
モールド金型及び半導体実装基板の製造方法

【課題】薄い樹脂モールド製品に対して樹脂の充填性を向上させたモールド金型を提供する。
【解決手段】本発明のモールド金型は、複数の半導体チップ30を実装した半導体実装基板100の樹脂モールドを行うために用いられるモールド金型であって、半導体実装基板100を上面側から押さえるように構成された上型50と、半導体実装基板を下面側から押さえるように構成された下型60とを有し、上型50及び下型60の少なくとも一つには、樹脂モールドにより樹脂20が充填されるキャビティ57が形成されており、キャビティ57には、半導体実装基板100のカット部位に対応する位置に凹部58が形成されており、凹部58の幅は、半導体実装基板100のカット幅以下である。
【解決手段】本発明のモールド金型は、複数の半導体チップ30を実装した半導体実装基板100の樹脂モールドを行うために用いられるモールド金型であって、半導体実装基板100を上面側から押さえるように構成された上型50と、半導体実装基板を下面側から押さえるように構成された下型60とを有し、上型50及び下型60の少なくとも一つには、樹脂モールドにより樹脂20が充填されるキャビティ57が形成されており、キャビティ57には、半導体実装基板100のカット部位に対応する位置に凹部58が形成されており、凹部58の幅は、半導体実装基板100のカット幅以下である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、半導体チップを実装した半導体実装基板の樹脂モールドに用いられるモールド金型に関する。
【背景技術】
【0002】
従来から、基板に半導体チップを実装した基板に対して樹脂モールドを行う際には、上型と下型から構成されるモールド金型で基板をクランプし、プランジャを用いてモールド金型のキャビティ内部に樹脂を圧送する。ここで、樹脂が充填されるキャビティの高さ(深さ)が半導体チップの高さに比べて十分に大きい場合には、樹脂は容易にキャビティ内部に充填される。
【0003】
ところで特許文献1には、リリースフィルム30が伸びてしわが生じることを防ぐため、キャビティブロック28のキャビティ底面にリリースフィルム30のたるみを吸収するためのたるみ吸収溝を設けた樹脂封止装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−176067号公報(図17)
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、近年、最終製品である半導体装置において、複数の半導体チップを多層化して基板(多層樹脂基板、BT基板、リードフレーム)上に実装する場合がある。このような構成では、多層化した半導体チップの最上面は単一の半導体チップの場合に比べて高くなるが、半導体装置の薄型化の要請により、半導体装置のパッケージ(樹脂)の厚さ(高さ)は、単一の半導体チップを実装した場合と同様の厚さか場合に拠っては更に薄くなるように設計される。このため、多層化した半導体チップの最上面とパッケージ表面との間の距離は小さくなる。
【0006】
このような場合、樹脂モールドの際に用いられるモールド金型において、樹脂が充填されるキャビティの高さは、半導体チップの高さ(多層化された半導体チップの高さ)に近づける必要がある。しかしながら、キャビティの高さと半導体チップの高さが近接すると、樹脂の流れる経路の断面積が狭くなり、樹脂を圧送しても樹脂が充填されていない領域(未充填領域)が発生するなどの問題が生じるおそれがある。
【0007】
そこで本発明は、薄型の樹脂モールド製品(半導体実装基板)に対して樹脂の充填性を向上させたモールド金型及び半導体実装基板の製造方法を提供する。
【課題を解決するための手段】
【0008】
本発明の一側面としてのモールド金型は、複数の半導体チップを実装した半導体実装基板の樹脂モールドを行うために用いられるモールド金型であって、前記半導体実装基板を上面側から押さえるように構成された上型と、前記半導体実装基板を下面側から押さえるように構成された下型とを有し、前記上型及び前記下型の少なくとも一つには、前記樹脂モールドにより樹脂が充填されるキャビティが形成されており、前記キャビティには、前記半導体実装基板のカット部位に対応する位置に凹部が形成されており、前記凹部の幅は、前記半導体実装基板のカット幅以下である。
【0009】
本発明の他の側面としての半導体実装基板の製造方法は、複数の半導体チップを実装した半導体実装基板の製造方法であって、基板に複数の半導体チップを実装する工程と、上型及び下型で前記基板をクランプする工程と、前記基板をクランプした状態で、前記上型及び前記下型の少なくとも一つに形成されたキャビティの内部に樹脂を充填する工程とを有し、前記樹脂を充填する工程は、前記樹脂を前記キャビティに形成された凹部に充填することにより、前記半導体実装基板のカット部位に対応する成形品位置に凸部を形成し、前記凸部の幅は、ダイサーのカット幅以下である。
【0010】
本発明の他の目的及び特徴は、以下の実施例において説明される。
【発明の効果】
【0011】
本発明によれば、薄型の樹脂モールド製品(半導体実装基板)に対して樹脂の充填性を向上させたモールド金型及び半導体実装基板の製造方法を提供することができる。
【図面の簡単な説明】
【0012】
【図1】(a)実施例1における半導体実装基板の平面図、(b)図1(a)中のB−B面における半導体実装基板の断面図、(c)図1(a)中のC−C面におけるモールド金型の断面図である。
【図2】(a)実施例1におけるモールド金型(上型)の平面図、(b)図2(a)中のB−B面におけるモールド金型の断面図、(c)図2(a)中のC−C面におけるモールド金型の断面図である。
【図3】(a)実施例1におけるモールド金型(下型)の平面図、(b)図3(a)中のB−B面におけるモールド金型の断面図、(c)図3(a)中のC−C面におけるモールド金型の断面図である。
【図4】(a)実施例2における半導体実装基板の平面図、(b)図4(a)中のB−B面における半導体実装基板の断面図、(c)図4(a)中のC−C面におけるモールド金型の断面図である。
【図5】(a)実施例3における半導体実装基板の平面図、(b)図5(a)中のB−B面における半導体実装基板の断面図、(c)図5(a)中のC−C面におけるモールド金型の断面図である。
【発明を実施するための形態】
【0013】
以下、本発明の実施例について、図面を参照しながら詳細に説明する。各図において、同一の部材については同一の参照番号を付し、重複する説明は省略する。
【実施例1】
【0014】
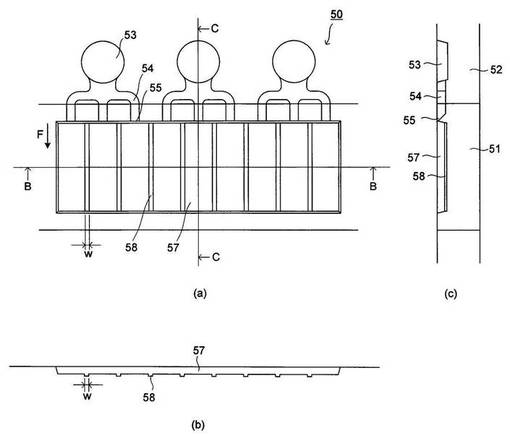
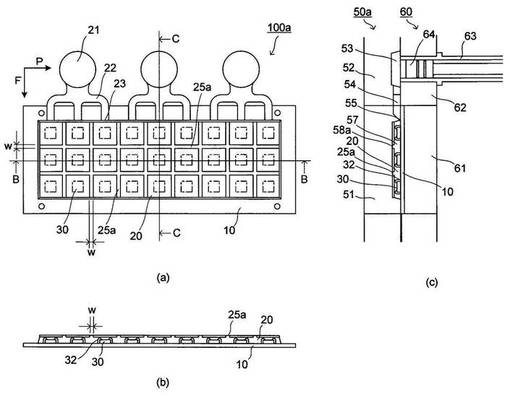
まず、図1乃至図3を参照して、本発明の実施例1における半導体実装基板(樹脂モールド製品)及びモールド金型について説明する。図1は、本実施例における半導体実装基板及びモールド金型の概略図であり、図1(a)は半導体実装基板の平面図、図1(b)は図1(a)中のB−B面における半導体実装基板の断面図、図1(c)は図1(a)中のC−C面におけるモールド金型の断面図を示す。図2は本実施例におけるモールド金型(上型)の概略図であり、図2(a)はモールド金型(上型)の平面図、図2(b)は図2(a)中のB−B面における上型の断面図、図2(c)は図2(a)中のC−C面における上型の断面図である。図3は本実施例におけるモールド金型(下型)の概略図であり、図3(a)は下型の平面図、図3(b)は図3(a)中のB−B面における下型の断面図、図3(c)は図3(a)中のC−C面における下型の断面図である。
【0015】
図1(a)〜(c)に示されるように、半導体実装基板100は、基板10の上に複数の半導体チップ30を配列して樹脂モールドされている。半導体チップ30はワイヤ32により基板10と電気的に接続されているが、これに限定されるものではなく、フリップチップ実装などの方法を採用してもよい。各々の半導体チップ30は、単一の半導体チップとして構成されているか、又は、複数の半導体チップを積層して構成されるものであってもよい。
【0016】
本実施例のモールド金型は、半導体実装基板100の樹脂モールドを行うために用いられ、上型50及び下型60を主体として構成されている。図2(a)〜(c)に示されるように、上型50は、上キャビティブロック51及び上センターブロック52を備えており、樹脂モールドの際に基板10を上面側(半導体チップ30の実装面側)から押さえ付ける。上キャビティブロック51には金型キャビティ57(キャビティ、空間)が形成されており、金型キャビティ57の内部には樹脂モールドにより樹脂20が充填される。上センターブロック52には金型カル53、金型ランナ54、及び、金型ゲート55が形成されている。本実施例では、3つの金型カル53のそれぞれに金型ランナ54が接続されており、各金型ランナ54は途中で3つに分岐され、それぞれ金型ゲート55へと繋がっている。ただし、本実施例はこのような構造に限定されるものではない。
【0017】
図3(a)〜(c)に示されるように、下型60は、下キャビティブロック61及び下センターブロック62を備えており、樹脂モールドの際に基板10を下面側(半導体チップ30の実装面とは反対側)から押さえ付ける。樹脂モールドの対象となる基板10は、下キャビティブロック61の上に配置される。また下型60は、ポット63及びプランジャ64を備えている。樹脂モールドの際には、上型50及び下型60で基板10をクランプした(挟んだ)状態で、トランスファモールドにより樹脂20を加熱溶融させ上型50と下型60との間に形成された金型キャビティ(空間)に充填する。
【0018】
本実施例では、例えば熱硬化性樹脂等をタブレット(円柱)状に成形した樹脂タブレットを用いてトランスファモールド(樹脂モールド)を行う。樹脂モールドの際、予熱された下型60のポット63内に樹脂タブレット(不図示)を投入して溶融させる。そして、プランジャ64を上動させて溶融した樹脂を圧送することにより、上型50と下型60との間の金型キャビティ(空間)は樹脂20で充填される。プランジャ64は、不図示のトランスファ機構によってポット63に沿って上下に摺動可能に構成されている。なお、樹脂タブレットに替えて粉末樹脂、顆粒樹脂や液状の熱硬化性樹脂をディスペンサ(不図示)で供給することもできる。
【0019】
図1(c)に示されるように、上型50と下型60との間に基板10をクランプして、プランジャ64によって樹脂が圧送されることにより、溶融した樹脂は、金型カル53、金型ランナ54、及び、金型ゲート55を順に通って、上型50と下型60との間に形成された金型キャビティ57(空間)へ供給される。このように樹脂20は、金型キャビティ57内において金型カル53、金型ランナ54、及び、金型ゲート55に近い側から遠い側に向けて順次供給される。
【0020】
半導体実装基板100は、基板10の上に複数の半導体チップ30(本実施例では、縦3個、横9個の半導体チップ30)を格子状に実装して構成されている。複数の半導体チップ30は、上述の上型50及び下型60(金型)を用いたトランスファモールドにより、樹脂20で一括に充填されている。図1(a)に示されるように、金型から樹脂モールド後の半導体実装基板100を取り出すと、金型カル53、金型ランナ54、及び、金型ゲート55の対応位置に、これらの形状を反映した樹脂による成形品カル21、成形品ランナ22、及び、成形品ゲート23がそれぞれ形成される。
【0021】
図2に示されるように、上型の金型キャビティ57には、複数の凹部58が形成されている。本実施例において、各々の凹部58は、樹脂モールドの際に樹脂が流れる第1の方向(図2(a)中の矢印Fの方向)に沿って直線状に形成されている。また、凹部58は、半導体実装基板100の切断部位(カット部位)に対応する成形品位置に形成されており、凹部58の幅wは、切断の際に用いられるダイサー(不図示)のカット幅以下(ダイサーブレードの幅以下)に設定されている。通常、ダイサーのカット幅は0.5mmの幅を有するため、凹部58の幅wは0.1〜0.5mmに設定されることが好ましい。また、凹部58の幅wを0.3〜0.4mmに設定するとより好ましい。なお、凹部58の深さ(高さ)は0.5〜1.0mm程度に設定される。
【0022】
このように、金型キャビティ57に形成された凹部58の幅wをダイサーのカット幅以下に設定することで、樹脂20の凸部25の幅wをダイサーのカット幅以下にすることができる。このため、半導体実装基板100をダイサーにて切断(個片化)したとき、個片化後の各々の半導体装置に樹脂の凸部25が残ることがない。従って、薄い樹脂モールド製品に対して樹脂の充填性を向上させたモールド金型を用いながら、最終製品である半導体装置を薄くすることができる。
【実施例2】
【0023】
次に、図4を参照して、本発明の実施例2における半導体実装基板(樹脂モールド製品)及びモールド金型について説明する。図4は、本実施例における半導体実装基板及び樹脂モールド製品の概略図であり、図4(a)は半導体実装基板の平面図、図4(b)は図4(a)中のB−B面における半導体実装基板の断面図、図4(c)は図4(a)中のC−C面におけるモールド金型の断面図を示す。
【0024】
本実施例の半導体実装基板100aにおいては、樹脂20の凸部25aが、樹脂モールドの際に樹脂20が流れる第1の方向(図4(a)中の矢印F)及び第1の方向と直交する第2の方向(図4(a)中の矢印P)の両方に沿って格子状に形成されている。このため、本実施例における上型50aの金型キャビティ57には、第1の方向及び第2の方向の両方に沿って格子状に形成された凹部58aが設けられている。なお、本実施例の下型としては実施例1と同様の下型60が用いられる。
【0025】
本実施例において、凹部58aは、第1の方向及び第2の方向のいずれについても、半導体実装基板100aの切断部位(カット部位)に対応する位置に形成されている。また、凹部58aの第1の方向における幅及び第2の方向における幅はいずれも、切断の際に用いられるダイサー(不図示)のカット幅以下(ダイサーブレードの幅以下)に設定されている。実施例1と同様に、凹部58aの幅wは、好ましくは0.1〜0.5mmに設定され、より好ましくは0.3〜0.4mmに設定される。なお、凹部58aの幅wは、第1の方向及び第2の方向の両方で同一に設定してもよいし、互いに異なる幅に設定してもよい。
【0026】
本実施例のモールド金型及び半導体実装基板の製造方法によれば、薄い樹脂モールド製品に対して樹脂の充填性をより向上させながら、最終製品である半導体装置を薄くすることができる。
【実施例3】
【0027】
次に、図5を参照して、本発明の実施例3における半導体実装基板(樹脂モールド製品)及びモールド金型について説明する。図5は、本実施例における半導体実装基板及び樹脂モールド製品の概略図であり、図5(a)は半導体実装基板の平面図、図5(b)は図5(a)中のB−B面における半導体実装基板の断面図、図5(c)は図5(a)中のC−C面におけるモールド金型の断面図を示す。
【0028】
図5(c)に示されるように、本実施例のモールド金型における上型50bは、上キャビティブロック51b及び上センターブロック52bを備えており、樹脂モールドの際に基板10を上面側(半導体チップ30の実装面とは反対側)から押さえ付ける。上キャビティブロック51bには、樹脂モールドの対象となる基板10が配置される。上センターブロック52bは、金型カル53b及び金型ランナ54bを備えている。
【0029】
モールド金型の下型60bは、下キャビティブロック61b及び下センターブロック62bを備えており、樹脂モールドの際に基板10を下面側(半導体チップ30の実装面側)から押さえ付ける。下キャビティブロック61bには金型キャビティ67(空間)が形成されており、金型キャビティ67の内部には樹脂モールドにより樹脂20が充填される。下センターブロック62bには金型ランナ54bの一部、及び、金型ランナ54bに接続された金型ゲート55bが形成されている。本実施例では、3つの金型カル53bのそれぞれに金型ランナ54bが接続されており、各金型ランナ54bは途中で3つに分岐され、それぞれ金型ゲート55bへと繋がっている。ただし本実施例はこのような構造に限定されるものではない。
【0030】
下センターブロック62bには金型ランナ54bの一部が形成されている。また下型60bは、ポット63b及びプランジャ64bを備えている。樹脂モールドの際には、上型50b及び下型60bで基板10をクランプして(挟み)、トランスファモールドにより樹脂20を上型50bと下型60bとの間に形成された金型キャビティ67(空間)に充填する。
【0031】
このように、本実施例のモールド金型では、下型60bに金型キャビティ67が形成されている。金型キャビティ67には、第1の方向(図5(a)中の矢印F)及び第1の方向と直交する第2の方向(図5(a)中の矢印P)の両方に沿って格子状に形成された凹部68が設けられている。
【0032】
本実施例において、下型60bの凹部68は、第1の方向及び第2の方向のいずれについても、半導体実装基板100bの切断部位(カット部位)に対応する位置に形成されている。また、凹部68の第1の方向における幅及び第2の方向における幅はいずれも、切断の際に用いられるダイサー(不図示)のカット幅以下(ダイサーブレードの幅以下)に設定されている。実施例2と同様に、凹部58aの幅は、好ましくは0.1〜0.5mmに設定され、より好ましくは0.3〜0.4mmに設定される。
【0033】
このため、半導体実装基板100bには、図5(a)に示されるように、上述のようにダイサーのカット幅以下の幅を有する樹脂20の凸部25bが、樹脂モールドの際に樹脂20が流れる第1の方向及び第1の方向と直交する第2の方向の両方に沿って格子状に形成される。このような構成により、薄い樹脂モールド製品に対して樹脂の充填性をより向上させながら、最終製品である半導体装置を薄くすることができる。
【0034】
上記各実施例によれば、薄い樹脂モールド製品に対して樹脂の充填性を向上させたモールド金型を提供することができる。また、そのような樹脂モールド製品を製造するための半導体実装基板の製造方法を提供することができる。
【0035】
以上、本発明の実施例について具体的に説明した。ただし、本発明は上記実施例として記載された事項に限定されるものではなく、本発明の技術思想を逸脱しない範囲内で適宜変更が可能である。
【符号の説明】
【0036】
10 基板
20 樹脂
25 凸部
50 上型
53 金型カル
54 金型ランナ
55 金型ゲート
57 金型キャビティ
58 凹部
60 下型
63 ポット
64 プランジャ
100 半導体実装基板
【技術分野】
【0001】
本発明は、半導体チップを実装した半導体実装基板の樹脂モールドに用いられるモールド金型に関する。
【背景技術】
【0002】
従来から、基板に半導体チップを実装した基板に対して樹脂モールドを行う際には、上型と下型から構成されるモールド金型で基板をクランプし、プランジャを用いてモールド金型のキャビティ内部に樹脂を圧送する。ここで、樹脂が充填されるキャビティの高さ(深さ)が半導体チップの高さに比べて十分に大きい場合には、樹脂は容易にキャビティ内部に充填される。
【0003】
ところで特許文献1には、リリースフィルム30が伸びてしわが生じることを防ぐため、キャビティブロック28のキャビティ底面にリリースフィルム30のたるみを吸収するためのたるみ吸収溝を設けた樹脂封止装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−176067号公報(図17)
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、近年、最終製品である半導体装置において、複数の半導体チップを多層化して基板(多層樹脂基板、BT基板、リードフレーム)上に実装する場合がある。このような構成では、多層化した半導体チップの最上面は単一の半導体チップの場合に比べて高くなるが、半導体装置の薄型化の要請により、半導体装置のパッケージ(樹脂)の厚さ(高さ)は、単一の半導体チップを実装した場合と同様の厚さか場合に拠っては更に薄くなるように設計される。このため、多層化した半導体チップの最上面とパッケージ表面との間の距離は小さくなる。
【0006】
このような場合、樹脂モールドの際に用いられるモールド金型において、樹脂が充填されるキャビティの高さは、半導体チップの高さ(多層化された半導体チップの高さ)に近づける必要がある。しかしながら、キャビティの高さと半導体チップの高さが近接すると、樹脂の流れる経路の断面積が狭くなり、樹脂を圧送しても樹脂が充填されていない領域(未充填領域)が発生するなどの問題が生じるおそれがある。
【0007】
そこで本発明は、薄型の樹脂モールド製品(半導体実装基板)に対して樹脂の充填性を向上させたモールド金型及び半導体実装基板の製造方法を提供する。
【課題を解決するための手段】
【0008】
本発明の一側面としてのモールド金型は、複数の半導体チップを実装した半導体実装基板の樹脂モールドを行うために用いられるモールド金型であって、前記半導体実装基板を上面側から押さえるように構成された上型と、前記半導体実装基板を下面側から押さえるように構成された下型とを有し、前記上型及び前記下型の少なくとも一つには、前記樹脂モールドにより樹脂が充填されるキャビティが形成されており、前記キャビティには、前記半導体実装基板のカット部位に対応する位置に凹部が形成されており、前記凹部の幅は、前記半導体実装基板のカット幅以下である。
【0009】
本発明の他の側面としての半導体実装基板の製造方法は、複数の半導体チップを実装した半導体実装基板の製造方法であって、基板に複数の半導体チップを実装する工程と、上型及び下型で前記基板をクランプする工程と、前記基板をクランプした状態で、前記上型及び前記下型の少なくとも一つに形成されたキャビティの内部に樹脂を充填する工程とを有し、前記樹脂を充填する工程は、前記樹脂を前記キャビティに形成された凹部に充填することにより、前記半導体実装基板のカット部位に対応する成形品位置に凸部を形成し、前記凸部の幅は、ダイサーのカット幅以下である。
【0010】
本発明の他の目的及び特徴は、以下の実施例において説明される。
【発明の効果】
【0011】
本発明によれば、薄型の樹脂モールド製品(半導体実装基板)に対して樹脂の充填性を向上させたモールド金型及び半導体実装基板の製造方法を提供することができる。
【図面の簡単な説明】
【0012】
【図1】(a)実施例1における半導体実装基板の平面図、(b)図1(a)中のB−B面における半導体実装基板の断面図、(c)図1(a)中のC−C面におけるモールド金型の断面図である。
【図2】(a)実施例1におけるモールド金型(上型)の平面図、(b)図2(a)中のB−B面におけるモールド金型の断面図、(c)図2(a)中のC−C面におけるモールド金型の断面図である。
【図3】(a)実施例1におけるモールド金型(下型)の平面図、(b)図3(a)中のB−B面におけるモールド金型の断面図、(c)図3(a)中のC−C面におけるモールド金型の断面図である。
【図4】(a)実施例2における半導体実装基板の平面図、(b)図4(a)中のB−B面における半導体実装基板の断面図、(c)図4(a)中のC−C面におけるモールド金型の断面図である。
【図5】(a)実施例3における半導体実装基板の平面図、(b)図5(a)中のB−B面における半導体実装基板の断面図、(c)図5(a)中のC−C面におけるモールド金型の断面図である。
【発明を実施するための形態】
【0013】
以下、本発明の実施例について、図面を参照しながら詳細に説明する。各図において、同一の部材については同一の参照番号を付し、重複する説明は省略する。
【実施例1】
【0014】
まず、図1乃至図3を参照して、本発明の実施例1における半導体実装基板(樹脂モールド製品)及びモールド金型について説明する。図1は、本実施例における半導体実装基板及びモールド金型の概略図であり、図1(a)は半導体実装基板の平面図、図1(b)は図1(a)中のB−B面における半導体実装基板の断面図、図1(c)は図1(a)中のC−C面におけるモールド金型の断面図を示す。図2は本実施例におけるモールド金型(上型)の概略図であり、図2(a)はモールド金型(上型)の平面図、図2(b)は図2(a)中のB−B面における上型の断面図、図2(c)は図2(a)中のC−C面における上型の断面図である。図3は本実施例におけるモールド金型(下型)の概略図であり、図3(a)は下型の平面図、図3(b)は図3(a)中のB−B面における下型の断面図、図3(c)は図3(a)中のC−C面における下型の断面図である。
【0015】
図1(a)〜(c)に示されるように、半導体実装基板100は、基板10の上に複数の半導体チップ30を配列して樹脂モールドされている。半導体チップ30はワイヤ32により基板10と電気的に接続されているが、これに限定されるものではなく、フリップチップ実装などの方法を採用してもよい。各々の半導体チップ30は、単一の半導体チップとして構成されているか、又は、複数の半導体チップを積層して構成されるものであってもよい。
【0016】
本実施例のモールド金型は、半導体実装基板100の樹脂モールドを行うために用いられ、上型50及び下型60を主体として構成されている。図2(a)〜(c)に示されるように、上型50は、上キャビティブロック51及び上センターブロック52を備えており、樹脂モールドの際に基板10を上面側(半導体チップ30の実装面側)から押さえ付ける。上キャビティブロック51には金型キャビティ57(キャビティ、空間)が形成されており、金型キャビティ57の内部には樹脂モールドにより樹脂20が充填される。上センターブロック52には金型カル53、金型ランナ54、及び、金型ゲート55が形成されている。本実施例では、3つの金型カル53のそれぞれに金型ランナ54が接続されており、各金型ランナ54は途中で3つに分岐され、それぞれ金型ゲート55へと繋がっている。ただし、本実施例はこのような構造に限定されるものではない。
【0017】
図3(a)〜(c)に示されるように、下型60は、下キャビティブロック61及び下センターブロック62を備えており、樹脂モールドの際に基板10を下面側(半導体チップ30の実装面とは反対側)から押さえ付ける。樹脂モールドの対象となる基板10は、下キャビティブロック61の上に配置される。また下型60は、ポット63及びプランジャ64を備えている。樹脂モールドの際には、上型50及び下型60で基板10をクランプした(挟んだ)状態で、トランスファモールドにより樹脂20を加熱溶融させ上型50と下型60との間に形成された金型キャビティ(空間)に充填する。
【0018】
本実施例では、例えば熱硬化性樹脂等をタブレット(円柱)状に成形した樹脂タブレットを用いてトランスファモールド(樹脂モールド)を行う。樹脂モールドの際、予熱された下型60のポット63内に樹脂タブレット(不図示)を投入して溶融させる。そして、プランジャ64を上動させて溶融した樹脂を圧送することにより、上型50と下型60との間の金型キャビティ(空間)は樹脂20で充填される。プランジャ64は、不図示のトランスファ機構によってポット63に沿って上下に摺動可能に構成されている。なお、樹脂タブレットに替えて粉末樹脂、顆粒樹脂や液状の熱硬化性樹脂をディスペンサ(不図示)で供給することもできる。
【0019】
図1(c)に示されるように、上型50と下型60との間に基板10をクランプして、プランジャ64によって樹脂が圧送されることにより、溶融した樹脂は、金型カル53、金型ランナ54、及び、金型ゲート55を順に通って、上型50と下型60との間に形成された金型キャビティ57(空間)へ供給される。このように樹脂20は、金型キャビティ57内において金型カル53、金型ランナ54、及び、金型ゲート55に近い側から遠い側に向けて順次供給される。
【0020】
半導体実装基板100は、基板10の上に複数の半導体チップ30(本実施例では、縦3個、横9個の半導体チップ30)を格子状に実装して構成されている。複数の半導体チップ30は、上述の上型50及び下型60(金型)を用いたトランスファモールドにより、樹脂20で一括に充填されている。図1(a)に示されるように、金型から樹脂モールド後の半導体実装基板100を取り出すと、金型カル53、金型ランナ54、及び、金型ゲート55の対応位置に、これらの形状を反映した樹脂による成形品カル21、成形品ランナ22、及び、成形品ゲート23がそれぞれ形成される。
【0021】
図2に示されるように、上型の金型キャビティ57には、複数の凹部58が形成されている。本実施例において、各々の凹部58は、樹脂モールドの際に樹脂が流れる第1の方向(図2(a)中の矢印Fの方向)に沿って直線状に形成されている。また、凹部58は、半導体実装基板100の切断部位(カット部位)に対応する成形品位置に形成されており、凹部58の幅wは、切断の際に用いられるダイサー(不図示)のカット幅以下(ダイサーブレードの幅以下)に設定されている。通常、ダイサーのカット幅は0.5mmの幅を有するため、凹部58の幅wは0.1〜0.5mmに設定されることが好ましい。また、凹部58の幅wを0.3〜0.4mmに設定するとより好ましい。なお、凹部58の深さ(高さ)は0.5〜1.0mm程度に設定される。
【0022】
このように、金型キャビティ57に形成された凹部58の幅wをダイサーのカット幅以下に設定することで、樹脂20の凸部25の幅wをダイサーのカット幅以下にすることができる。このため、半導体実装基板100をダイサーにて切断(個片化)したとき、個片化後の各々の半導体装置に樹脂の凸部25が残ることがない。従って、薄い樹脂モールド製品に対して樹脂の充填性を向上させたモールド金型を用いながら、最終製品である半導体装置を薄くすることができる。
【実施例2】
【0023】
次に、図4を参照して、本発明の実施例2における半導体実装基板(樹脂モールド製品)及びモールド金型について説明する。図4は、本実施例における半導体実装基板及び樹脂モールド製品の概略図であり、図4(a)は半導体実装基板の平面図、図4(b)は図4(a)中のB−B面における半導体実装基板の断面図、図4(c)は図4(a)中のC−C面におけるモールド金型の断面図を示す。
【0024】
本実施例の半導体実装基板100aにおいては、樹脂20の凸部25aが、樹脂モールドの際に樹脂20が流れる第1の方向(図4(a)中の矢印F)及び第1の方向と直交する第2の方向(図4(a)中の矢印P)の両方に沿って格子状に形成されている。このため、本実施例における上型50aの金型キャビティ57には、第1の方向及び第2の方向の両方に沿って格子状に形成された凹部58aが設けられている。なお、本実施例の下型としては実施例1と同様の下型60が用いられる。
【0025】
本実施例において、凹部58aは、第1の方向及び第2の方向のいずれについても、半導体実装基板100aの切断部位(カット部位)に対応する位置に形成されている。また、凹部58aの第1の方向における幅及び第2の方向における幅はいずれも、切断の際に用いられるダイサー(不図示)のカット幅以下(ダイサーブレードの幅以下)に設定されている。実施例1と同様に、凹部58aの幅wは、好ましくは0.1〜0.5mmに設定され、より好ましくは0.3〜0.4mmに設定される。なお、凹部58aの幅wは、第1の方向及び第2の方向の両方で同一に設定してもよいし、互いに異なる幅に設定してもよい。
【0026】
本実施例のモールド金型及び半導体実装基板の製造方法によれば、薄い樹脂モールド製品に対して樹脂の充填性をより向上させながら、最終製品である半導体装置を薄くすることができる。
【実施例3】
【0027】
次に、図5を参照して、本発明の実施例3における半導体実装基板(樹脂モールド製品)及びモールド金型について説明する。図5は、本実施例における半導体実装基板及び樹脂モールド製品の概略図であり、図5(a)は半導体実装基板の平面図、図5(b)は図5(a)中のB−B面における半導体実装基板の断面図、図5(c)は図5(a)中のC−C面におけるモールド金型の断面図を示す。
【0028】
図5(c)に示されるように、本実施例のモールド金型における上型50bは、上キャビティブロック51b及び上センターブロック52bを備えており、樹脂モールドの際に基板10を上面側(半導体チップ30の実装面とは反対側)から押さえ付ける。上キャビティブロック51bには、樹脂モールドの対象となる基板10が配置される。上センターブロック52bは、金型カル53b及び金型ランナ54bを備えている。
【0029】
モールド金型の下型60bは、下キャビティブロック61b及び下センターブロック62bを備えており、樹脂モールドの際に基板10を下面側(半導体チップ30の実装面側)から押さえ付ける。下キャビティブロック61bには金型キャビティ67(空間)が形成されており、金型キャビティ67の内部には樹脂モールドにより樹脂20が充填される。下センターブロック62bには金型ランナ54bの一部、及び、金型ランナ54bに接続された金型ゲート55bが形成されている。本実施例では、3つの金型カル53bのそれぞれに金型ランナ54bが接続されており、各金型ランナ54bは途中で3つに分岐され、それぞれ金型ゲート55bへと繋がっている。ただし本実施例はこのような構造に限定されるものではない。
【0030】
下センターブロック62bには金型ランナ54bの一部が形成されている。また下型60bは、ポット63b及びプランジャ64bを備えている。樹脂モールドの際には、上型50b及び下型60bで基板10をクランプして(挟み)、トランスファモールドにより樹脂20を上型50bと下型60bとの間に形成された金型キャビティ67(空間)に充填する。
【0031】
このように、本実施例のモールド金型では、下型60bに金型キャビティ67が形成されている。金型キャビティ67には、第1の方向(図5(a)中の矢印F)及び第1の方向と直交する第2の方向(図5(a)中の矢印P)の両方に沿って格子状に形成された凹部68が設けられている。
【0032】
本実施例において、下型60bの凹部68は、第1の方向及び第2の方向のいずれについても、半導体実装基板100bの切断部位(カット部位)に対応する位置に形成されている。また、凹部68の第1の方向における幅及び第2の方向における幅はいずれも、切断の際に用いられるダイサー(不図示)のカット幅以下(ダイサーブレードの幅以下)に設定されている。実施例2と同様に、凹部58aの幅は、好ましくは0.1〜0.5mmに設定され、より好ましくは0.3〜0.4mmに設定される。
【0033】
このため、半導体実装基板100bには、図5(a)に示されるように、上述のようにダイサーのカット幅以下の幅を有する樹脂20の凸部25bが、樹脂モールドの際に樹脂20が流れる第1の方向及び第1の方向と直交する第2の方向の両方に沿って格子状に形成される。このような構成により、薄い樹脂モールド製品に対して樹脂の充填性をより向上させながら、最終製品である半導体装置を薄くすることができる。
【0034】
上記各実施例によれば、薄い樹脂モールド製品に対して樹脂の充填性を向上させたモールド金型を提供することができる。また、そのような樹脂モールド製品を製造するための半導体実装基板の製造方法を提供することができる。
【0035】
以上、本発明の実施例について具体的に説明した。ただし、本発明は上記実施例として記載された事項に限定されるものではなく、本発明の技術思想を逸脱しない範囲内で適宜変更が可能である。
【符号の説明】
【0036】
10 基板
20 樹脂
25 凸部
50 上型
53 金型カル
54 金型ランナ
55 金型ゲート
57 金型キャビティ
58 凹部
60 下型
63 ポット
64 プランジャ
100 半導体実装基板
【特許請求の範囲】
【請求項1】
複数の半導体チップを実装した半導体実装基板の樹脂モールドを行うために用いられるモールド金型であって、
前記半導体実装基板を上面側から押さえるように構成された上型と、
前記半導体実装基板を下面側から押さえるように構成された下型と、を有し、
前記上型及び前記下型の少なくとも一つには、前記樹脂モールドにより樹脂が充填されるキャビティが形成されており、
前記キャビティには、前記半導体実装基板のカット部位に対応する位置に凹部が形成されており、
前記凹部の幅は、ダイサーのカット幅以下であることを特徴とするモールド金型。
【請求項2】
前記凹部の幅は、0.1〜0.5mmであることを特徴とする請求項1に記載のモールド金型。
【請求項3】
前記凹部の幅は、0.3〜0.4mmであることを特徴とする請求項1に記載のモールド金型。
【請求項4】
前記凹部は、前記樹脂モールドの際に前記樹脂が流れる第1の方向に沿って形成されていることを特徴とする請求項1乃至3のいずれか1項に記載のモールド金型。
【請求項5】
前記凹部は、前記第1の方向及び該第1の方向と直交する第2の方向の両方に沿って格子状に形成されていることを特徴とする請求項4に記載のモールド金型。
【請求項6】
複数の半導体チップを実装した半導体実装基板の製造方法であって、
基板に複数の半導体チップを実装する工程と、
上型及び下型で前記基板をクランプする工程と、
前記基板をクランプした状態で、前記上型及び前記下型の少なくとも一つに形成されたキャビティの内部に樹脂を充填する工程と、を有し、
前記樹脂を充填する工程は、前記樹脂を前記キャビティに形成された凹部に充填することにより、前記半導体実装基板のカット部位に対応する成形品位置に凸部を形成し、
前記凸部の幅は、ダイサーのカット幅以下であることを特徴とする半導体実装基板の製造方法。
【請求項1】
複数の半導体チップを実装した半導体実装基板の樹脂モールドを行うために用いられるモールド金型であって、
前記半導体実装基板を上面側から押さえるように構成された上型と、
前記半導体実装基板を下面側から押さえるように構成された下型と、を有し、
前記上型及び前記下型の少なくとも一つには、前記樹脂モールドにより樹脂が充填されるキャビティが形成されており、
前記キャビティには、前記半導体実装基板のカット部位に対応する位置に凹部が形成されており、
前記凹部の幅は、ダイサーのカット幅以下であることを特徴とするモールド金型。
【請求項2】
前記凹部の幅は、0.1〜0.5mmであることを特徴とする請求項1に記載のモールド金型。
【請求項3】
前記凹部の幅は、0.3〜0.4mmであることを特徴とする請求項1に記載のモールド金型。
【請求項4】
前記凹部は、前記樹脂モールドの際に前記樹脂が流れる第1の方向に沿って形成されていることを特徴とする請求項1乃至3のいずれか1項に記載のモールド金型。
【請求項5】
前記凹部は、前記第1の方向及び該第1の方向と直交する第2の方向の両方に沿って格子状に形成されていることを特徴とする請求項4に記載のモールド金型。
【請求項6】
複数の半導体チップを実装した半導体実装基板の製造方法であって、
基板に複数の半導体チップを実装する工程と、
上型及び下型で前記基板をクランプする工程と、
前記基板をクランプした状態で、前記上型及び前記下型の少なくとも一つに形成されたキャビティの内部に樹脂を充填する工程と、を有し、
前記樹脂を充填する工程は、前記樹脂を前記キャビティに形成された凹部に充填することにより、前記半導体実装基板のカット部位に対応する成形品位置に凸部を形成し、
前記凸部の幅は、ダイサーのカット幅以下であることを特徴とする半導体実装基板の製造方法。
【図1】



【図2】
【図3】

【図4】
【図5】

【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−131182(P2012−131182A)
【公開日】平成24年7月12日(2012.7.12)
【国際特許分類】
【出願番号】特願2010−286833(P2010−286833)
【出願日】平成22年12月24日(2010.12.24)
【出願人】(000144821)アピックヤマダ株式会社 (194)
【Fターム(参考)】
【公開日】平成24年7月12日(2012.7.12)
【国際特許分類】
【出願日】平成22年12月24日(2010.12.24)
【出願人】(000144821)アピックヤマダ株式会社 (194)
【Fターム(参考)】
[ Back to top ]