
モータの集中配電部材

【課題】集中配電部材自体を組み付ける作業、並びに給電端子に電源側端子を接続する作業の簡略化を図る。
【解決手段】給電端子30と、巻き線との接続端子20とを一方の側縁に備えた環形をなす複数のバスバー10が、合成樹脂製のホルダ40内に互いに絶縁された形態で同心に配されて収容され、各バスバー10の給電端子30に電源側から引き出された電源側端子が個別に重ねられてボルト締めにより接続されるものにおいて、接続端子20はバスバー10の径方向の内外いずれか一方を向いて揃って突出形成されているとともに、給電端子30(31)はバスバー10の軸方向に沿って立ち上がり形成されており、かつ、給電端子30と電源側端子とを重ねて当接可能でボルトと螺合されるナット80が装着された端子台60が、ホルダ40の所定位置50に仮組み可能に設けられている。
【解決手段】給電端子30と、巻き線との接続端子20とを一方の側縁に備えた環形をなす複数のバスバー10が、合成樹脂製のホルダ40内に互いに絶縁された形態で同心に配されて収容され、各バスバー10の給電端子30に電源側から引き出された電源側端子が個別に重ねられてボルト締めにより接続されるものにおいて、接続端子20はバスバー10の径方向の内外いずれか一方を向いて揃って突出形成されているとともに、給電端子30(31)はバスバー10の軸方向に沿って立ち上がり形成されており、かつ、給電端子30と電源側端子とを重ねて当接可能でボルトと螺合されるナット80が装着された端子台60が、ホルダ40の所定位置50に仮組み可能に設けられている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、モータの集中配電部材に関する。
【背景技術】
【0002】
モータのステータの巻き線に電力を供給するための集中配電部材の一例として、下記特許文献1に記載されたものが知られている。このものは、電源と接続される1個の給電端子と、巻き線と接続される複数個の接続端子とを一方の側縁に備えた環形をなすバスバーが、径寸法を大小異にして複数設けられるとともに、同数の収容溝を同心に設けてなる環形の樹脂製ホルダが設けられ、各バスバーがホルダにおける対応する収容溝に挿入されることで、各バスバーが互いに絶縁された形態で同心に配されて収容された構造となっている。
【0003】
ここで、バスバーの接続端子が、給電端子と同様に当該バスバーの径方向の外方を向いて突出形成されたタイプのものでは、バスバーをホルダに収容するに当たり、外側の収容溝から順次に挿入すればよいのであるが、特許文献1に記載されたもののように、接続端子が給電端子とは逆に径方向の内方を向いて突出形成されたタイプのものでは、内外いずれの側からも収容溝にバスバーを順次に挿入することはできない。先に入れたバスバーの接続端子または給電端子が、次にバスバーを入れる際の邪魔になるためである。
【0004】
そこで特許文献1のものでは、給電端子と比べて細くて比較的曲げ加工しやすい接続端子については、初めはバスバーの一側縁から当該バスバーの軸方向に沿うように立ち上がり形成しておき、各バスバーを外側から順次に収容溝に挿入したのち、全バスバーの接続端子を径方向の内方に向けて曲げ加工するようにしていた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−134759号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記従来方法では、接続端子が比較的曲げ加工し易いとは言えども、その数が多いために、樹脂ホルダに傷を付けないように気を配りながら全接続端子を正規形状に曲げ形成するには相応に手間が掛かり、すなわち集中配電部材の組み付けに手間が掛かるという問題があった。
【0007】
また、上記とは別の問題として、各バスリングの給電端子に電源側端子を接続する作業の繁雑さが挙げられる。すなわち、給電端子と電源側端子とはボルト締めによって接続するのであるが、具体的には、両端子に設けた挿通孔にボルトを貫通してその突出端にナットを螺合したのち、ナットとボルトのいずれか一方を回り止めした状態で、他方を工具でねじ込むようにしており、結構煩雑な作業が余儀なくされるために、その改良も併せて切望されていた。
本発明は上記のような事情に基づいて完成されたものであって、その目的は、集中配電部材自体を組み付ける作業、並びに給電端子に電源側端子を接続する作業の簡略化を図るところにある。
【課題を解決するための手段】
【0008】
本発明は、モータのステータの巻き線に電力を供給するための集中配電部材であって、給電端子と、前記巻き線との接続端子とを一方の側縁に備えた環形をなす複数のバスバーが、合成樹脂製のホルダ内に互いに絶縁された形態で同心に配されて収容され、前記各バスバーの前記給電端子に電源側から引き出された電源側端子が個別に重ねられてボルト締めにより接続されるものにおいて、前記接続端子は前記バスバーの径方向の内外いずれか一方を向いて揃って突出形成されているとともに、前記給電端子は前記バスバーの軸方向に沿って立ち上がり形成されており、かつ、前記給電端子と前記電源側端子とを重ねて当接可能で前記ボルトと螺合されるナットが装着された端子台が、前記ホルダの所定位置に仮組み可能に設けられているところに特徴を有する。
【0009】
接続端子のみが径方向の内方または外方に向けて突出形成されていて、給電端子は軸方向に沿って立ち上がり形成されているから、各バスバーは、接続端子の向きによって内側若しくは外側から順次にホルダ内に挿入されて、同心に収容される。そののち端子台がホルダの所定位置に仮組みされると、対応するバスバーの給電端子が同端子台に当てられるから、同給電端子に相手の電源側端子を重ねて、両端子にボルトを通して端子台のナットに螺合して締め付けることにより、両端子が接続される。
バスバーをホルダに収容するに当たり、径方向の内方または外方から順次に挿入していくだけで良いから、すなわち集中配電部材の組み付け作業が簡単に行える。また、給電端子を相手の電源側端子に接続するに当たり、端子台に当てられた給電端子に電源側端子を重ねたのち両端子にボルトを貫通してナットにねじ込むだけでよいから、両端子の接続作業も簡単にできる。
【0010】
また、以下のような構成としてもよい。
(1)前記接続端子が前記バスバーの径方向の内方を向いて突出形成されているとともに、L字形をなす補助給電端子が具備され、この補助給電端子の一端が前記給電端子の外面に当接することにより、当該補助給電端子の他端が前記バスバーの径方向の外方を向いて突出し、この補助給電端子の前記他端が前記端子台に設けられた載置面上において前記電源側端子とボルト締め可能となっており、かつ、前記端子台には、前記給電端子と前記補助給電端子の前記一端とが重なってボルト締めされる取付面が設けられている。
【0011】
ホルダ内に各バスバーが径方向の内方から順次に収容され、そののち各バスバーの給電端子に補助給電端子の一端を重ねるとともに、端子台を仮組みすると、端子台の取付面上に、給電端子と補助給電端子の一端側が重なり、その重なった部分をボルト締めすることで、給電端子に対して端子台が固定される。このとき、給電端子から外方に向けて延出された補助給電端子の他端が、端子台の載置面に載置されるから、同補助給電端子の他端に相手の電源側端子を重ねて、両端子をボルト締めすることで、両端子が接続される。
バスバーの一側縁において給電端子が径方向の外方を向き、接続端子が内方を向いてそれぞれ突出形成された形式のものについて、集中配電部材の組み付け作業と、給電端子と電源側子の接続作業の両方を簡単に行うことができる。
【0012】
(2)前記端子台は、前記ホルダの外面に沿うように立ち上がった垂直部と、同垂直部の下部位置から外方に突出した水平部とを有するL字形に形成され、前記垂直部の外面の上部位置には前記取付面が、前記水平部の上面には前記載置面がそれぞれ形成されるとともに、前記垂直部における前記水平部の上面と整合する位置には、前記補助給電端子の前記他端を挿通する挿通溝が形成されており、前記取付面と前記載置面とには、前記各ボルトに螺合されるナットを回り止めして装着する装着凹部が設けられている。
【0013】
ホルダ内には、それぞれ給電端子を立ち上がり形成したバスバーが同心に配されて収容される。一方、端子台には、補助給電端子がその他端を挿通溝に挿通しつつ組み付けられ、同補助給電端子の一端が取付面に当てられたところで、他端は載置面に載せられる。このように補助給電端子を組み付けた端子台がホルダの所定位置に仮組みされると、対応するバスバーから立ち上がった給電端子が取付面上の補助給電端子の一端に重ねられ、重なった部分にボルトを通して取付面に設けられたナットに螺合して締め付けることで、給電端子に端子台が固定される。そののち、載置面に載置された補助給電端子の他端に相手の電源側端子を重ねて、重なった部分にボルトを通して載置面に設けられたナットに螺合して締め付けることで、両端子が接続される。
【0014】
(3)前記取付面と前記載置面とに配される各ナットは、同一形状のものである。
取付面側と載置面側のナットを共通としたから、部品の種類を抑えることができて、コスト低減に寄与し得る。
【発明の効果】
【0015】
本発明によれば、集中配電部材自体を組み付ける作業、並びに給電端子に電源側端子を接続する作業の簡略化を図ることができる。
【図面の簡単な説明】
【0016】
【図1】本発明の一実施形態に係る集中配電部材の分解斜視図
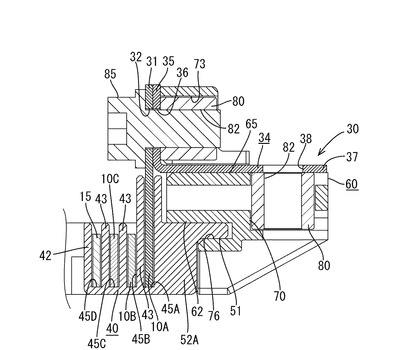
【図2】端子台の縦断面図
【図3】ホルダ内にバスバーを収容した状態の平面図
【図4】図3の部分拡大図
【図5】端子台の装着構造を示す斜視図
【図6】端子台が装着された状態のホルダの内側から視た一部切欠斜視図
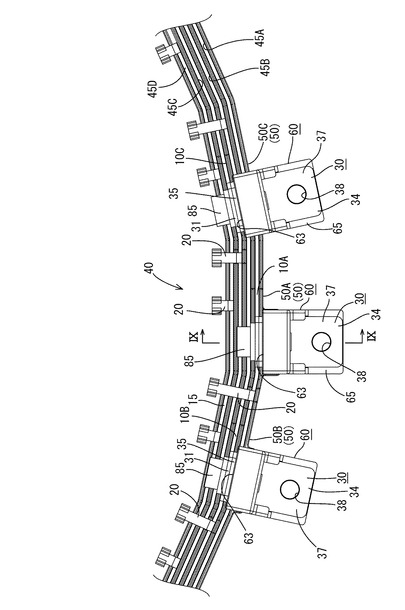
【図7】組み付け完了時の平面図
【図8】図7の部分拡大図
【図9】図8のIX−IX線断面図
【発明を実施するための形態】
【0017】
<実施形態>
本発明の一実施形態を図1ないし図9に基づいて説明する。
本実施形態のモータは、ハイブリッド車に搭載される3相交流10極対のブラシレスモータであり、例えばエンジンとトランスミッションとの間の狭い空間に配置され、エンジンの水平なクランクシャフトに同軸に連結されたロータ(図示せず)と、ロータを同心状に包囲するリング状のステータ(図示せず)と、ステータを同心状に包囲するリング状の集中配電部材Sとを備えて構成される。ステータは、コアに巻き線を施すことによって構成された複数の磁極(図示せず)によって構成され、磁極は、ロータと同心の円周に沿って一定ピッチで配置されており、各磁極からは巻き線の両端部が導出されており、スター結線方式となっている。
【0018】
集中配電部材Sは、ステータの巻き線に電力を供給するためのものであって、図1に示すように、3個のバスバー10と、1個の中性点用バスバー15(5個に分割)と、これらのバスバー10,15を互いに絶縁された形態で同心に配して収容するホルダ40とから構成されている。
3個のバスバー10にはそれぞれ、各巻き線の一端側と接続される接続端子20が10個ずつ備えられているとともに、LA端子等からなる相手の電源側端子(図示せず)と接続される給電端子30(本体部31と補助部34とから構成)が1個ずつ備えられている。中性点用バスバー15を構成する5個の分割バスバー16には、それぞれ各巻き線の他端側との接続端子20が6個ずつ備えられている。
【0019】
バスバー10は大まかには、正30角形の環形に形成されたバスバー本体11に対し、それぞれ10個の接続端子20と、給電端子30における本体部31とが一体に形成された構造であり、全体として径を異にする3個のバスバー、すなわち最大径のバスバー10A、中間径のバスバー10B、及び最小径のバスバー10Cとが、備えられている。
なお以下では、3個のバスバー10A,10B,10Cについて共通の説明をする場合には、適宜にバスバー10として説明する。
【0020】
給電端子30は、詳しくは後記するように、相手の電源側端子との接続端側となる補助部34は別体として形成され、後付けにより本体部31と一体接続されるようになっている。
バスバー本体11は詳細には、金属製の帯材が、所定長さごとに所定角度(168°)をなして板厚方向に曲げられることにより、上記のように正30角形の環形に形成されている。ただし、正30角形の30辺のうち終端側の2辺は切除され、また残った終端の1辺は、正規長さの1/4程度の短寸に留められている。
【0021】
接続端子20は、バスバー本体11の上縁から立ち上がったのち、接続部21を備えた上端側が同バスバー本体11の環形の中心に向けて直角曲げされた形状となっている。接続端子20は、バスバー本体11における始端の縁辺部12を含めて二辺置きの縁辺部12と、終端の短寸の縁辺部12の計10箇所において、上記した姿勢で形成されている。
ここで、径の大きいバスバー10ほど、接続端子20における接続部21を備えた水平突出部22の長さが大きく形成されている。
【0022】
中性点用バスバー15は、上記と同様の金属製の帯材を正30角形の環形に形成したものが、5個の分割バスバー16に分割されたものである。各分割バスバー16のバスバー本体17は、正30角形における4辺の両端に、正規長さの半分強の長さ寸法の2辺を連設した形状であって、中央の4縁辺部18ではその上縁の長さ方向の中央部から、両端の2縁辺部18では各上縁の自由端側から、それぞれ上記したと同様の接続端子20が一体形成されている。ただし、中性点用バスバー15の接続端子20は、最小径のバスバー10Cに設けられた接続端子20よりもさらに短い水平突出部22を有している。
【0023】
これらの5個の分割バスバー16が、所定間隔を開けて、上記した最小径のバスバー10Cよりもさらに一段小さい径を持った環形に配されることで、中性点用バスバー15が構成されており、全体としては30個の接続端子20が、等角度間隔を開けて、同中性点用バスバー15の環形の中心を向いた姿勢で配されている。
【0024】
バスバー10における給電端子30の説明に戻ると、バスバー本体11の所定の縁辺部、例えば始端から15番目の縁辺部12XVの上縁からは、給電端子30の本体部31が一体的に形成されている。本体部31は、縁辺部12XVと同じ板厚の舌片状をなし、同縁辺部12XVとは面一をなす形態で上方に向けて突出形成されている。
【0025】
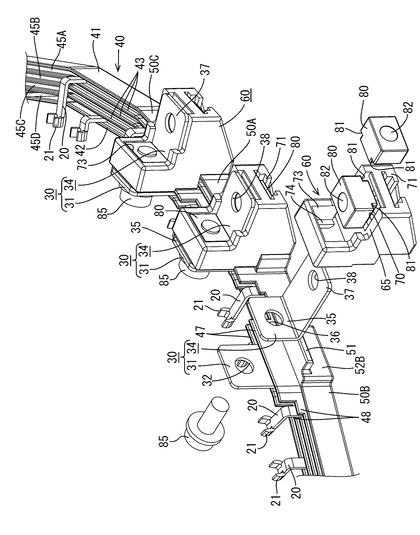
各給電端子30の本体部31には、補助部34が一体的に取付可能となっている。補助部34は、金属製の帯材を曲げ加工することで形成され、図5に示すように、本体部31の外面に当接する取付板35の下端から、接続板37が外方に向けて直角曲げされたL字形に形成されている。この補助部34は本体部31に対して、後記するようにボルト締めにより結合され、そのため補助部34の取付板35と、本体部31の上端部とには、ボルト挿通孔36,32が整合して形成されている。
また、補助部34の接続板37には、相手の電源側端子が重ねられてボルト締めにより結合されるようになっており、そのため接続板37の突出端寄りの位置にも、別のボルト挿通孔38が形成されている。
【0026】
ホルダ40は絶縁体である合成樹脂製であって、上面開口の溝状をなし、かつ図3に示すように、バスバー10と同様に正30角形の環形に形成されている。ホルダ40の深さは、図9に示すように、バスバー10におけるバスバー本体11の幅よりも少し深い程度である。ホルダ40の内底面からは、正30角形をなす3枚の仕切壁43が、径方向に所定間隔を開けて全高に亘って立ち上がり形成されている。
これにより、各仕切壁43の両側において、互いに径を異にする正30角形をなす4本の収容溝45が、同心に配されて形成されている。
【0027】
ホルダ40の4本の収容溝45のうち、最外側の収容溝45Aには最大径のバスバー10Aが、外から2番目の収容溝45Bには中間径のバスバー10Bが、同3番目の収容溝45Cには最小径のバスバー10Cがそれぞれ収容され、また最内側の収容溝45Dには、中性点用バスバー15が収容されるようになっている。
【0028】
外側の3本の収容溝45A〜45Cには、各バスバー10A〜10Cに設けられた給電端子30の本体部31の収容位置46A〜46Cが設定されている。各収容位置46A〜46Cは、周方向に沿って並んだ3個の縁辺に分かれて設定されており、図4に示すように、最外側の収容溝45Aにおける収容位置46Aを中心として、2番目の収容溝45Bの収容位置46Bは時計回り方向の隣りの縁辺、3番目の収容溝45Cの収容位置46Cは反時計回り方向の隣りの縁辺、となっている。
【0029】
各収容位置46A〜46Cでは、収容溝45A〜45Cを挟んだ両側の仕切壁43(一部では外壁41)の上縁から、一対の幅広の保持壁47が立ち上がり形成されており、同一対の保持壁47の間に、対応するバスバー10A〜10Cに設けられた給電端子30の本体部31の下部側が挟まれて保持されるようになっている。
なお、各一対の保持壁47の正面視で左側縁の下部には、図5に示すように、本体部31の左隣りに形成された接続端子20の立ち上がり部を挟んで保護する補助保持壁48が張り出し形成されている。
【0030】
ホルダ40における上記の各収容位置46A〜46Cの設定された3縁辺の外面(以下、装着面50(50A〜50C))には、それぞれ各バスバー10に配された給電端子30を受ける端子台60が装着されるようになっている。
端子台60は合成樹脂製であって、図2に示すように、ホルダ40の外面に沿うようにして立ち上がった垂直部61と、この垂直部61の下部位置から外方に突出した水平部62とを有するL字形に形成されている。
【0031】
垂直部61の外面(ホルダ40と対向する側の面)の上部位置には、上記した給電端子30の補助部34における取付板35が当てられる取付面63が形成されている。なお、同垂直部61の外面の下部位置は、ホルダ40の保持壁47を逃がすための一段奥まった逃がし面64とされている。
一方、水平部62の上面は、補助部34における接続板37を載置する載置面65とされている。
また、垂直部61における取付面63の下端位置、言い換えると載置面65と整合する位置には、補助部34の接続板37を挿通可能な挿通溝66が形成されている。
【0032】
端子台60における載置面65の突出端側には、ナット80を回り止めした形態で装着するナット装着孔70が形成されている。ナット80は、図5に示すように外形四角形をなし、その左右の側面における下側角部に切除部81が設けられた形状である。
上記したナット装着孔70は、ナット80の外形形状に倣った平面四角形をなして、上下に貫通した形態で形成されている。このナット装着孔70の底部には、正面視で左右の側縁から奥縁に亘って、ナット80における左右の側面から奥面に亘る下縁部を受ける受け部71が形成されている。左右の受け部71は、ナット80の切除部81に嵌るべく階段状に形成されている。
ナット80は、所定姿勢でナット装着孔70に上方から落とし込まれ、その下縁部が受け部71で受けられつつナット装着孔70内に回り止めされて装着され、そのときナット80の上面は、図9に示すように、載置面65とほぼ面一の位置に来るようになっている。
【0033】
また、給電端子30の本体部31と補助部34とは、端子台60の取付面63上においてボルト締めによって結合される。そのため、端子台60の取付面63には、上記したと同じ形状になるナット80を回り止めした形態で装着するナット装着孔73が形成されている。
このナット装着孔73は、同じくナット80の外形形状に倣った平面四角形をなして、前後に貫通した形態で形成されている。ナット装着孔73の奥部には、その左右両側縁に、ナット80の左右の切除部81に嵌って突き当てる縦向きの当て部74が形成されている。
【0034】
ナット80は、所定姿勢でナット装着孔73に手前側から押し込まれ、左右の切除部81が当て部74に当てられることで押し込みが停止され、ナット装着孔73内に回り止めされて装着される。そのときナット80の下面(切除部81が形成された面)が、取付面63とほぼ面一の位置に来るようになっている。
なおボルト85には、例えば六角孔付きフランジボルトが適用されている。
【0035】
各端子台60は、ホルダ40のそれぞれの装着面50A〜50Cに仮保持できるようになっている。そのため、端子台60の水平部62の下面には、図2に示すように、その奥行方向の中央部において下方へ張り出すように段差部75が形成され、その段差部75の段差面には、奥側(同図の左側)に向けて開口した仮収容溝76が形成されている。同仮収容溝76の上面は、段差部75よりも奥側の水平部62の下面と面一である。
なお、端子台60における段差部75の下面から水平部62の下面に亘る左右の側縁には、底縁が手前側に向けて次第に高くなったテーパ状をなす補強板77が一体形成されている。
【0036】
一方、各装着面50A〜50Cからは、端子台60の仮収容溝76内に嵌入可能な嵌入板51が外方に向けて水平姿勢で突出形成されている。
ただし、各収容位置46A〜46Cでは、バスバー10A〜10Cに設けられた給電端子30の本体部31の位置が、ホルダ40の径方向において3段階に異なっているから、それに対応して、嵌入板51の突出端の位置が、ホルダ40の径方向において3段階に異なるようになっている。
【0037】
図4に示すように、3個のバスバー10のうち最小径のバスバー10Cでは、給電端子30の本体部31が、外から3番目といった、外側の3本のうちでは一番奥の収容溝45Cから突出していることから、対応する正面視で一番右側の装着面50Cでは、その上縁から直接に嵌入板51が突出形成されている。
【0038】
中間径のバスバー10Bでは、給電端子30の本体部31が外から2番目の収容溝45Bから突出していることから、対応する一番左側の装着面50Bには、収容溝45の径方向の配設ピッチと対応した厚さを有する張出部52Bが張り出し形成され、その張出部52Bの上縁から嵌入板51が突出形成されている。
最大径のバスバー10Aでは、給電端子30の本体部31が一番外の収容溝45Aから突出していることから、対応する中央の装着面50Aでは、収容溝45の径方向の配設ピッチの2倍の厚さを有する張出部52Aが張り出し形成され、その張出部52Aの上縁から嵌入板51が突出形成されている。
【0039】
続いて、本実施形態に係る集中配電部材Sの組立手順の一例を説明する。
ホルダ40が、例えば組立台上に設置される。まず、5個の分割バスバー16からなる中性点用バスバー15が、図1に示された環形の配設形態の下で、ホルダ40の4本の収容溝45のうち、最内側の収容溝45Dに対して挿入されて収容される。中性点用バスバー15に設けられた30個の接続端子20は、図4に示すように、水平突出部22がホルダ40の内壁42の上面を越え、接続部21がホルダ40の中心を向いて内壁42の内方に所定寸法突出する。
【0040】
次に、最小径のバスバー10Cが、給電端子30の本体部31を収容位置46Cに合わせた回動姿勢において、内側から2番目の収容溝45Cに挿入されて収容される。本体部31の上端部が収容位置46Cにおける一対の保持壁47の間から上方に突出し、左隣りの接続端子20の水平突出部22は補助保持壁48の間から上方に突出する。この接続端子20を含む最小径のバスバー10Cに設けられた10個の接続端子20は、水平突出部22が最内側の収容溝45Dの上面を越え、接続部21がホルダ40の中心を向いて、先の接続部21とほぼ同寸法だけ内壁42の内方に突出する。
【0041】
続いて、中間径のバスバー10Bが、給電端子30の本体部31を収容位置46Bに合わせた回動姿勢において、内側から3番目の収容溝45Bに挿入されて収容され、本体部31の上端部が収容位置46Bにおける一対の保持壁47の間から上方に突出し、左隣りの接続端子20の水平突出部22は補助保持壁48の間から上方に突出する。この接続端子20を含む中間径のバスバー10Bに設けられた10個の接続端子20は、水平突出部22が最内側と内側から2番目の収容溝45D,45Cの上面を越え、接続部21がホルダ40の中心を向いて、先の接続部21とほぼ同寸法だけ内壁42の内方に突出する。
【0042】
最後に、最大径のバスバー10Aが、給電端子30の本体部31を収容位置46Aに合わせた回動姿勢において、最外側の収容溝45Aに挿入されて収容され、本体部31の上端部が収容位置46Aにおける一対の保持壁47の間から上方に突出し、左隣りの接続端子20の水平突出部22は補助保持壁48の間から上方に突出する。この接続端子20を含む最大径のバスバー10Aに設けられた10個の接続端子20は、水平突出部22が最内側、内側から2番目と3番目の3本の収容溝45D,45C,45Bの上面を越え、接続部21がホルダ40の中心を向いて、先の接続部21とほぼ同寸法だけ内壁42の内方に突出する。
【0043】
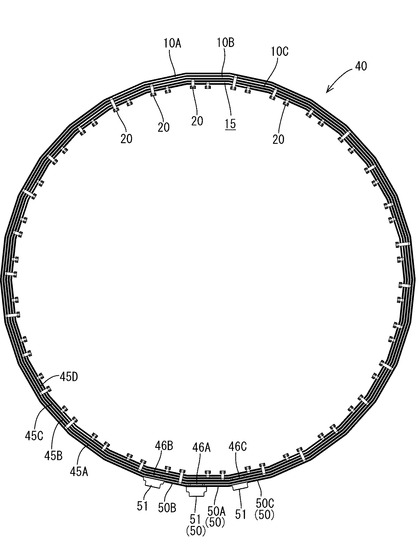
以上により、ホルダ40に対して、中性点用バスバー15と、3個のバスバー10A〜10Cの収容が完了する。これにより、図3に示すように、3個のバスバー10A〜10Bと中性点用バスバー15とが、ホルダ40内において、仕切壁43を挟んで互いに絶縁された形態で同心に配された状態となる。3個のバスバー10A〜10Cの計30個の接続端子20は、等角度間隔を開けてホルダ40の中心に向けて突出した形態で配される。また、中性点用バスバー15の計30個の接続端子20は、上記したバスバー10の各接続端子20から所定の角度間隔を開けた時計回り方向の前方位置に並んで配される。
【0044】
次に各収容位置46A〜46Cにおいて、バスバー10A〜10Cに一体形成された給電端子30の本体部31に補助部34が結合され、併せて端子台60が取り付けられる。
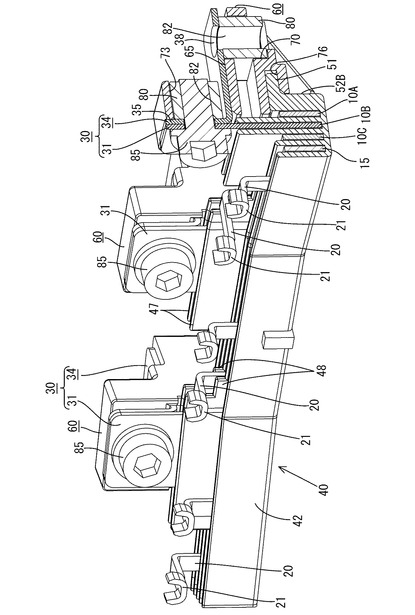
それには、端子台60の載置面65に設けられたナット装着孔70にナット80が回り止めされて装着されたのち、給電端子30の補助部34における接続板37が挿通溝66に挿通されて載置面65に沿って押し込まれ、取付板35が取付面63に当たったところで押し込みが停止される。このとき、図9に示すように、補助部34の接続板37の突出端側が装着されたナット80の上面を覆って位置し、ボルト挿通孔38とナット80のねじ孔82とが整合する。
【0045】
このように、載置面65側のナット80と、給電端子30の補助部34とが組み付けられた状態の端子台60が、収容位置46の装着面50に仮保持される。それには、中央の収容位置46Aを例に採ると、同じく図9に示すように、端子台60の水平部62の奥端を嵌入板51上に載せて同端子台60を装着面50Aに向けて押し込むと、同収容位置46Aに配された給電端子30の本体部31に補助部34の取付板35が当たったところで押し込みが停止され、このとき嵌入板51が端子台60の仮収容溝76内に差し込まれることで、落下不能に仮保持される。
【0046】
このように端子台60が仮保持されたら、取付面63の裏側のナット挿入孔73にナット80が回り止めされた形態で装着され、続いて、取付面63上で重ねられた本体部31の上端部と、補助部34の取付板35のそれぞれに形成されたボルト挿通孔32,36にボルト85が挿通されてナット80のねじ孔82に螺合され、工具により同ボルト85をナット80にねじ込むことにより、本体部31に対して補助部34が一体的に締結された給電端子30が形成され、併せて端子台60が装着面50Aに取り付けられた状態となる。
他の収容位置46B,46Cにおいても、上記と同様の手順によって、本体部31と補助部34とをボルト85とナット80により締結することで給電端子30を形成し、併せて端子台60を装着面50B,50Cに取り付ける作業が行われる。
【0047】
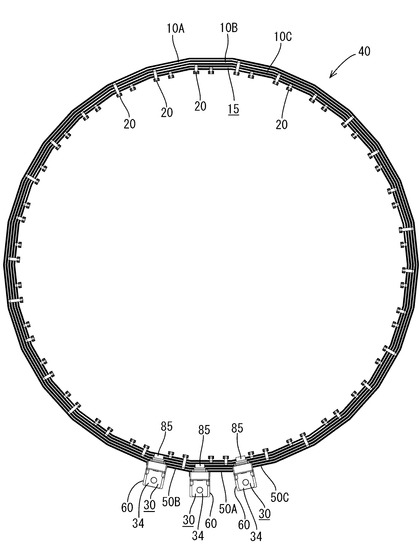
これにより、図7及び図8に示すように、ホルダ40に収容された3個のバスバー10A〜10Cの各給電端子30が、接続板37をホルダ40の径方向の外方に突出させた姿勢において並んで配され、かつ各端子台60が、給電端子30の接続板37を載置面65に載せた形態で対応する装着面50A〜50Cに取り付けられた状態となる。
以上により、集中配電部材Sの組み付けが完了する。
【0048】
上記のように組み立てられた集中配電部材Sは、ブラシレスモータにおけるステータの回りに配設され、同集中配電部材Sの内周側に配されたバスバー10に設けられた30個の接続端子20の接続部21に対し、ステータに設けられた対応する巻き線の一端部がフュージング等により接続される。また、各巻き線の他端部は、中性点用バスバー15の対応する接続端子20の接続部21に対して、同じくフュージング等により接続される。これにより、スター結線が完了する。
【0049】
そののち例えば、同集中配電部材Sとステータとが、各端子台60における載置面65側を除いて、モールド成形品内に埋設された状態とされる。
集中配電部材Sを電源側と接続するには、各端子台60の載置面65に配された給電端子30の接続板37の上に、相手の電源側端子が重ねられ、図示しないボルトが、電源側端子の中心孔から接続板37のボルト挿通孔38に通されて、載置面65の裏側に回り止めされて装着されたナット80のねじ孔82に螺合され、工具により同ボルトをナット80にねじ込むことにより、給電端子30の接続板37と相手の電源側端子とが締結されて、電気的な接続が取られることになる。
【0050】
本実施形態の集中配電部材Sの基本的な構造は、複数の環形をなすバスバー10(中性点用バスバー15を含む)が同心に配されてホルダ40内に収容され、かつ接続端子20がバスバー10の径方向の内方を、給電端子30が径方向の外方を向いてそれぞれ設けられた構造であるところを、給電端子30については、本体部31のみをバスバー10A〜10Cの軸方向に沿って一体形成し、L字形をなす補助部34を別体に形成して後付けする構造としている。そのため、バスバー10(中性点用バスバー15を含む)をホルダ40に収容するに当たっては、ホルダ40内に設けられた収容溝45に対して内方の収容溝45から順次に挿入していくだけで済む。
【0051】
また、バスバー10A〜10Cにおける給電端子30の本体部31に補助部34をボルト締めにより後付けする場合に、併せて同補助部34を載置した端子台60が所定の装着面50A〜50Cに装着される。そのため、給電端子30を相手の電源側端子に接続するに当たっては、端子台60上で給電端子30(接続板37)に電源側端子を重ねてボルト締めするだけで、接続作業を簡単に行うことができる。
【0052】
すなわち、バスバー10の一側縁において給電端子30が径方向の外方を向き、かつ接続端子20が内方を向いてそれぞれ突出形成されたタイプのものについて、集中配電部材Sを組み付けるに当たって接続端子20の曲げ加工等が不要にできることにより、組み付けの作業自体が簡単となり、また端子台60を利用することで給電端子30と相手の電源側端子との接続作業も簡単に行うことができる。
【0053】
しかも、端子台60の装着は、給電端子30を構成するべく本体部31と補助部34とをボルト締めすることと併せて行われるから、組付工程の簡略化が図られる。ここで、給電端子30の本体部31と補助部34とをボルト締めすることに用いるナット80と、給電端子30(接続板37)と電源側端子とをボルト締めすることに用いるナット80とが、共に端子台60に回り止めされて装着されているが、両ナット80を共通としたから、部品の種類を抑えることができて、コスト低減に寄与し得る。
【0054】
<他の実施形態>
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれる。
(1)中性点用バスバーの配設位置は、上記実施形態とは逆に同心配置の最外側等、任意の位置に配設してもよい。また、バスバーの形態ではなく、他の形態の導電部材を適用してもよい。
(2)また本発明は、中性点を備えないデルタ結線方式のものにも適用可能である。
(3)上記実施形態ではバスバーの数すなわち給電端子の数が3個の場合を例示したが、バスバー(給電端子)の数が2個、または4個以上の場合にも適用することができる。
【0055】
(4)上記実施形態では、給電端子がバスバーにおける径方向の外方を向いたL字形をなすものを例示したが、給電端子がバスバーの軸方向に沿って単に立ち上がり形成された形状のものにも本発明は同様に適用可能である。この場合は、ホルダに仮保持された端子台上において、給電端子の立ち上がり端と相手の電源側端子とがボルト締結されることになる。
(5)給電端子がバスバーの軸方向に沿って単に立ち上がり形成されたものの場合は、接続端子がバスバーにおける径方向の外方を向いた形状のものにも適用でき、同様の実効を得ることができる。
【符号の説明】
【0056】
S…集中配電部材
10,10A,10B,10C…バスバー
11…バスバー本体
20…接続端子
30…給電端子
31…本体部(給電端子)
34…補助部(補助給電端子)
35…取付板(補助給電端子の一端)
37…接続板(補助給電端子の他端)
40…ホルダ
43…仕切壁
45,45A,45B,45C…収容溝
46,46A,46B,46C…収容位置
50,50A,50B,50C…装着面
51…嵌入板
60…端子台
61…垂直部
62…水平部
63…取付面
65…載置面
66…挿通溝
70…ナット装着孔(装着凹部)
73…ナット装着孔(装着凹部)
76…仮収容溝
80…ナット
85…ボルト
【技術分野】
【0001】
本発明は、モータの集中配電部材に関する。
【背景技術】
【0002】
モータのステータの巻き線に電力を供給するための集中配電部材の一例として、下記特許文献1に記載されたものが知られている。このものは、電源と接続される1個の給電端子と、巻き線と接続される複数個の接続端子とを一方の側縁に備えた環形をなすバスバーが、径寸法を大小異にして複数設けられるとともに、同数の収容溝を同心に設けてなる環形の樹脂製ホルダが設けられ、各バスバーがホルダにおける対応する収容溝に挿入されることで、各バスバーが互いに絶縁された形態で同心に配されて収容された構造となっている。
【0003】
ここで、バスバーの接続端子が、給電端子と同様に当該バスバーの径方向の外方を向いて突出形成されたタイプのものでは、バスバーをホルダに収容するに当たり、外側の収容溝から順次に挿入すればよいのであるが、特許文献1に記載されたもののように、接続端子が給電端子とは逆に径方向の内方を向いて突出形成されたタイプのものでは、内外いずれの側からも収容溝にバスバーを順次に挿入することはできない。先に入れたバスバーの接続端子または給電端子が、次にバスバーを入れる際の邪魔になるためである。
【0004】
そこで特許文献1のものでは、給電端子と比べて細くて比較的曲げ加工しやすい接続端子については、初めはバスバーの一側縁から当該バスバーの軸方向に沿うように立ち上がり形成しておき、各バスバーを外側から順次に収容溝に挿入したのち、全バスバーの接続端子を径方向の内方に向けて曲げ加工するようにしていた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−134759号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記従来方法では、接続端子が比較的曲げ加工し易いとは言えども、その数が多いために、樹脂ホルダに傷を付けないように気を配りながら全接続端子を正規形状に曲げ形成するには相応に手間が掛かり、すなわち集中配電部材の組み付けに手間が掛かるという問題があった。
【0007】
また、上記とは別の問題として、各バスリングの給電端子に電源側端子を接続する作業の繁雑さが挙げられる。すなわち、給電端子と電源側端子とはボルト締めによって接続するのであるが、具体的には、両端子に設けた挿通孔にボルトを貫通してその突出端にナットを螺合したのち、ナットとボルトのいずれか一方を回り止めした状態で、他方を工具でねじ込むようにしており、結構煩雑な作業が余儀なくされるために、その改良も併せて切望されていた。
本発明は上記のような事情に基づいて完成されたものであって、その目的は、集中配電部材自体を組み付ける作業、並びに給電端子に電源側端子を接続する作業の簡略化を図るところにある。
【課題を解決するための手段】
【0008】
本発明は、モータのステータの巻き線に電力を供給するための集中配電部材であって、給電端子と、前記巻き線との接続端子とを一方の側縁に備えた環形をなす複数のバスバーが、合成樹脂製のホルダ内に互いに絶縁された形態で同心に配されて収容され、前記各バスバーの前記給電端子に電源側から引き出された電源側端子が個別に重ねられてボルト締めにより接続されるものにおいて、前記接続端子は前記バスバーの径方向の内外いずれか一方を向いて揃って突出形成されているとともに、前記給電端子は前記バスバーの軸方向に沿って立ち上がり形成されており、かつ、前記給電端子と前記電源側端子とを重ねて当接可能で前記ボルトと螺合されるナットが装着された端子台が、前記ホルダの所定位置に仮組み可能に設けられているところに特徴を有する。
【0009】
接続端子のみが径方向の内方または外方に向けて突出形成されていて、給電端子は軸方向に沿って立ち上がり形成されているから、各バスバーは、接続端子の向きによって内側若しくは外側から順次にホルダ内に挿入されて、同心に収容される。そののち端子台がホルダの所定位置に仮組みされると、対応するバスバーの給電端子が同端子台に当てられるから、同給電端子に相手の電源側端子を重ねて、両端子にボルトを通して端子台のナットに螺合して締め付けることにより、両端子が接続される。
バスバーをホルダに収容するに当たり、径方向の内方または外方から順次に挿入していくだけで良いから、すなわち集中配電部材の組み付け作業が簡単に行える。また、給電端子を相手の電源側端子に接続するに当たり、端子台に当てられた給電端子に電源側端子を重ねたのち両端子にボルトを貫通してナットにねじ込むだけでよいから、両端子の接続作業も簡単にできる。
【0010】
また、以下のような構成としてもよい。
(1)前記接続端子が前記バスバーの径方向の内方を向いて突出形成されているとともに、L字形をなす補助給電端子が具備され、この補助給電端子の一端が前記給電端子の外面に当接することにより、当該補助給電端子の他端が前記バスバーの径方向の外方を向いて突出し、この補助給電端子の前記他端が前記端子台に設けられた載置面上において前記電源側端子とボルト締め可能となっており、かつ、前記端子台には、前記給電端子と前記補助給電端子の前記一端とが重なってボルト締めされる取付面が設けられている。
【0011】
ホルダ内に各バスバーが径方向の内方から順次に収容され、そののち各バスバーの給電端子に補助給電端子の一端を重ねるとともに、端子台を仮組みすると、端子台の取付面上に、給電端子と補助給電端子の一端側が重なり、その重なった部分をボルト締めすることで、給電端子に対して端子台が固定される。このとき、給電端子から外方に向けて延出された補助給電端子の他端が、端子台の載置面に載置されるから、同補助給電端子の他端に相手の電源側端子を重ねて、両端子をボルト締めすることで、両端子が接続される。
バスバーの一側縁において給電端子が径方向の外方を向き、接続端子が内方を向いてそれぞれ突出形成された形式のものについて、集中配電部材の組み付け作業と、給電端子と電源側子の接続作業の両方を簡単に行うことができる。
【0012】
(2)前記端子台は、前記ホルダの外面に沿うように立ち上がった垂直部と、同垂直部の下部位置から外方に突出した水平部とを有するL字形に形成され、前記垂直部の外面の上部位置には前記取付面が、前記水平部の上面には前記載置面がそれぞれ形成されるとともに、前記垂直部における前記水平部の上面と整合する位置には、前記補助給電端子の前記他端を挿通する挿通溝が形成されており、前記取付面と前記載置面とには、前記各ボルトに螺合されるナットを回り止めして装着する装着凹部が設けられている。
【0013】
ホルダ内には、それぞれ給電端子を立ち上がり形成したバスバーが同心に配されて収容される。一方、端子台には、補助給電端子がその他端を挿通溝に挿通しつつ組み付けられ、同補助給電端子の一端が取付面に当てられたところで、他端は載置面に載せられる。このように補助給電端子を組み付けた端子台がホルダの所定位置に仮組みされると、対応するバスバーから立ち上がった給電端子が取付面上の補助給電端子の一端に重ねられ、重なった部分にボルトを通して取付面に設けられたナットに螺合して締め付けることで、給電端子に端子台が固定される。そののち、載置面に載置された補助給電端子の他端に相手の電源側端子を重ねて、重なった部分にボルトを通して載置面に設けられたナットに螺合して締め付けることで、両端子が接続される。
【0014】
(3)前記取付面と前記載置面とに配される各ナットは、同一形状のものである。
取付面側と載置面側のナットを共通としたから、部品の種類を抑えることができて、コスト低減に寄与し得る。
【発明の効果】
【0015】
本発明によれば、集中配電部材自体を組み付ける作業、並びに給電端子に電源側端子を接続する作業の簡略化を図ることができる。
【図面の簡単な説明】
【0016】
【図1】本発明の一実施形態に係る集中配電部材の分解斜視図
【図2】端子台の縦断面図
【図3】ホルダ内にバスバーを収容した状態の平面図
【図4】図3の部分拡大図
【図5】端子台の装着構造を示す斜視図
【図6】端子台が装着された状態のホルダの内側から視た一部切欠斜視図
【図7】組み付け完了時の平面図
【図8】図7の部分拡大図
【図9】図8のIX−IX線断面図
【発明を実施するための形態】
【0017】
<実施形態>
本発明の一実施形態を図1ないし図9に基づいて説明する。
本実施形態のモータは、ハイブリッド車に搭載される3相交流10極対のブラシレスモータであり、例えばエンジンとトランスミッションとの間の狭い空間に配置され、エンジンの水平なクランクシャフトに同軸に連結されたロータ(図示せず)と、ロータを同心状に包囲するリング状のステータ(図示せず)と、ステータを同心状に包囲するリング状の集中配電部材Sとを備えて構成される。ステータは、コアに巻き線を施すことによって構成された複数の磁極(図示せず)によって構成され、磁極は、ロータと同心の円周に沿って一定ピッチで配置されており、各磁極からは巻き線の両端部が導出されており、スター結線方式となっている。
【0018】
集中配電部材Sは、ステータの巻き線に電力を供給するためのものであって、図1に示すように、3個のバスバー10と、1個の中性点用バスバー15(5個に分割)と、これらのバスバー10,15を互いに絶縁された形態で同心に配して収容するホルダ40とから構成されている。
3個のバスバー10にはそれぞれ、各巻き線の一端側と接続される接続端子20が10個ずつ備えられているとともに、LA端子等からなる相手の電源側端子(図示せず)と接続される給電端子30(本体部31と補助部34とから構成)が1個ずつ備えられている。中性点用バスバー15を構成する5個の分割バスバー16には、それぞれ各巻き線の他端側との接続端子20が6個ずつ備えられている。
【0019】
バスバー10は大まかには、正30角形の環形に形成されたバスバー本体11に対し、それぞれ10個の接続端子20と、給電端子30における本体部31とが一体に形成された構造であり、全体として径を異にする3個のバスバー、すなわち最大径のバスバー10A、中間径のバスバー10B、及び最小径のバスバー10Cとが、備えられている。
なお以下では、3個のバスバー10A,10B,10Cについて共通の説明をする場合には、適宜にバスバー10として説明する。
【0020】
給電端子30は、詳しくは後記するように、相手の電源側端子との接続端側となる補助部34は別体として形成され、後付けにより本体部31と一体接続されるようになっている。
バスバー本体11は詳細には、金属製の帯材が、所定長さごとに所定角度(168°)をなして板厚方向に曲げられることにより、上記のように正30角形の環形に形成されている。ただし、正30角形の30辺のうち終端側の2辺は切除され、また残った終端の1辺は、正規長さの1/4程度の短寸に留められている。
【0021】
接続端子20は、バスバー本体11の上縁から立ち上がったのち、接続部21を備えた上端側が同バスバー本体11の環形の中心に向けて直角曲げされた形状となっている。接続端子20は、バスバー本体11における始端の縁辺部12を含めて二辺置きの縁辺部12と、終端の短寸の縁辺部12の計10箇所において、上記した姿勢で形成されている。
ここで、径の大きいバスバー10ほど、接続端子20における接続部21を備えた水平突出部22の長さが大きく形成されている。
【0022】
中性点用バスバー15は、上記と同様の金属製の帯材を正30角形の環形に形成したものが、5個の分割バスバー16に分割されたものである。各分割バスバー16のバスバー本体17は、正30角形における4辺の両端に、正規長さの半分強の長さ寸法の2辺を連設した形状であって、中央の4縁辺部18ではその上縁の長さ方向の中央部から、両端の2縁辺部18では各上縁の自由端側から、それぞれ上記したと同様の接続端子20が一体形成されている。ただし、中性点用バスバー15の接続端子20は、最小径のバスバー10Cに設けられた接続端子20よりもさらに短い水平突出部22を有している。
【0023】
これらの5個の分割バスバー16が、所定間隔を開けて、上記した最小径のバスバー10Cよりもさらに一段小さい径を持った環形に配されることで、中性点用バスバー15が構成されており、全体としては30個の接続端子20が、等角度間隔を開けて、同中性点用バスバー15の環形の中心を向いた姿勢で配されている。
【0024】
バスバー10における給電端子30の説明に戻ると、バスバー本体11の所定の縁辺部、例えば始端から15番目の縁辺部12XVの上縁からは、給電端子30の本体部31が一体的に形成されている。本体部31は、縁辺部12XVと同じ板厚の舌片状をなし、同縁辺部12XVとは面一をなす形態で上方に向けて突出形成されている。
【0025】
各給電端子30の本体部31には、補助部34が一体的に取付可能となっている。補助部34は、金属製の帯材を曲げ加工することで形成され、図5に示すように、本体部31の外面に当接する取付板35の下端から、接続板37が外方に向けて直角曲げされたL字形に形成されている。この補助部34は本体部31に対して、後記するようにボルト締めにより結合され、そのため補助部34の取付板35と、本体部31の上端部とには、ボルト挿通孔36,32が整合して形成されている。
また、補助部34の接続板37には、相手の電源側端子が重ねられてボルト締めにより結合されるようになっており、そのため接続板37の突出端寄りの位置にも、別のボルト挿通孔38が形成されている。
【0026】
ホルダ40は絶縁体である合成樹脂製であって、上面開口の溝状をなし、かつ図3に示すように、バスバー10と同様に正30角形の環形に形成されている。ホルダ40の深さは、図9に示すように、バスバー10におけるバスバー本体11の幅よりも少し深い程度である。ホルダ40の内底面からは、正30角形をなす3枚の仕切壁43が、径方向に所定間隔を開けて全高に亘って立ち上がり形成されている。
これにより、各仕切壁43の両側において、互いに径を異にする正30角形をなす4本の収容溝45が、同心に配されて形成されている。
【0027】
ホルダ40の4本の収容溝45のうち、最外側の収容溝45Aには最大径のバスバー10Aが、外から2番目の収容溝45Bには中間径のバスバー10Bが、同3番目の収容溝45Cには最小径のバスバー10Cがそれぞれ収容され、また最内側の収容溝45Dには、中性点用バスバー15が収容されるようになっている。
【0028】
外側の3本の収容溝45A〜45Cには、各バスバー10A〜10Cに設けられた給電端子30の本体部31の収容位置46A〜46Cが設定されている。各収容位置46A〜46Cは、周方向に沿って並んだ3個の縁辺に分かれて設定されており、図4に示すように、最外側の収容溝45Aにおける収容位置46Aを中心として、2番目の収容溝45Bの収容位置46Bは時計回り方向の隣りの縁辺、3番目の収容溝45Cの収容位置46Cは反時計回り方向の隣りの縁辺、となっている。
【0029】
各収容位置46A〜46Cでは、収容溝45A〜45Cを挟んだ両側の仕切壁43(一部では外壁41)の上縁から、一対の幅広の保持壁47が立ち上がり形成されており、同一対の保持壁47の間に、対応するバスバー10A〜10Cに設けられた給電端子30の本体部31の下部側が挟まれて保持されるようになっている。
なお、各一対の保持壁47の正面視で左側縁の下部には、図5に示すように、本体部31の左隣りに形成された接続端子20の立ち上がり部を挟んで保護する補助保持壁48が張り出し形成されている。
【0030】
ホルダ40における上記の各収容位置46A〜46Cの設定された3縁辺の外面(以下、装着面50(50A〜50C))には、それぞれ各バスバー10に配された給電端子30を受ける端子台60が装着されるようになっている。
端子台60は合成樹脂製であって、図2に示すように、ホルダ40の外面に沿うようにして立ち上がった垂直部61と、この垂直部61の下部位置から外方に突出した水平部62とを有するL字形に形成されている。
【0031】
垂直部61の外面(ホルダ40と対向する側の面)の上部位置には、上記した給電端子30の補助部34における取付板35が当てられる取付面63が形成されている。なお、同垂直部61の外面の下部位置は、ホルダ40の保持壁47を逃がすための一段奥まった逃がし面64とされている。
一方、水平部62の上面は、補助部34における接続板37を載置する載置面65とされている。
また、垂直部61における取付面63の下端位置、言い換えると載置面65と整合する位置には、補助部34の接続板37を挿通可能な挿通溝66が形成されている。
【0032】
端子台60における載置面65の突出端側には、ナット80を回り止めした形態で装着するナット装着孔70が形成されている。ナット80は、図5に示すように外形四角形をなし、その左右の側面における下側角部に切除部81が設けられた形状である。
上記したナット装着孔70は、ナット80の外形形状に倣った平面四角形をなして、上下に貫通した形態で形成されている。このナット装着孔70の底部には、正面視で左右の側縁から奥縁に亘って、ナット80における左右の側面から奥面に亘る下縁部を受ける受け部71が形成されている。左右の受け部71は、ナット80の切除部81に嵌るべく階段状に形成されている。
ナット80は、所定姿勢でナット装着孔70に上方から落とし込まれ、その下縁部が受け部71で受けられつつナット装着孔70内に回り止めされて装着され、そのときナット80の上面は、図9に示すように、載置面65とほぼ面一の位置に来るようになっている。
【0033】
また、給電端子30の本体部31と補助部34とは、端子台60の取付面63上においてボルト締めによって結合される。そのため、端子台60の取付面63には、上記したと同じ形状になるナット80を回り止めした形態で装着するナット装着孔73が形成されている。
このナット装着孔73は、同じくナット80の外形形状に倣った平面四角形をなして、前後に貫通した形態で形成されている。ナット装着孔73の奥部には、その左右両側縁に、ナット80の左右の切除部81に嵌って突き当てる縦向きの当て部74が形成されている。
【0034】
ナット80は、所定姿勢でナット装着孔73に手前側から押し込まれ、左右の切除部81が当て部74に当てられることで押し込みが停止され、ナット装着孔73内に回り止めされて装着される。そのときナット80の下面(切除部81が形成された面)が、取付面63とほぼ面一の位置に来るようになっている。
なおボルト85には、例えば六角孔付きフランジボルトが適用されている。
【0035】
各端子台60は、ホルダ40のそれぞれの装着面50A〜50Cに仮保持できるようになっている。そのため、端子台60の水平部62の下面には、図2に示すように、その奥行方向の中央部において下方へ張り出すように段差部75が形成され、その段差部75の段差面には、奥側(同図の左側)に向けて開口した仮収容溝76が形成されている。同仮収容溝76の上面は、段差部75よりも奥側の水平部62の下面と面一である。
なお、端子台60における段差部75の下面から水平部62の下面に亘る左右の側縁には、底縁が手前側に向けて次第に高くなったテーパ状をなす補強板77が一体形成されている。
【0036】
一方、各装着面50A〜50Cからは、端子台60の仮収容溝76内に嵌入可能な嵌入板51が外方に向けて水平姿勢で突出形成されている。
ただし、各収容位置46A〜46Cでは、バスバー10A〜10Cに設けられた給電端子30の本体部31の位置が、ホルダ40の径方向において3段階に異なっているから、それに対応して、嵌入板51の突出端の位置が、ホルダ40の径方向において3段階に異なるようになっている。
【0037】
図4に示すように、3個のバスバー10のうち最小径のバスバー10Cでは、給電端子30の本体部31が、外から3番目といった、外側の3本のうちでは一番奥の収容溝45Cから突出していることから、対応する正面視で一番右側の装着面50Cでは、その上縁から直接に嵌入板51が突出形成されている。
【0038】
中間径のバスバー10Bでは、給電端子30の本体部31が外から2番目の収容溝45Bから突出していることから、対応する一番左側の装着面50Bには、収容溝45の径方向の配設ピッチと対応した厚さを有する張出部52Bが張り出し形成され、その張出部52Bの上縁から嵌入板51が突出形成されている。
最大径のバスバー10Aでは、給電端子30の本体部31が一番外の収容溝45Aから突出していることから、対応する中央の装着面50Aでは、収容溝45の径方向の配設ピッチの2倍の厚さを有する張出部52Aが張り出し形成され、その張出部52Aの上縁から嵌入板51が突出形成されている。
【0039】
続いて、本実施形態に係る集中配電部材Sの組立手順の一例を説明する。
ホルダ40が、例えば組立台上に設置される。まず、5個の分割バスバー16からなる中性点用バスバー15が、図1に示された環形の配設形態の下で、ホルダ40の4本の収容溝45のうち、最内側の収容溝45Dに対して挿入されて収容される。中性点用バスバー15に設けられた30個の接続端子20は、図4に示すように、水平突出部22がホルダ40の内壁42の上面を越え、接続部21がホルダ40の中心を向いて内壁42の内方に所定寸法突出する。
【0040】
次に、最小径のバスバー10Cが、給電端子30の本体部31を収容位置46Cに合わせた回動姿勢において、内側から2番目の収容溝45Cに挿入されて収容される。本体部31の上端部が収容位置46Cにおける一対の保持壁47の間から上方に突出し、左隣りの接続端子20の水平突出部22は補助保持壁48の間から上方に突出する。この接続端子20を含む最小径のバスバー10Cに設けられた10個の接続端子20は、水平突出部22が最内側の収容溝45Dの上面を越え、接続部21がホルダ40の中心を向いて、先の接続部21とほぼ同寸法だけ内壁42の内方に突出する。
【0041】
続いて、中間径のバスバー10Bが、給電端子30の本体部31を収容位置46Bに合わせた回動姿勢において、内側から3番目の収容溝45Bに挿入されて収容され、本体部31の上端部が収容位置46Bにおける一対の保持壁47の間から上方に突出し、左隣りの接続端子20の水平突出部22は補助保持壁48の間から上方に突出する。この接続端子20を含む中間径のバスバー10Bに設けられた10個の接続端子20は、水平突出部22が最内側と内側から2番目の収容溝45D,45Cの上面を越え、接続部21がホルダ40の中心を向いて、先の接続部21とほぼ同寸法だけ内壁42の内方に突出する。
【0042】
最後に、最大径のバスバー10Aが、給電端子30の本体部31を収容位置46Aに合わせた回動姿勢において、最外側の収容溝45Aに挿入されて収容され、本体部31の上端部が収容位置46Aにおける一対の保持壁47の間から上方に突出し、左隣りの接続端子20の水平突出部22は補助保持壁48の間から上方に突出する。この接続端子20を含む最大径のバスバー10Aに設けられた10個の接続端子20は、水平突出部22が最内側、内側から2番目と3番目の3本の収容溝45D,45C,45Bの上面を越え、接続部21がホルダ40の中心を向いて、先の接続部21とほぼ同寸法だけ内壁42の内方に突出する。
【0043】
以上により、ホルダ40に対して、中性点用バスバー15と、3個のバスバー10A〜10Cの収容が完了する。これにより、図3に示すように、3個のバスバー10A〜10Bと中性点用バスバー15とが、ホルダ40内において、仕切壁43を挟んで互いに絶縁された形態で同心に配された状態となる。3個のバスバー10A〜10Cの計30個の接続端子20は、等角度間隔を開けてホルダ40の中心に向けて突出した形態で配される。また、中性点用バスバー15の計30個の接続端子20は、上記したバスバー10の各接続端子20から所定の角度間隔を開けた時計回り方向の前方位置に並んで配される。
【0044】
次に各収容位置46A〜46Cにおいて、バスバー10A〜10Cに一体形成された給電端子30の本体部31に補助部34が結合され、併せて端子台60が取り付けられる。
それには、端子台60の載置面65に設けられたナット装着孔70にナット80が回り止めされて装着されたのち、給電端子30の補助部34における接続板37が挿通溝66に挿通されて載置面65に沿って押し込まれ、取付板35が取付面63に当たったところで押し込みが停止される。このとき、図9に示すように、補助部34の接続板37の突出端側が装着されたナット80の上面を覆って位置し、ボルト挿通孔38とナット80のねじ孔82とが整合する。
【0045】
このように、載置面65側のナット80と、給電端子30の補助部34とが組み付けられた状態の端子台60が、収容位置46の装着面50に仮保持される。それには、中央の収容位置46Aを例に採ると、同じく図9に示すように、端子台60の水平部62の奥端を嵌入板51上に載せて同端子台60を装着面50Aに向けて押し込むと、同収容位置46Aに配された給電端子30の本体部31に補助部34の取付板35が当たったところで押し込みが停止され、このとき嵌入板51が端子台60の仮収容溝76内に差し込まれることで、落下不能に仮保持される。
【0046】
このように端子台60が仮保持されたら、取付面63の裏側のナット挿入孔73にナット80が回り止めされた形態で装着され、続いて、取付面63上で重ねられた本体部31の上端部と、補助部34の取付板35のそれぞれに形成されたボルト挿通孔32,36にボルト85が挿通されてナット80のねじ孔82に螺合され、工具により同ボルト85をナット80にねじ込むことにより、本体部31に対して補助部34が一体的に締結された給電端子30が形成され、併せて端子台60が装着面50Aに取り付けられた状態となる。
他の収容位置46B,46Cにおいても、上記と同様の手順によって、本体部31と補助部34とをボルト85とナット80により締結することで給電端子30を形成し、併せて端子台60を装着面50B,50Cに取り付ける作業が行われる。
【0047】
これにより、図7及び図8に示すように、ホルダ40に収容された3個のバスバー10A〜10Cの各給電端子30が、接続板37をホルダ40の径方向の外方に突出させた姿勢において並んで配され、かつ各端子台60が、給電端子30の接続板37を載置面65に載せた形態で対応する装着面50A〜50Cに取り付けられた状態となる。
以上により、集中配電部材Sの組み付けが完了する。
【0048】
上記のように組み立てられた集中配電部材Sは、ブラシレスモータにおけるステータの回りに配設され、同集中配電部材Sの内周側に配されたバスバー10に設けられた30個の接続端子20の接続部21に対し、ステータに設けられた対応する巻き線の一端部がフュージング等により接続される。また、各巻き線の他端部は、中性点用バスバー15の対応する接続端子20の接続部21に対して、同じくフュージング等により接続される。これにより、スター結線が完了する。
【0049】
そののち例えば、同集中配電部材Sとステータとが、各端子台60における載置面65側を除いて、モールド成形品内に埋設された状態とされる。
集中配電部材Sを電源側と接続するには、各端子台60の載置面65に配された給電端子30の接続板37の上に、相手の電源側端子が重ねられ、図示しないボルトが、電源側端子の中心孔から接続板37のボルト挿通孔38に通されて、載置面65の裏側に回り止めされて装着されたナット80のねじ孔82に螺合され、工具により同ボルトをナット80にねじ込むことにより、給電端子30の接続板37と相手の電源側端子とが締結されて、電気的な接続が取られることになる。
【0050】
本実施形態の集中配電部材Sの基本的な構造は、複数の環形をなすバスバー10(中性点用バスバー15を含む)が同心に配されてホルダ40内に収容され、かつ接続端子20がバスバー10の径方向の内方を、給電端子30が径方向の外方を向いてそれぞれ設けられた構造であるところを、給電端子30については、本体部31のみをバスバー10A〜10Cの軸方向に沿って一体形成し、L字形をなす補助部34を別体に形成して後付けする構造としている。そのため、バスバー10(中性点用バスバー15を含む)をホルダ40に収容するに当たっては、ホルダ40内に設けられた収容溝45に対して内方の収容溝45から順次に挿入していくだけで済む。
【0051】
また、バスバー10A〜10Cにおける給電端子30の本体部31に補助部34をボルト締めにより後付けする場合に、併せて同補助部34を載置した端子台60が所定の装着面50A〜50Cに装着される。そのため、給電端子30を相手の電源側端子に接続するに当たっては、端子台60上で給電端子30(接続板37)に電源側端子を重ねてボルト締めするだけで、接続作業を簡単に行うことができる。
【0052】
すなわち、バスバー10の一側縁において給電端子30が径方向の外方を向き、かつ接続端子20が内方を向いてそれぞれ突出形成されたタイプのものについて、集中配電部材Sを組み付けるに当たって接続端子20の曲げ加工等が不要にできることにより、組み付けの作業自体が簡単となり、また端子台60を利用することで給電端子30と相手の電源側端子との接続作業も簡単に行うことができる。
【0053】
しかも、端子台60の装着は、給電端子30を構成するべく本体部31と補助部34とをボルト締めすることと併せて行われるから、組付工程の簡略化が図られる。ここで、給電端子30の本体部31と補助部34とをボルト締めすることに用いるナット80と、給電端子30(接続板37)と電源側端子とをボルト締めすることに用いるナット80とが、共に端子台60に回り止めされて装着されているが、両ナット80を共通としたから、部品の種類を抑えることができて、コスト低減に寄与し得る。
【0054】
<他の実施形態>
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれる。
(1)中性点用バスバーの配設位置は、上記実施形態とは逆に同心配置の最外側等、任意の位置に配設してもよい。また、バスバーの形態ではなく、他の形態の導電部材を適用してもよい。
(2)また本発明は、中性点を備えないデルタ結線方式のものにも適用可能である。
(3)上記実施形態ではバスバーの数すなわち給電端子の数が3個の場合を例示したが、バスバー(給電端子)の数が2個、または4個以上の場合にも適用することができる。
【0055】
(4)上記実施形態では、給電端子がバスバーにおける径方向の外方を向いたL字形をなすものを例示したが、給電端子がバスバーの軸方向に沿って単に立ち上がり形成された形状のものにも本発明は同様に適用可能である。この場合は、ホルダに仮保持された端子台上において、給電端子の立ち上がり端と相手の電源側端子とがボルト締結されることになる。
(5)給電端子がバスバーの軸方向に沿って単に立ち上がり形成されたものの場合は、接続端子がバスバーにおける径方向の外方を向いた形状のものにも適用でき、同様の実効を得ることができる。
【符号の説明】
【0056】
S…集中配電部材
10,10A,10B,10C…バスバー
11…バスバー本体
20…接続端子
30…給電端子
31…本体部(給電端子)
34…補助部(補助給電端子)
35…取付板(補助給電端子の一端)
37…接続板(補助給電端子の他端)
40…ホルダ
43…仕切壁
45,45A,45B,45C…収容溝
46,46A,46B,46C…収容位置
50,50A,50B,50C…装着面
51…嵌入板
60…端子台
61…垂直部
62…水平部
63…取付面
65…載置面
66…挿通溝
70…ナット装着孔(装着凹部)
73…ナット装着孔(装着凹部)
76…仮収容溝
80…ナット
85…ボルト
【特許請求の範囲】
【請求項1】
モータのステータの巻き線に電力を供給するための集中配電部材であって、
給電端子と、前記巻き線との接続端子とを一方の側縁に備えた環形をなす複数のバスバーが、合成樹脂製のホルダ内に互いに絶縁された形態で同心に配されて収容され、前記各バスバーの前記給電端子に電源側から引き出された電源側端子が個別に重ねられてボルト締めにより接続されるものにおいて、
前記接続端子は前記バスバーの径方向の内外いずれか一方を向いて揃って突出形成されているとともに、前記給電端子は前記バスバーの軸方向に沿って立ち上がり形成されており、
かつ、前記給電端子と前記電源側端子とを重ねて当接可能で前記ボルトと螺合されるナットが装着された端子台が、前記ホルダの所定位置に仮組み可能に設けられていることを特徴とするモータの集中配電部材。
【請求項2】
前記接続端子が前記バスバーの径方向の内方を向いて突出形成されているとともに、
L字形をなす補助給電端子が具備され、この補助給電端子の一端が前記給電端子の外面に当接することにより、当該補助給電端子の他端が前記バスバーの径方向の外方を向いて突出し、この補助給電端子の前記他端が前記端子台に設けられた載置面上において前記電源側端子とボルト締め可能となっており、
かつ、前記端子台には、前記給電端子と前記補助給電端子の前記一端とが重なってボルト締めされる取付面が設けられていることを特徴とする請求項1記載のモータの集中配電部材。
【請求項3】
前記端子台は、前記ホルダの外面に沿うように立ち上がった垂直部と、同垂直部の下部位置から外方に突出した水平部とを有するL字形に形成され、
前記垂直部の外面の上部位置には前記取付面が、前記水平部の上面には前記載置面がそれぞれ形成されるとともに、前記垂直部における前記水平部の上面と整合する位置には、前記補助給電端子の前記他端を挿通する挿通溝が形成されており、
前記取付面と前記載置面とには、前記各ボルトに螺合されるナットを回り止めして装着する装着凹部が設けられていることを特徴とする請求項2記載のモータの集中配電部材。
【請求項4】
前記取付面と前記載置面とに配される各ナットは、同一形状のものであることを特徴とする請求項3記載のモータの集中配電部材。
【請求項1】
モータのステータの巻き線に電力を供給するための集中配電部材であって、
給電端子と、前記巻き線との接続端子とを一方の側縁に備えた環形をなす複数のバスバーが、合成樹脂製のホルダ内に互いに絶縁された形態で同心に配されて収容され、前記各バスバーの前記給電端子に電源側から引き出された電源側端子が個別に重ねられてボルト締めにより接続されるものにおいて、
前記接続端子は前記バスバーの径方向の内外いずれか一方を向いて揃って突出形成されているとともに、前記給電端子は前記バスバーの軸方向に沿って立ち上がり形成されており、
かつ、前記給電端子と前記電源側端子とを重ねて当接可能で前記ボルトと螺合されるナットが装着された端子台が、前記ホルダの所定位置に仮組み可能に設けられていることを特徴とするモータの集中配電部材。
【請求項2】
前記接続端子が前記バスバーの径方向の内方を向いて突出形成されているとともに、
L字形をなす補助給電端子が具備され、この補助給電端子の一端が前記給電端子の外面に当接することにより、当該補助給電端子の他端が前記バスバーの径方向の外方を向いて突出し、この補助給電端子の前記他端が前記端子台に設けられた載置面上において前記電源側端子とボルト締め可能となっており、
かつ、前記端子台には、前記給電端子と前記補助給電端子の前記一端とが重なってボルト締めされる取付面が設けられていることを特徴とする請求項1記載のモータの集中配電部材。
【請求項3】
前記端子台は、前記ホルダの外面に沿うように立ち上がった垂直部と、同垂直部の下部位置から外方に突出した水平部とを有するL字形に形成され、
前記垂直部の外面の上部位置には前記取付面が、前記水平部の上面には前記載置面がそれぞれ形成されるとともに、前記垂直部における前記水平部の上面と整合する位置には、前記補助給電端子の前記他端を挿通する挿通溝が形成されており、
前記取付面と前記載置面とには、前記各ボルトに螺合されるナットを回り止めして装着する装着凹部が設けられていることを特徴とする請求項2記載のモータの集中配電部材。
【請求項4】
前記取付面と前記載置面とに配される各ナットは、同一形状のものであることを特徴とする請求項3記載のモータの集中配電部材。
【図1】



【図2】

【図3】
【図4】

【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−106369(P2013−106369A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−246445(P2011−246445)
【出願日】平成23年11月10日(2011.11.10)
【出願人】(000183406)住友電装株式会社 (6,135)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月10日(2011.11.10)
【出願人】(000183406)住友電装株式会社 (6,135)
【Fターム(参考)】
[ Back to top ]