
モールドイン成形用係止部材の製造方法
【課題】成形型内の凹部に簡単かつ確実に保持でき、しかも成形型凹部の巾方向の間隙の封止に優れ、樹脂組成物の係合素子側への流入を確実に阻止することができるモールドイン成形用係止部材の製造方法を提供する。
【解決手段】熱可塑性樹脂をノズルから溶融押出して、基板長さ方向に連続した列条を基板表面に有し、さらに同表面の幅方向両端部に基板長さ方向に連続し三角形または円弧状の断面形状を有するシール用突起(4)を有するテープを形成し、該列条に小間隔で切れ目を入れ、次いでテープを長さ方向に延伸し、かつフェライト含有層をテープ面に塗付することにより、基板(1)の表面に多数の係合素子(2)と基板表面の幅方向両端部に長さ方向に連続した三角形または円弧状の断面形状を有するシール用突部(4)を有し、かつ基板の少なくとも1面にフェライト含有層を有するモールドイン成形用係止部材の製造方法。
【解決手段】熱可塑性樹脂をノズルから溶融押出して、基板長さ方向に連続した列条を基板表面に有し、さらに同表面の幅方向両端部に基板長さ方向に連続し三角形または円弧状の断面形状を有するシール用突起(4)を有するテープを形成し、該列条に小間隔で切れ目を入れ、次いでテープを長さ方向に延伸し、かつフェライト含有層をテープ面に塗付することにより、基板(1)の表面に多数の係合素子(2)と基板表面の幅方向両端部に長さ方向に連続した三角形または円弧状の断面形状を有するシール用突部(4)を有し、かつ基板の少なくとも1面にフェライト含有層を有するモールドイン成形用係止部材の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車シートや事務用椅子などのクッションやその他の樹脂成形体をモールドイン成形する際に、この成形体表面に埋め込まれるモールドイン成形用係止部材に関するものである。係止部材付きのクッションは、その表面を繊維布などの被覆体で蔽い、被覆体を係止部材でクッションに固定して使用される。
【背景技術】
【0002】
一般に、自動車や事務用椅子などに用いられるシートは、発泡ウレタンなどからなるクッションの表面に、シートカバーを取付けて構成している。このシートカバーの取付けにあたって、従来、ワイヤをクッション用成形型の凹部に嵌合させてモールドイン成形し、このワイヤとシートカバーとの間を多数の金属製固定具で固定することにより、上記クッションにシートカバーを取付けるいわゆるホグリング法が採用されている。このホグリング法において、上記固定具は電動工具を用いて固定される。
【0003】
最近、自動車シートの成形方法として、表面に多数の係合素子を、裏面に多数の埋設要素をそれぞれ備えた係止部材、即ち面ファスナーテープを、成形型内の所定の位置にセットし、該成形型内に成形用樹脂を注入して発泡させ、上記テープの埋設要素をクッション表面に埋設一体化し、かつ、上記係合素子がクッションの外表面に露出するように埋め込み成形する方法(いわゆるモールドイン成形法)が提案されている。そして、シートカバーには上記面ファスナーテープの係合素子に係合可能な被係合素子が設けられ、これらの両素子を係合させることにより、上記シートカバーがクッションに沿わせて被覆される。
【0004】
ところで、上記のモールドイン成形法では、上記係止部材を成形型に設けた凹部に装着して、成形用樹脂(以下樹脂組成物と言うことがある)が係止部材基板と成形型凹部の間隙から係合素子側に流入し該素子を埋めるのを阻止する必要がある。
【0005】
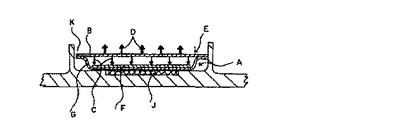
上記問題を解決する係止部材の1例が図4に示される。係止部材Aは面ファスナーの基板Bの表裏両面に多数の係合素子Cと埋設要素Dとを備えた面ファスナーテープEを用い、上記係合素子Cの上面にモールド成形時に成形型に埋設された磁石体に吸着するスチール片Fを配置するとともに、このスチール片Fおよび係合素子Cの全体をカバーフィルムGで覆って、モールド成形時に係合素子C側に成形樹脂組成物が流入するのを阻止する構造を有する。このフィルムGは、その外周縁部が上記面ファスナーテープEの周縁部に、粘接着剤やヒートシール手段などで接合一体化されている。
【0006】
そして、該係止部材Aは、底面に磁石Jが設置されている成形型の凹部Kに、上記スチール片Fをその磁気吸引力を利用して固定する。この後成形型内に発泡原液などの樹脂組成物を注入して、上記埋設要素Dが樹脂に埋め込まれたクッションなどの成形体を成形し、クッションを取り出し、その後カバーフィルムGとスチール片Fとを取外し、面ファスナーの係合素子Cをクッションの表面に露出させる。
【0007】
他の一例として特開昭64−9708号に開示されるモールドイン用の係止部材がある。該係止部材は、面ファスナーの全周端部に表面または裏面に向いた凹溝部を設け、一方成形型の面ファスナー装着部の周縁に凸部または凹部を設け、面ファスナーの凹溝部と成形型の凹部周縁の凸または凹部を嵌着する構造である。該係止部材では面ファスナーの周縁部に凹溝部とその外側に耳部を設けており、その両構造により係止部材は成形型の装着部に嵌着されると考えられる。
【0008】
さらに、実開平3−58109号に示される係止部材は、面ファスナーテープの外周に断面矩形の嵌合部材を装着する構造で、面ファスナーテープの幅が嵌合部材の分だけ増して、面ファスナーテープが大型化する欠点がある。また、上記嵌合部材は、面ファスナーテープとは別個に成形されて、面ファスナーテープの外周に装着されるので、装着作業が面倒で生産性に劣る欠点もある。
【発明の概要】
【発明が解決しようとする課題】
【0009】
ところが、上述したホグリング法によるときには、上記シートカバーをクッションに固定するとき、多数の固定具を必要とし、多大の手間も要する。しかも、これら固定具は電動工具で取付けられるため、怪我をしたり腱鞘炎になるなど安全および労働衛生上に問題があり、その上、樹脂材料にワイヤや固定具などの金属部品が混在しているので、使用後の樹脂材料のリサイクルが行いにくい欠点もある。
【0010】
また、図4に示したモールドイン成形手段による場合は、上記クッションの成形後に、上記スチール片FとファスナーカバーフィルムGとを取外す必要があるが、これらの部材は廃棄物となって処分する必要が生ずる。しかも、上記フィルムGの取外し時に、フィルム屑が上記係合素子面に残ると、係合素子の露出を妨げ係合力を低下させ、また外観が悪くなったりするため、細心で面倒な取外作業が必要となる。その作業には手間がかかり、その上、前記スチール片Fの取外時に手指の怪我を招く恐れもあった。
【0011】
特開昭64−9708号に示される係止部材は、面ファスナーの端部に設ける構造が複雑であり、成形型の凹部の周縁にも凹部か凸部を設ける必要があり、その製造を複雑にする欠点がある。従って、より簡単な構造で十分な効果を得る係止部材が求められていた。また、該ファスナーは周縁部に係合素子が存在しない部分を有するので、ファスナー巾が大きくなる。細巾のテープを取り付ける場合は、埋設要素や係合素子の数が少なくなり、成形体への係止部分の固定や被覆体の係止が十分でない。
【0012】
本発明は、以上のような問題に鑑みてなされたもので、その目的は、モールドイン成形時に、成形型の凹部内に係止部材を固定し、かつ、この係止部材の係合素子側に発泡原液などの樹脂組成物が流入するのを確実に阻止することができ、しかも、小形で、生産性、安全性および作業性に優れたモールドイン成形用係止部材の製造方法を提供することにある。
【課題を解決するための手段】
【0013】
即ち本発明は、熱可塑性樹脂をノズルから溶融押出して、基板長さ方向に連続した列条を基板表面に有し、さらに同表面の幅方向両端部に基板長さ方向に連続し三角形または円弧状の断面形状を有するシール用突起を有するテープを形成し、該列条に小間隔で切れ目を入れ、次いでテープを長さ方向に延伸し、かつフェライト含有層をテープ面に塗付することにより、基板の表面に多数の係合素子と同表面の幅方向両端部に長さ方向に連続した三角形または円弧状の断面形状を有するシール用突部を有し、かつ基板の少なくとも1面にフェライト含有層を有するモールドイン成形用係止部材の製造方法である。
【発明の効果】
【0014】
本発明にかかる成形用係止部材は、成形型内の凹部に簡単かつ確実に保持でき、しかも成形型凹部の巾方向の間隙の封止に優れ、樹脂組成物の係合素子側への流入を確実に阻止することがでる。クッションの製造に本係止部材を使用すれば、シートカバーをクッションに吊り込むように固定でき、クッションの表面に密接してシートカバーを装着し、風合いの優れたシートが得られる。また、生産性、安全性および作業性にも優れたものとなる。
【図面の簡単な説明】
【0015】
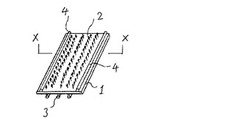
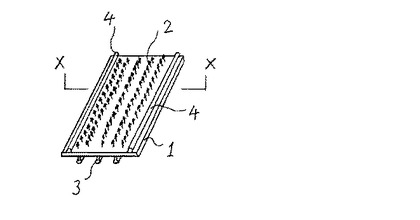
【図1】本発明の係止部材の1例を示す斜視図。
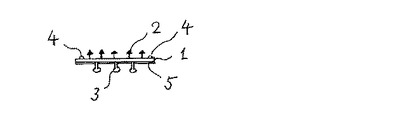
【図2】図1の係止部材のX−X線における断面図。
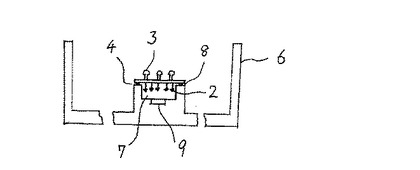
【図3】図1の係止部材を成形型の凹部に嵌着した状態を示す断面模式図。
【図4】従来の係止部材を示す断面図。
【0016】
以下、図面によって本発明を説明する。図1は本発明の係止部材の1例を示す斜視図であり、図2は図1のX,X線における断面図である。図1および2において、係止部材はその基板1の表面側に多数の係合素子2を有し、裏面側には少なくとも1条の樹脂に対する埋設素子3を有し、さらに基板表面の巾方向の両端部に連続したシール用突部4を有する。また基板の表裏面の少なくとも1面にフェライトを含有する層5を有する。図2の係止部材は、その裏面にフェライト含有層を有する。フェライト含有層は、表面裏面の一面または両面に設けることができる。
【0017】
本発明に用いる係止部材は、ポリオレフィン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂などの熱可塑性樹脂が使用でき、成形性の点からポリプロピレンなどのポリオレフィンが好ましい。本発明の係止部材は、上記の熱可塑性樹脂を所定のスリットを設けたノズルから溶融押出し、基板の両表面に連続した列条を有するテープを形成し、表面にある連続列条に小間隔で切れ目を入れ、次いでテープを長さ方向に延伸することにより、表面に多数の係合素子を有し裏面に1または複数の列条の埋設素子を有する係止部材が得られる。係合素子および埋設要素の高さは、特に制限はないが、通常約1mmないし約15mm、より好ましくは約2mmないし6mmである。
【0018】
基板表面の巾方向の両端部に設けるシール用突部は、上記の溶融押出しノズルに対応するスリットを形成して、基板の成形と同時に形成することができる。シール突部用の樹脂は軟質のものが好ましく、軟質ポリオレフィンやポリウレタンなどが好ましい。シール用突部は係止部材の長さ方向に連続することが必要であり、その高さを可及的に均一とすることが好ましい。その高さは約0.1〜約2mmが好ましく、その断面形状は、円弧状または三角形である。
【0019】
フェライト含有層は、市販のフェライト粒子をゴム系接着剤などに混合した組成物を、スプレーやノズルガンにて、目的とする係止部材の面に塗布する。この際にフェライト含有層が厚すぎて、係合素子や埋設素子を埋めないことが必要である。従来技術の金属片をフェライト含有層に変えることにより、係止部材の製造効率が向上し、コストが低減し、さらにそれを用いて樹脂成形体を製造する際に、工程の省略と効率が向上する効果がある。
【0020】
図3は、図1の係止部材を成形型の係止部材嵌着用の凹部に嵌着した状態を示す断面模式図である。係止部材1は成形型6の底面にある凹部7に、係合素子2が凹部7に嵌入するように装着される。係止部材はそのシール用突部4を凹部7の肩9に密着させ、その間の隙間をシールする。該シールによって、成形型に成形用の樹脂が導入された時に、樹脂が凹部に侵入して係合素子を埋めることを防ぐ。係止部材の長さ方向の端部は、樹脂の粘度が高い場合は、凹部内に侵入する樹脂が少ないので、特にそのシールを考慮しなくてもよい。樹脂の粘度が低く、樹脂の浸入が多い場合は、係止部材の長さ方向の係合素子のある両端部に、繊維塊または発泡樹脂片などでシール部を付与して、樹脂が凹部に侵入することを防ぐ。
【0021】
型の底面には磁石9が埋設されており、係止部材にあるフェライト含有層を吸引して、係止部材の凹部への装着と固定を確実にし、さらに凹部の肩部と係止部材にあるシール用突部との密着を確実にする。係止部材の巾は凹部の肩部間の巾とほぼ等しいのが好ましい。凹部の巾よりかなり大きいと、樹脂の導入時または樹脂の重合硬化時に、係止部材に不要な力がかかり、係止部材の装着やシールを阻害する恐れがある。また凹部の巾よりかなり小さいと、係止部材のシール用突部によるシールが不確実となり、樹脂が凹部へ侵入する恐れがある。
【実施例】
【0022】
以下、本発明の実施例を図面に基づいてさらに説明する。図3は、本発明に用いる成形用係止部材の適用例として、自動車用シートクッションの製造に使用できる。図3に示したように、係止部材を型の凹部に装着した状態で、成形型にポリウレタンなどの樹脂を注入して発泡させる。樹脂の硬化後に成形型からクッションを外部に取出すことにより、このクッションの表面に本発明の係止部材が一体的に埋め込まれた成形体が得られる。ここで、係止部材の係合素子は、その表面が発泡樹脂で覆われることなく、クッションの外表面に確実に露出する。また、係止部材の裏面の埋設素子が上記クッション内に埋め込まれることにより、本係止部材がクッションに強固に取付けられる。
【0023】
得られたクッションの表面にシートカバーをかぶせ、クッションの表面に露出される上記係止部材の係合素子に、シートカバーの裏面側に設けた被係合素子(ループ状繊維や起毛繊維)を係合させることにより、シートカバーがクッションの外観形状に沿って密着状に確実に被覆される。クッションの細くて深い溝部に本係止部材を使用すれば、シートカバーをクッション内に吊り込むように固定でき、クッションの表面に密接してシートカバーを装着し、風合いの優れたシートが得られる。なお、本発明にかかる成形用係止部材の適用例として自動車用クッションを示したが、このクッションに限らず、他のモールド成形体にも適用することができる。
【符号の説明】
【0024】
1…係止部材の基板、2…係合素子、3…埋設素子、4…シール用突部、5…フェライト含有層、6…成形型、7…成形型凹部、8…凹部の肩部、9…磁石
【技術分野】
【0001】
本発明は、自動車シートや事務用椅子などのクッションやその他の樹脂成形体をモールドイン成形する際に、この成形体表面に埋め込まれるモールドイン成形用係止部材に関するものである。係止部材付きのクッションは、その表面を繊維布などの被覆体で蔽い、被覆体を係止部材でクッションに固定して使用される。
【背景技術】
【0002】
一般に、自動車や事務用椅子などに用いられるシートは、発泡ウレタンなどからなるクッションの表面に、シートカバーを取付けて構成している。このシートカバーの取付けにあたって、従来、ワイヤをクッション用成形型の凹部に嵌合させてモールドイン成形し、このワイヤとシートカバーとの間を多数の金属製固定具で固定することにより、上記クッションにシートカバーを取付けるいわゆるホグリング法が採用されている。このホグリング法において、上記固定具は電動工具を用いて固定される。
【0003】
最近、自動車シートの成形方法として、表面に多数の係合素子を、裏面に多数の埋設要素をそれぞれ備えた係止部材、即ち面ファスナーテープを、成形型内の所定の位置にセットし、該成形型内に成形用樹脂を注入して発泡させ、上記テープの埋設要素をクッション表面に埋設一体化し、かつ、上記係合素子がクッションの外表面に露出するように埋め込み成形する方法(いわゆるモールドイン成形法)が提案されている。そして、シートカバーには上記面ファスナーテープの係合素子に係合可能な被係合素子が設けられ、これらの両素子を係合させることにより、上記シートカバーがクッションに沿わせて被覆される。
【0004】
ところで、上記のモールドイン成形法では、上記係止部材を成形型に設けた凹部に装着して、成形用樹脂(以下樹脂組成物と言うことがある)が係止部材基板と成形型凹部の間隙から係合素子側に流入し該素子を埋めるのを阻止する必要がある。
【0005】
上記問題を解決する係止部材の1例が図4に示される。係止部材Aは面ファスナーの基板Bの表裏両面に多数の係合素子Cと埋設要素Dとを備えた面ファスナーテープEを用い、上記係合素子Cの上面にモールド成形時に成形型に埋設された磁石体に吸着するスチール片Fを配置するとともに、このスチール片Fおよび係合素子Cの全体をカバーフィルムGで覆って、モールド成形時に係合素子C側に成形樹脂組成物が流入するのを阻止する構造を有する。このフィルムGは、その外周縁部が上記面ファスナーテープEの周縁部に、粘接着剤やヒートシール手段などで接合一体化されている。
【0006】
そして、該係止部材Aは、底面に磁石Jが設置されている成形型の凹部Kに、上記スチール片Fをその磁気吸引力を利用して固定する。この後成形型内に発泡原液などの樹脂組成物を注入して、上記埋設要素Dが樹脂に埋め込まれたクッションなどの成形体を成形し、クッションを取り出し、その後カバーフィルムGとスチール片Fとを取外し、面ファスナーの係合素子Cをクッションの表面に露出させる。
【0007】
他の一例として特開昭64−9708号に開示されるモールドイン用の係止部材がある。該係止部材は、面ファスナーの全周端部に表面または裏面に向いた凹溝部を設け、一方成形型の面ファスナー装着部の周縁に凸部または凹部を設け、面ファスナーの凹溝部と成形型の凹部周縁の凸または凹部を嵌着する構造である。該係止部材では面ファスナーの周縁部に凹溝部とその外側に耳部を設けており、その両構造により係止部材は成形型の装着部に嵌着されると考えられる。
【0008】
さらに、実開平3−58109号に示される係止部材は、面ファスナーテープの外周に断面矩形の嵌合部材を装着する構造で、面ファスナーテープの幅が嵌合部材の分だけ増して、面ファスナーテープが大型化する欠点がある。また、上記嵌合部材は、面ファスナーテープとは別個に成形されて、面ファスナーテープの外周に装着されるので、装着作業が面倒で生産性に劣る欠点もある。
【発明の概要】
【発明が解決しようとする課題】
【0009】
ところが、上述したホグリング法によるときには、上記シートカバーをクッションに固定するとき、多数の固定具を必要とし、多大の手間も要する。しかも、これら固定具は電動工具で取付けられるため、怪我をしたり腱鞘炎になるなど安全および労働衛生上に問題があり、その上、樹脂材料にワイヤや固定具などの金属部品が混在しているので、使用後の樹脂材料のリサイクルが行いにくい欠点もある。
【0010】
また、図4に示したモールドイン成形手段による場合は、上記クッションの成形後に、上記スチール片FとファスナーカバーフィルムGとを取外す必要があるが、これらの部材は廃棄物となって処分する必要が生ずる。しかも、上記フィルムGの取外し時に、フィルム屑が上記係合素子面に残ると、係合素子の露出を妨げ係合力を低下させ、また外観が悪くなったりするため、細心で面倒な取外作業が必要となる。その作業には手間がかかり、その上、前記スチール片Fの取外時に手指の怪我を招く恐れもあった。
【0011】
特開昭64−9708号に示される係止部材は、面ファスナーの端部に設ける構造が複雑であり、成形型の凹部の周縁にも凹部か凸部を設ける必要があり、その製造を複雑にする欠点がある。従って、より簡単な構造で十分な効果を得る係止部材が求められていた。また、該ファスナーは周縁部に係合素子が存在しない部分を有するので、ファスナー巾が大きくなる。細巾のテープを取り付ける場合は、埋設要素や係合素子の数が少なくなり、成形体への係止部分の固定や被覆体の係止が十分でない。
【0012】
本発明は、以上のような問題に鑑みてなされたもので、その目的は、モールドイン成形時に、成形型の凹部内に係止部材を固定し、かつ、この係止部材の係合素子側に発泡原液などの樹脂組成物が流入するのを確実に阻止することができ、しかも、小形で、生産性、安全性および作業性に優れたモールドイン成形用係止部材の製造方法を提供することにある。
【課題を解決するための手段】
【0013】
即ち本発明は、熱可塑性樹脂をノズルから溶融押出して、基板長さ方向に連続した列条を基板表面に有し、さらに同表面の幅方向両端部に基板長さ方向に連続し三角形または円弧状の断面形状を有するシール用突起を有するテープを形成し、該列条に小間隔で切れ目を入れ、次いでテープを長さ方向に延伸し、かつフェライト含有層をテープ面に塗付することにより、基板の表面に多数の係合素子と同表面の幅方向両端部に長さ方向に連続した三角形または円弧状の断面形状を有するシール用突部を有し、かつ基板の少なくとも1面にフェライト含有層を有するモールドイン成形用係止部材の製造方法である。
【発明の効果】
【0014】
本発明にかかる成形用係止部材は、成形型内の凹部に簡単かつ確実に保持でき、しかも成形型凹部の巾方向の間隙の封止に優れ、樹脂組成物の係合素子側への流入を確実に阻止することがでる。クッションの製造に本係止部材を使用すれば、シートカバーをクッションに吊り込むように固定でき、クッションの表面に密接してシートカバーを装着し、風合いの優れたシートが得られる。また、生産性、安全性および作業性にも優れたものとなる。
【図面の簡単な説明】
【0015】
【図1】本発明の係止部材の1例を示す斜視図。
【図2】図1の係止部材のX−X線における断面図。
【図3】図1の係止部材を成形型の凹部に嵌着した状態を示す断面模式図。
【図4】従来の係止部材を示す断面図。
【0016】
以下、図面によって本発明を説明する。図1は本発明の係止部材の1例を示す斜視図であり、図2は図1のX,X線における断面図である。図1および2において、係止部材はその基板1の表面側に多数の係合素子2を有し、裏面側には少なくとも1条の樹脂に対する埋設素子3を有し、さらに基板表面の巾方向の両端部に連続したシール用突部4を有する。また基板の表裏面の少なくとも1面にフェライトを含有する層5を有する。図2の係止部材は、その裏面にフェライト含有層を有する。フェライト含有層は、表面裏面の一面または両面に設けることができる。
【0017】
本発明に用いる係止部材は、ポリオレフィン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂などの熱可塑性樹脂が使用でき、成形性の点からポリプロピレンなどのポリオレフィンが好ましい。本発明の係止部材は、上記の熱可塑性樹脂を所定のスリットを設けたノズルから溶融押出し、基板の両表面に連続した列条を有するテープを形成し、表面にある連続列条に小間隔で切れ目を入れ、次いでテープを長さ方向に延伸することにより、表面に多数の係合素子を有し裏面に1または複数の列条の埋設素子を有する係止部材が得られる。係合素子および埋設要素の高さは、特に制限はないが、通常約1mmないし約15mm、より好ましくは約2mmないし6mmである。
【0018】
基板表面の巾方向の両端部に設けるシール用突部は、上記の溶融押出しノズルに対応するスリットを形成して、基板の成形と同時に形成することができる。シール突部用の樹脂は軟質のものが好ましく、軟質ポリオレフィンやポリウレタンなどが好ましい。シール用突部は係止部材の長さ方向に連続することが必要であり、その高さを可及的に均一とすることが好ましい。その高さは約0.1〜約2mmが好ましく、その断面形状は、円弧状または三角形である。
【0019】
フェライト含有層は、市販のフェライト粒子をゴム系接着剤などに混合した組成物を、スプレーやノズルガンにて、目的とする係止部材の面に塗布する。この際にフェライト含有層が厚すぎて、係合素子や埋設素子を埋めないことが必要である。従来技術の金属片をフェライト含有層に変えることにより、係止部材の製造効率が向上し、コストが低減し、さらにそれを用いて樹脂成形体を製造する際に、工程の省略と効率が向上する効果がある。
【0020】
図3は、図1の係止部材を成形型の係止部材嵌着用の凹部に嵌着した状態を示す断面模式図である。係止部材1は成形型6の底面にある凹部7に、係合素子2が凹部7に嵌入するように装着される。係止部材はそのシール用突部4を凹部7の肩9に密着させ、その間の隙間をシールする。該シールによって、成形型に成形用の樹脂が導入された時に、樹脂が凹部に侵入して係合素子を埋めることを防ぐ。係止部材の長さ方向の端部は、樹脂の粘度が高い場合は、凹部内に侵入する樹脂が少ないので、特にそのシールを考慮しなくてもよい。樹脂の粘度が低く、樹脂の浸入が多い場合は、係止部材の長さ方向の係合素子のある両端部に、繊維塊または発泡樹脂片などでシール部を付与して、樹脂が凹部に侵入することを防ぐ。
【0021】
型の底面には磁石9が埋設されており、係止部材にあるフェライト含有層を吸引して、係止部材の凹部への装着と固定を確実にし、さらに凹部の肩部と係止部材にあるシール用突部との密着を確実にする。係止部材の巾は凹部の肩部間の巾とほぼ等しいのが好ましい。凹部の巾よりかなり大きいと、樹脂の導入時または樹脂の重合硬化時に、係止部材に不要な力がかかり、係止部材の装着やシールを阻害する恐れがある。また凹部の巾よりかなり小さいと、係止部材のシール用突部によるシールが不確実となり、樹脂が凹部へ侵入する恐れがある。
【実施例】
【0022】
以下、本発明の実施例を図面に基づいてさらに説明する。図3は、本発明に用いる成形用係止部材の適用例として、自動車用シートクッションの製造に使用できる。図3に示したように、係止部材を型の凹部に装着した状態で、成形型にポリウレタンなどの樹脂を注入して発泡させる。樹脂の硬化後に成形型からクッションを外部に取出すことにより、このクッションの表面に本発明の係止部材が一体的に埋め込まれた成形体が得られる。ここで、係止部材の係合素子は、その表面が発泡樹脂で覆われることなく、クッションの外表面に確実に露出する。また、係止部材の裏面の埋設素子が上記クッション内に埋め込まれることにより、本係止部材がクッションに強固に取付けられる。
【0023】
得られたクッションの表面にシートカバーをかぶせ、クッションの表面に露出される上記係止部材の係合素子に、シートカバーの裏面側に設けた被係合素子(ループ状繊維や起毛繊維)を係合させることにより、シートカバーがクッションの外観形状に沿って密着状に確実に被覆される。クッションの細くて深い溝部に本係止部材を使用すれば、シートカバーをクッション内に吊り込むように固定でき、クッションの表面に密接してシートカバーを装着し、風合いの優れたシートが得られる。なお、本発明にかかる成形用係止部材の適用例として自動車用クッションを示したが、このクッションに限らず、他のモールド成形体にも適用することができる。
【符号の説明】
【0024】
1…係止部材の基板、2…係合素子、3…埋設素子、4…シール用突部、5…フェライト含有層、6…成形型、7…成形型凹部、8…凹部の肩部、9…磁石
【特許請求の範囲】
【請求項1】
熱可塑性樹脂をノズルから溶融押出して、基板長さ方向に連続した列条を基板表面に有し、さらに同表面の幅方向両端部に基板長さ方向に連続し三角形または円弧状の断面形状を有するシール用突起を有するテープを形成し、該列条に小間隔で切れ目を入れ、次いでテープを長さ方向に延伸し、かつフェライト含有層をテープ面に塗付することにより、基板の表面に多数の係合素子と同表面の幅方向両端部に長さ方向に連続した三角形または円弧状の断面形状を有するシール用突部を有し、かつ基板の少なくとも1面にフェライト含有層を有するモールドイン成形用係止部材の製造方法。
【請求項1】
熱可塑性樹脂をノズルから溶融押出して、基板長さ方向に連続した列条を基板表面に有し、さらに同表面の幅方向両端部に基板長さ方向に連続し三角形または円弧状の断面形状を有するシール用突起を有するテープを形成し、該列条に小間隔で切れ目を入れ、次いでテープを長さ方向に延伸し、かつフェライト含有層をテープ面に塗付することにより、基板の表面に多数の係合素子と同表面の幅方向両端部に長さ方向に連続した三角形または円弧状の断面形状を有するシール用突部を有し、かつ基板の少なくとも1面にフェライト含有層を有するモールドイン成形用係止部材の製造方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2009−172389(P2009−172389A)
【公開日】平成21年8月6日(2009.8.6)
【国際特許分類】
【出願番号】特願2009−24444(P2009−24444)
【出願日】平成21年2月5日(2009.2.5)
【分割の表示】特願平11−326309の分割
【原出願日】平成11年11月17日(1999.11.17)
【出願人】(000001085)株式会社クラレ (1,607)
【Fターム(参考)】
【公開日】平成21年8月6日(2009.8.6)
【国際特許分類】
【出願日】平成21年2月5日(2009.2.5)
【分割の表示】特願平11−326309の分割
【原出願日】平成11年11月17日(1999.11.17)
【出願人】(000001085)株式会社クラレ (1,607)
【Fターム(参考)】
[ Back to top ]