
モーター用ターンテーブル及びその製造方法
【課題】本発明は、モーター用ターンテーブル及びその製造方法に関する。
【解決手段】モーター用ターンテーブルは、ディスクを載置するチャッキング機構が取り付けられるロータケースと、前記ロータケースにデンティングにより突出形成され、前記ディスクと前記ロータケースの上面との間に形成された空間と前記ロータケースの外側を連通する空気流路を形成するように離隔されて配置されるディスク保持ベース部と、前記ディスク保持ベース部に積層され、前記ディスクの底面が接地するディスク保持摩擦部と、を含む。
【解決手段】モーター用ターンテーブルは、ディスクを載置するチャッキング機構が取り付けられるロータケースと、前記ロータケースにデンティングにより突出形成され、前記ディスクと前記ロータケースの上面との間に形成された空間と前記ロータケースの外側を連通する空気流路を形成するように離隔されて配置されるディスク保持ベース部と、前記ディスク保持ベース部に積層され、前記ディスクの底面が接地するディスク保持摩擦部と、を含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、モーター用ターンテーブル及びその製造方法に関し、より詳しくは、ディスク駆動装置に設置されるモーターに具備されるモーター用ターンテーブル及びその製造方法に関する。
【背景技術】
【0002】
一般的に光ディスクドライブ(Optical Disc Drive)内に設けられるスピンドルモーター(spindle motor)は、光ピックアップ機構がディスクに記録されたデータを読み取ることができるように、ディスクを回転させる機能をする。
【0003】
また、スピンドルモーターは、スリーブに回転可能な形で支持されるシャフトに取り付けられるロータケースを備え、ロータケースの上面にはディスクの載置時にディスクの底面と接触してディスクを支持するディスク支持部材が備えられることができる。
【0004】
なお、スピンドルモーターにディスクが載置されて回転される場合、ディスクの中心側領域と縁側領域との間で圧力差が発生し、さらにロータケースの下部側には多様な発熱源が配置されることができるため、ディスクの中心側領域と縁側領域との間には温度差も発生する。
【0005】
このような圧力差と温度差によって、ディスクの回転駆動時に振動が発生することがあり、これによりモーターの消費電力が増加する問題がある。
【0006】
また、このような振動の発生によって、駆動時におけるモーターの安定化時間及び高速回転までに要する時間が増加し、内部部品の温度が上昇して耐久性が低下し、さらに、発生する振動によって騒音が増加する問題がある。
【0007】
一方、ディスク支持部材は、一般的にロータケースの上面にゴム又はシリコンシートを接着させて形成するが、この場合、光ディスクドライブにディスクを装着/脱着する過程でゴム又はシリコンシートの端面に力が加わったり、異物にぶつかったりして、シートが浮いて剥がれてしまうという問題もある。
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、ディスクの底面を支持して摩擦力を提供するディスク保持摩擦部が浮いて剥がれることを防止することができるモーター用ターンテーブルを提供することである。
【0009】
また、本発明は、ディスク保持摩擦部の形成がより容易であり、作業性が改善されたモーター用ターンテーブルの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明によるモーター用ターンテーブルは、ディスクを載置するチャッキング機構が取り付けられるロータケースと、上記ロータケースにデンティング(denting)により突出形成され、上記ディスクと上記ロータケースの上面との間に形成された空間と上記ロータケースの外側を連通する空気流路を形成するように離隔されて配置されるディスク保持ベース部と、上記ディスク保持ベース部に積層され、上記ディスクの底面が接地するディスク保持摩擦部と、を含む。
【0011】
上記ロータケースは、プレス加工により成形できるよう、金属材質からなることができる。
【0012】
上記ディスク保持摩擦部は、ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された材質からなり、上記ディスク保持ベース部に塗布されて積層されることができる。
【0013】
本発明によるモーター用ターンテーブルの製造方法は、プレス加工によりロータケースの上面から突出するようにディスク保持ベース部を形成する工程と、ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された材質からなる混合物を上記ディスク保持ベース部に塗布して上記ディスク保持摩擦部を形成する工程と、を含む。
【0014】
上記ディスク保持摩擦部を形成する工程は、ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された材質からなる混合物を上記ディスク保持ベース部の上面に落とす工程と、上記ディスク保持ベースの上面に位置する混合物を塗布ローラを用いて上記ディスク保持ベース部の上面に塗布する工程と、上記ディスク保持ベース部に塗布された混合物を硬化させる工程と、を備えることができる。
【0015】
上記ディスク保持摩擦部を形成する工程は、ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された材質からなる混合物に塗布ローラを浸漬した後、上記ディスク保持ベース部の上面に混合物を塗布する工程と、上記ディスク保持ベース部に塗布された混合物を硬化させる工程と、を備えることができる。
【0016】
上記混合物は、熱又は紫外線で硬化されることができる。
【発明の効果】
【0017】
本発明は、ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物をディスク保持ベース部に塗布してディスク保持摩擦部を形成することで、ディスク保持摩擦部が浮いて剥がれることを防止できる効果がある。
【0018】
また、ディスク保持ベース部にゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物を塗布してディスク保持摩擦部を形成することで、分割された複数のディスク保持ベース部にディスク保持摩擦部を形成する作業が容易になり、作業性が向上される。
【図面の簡単な説明】
【0019】
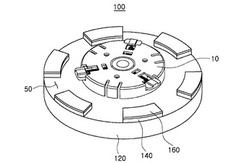
【図1】本発明の一実施例によるモーター用ターンテーブルを示す斜視図である。
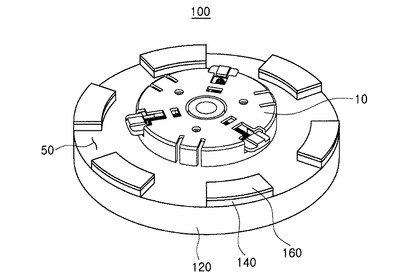
【図2】本発明の一実施例によるモーター用ターンテーブルを示す断面図である。
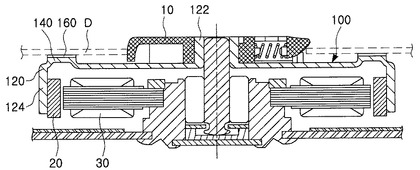
【図3】本発明の一実施例によるモーター用ターンテーブルにより形成される空気流動を示す説明図である。
【図4】本発明の一実施例によるモーター用ターンテーブルの製造方法を示す工程フロー図である。
【図5】本発明の他の実施例によるモーター用ターンテーブルの製造方法を示す工程フロー図である。
【発明を実施するための形態】
【0020】
以下では図面を参照し本発明の具体的な実施例を詳細に説明する。但し、本発明の思想は提示される実施例に制限されず、本発明の思想を理解する当業者は同一の思想の範囲内で他の構成要素を追加、変更、削除等を通じて退歩的な他の発明や本発明の思想の範囲内に含まれる他の実施例を容易に提案することができ、これも本願発明の思想の範囲内に含まれる。
【0021】
本発明を説明するに当たって、関連する公知機能または構成についての具体的な説明が本発明の旨を不明確にする虞があると判断される場合はその詳細な説明を省略する。
【0022】
図1は本発明の一実施例によるモーター用ターンテーブルを示す斜視図であり、図2は本発明の一実施例によるモーター用ターンテーブルを示す断面図であり、図3は本発明の一実施例によるモーター用ターンテーブルにより形成される空気流動を示す説明図である。
【0023】
図1及び図3を参照すると、本発明の一実施例によるモーター用ターンテーブル100は、ロータケース120、ディスク保持ベース部140、及びディスク保持摩擦部160を含む。
【0024】
ロータケース120にはディスクDを載置するチャッキング機構10が取り付けられる。即ち、ロータケース120は上面から上部側に延長形成され、チャッキング機構10が圧入して取り付けられるロータハブ122を備えることができる。
【0025】
一方、ロータケース120は環状のマグネット20が内周面に取り付けられるマグネット結合部124を備えることができる。マグネット20は周方向にN極とS極が交互に着磁されて一定強度の磁気力を発生する永久磁石であり、ロータケース120はマグネット20と巻線コイル30の電磁気的相互作用によって回転される。
【0026】
これによって、チャッキング機構10に載置されたディスクDが回転される。
【0027】
また、ロータケース120はプレス加工によりカップ状の形状を有し、金属材質からなることができる。
【0028】
ここで、方向に対する用語を定義すると、軸方向は、図2において上下方向を意味し、半径方向は、ロータケース120の中心を基準に外側端方向、又はロータケース120の外側端を基準に中心方向を意味し、周方向は、ロータケース120の外周面に沿って回転される方向を意味する。
【0029】
ディスク保持ベース部140は、ロータケース120にデンティングにより突出形成され、ディスクDとロータケース120の上面との間に形成された空間とロータケース120の外側を連通する空気流路50を形成するように離隔されて配置される。
【0030】
即ち、ディスク保持ベース部140は、プレス加工によりロータケース120の上面から突出形成され、複数が相互離隔されて配置され空気流路50を形成する。
【0031】
ディスク保持摩擦部160はディスク保持ベース部140に積層され、ディスクDの底面が接地する。即ち、ディスク保持摩擦部160は、ディスクDがチャッキング機構10に載置される場合、ディスクDの底面に接触されるようにディスク保持ベース部140の上面に積層される。
【0032】
一方、ディスク保持摩擦部160はゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された材質からなることができる。そして、ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物がディスク保持ベース部140に塗布され、ディスク保持摩擦部160が形成される。
【0033】
これにより、ディスクDの底面を支持して摩擦力を提供する支持部をより容易に形成することができる。
【0034】
これをより具体的に説明すると、従来のディスクDの底面を支持する支持部はロータケース120の上面にゴム又はシリコンシートの付着により形成される。そのため、空気流路50を形成する場合はゴム又はシリコンシートを複数に分割しなければならず、分割された複数のゴム又はシリコンシートをそれぞれロータケース120の上面に付着する。
【0035】
したがって、ディスクDの底面を支持する支持部の形成のための所要時間が増え、作業性が悪くなるため生産性も低下する。
【0036】
しかし、本発明はディスク保持ベース部140をプレス加工によりロータケース120の上面から突出形成し、ディスク保持ベース部140の上面にゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物を塗布してディスク保持摩擦部160を形成することから、作業時間が短縮して作業性が向上され、生産性も向上できる。
【0037】
さらに、ゴム又はシリコンシートの接着によってディスクDの底面を支持する支持部を形成すると、シートに発生する剥離現象も防止できる。即ち、ディスク保持摩擦部160はゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物を塗布によって形成されるため、ディスクDの脱着時、使用者によって端部が剥離されるのを防止できる。
【0038】
なお、ディスク保持ベース部140とディスク保持摩擦部160で構成されるディスクDの底面を支持する支持部によって空気流路50が形成されるため、図3に示したように、チャッキング機構10の上部側からロータケース120とディスクDの底面との空間に流入された空気は、空気流路50を介してロータケース120の外部側に流動されることができる。
【0039】
これにより、ロータケース120とディスクDの底面との空間と、ロータケース120の外部側との圧力差、温度差を減少でき、圧力差、温度差で発生する振動、騒音などを減少させることができる。
【0040】
さらに、圧力差、温度差を減少できることから、結局、消費電力を減少させることができる。
【0041】
以下では、図面を参照し、本発明の一実施例によるモーター用ターンテーブルの製造方法について説明する。
【0042】
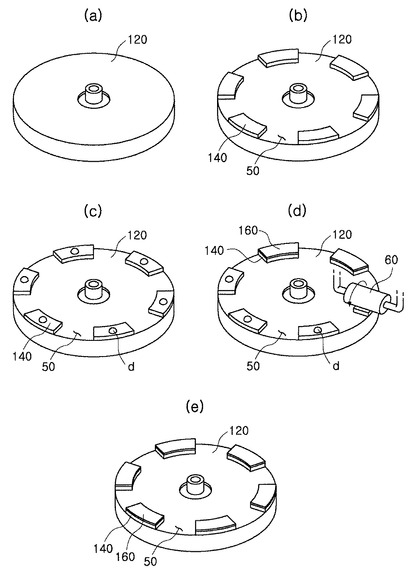
図4は本発明の一実施例によるモーター用ターンテーブルの製造方法を示す工程フロー図である。
【0043】
図4を参照すると、まず、金属材質からなるカップ状のロータケース120が用意される。
【0044】
次に、ロータケース120の上面にはプレス加工によりディスク保持ベース部140が形成される。このとき、ディスク保持ベース部140はロータケース120の上面縁で周方向に沿って複数が相互離隔されて配置されるように形成される。
【0045】
これにより、ロータケース120には空気流路50が形成される。
【0046】
その後、ディスク保持ベース部140の上面にゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物を液滴dの形態で所定量滴下する。
【0047】
それぞれのディスク保持ベース部140の上面にゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物を液滴dの形態で滴下した後、塗布ローラ60を用いてディスク保持ベース部140に所定の厚さを有するように混合物が塗布される。
【0048】
塗布完了後、ロータケース120は、硬化炉(図示せず)でディスク保持摩擦部160が形成されるよう所定時間硬化される。このとき、ディスク保持摩擦部160を形成するために混合物が熱又は紫外線で硬化されることがある。即ち、熱硬化又は紫外線硬化によりディスク保持摩擦部160の形成が完了する。
【0049】
上記のように、ディスク保持ベース部140をプレス加工によりロータケース120の上面から突出形成し、ディスク保持ベース部140の上面にゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物を塗布してディスク保持摩擦部160を形成するので、作業時間が短縮して作業性が向上され、生産性も向上できる。
【0050】
さらに、上記のような工程で製造されたモーター用ターンテーブル100を通じてゴム又はシリコンシートの接着によってディスクDの底面を支持する支持部を形成すると、シートに発生する剥離現象も防止できる。即ち、ディスク保持摩擦部160はゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物を塗布によって形成されるため、ディスクDの脱着時、使用者によって端部が剥離されるのを防止できる。
【0051】
一方、プレス加工によりロータケース120から上部側に突出するようにディスク保持ベース部140を形成するので、ディスク保持ベース部140の形状を多様に変更できる。また、ディスク保持摩擦部160は、ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物の塗布によって形成されるため、ディスク保持ベース部140の形状が変更されても、ディスク保持摩擦部160の形成が容易である。
【0052】
以下では、図面を参照し本発明の他の実施例によるモーター用ターンテーブルの製造方法について説明する。
【0053】
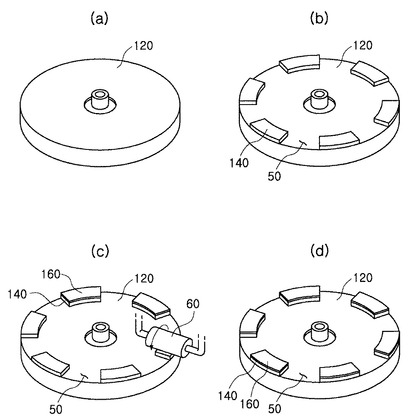
図5は本発明の他の実施例によるモーター用ターンテーブルの製造方法を示す工程フロー図である。
【0054】
図5を参照すると、まず、金属材質からなるカップ状のロータケース120が用意される。
【0055】
次に、ロータケース120の上面にはプレス加工によりディスク保持ベース部140が形成される。このとき、ディスク保持ベース部140はロータケース120の上面縁に周方向に沿って複数が相互離隔されて配置されるように形成される。
【0056】
これにより、ロータケース120には空気流路50が形成される。
【0057】
その後、ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物に浸漬され、混合物が付いている塗布ローラ60を用いてそれぞれのディスク保持ベース部140の上面に所定の厚さを有するように混合物が塗布される。
【0058】
塗布完了後、ロータケース120は、硬化炉(図示せず)でディスク保持摩擦部160が形成されるよう所定時間硬化される。このとき、ディスク保持摩擦部160を形成するために混合物が熱又は紫外線で硬化されることがある。即ち、熱硬化又は紫外線硬化によりディスク保持摩擦部160の形成が完了する。
【0059】
上記のように、ディスク保持ベース部140をプレス加工によりロータケース120の上面から突出形成し、ディスク保持ベース部140の上面にゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物を塗布してディスク保持摩擦部160を形成するので、作業時間が短縮して作業性が向上され、生産性も向上できる。
【0060】
さらに、上記のような工程で製造されたモーター用ターンテーブル100を通じてゴム又はシリコンシートの接着によってディスクDの底面を支持する支持部を形成すると、シートに発生する剥離現象も防止できる。即ち、ディスク保持摩擦部160は、ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物の塗布によって形成されるため、ディスクDの脱着時、使用者によって端部が剥離されるのを防止できる。
【0061】
一方、プレス加工によりロータケース120から上部側に突出するようにディスク保持ベース部140を形成するので、ディスク保持ベース部140の形状を多様に変更できる。また、ディスク保持摩擦部160は、ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物の塗布によって形成されるため、ディスク保持ベース部140の形状が変更されても、ディスク保持摩擦部160の形成が容易である。
【符号の説明】
【0062】
100 モーター用ターンテーブル
120 ロータケース
140 ディスク保持ベース部
160 ディスク保持摩擦部
【技術分野】
【0001】
本発明は、モーター用ターンテーブル及びその製造方法に関し、より詳しくは、ディスク駆動装置に設置されるモーターに具備されるモーター用ターンテーブル及びその製造方法に関する。
【背景技術】
【0002】
一般的に光ディスクドライブ(Optical Disc Drive)内に設けられるスピンドルモーター(spindle motor)は、光ピックアップ機構がディスクに記録されたデータを読み取ることができるように、ディスクを回転させる機能をする。
【0003】
また、スピンドルモーターは、スリーブに回転可能な形で支持されるシャフトに取り付けられるロータケースを備え、ロータケースの上面にはディスクの載置時にディスクの底面と接触してディスクを支持するディスク支持部材が備えられることができる。
【0004】
なお、スピンドルモーターにディスクが載置されて回転される場合、ディスクの中心側領域と縁側領域との間で圧力差が発生し、さらにロータケースの下部側には多様な発熱源が配置されることができるため、ディスクの中心側領域と縁側領域との間には温度差も発生する。
【0005】
このような圧力差と温度差によって、ディスクの回転駆動時に振動が発生することがあり、これによりモーターの消費電力が増加する問題がある。
【0006】
また、このような振動の発生によって、駆動時におけるモーターの安定化時間及び高速回転までに要する時間が増加し、内部部品の温度が上昇して耐久性が低下し、さらに、発生する振動によって騒音が増加する問題がある。
【0007】
一方、ディスク支持部材は、一般的にロータケースの上面にゴム又はシリコンシートを接着させて形成するが、この場合、光ディスクドライブにディスクを装着/脱着する過程でゴム又はシリコンシートの端面に力が加わったり、異物にぶつかったりして、シートが浮いて剥がれてしまうという問題もある。
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、ディスクの底面を支持して摩擦力を提供するディスク保持摩擦部が浮いて剥がれることを防止することができるモーター用ターンテーブルを提供することである。
【0009】
また、本発明は、ディスク保持摩擦部の形成がより容易であり、作業性が改善されたモーター用ターンテーブルの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明によるモーター用ターンテーブルは、ディスクを載置するチャッキング機構が取り付けられるロータケースと、上記ロータケースにデンティング(denting)により突出形成され、上記ディスクと上記ロータケースの上面との間に形成された空間と上記ロータケースの外側を連通する空気流路を形成するように離隔されて配置されるディスク保持ベース部と、上記ディスク保持ベース部に積層され、上記ディスクの底面が接地するディスク保持摩擦部と、を含む。
【0011】
上記ロータケースは、プレス加工により成形できるよう、金属材質からなることができる。
【0012】
上記ディスク保持摩擦部は、ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された材質からなり、上記ディスク保持ベース部に塗布されて積層されることができる。
【0013】
本発明によるモーター用ターンテーブルの製造方法は、プレス加工によりロータケースの上面から突出するようにディスク保持ベース部を形成する工程と、ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された材質からなる混合物を上記ディスク保持ベース部に塗布して上記ディスク保持摩擦部を形成する工程と、を含む。
【0014】
上記ディスク保持摩擦部を形成する工程は、ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された材質からなる混合物を上記ディスク保持ベース部の上面に落とす工程と、上記ディスク保持ベースの上面に位置する混合物を塗布ローラを用いて上記ディスク保持ベース部の上面に塗布する工程と、上記ディスク保持ベース部に塗布された混合物を硬化させる工程と、を備えることができる。
【0015】
上記ディスク保持摩擦部を形成する工程は、ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された材質からなる混合物に塗布ローラを浸漬した後、上記ディスク保持ベース部の上面に混合物を塗布する工程と、上記ディスク保持ベース部に塗布された混合物を硬化させる工程と、を備えることができる。
【0016】
上記混合物は、熱又は紫外線で硬化されることができる。
【発明の効果】
【0017】
本発明は、ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物をディスク保持ベース部に塗布してディスク保持摩擦部を形成することで、ディスク保持摩擦部が浮いて剥がれることを防止できる効果がある。
【0018】
また、ディスク保持ベース部にゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物を塗布してディスク保持摩擦部を形成することで、分割された複数のディスク保持ベース部にディスク保持摩擦部を形成する作業が容易になり、作業性が向上される。
【図面の簡単な説明】
【0019】
【図1】本発明の一実施例によるモーター用ターンテーブルを示す斜視図である。
【図2】本発明の一実施例によるモーター用ターンテーブルを示す断面図である。
【図3】本発明の一実施例によるモーター用ターンテーブルにより形成される空気流動を示す説明図である。
【図4】本発明の一実施例によるモーター用ターンテーブルの製造方法を示す工程フロー図である。
【図5】本発明の他の実施例によるモーター用ターンテーブルの製造方法を示す工程フロー図である。
【発明を実施するための形態】
【0020】
以下では図面を参照し本発明の具体的な実施例を詳細に説明する。但し、本発明の思想は提示される実施例に制限されず、本発明の思想を理解する当業者は同一の思想の範囲内で他の構成要素を追加、変更、削除等を通じて退歩的な他の発明や本発明の思想の範囲内に含まれる他の実施例を容易に提案することができ、これも本願発明の思想の範囲内に含まれる。
【0021】
本発明を説明するに当たって、関連する公知機能または構成についての具体的な説明が本発明の旨を不明確にする虞があると判断される場合はその詳細な説明を省略する。
【0022】
図1は本発明の一実施例によるモーター用ターンテーブルを示す斜視図であり、図2は本発明の一実施例によるモーター用ターンテーブルを示す断面図であり、図3は本発明の一実施例によるモーター用ターンテーブルにより形成される空気流動を示す説明図である。
【0023】
図1及び図3を参照すると、本発明の一実施例によるモーター用ターンテーブル100は、ロータケース120、ディスク保持ベース部140、及びディスク保持摩擦部160を含む。
【0024】
ロータケース120にはディスクDを載置するチャッキング機構10が取り付けられる。即ち、ロータケース120は上面から上部側に延長形成され、チャッキング機構10が圧入して取り付けられるロータハブ122を備えることができる。
【0025】
一方、ロータケース120は環状のマグネット20が内周面に取り付けられるマグネット結合部124を備えることができる。マグネット20は周方向にN極とS極が交互に着磁されて一定強度の磁気力を発生する永久磁石であり、ロータケース120はマグネット20と巻線コイル30の電磁気的相互作用によって回転される。
【0026】
これによって、チャッキング機構10に載置されたディスクDが回転される。
【0027】
また、ロータケース120はプレス加工によりカップ状の形状を有し、金属材質からなることができる。
【0028】
ここで、方向に対する用語を定義すると、軸方向は、図2において上下方向を意味し、半径方向は、ロータケース120の中心を基準に外側端方向、又はロータケース120の外側端を基準に中心方向を意味し、周方向は、ロータケース120の外周面に沿って回転される方向を意味する。
【0029】
ディスク保持ベース部140は、ロータケース120にデンティングにより突出形成され、ディスクDとロータケース120の上面との間に形成された空間とロータケース120の外側を連通する空気流路50を形成するように離隔されて配置される。
【0030】
即ち、ディスク保持ベース部140は、プレス加工によりロータケース120の上面から突出形成され、複数が相互離隔されて配置され空気流路50を形成する。
【0031】
ディスク保持摩擦部160はディスク保持ベース部140に積層され、ディスクDの底面が接地する。即ち、ディスク保持摩擦部160は、ディスクDがチャッキング機構10に載置される場合、ディスクDの底面に接触されるようにディスク保持ベース部140の上面に積層される。
【0032】
一方、ディスク保持摩擦部160はゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された材質からなることができる。そして、ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物がディスク保持ベース部140に塗布され、ディスク保持摩擦部160が形成される。
【0033】
これにより、ディスクDの底面を支持して摩擦力を提供する支持部をより容易に形成することができる。
【0034】
これをより具体的に説明すると、従来のディスクDの底面を支持する支持部はロータケース120の上面にゴム又はシリコンシートの付着により形成される。そのため、空気流路50を形成する場合はゴム又はシリコンシートを複数に分割しなければならず、分割された複数のゴム又はシリコンシートをそれぞれロータケース120の上面に付着する。
【0035】
したがって、ディスクDの底面を支持する支持部の形成のための所要時間が増え、作業性が悪くなるため生産性も低下する。
【0036】
しかし、本発明はディスク保持ベース部140をプレス加工によりロータケース120の上面から突出形成し、ディスク保持ベース部140の上面にゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物を塗布してディスク保持摩擦部160を形成することから、作業時間が短縮して作業性が向上され、生産性も向上できる。
【0037】
さらに、ゴム又はシリコンシートの接着によってディスクDの底面を支持する支持部を形成すると、シートに発生する剥離現象も防止できる。即ち、ディスク保持摩擦部160はゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物を塗布によって形成されるため、ディスクDの脱着時、使用者によって端部が剥離されるのを防止できる。
【0038】
なお、ディスク保持ベース部140とディスク保持摩擦部160で構成されるディスクDの底面を支持する支持部によって空気流路50が形成されるため、図3に示したように、チャッキング機構10の上部側からロータケース120とディスクDの底面との空間に流入された空気は、空気流路50を介してロータケース120の外部側に流動されることができる。
【0039】
これにより、ロータケース120とディスクDの底面との空間と、ロータケース120の外部側との圧力差、温度差を減少でき、圧力差、温度差で発生する振動、騒音などを減少させることができる。
【0040】
さらに、圧力差、温度差を減少できることから、結局、消費電力を減少させることができる。
【0041】
以下では、図面を参照し、本発明の一実施例によるモーター用ターンテーブルの製造方法について説明する。
【0042】
図4は本発明の一実施例によるモーター用ターンテーブルの製造方法を示す工程フロー図である。
【0043】
図4を参照すると、まず、金属材質からなるカップ状のロータケース120が用意される。
【0044】
次に、ロータケース120の上面にはプレス加工によりディスク保持ベース部140が形成される。このとき、ディスク保持ベース部140はロータケース120の上面縁で周方向に沿って複数が相互離隔されて配置されるように形成される。
【0045】
これにより、ロータケース120には空気流路50が形成される。
【0046】
その後、ディスク保持ベース部140の上面にゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物を液滴dの形態で所定量滴下する。
【0047】
それぞれのディスク保持ベース部140の上面にゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物を液滴dの形態で滴下した後、塗布ローラ60を用いてディスク保持ベース部140に所定の厚さを有するように混合物が塗布される。
【0048】
塗布完了後、ロータケース120は、硬化炉(図示せず)でディスク保持摩擦部160が形成されるよう所定時間硬化される。このとき、ディスク保持摩擦部160を形成するために混合物が熱又は紫外線で硬化されることがある。即ち、熱硬化又は紫外線硬化によりディスク保持摩擦部160の形成が完了する。
【0049】
上記のように、ディスク保持ベース部140をプレス加工によりロータケース120の上面から突出形成し、ディスク保持ベース部140の上面にゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物を塗布してディスク保持摩擦部160を形成するので、作業時間が短縮して作業性が向上され、生産性も向上できる。
【0050】
さらに、上記のような工程で製造されたモーター用ターンテーブル100を通じてゴム又はシリコンシートの接着によってディスクDの底面を支持する支持部を形成すると、シートに発生する剥離現象も防止できる。即ち、ディスク保持摩擦部160はゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物を塗布によって形成されるため、ディスクDの脱着時、使用者によって端部が剥離されるのを防止できる。
【0051】
一方、プレス加工によりロータケース120から上部側に突出するようにディスク保持ベース部140を形成するので、ディスク保持ベース部140の形状を多様に変更できる。また、ディスク保持摩擦部160は、ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物の塗布によって形成されるため、ディスク保持ベース部140の形状が変更されても、ディスク保持摩擦部160の形成が容易である。
【0052】
以下では、図面を参照し本発明の他の実施例によるモーター用ターンテーブルの製造方法について説明する。
【0053】
図5は本発明の他の実施例によるモーター用ターンテーブルの製造方法を示す工程フロー図である。
【0054】
図5を参照すると、まず、金属材質からなるカップ状のロータケース120が用意される。
【0055】
次に、ロータケース120の上面にはプレス加工によりディスク保持ベース部140が形成される。このとき、ディスク保持ベース部140はロータケース120の上面縁に周方向に沿って複数が相互離隔されて配置されるように形成される。
【0056】
これにより、ロータケース120には空気流路50が形成される。
【0057】
その後、ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物に浸漬され、混合物が付いている塗布ローラ60を用いてそれぞれのディスク保持ベース部140の上面に所定の厚さを有するように混合物が塗布される。
【0058】
塗布完了後、ロータケース120は、硬化炉(図示せず)でディスク保持摩擦部160が形成されるよう所定時間硬化される。このとき、ディスク保持摩擦部160を形成するために混合物が熱又は紫外線で硬化されることがある。即ち、熱硬化又は紫外線硬化によりディスク保持摩擦部160の形成が完了する。
【0059】
上記のように、ディスク保持ベース部140をプレス加工によりロータケース120の上面から突出形成し、ディスク保持ベース部140の上面にゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物を塗布してディスク保持摩擦部160を形成するので、作業時間が短縮して作業性が向上され、生産性も向上できる。
【0060】
さらに、上記のような工程で製造されたモーター用ターンテーブル100を通じてゴム又はシリコンシートの接着によってディスクDの底面を支持する支持部を形成すると、シートに発生する剥離現象も防止できる。即ち、ディスク保持摩擦部160は、ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物の塗布によって形成されるため、ディスクDの脱着時、使用者によって端部が剥離されるのを防止できる。
【0061】
一方、プレス加工によりロータケース120から上部側に突出するようにディスク保持ベース部140を形成するので、ディスク保持ベース部140の形状を多様に変更できる。また、ディスク保持摩擦部160は、ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された混合物の塗布によって形成されるため、ディスク保持ベース部140の形状が変更されても、ディスク保持摩擦部160の形成が容易である。
【符号の説明】
【0062】
100 モーター用ターンテーブル
120 ロータケース
140 ディスク保持ベース部
160 ディスク保持摩擦部
【特許請求の範囲】
【請求項1】
ディスクを載置するチャッキング機構が取り付けられるロータケースと、
前記ロータケースにデンティングにより突出形成され、前記ディスクと前記ロータケースの上面との間に形成された空間と前記ロータケースの外側を連通する空気流路を形成するように離隔されて配置されるディスク保持ベース部と、
前記ディスク保持ベース部に積層され、前記ディスクの底面が接地するディスク保持摩擦部と
を含むモーター用ターンテーブル。
【請求項2】
前記ロータケースは、プレス加工により成形できるよう、金属材質からなることを特徴とする請求項1に記載のモーター用ターンテーブル。
【請求項3】
前記ディスク保持摩擦部は、ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された材質からなり、前記ディスク保持ベース部に塗布されて積層されることを特徴とする請求項2に記載のモーター用ターンテーブル。
【請求項4】
プレス加工によりロータケースの上面から突出するようにディスク保持ベース部を形成する工程と、
ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された材質からなる混合物を前記ディスク保持ベース部に塗布してディスク保持摩擦部を形成する工程と
を含むモーター用ターンテーブルの製造方法。
【請求項5】
前記ディスク保持摩擦部を形成する工程は、
ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された材質からなる混合物を前記ディスク保持ベース部の上面に落とす工程と、
前記ディスク保持ベースの上面に位置する混合物を塗布ローラを用いて前記ディスク保持ベース部の上面に塗布する工程と、
前記ディスク保持ベース部に塗布された混合物を硬化させる工程と
を備えることを特徴とする請求項4に記載のモーター用ターンテーブルの製造方法。
【請求項6】
前記ディスク保持摩擦部を形成する工程は、
ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された材質からなる混合物に塗布ローラを浸漬した後、前記混合物が付いている前記塗布ローラを用いて前記ディスク保持ベース部の上面に混合物を塗布する工程と、
前記ディスク保持ベース部に塗布された混合物を硬化させる工程と
を備えることを特徴とする請求項4に記載のモーター用ターンテーブルの製造方法。
【請求項7】
前記混合物は、熱又は紫外線で硬化されることを特徴とする請求項5又は6に記載のモーター用ターンテーブルの製造方法。
【請求項8】
前記ロータケースは、
プレス加工により前記ディスク保持ベース部を形成できるよう、金属材質からなることを特徴とする請求項4から7の何れか1項に記載のモーター用ターンテーブルの製造方法。
【請求項1】
ディスクを載置するチャッキング機構が取り付けられるロータケースと、
前記ロータケースにデンティングにより突出形成され、前記ディスクと前記ロータケースの上面との間に形成された空間と前記ロータケースの外側を連通する空気流路を形成するように離隔されて配置されるディスク保持ベース部と、
前記ディスク保持ベース部に積層され、前記ディスクの底面が接地するディスク保持摩擦部と
を含むモーター用ターンテーブル。
【請求項2】
前記ロータケースは、プレス加工により成形できるよう、金属材質からなることを特徴とする請求項1に記載のモーター用ターンテーブル。
【請求項3】
前記ディスク保持摩擦部は、ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された材質からなり、前記ディスク保持ベース部に塗布されて積層されることを特徴とする請求項2に記載のモーター用ターンテーブル。
【請求項4】
プレス加工によりロータケースの上面から突出するようにディスク保持ベース部を形成する工程と、
ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された材質からなる混合物を前記ディスク保持ベース部に塗布してディスク保持摩擦部を形成する工程と
を含むモーター用ターンテーブルの製造方法。
【請求項5】
前記ディスク保持摩擦部を形成する工程は、
ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された材質からなる混合物を前記ディスク保持ベース部の上面に落とす工程と、
前記ディスク保持ベースの上面に位置する混合物を塗布ローラを用いて前記ディスク保持ベース部の上面に塗布する工程と、
前記ディスク保持ベース部に塗布された混合物を硬化させる工程と
を備えることを特徴とする請求項4に記載のモーター用ターンテーブルの製造方法。
【請求項6】
前記ディスク保持摩擦部を形成する工程は、
ゴム粒子又はシリコン粒子の少なくとも一方と接着剤が混合された材質からなる混合物に塗布ローラを浸漬した後、前記混合物が付いている前記塗布ローラを用いて前記ディスク保持ベース部の上面に混合物を塗布する工程と、
前記ディスク保持ベース部に塗布された混合物を硬化させる工程と
を備えることを特徴とする請求項4に記載のモーター用ターンテーブルの製造方法。
【請求項7】
前記混合物は、熱又は紫外線で硬化されることを特徴とする請求項5又は6に記載のモーター用ターンテーブルの製造方法。
【請求項8】
前記ロータケースは、
プレス加工により前記ディスク保持ベース部を形成できるよう、金属材質からなることを特徴とする請求項4から7の何れか1項に記載のモーター用ターンテーブルの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−14823(P2012−14823A)
【公開日】平成24年1月19日(2012.1.19)
【国際特許分類】
【出願番号】特願2011−118395(P2011−118395)
【出願日】平成23年5月26日(2011.5.26)
【出願人】(594023722)サムソン エレクトロ−メカニックス カンパニーリミテッド. (1,585)
【公開日】平成24年1月19日(2012.1.19)
【国際特許分類】
【出願日】平成23年5月26日(2011.5.26)
【出願人】(594023722)サムソン エレクトロ−メカニックス カンパニーリミテッド. (1,585)
[ Back to top ]