
モールド台車の移送方法およびその設備
【課題】安価な空圧シリンダとオイルクッション付き空圧シリンダとを用いて、1個ずつ搬入されて直列状に配置された複数のモールド台車を、1個のモールド台車のピッチで間歇的に移動させたのち1個ずつ搬出させることができる方法を提供する。
【解決手段】搬入手段上の1個のモールド台車および移送手段上のモールド台車群を、速度制御された空圧シリンダの伸長作動により押動するとともにオイルクッション付き空圧シリンダによって受けて、1個のモールド台車の長さより若干長い距離移動させるとともにモールド台車群の先端のモールド台車を搬出手段上に移送したのち、搬出手段上に移送されたモールド台車を搬出手段上の所定位置までさらに移動させることを特徴とする。
【解決手段】搬入手段上の1個のモールド台車および移送手段上のモールド台車群を、速度制御された空圧シリンダの伸長作動により押動するとともにオイルクッション付き空圧シリンダによって受けて、1個のモールド台車の長さより若干長い距離移動させるとともにモールド台車群の先端のモールド台車を搬出手段上に移送したのち、搬出手段上に移送されたモールド台車を搬出手段上の所定位置までさらに移動させることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、モールド台車の移送方法およびその設備に係り、より詳しくは、モールド台車群を直列状にして移送する移送手段と、この移送手段の一端位置にモールド台車を1個ずつ搬入する搬入手段と、前記移送手段の他端位置からモールド台車を1個ずつ搬出する搬出手段とを用いて、複数のモールド台車を1個のモールド台車のピッチで間歇的に移動させるようにした方法およびその設備に関する。
【背景技術】
【0002】
鋳型を載せた複数のモールド台車を直列状に配置し、これら複数のモールド台車を空圧シリンダとクッションシリンダとで挟み込み、1個のモールド台車のピッチで間歇的に移送する装置は公知である。
【特許文献1】実公昭62−46665号公報
【特許文献2】特開2004−42073号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
ところで、薄肉高密度鋳物を高速で鋳造すべく、上記の実公昭62−46665号公報に記載の装置を用いて鋳型を載せた複数のモールド台車を移送すると、送り始めにおけるモールド台車間の隙間を解消するための寄せ、および送り完了後におけるクランプ閉じ時の衝撃により、鋳型の破損、中子の倒れ、モールド台車上の鋳型の位置ずれなどが発生する問題があった。
そのため、上記の特開2004−42073号公報に記載の装置を用いて複数のモールド台車を移送することも試みられているが、この方法では、高価な電動シリンダや油圧比例制御弁を用いるため設備費が嵩むなどの問題があった。
【0004】
本発明は上記の事情に鑑みてなされたもので、その目的は、安価な空圧シリンダとオイルクッション付き空圧シリンダとを用いて、1個ずつ搬入されて直列状に配置された複数のモールド台車を、1個のモールド台車のピッチで間歇的に移動させたのち1個ずつ搬出させることができる方法およびその設備を提供することにある。
【課題を解決するための手段】
【0005】
上記の問題を解消するために請求項1におけるモールド台車の移送方法は、モールド台車群を直列状にして移送する移送手段と、この移送手段の一端位置にモールド台車を1個ずつ搬入する搬入手段と、前記移送手段の他端位置からモールド台車を1個ずつ搬出する搬出手段とを用いて、複数のモールド台車を1個のモールド台車のピッチで間歇的に移動させるようにした方法であって、前記搬入手段上の1個のモールド台車および前記移送手段上のモールド台車群を、速度制御された空圧シリンダの伸長作動により押動するとともにオイルクッション付き空圧シリンダによって受けて、1個の前記モールド台車の長さより若干長い距離移動させるとともに前記モールド台車群の先端のモールド台車を前記搬出手段上に移送したのち、前記搬出手段上に移送された前記モールド台車を前記搬出手段上の所定位置までさらに移動させることを特徴とする。
【発明の効果】
【0006】
上記の説明から明らかなように請求項1は、モールド台車群を直列状にして移送する移送手段と、この移送手段の一端位置にモールド台車を1個ずつ搬入する搬入手段と、前記移送手段の他端位置からモールド台車を1個ずつ搬出する搬出手段とを用いて、複数のモールド台車を1個のモールド台車のピッチで間歇的に移動させるようにした方法であって、前記搬入手段上の1個のモールド台車および前記移送手段上のモールド台車群を、速度制御された空圧シリンダの伸長作動により押動するとともにオイルクッション付き空圧シリンダによって受けて、1個の前記モールド台車の長さより若干長い距離移動させるとともに前記モールド台車群の先端のモールド台車を前記搬出手段上に移送したのち、前記搬出手段上に移送された前記モールド台車を前記搬出手段上の所定位置までさらに移動させるから、安価な空圧シリンダとオイルクッション付き空圧シリンダとを用いても、1個ずつ搬入されて直列状に配置された複数のモールド台車を、1個のモールド台車のピッチで間歇的に移動させたのち1個ずつ容易にして確実に搬出させることができるなどの優れた実用的効果を奏する。
【発明を実施するための最良の形態】
【0007】
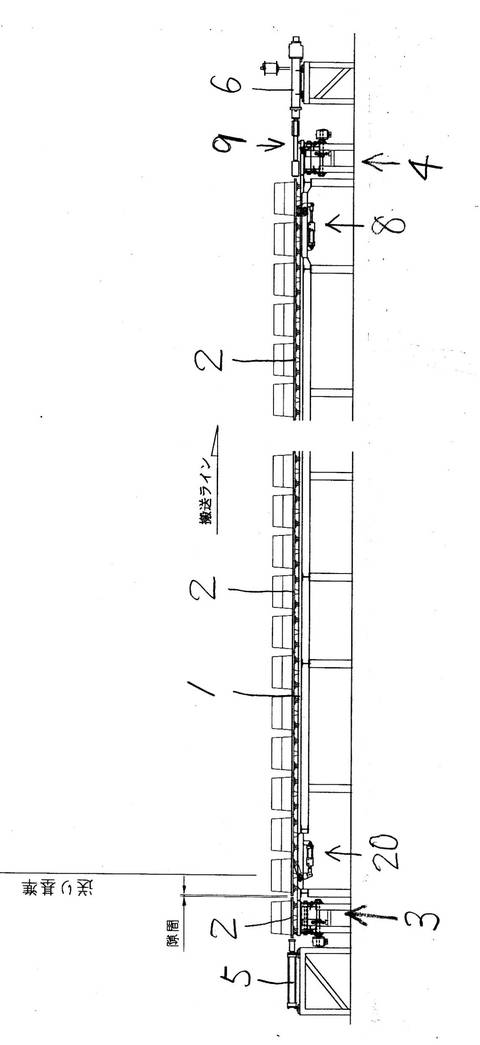
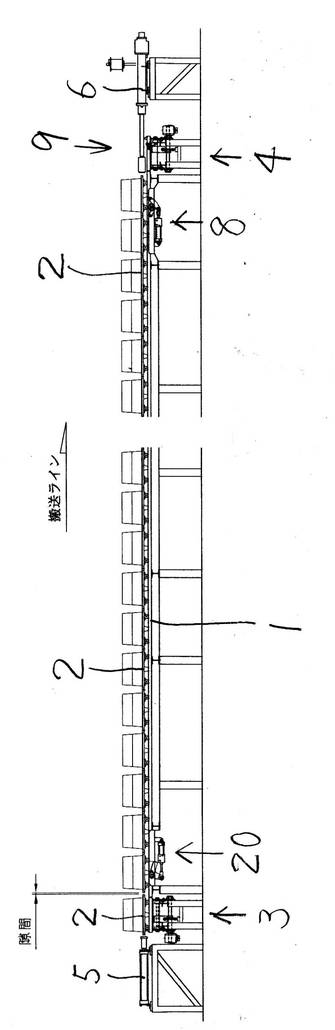
本発明を適用したモールド台車移送設備の一実施例について図1〜図9に基づき詳細に説明する。図1に示すように、本モールド台車移送設備においては、モールド台車群を直列状にして移送する移送手段としての高架状に敷設した左右方向へ延びるレール1の左端に、鋳型を載せたモールド台車2を、前記レール1と直交する方向からレール1の左端位置に1個ずつ搬入する搬入手段としてのモールド台車搬入用トラバーサ3が、また、前記レール1の右端には、レール1の右端位置からレール1と直交する方向へモールド台車2を1個ずつ搬出する搬出手段としてのモールド台車搬出用トラバーサ4がそれぞれ配設してある。前記モールド台車搬入用トラバーサ3の左側には、モールド台車搬入用トラバーサ3上のモールド台車2および前記レール1上のモールド台車2・2群を右方向へ押動させる空圧シリンダ5が、また、前記モールド台車搬出用トラバーサ4の右側には、押動された前記モールド台車搬入用トラバーサ3上のモールド台車2および前記レール1上のモールド台車2・2群を受けるオイルクッション付き空圧シリンダ6がそれぞれ配設してある。
【0008】
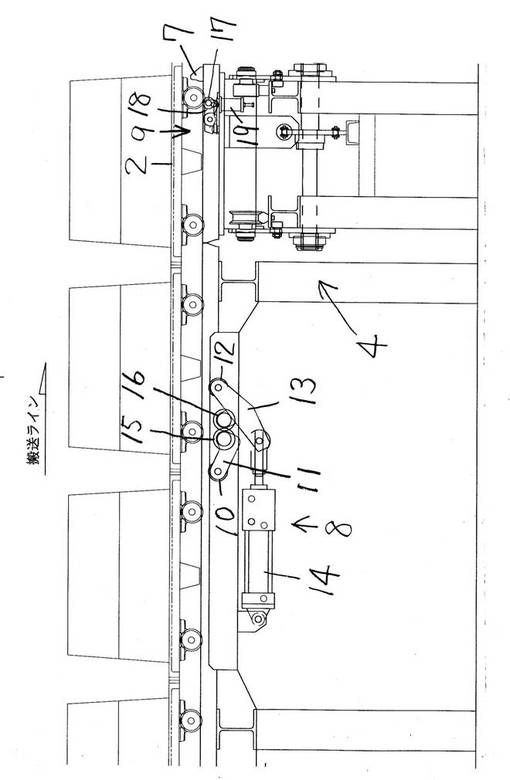
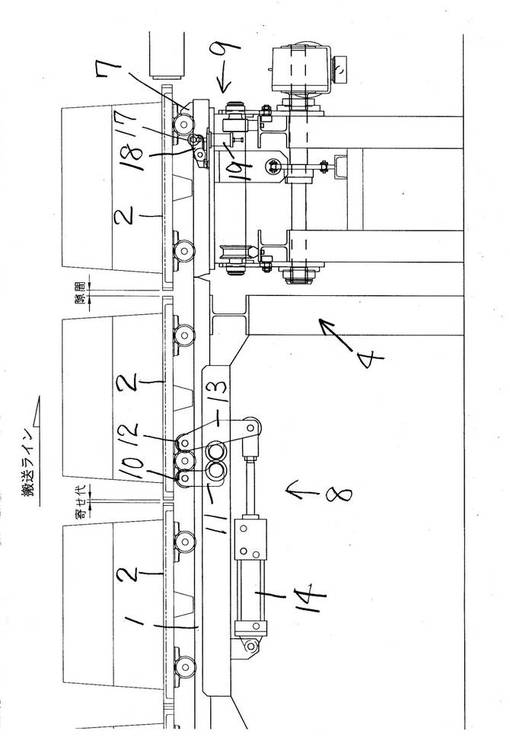
また、図1に示すように、前記レール1における前記モールド台車搬出用トラバーサ4の近傍位置には、前記レール1上におけるモールド台車群2・2の先端のモールド台車2を若干距離右方へ移動させるカニバサミクランプ装置8が設けてあり、カニバサミクランプ装置8は、図2に示すように、先端にローラ10を軸支し基端にて上下回動可能に軸着した短尺アーム11と、先端にローラ12を軸支し中央部にて上下回動可能に軸着した長尺アーム13と、別途枢設しピストンロッドの先端を長尺アーム13の下端にピン連結した空圧シリンダ14と、前記短・長尺アーム11・13の支持軸にそれぞれ嵌着しかつ相互に噛み合わせた2個のギア15・16とで構成してあって、空圧シリンダ14が収縮作動した時には短・長尺アーム11・13が相互に離れるように回動してローラ10・12の間隔が広がるとともにローラ10・12はモールド台車2の車輪の下方に位置し、また、空圧シリンダ14が伸長作動した時には、図3に示すように、短・長尺アーム11・13が相互に近づくように回動してレール1上におけるモールド台車群2・2の先端のモールド台車2の車輪をローラ10・12が狭持するとともにそのモールド台車2を右方へ若干距離押動するようになっている。
【0009】
また、図2に示すように、前記モールド台車搬出用トラバーサ4には、これの上のモールド台車2をモールド台車搬出用トラバーサ4に突設したストッパ7まで移動させるメカロック装置9が装着してあり、メカロック装置9は、先端にローラ17を軸支し中央部にて上下回動可能に軸着して前記モールド台車搬出用トラバーサ4上に設けたアーム18と、前記ローラ17を押し上げる上向きのコイルスプリング19とで構成してあって、コイルスプリング19を収縮作動させ、モールド台車2の車輪がメカロック装置9上を通過し、コイルスプリング19が伸長作動する事により、図3に示すように、モールド台車搬出用トラバーサ4上のモールド台車2の車輪をローラ17を介して右方へ押し出しモールド台車2をストッパ7まで移動させるようになっている。
【0010】
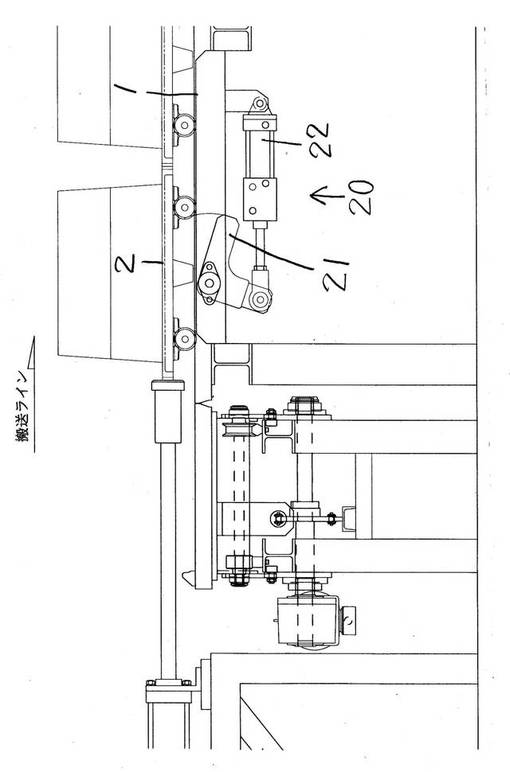
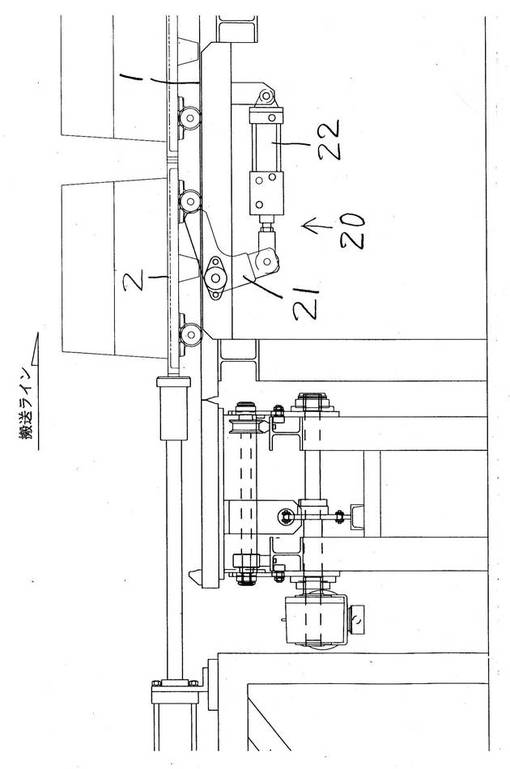
また、図1に示すように、前記レール1における前記モールド台車搬入用トラバーサ3の近傍位置には、前記レール1上におけるモールド台車2・2群の左方への逆送を防止するストッパ装置20が別途設けてあり、ストッパ装置20は、図4に示すように、L字状を成し屈曲部にて上下回動可能に軸着した本体21と、別途枢設しピストンロッドの先端を本体21の下端にピン連結したシリンダ22とで構成してあって、空圧シリンダ22が伸長作動した時には本体21が時計回り方向へ回動して本体21の先端がレール1上のモールド台車2の車輪の下方に位置し、また、空圧シリンダ22が収縮作動した時には、図5に示すように、本体21が反時計回り方向へ回動して本体21の先端が、レール1上のモールド台車2・2群の後端におけるモールド台車2の車輪の左側面側に位置するようになっている。
【0011】
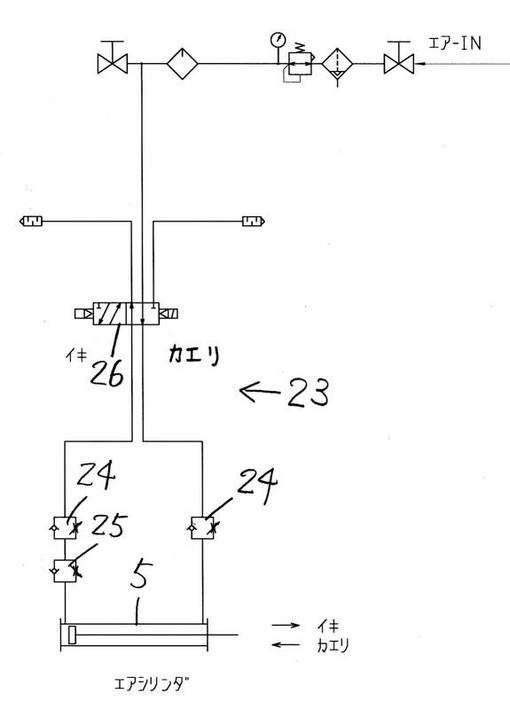
また、図6に示すように、前記空圧シリンダ5の空圧回路23には、アウト絞りのスピードコントローラ24・24が設けてあり、さらに前記空圧シリンダ5の伸長作動の速度(ピストンロッドの伸長速度)を制御するイン絞りのスピードコントローラ25が増設してある。この増設したスピードコントローラ25で圧縮空気の供給量を制御して前記空圧シリンダ5のピストンロッドの伸長作動時の速度を制御することにより、電磁弁26の切換え直後に前記空圧シリンダ5におけるヘッド側とロッド側の面積差による推力の差で生じる、前記空圧シリンダ5のピストンロッドの飛出しを防いだり、前記モールド台車2を押し出す際に、前記モールド台車搬入用トラバーサ3上の前記モールド台車2と前記レール1上の前記モールド台車2・2群との隙間から生じる、前記空圧シリンダ5のピストンロッドの前記モールド台車2への衝撃を緩和することができる。
【0012】
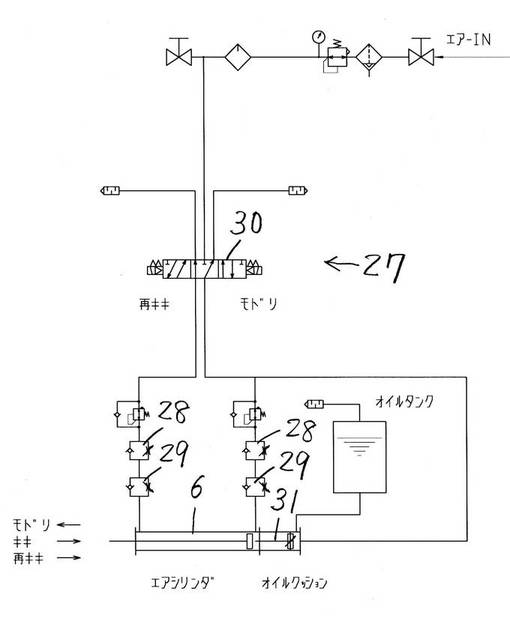
また、図7に示すように、前記オイルクッション付き空圧シリンダ6の空圧回路27には、アウト絞りのスピードコントローラ28・28と、イン絞りのスピードコントローラ29・29が併設してあって、前記空圧シリンダ6のピストンロッドの伸縮作動時の速度制御を容易に行うことができるようになっている。
また、前記空圧回路27に設けたセンターオープンの3ポジション型電磁弁30を切り替えて前記空圧シリンダ6を伸長作動することにより、オイルクッションのピストンロッド31を戻すことができるようになっている。
【0013】
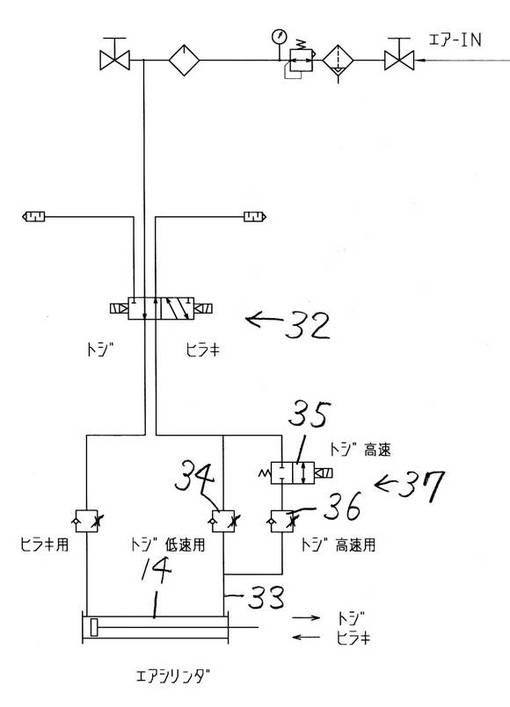
また、図8に示すように、前記カニバサミクランプ装置8の空圧シリンダ14の空圧回路32においては、前記空圧シリンダ14に収縮作動用の圧縮空気を供給する配管33に、アウト絞りのスピードコントローラ34と、カットバルブ35および高速用スピードコントローラ36を直列に設けたバイバス回路37とが並列的に設けてあって、短・長尺アーム11・13の上端間を収縮する際には、カットバルブ35の切換えにより、最初空圧シリンダ14からの排気量を増大させ空圧シリンダ14の伸長速度を速くして短・長尺アーム11・13の上端間の収縮速度を速くし、その後は、カットバルブ35の切換えにより、空圧シリンダ14の伸長速度を遅くして短・長尺アーム11・13の上端間の収縮速度を遅くすることができる。
【0014】
このように構成したものは、図9に示すように、モールド台車搬入用トラバーサ3上のモールド台車2とレール1上のモールド台車2・2群との間に隙間があり、ストッパ装置20の空圧シリンダ22が伸長作動して本体21の先端がモールド台車2の車輪の下方に位置し、カニバサミクランプ装置8の空圧シリンダ14が収縮作動してローラ10・12がモールド台車2の車輪の下方に位置してモールド台車2がレール1上を走行可能な状態にあり、さらに、オイルクッション付き空圧シリンダ6が伸長作動している状態から、空圧回路23のスピードコントローラ25・24によって速度制御されたシリンダ5を伸長作動してモールド台車搬入用トラバーサ3上のモールド台車2およびレール1上のモールド台車2・2群を右方へ押動するとともにオイルクッション付き空圧シリンダ6によって受けて、モールド台車搬入用トラバーサ3上のモールド台車2およびレール1上のモールド台車2・2群を、1個のモールド台車2の長さより若干長い距離右方へ移動させる。
【0015】
これにより、モールド台車搬入用トラバーサ3上のモールド台車2がレール1上に移動するとともにモールド台車搬入用トラバーサ3の上方に1個のモールド台車2が進入可能な空間が形成され、かつ、レール1上のモールド台車2・2群の先端のモールド台車2がモールド台車搬出用トラバーサ4上に移動する。
【0016】
次いで、ストッパ装置20の空圧シリンダ22を収縮作動して本体21の先端をモールド台車2の車輪の左側面に位置させてレール1上のモールド台車2・2群の逆送を防止したのち、カニバサミクランプ装置8の空圧シリンダ14を伸長作動して、レール1上のモールド台車2・2群における先端のモールド台車2の車輪をローラ10・12によって狭持するとともにそのモールド台車2を右方へ若干距離押動し、続いて、メカロック装置9のコイルスプリング19を伸長作動してモールド台車搬出用トラバーサ4上のモールド台車2の車輪を右方へ押し出し、モールド台車2をストッパ7まで移動させるとともに、レール1上のモールド台車2・2群の先端のモールド台車2とモールド台車搬出用トラバーサ4上のモールド台車2との間に隙間を形成する。その後、モールド台車搬入用トラバーサ3上に新たにモールド台車2を搬入し、かつ、モールド台車搬出用トラバーサ4上のモールド台車2を搬出する。
【0017】
以上の作動を繰り返すことにより、1個ずつ搬入されて直列状に配置された複数のモールド台車2を、1個のモールド台車2のピッチで間歇的に移動させたのち1個ずつ搬出させることができる。
【図面の簡単な説明】
【0018】
【図1】本発明を適用したモールド台車移送設備の一実施例を示す正面図である。
【図2】図1における主要部の拡大詳細図である。
【図3】図2の作動説明図である。
【図4】図1における主要部の拡大詳細図である。
【図5】図4の作動説明図である。
【図6】空圧シリンダ5の空圧回路を示す回路図である。
【図7】オイルクッション付き空圧シリンダ6の空圧回路を示す回路図である。
【図8】カニバサミクランプ装置の空圧シリンダ14の空圧回路を示す回路図である。
【図9】図1におけるモールド台車の移送開始状態を示す作動説明図である。
【符号の説明】
【0019】
1 レール
2 モールド台車
3 モールド台車搬入用トラバーサ
4 モールド台車搬出用トラバーサ
5 空圧シリンダ
6 オイルクッション付き空圧シリンダ
8 カニバサミクランプ装置
9 メカロック装置
【技術分野】
【0001】
本発明は、モールド台車の移送方法およびその設備に係り、より詳しくは、モールド台車群を直列状にして移送する移送手段と、この移送手段の一端位置にモールド台車を1個ずつ搬入する搬入手段と、前記移送手段の他端位置からモールド台車を1個ずつ搬出する搬出手段とを用いて、複数のモールド台車を1個のモールド台車のピッチで間歇的に移動させるようにした方法およびその設備に関する。
【背景技術】
【0002】
鋳型を載せた複数のモールド台車を直列状に配置し、これら複数のモールド台車を空圧シリンダとクッションシリンダとで挟み込み、1個のモールド台車のピッチで間歇的に移送する装置は公知である。
【特許文献1】実公昭62−46665号公報
【特許文献2】特開2004−42073号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
ところで、薄肉高密度鋳物を高速で鋳造すべく、上記の実公昭62−46665号公報に記載の装置を用いて鋳型を載せた複数のモールド台車を移送すると、送り始めにおけるモールド台車間の隙間を解消するための寄せ、および送り完了後におけるクランプ閉じ時の衝撃により、鋳型の破損、中子の倒れ、モールド台車上の鋳型の位置ずれなどが発生する問題があった。
そのため、上記の特開2004−42073号公報に記載の装置を用いて複数のモールド台車を移送することも試みられているが、この方法では、高価な電動シリンダや油圧比例制御弁を用いるため設備費が嵩むなどの問題があった。
【0004】
本発明は上記の事情に鑑みてなされたもので、その目的は、安価な空圧シリンダとオイルクッション付き空圧シリンダとを用いて、1個ずつ搬入されて直列状に配置された複数のモールド台車を、1個のモールド台車のピッチで間歇的に移動させたのち1個ずつ搬出させることができる方法およびその設備を提供することにある。
【課題を解決するための手段】
【0005】
上記の問題を解消するために請求項1におけるモールド台車の移送方法は、モールド台車群を直列状にして移送する移送手段と、この移送手段の一端位置にモールド台車を1個ずつ搬入する搬入手段と、前記移送手段の他端位置からモールド台車を1個ずつ搬出する搬出手段とを用いて、複数のモールド台車を1個のモールド台車のピッチで間歇的に移動させるようにした方法であって、前記搬入手段上の1個のモールド台車および前記移送手段上のモールド台車群を、速度制御された空圧シリンダの伸長作動により押動するとともにオイルクッション付き空圧シリンダによって受けて、1個の前記モールド台車の長さより若干長い距離移動させるとともに前記モールド台車群の先端のモールド台車を前記搬出手段上に移送したのち、前記搬出手段上に移送された前記モールド台車を前記搬出手段上の所定位置までさらに移動させることを特徴とする。
【発明の効果】
【0006】
上記の説明から明らかなように請求項1は、モールド台車群を直列状にして移送する移送手段と、この移送手段の一端位置にモールド台車を1個ずつ搬入する搬入手段と、前記移送手段の他端位置からモールド台車を1個ずつ搬出する搬出手段とを用いて、複数のモールド台車を1個のモールド台車のピッチで間歇的に移動させるようにした方法であって、前記搬入手段上の1個のモールド台車および前記移送手段上のモールド台車群を、速度制御された空圧シリンダの伸長作動により押動するとともにオイルクッション付き空圧シリンダによって受けて、1個の前記モールド台車の長さより若干長い距離移動させるとともに前記モールド台車群の先端のモールド台車を前記搬出手段上に移送したのち、前記搬出手段上に移送された前記モールド台車を前記搬出手段上の所定位置までさらに移動させるから、安価な空圧シリンダとオイルクッション付き空圧シリンダとを用いても、1個ずつ搬入されて直列状に配置された複数のモールド台車を、1個のモールド台車のピッチで間歇的に移動させたのち1個ずつ容易にして確実に搬出させることができるなどの優れた実用的効果を奏する。
【発明を実施するための最良の形態】
【0007】
本発明を適用したモールド台車移送設備の一実施例について図1〜図9に基づき詳細に説明する。図1に示すように、本モールド台車移送設備においては、モールド台車群を直列状にして移送する移送手段としての高架状に敷設した左右方向へ延びるレール1の左端に、鋳型を載せたモールド台車2を、前記レール1と直交する方向からレール1の左端位置に1個ずつ搬入する搬入手段としてのモールド台車搬入用トラバーサ3が、また、前記レール1の右端には、レール1の右端位置からレール1と直交する方向へモールド台車2を1個ずつ搬出する搬出手段としてのモールド台車搬出用トラバーサ4がそれぞれ配設してある。前記モールド台車搬入用トラバーサ3の左側には、モールド台車搬入用トラバーサ3上のモールド台車2および前記レール1上のモールド台車2・2群を右方向へ押動させる空圧シリンダ5が、また、前記モールド台車搬出用トラバーサ4の右側には、押動された前記モールド台車搬入用トラバーサ3上のモールド台車2および前記レール1上のモールド台車2・2群を受けるオイルクッション付き空圧シリンダ6がそれぞれ配設してある。
【0008】
また、図1に示すように、前記レール1における前記モールド台車搬出用トラバーサ4の近傍位置には、前記レール1上におけるモールド台車群2・2の先端のモールド台車2を若干距離右方へ移動させるカニバサミクランプ装置8が設けてあり、カニバサミクランプ装置8は、図2に示すように、先端にローラ10を軸支し基端にて上下回動可能に軸着した短尺アーム11と、先端にローラ12を軸支し中央部にて上下回動可能に軸着した長尺アーム13と、別途枢設しピストンロッドの先端を長尺アーム13の下端にピン連結した空圧シリンダ14と、前記短・長尺アーム11・13の支持軸にそれぞれ嵌着しかつ相互に噛み合わせた2個のギア15・16とで構成してあって、空圧シリンダ14が収縮作動した時には短・長尺アーム11・13が相互に離れるように回動してローラ10・12の間隔が広がるとともにローラ10・12はモールド台車2の車輪の下方に位置し、また、空圧シリンダ14が伸長作動した時には、図3に示すように、短・長尺アーム11・13が相互に近づくように回動してレール1上におけるモールド台車群2・2の先端のモールド台車2の車輪をローラ10・12が狭持するとともにそのモールド台車2を右方へ若干距離押動するようになっている。
【0009】
また、図2に示すように、前記モールド台車搬出用トラバーサ4には、これの上のモールド台車2をモールド台車搬出用トラバーサ4に突設したストッパ7まで移動させるメカロック装置9が装着してあり、メカロック装置9は、先端にローラ17を軸支し中央部にて上下回動可能に軸着して前記モールド台車搬出用トラバーサ4上に設けたアーム18と、前記ローラ17を押し上げる上向きのコイルスプリング19とで構成してあって、コイルスプリング19を収縮作動させ、モールド台車2の車輪がメカロック装置9上を通過し、コイルスプリング19が伸長作動する事により、図3に示すように、モールド台車搬出用トラバーサ4上のモールド台車2の車輪をローラ17を介して右方へ押し出しモールド台車2をストッパ7まで移動させるようになっている。
【0010】
また、図1に示すように、前記レール1における前記モールド台車搬入用トラバーサ3の近傍位置には、前記レール1上におけるモールド台車2・2群の左方への逆送を防止するストッパ装置20が別途設けてあり、ストッパ装置20は、図4に示すように、L字状を成し屈曲部にて上下回動可能に軸着した本体21と、別途枢設しピストンロッドの先端を本体21の下端にピン連結したシリンダ22とで構成してあって、空圧シリンダ22が伸長作動した時には本体21が時計回り方向へ回動して本体21の先端がレール1上のモールド台車2の車輪の下方に位置し、また、空圧シリンダ22が収縮作動した時には、図5に示すように、本体21が反時計回り方向へ回動して本体21の先端が、レール1上のモールド台車2・2群の後端におけるモールド台車2の車輪の左側面側に位置するようになっている。
【0011】
また、図6に示すように、前記空圧シリンダ5の空圧回路23には、アウト絞りのスピードコントローラ24・24が設けてあり、さらに前記空圧シリンダ5の伸長作動の速度(ピストンロッドの伸長速度)を制御するイン絞りのスピードコントローラ25が増設してある。この増設したスピードコントローラ25で圧縮空気の供給量を制御して前記空圧シリンダ5のピストンロッドの伸長作動時の速度を制御することにより、電磁弁26の切換え直後に前記空圧シリンダ5におけるヘッド側とロッド側の面積差による推力の差で生じる、前記空圧シリンダ5のピストンロッドの飛出しを防いだり、前記モールド台車2を押し出す際に、前記モールド台車搬入用トラバーサ3上の前記モールド台車2と前記レール1上の前記モールド台車2・2群との隙間から生じる、前記空圧シリンダ5のピストンロッドの前記モールド台車2への衝撃を緩和することができる。
【0012】
また、図7に示すように、前記オイルクッション付き空圧シリンダ6の空圧回路27には、アウト絞りのスピードコントローラ28・28と、イン絞りのスピードコントローラ29・29が併設してあって、前記空圧シリンダ6のピストンロッドの伸縮作動時の速度制御を容易に行うことができるようになっている。
また、前記空圧回路27に設けたセンターオープンの3ポジション型電磁弁30を切り替えて前記空圧シリンダ6を伸長作動することにより、オイルクッションのピストンロッド31を戻すことができるようになっている。
【0013】
また、図8に示すように、前記カニバサミクランプ装置8の空圧シリンダ14の空圧回路32においては、前記空圧シリンダ14に収縮作動用の圧縮空気を供給する配管33に、アウト絞りのスピードコントローラ34と、カットバルブ35および高速用スピードコントローラ36を直列に設けたバイバス回路37とが並列的に設けてあって、短・長尺アーム11・13の上端間を収縮する際には、カットバルブ35の切換えにより、最初空圧シリンダ14からの排気量を増大させ空圧シリンダ14の伸長速度を速くして短・長尺アーム11・13の上端間の収縮速度を速くし、その後は、カットバルブ35の切換えにより、空圧シリンダ14の伸長速度を遅くして短・長尺アーム11・13の上端間の収縮速度を遅くすることができる。
【0014】
このように構成したものは、図9に示すように、モールド台車搬入用トラバーサ3上のモールド台車2とレール1上のモールド台車2・2群との間に隙間があり、ストッパ装置20の空圧シリンダ22が伸長作動して本体21の先端がモールド台車2の車輪の下方に位置し、カニバサミクランプ装置8の空圧シリンダ14が収縮作動してローラ10・12がモールド台車2の車輪の下方に位置してモールド台車2がレール1上を走行可能な状態にあり、さらに、オイルクッション付き空圧シリンダ6が伸長作動している状態から、空圧回路23のスピードコントローラ25・24によって速度制御されたシリンダ5を伸長作動してモールド台車搬入用トラバーサ3上のモールド台車2およびレール1上のモールド台車2・2群を右方へ押動するとともにオイルクッション付き空圧シリンダ6によって受けて、モールド台車搬入用トラバーサ3上のモールド台車2およびレール1上のモールド台車2・2群を、1個のモールド台車2の長さより若干長い距離右方へ移動させる。
【0015】
これにより、モールド台車搬入用トラバーサ3上のモールド台車2がレール1上に移動するとともにモールド台車搬入用トラバーサ3の上方に1個のモールド台車2が進入可能な空間が形成され、かつ、レール1上のモールド台車2・2群の先端のモールド台車2がモールド台車搬出用トラバーサ4上に移動する。
【0016】
次いで、ストッパ装置20の空圧シリンダ22を収縮作動して本体21の先端をモールド台車2の車輪の左側面に位置させてレール1上のモールド台車2・2群の逆送を防止したのち、カニバサミクランプ装置8の空圧シリンダ14を伸長作動して、レール1上のモールド台車2・2群における先端のモールド台車2の車輪をローラ10・12によって狭持するとともにそのモールド台車2を右方へ若干距離押動し、続いて、メカロック装置9のコイルスプリング19を伸長作動してモールド台車搬出用トラバーサ4上のモールド台車2の車輪を右方へ押し出し、モールド台車2をストッパ7まで移動させるとともに、レール1上のモールド台車2・2群の先端のモールド台車2とモールド台車搬出用トラバーサ4上のモールド台車2との間に隙間を形成する。その後、モールド台車搬入用トラバーサ3上に新たにモールド台車2を搬入し、かつ、モールド台車搬出用トラバーサ4上のモールド台車2を搬出する。
【0017】
以上の作動を繰り返すことにより、1個ずつ搬入されて直列状に配置された複数のモールド台車2を、1個のモールド台車2のピッチで間歇的に移動させたのち1個ずつ搬出させることができる。
【図面の簡単な説明】
【0018】
【図1】本発明を適用したモールド台車移送設備の一実施例を示す正面図である。
【図2】図1における主要部の拡大詳細図である。
【図3】図2の作動説明図である。
【図4】図1における主要部の拡大詳細図である。
【図5】図4の作動説明図である。
【図6】空圧シリンダ5の空圧回路を示す回路図である。
【図7】オイルクッション付き空圧シリンダ6の空圧回路を示す回路図である。
【図8】カニバサミクランプ装置の空圧シリンダ14の空圧回路を示す回路図である。
【図9】図1におけるモールド台車の移送開始状態を示す作動説明図である。
【符号の説明】
【0019】
1 レール
2 モールド台車
3 モールド台車搬入用トラバーサ
4 モールド台車搬出用トラバーサ
5 空圧シリンダ
6 オイルクッション付き空圧シリンダ
8 カニバサミクランプ装置
9 メカロック装置
【特許請求の範囲】
【請求項1】
モールド台車群を直列状にして移送する移送手段と、この移送手段の一端位置にモールド台車を1個ずつ搬入する搬入手段と、前記移送手段の他端位置からモールド台車を1個ずつ搬出する搬出手段とを用いて、複数のモールド台車を1個のモールド台車のピッチで間歇的に移動させるようにした方法であって、
前記搬入手段上の1個のモールド台車および前記移送手段上のモールド台車群を、速度制御された空圧シリンダの伸長作動により押動するとともにオイルクッション付き空圧シリンダによって受けて、1個の前記モールド台車の長さより若干長い距離移動させるとともに前記モールド台車群の先端のモールド台車を前記搬出手段上に移送したのち、前記搬出手段上に移送された前記モールド台車を前記搬出手段上の所定位置までさらに移動させることを特徴とするモールド台車の移送方法。
【請求項2】
モールド台車群を直列状にして移送する移送手段と、この移送手段の一端位置に移送手段と直交する方向からモールド台車を1個ずつ搬入する搬入手段と、前記移送手段の他端位置から移送手段と直交する方向へモールド台車を1個ずつ搬出する搬出手段とを用いて、複数のモールド台車を1個のモールド台車のピッチで間歇的に移動させるようにした設備であって、
前記搬入手段の外側にこれと隣接して配設されて前記搬入手段上のモールド台車および前記移送手段上のモールド台車群を前記移送手段の延びる方向へ押動させる空圧シリンダと、
前記搬出手段の外側にこれと隣接して配設されて押動された前記搬入手段上のモールド台車および前記移送手段上のモールド台車群を受けるオイルクッション付き空圧シリンダと、
前記移送手段上におけるモールド台車群の先端のモールド台車を若干距離前進させるカニバサミクランプ装置と、
前記移送手段上におけるモールド台車群の先端のモールド台車を介して前進された前記搬出手段上のモールド台車を所定位置までさらに前進させるメカロック装置と、
を備えたことを特徴とするモールド台車の移送設備。
【請求項3】
請求項2に記載のモールド台車の移送設備において、
前記空圧シリンダの空圧回路に、この空圧シリンダのピストンロッドの伸長速度を制御するイン絞り型のスピードコントローラを設けたことを特徴とするモールド台車の移送設備。
【請求項4】
請求項2または3に記載のモールド台車の移送装置において、
前記オイルクッション付き空圧シリンダの空圧回路に、センターオープンの3ポジション型電磁弁を設けたことを特徴とするモールド台車の移送設備。
【請求項5】
請求項2〜4のうちいずれか1項に記載のモールド台車の移送設備において、
前記カニバサミクランプ装置の空圧シリンダの空圧回路に、空圧シリンダの伸長作動時における途中までのピストンロッドの速度を速くすべく、空圧シリンダからの排気量を増大させるバイパス回路を設けたことを特徴とするモールド台車の移送設備。
【請求項1】
モールド台車群を直列状にして移送する移送手段と、この移送手段の一端位置にモールド台車を1個ずつ搬入する搬入手段と、前記移送手段の他端位置からモールド台車を1個ずつ搬出する搬出手段とを用いて、複数のモールド台車を1個のモールド台車のピッチで間歇的に移動させるようにした方法であって、
前記搬入手段上の1個のモールド台車および前記移送手段上のモールド台車群を、速度制御された空圧シリンダの伸長作動により押動するとともにオイルクッション付き空圧シリンダによって受けて、1個の前記モールド台車の長さより若干長い距離移動させるとともに前記モールド台車群の先端のモールド台車を前記搬出手段上に移送したのち、前記搬出手段上に移送された前記モールド台車を前記搬出手段上の所定位置までさらに移動させることを特徴とするモールド台車の移送方法。
【請求項2】
モールド台車群を直列状にして移送する移送手段と、この移送手段の一端位置に移送手段と直交する方向からモールド台車を1個ずつ搬入する搬入手段と、前記移送手段の他端位置から移送手段と直交する方向へモールド台車を1個ずつ搬出する搬出手段とを用いて、複数のモールド台車を1個のモールド台車のピッチで間歇的に移動させるようにした設備であって、
前記搬入手段の外側にこれと隣接して配設されて前記搬入手段上のモールド台車および前記移送手段上のモールド台車群を前記移送手段の延びる方向へ押動させる空圧シリンダと、
前記搬出手段の外側にこれと隣接して配設されて押動された前記搬入手段上のモールド台車および前記移送手段上のモールド台車群を受けるオイルクッション付き空圧シリンダと、
前記移送手段上におけるモールド台車群の先端のモールド台車を若干距離前進させるカニバサミクランプ装置と、
前記移送手段上におけるモールド台車群の先端のモールド台車を介して前進された前記搬出手段上のモールド台車を所定位置までさらに前進させるメカロック装置と、
を備えたことを特徴とするモールド台車の移送設備。
【請求項3】
請求項2に記載のモールド台車の移送設備において、
前記空圧シリンダの空圧回路に、この空圧シリンダのピストンロッドの伸長速度を制御するイン絞り型のスピードコントローラを設けたことを特徴とするモールド台車の移送設備。
【請求項4】
請求項2または3に記載のモールド台車の移送装置において、
前記オイルクッション付き空圧シリンダの空圧回路に、センターオープンの3ポジション型電磁弁を設けたことを特徴とするモールド台車の移送設備。
【請求項5】
請求項2〜4のうちいずれか1項に記載のモールド台車の移送設備において、
前記カニバサミクランプ装置の空圧シリンダの空圧回路に、空圧シリンダの伸長作動時における途中までのピストンロッドの速度を速くすべく、空圧シリンダからの排気量を増大させるバイパス回路を設けたことを特徴とするモールド台車の移送設備。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2007−210015(P2007−210015A)
【公開日】平成19年8月23日(2007.8.23)
【国際特許分類】
【出願番号】特願2006−33149(P2006−33149)
【出願日】平成18年2月10日(2006.2.10)
【出願人】(000191009)新東工業株式会社 (474)
【Fターム(参考)】
【公開日】平成19年8月23日(2007.8.23)
【国際特許分類】
【出願日】平成18年2月10日(2006.2.10)
【出願人】(000191009)新東工業株式会社 (474)
【Fターム(参考)】
[ Back to top ]