)基板にモリブデン含有薄膜を形成する
ことからなる工程からなる薄膜を製造する方法。
【請求項68】
更に(b)の後に反応ガスをMoに供給する工程を有する請求項67記載の方法。
【請求項69】
反応ガスが酸素、窒素および/または珪素含有ガスである請求項68記載の方法。
【請求項70】
薄膜が0.5nm〜10μmの範囲の厚さを有する請求項67記載の方法。
【請求項71】
スパッタリング法が、マグネトロンスパッタリング、パルスレーザースパッタリング、イオンビームスパッタリング、三極管スパッタリングおよびこれらの組合せからなる群から選択される請求項67記載の方法。
【請求項72】
請求項67記載の方法により製造される薄膜。
【請求項73】
薄膜がMoOx、MoNxまたはMoSixの1種以上を有し、その際薄膜が酸素、窒素または珪素原子を用いた反応スパッタリングまたはイオン注入により製造される請求項69記載の方法により製造される薄膜。
【請求項74】
65μm以下の平均粒度を有する請求項49記載のスパッタリングターゲット。
【請求項75】
非セグメント構造を有し、少なくとも300kgの質量を有し、モリブデン少なくとも99質量%を有する大きいモリブデンプレート。
【請求項76】
プレートが100μm以下の微細な、均一な粒度を有する請求項75記載のプレート。
【請求項77】
プレートが、実質的に結合を含まず、任意の貫通する厚さの勾配を含まない組織を有する請求項75記載のプレート。
【請求項78】
長方形の断面の形を有し、0.8〜4.0mの長さ、0.7〜2.5mの幅および0.008〜0.064mの高さを有する請求項75記載のプレート。
【請求項79】
正方形の断面の形を有し、0.8〜3.0mの長さ、0.008〜0.064の実質的に等しい幅および高さを有する請求項75記載のプレート。
【請求項80】
円筒形の断面を形成するために切断され、0.7〜3mの直径および0.008〜0.064mの高さを有する請求項75記載のプレート。
【請求項81】
i)モリブデン粉末をシートバー成形体に注入し、
a.粉末を100〜250MPa(15〜36ksi)の圧力で冷間静水圧プレス(CIP)により団結し、シートバーを形成し、
b.シートバーを少なくとも1600℃の温度で焼結し、理論密度の少なくとも90%の密度を有するインゴットを形成し、
ii)インゴットを1100〜1450℃の温度で予熱し、
a.インゴットを1050〜1400℃の温度で熱圧延してインゴットの厚さの減少および長さの増加を生じ、
iii)圧延したインゴットを850〜950℃の温度で熱処理する
ことからなる請求項75記載のプレートを製造する方法。
【請求項82】
粉末が99.9%より高いモリブデン純度を有する請求項81記載の方法。
【請求項83】
粉末を水素中の二モリブデン酸アンモニウムの還元から製造する請求項81記載の方法。
【請求項84】
v)での厚さの減少がシートバーの高さの0.060〜0.140%の高さを有するインゴットを生じる請求項81記載の方法。
【請求項85】
熱圧延工程が連続する圧延還元によりインゴットの厚さを減少する請求項81記載の方法。
【請求項86】
更に超音波技術によりインゴットの完全性を検査する工程を有する請求項81記載の方法。
【請求項87】
更にインゴットを正確に均一にして最終寸法に加工/粉砕するために最適な平坦度を達成する請求項81記載の方法。
【請求項88】
請求項75記載の製造されたモリブデンプレートの部分を有するスパッタリングターゲット。
【請求項89】
請求項88記載のスパッタリングターゲットをスパッタリング条件に置き、これによりターゲットをスパッタリングすることからなるスパッタリング法。
【請求項90】
マグネトロンスパッタリング、パルスレーザースパッタリング、イオンビームスパッタリング、三極管スパッタリングおよびこれらの組合せからなる群から選択されるスパッタリング法を使用してスパッタリングを行う請求項89記載の方法。
【請求項91】
(a)請求項85記載のスパッタリングターゲットをスパッタリングし、
(b)ターゲットからMo原子を除去し、および
(c)基板にモリブデンを有する薄膜を形成する
工程を有する薄膜を製造する方法。
【請求項92】
更に(b)の後に反応ガスをMoに供給する工程を有する請求項91記載の方法。
【請求項93】
反応ガスが酸素、窒素および/または珪素含有ガスである請求項92記載の方法。
【請求項94】
薄膜が0.5nm〜10μmの範囲の厚さを有する請求項91記載の方法。
【請求項95】
スパッタリング法が、マグネトロンスパッタリング、パルスレーザースパッタリング、イオンビームスパッタリング、三極管スパッタリングおよびこれらの組合せからなる群から選択される請求項91記載の方法。
【請求項96】
請求項91記載の方法により製造される薄膜。
【請求項97】
薄膜がMoOx、MoNxまたはMoSixの1種以上を有し、その際薄膜が酸素、窒素または珪素原子を用いた反応スパッタリングまたはイオン注入により製造される請求項93記載の方法により製造される薄膜。
【請求項98】
請求項96記載の薄膜を有する装置。
【請求項99】
装置が薄膜トランジスター、液晶ディスプレー、プラズマディスプレーパネル、有機発光ダイオード、無機発光ダイオードディスプレー、電界発光ディスプレー、太陽電池、ガスセンサー、および半導体装置からなる群から選択される請求項98記載の装置。
【請求項100】
請求項97記載の薄膜を有する装置。
【請求項101】
装置が薄膜トランジスター、液晶ディスプレー、プラズマディスプレーパネル、有機発光ダイオード、無機発光ダイオードディスプレー、電界発光ディスプレー、太陽電池、ガスセンサー、および半導体装置からなる群から選択される請求項100記載の装置。
【請求項102】
セグメント形成スパッタリングターゲットを使用する請求項96記載の薄膜。
【請求項103】
スパッタリングターゲットの大きさが6m×5.5mまでである請求項89記載の方法。
【請求項104】
薄膜の厚さが100Å〜5000Åの範囲である請求項4記載の薄膜。
【請求項105】
薄膜が窒素含量に依存して4.5〜6eVの仕事関数を有する請求項44記載の薄膜。
【請求項106】
薄膜が、ポリノルボルネン、ポリイミド、ポリアクリレート、ポリカーボネート、ポリエチレンナフタネートおよびポリエチレンテレフタレートからなる群から選択される1種以上のプラスチックを有するプラスチック基板に堆積されている請求項98記載の装置。
【請求項107】
薄膜がサファイアおよび/または石英からなるセラミック基板の少なくとも一部の上に堆積されている請求項98記載の装置。
【請求項108】
請求項44記載の薄膜を有する電子部品。
【請求項109】
電子部品が薄膜トランジスター(TFT)、液晶ディスプレー(TFT−LCD)、プラズマディスプレーパネル(PDP)、有機発光ダイオード(OLED)、無機発光ダイオードディスプレー(LED)、電界発光ディスプレー(FED)、半導体装置、太陽電池、センサー、平面パネルディスプレーの画像の対照を高めるブラックマトリックス装置および調節可能な仕事関数を有するCMOS(相補的金属酸化物半導体)用ゲート装置からなる群から選択される請求項108記載の電子部品。
【請求項110】
I)での粉末を水素中で焼結する請求項49記載のスパッタリングターゲット。
【請求項1】
微細な均一な粒度および実質的に組織の結合およびターゲットの中心から端部への貫通する厚さの勾配を含まない均一な組織を有する、高い純度を有しおよび場合により改良された性能のためにミクロ合金化されているモリブデンスパッタリングターゲット。
【請求項2】
少なくとも99.95%の純度を有する請求項1記載のモリブデンスパッタリングターゲット。
【請求項3】
少なくとも99.99%の純度を有する請求項1記載のモリブデンスパッタリングターゲット。
【請求項4】
少なくとも99.999%の純度を有する請求項1記載のモリブデンスパッタリングターゲット。
【請求項5】
微細な均一な平均粒度が125μm以下である請求項1記載のモリブデンスパッタリングターゲット。
【請求項6】
微細な均一な平均粒度が100μm以下である請求項1記載のモリブデンスパッタリングターゲット。
【請求項7】
微細な均一な平均粒度が90μm以下である請求項1記載のモリブデンスパッタリングターゲット。
【請求項8】
微細な均一な平均粒度が50μm以下である請求項1記載のモリブデンスパッタリングターゲット。
【請求項9】
添加元素10ppm〜1000ppmの添加によりミクロ合金化された請求項1記載のモリブデンスパッタリングターゲット。
【請求項10】
添加元素が体心立方(BCC)構造を有する元素から選択される1種以上の金属材料を含む請求項9記載のミクロ合金化されたモリブデンスパッタリングターゲット。
【請求項11】
添加元素がTa、Nb、Cr、W、Vおよびこれらの組合せからなる群から選択される1種以上の金属材料を含む請求項9記載のミクロ合金化されたモリブデンスパッタリングターゲット。
【請求項12】
管状、円形、正方形および長方形から選択される形状を有する請求項1記載のモリブデンスパッタリングターゲット。
【請求項13】
管状、円形、正方形および長方形から選択される形状を有する請求項9記載のミクロ合金化されたモリブデンスパッタリングターゲット。
【請求項14】
A)モリブデン粉末を型に入れ、粉末を32〜40ksiの圧力で圧縮し、圧縮した加工品を1785〜2175℃の温度で焼結し、ビレットを形成し、
B)ビレットの芯を除去し、内径IDlおよび外径ODlを有する管状ビレットを形成し、
C)管状ビレットを処理して内径IDlおよび外径ODfを有し、ODlとODfの比が少なくとも3:1である処理したビレットを形成し、および
D)管状ビレットを815〜1375℃の温度で熱処理する
ことにより形成される管形スパッタリングターゲット
【請求項15】
A)での圧縮を等静水圧で行う請求項14記載のスパッタリングターゲット。
【請求項16】
A)での粉末を水素中で焼結する請求項14記載のスパッタリングターゲット。
【請求項17】
IDがIDlより大きい請求項14記載のスパッタリングターゲット。
【請求項18】
C)での処理が925〜1260℃の温度で管状ビレットを押出すことからなる請求項14記載のスパッタリングターゲット
【請求項19】
C)での処理が管状ビレットを回転鍛造することからなる請求項14記載のスパッタリングターゲット。
【請求項20】
D)での熱処理後にスパッタリングターゲットが完全に再結晶され、歪みがない請求項14記載のスパッタリングターゲット。
【請求項21】
組織が均一であり、長手方向に平行に110および半径方向に対して111である請求項14記載のスパッタリングターゲット。
【請求項22】
D)での熱処理を1250〜1375℃で行う請求項14記載のスパッタリングターゲット。
【請求項23】
D)での熱処理を815〜960℃で行う請求項14記載のスパッタリングターゲット。
【請求項24】
均一な組織を有するモリブデンを有する管状スパッタリングターゲットであり、前記組織が長手方向に平行な110配向および半径方向に対して111配向である管状スパッタリングターゲット。
【請求項25】
A)モリブデン粉末を型に入れ、粉末を32〜40ksiの圧力で圧縮し、圧縮した加工品を1785〜2175℃の温度で焼結し、ビレットを形成し、
B)ビレットの芯を除去し、内径IDlおよび外径ODlを有する管状ビレットを形成し、
C)管状ビレットを処理して内径IDlおよび外径ODfを有し、ODlとODfの比が少なくとも3:1である処理したビレットを形成し、および
D)管状ビレットを815〜1375℃の温度で熱処理する
ことを特徴とする、管状スパッタリングターゲットを製造する方法。
【請求項26】
A)での圧縮を等静水圧で行う請求項25記載の方法。
【請求項27】
A)での粉末を水素中で焼結する請求項25記載の方法。
【請求項28】
C)での処理が925〜1260℃の温度で管状ビレットを押し出すことからなる請求項25記載の方法。
【請求項29】
C)での処理が管状ビレットを回転鍛造することからなる請求項25記載の方法。
【請求項30】
D)での熱処理後にスパッタリングターゲットが完全に再結晶され、歪みがない請求項25記載の方法。
【請求項31】
スパッタリングターゲット組織が均一であり、長手方向に平行な110および半径方向に対して111である請求項25記載の方法。
【請求項32】
D)での熱処理を1250〜1375℃で行う請求項25記載の方法。
【請求項33】
D)での熱処理を815〜960℃で行う請求項25記載の方法。
【請求項34】
請求項25記載の方法により製造されるスパッタリングターゲット。
【請求項35】
請求項1記載のスパッタリングターゲットをスパッタリング条件に置き、これによりターゲットをスパッタリングすることを特徴とするスパッタリング法。
【請求項36】
マグネトロンスパッタリング、パルスレーザースパッタリング、イオンビームスパッタリング、三極管スパッタリングおよびこれらの組合せからなる群から選択されるスパッタリング法を使用してスパッタリングを行う請求項35記載の方法。
【請求項37】
請求項34記載のスパッタリングターゲットをスパッタリング条件に置き、これによりターゲットをスパッタリングすることを特徴とするスパッタリング法。
【請求項38】
マグネトロンスパッタリング、パルスレーザースパッタリング、イオンビームスパッタリング、三極管スパッタリングおよびこれらの組合せからなる群から選択されるスパッタリング法を使用してスパッタリングを行う請求項37記載の方法。
【請求項39】
(a)請求項1記載のスパッタリングターゲットをスパッタリングし、
(b)ターゲットからMo原子を除去し、および
(c)基板にモリブデン含有薄膜を形成する
工程からなる薄膜を製造する方法。
【請求項40】
更に(b)の後にMoに反応ガスを供給する工程を有する請求項39記載の方法。
【請求項41】
反応ガスが酸素、窒素および/または珪素含有ガスである請求項39記載の方法。
【請求項42】
薄膜が0.5nm〜10μmの範囲の厚さを有する請求項39記載の方法。
【請求項43】
スパッタリング法が、マグネトロンスパッタリング、パルスレーザースパッタリング、イオンビームスパッタリング、三極管スパッタリングおよびこれらの組合せからなる群から選択される請求項39記載の方法。
【請求項44】
請求項39記載の方法により製造される薄膜。
【請求項45】
薄膜がMoOx(酸化)、MoNx(窒化物形成)またはMoSix(珪化物形成)およびこれらの組合せからなる組成を有し、酸素、窒素または珪素原子を用いた反応スパッタリングまたはイオン注入により製造される請求項41記載の方法により製造される薄膜。
【請求項46】
請求項44記載の薄膜を有する平面パネルディスプレー装置。
【請求項47】
装置が薄膜トランジスター、液晶ディスプレー、プラズマディスプレーパネル、有機発光ダイオード、無機発光ダイオードディスプレー、電界発光ディスプレーからなる群から選択される請求項46記載の平面パネルディスプレー装置。
【請求項48】
平均粒度125μm以下を有する請求項14記載のスパッタリングターゲット。
【請求項49】
I)モリブデン粉末を型に入れ、粉末を200MPa〜250MPaの圧力で圧縮し、圧縮した加工品を1780〜2175℃の温度で焼結し、直径D0を有するビレットを形成し、
II)ビレットを押出して直径D2を有し、D0とD2の比が3:1〜5:1である押出ビレットを形成し、
III)押出ビレットを900〜1300℃の温度で第1熱処理し、
IV)押出ビレットを870〜1200℃の温度でアップセット鍛造して、直径Dfを有し、DfとD2の比が1.5:1〜3:1である鍛造ビレットを形成し、および
V)鍛造ビレットを1200〜1400℃の温度で第2熱処理する
ことにより形成される円板形スパッタリングターゲット。
【請求項50】
I)での圧縮を等静水圧で行う請求項49記載のスパッタリングターゲット。
【請求項51】
水素中の二モリブデン酸アンモニウムの還元によりモリブデン粉末が得られる請求項49記載のスパッタリングターゲット。
【請求項52】
二モリブデン酸アンモニウムが少なくとも99.9質量%純粋である請求項51記載のスパッタリングターゲット。
【請求項53】
V)での第2熱処理の後にスパッタリングターゲットが完全に再結晶され、歪みがない請求項49記載のスパッタリングターゲット。
【請求項54】
V)の後に熱処理した鍛造ビレットから円板形部分を切断し、円板形スパッタリングターゲットを生じる請求項49記載のスパッタリングターゲット。
【請求項55】
I)モリブデン粉末を型に入れ、粉末を200MPa〜250MPaの圧力で圧縮し、圧縮した加工品を1780〜2175℃の温度で焼結し、直径D0を有するビレットを形成し、
II)ビレットを押出して直径D2を有し、D0とD2の比が3:1〜5:1である押出ビレットを形成し、
III)押出ビレットを900〜1300℃の温度で第1熱処理し、
IV)押出ビレットを870〜1200℃の温度でアップセット鍛造して、直径Dfを有し、DfとD2の比が1.5:1〜3:1である鍛造ビレットを形成し、および
V)鍛造ビレットを1200〜1400℃の温度で第2熱処理する
ことを特徴とするスパッタリングターゲットを製造する方法。
【請求項56】
I)での圧縮を等静水圧で行う請求項55記載の方法。
【請求項57】
I)での粉末を水素中で焼結する請求項55記載の方法。
【請求項58】
水素中の二モリブデン酸アンモニウムの還元によりモリブデン粉末が得られる請求項55記載の方法。
【請求項59】
二モリブデン酸アンモニウムが少なくとも99質量%純粋である請求項58記載の方法。
【請求項60】
V)での熱処理の後にスパッタリングターゲットが完全に再結晶され、歪みがない請求項55記載の方法。
【請求項61】
更にVI)熱処理した鍛造ビレットから円板形部分を切断し、円板形スパッタリングターゲットを生じる工程を有する請求項55記載の方法。
【請求項62】
請求項55記載の方法により製造されるスパッタリングターゲット。
【請求項63】
請求項48記載のスパッタリングターゲットをスパッタリング条件に置き、これによりターゲットをスパッタリングすることからなるスパッタリング法。
【請求項64】
スパッタリングを、マグネトロンスパッタリング、パルスレーザースパッタリング、イオンビームスパッタリング、三極管スパッタリングおよびこれらの組合せからなる群から選択されるスパッタリング法を使用して行う請求項63記載の方法。
【請求項65】
請求項62記載のスパッタリングターゲットをスパッタリング条件に置き、これによりターゲットをスパッタリングすることからなるスパッタリング法。
【請求項66】
マグネトロンスパッタリング、パルスレーザースパッタリング、イオンビームスパッタリング、三極管スパッタリングおよびこれらの組合せからなる群から選択されるスパッタリング法を使用してスパッタリングを行う請求項65記載の方法。
【請求項67】
(a)請求項49記載のスパッタリングターゲットをスパッタリングし、
(b)ターゲットからMo原子を除去し、および
(c)基板にモリブデン含有薄膜を形成する
ことからなる工程からなる薄膜を製造する方法。
【請求項68】
更に(b)の後に反応ガスをMoに供給する工程を有する請求項67記載の方法。
【請求項69】
反応ガスが酸素、窒素および/または珪素含有ガスである請求項68記載の方法。
【請求項70】
薄膜が0.5nm〜10μmの範囲の厚さを有する請求項67記載の方法。
【請求項71】
スパッタリング法が、マグネトロンスパッタリング、パルスレーザースパッタリング、イオンビームスパッタリング、三極管スパッタリングおよびこれらの組合せからなる群から選択される請求項67記載の方法。
【請求項72】
請求項67記載の方法により製造される薄膜。
【請求項73】
薄膜がMoOx、MoNxまたはMoSixの1種以上を有し、その際薄膜が酸素、窒素または珪素原子を用いた反応スパッタリングまたはイオン注入により製造される請求項69記載の方法により製造される薄膜。
【請求項74】
65μm以下の平均粒度を有する請求項49記載のスパッタリングターゲット。
【請求項75】
非セグメント構造を有し、少なくとも300kgの質量を有し、モリブデン少なくとも99質量%を有する大きいモリブデンプレート。
【請求項76】
プレートが100μm以下の微細な、均一な粒度を有する請求項75記載のプレート。
【請求項77】
プレートが、実質的に結合を含まず、任意の貫通する厚さの勾配を含まない組織を有する請求項75記載のプレート。
【請求項78】
長方形の断面の形を有し、0.8〜4.0mの長さ、0.7〜2.5mの幅および0.008〜0.064mの高さを有する請求項75記載のプレート。
【請求項79】
正方形の断面の形を有し、0.8〜3.0mの長さ、0.008〜0.064の実質的に等しい幅および高さを有する請求項75記載のプレート。
【請求項80】
円筒形の断面を形成するために切断され、0.7〜3mの直径および0.008〜0.064mの高さを有する請求項75記載のプレート。
【請求項81】
i)モリブデン粉末をシートバー成形体に注入し、
a.粉末を100〜250MPa(15〜36ksi)の圧力で冷間静水圧プレス(CIP)により団結し、シートバーを形成し、
b.シートバーを少なくとも1600℃の温度で焼結し、理論密度の少なくとも90%の密度を有するインゴットを形成し、
ii)インゴットを1100〜1450℃の温度で予熱し、
a.インゴットを1050〜1400℃の温度で熱圧延してインゴットの厚さの減少および長さの増加を生じ、
iii)圧延したインゴットを850〜950℃の温度で熱処理する
ことからなる請求項75記載のプレートを製造する方法。
【請求項82】
粉末が99.9%より高いモリブデン純度を有する請求項81記載の方法。
【請求項83】
粉末を水素中の二モリブデン酸アンモニウムの還元から製造する請求項81記載の方法。
【請求項84】
v)での厚さの減少がシートバーの高さの0.060〜0.140%の高さを有するインゴットを生じる請求項81記載の方法。
【請求項85】
熱圧延工程が連続する圧延還元によりインゴットの厚さを減少する請求項81記載の方法。
【請求項86】
更に超音波技術によりインゴットの完全性を検査する工程を有する請求項81記載の方法。
【請求項87】
更にインゴットを正確に均一にして最終寸法に加工/粉砕するために最適な平坦度を達成する請求項81記載の方法。
【請求項88】
請求項75記載の製造されたモリブデンプレートの部分を有するスパッタリングターゲット。
【請求項89】
請求項88記載のスパッタリングターゲットをスパッタリング条件に置き、これによりターゲットをスパッタリングすることからなるスパッタリング法。
【請求項90】
マグネトロンスパッタリング、パルスレーザースパッタリング、イオンビームスパッタリング、三極管スパッタリングおよびこれらの組合せからなる群から選択されるスパッタリング法を使用してスパッタリングを行う請求項89記載の方法。
【請求項91】
(a)請求項85記載のスパッタリングターゲットをスパッタリングし、
(b)ターゲットからMo原子を除去し、および
(c)基板にモリブデンを有する薄膜を形成する
工程を有する薄膜を製造する方法。
【請求項92】
更に(b)の後に反応ガスをMoに供給する工程を有する請求項91記載の方法。
【請求項93】
反応ガスが酸素、窒素および/または珪素含有ガスである請求項92記載の方法。
【請求項94】
薄膜が0.5nm〜10μmの範囲の厚さを有する請求項91記載の方法。
【請求項95】
スパッタリング法が、マグネトロンスパッタリング、パルスレーザースパッタリング、イオンビームスパッタリング、三極管スパッタリングおよびこれらの組合せからなる群から選択される請求項91記載の方法。
【請求項96】
請求項91記載の方法により製造される薄膜。
【請求項97】
薄膜がMoOx、MoNxまたはMoSixの1種以上を有し、その際薄膜が酸素、窒素または珪素原子を用いた反応スパッタリングまたはイオン注入により製造される請求項93記載の方法により製造される薄膜。
【請求項98】
請求項96記載の薄膜を有する装置。
【請求項99】
装置が薄膜トランジスター、液晶ディスプレー、プラズマディスプレーパネル、有機発光ダイオード、無機発光ダイオードディスプレー、電界発光ディスプレー、太陽電池、ガスセンサー、および半導体装置からなる群から選択される請求項98記載の装置。
【請求項100】
請求項97記載の薄膜を有する装置。
【請求項101】
装置が薄膜トランジスター、液晶ディスプレー、プラズマディスプレーパネル、有機発光ダイオード、無機発光ダイオードディスプレー、電界発光ディスプレー、太陽電池、ガスセンサー、および半導体装置からなる群から選択される請求項100記載の装置。
【請求項102】
セグメント形成スパッタリングターゲットを使用する請求項96記載の薄膜。
【請求項103】
スパッタリングターゲットの大きさが6m×5.5mまでである請求項89記載の方法。
【請求項104】
薄膜の厚さが100Å〜5000Åの範囲である請求項4記載の薄膜。
【請求項105】
薄膜が窒素含量に依存して4.5〜6eVの仕事関数を有する請求項44記載の薄膜。
【請求項106】
薄膜が、ポリノルボルネン、ポリイミド、ポリアクリレート、ポリカーボネート、ポリエチレンナフタネートおよびポリエチレンテレフタレートからなる群から選択される1種以上のプラスチックを有するプラスチック基板に堆積されている請求項98記載の装置。
【請求項107】
薄膜がサファイアおよび/または石英からなるセラミック基板の少なくとも一部の上に堆積されている請求項98記載の装置。
【請求項108】
請求項44記載の薄膜を有する電子部品。
【請求項109】
電子部品が薄膜トランジスター(TFT)、液晶ディスプレー(TFT−LCD)、プラズマディスプレーパネル(PDP)、有機発光ダイオード(OLED)、無機発光ダイオードディスプレー(LED)、電界発光ディスプレー(FED)、半導体装置、太陽電池、センサー、平面パネルディスプレーの画像の対照を高めるブラックマトリックス装置および調節可能な仕事関数を有するCMOS(相補的金属酸化物半導体)用ゲート装置からなる群から選択される請求項108記載の電子部品。
【請求項110】
I)での粉末を水素中で焼結する請求項49記載のスパッタリングターゲット。
【図1】

【図2】
【図3A】

【図3B】

【図3C】

【図4】
【図5】
【図6】
【図7】
【図8A】
【図8B】
【図9A】

【図9B】
【図10A】
【図10B】
【図2】
【図3A】
【図3B】
【図3C】
【図4】
【図5】
【図6】
【図7】
【図8A】
【図8B】
【図9A】
【図9B】
【図10A】
【図10B】
【公表番号】特表2008−511757(P2008−511757A)
【公表日】平成20年4月17日(2008.4.17)
【国際特許分類】
【出願番号】特願2007−530275(P2007−530275)
【出願日】平成17年8月29日(2005.8.29)
【国際出願番号】PCT/US2005/030852
【国際公開番号】WO2006/026621
【国際公開日】平成18年3月9日(2006.3.9)
【出願人】(503153986)ハー ツェー シュタルク インコーポレイテッド (27)
【氏名又は名称原語表記】H.C. Starck, Inc.
【住所又は居所原語表記】45 Industrial Place, Newton, MA 02461, USA
【Fターム(参考)】
【公表日】平成20年4月17日(2008.4.17)
【国際特許分類】
【出願日】平成17年8月29日(2005.8.29)
【国際出願番号】PCT/US2005/030852
【国際公開番号】WO2006/026621
【国際公開日】平成18年3月9日(2006.3.9)
【出願人】(503153986)ハー ツェー シュタルク インコーポレイテッド (27)
【氏名又は名称原語表記】H.C. Starck, Inc.
【住所又は居所原語表記】45 Industrial Place, Newton, MA 02461, USA
【Fターム(参考)】
[ Back to top ]