
モールド装置およびモールド方法

【課題】半導体素子の破損や電極板の変形を回避できるように考慮されたモールド装置を提供する。
【解決手段】半導体素子2と、その表裏両面側の電極板4,5と、枠状の絶縁体6とからなる中間組立体Wを、それらの電極板4,5を当接部とする上型8と下型9との型締め状態をもって形成されるモールド室R内に配置する。中間組立体Wをインサートとしてモールド室Rに樹脂材料を充填して、中間組立体Wをモールドして半導体装置1とする装置である。上側の電極板4の一部を直接挟持部4aとして上下型8,9同士の型合わせ面10で直接的に挟持するとともに、上下型8,9のうち直接挟持部4a以外で電極板4,5に当接する部分を揺動可能なフローティング型8b,9bとしてある。
【解決手段】半導体素子2と、その表裏両面側の電極板4,5と、枠状の絶縁体6とからなる中間組立体Wを、それらの電極板4,5を当接部とする上型8と下型9との型締め状態をもって形成されるモールド室R内に配置する。中間組立体Wをインサートとしてモールド室Rに樹脂材料を充填して、中間組立体Wをモールドして半導体装置1とする装置である。上側の電極板4の一部を直接挟持部4aとして上下型8,9同士の型合わせ面10で直接的に挟持するとともに、上下型8,9のうち直接挟持部4a以外で電極板4,5に当接する部分を揺動可能なフローティング型8b,9bとしてある。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、半導体素子等を樹脂によってモールド成形するモールド装置とモールド方法に関し、さらに詳しくは、半導体素子の表裏両面に電極板を配置してある中間組立体をインサートとして樹脂材料を充填してモールド(封止)するモールド装置とモールド方法に関する。
【背景技術】
【0002】
この種のモールド成形技術が特許文献1にて提案されている。この特許文献1に記載された技術では、半導体素子の両面に放熱板が取り付けられた半導体装置をモールドするにあたり、その半導体装置を一対の金型で加圧拘束することでその半導体装置の周囲にモールド室を隔離形成するようになっているとともに、一方の金型にはスライド部材と移動部材とを付帯させ、もって上記半導体装置に及ぼす押圧力を調整可能としてある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−320102号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載された技術では、半導体装置を一対の金型で加圧拘束しつつ、その半導体装置から突出する電極としてのリードフレームを一対の金型同士の型合わせ面にて直接的に挟持しているため、リードフレームを含む半導体装置の寸法ばらつきや放熱板の傾きによってはその半導体装置に過大押圧力が作用して、半導体素子の破損やリードフレームの変形を招くおそれがあり、なおも改善の余地を残している。
【0005】
本発明はこのような課題に着目してなされたものであり、とりわけ半導体素子の破損や電極の変形を回避できるように考慮されたモールド装置およびモールド方法を提供しようとするものである。
【課題を解決するための手段】
【0006】
本発明は、先に述べたような従来とほぼ同様のモールド方法を踏襲しながら、双方の型のうち一方の電極板の一部を型合わせ面で直接的に挟持する直接挟持部以外で電極板に当接する部分を揺動可能なフローティング型構造としたものである。
【発明の効果】
【0007】
本発明によれば、双方の型の一部をフローティング型構造とすることで、インサートとしてモールドされることになる中間組立体に寸法誤差や電極板の傾き等があってもそれらを吸収することができるから、過大入力による半導体素子の破損や電極板の変形を未然に防止することができるとともに、モールド室からの樹脂材料の漏洩も併せて防止することができる。
【図面の簡単な説明】
【0008】
【図1】本発明に係るモールド装置での製造対象となる半導体装置の断面説明図。
【図2】本発明に係るモールド装置の第1の実施に形態を示す図で、(A)は同図(B)のB1−B2線に沿う断面説明図、(B)は同図(A)のA1−A2線に沿う断面説明図。
【図3】図2の(A)のA1−A3線に沿う断面説明図。
【図4】図2,3に示したモールド装置での成形手順を示す工程説明図。
【図5】本発明に係るモールド装置の第2の形態を示す断面説明図。
【図6】本発明に係るモールド装置の第3の形態を示す断面説明図。
【発明を実施するための形態】
【0009】
図1〜3は本発明に係るモールド装置のより具体的な第1の形態を示していて、特に図1は製造対象となる半導体装置1の断面図を示している。また、図2,3は製造対象となる半導体装置1を製造するためのモールド装置の構造を示している。
【0010】
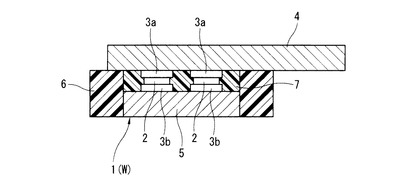
図1に示すように、半導体装置1は、例えば大電流用のいわゆるパワーIC等の複数の半導体素子2と、その半導体素子2の表裏両面にはんだ層3a,3bを介して互いに平行となるように接合されて放熱板としても機能する比較的板厚の大きな大小または上下二つの電極板4,5と、それら双方の電極板4,5同士の間にまたがるように配置されたPPS等の樹脂製で且つ矩形枠状の絶縁体6と、それら双方の電極板4,5と絶縁体6との間に隔離形成された空間に充填・封入された樹脂モールド層7とから構成される。なお、電極板4,5は半導体素子2と図示しない例えば電源装置や外部の電源負荷等の外部装置と電気的に接続するための、いわゆるバスバーとして機能する。
【0011】
これにより、半導体素子2が樹脂モールド層7の中に埋設されるかたちで封止されて保護されている。絶縁体6は上側の電極板4に対してはその下面に、下側の電極板5に対しては外周面にそれぞれ密着していて、なお且つ絶縁体6の下面と下側の電極板5の下面とは同一平面上に位置している。上記電極板4,5としては導電性に優れたものとして例えば銅製のものが使用される。
【0012】
このような半導体装置1を製造する際には、半導体素子2の表裏両面にはんだ層3a,3bを介して双方の電極板4,5を予め接合した上でそれらの電極板4,5に対して絶縁体6を接合したものを中間組立体Wとする。例えば、上記のように矩形枠状の絶縁体6の下面と下側の電極板5の下面とが同一平面上に位置するように、下側の電極板5をインサートとしてその下側の電極板5と絶縁体6とを予め一体成形しておき、その下側の電極板5の上に半導体素子2とはんだ層3a,3bを積層した上で、さらにそれらの上から上側の電極板5を押し付けてはんだ付けを行い、上側の電極板4を絶縁体6に確実に密着させるようにして中間組立体Wとする。
【0013】
この中間組立体Wを後述するように所定の型内にインサートとしてセットし、双方の電極板4,5と絶縁体6とで隔離形成された空間をモールド室として、このモールド室に樹脂材料を充填・封入して樹脂モールド層7を形成することで製造される。この場合において、双方の電極板4,5が放熱板としての機能を併せ持っているため、双方の電極板4,5の表面が樹脂層にて被覆されてしまうことは許されないものとされる。特に、電極板4,5の上に図示しないヒートシンクを載置して半導体装置1を使用する場合には、電極板4,5の表面が樹脂層にて被覆されてしまうと、電極板4,5からヒートシンクへの熱伝達効率を低下させる要因となるため、電極板4,5の表面が樹脂層にて被覆されてしまうことは好ましくない。
【0014】
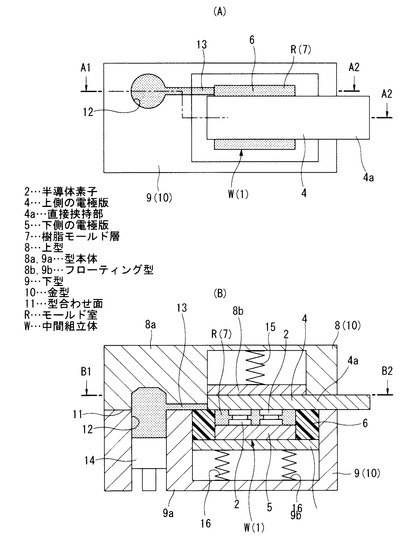
図2の(A)はモールド装置の平面的な構造として同図(B)のB1−B2線に沿う断面図を、同図(B)は同図(A)のA1−A2線に沿う断面図をそれぞれ示している。さらに、図3のは図2ののA1−A3線に沿う断面図を示している。
【0015】
これらの図2,3に示すように、モールド装置は、先に述べたように半導体素子2とはんだ層3a,3b、双方の電極板4,5および絶縁体6とからなる中間組立体Wをインサートとして樹脂モールドを施すことにより図1のような半導体装置1を製造するためのもので、上型8と下型9とからなる金型10をもって構成されている。そして、上型8と下型9との間に中間組立体Wを配置して型合わせ面11をもって型締めした時には、上型8が上側の電極板4に当接するとともに、下型9が下側の電極板5と絶縁体6とに当接し、同時に上側の電極板4が上型8と下型9とによりリジットに挟持されることになる。その上で、上下の電極板4,5と絶縁体6との間の空間が密閉されて、樹脂材料を充填するためのモールド室(キャビティ)Rとして隔離形成されることになる。
【0016】
また、上型8と下型9とにまたがるかたちでポット部12が形成されているとともに、型合わせ面11にはそのポット部12とモールド室Rを接続するゲート部13が形成されている。上記モールド室Rへの樹脂材料の充填に先立って上型8および下型9は共に所定温度になるまで予備加熱されるようになっていて、ポット部12にエポキシ樹脂等の絶縁性の樹脂材料のペレットを投入した上でプランジャ14を押し込むと、トランスファー成形の手法によりポット部12にて軟化溶融した樹脂材料がゲート部13を経由してモールド室Rに充填されて、半導体素子2を封止するための図1の樹脂モールド層7と化することになる。
【0017】
ここで、図2,3から明らかなように、上側の電極板4はモールド室Rの外側に突出しているとともに、さらに上下型8,9の外側にまで突出していて、上側の電極板4のうちこの突出部を直接挟持部4aとして型締め時に上型8と下型9とで堅固に加圧挟持される。他方、上型8のうち上側の電極板4に当接する部分が揺動可能なフローティング型8bとして型本体8aから分割されているとともに、下型9のうち下側の電極板5および絶縁体6に当接する部分が揺動可能なフローティング型9bとして型本体9aから分割されている。そして、上型8側のフローティング型8bは圧縮コイルばねその他の弾性体15により下方に向けて付勢されているとともに、下型9側のフローティング型9bは同様に圧縮コイルばねその他の弾性体16により上方に向けて付勢されている。これら双方のフローティング型8b,9bは弾性体15または16を介して型本体8aまたは9aに弾性的に支持されていることにより、上下型8,9の型締め,型開き方向に所定ストロークのもとで変位可能で且つ傾動変位可能な構造となっている。
【0018】
ここで、上側の電極板4のうちモールド室Rからの突出部を直接挟持部4aとして型締め時に上型8と下型9とで堅固に加圧挟持することは先に述べたとおりである。この場合に、上下型8,9の型本体8a,9aそのものは例えば銅製の上側の電極板4よりも硬質で且つ剛性の高い型鋼等で形成されているので、上型8側の型本体8aと下型9側の型本体9aとで上側の電極板4のうち突出部を直接挟持部4aとして加圧挟持する際には、型本体8a,9a側を上側の電極板4側に対してシールビード等をもって積極的に噛み込ませるか、あるいは食い込ませるようにするものとする。こうすることにより、上側の電極板4に対する型本体8a,9aの当接部において樹脂材料の漏洩を防止するためのいわゆるシール効果が発揮されるとともに、過大入力による金型破損を防止する上でも有利となる。
【0019】
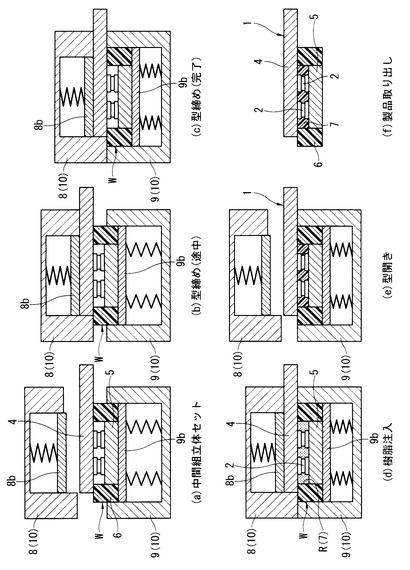
図4は図2,3に示したモールド装置での成形時のより詳細な段階的な手順を示している。ただし、図2,3でのポット部12およびプランジャ14等は図示省略してある。
【0020】
同図(a)に示すように、最初に金型10の上型8と下型9との型開き状態において、下型9側に先の中間組立体Wをセットする。より具体的には、下側の電極板5および絶縁体6を当接部として、中間組立体Wを下型9側のフローティング型9bの上に位置決め載置する。続いて、同図(b)に示すように型締め動作に移行し、最終的には同図(c)の型締め完了をもって上下型8,9にて中間組立体Wを加圧拘束する。図4の(c)の状態は先の図2の(B)の状態にほかならず、中間組立体Wのうち上側の電極板4の突出部が直接挟持部4aとして上下型8,9の型本体8a,9aにてリジッドに加圧挟持されるものの、それ以外の部分は上下のフローティング型8b,9bにて弾性的に加圧拘束されていることになる。
【0021】
こうして型締めが完了したならば、図4の(d)の樹脂材料の充填または注入に移行し、図2,3にも示したように、上下の電極板4,5と絶縁体6との間に隔離形成されているモールド室Rに樹脂材料をフルの充填または注入し、固化後の樹脂モールド層7をもって半導体素子2を封止する。この後、図4の(e)の型開き動作に移行し、最終的には同図(f)に示すように製品である半導体装置1を離型しながら金型10から取り出して一連の樹脂モールド作業を完了する。
【0022】
したがって、図2の(A)および図3に示すように、上下型8,9同士の型締め状態において、上側の電極板4のうち突出部を直接挟持部4aとしてリジットに加圧挟持されてはいても、中間組立体Wのそれ以外の部位では、上側の電極板4に対して上型8側のフローティング型8bが弾性的に当接し、且つ下側の電極板5および絶縁体6に対して下型9側のフローティング型9bが弾性的に当接して、双方のフローティング型8b,9bにより中間組立体Wを弾性的に加圧拘束しているかたちとなっている。
【0023】
そのため、中間組立体Wが例えば厚み誤差を有している場合や上下の電極板4,5が傾きを有している場合であっても、上下のフローティング型8b,9bがそれらの厚み誤差や電極板4,5の傾き等を吸収するべくそれらに追従して揺動変位することになるので、上下の電極板4,5に無理が力が加わって変形させてしまうこともなければ、過大入力によって半導体素子2を破損してしまうこともない。しかも、モールド室Rの密閉性も同時に確保されることになるので、樹脂材料の漏れ出しにより電極板4,5の表面までも樹脂で被覆してしまうような事態の発生も未然に防止することができる。
【0024】
しかも、図2,3から明らかなように、絶縁体6は、上型8側では型本体8aと上側の電極板4とに直接当接しているとともに、下型9側ではフローティング型9bに直接当接していて、言い換えるならば、絶縁体6には上下型8,9による型締め力が直接的に負荷されていることになる。そのため、絶縁体6はあたかも上側の電極板4と下側の電極板5との相互離間距離を規制するスペーサとして機能し、結果として型締め,型開き方向からの過大入力により半導体素子2を保護することができ、その半導体素子2の破損や傾きの発生を未然に防止することが可能となる。なお、下型9側のフローティング型9bが絶縁体6に及ぼす荷重は、その絶縁体6の耐荷重以下に設定されていることは言うまでもなく、同様にフローティング型8bを含む上型8が最終的に半導体素子2に及ぼす荷重は、その半導体素子2の耐荷重以下に設定されていることは言うまでもない。
【0025】
ここで、図2,3に示した半導体装置1における枠状の絶縁体6は必ずしも必須ではなく、半導体装置1の仕様または要求される機能によっては省略することも可能である。例えば、図2,3の樹脂モールド層7が相応の絶縁性を有しているような場合には、図2,3の絶縁体6の領域まで樹脂モールド層7を拡大化することにより絶縁体6を省略または廃止することが可能である。
【0026】
図5,6は本発明に係るモールド装置を実施するためのより具体的な第2,第3の形態を示していて、先の第1の形態と共通する部分には同一符号を付してある。
【0027】
図5では、図2,3における圧縮コイルばね等の弾性体15,16に代えて、上下型8,9におけるそれぞれのフローティング型8b,9bの背面側の空間8c,9cに油等の液体を封入して、いわゆる流体ばねとしたものである。
【0028】
また、図6では、図2,3における圧縮コイルばね等の弾性体15,16に代えて、油等の液体または所定のガスを封入したクッションシリンダ25,26を用い、上記と同様にいわゆる流体ばねを採用したものである。
【0029】
これらの第2,第3の形態においても先の第1の実施の形態のものと同様の効果が得られることになる。
【符号の説明】
【0030】
1…半導体装置
2…半導体素子
3a…はんだ層
3b…はんだ層
4…上側の電極板
4a…直接挟持部
5…下側の電極板
6…絶縁体
7…樹脂モールド層
8…上型
8a…型本体
8b…フローティング型
9…下型
9a…型本体
9b…フローティング型
10…金型
11…型合わせ面
15…弾性体
16…弾性体
R…モールド室
W…中間組立体
【技術分野】
【0001】
本発明は、半導体素子等を樹脂によってモールド成形するモールド装置とモールド方法に関し、さらに詳しくは、半導体素子の表裏両面に電極板を配置してある中間組立体をインサートとして樹脂材料を充填してモールド(封止)するモールド装置とモールド方法に関する。
【背景技術】
【0002】
この種のモールド成形技術が特許文献1にて提案されている。この特許文献1に記載された技術では、半導体素子の両面に放熱板が取り付けられた半導体装置をモールドするにあたり、その半導体装置を一対の金型で加圧拘束することでその半導体装置の周囲にモールド室を隔離形成するようになっているとともに、一方の金型にはスライド部材と移動部材とを付帯させ、もって上記半導体装置に及ぼす押圧力を調整可能としてある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−320102号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載された技術では、半導体装置を一対の金型で加圧拘束しつつ、その半導体装置から突出する電極としてのリードフレームを一対の金型同士の型合わせ面にて直接的に挟持しているため、リードフレームを含む半導体装置の寸法ばらつきや放熱板の傾きによってはその半導体装置に過大押圧力が作用して、半導体素子の破損やリードフレームの変形を招くおそれがあり、なおも改善の余地を残している。
【0005】
本発明はこのような課題に着目してなされたものであり、とりわけ半導体素子の破損や電極の変形を回避できるように考慮されたモールド装置およびモールド方法を提供しようとするものである。
【課題を解決するための手段】
【0006】
本発明は、先に述べたような従来とほぼ同様のモールド方法を踏襲しながら、双方の型のうち一方の電極板の一部を型合わせ面で直接的に挟持する直接挟持部以外で電極板に当接する部分を揺動可能なフローティング型構造としたものである。
【発明の効果】
【0007】
本発明によれば、双方の型の一部をフローティング型構造とすることで、インサートとしてモールドされることになる中間組立体に寸法誤差や電極板の傾き等があってもそれらを吸収することができるから、過大入力による半導体素子の破損や電極板の変形を未然に防止することができるとともに、モールド室からの樹脂材料の漏洩も併せて防止することができる。
【図面の簡単な説明】
【0008】
【図1】本発明に係るモールド装置での製造対象となる半導体装置の断面説明図。
【図2】本発明に係るモールド装置の第1の実施に形態を示す図で、(A)は同図(B)のB1−B2線に沿う断面説明図、(B)は同図(A)のA1−A2線に沿う断面説明図。
【図3】図2の(A)のA1−A3線に沿う断面説明図。
【図4】図2,3に示したモールド装置での成形手順を示す工程説明図。
【図5】本発明に係るモールド装置の第2の形態を示す断面説明図。
【図6】本発明に係るモールド装置の第3の形態を示す断面説明図。
【発明を実施するための形態】
【0009】
図1〜3は本発明に係るモールド装置のより具体的な第1の形態を示していて、特に図1は製造対象となる半導体装置1の断面図を示している。また、図2,3は製造対象となる半導体装置1を製造するためのモールド装置の構造を示している。
【0010】
図1に示すように、半導体装置1は、例えば大電流用のいわゆるパワーIC等の複数の半導体素子2と、その半導体素子2の表裏両面にはんだ層3a,3bを介して互いに平行となるように接合されて放熱板としても機能する比較的板厚の大きな大小または上下二つの電極板4,5と、それら双方の電極板4,5同士の間にまたがるように配置されたPPS等の樹脂製で且つ矩形枠状の絶縁体6と、それら双方の電極板4,5と絶縁体6との間に隔離形成された空間に充填・封入された樹脂モールド層7とから構成される。なお、電極板4,5は半導体素子2と図示しない例えば電源装置や外部の電源負荷等の外部装置と電気的に接続するための、いわゆるバスバーとして機能する。
【0011】
これにより、半導体素子2が樹脂モールド層7の中に埋設されるかたちで封止されて保護されている。絶縁体6は上側の電極板4に対してはその下面に、下側の電極板5に対しては外周面にそれぞれ密着していて、なお且つ絶縁体6の下面と下側の電極板5の下面とは同一平面上に位置している。上記電極板4,5としては導電性に優れたものとして例えば銅製のものが使用される。
【0012】
このような半導体装置1を製造する際には、半導体素子2の表裏両面にはんだ層3a,3bを介して双方の電極板4,5を予め接合した上でそれらの電極板4,5に対して絶縁体6を接合したものを中間組立体Wとする。例えば、上記のように矩形枠状の絶縁体6の下面と下側の電極板5の下面とが同一平面上に位置するように、下側の電極板5をインサートとしてその下側の電極板5と絶縁体6とを予め一体成形しておき、その下側の電極板5の上に半導体素子2とはんだ層3a,3bを積層した上で、さらにそれらの上から上側の電極板5を押し付けてはんだ付けを行い、上側の電極板4を絶縁体6に確実に密着させるようにして中間組立体Wとする。
【0013】
この中間組立体Wを後述するように所定の型内にインサートとしてセットし、双方の電極板4,5と絶縁体6とで隔離形成された空間をモールド室として、このモールド室に樹脂材料を充填・封入して樹脂モールド層7を形成することで製造される。この場合において、双方の電極板4,5が放熱板としての機能を併せ持っているため、双方の電極板4,5の表面が樹脂層にて被覆されてしまうことは許されないものとされる。特に、電極板4,5の上に図示しないヒートシンクを載置して半導体装置1を使用する場合には、電極板4,5の表面が樹脂層にて被覆されてしまうと、電極板4,5からヒートシンクへの熱伝達効率を低下させる要因となるため、電極板4,5の表面が樹脂層にて被覆されてしまうことは好ましくない。
【0014】
図2の(A)はモールド装置の平面的な構造として同図(B)のB1−B2線に沿う断面図を、同図(B)は同図(A)のA1−A2線に沿う断面図をそれぞれ示している。さらに、図3のは図2ののA1−A3線に沿う断面図を示している。
【0015】
これらの図2,3に示すように、モールド装置は、先に述べたように半導体素子2とはんだ層3a,3b、双方の電極板4,5および絶縁体6とからなる中間組立体Wをインサートとして樹脂モールドを施すことにより図1のような半導体装置1を製造するためのもので、上型8と下型9とからなる金型10をもって構成されている。そして、上型8と下型9との間に中間組立体Wを配置して型合わせ面11をもって型締めした時には、上型8が上側の電極板4に当接するとともに、下型9が下側の電極板5と絶縁体6とに当接し、同時に上側の電極板4が上型8と下型9とによりリジットに挟持されることになる。その上で、上下の電極板4,5と絶縁体6との間の空間が密閉されて、樹脂材料を充填するためのモールド室(キャビティ)Rとして隔離形成されることになる。
【0016】
また、上型8と下型9とにまたがるかたちでポット部12が形成されているとともに、型合わせ面11にはそのポット部12とモールド室Rを接続するゲート部13が形成されている。上記モールド室Rへの樹脂材料の充填に先立って上型8および下型9は共に所定温度になるまで予備加熱されるようになっていて、ポット部12にエポキシ樹脂等の絶縁性の樹脂材料のペレットを投入した上でプランジャ14を押し込むと、トランスファー成形の手法によりポット部12にて軟化溶融した樹脂材料がゲート部13を経由してモールド室Rに充填されて、半導体素子2を封止するための図1の樹脂モールド層7と化することになる。
【0017】
ここで、図2,3から明らかなように、上側の電極板4はモールド室Rの外側に突出しているとともに、さらに上下型8,9の外側にまで突出していて、上側の電極板4のうちこの突出部を直接挟持部4aとして型締め時に上型8と下型9とで堅固に加圧挟持される。他方、上型8のうち上側の電極板4に当接する部分が揺動可能なフローティング型8bとして型本体8aから分割されているとともに、下型9のうち下側の電極板5および絶縁体6に当接する部分が揺動可能なフローティング型9bとして型本体9aから分割されている。そして、上型8側のフローティング型8bは圧縮コイルばねその他の弾性体15により下方に向けて付勢されているとともに、下型9側のフローティング型9bは同様に圧縮コイルばねその他の弾性体16により上方に向けて付勢されている。これら双方のフローティング型8b,9bは弾性体15または16を介して型本体8aまたは9aに弾性的に支持されていることにより、上下型8,9の型締め,型開き方向に所定ストロークのもとで変位可能で且つ傾動変位可能な構造となっている。
【0018】
ここで、上側の電極板4のうちモールド室Rからの突出部を直接挟持部4aとして型締め時に上型8と下型9とで堅固に加圧挟持することは先に述べたとおりである。この場合に、上下型8,9の型本体8a,9aそのものは例えば銅製の上側の電極板4よりも硬質で且つ剛性の高い型鋼等で形成されているので、上型8側の型本体8aと下型9側の型本体9aとで上側の電極板4のうち突出部を直接挟持部4aとして加圧挟持する際には、型本体8a,9a側を上側の電極板4側に対してシールビード等をもって積極的に噛み込ませるか、あるいは食い込ませるようにするものとする。こうすることにより、上側の電極板4に対する型本体8a,9aの当接部において樹脂材料の漏洩を防止するためのいわゆるシール効果が発揮されるとともに、過大入力による金型破損を防止する上でも有利となる。
【0019】
図4は図2,3に示したモールド装置での成形時のより詳細な段階的な手順を示している。ただし、図2,3でのポット部12およびプランジャ14等は図示省略してある。
【0020】
同図(a)に示すように、最初に金型10の上型8と下型9との型開き状態において、下型9側に先の中間組立体Wをセットする。より具体的には、下側の電極板5および絶縁体6を当接部として、中間組立体Wを下型9側のフローティング型9bの上に位置決め載置する。続いて、同図(b)に示すように型締め動作に移行し、最終的には同図(c)の型締め完了をもって上下型8,9にて中間組立体Wを加圧拘束する。図4の(c)の状態は先の図2の(B)の状態にほかならず、中間組立体Wのうち上側の電極板4の突出部が直接挟持部4aとして上下型8,9の型本体8a,9aにてリジッドに加圧挟持されるものの、それ以外の部分は上下のフローティング型8b,9bにて弾性的に加圧拘束されていることになる。
【0021】
こうして型締めが完了したならば、図4の(d)の樹脂材料の充填または注入に移行し、図2,3にも示したように、上下の電極板4,5と絶縁体6との間に隔離形成されているモールド室Rに樹脂材料をフルの充填または注入し、固化後の樹脂モールド層7をもって半導体素子2を封止する。この後、図4の(e)の型開き動作に移行し、最終的には同図(f)に示すように製品である半導体装置1を離型しながら金型10から取り出して一連の樹脂モールド作業を完了する。
【0022】
したがって、図2の(A)および図3に示すように、上下型8,9同士の型締め状態において、上側の電極板4のうち突出部を直接挟持部4aとしてリジットに加圧挟持されてはいても、中間組立体Wのそれ以外の部位では、上側の電極板4に対して上型8側のフローティング型8bが弾性的に当接し、且つ下側の電極板5および絶縁体6に対して下型9側のフローティング型9bが弾性的に当接して、双方のフローティング型8b,9bにより中間組立体Wを弾性的に加圧拘束しているかたちとなっている。
【0023】
そのため、中間組立体Wが例えば厚み誤差を有している場合や上下の電極板4,5が傾きを有している場合であっても、上下のフローティング型8b,9bがそれらの厚み誤差や電極板4,5の傾き等を吸収するべくそれらに追従して揺動変位することになるので、上下の電極板4,5に無理が力が加わって変形させてしまうこともなければ、過大入力によって半導体素子2を破損してしまうこともない。しかも、モールド室Rの密閉性も同時に確保されることになるので、樹脂材料の漏れ出しにより電極板4,5の表面までも樹脂で被覆してしまうような事態の発生も未然に防止することができる。
【0024】
しかも、図2,3から明らかなように、絶縁体6は、上型8側では型本体8aと上側の電極板4とに直接当接しているとともに、下型9側ではフローティング型9bに直接当接していて、言い換えるならば、絶縁体6には上下型8,9による型締め力が直接的に負荷されていることになる。そのため、絶縁体6はあたかも上側の電極板4と下側の電極板5との相互離間距離を規制するスペーサとして機能し、結果として型締め,型開き方向からの過大入力により半導体素子2を保護することができ、その半導体素子2の破損や傾きの発生を未然に防止することが可能となる。なお、下型9側のフローティング型9bが絶縁体6に及ぼす荷重は、その絶縁体6の耐荷重以下に設定されていることは言うまでもなく、同様にフローティング型8bを含む上型8が最終的に半導体素子2に及ぼす荷重は、その半導体素子2の耐荷重以下に設定されていることは言うまでもない。
【0025】
ここで、図2,3に示した半導体装置1における枠状の絶縁体6は必ずしも必須ではなく、半導体装置1の仕様または要求される機能によっては省略することも可能である。例えば、図2,3の樹脂モールド層7が相応の絶縁性を有しているような場合には、図2,3の絶縁体6の領域まで樹脂モールド層7を拡大化することにより絶縁体6を省略または廃止することが可能である。
【0026】
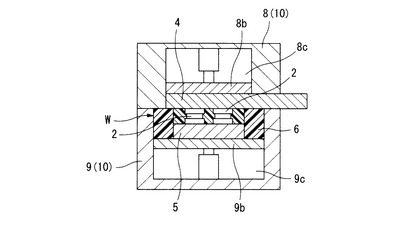
図5,6は本発明に係るモールド装置を実施するためのより具体的な第2,第3の形態を示していて、先の第1の形態と共通する部分には同一符号を付してある。
【0027】
図5では、図2,3における圧縮コイルばね等の弾性体15,16に代えて、上下型8,9におけるそれぞれのフローティング型8b,9bの背面側の空間8c,9cに油等の液体を封入して、いわゆる流体ばねとしたものである。
【0028】
また、図6では、図2,3における圧縮コイルばね等の弾性体15,16に代えて、油等の液体または所定のガスを封入したクッションシリンダ25,26を用い、上記と同様にいわゆる流体ばねを採用したものである。
【0029】
これらの第2,第3の形態においても先の第1の実施の形態のものと同様の効果が得られることになる。
【符号の説明】
【0030】
1…半導体装置
2…半導体素子
3a…はんだ層
3b…はんだ層
4…上側の電極板
4a…直接挟持部
5…下側の電極板
6…絶縁体
7…樹脂モールド層
8…上型
8a…型本体
8b…フローティング型
9…下型
9a…型本体
9b…フローティング型
10…金型
11…型合わせ面
15…弾性体
16…弾性体
R…モールド室
W…中間組立体
【特許請求の範囲】
【請求項1】
半導体素子の表裏両面に電極板を配置してある中間組立体を、それらの電極板を当接部とする一方の型と他方の型との型締め状態をもって形成されるモールド室内に配置し、
この中間組立体をインサートとしてモールド室に樹脂材料を充填して当該中間組立体をモールドすることにより半導体装置を製造するようにしたモールド装置であって、
上記一方の電極板の一部を双方の型同士の型合わせ面で直接的に挟持するとともに、
上記双方の型のうち、上記電極板の一部を直接的に挟持した直接挟持部以外で電極板に当接する部分を揺動可能なフローティング型構造としてあることを特徴とするモールド装置。
【請求項2】
上記双方の型のうち直接挟持部以外で電極に当接する部分を型本体から分割して揺動可能なフローティング型構造としてあることを特徴とする請求項1に記載のモールド装置。
【請求項3】
上記一方の電極板は双方の型よりも軟質の材料で形成されているとともに、その一部がモールド室の外部に突出していて、
この突出部が直接挟持部として双方の型で直接的に挟持されるようになっていることを特徴とする請求項2に記載のモールド装置。
【請求項4】
上記フローティング型は、双方の型同士による型締め,型開き方向に変位可能で且つ傾動変位可能となっていることを特徴とする請求項3に記載のモールド装置。
【請求項5】
上記フローティング型はそれぞれの型本体に弾性体を介して支持されていることを特徴とする請求項4に記載のモールド装置。
【請求項6】
上記中間組立体における半導体の周囲に枠状の絶縁体を有していて、
この絶縁体に対して双方の型の一部が当接して、当該双方の型による型締め力が絶縁体に直接負荷されるようになっていることを特徴とする請求項5に記載のモールド装置。
【請求項7】
上記半導体とその表裏両面側に配置される電極板とが予め接合されていることを特徴とする請求項6に記載のモールド装置。
【請求項8】
半導体素子の表裏両面に電極板を配置してある中間組立体を、それらの電極板を当接部とする一方の型と他方の型との型締め状態をもって形成されるモールド室内に配置し、
この中間組立体をインサートとしてモールド室に樹脂材料を充填して当該中間組立体をモールドすることにより半導体装置を製造するようにしたモールド方法であって、
上記一方の電極板の一部を双方の型同士の型合わせ面で直接的に挟持するとともに、
上記双方の型のうち、上記電極板の一部を直接的に挟持した直接挟持部以外で電極板に当接する部分を揺動可能なフローティング型構造とした状態でモールドを行うことを特徴とするモールド方法。
【請求項9】
上記一方の電極板は双方の型よりも軟質の材料で形成されているとともに、その一部がモールド室の外部に突出していて、
この突出部を直接挟持部として双方の型で直接的に挟持することを特徴とする請求項8に記載のモールド方法。
【請求項10】
上記フローティング型は、双方の型同士による型締め,型開き方向に変位可能で且つ傾動変位可能となっていることを特徴とする請求項9に記載のモールド方法。
【請求項11】
上記フローティング型はそれぞれの型本体に弾性体を介して支持されていることを特徴とする請求項10に記載のモールド方法。
【請求項12】
上記中間組立体における半導体の周囲に枠状の絶縁体を有していて、
この絶縁体に対して双方の型の一部が当接して、当該双方の型による型締め力が絶縁体に直接負荷されていることを特徴とする請求項11に記載のモールド方法。
【請求項13】
上記半導体とその表裏両面側に配置される電極板とが予め接合されていることを特徴とする請求項12に記載のモールド方法。
【請求項1】
半導体素子の表裏両面に電極板を配置してある中間組立体を、それらの電極板を当接部とする一方の型と他方の型との型締め状態をもって形成されるモールド室内に配置し、
この中間組立体をインサートとしてモールド室に樹脂材料を充填して当該中間組立体をモールドすることにより半導体装置を製造するようにしたモールド装置であって、
上記一方の電極板の一部を双方の型同士の型合わせ面で直接的に挟持するとともに、
上記双方の型のうち、上記電極板の一部を直接的に挟持した直接挟持部以外で電極板に当接する部分を揺動可能なフローティング型構造としてあることを特徴とするモールド装置。
【請求項2】
上記双方の型のうち直接挟持部以外で電極に当接する部分を型本体から分割して揺動可能なフローティング型構造としてあることを特徴とする請求項1に記載のモールド装置。
【請求項3】
上記一方の電極板は双方の型よりも軟質の材料で形成されているとともに、その一部がモールド室の外部に突出していて、
この突出部が直接挟持部として双方の型で直接的に挟持されるようになっていることを特徴とする請求項2に記載のモールド装置。
【請求項4】
上記フローティング型は、双方の型同士による型締め,型開き方向に変位可能で且つ傾動変位可能となっていることを特徴とする請求項3に記載のモールド装置。
【請求項5】
上記フローティング型はそれぞれの型本体に弾性体を介して支持されていることを特徴とする請求項4に記載のモールド装置。
【請求項6】
上記中間組立体における半導体の周囲に枠状の絶縁体を有していて、
この絶縁体に対して双方の型の一部が当接して、当該双方の型による型締め力が絶縁体に直接負荷されるようになっていることを特徴とする請求項5に記載のモールド装置。
【請求項7】
上記半導体とその表裏両面側に配置される電極板とが予め接合されていることを特徴とする請求項6に記載のモールド装置。
【請求項8】
半導体素子の表裏両面に電極板を配置してある中間組立体を、それらの電極板を当接部とする一方の型と他方の型との型締め状態をもって形成されるモールド室内に配置し、
この中間組立体をインサートとしてモールド室に樹脂材料を充填して当該中間組立体をモールドすることにより半導体装置を製造するようにしたモールド方法であって、
上記一方の電極板の一部を双方の型同士の型合わせ面で直接的に挟持するとともに、
上記双方の型のうち、上記電極板の一部を直接的に挟持した直接挟持部以外で電極板に当接する部分を揺動可能なフローティング型構造とした状態でモールドを行うことを特徴とするモールド方法。
【請求項9】
上記一方の電極板は双方の型よりも軟質の材料で形成されているとともに、その一部がモールド室の外部に突出していて、
この突出部を直接挟持部として双方の型で直接的に挟持することを特徴とする請求項8に記載のモールド方法。
【請求項10】
上記フローティング型は、双方の型同士による型締め,型開き方向に変位可能で且つ傾動変位可能となっていることを特徴とする請求項9に記載のモールド方法。
【請求項11】
上記フローティング型はそれぞれの型本体に弾性体を介して支持されていることを特徴とする請求項10に記載のモールド方法。
【請求項12】
上記中間組立体における半導体の周囲に枠状の絶縁体を有していて、
この絶縁体に対して双方の型の一部が当接して、当該双方の型による型締め力が絶縁体に直接負荷されていることを特徴とする請求項11に記載のモールド方法。
【請求項13】
上記半導体とその表裏両面側に配置される電極板とが予め接合されていることを特徴とする請求項12に記載のモールド方法。
【図1】


【図2】
【図3】

【図4】
【図5】

【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−89607(P2013−89607A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−225425(P2011−225425)
【出願日】平成23年10月13日(2011.10.13)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月13日(2011.10.13)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
[ Back to top ]