
モール及びその製造方法
【課題】花糸の抜けや飛び出しを抑え、かつ花糸の装飾性を損なわない、金属線を芯部に用いたモール及びその製造方法を提供する。
【解決手段】モール7は、2本の芯糸2と花糸5と熱融着糸4とを含み、、芯糸2は繊維3で被覆された金属線であり、芯糸2の外周は熱融着糸4でコイル状に巻かれ、花糸5は芯糸2間に挟み込まれると共に、熱融着糸4で芯糸2に融着される。金属線は銅線を、繊維3及び花糸5はお互い同一系統色のアクリル系繊維をそれぞれ用いてもよい。
【解決手段】モール7は、2本の芯糸2と花糸5と熱融着糸4とを含み、、芯糸2は繊維3で被覆された金属線であり、芯糸2の外周は熱融着糸4でコイル状に巻かれ、花糸5は芯糸2間に挟み込まれると共に、熱融着糸4で芯糸2に融着される。金属線は銅線を、繊維3及び花糸5はお互い同一系統色のアクリル系繊維をそれぞれ用いてもよい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属線を芯部に用いたモール及びその製造方法に関するものである。
【背景技術】
【0002】
モールは、一般的に、装飾部となる花糸を、芯糸と芯押さえ糸とで挟み込んで撚り合わせたものである。ここで、花糸は主にモールの外観を決めるため装飾性を求められる。一方、芯糸は花糸を抜けが無いようにしっかり保持することの他、折り曲げ等の柔軟性及び強度を求められる。そのため、従来のモールは、例えば、花糸に染色された毛や繊維を、芯糸に針金をそれぞれ用いている。
【0003】
ところで、芯糸と芯押さえ糸との間に挟み込んで撚り合わせただけの花糸は、擦れたり、引っかけたりすると、容易に脱落する。そのため、熱融着糸で花糸を芯糸に縛る、或いは融着するといったモールに関する技術が開発されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−54237号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の芯糸に針金を用いるモールは、針金で折り曲げ等の柔軟性及び強度を有しても、熱融着糸で花糸を針金に縛った、或いは融着した部分は折り曲げ等の耐性が低いため、花糸が抜け易いという問題があった。これは、熱融着糸で花糸を針金に縛った部分は、主に針金の伸びや変形で緩みが生じ易く、また、熱融着糸で花糸を針金に融着した部分は、主に針金の伸びや変形でその針金から剥がれ易いことが原因の1つとして挙げられる。そのため、芯糸に針金を用いるモールは、特に、折り曲げ等の繰り返しに問題があった。
【0006】
また、従来の芯糸に針金を用いるモールは、外観に針金の金属色を伴うため、用途によっては花糸の装飾性を損なうという問題もあった。
【0007】
本発明は、上記の課題に鑑みてなされたものであり、花糸の脱落を抑え、かつ花糸の装飾性を損なわない、金属線を芯部に用いたモール及びその製造方法を提供することを主たる技術的課題とする。
【課題を解決するための手段】
【0008】
本発明に係るモールは、2本の芯糸と花糸と熱融着糸とを含み、芯糸は繊維で被覆された金属線であり、芯糸の外周は熱融着糸でコイル状に巻かれ、花糸は芯糸間に挟み込まれると共に、熱融着糸で芯糸に融着されることを特徴とする。
【0009】
この構成により、金属線の伸びや変形による影響は金属線を被覆する繊維で軽減され、花糸をその繊維にしっかりと融着して花糸の脱落を抑えることができる。また、金属線を繊維で被覆して金属線の金属色を外部から見えなくしているため、花糸の装飾が金属線の金属色で損なうことを抑えることができる。
【0010】
本発明に係るモールの金属線は、鉄、ステンレス又は合金等のどのような金属線を用いてもよいが、銅線であることが好ましい。銅線は、柔らかく折り曲げ等の変形に対する耐久性を針金等の金属線よりも有するため、モールを繰り返し変形させて利用するのに適している。
【0011】
本発明に係るモールの繊維及び花糸の少なくとも1つは、アクリル系繊維又はカチオン染色可能なポリエステル繊維を用いてもよい。本明細書でアクリル系繊維とは、原料にアクリロニトリルを含む化学繊維をいう。したがって、本明細書のアクリル系繊維は、アクリロニトリル基の繰り返し単位が質量比で85%以上含む直鎖状合成高分子からなる繊維やアクリロニトリル基の繰り返し単位が質量比で35%以上、85%未満含む直鎖状合成高分子からなる繊維等種類を問わず含むことを意味する。アクリル系繊維は、ウールに比べて摩擦や引っ張りに対して耐久性を有し、他の合成繊維に比べて耐光性に優れ、さらに、鮮やかな色彩を有することができる。そのため、アクリル系繊維は、モールの装飾部、すなわちモールの花糸や金属線を被覆する繊維に適している。ここで、カチオン染色とは、塩基性染料、すなわち、水溶液中で陽イオン(カチオン)となる染料を用いて染色することをいう。特に、アクリル繊維に対して染色性が優れる塩基性染料はカチオン染料といわれる。
【0012】
本発明に係るモールの繊維及び花糸は、お互い同一系統の色であってもよい。このようにすると、色彩に統一感を有するモールができる。
【0013】
本発明に係るモールの製造方法は、まず、2本の金属線に繊維を隙間無くそれぞれ被覆し、さらに、その繊維で被覆された金属線に熱融着糸をそれぞれ巻く。次に、それらの金属線を2本平行に並べてその間に花糸を配置し、花糸を挟み込みながらそれらの金属線を撚り合わせる。その後それらの金属線を熱処理して熱融着糸を繊維及び花糸のいずれにも融着させることを特徴とする。これにより、花糸の抜けや飛び出しを抑え、かつ花糸の装飾性を損なわない、金属線を芯部に用いたモールを得ることができる。
【発明の効果】
【0014】
本発明に係るモールは、芯線の金属線を繊維で被覆し、その繊維に花糸を熱融着糸で融着ているため、金属線の折り曲げ等の変形に起因する花糸の脱落を抑えることができる。また、本発明に係るモールは、金属線の金属色を繊維で被覆して隠すため、花糸の装飾性を損なうことがない。
【図面の簡単な説明】
【0015】
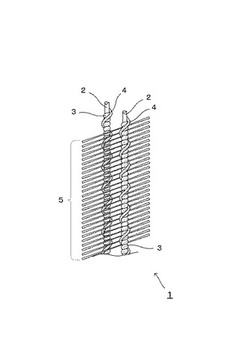
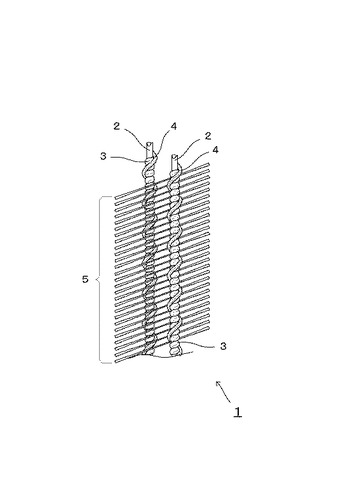
【図1】撚り合わして熱処理する前のモールの構成を示す斜視図。
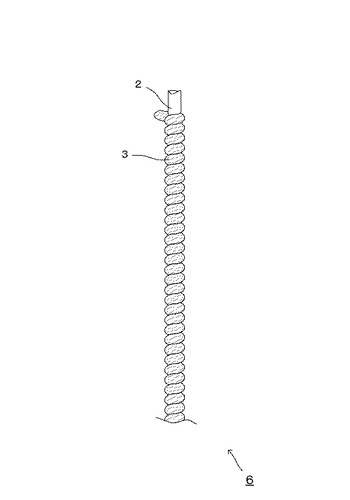
【図2】金属線に糸を被覆した図。
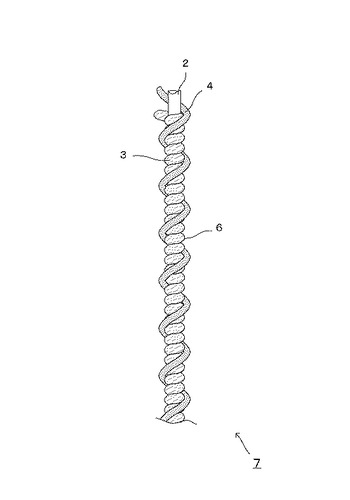
【図3】糸が被覆された金属線に熱融着糸を巻き付けた図。
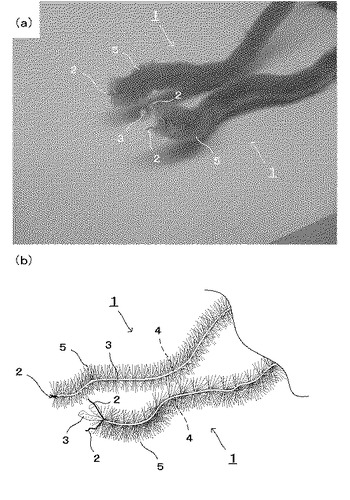
【図4】モールの一例を示す図。(a)はモールの写真を示すであり、(b)は(a)のモールを概略的に示す図。
【発明を実施するための形態】
【0016】
(モール)
図1は、撚り合わして熱処理する前のモールの構成を示す斜視図である。モール1は、図1に示すように、金属線2と、被覆糸3と、熱融着糸4と、花糸5とを備えている。被覆糸3が隙間無く巻き付けられた金属線2(以下、この金属線を「被覆金属線」という。)は、さらにその上から熱融着糸4がコイル状に巻き付けられている(以下、この金属線を「熱融着糸付被覆金属線」という。)。ここで、本明細書でコイル状に巻き付けられるとは、隙間無く密に巻き付けられることに対してそれよりもピッチ幅を長くして疎に巻き付けられることを意味する。被覆金属線の太さは、0.05[mm]〜3[mm]程度が好ましい。また、被覆金属線は、被覆糸3の代わりに繊維等の材料が金属線2に被覆されたものであってもよい。また、被覆金属線は、複数の被覆糸や樹脂等の材料又はそれらを組合せたものが金属線2に被覆されたものであってもよい。また、被覆糸3及び熱融着糸4は、金属線2に巻き付けられた後それらの先を結んで、或いは接着剤で固定されてもよい。また、被覆金属線は、金属線2と被覆糸3との間に接着剤を用いて一部或いは全体を固着されていてもよい。
【0017】
モール1は、図1では、基本的な構成として熱融着糸付被覆金属線を2本用いているが、より多くの本数を用いてもよい。花糸5は、図1に示すように2本の被覆金属線を平行に並べた状態でその間に配置される。モール1は、図1の状態から花糸5を被覆金属線で挟み込みながら被覆金属線を撚り合わせ、熱処理で熱融着糸4を被覆糸3及び花糸5に融着させて完成する。このようにすると、モール1の花糸5は、金属線2ではなく被覆糸3に融着するため、金属線2の伸びや変形においても被覆糸3から抜け難くなる。しかも、被覆糸3が金属線2に隙間無く被覆されているため、金属線2の金属色はモールの外観上見えない。
【0018】
金属線2は、鉄、銅、ステンレスや合金等の材料を用いることができる。被覆糸3及び花糸5は、様々な繊維を用いることができる。被覆糸3及び花糸5は、具体的に、レーヨン、アクリル、アクリル系、ナイロン、カチオン染色可能なものを含むポリエステル等の長繊維や短繊維、カチオン染色用に改質された繊維、天然繊維、複合繊維や合成繊維である。また、被覆糸3及び花糸5は、紙スリットテープ糸、扁平糸やラメ糸等も用いることができる。
【0019】
被覆糸3及び花糸5は、同系色で同じ材料とすることが好ましい。このようにすると、統一感のあるモール1を得ることができる。また、被覆糸3及び花糸5は、熱融着糸4に融着し易いものを選択することが好ましい。
【0020】
図4は、モールの一例を示す図である。図4(a)は、モールの写真を示すであり、図4(b)は、図4(a)のモールを概略的に示す図である。なお、図4(b)は、図4(a)をわかり易くするために、一部の構成を簡略化している。具体的には、図4(b)は、主に花糸5の数を減らし、熱融着糸4が熱処理により被覆糸3及び花糸5に融着した融着層を省略し、被覆糸3が被覆された金属線2を2本撚り合わせた部分を露出させている。図4は、2本のモール1を示しており、一方のモール1は先端部の金属線2が撚り合わされて閉じており、他方のモール1は先端部の金属線2及び被覆糸3がそれぞれ解かれている。図4でもわかるように、被覆糸3が金属線2に被覆されているため、金属線2の金属色は外部から視認できない。また、花糸5は、被覆糸3が被覆された金属線2の間に多数挟み込まれ、モール1の装飾部としての役割を果たしている。
【0021】
モール1は、花糸5を金属線2ではなく被覆糸3に融着させているため、金属線2の伸びや変形の影響を軽減して花糸5の抜けを抑えることができる。また、モール1は、被覆糸3が金属線2に被覆されて金属線2の金属色が外観上見えないため、所望の装飾に用いことができる。
【0022】
(モールの製造方法)
以下に、モールの製造方法について説明する。
(1)2本の金属線と、被覆糸と、熱融着糸と、花糸とを用意する。このとき、モールに統一感を持たせること及び熱融着糸の選択を単純にするために、被覆糸と花糸とは、お互い同系色でかつ同材料とすることが好ましい。被覆糸及び花糸は、いずれも予め所定の色に染色されたものを選択してもよいが、任意の時点でそれぞれ染色してもよい。熱融着糸は、被覆糸及び花糸のいずれのものよりも融点が低いもの、かつ被覆糸及び花糸のいずれにも融着し易いものを選択する。例えば、被覆糸及び花糸がいずれもアクリル系繊維である場合、熱融着糸は低融点ナイロン等を用いることが好ましい。
【0023】
(2)2本の金属線に被覆糸を隙間無くそれぞれ巻き付ける。
図2は、金属線に糸を被覆した図である。被覆金属線6は、図2に示すように、金属線2に被覆糸3を隙間無く巻き付けている。この巻き付けは、多重巻き等、隙間が無ければどのように巻き付けてもよい。また、金属線2に繊維等の材料を隙間無く被覆する場合、被覆部分は、多層構造等様々な構造を有してもよい。
【0024】
(3)(2)の金属線それぞれに熱融着糸をコイル状に巻く。
図3は、糸が被覆された金属線に熱融着糸を巻き付けた図である。熱融着糸付被覆金属線7は、図2の被覆金属線6に熱融着糸4をコイル状に巻き付けている。この巻き付けは、熱融着糸4が被覆糸3及び次工程で用いる花糸のいずれにも接触する程度であればよい。
【0025】
(4)(3)の金属線を2本平行に並べてその間に花糸を配置する。(3)の金属線を交互にクロスさせて花糸を挟み込むための空間を適宜設け、その空間に花糸を挿入して配置してもよい。そして、花糸を被覆金属線で挟み込みながら被覆金属線を撚り合わせる。
(5)その後熱処理により熱融着糸を花糸及び被覆糸のいずれにも融着させる。以上の(1)〜(5)の手順により、モールを得る。
【0026】
(実施例)
以下に、モールの製造方法の実施例を示す。
(a)まず、0.4[mm]の銅線にアクリルの長繊維の糸をイタリー式カバーリング機により隙間無く横巻きのように巻き付けて被覆金属線を得る。この被覆金属線を2本用意する。
(b)次に、被覆金属線をそれぞれ赤色に染色する。
(c)次に、被覆金属線にそれぞれ熱融着糸(例えば、エルダー(登録商標)、東レ株式会社製)、をコイル状に巻き、熱融着糸付被覆金属線を得る。
(d)次に、モール機に、熱融着糸付被覆金属線をそれぞれ平行に並べてその間に赤色に染色されたアクリルの長繊維の花糸を配置する。
(e)次に、モール機により花糸を熱融着糸付被覆金属線で挟み込みながら熱融着糸付被覆金属線を撚り合わせる。
(f)次に、(e)で得た金属線の撚糸を加熱機で加熱する。これにより、熱融着糸が被覆糸及び花糸のいずれにも融着してモールが完成する。
【0027】
銅線は従来の針金に用いられる鉄線よりも柔らかく変形に対する耐久性も高い。そのため、上記実施例で得られるモールは、従来の針金を用いたモールよりも変形に対する耐久性を有し、柔軟に変化させて繰り返し用いることができる。また、このモールを用いると作業性も向上する。また、このモールは、熱融着糸が花糸と被覆糸とに融着しているため、モールの変形に際し銅線の伸びや変形の影響を軽減し、花糸の脱落を抑えることができる。また、このモールは、赤色のアクリルの長繊維が金属線に隙間無く被覆されているため、金属線の金属色は外部から見えない。さらに、このモールは、被覆糸と同様に花糸に赤色のアクリルの長繊維を用いるため、全体的に赤色でアクリルの統一感を有したものとして装飾に用いることができる。
【0028】
上記のモールの製造方法は、作業的には巻き付け、撚り合わせ、加熱及び必要に応じて染色するだけであるため、大型な機械を必要とせず、手作業でも実施することができる。そのため、誰でも簡単にモールを得ることができる。
【産業上の利用可能性】
【0029】
本発明に係るモールは、従来のモールよりも様々な装飾分野に使用できるものである。そのため、本発明は、モールの耐久性を向上させると共にモールの利用を拡大させるものとして産業上の利用可能性は極めて大きい。
【符号の説明】
【0030】
1 モール
2 金属線
3 被覆糸
4 熱融着糸
5 花糸
6 被覆金属線
7 熱融着糸付被覆金属線
【技術分野】
【0001】
本発明は、金属線を芯部に用いたモール及びその製造方法に関するものである。
【背景技術】
【0002】
モールは、一般的に、装飾部となる花糸を、芯糸と芯押さえ糸とで挟み込んで撚り合わせたものである。ここで、花糸は主にモールの外観を決めるため装飾性を求められる。一方、芯糸は花糸を抜けが無いようにしっかり保持することの他、折り曲げ等の柔軟性及び強度を求められる。そのため、従来のモールは、例えば、花糸に染色された毛や繊維を、芯糸に針金をそれぞれ用いている。
【0003】
ところで、芯糸と芯押さえ糸との間に挟み込んで撚り合わせただけの花糸は、擦れたり、引っかけたりすると、容易に脱落する。そのため、熱融着糸で花糸を芯糸に縛る、或いは融着するといったモールに関する技術が開発されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−54237号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の芯糸に針金を用いるモールは、針金で折り曲げ等の柔軟性及び強度を有しても、熱融着糸で花糸を針金に縛った、或いは融着した部分は折り曲げ等の耐性が低いため、花糸が抜け易いという問題があった。これは、熱融着糸で花糸を針金に縛った部分は、主に針金の伸びや変形で緩みが生じ易く、また、熱融着糸で花糸を針金に融着した部分は、主に針金の伸びや変形でその針金から剥がれ易いことが原因の1つとして挙げられる。そのため、芯糸に針金を用いるモールは、特に、折り曲げ等の繰り返しに問題があった。
【0006】
また、従来の芯糸に針金を用いるモールは、外観に針金の金属色を伴うため、用途によっては花糸の装飾性を損なうという問題もあった。
【0007】
本発明は、上記の課題に鑑みてなされたものであり、花糸の脱落を抑え、かつ花糸の装飾性を損なわない、金属線を芯部に用いたモール及びその製造方法を提供することを主たる技術的課題とする。
【課題を解決するための手段】
【0008】
本発明に係るモールは、2本の芯糸と花糸と熱融着糸とを含み、芯糸は繊維で被覆された金属線であり、芯糸の外周は熱融着糸でコイル状に巻かれ、花糸は芯糸間に挟み込まれると共に、熱融着糸で芯糸に融着されることを特徴とする。
【0009】
この構成により、金属線の伸びや変形による影響は金属線を被覆する繊維で軽減され、花糸をその繊維にしっかりと融着して花糸の脱落を抑えることができる。また、金属線を繊維で被覆して金属線の金属色を外部から見えなくしているため、花糸の装飾が金属線の金属色で損なうことを抑えることができる。
【0010】
本発明に係るモールの金属線は、鉄、ステンレス又は合金等のどのような金属線を用いてもよいが、銅線であることが好ましい。銅線は、柔らかく折り曲げ等の変形に対する耐久性を針金等の金属線よりも有するため、モールを繰り返し変形させて利用するのに適している。
【0011】
本発明に係るモールの繊維及び花糸の少なくとも1つは、アクリル系繊維又はカチオン染色可能なポリエステル繊維を用いてもよい。本明細書でアクリル系繊維とは、原料にアクリロニトリルを含む化学繊維をいう。したがって、本明細書のアクリル系繊維は、アクリロニトリル基の繰り返し単位が質量比で85%以上含む直鎖状合成高分子からなる繊維やアクリロニトリル基の繰り返し単位が質量比で35%以上、85%未満含む直鎖状合成高分子からなる繊維等種類を問わず含むことを意味する。アクリル系繊維は、ウールに比べて摩擦や引っ張りに対して耐久性を有し、他の合成繊維に比べて耐光性に優れ、さらに、鮮やかな色彩を有することができる。そのため、アクリル系繊維は、モールの装飾部、すなわちモールの花糸や金属線を被覆する繊維に適している。ここで、カチオン染色とは、塩基性染料、すなわち、水溶液中で陽イオン(カチオン)となる染料を用いて染色することをいう。特に、アクリル繊維に対して染色性が優れる塩基性染料はカチオン染料といわれる。
【0012】
本発明に係るモールの繊維及び花糸は、お互い同一系統の色であってもよい。このようにすると、色彩に統一感を有するモールができる。
【0013】
本発明に係るモールの製造方法は、まず、2本の金属線に繊維を隙間無くそれぞれ被覆し、さらに、その繊維で被覆された金属線に熱融着糸をそれぞれ巻く。次に、それらの金属線を2本平行に並べてその間に花糸を配置し、花糸を挟み込みながらそれらの金属線を撚り合わせる。その後それらの金属線を熱処理して熱融着糸を繊維及び花糸のいずれにも融着させることを特徴とする。これにより、花糸の抜けや飛び出しを抑え、かつ花糸の装飾性を損なわない、金属線を芯部に用いたモールを得ることができる。
【発明の効果】
【0014】
本発明に係るモールは、芯線の金属線を繊維で被覆し、その繊維に花糸を熱融着糸で融着ているため、金属線の折り曲げ等の変形に起因する花糸の脱落を抑えることができる。また、本発明に係るモールは、金属線の金属色を繊維で被覆して隠すため、花糸の装飾性を損なうことがない。
【図面の簡単な説明】
【0015】
【図1】撚り合わして熱処理する前のモールの構成を示す斜視図。
【図2】金属線に糸を被覆した図。
【図3】糸が被覆された金属線に熱融着糸を巻き付けた図。
【図4】モールの一例を示す図。(a)はモールの写真を示すであり、(b)は(a)のモールを概略的に示す図。
【発明を実施するための形態】
【0016】
(モール)
図1は、撚り合わして熱処理する前のモールの構成を示す斜視図である。モール1は、図1に示すように、金属線2と、被覆糸3と、熱融着糸4と、花糸5とを備えている。被覆糸3が隙間無く巻き付けられた金属線2(以下、この金属線を「被覆金属線」という。)は、さらにその上から熱融着糸4がコイル状に巻き付けられている(以下、この金属線を「熱融着糸付被覆金属線」という。)。ここで、本明細書でコイル状に巻き付けられるとは、隙間無く密に巻き付けられることに対してそれよりもピッチ幅を長くして疎に巻き付けられることを意味する。被覆金属線の太さは、0.05[mm]〜3[mm]程度が好ましい。また、被覆金属線は、被覆糸3の代わりに繊維等の材料が金属線2に被覆されたものであってもよい。また、被覆金属線は、複数の被覆糸や樹脂等の材料又はそれらを組合せたものが金属線2に被覆されたものであってもよい。また、被覆糸3及び熱融着糸4は、金属線2に巻き付けられた後それらの先を結んで、或いは接着剤で固定されてもよい。また、被覆金属線は、金属線2と被覆糸3との間に接着剤を用いて一部或いは全体を固着されていてもよい。
【0017】
モール1は、図1では、基本的な構成として熱融着糸付被覆金属線を2本用いているが、より多くの本数を用いてもよい。花糸5は、図1に示すように2本の被覆金属線を平行に並べた状態でその間に配置される。モール1は、図1の状態から花糸5を被覆金属線で挟み込みながら被覆金属線を撚り合わせ、熱処理で熱融着糸4を被覆糸3及び花糸5に融着させて完成する。このようにすると、モール1の花糸5は、金属線2ではなく被覆糸3に融着するため、金属線2の伸びや変形においても被覆糸3から抜け難くなる。しかも、被覆糸3が金属線2に隙間無く被覆されているため、金属線2の金属色はモールの外観上見えない。
【0018】
金属線2は、鉄、銅、ステンレスや合金等の材料を用いることができる。被覆糸3及び花糸5は、様々な繊維を用いることができる。被覆糸3及び花糸5は、具体的に、レーヨン、アクリル、アクリル系、ナイロン、カチオン染色可能なものを含むポリエステル等の長繊維や短繊維、カチオン染色用に改質された繊維、天然繊維、複合繊維や合成繊維である。また、被覆糸3及び花糸5は、紙スリットテープ糸、扁平糸やラメ糸等も用いることができる。
【0019】
被覆糸3及び花糸5は、同系色で同じ材料とすることが好ましい。このようにすると、統一感のあるモール1を得ることができる。また、被覆糸3及び花糸5は、熱融着糸4に融着し易いものを選択することが好ましい。
【0020】
図4は、モールの一例を示す図である。図4(a)は、モールの写真を示すであり、図4(b)は、図4(a)のモールを概略的に示す図である。なお、図4(b)は、図4(a)をわかり易くするために、一部の構成を簡略化している。具体的には、図4(b)は、主に花糸5の数を減らし、熱融着糸4が熱処理により被覆糸3及び花糸5に融着した融着層を省略し、被覆糸3が被覆された金属線2を2本撚り合わせた部分を露出させている。図4は、2本のモール1を示しており、一方のモール1は先端部の金属線2が撚り合わされて閉じており、他方のモール1は先端部の金属線2及び被覆糸3がそれぞれ解かれている。図4でもわかるように、被覆糸3が金属線2に被覆されているため、金属線2の金属色は外部から視認できない。また、花糸5は、被覆糸3が被覆された金属線2の間に多数挟み込まれ、モール1の装飾部としての役割を果たしている。
【0021】
モール1は、花糸5を金属線2ではなく被覆糸3に融着させているため、金属線2の伸びや変形の影響を軽減して花糸5の抜けを抑えることができる。また、モール1は、被覆糸3が金属線2に被覆されて金属線2の金属色が外観上見えないため、所望の装飾に用いことができる。
【0022】
(モールの製造方法)
以下に、モールの製造方法について説明する。
(1)2本の金属線と、被覆糸と、熱融着糸と、花糸とを用意する。このとき、モールに統一感を持たせること及び熱融着糸の選択を単純にするために、被覆糸と花糸とは、お互い同系色でかつ同材料とすることが好ましい。被覆糸及び花糸は、いずれも予め所定の色に染色されたものを選択してもよいが、任意の時点でそれぞれ染色してもよい。熱融着糸は、被覆糸及び花糸のいずれのものよりも融点が低いもの、かつ被覆糸及び花糸のいずれにも融着し易いものを選択する。例えば、被覆糸及び花糸がいずれもアクリル系繊維である場合、熱融着糸は低融点ナイロン等を用いることが好ましい。
【0023】
(2)2本の金属線に被覆糸を隙間無くそれぞれ巻き付ける。
図2は、金属線に糸を被覆した図である。被覆金属線6は、図2に示すように、金属線2に被覆糸3を隙間無く巻き付けている。この巻き付けは、多重巻き等、隙間が無ければどのように巻き付けてもよい。また、金属線2に繊維等の材料を隙間無く被覆する場合、被覆部分は、多層構造等様々な構造を有してもよい。
【0024】
(3)(2)の金属線それぞれに熱融着糸をコイル状に巻く。
図3は、糸が被覆された金属線に熱融着糸を巻き付けた図である。熱融着糸付被覆金属線7は、図2の被覆金属線6に熱融着糸4をコイル状に巻き付けている。この巻き付けは、熱融着糸4が被覆糸3及び次工程で用いる花糸のいずれにも接触する程度であればよい。
【0025】
(4)(3)の金属線を2本平行に並べてその間に花糸を配置する。(3)の金属線を交互にクロスさせて花糸を挟み込むための空間を適宜設け、その空間に花糸を挿入して配置してもよい。そして、花糸を被覆金属線で挟み込みながら被覆金属線を撚り合わせる。
(5)その後熱処理により熱融着糸を花糸及び被覆糸のいずれにも融着させる。以上の(1)〜(5)の手順により、モールを得る。
【0026】
(実施例)
以下に、モールの製造方法の実施例を示す。
(a)まず、0.4[mm]の銅線にアクリルの長繊維の糸をイタリー式カバーリング機により隙間無く横巻きのように巻き付けて被覆金属線を得る。この被覆金属線を2本用意する。
(b)次に、被覆金属線をそれぞれ赤色に染色する。
(c)次に、被覆金属線にそれぞれ熱融着糸(例えば、エルダー(登録商標)、東レ株式会社製)、をコイル状に巻き、熱融着糸付被覆金属線を得る。
(d)次に、モール機に、熱融着糸付被覆金属線をそれぞれ平行に並べてその間に赤色に染色されたアクリルの長繊維の花糸を配置する。
(e)次に、モール機により花糸を熱融着糸付被覆金属線で挟み込みながら熱融着糸付被覆金属線を撚り合わせる。
(f)次に、(e)で得た金属線の撚糸を加熱機で加熱する。これにより、熱融着糸が被覆糸及び花糸のいずれにも融着してモールが完成する。
【0027】
銅線は従来の針金に用いられる鉄線よりも柔らかく変形に対する耐久性も高い。そのため、上記実施例で得られるモールは、従来の針金を用いたモールよりも変形に対する耐久性を有し、柔軟に変化させて繰り返し用いることができる。また、このモールを用いると作業性も向上する。また、このモールは、熱融着糸が花糸と被覆糸とに融着しているため、モールの変形に際し銅線の伸びや変形の影響を軽減し、花糸の脱落を抑えることができる。また、このモールは、赤色のアクリルの長繊維が金属線に隙間無く被覆されているため、金属線の金属色は外部から見えない。さらに、このモールは、被覆糸と同様に花糸に赤色のアクリルの長繊維を用いるため、全体的に赤色でアクリルの統一感を有したものとして装飾に用いることができる。
【0028】
上記のモールの製造方法は、作業的には巻き付け、撚り合わせ、加熱及び必要に応じて染色するだけであるため、大型な機械を必要とせず、手作業でも実施することができる。そのため、誰でも簡単にモールを得ることができる。
【産業上の利用可能性】
【0029】
本発明に係るモールは、従来のモールよりも様々な装飾分野に使用できるものである。そのため、本発明は、モールの耐久性を向上させると共にモールの利用を拡大させるものとして産業上の利用可能性は極めて大きい。
【符号の説明】
【0030】
1 モール
2 金属線
3 被覆糸
4 熱融着糸
5 花糸
6 被覆金属線
7 熱融着糸付被覆金属線
【特許請求の範囲】
【請求項1】
2本の芯糸(2)と、花糸(5)と、熱融着糸(4)とを含むモール(7)であって、
前記芯糸は、繊維(3)で被覆された金属線であり、
前記芯糸の外周は、前記熱融着糸でコイル状に巻かれ、
前記花糸は、前記芯糸間に挟み込まれると共に、
熱融着糸で前記芯糸に融着される
ことを特徴とするモール。
【請求項2】
前記金属線は、銅線である
ことを特徴とする請求項1記載のモール。
【請求項3】
前記繊維及び前記花糸の少なくとも1つは、アクリル系繊維又はカチオン染色可能なポリエステル繊維である
ことを特徴とする請求項1又は請求項2に記載のモール。
【請求項4】
前記繊維及び前記花糸は、お互い同一系統の色である
ことを特徴とする請求項1乃至3のいずれか1項に記載のモール。
【請求項5】
2本の金属線に繊維を隙間無く被覆する工程と、
前記金属線に、さらに、熱融着糸をそれぞれ巻く工程と、
前記金属線を2本平行に並べてその間に花糸を配置し、
花糸を挟み込みながら前記金属線を撚り合わす工程と、
前記撚り合わされた金属線を熱処理する工程とを含む
ことを特徴とするモールの製造方法。
【請求項1】
2本の芯糸(2)と、花糸(5)と、熱融着糸(4)とを含むモール(7)であって、
前記芯糸は、繊維(3)で被覆された金属線であり、
前記芯糸の外周は、前記熱融着糸でコイル状に巻かれ、
前記花糸は、前記芯糸間に挟み込まれると共に、
熱融着糸で前記芯糸に融着される
ことを特徴とするモール。
【請求項2】
前記金属線は、銅線である
ことを特徴とする請求項1記載のモール。
【請求項3】
前記繊維及び前記花糸の少なくとも1つは、アクリル系繊維又はカチオン染色可能なポリエステル繊維である
ことを特徴とする請求項1又は請求項2に記載のモール。
【請求項4】
前記繊維及び前記花糸は、お互い同一系統の色である
ことを特徴とする請求項1乃至3のいずれか1項に記載のモール。
【請求項5】
2本の金属線に繊維を隙間無く被覆する工程と、
前記金属線に、さらに、熱融着糸をそれぞれ巻く工程と、
前記金属線を2本平行に並べてその間に花糸を配置し、
花糸を挟み込みながら前記金属線を撚り合わす工程と、
前記撚り合わされた金属線を熱処理する工程とを含む
ことを特徴とするモールの製造方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−17533(P2012−17533A)
【公開日】平成24年1月26日(2012.1.26)
【国際特許分類】
【出願番号】特願2010−154366(P2010−154366)
【出願日】平成22年7月6日(2010.7.6)
【出願人】(310014182)
【Fターム(参考)】
【公開日】平成24年1月26日(2012.1.26)
【国際特許分類】
【出願日】平成22年7月6日(2010.7.6)
【出願人】(310014182)
【Fターム(参考)】
[ Back to top ]