
ラウンド型プローブトップの製造方法
【課題】本発明は、ラウンド型プローブトップの製造方法に関する。
【解決手段】本発明の実施例によるラウンド型プローブトップの製造方法は、エッチング溶液120で満たされた水槽110を準備する段階と、エッチング溶液120に第1プローブ10aと第2プローブ10bの一部を浸漬する段階と、第1プローブ10あと第2プローブ10bとが電気的に連結されるようにする段階と、第1プローブ10aまたは第2プローブ10bを第1条件に従って上昇または下降して第1プローブ10aのトップ及び第2プローブ10bのトップをラウンド型に加工する段階と、を含むことを特徴とする。
【解決手段】本発明の実施例によるラウンド型プローブトップの製造方法は、エッチング溶液120で満たされた水槽110を準備する段階と、エッチング溶液120に第1プローブ10aと第2プローブ10bの一部を浸漬する段階と、第1プローブ10あと第2プローブ10bとが電気的に連結されるようにする段階と、第1プローブ10aまたは第2プローブ10bを第1条件に従って上昇または下降して第1プローブ10aのトップ及び第2プローブ10bのトップをラウンド型に加工する段階と、を含むことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ラウンド型プローブトップの製造方法に関する。
【背景技術】
【0002】
以下の特許文献1に開示されているように、プリント回路基板または半導体基板は、回路パターンを形成した後、回路パターンの電気的連結の信頼度を検証するためにプローブを用いて検査を行う。
【0003】
プリント回路基板または半導体基板のサイズが次第に縮小されるにつれて、これに使用する回路パターンのサイズも微細化している。
【0004】
これにより、回路パターンをはじめ、基板の構成を検査するためのプローブトップ(Probe top)の直径も減少されている。理論上、プローブトップは、1原子(One atom)からなるほど微細加工が可能であるが、実際の加工では数nm〜数百nmの直径に加工されている。
【0005】
一方、プローブトップは、小型の検査対象に接触するためにシャープな形状に形成されるが、この場合、シャープな形状のプローブトップは、検査対象に損傷を負わせることがしばしばある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】韓国公開特許第2010−0084728号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記従来技術の問題点を解決するためのものであり、本発明は、化学的エッチングによりプローブのトップをラウンド型に形成するためのラウンド型プローブトップの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の一実施例によるラウンド型プローブトップの製造方法は、エッチング溶液で満たされた水槽を準備する段階と、前記エッチング溶液に第1プローブと第2プローブの一部を浸漬する段階と、前記第1プローブと第2プローブとが電気的に連結されるようにする段階と、前記第1プローブまたは第2プローブを第1条件に従って上昇または下降させて前記第1プローブのトップ及び第2プローブのトップをラウンド型に加工する段階と、を含むことができる。
【0009】
また、前記電気的に連結されるようにする段階において、前記第1プローブと前記第2プローブそれぞれに陽極(+)または陰極(−)を印加するが、互いに反対極性を有するようにし、予め設定された周期に従って前記陽極または陰極を交互に印加するようにすることができる。
【0010】
また、前記ラウンド型に加工する段階において、前記第1条件は、前記第1プローブまたは第2プローブの前記エッチング溶液に接触した表面直径が前記エッチング溶液に浸された該プローブの厚さ方向の長さと同一である場合、前記第1プローブまたは第2プローブの上昇または下降を始める条件であってもよい。
【0011】
また、前記第1プローブまたは第2プローブの上昇または下降は繰り返し行われることができる。
【0012】
また、前記電気的に連結されるようにする段階以降に、前記第1プローブまたは第2プローブの加工された直径に応じて前記第1プローブまたは第2プローブの上昇速度または下降速度を制御することができる。
【0013】
また、前記第1プローブまたは第2プローブの上昇速度または下降速度は、前記第1プローブまたは第2プローブの加工された直径に比例して制御することができる。
【0014】
また、前記電気的に連結されるようにする段階以降に、前記第1プローブまたは第2プローブの加工された直径に応じて前記第1プローブまたは第2プローブに印加される電圧及び電流の強度を制御することができる。
【0015】
また、前記電気的に連結されるようにする段階以降に、前記第1プローブまたは第2プローブの電圧及び電流の強度は、前記第1プローブまたは第2プローブの加工された直径に比例して制御することができる。
【0016】
また、前記第1プローブと前記第2プローブはタングステン材質からなってもよい。
【0017】
また、前記エッチング溶液は水酸化溶液からなってもよい。
【0018】
また、前記水酸化溶液はNaOHまたはKOHからなってもよい。
【0019】
本発明の他の実施例によるラウンド型プローブトップの製造方法は、縁状の被膜形成部と前記被膜形成部に連結された支持部とを含む電極を準備する段階と、前記被膜形成部にエッチング溶液からなる被膜を形成する段階と、前記被膜を厚さ方向に貫通するようにプローブを配置する段階と、前記電極と前記プローブにそれぞれ陰極と陽極を印加して前記プローブのトップをラウンド型に加工する段階と、を含むことができる。
【0020】
ここで、前記電極は、前記支持部上に形成された含湿性材質からなるエッチング溶液供給部材をさらに含み、前記被膜を形成する段階以降に、前記エッチング溶液供給部材により前記被膜形成部にエッチング溶液を供給する段階と、をさらに含むことができる。
【0021】
また、前記プローブのトップをラウンド型に加工する段階において、前記プローブの加工された直径に応じて電圧及び電流の強度を制御する段階をさらに含むことができる。
【0022】
また、前記プローブの電圧及び電流の強度は、前記プローブの加工された直径に比例して制御することができる。
【0023】
また、前記プローブはタングステン材質からなってもよい。
【0024】
また、前記エッチング溶液は水酸化溶液からなってもよい。
【0025】
また、前記水酸化溶液はNaOHまたはKOHからなってもよい。
【0026】
本発明の特徴及び利点は添付図面に基づいた以下の詳細な説明によってさらに明らかになるであろう。
【0027】
本発明の詳細な説明に先立ち、本明細書及び請求範囲に用いられた用語や単語は通常的かつ辞書的な意味に解釈されてはならず、発明者が自らの発明を最善の方法で説明するために用語の概念を適切に定義することができるという原則にしたがって本発明の技術的思想にかなう意味と概念に解釈されるべきである。
【発明の効果】
【0028】
本発明の実施例によるラウンド型プローブトップの製造方法は、化学的エッチングによりプローブトップをラウンド型に形成し、検査対象に接触するプローブトップの面が滑らかな曲線状であるため、検査対象の損傷を予防することができるという効果が期待できる。
【図面の簡単な説明】
【0029】
【図1】本発明の第1実施例によるラウンド型プローブトップの製造方法を説明するための図面である。
【図2】本発明の第1実施例によるラウンド型プローブトップの製造方法を説明するための図面である。
【図3】本発明の第1実施例により形成されたラウンド型プローブトップを示す断面図である。
【図4】本発明の第2実施例によるラウンド型プローブトップの製造方法を説明するための図面である。
【図5】本発明の第2実施例によるラウンド型プローブトップの製造方法を説明するための図面である。
【図6】本発明の第2実施例により形成されたラウンド型プローブトップを示す断面図である。
【図7】図4の電極にエッチング溶液を補充する方法を説明するための図面である。
【発明を実施するための形態】
【0030】
本発明の目的、特定の長所及び新規の特徴は添付図面に係る以下の詳細な説明及び好ましい実施例によってさらに明らかになるであろう。本明細書において、各図面の構成要素に参照番号を付け加えるに際し、同一の構成要素に限っては、たとえ異なる図面に示されても、できるだけ同一の番号を付けるようにしていることに留意しなければならない。また、本発明を説明するにあたり、係わる公知技術についての具体的な説明が本発明の要旨を不明瞭にする可能性があると判断される場合には、その詳細な説明は省略する。本明細書において、第1、第2などの用語は一つの構成要素を他の構成要素から区別するために用いられるものであり、構成要素が前記用語によって限定されるものではない。
【0031】
以下、添付の図面を参照して本発明の好ましい実施例を詳細に説明する。
【0032】
ラウンド型プローブトップの製造方法−第1実施例
【0033】
図1及び図2は、本発明の第1実施例によるラウンド型プローブトップの製造方法を説明するための図面であり、図3は、本発明の第1実施例により形成されたラウンド型プローブトップを示す断面図である。
【0034】
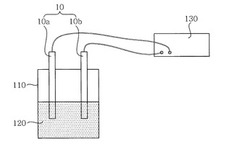
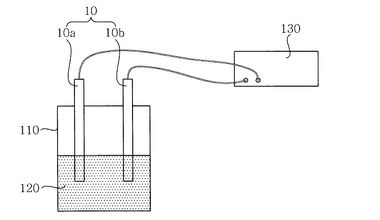
先ず、図1に図示したように、エッチング溶液120で満たされた水槽110を準備することができる。
【0035】
ここで、エッチング溶液120は、水酸化溶液からなってもよく、これに限定されない。
【0036】
例えば、水酸化溶液は、NaOHまたはKOHからなってもよく、これに限定されない。
【0037】
次に、エッチング溶液120に第1プローブ10aと第2プローブ10bの一部を浸漬することができる。
【0038】
ここで、第1プローブ10aと第2プローブ10bは、タングステン材質からなってもよく、これに限定されない。
【0039】
次に、第1プローブ10aと第2プローブ10bとが電気的に連結されるようにすることができる。
【0040】
ここで、第1プローブ10aと第2プローブ10bそれぞれに陽極(+)または陰極(−)を印加するが、互いに反対極性を有するようにする。
【0041】
また、第1プローブ10aと第2プローブ10bそれぞれに、予め設定された周期に従って陽極または陰極を交互に印加することができる。例えば、第1プローブ10aに、予め設定された周期に従って陽極または陰極を交互に印加することができ、これは第2プローブ10bにも適用する。
【0042】
より詳細に説明すると、図1に図示したように、電源供給装置(Power Supply)130を用いて第1プローブ10aと第2プローブ10bに陽極または陰極を印加する。
【0043】
例えば、電源供給装置130は、第1プローブ10aに陽極を印加する場合、第2プローブ10bが電極の機能をすることができるように、第2プローブ10bに陰極を印加する。即ち、第1プローブ10aと第2プローブ10bは、プローブと電極の機能を同時に行うことができる。これにより、プローブ生産能力の向上及び製造コスト低減の効果を期待することができる。
【0044】
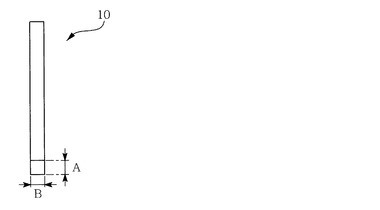
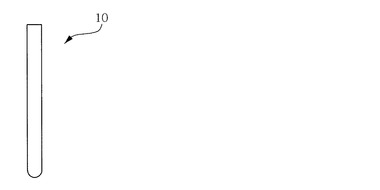
次に、第1プローブ10aまたは第2プローブ10bを第1条件に従って上昇または下降して第1プローブ10aのトップ及び第2プローブ10bのトップをラウンド型(図3)に加工することができる。
【0045】
ここで、第1条件は、第1プローブ10aまたは第2プローブ10bのエッチング溶液に接触した表面直径(図2のB)がエッチング溶液に浸された該プローブの厚さ方向の長さ(図2のA)と同一である場合、第1プローブ10aまたは第2プローブ10bの上昇または下降を始める条件であってもよい。
【0046】
また、第1プローブ10aまたは第2プローブ10bの上昇または下降は繰り返し行われることができる。
【0047】
また、第1プローブ10aまたは第2プローブ10bの加工された直径(図2のB方向基準)に応じて第1プローブ10aまたは第2プローブ10bの上昇速度または下降速度を制御することができる。
【0048】
この際、第1プローブ10aまたは第2プローブ10bの上昇速度または下降速度は、第1プローブ10aまたは第2プローブ10bの加工された直径に比例して制御することができる。
【0049】
例えば、エッチング溶液に浸漬されて加工される第1プローブ10aまたは第2プローブ10bの直径が減少されるにつれて、これに比例して該プローブの上昇または下降速度が遅くなるように調節して該プローブのトップがラウンド型に加工されることができるようにする。
【0050】
また、第1プローブ10aまたは第2プローブ10bの加工された直径に応じて第1プローブ10aまたは第2プローブ10bに印加される電圧及び電流の強度を制御することができる。
【0051】
この際、第1プローブ10aまたは第2プローブ10bの電圧及び電流の強度は、第1プローブ10aまたは第2プローブ10bの加工された直径に比例して制御することができる。
【0052】
例えば、エッチング溶液に浸漬されて加工される第1プローブ10aまたは第2プローブ10bの直径が減少されるにつれて、これに比例して該プローブに印加される電圧及び電流の強度が弱くなるように調節して該プローブのトップがラウンド型に加工されることができるようにする。
【0053】
ラウンド型プローブトップの製造方法−第2実施例
【0054】
図4及び図5は、本発明の第2実施例によるラウンド型プローブトップの製造方法を説明するための図面であり、図6は、本発明の第2実施例により形成されたラウンド型プローブトップを示す断面図であり、図7は、図4の電極にエッチング溶液を補充する方法を説明するための図面である。
【0055】
但し、第2実施例に対する構成のうち第1実施例の構成と同一の構成に対する説明は省略し、相違する部分についてのみ説明する。
【0056】
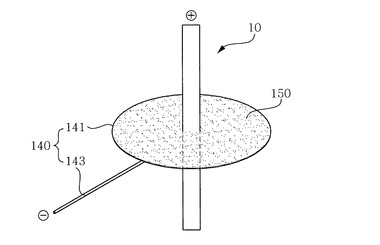
先ず、図4に図示したように、縁状の被膜形成部141と前記被膜形成部141に連結された支持部143を含む電極140とを準備することができる。
【0057】
次に、被膜形成部141にエッチング溶液からなる被膜150を形成することができる。
【0058】
前記被膜150は、縁状の被膜形成部141に形成されたバブル状である。
【0059】
ここで、エッチング溶液は水酸化溶液からなってもよく、これに限定されない。例えば、水酸化溶液はNaOHまたはKOHからなってもよく、これに限定されない。
【0060】
次に、被膜150を厚さ方向に貫通するようにプローブ10を配置することができる。
【0061】
ここで、プローブ10はタングステン材質からなってもよく、これに限定されない。
【0062】
次に、電極140とプローブ10にそれぞれ陰極と陽極を印加してプローブ10のトップをラウンド型に加工することができる。
【0063】
この際、電源供給装置(不図示)を用いて電極140とプローブ10に、陰極と陽極を印加することができる。
【0064】
また、プローブ10の加工された直径に応じて電圧及び電流の強度を制御することができる。
【0065】
また、プローブ10の電圧及び電流の強度は、プローブの加工された直径に比例して制御することができる。
【0066】
例えば、エッチング溶液に浸漬されて加工されるプローブ10の直径が減少されるにつれて、これに比例して該プローブに印加される電圧及び電流の強度が弱くなるように調節して該プローブのトップがラウンド型に加工されることができるようにする。
【0067】
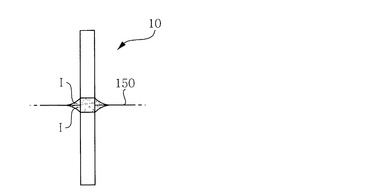
より詳細に説明すると、図5に図示したように、プローブ10が被膜150を貫通すると、プローブ10の接触面に沿って被膜150が浮き上がる形態になり、この際、被膜150が浮き上がった領域Iに表面張力が生じてプローブ10がエッチングされる。
【0068】
また、本発明の第2実施例によるプローブトップの製造方法は、被膜150を基準に、上部と下部のプローブ10を同時に加工することができる。
【0069】
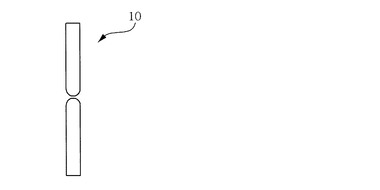
即ち、図5及び図6に図示したように、被膜150を貫通した上部と下部それぞれに被膜150が浮き上がった領域Iが形成され、これにより、表面張力が生じて上部と下部を同時に加工(図6の10)することができる。
【0070】
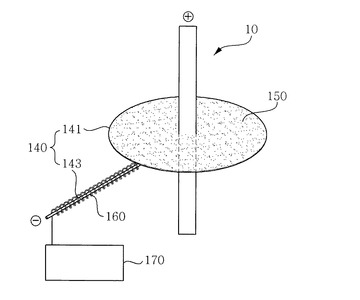
一方、図7に図示したように、電極140は、支持部143上に形成された含湿性材質からなるエッチング溶液供給部材160をさらに含むことができる。
【0071】
前記被膜を形成する段階以降に、エッチング溶液供給部材160により被膜形成部141にエッチング溶液を供給することができる。
【0072】
この際、エッチング溶液供給部材160は、エッチング溶液で満たされた容器170などによりエッチング溶液を供給されることができる。
【0073】
これにより、電極140にエッチング溶液を継続して供給することにより、プローブ10の製造能力を向上させることができるという効果が期待できる。
【0074】
上記本発明の第2実施例は、プローブ10を加工する際、被膜150に接触した面のみにて反応が生じるため、プローブ10の加工が容易であるという長所がある。
【0075】
以上、本発明を好ましい実施例に基づいて詳細に説明したが、これは本発明を具体的に説明するためのものであり、本発明によるラウンド型プローブトップの製造方法はこれに限定されず、該当分野における通常の知識を有する者であれば、本発明の技術的思想内にての変形や改良が可能であることは明白であろう。
【0076】
本発明の単純な変形乃至変更はいずれも本発明の領域に属するものであり、本発明の具体的な保護範囲は添付の特許請求の範囲により明確になるであろう。
【符号の説明】
【0077】
10 プローブ
10a 第1プローブ
10b 第2プローブ
110 水槽
120 エッチング溶液
130 電源供給装置
140 電極
141 被膜形成部
143 支持部
150 被膜
160 エッチング溶液供給部材
170 容器
【技術分野】
【0001】
本発明は、ラウンド型プローブトップの製造方法に関する。
【背景技術】
【0002】
以下の特許文献1に開示されているように、プリント回路基板または半導体基板は、回路パターンを形成した後、回路パターンの電気的連結の信頼度を検証するためにプローブを用いて検査を行う。
【0003】
プリント回路基板または半導体基板のサイズが次第に縮小されるにつれて、これに使用する回路パターンのサイズも微細化している。
【0004】
これにより、回路パターンをはじめ、基板の構成を検査するためのプローブトップ(Probe top)の直径も減少されている。理論上、プローブトップは、1原子(One atom)からなるほど微細加工が可能であるが、実際の加工では数nm〜数百nmの直径に加工されている。
【0005】
一方、プローブトップは、小型の検査対象に接触するためにシャープな形状に形成されるが、この場合、シャープな形状のプローブトップは、検査対象に損傷を負わせることがしばしばある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】韓国公開特許第2010−0084728号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記従来技術の問題点を解決するためのものであり、本発明は、化学的エッチングによりプローブのトップをラウンド型に形成するためのラウンド型プローブトップの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の一実施例によるラウンド型プローブトップの製造方法は、エッチング溶液で満たされた水槽を準備する段階と、前記エッチング溶液に第1プローブと第2プローブの一部を浸漬する段階と、前記第1プローブと第2プローブとが電気的に連結されるようにする段階と、前記第1プローブまたは第2プローブを第1条件に従って上昇または下降させて前記第1プローブのトップ及び第2プローブのトップをラウンド型に加工する段階と、を含むことができる。
【0009】
また、前記電気的に連結されるようにする段階において、前記第1プローブと前記第2プローブそれぞれに陽極(+)または陰極(−)を印加するが、互いに反対極性を有するようにし、予め設定された周期に従って前記陽極または陰極を交互に印加するようにすることができる。
【0010】
また、前記ラウンド型に加工する段階において、前記第1条件は、前記第1プローブまたは第2プローブの前記エッチング溶液に接触した表面直径が前記エッチング溶液に浸された該プローブの厚さ方向の長さと同一である場合、前記第1プローブまたは第2プローブの上昇または下降を始める条件であってもよい。
【0011】
また、前記第1プローブまたは第2プローブの上昇または下降は繰り返し行われることができる。
【0012】
また、前記電気的に連結されるようにする段階以降に、前記第1プローブまたは第2プローブの加工された直径に応じて前記第1プローブまたは第2プローブの上昇速度または下降速度を制御することができる。
【0013】
また、前記第1プローブまたは第2プローブの上昇速度または下降速度は、前記第1プローブまたは第2プローブの加工された直径に比例して制御することができる。
【0014】
また、前記電気的に連結されるようにする段階以降に、前記第1プローブまたは第2プローブの加工された直径に応じて前記第1プローブまたは第2プローブに印加される電圧及び電流の強度を制御することができる。
【0015】
また、前記電気的に連結されるようにする段階以降に、前記第1プローブまたは第2プローブの電圧及び電流の強度は、前記第1プローブまたは第2プローブの加工された直径に比例して制御することができる。
【0016】
また、前記第1プローブと前記第2プローブはタングステン材質からなってもよい。
【0017】
また、前記エッチング溶液は水酸化溶液からなってもよい。
【0018】
また、前記水酸化溶液はNaOHまたはKOHからなってもよい。
【0019】
本発明の他の実施例によるラウンド型プローブトップの製造方法は、縁状の被膜形成部と前記被膜形成部に連結された支持部とを含む電極を準備する段階と、前記被膜形成部にエッチング溶液からなる被膜を形成する段階と、前記被膜を厚さ方向に貫通するようにプローブを配置する段階と、前記電極と前記プローブにそれぞれ陰極と陽極を印加して前記プローブのトップをラウンド型に加工する段階と、を含むことができる。
【0020】
ここで、前記電極は、前記支持部上に形成された含湿性材質からなるエッチング溶液供給部材をさらに含み、前記被膜を形成する段階以降に、前記エッチング溶液供給部材により前記被膜形成部にエッチング溶液を供給する段階と、をさらに含むことができる。
【0021】
また、前記プローブのトップをラウンド型に加工する段階において、前記プローブの加工された直径に応じて電圧及び電流の強度を制御する段階をさらに含むことができる。
【0022】
また、前記プローブの電圧及び電流の強度は、前記プローブの加工された直径に比例して制御することができる。
【0023】
また、前記プローブはタングステン材質からなってもよい。
【0024】
また、前記エッチング溶液は水酸化溶液からなってもよい。
【0025】
また、前記水酸化溶液はNaOHまたはKOHからなってもよい。
【0026】
本発明の特徴及び利点は添付図面に基づいた以下の詳細な説明によってさらに明らかになるであろう。
【0027】
本発明の詳細な説明に先立ち、本明細書及び請求範囲に用いられた用語や単語は通常的かつ辞書的な意味に解釈されてはならず、発明者が自らの発明を最善の方法で説明するために用語の概念を適切に定義することができるという原則にしたがって本発明の技術的思想にかなう意味と概念に解釈されるべきである。
【発明の効果】
【0028】
本発明の実施例によるラウンド型プローブトップの製造方法は、化学的エッチングによりプローブトップをラウンド型に形成し、検査対象に接触するプローブトップの面が滑らかな曲線状であるため、検査対象の損傷を予防することができるという効果が期待できる。
【図面の簡単な説明】
【0029】
【図1】本発明の第1実施例によるラウンド型プローブトップの製造方法を説明するための図面である。
【図2】本発明の第1実施例によるラウンド型プローブトップの製造方法を説明するための図面である。
【図3】本発明の第1実施例により形成されたラウンド型プローブトップを示す断面図である。
【図4】本発明の第2実施例によるラウンド型プローブトップの製造方法を説明するための図面である。
【図5】本発明の第2実施例によるラウンド型プローブトップの製造方法を説明するための図面である。
【図6】本発明の第2実施例により形成されたラウンド型プローブトップを示す断面図である。
【図7】図4の電極にエッチング溶液を補充する方法を説明するための図面である。
【発明を実施するための形態】
【0030】
本発明の目的、特定の長所及び新規の特徴は添付図面に係る以下の詳細な説明及び好ましい実施例によってさらに明らかになるであろう。本明細書において、各図面の構成要素に参照番号を付け加えるに際し、同一の構成要素に限っては、たとえ異なる図面に示されても、できるだけ同一の番号を付けるようにしていることに留意しなければならない。また、本発明を説明するにあたり、係わる公知技術についての具体的な説明が本発明の要旨を不明瞭にする可能性があると判断される場合には、その詳細な説明は省略する。本明細書において、第1、第2などの用語は一つの構成要素を他の構成要素から区別するために用いられるものであり、構成要素が前記用語によって限定されるものではない。
【0031】
以下、添付の図面を参照して本発明の好ましい実施例を詳細に説明する。
【0032】
ラウンド型プローブトップの製造方法−第1実施例
【0033】
図1及び図2は、本発明の第1実施例によるラウンド型プローブトップの製造方法を説明するための図面であり、図3は、本発明の第1実施例により形成されたラウンド型プローブトップを示す断面図である。
【0034】
先ず、図1に図示したように、エッチング溶液120で満たされた水槽110を準備することができる。
【0035】
ここで、エッチング溶液120は、水酸化溶液からなってもよく、これに限定されない。
【0036】
例えば、水酸化溶液は、NaOHまたはKOHからなってもよく、これに限定されない。
【0037】
次に、エッチング溶液120に第1プローブ10aと第2プローブ10bの一部を浸漬することができる。
【0038】
ここで、第1プローブ10aと第2プローブ10bは、タングステン材質からなってもよく、これに限定されない。
【0039】
次に、第1プローブ10aと第2プローブ10bとが電気的に連結されるようにすることができる。
【0040】
ここで、第1プローブ10aと第2プローブ10bそれぞれに陽極(+)または陰極(−)を印加するが、互いに反対極性を有するようにする。
【0041】
また、第1プローブ10aと第2プローブ10bそれぞれに、予め設定された周期に従って陽極または陰極を交互に印加することができる。例えば、第1プローブ10aに、予め設定された周期に従って陽極または陰極を交互に印加することができ、これは第2プローブ10bにも適用する。
【0042】
より詳細に説明すると、図1に図示したように、電源供給装置(Power Supply)130を用いて第1プローブ10aと第2プローブ10bに陽極または陰極を印加する。
【0043】
例えば、電源供給装置130は、第1プローブ10aに陽極を印加する場合、第2プローブ10bが電極の機能をすることができるように、第2プローブ10bに陰極を印加する。即ち、第1プローブ10aと第2プローブ10bは、プローブと電極の機能を同時に行うことができる。これにより、プローブ生産能力の向上及び製造コスト低減の効果を期待することができる。
【0044】
次に、第1プローブ10aまたは第2プローブ10bを第1条件に従って上昇または下降して第1プローブ10aのトップ及び第2プローブ10bのトップをラウンド型(図3)に加工することができる。
【0045】
ここで、第1条件は、第1プローブ10aまたは第2プローブ10bのエッチング溶液に接触した表面直径(図2のB)がエッチング溶液に浸された該プローブの厚さ方向の長さ(図2のA)と同一である場合、第1プローブ10aまたは第2プローブ10bの上昇または下降を始める条件であってもよい。
【0046】
また、第1プローブ10aまたは第2プローブ10bの上昇または下降は繰り返し行われることができる。
【0047】
また、第1プローブ10aまたは第2プローブ10bの加工された直径(図2のB方向基準)に応じて第1プローブ10aまたは第2プローブ10bの上昇速度または下降速度を制御することができる。
【0048】
この際、第1プローブ10aまたは第2プローブ10bの上昇速度または下降速度は、第1プローブ10aまたは第2プローブ10bの加工された直径に比例して制御することができる。
【0049】
例えば、エッチング溶液に浸漬されて加工される第1プローブ10aまたは第2プローブ10bの直径が減少されるにつれて、これに比例して該プローブの上昇または下降速度が遅くなるように調節して該プローブのトップがラウンド型に加工されることができるようにする。
【0050】
また、第1プローブ10aまたは第2プローブ10bの加工された直径に応じて第1プローブ10aまたは第2プローブ10bに印加される電圧及び電流の強度を制御することができる。
【0051】
この際、第1プローブ10aまたは第2プローブ10bの電圧及び電流の強度は、第1プローブ10aまたは第2プローブ10bの加工された直径に比例して制御することができる。
【0052】
例えば、エッチング溶液に浸漬されて加工される第1プローブ10aまたは第2プローブ10bの直径が減少されるにつれて、これに比例して該プローブに印加される電圧及び電流の強度が弱くなるように調節して該プローブのトップがラウンド型に加工されることができるようにする。
【0053】
ラウンド型プローブトップの製造方法−第2実施例
【0054】
図4及び図5は、本発明の第2実施例によるラウンド型プローブトップの製造方法を説明するための図面であり、図6は、本発明の第2実施例により形成されたラウンド型プローブトップを示す断面図であり、図7は、図4の電極にエッチング溶液を補充する方法を説明するための図面である。
【0055】
但し、第2実施例に対する構成のうち第1実施例の構成と同一の構成に対する説明は省略し、相違する部分についてのみ説明する。
【0056】
先ず、図4に図示したように、縁状の被膜形成部141と前記被膜形成部141に連結された支持部143を含む電極140とを準備することができる。
【0057】
次に、被膜形成部141にエッチング溶液からなる被膜150を形成することができる。
【0058】
前記被膜150は、縁状の被膜形成部141に形成されたバブル状である。
【0059】
ここで、エッチング溶液は水酸化溶液からなってもよく、これに限定されない。例えば、水酸化溶液はNaOHまたはKOHからなってもよく、これに限定されない。
【0060】
次に、被膜150を厚さ方向に貫通するようにプローブ10を配置することができる。
【0061】
ここで、プローブ10はタングステン材質からなってもよく、これに限定されない。
【0062】
次に、電極140とプローブ10にそれぞれ陰極と陽極を印加してプローブ10のトップをラウンド型に加工することができる。
【0063】
この際、電源供給装置(不図示)を用いて電極140とプローブ10に、陰極と陽極を印加することができる。
【0064】
また、プローブ10の加工された直径に応じて電圧及び電流の強度を制御することができる。
【0065】
また、プローブ10の電圧及び電流の強度は、プローブの加工された直径に比例して制御することができる。
【0066】
例えば、エッチング溶液に浸漬されて加工されるプローブ10の直径が減少されるにつれて、これに比例して該プローブに印加される電圧及び電流の強度が弱くなるように調節して該プローブのトップがラウンド型に加工されることができるようにする。
【0067】
より詳細に説明すると、図5に図示したように、プローブ10が被膜150を貫通すると、プローブ10の接触面に沿って被膜150が浮き上がる形態になり、この際、被膜150が浮き上がった領域Iに表面張力が生じてプローブ10がエッチングされる。
【0068】
また、本発明の第2実施例によるプローブトップの製造方法は、被膜150を基準に、上部と下部のプローブ10を同時に加工することができる。
【0069】
即ち、図5及び図6に図示したように、被膜150を貫通した上部と下部それぞれに被膜150が浮き上がった領域Iが形成され、これにより、表面張力が生じて上部と下部を同時に加工(図6の10)することができる。
【0070】
一方、図7に図示したように、電極140は、支持部143上に形成された含湿性材質からなるエッチング溶液供給部材160をさらに含むことができる。
【0071】
前記被膜を形成する段階以降に、エッチング溶液供給部材160により被膜形成部141にエッチング溶液を供給することができる。
【0072】
この際、エッチング溶液供給部材160は、エッチング溶液で満たされた容器170などによりエッチング溶液を供給されることができる。
【0073】
これにより、電極140にエッチング溶液を継続して供給することにより、プローブ10の製造能力を向上させることができるという効果が期待できる。
【0074】
上記本発明の第2実施例は、プローブ10を加工する際、被膜150に接触した面のみにて反応が生じるため、プローブ10の加工が容易であるという長所がある。
【0075】
以上、本発明を好ましい実施例に基づいて詳細に説明したが、これは本発明を具体的に説明するためのものであり、本発明によるラウンド型プローブトップの製造方法はこれに限定されず、該当分野における通常の知識を有する者であれば、本発明の技術的思想内にての変形や改良が可能であることは明白であろう。
【0076】
本発明の単純な変形乃至変更はいずれも本発明の領域に属するものであり、本発明の具体的な保護範囲は添付の特許請求の範囲により明確になるであろう。
【符号の説明】
【0077】
10 プローブ
10a 第1プローブ
10b 第2プローブ
110 水槽
120 エッチング溶液
130 電源供給装置
140 電極
141 被膜形成部
143 支持部
150 被膜
160 エッチング溶液供給部材
170 容器
【特許請求の範囲】
【請求項1】
エッチング溶液で満たされた水槽を準備する段階と、
前記エッチング溶液に第1プローブと第2プローブの一部を浸漬する段階と、
前記第1プローブと第2プローブとが電気的に連結されるようにする段階と、
前記第1プローブまたは第2プローブを第1条件に従って上昇または下降させて前記第1プローブのトップ及び第2プローブのトップをラウンド型に加工する段階と、
を含むラウンド型プローブトップの製造方法。
【請求項2】
前記電気的に連結されるようにする段階において、
前記第1プローブと前記第2プローブそれぞれに陽極(+)または陰極(−)を印加するが、互いに反対極性を有するようにし、
予め設定された周期に従って前記陽極または陰極を交互に印加する請求項1に記載のラウンド型プローブトップの製造方法。
【請求項3】
前記ラウンド型に加工する段階において、
前記第1条件は、前記第1プローブまたは第2プローブの前記エッチング溶液に接触した表面直径が、前記エッチング溶液に浸された該プローブの厚さ方向の長さと同一である場合、前記第1プローブまたは第2プローブの上昇または下降を始める条件である請求項1に記載のラウンド型プローブトップの製造方法。
【請求項4】
前記第1プローブまたは第2プローブの上昇または下降は繰り返し行われる請求項3に記載のラウンド型プローブトップの製造方法。
【請求項5】
前記電気的に連結されるようにする段階以降に、
前記第1プローブまたは第2プローブの加工された直径に応じて前記第1プローブまたは第2プローブの上昇速度または下降速度を制御する請求項1に記載のラウンド型プローブトップの製造方法。
【請求項6】
前記第1プローブまたは第2プローブの上昇速度または下降速度は、前記第1プローブまたは第2プローブの加工された直径に比例して制御する請求項5に記載のラウンド型プローブトップの製造方法。
【請求項7】
前記電気的に連結されるようにする段階以降に、
前記第1プローブまたは第2プローブの加工された直径に応じて前記第1プローブまたは第2プローブに印加される電圧及び電流の強度を制御する請求項1に記載のラウンド型プローブトップの製造方法。
【請求項8】
前記電気的に連結されるようにする段階以降に、
前記第1プローブまたは第2プローブの電圧及び電流の強度は、前記第1プローブまたは第2プローブの加工された直径に比例して制御する請求項7に記載のラウンド型プローブトップの製造方法。
【請求項9】
前記第1プローブと前記第2プローブはタングステン材質からなる請求項1に記載のラウンド型プローブトップの製造方法。
【請求項10】
前記エッチング溶液は水酸化溶液からなる請求項1に記載のラウンド型プローブトップの製造方法。
【請求項11】
前記水酸化溶液はNaOHまたはKOHからなる請求項10に記載のラウンド型プローブトップの製造方法。
【請求項12】
縁状の被膜形成部と前記被膜形成部に連結された支持部とを含む電極を準備する段階と、
前記被膜形成部にエッチング溶液からなる被膜を形成する段階と、
前記被膜を厚さ方向に貫通するようにプローブを配置する段階と、
前記電極と前記プローブにそれぞれ陰極と陽極を印加して前記プローブのトップをラウンド型に加工する段階と、
を含むラウンド型プローブトップの製造方法。
【請求項13】
前記電極は、前記支持部上に形成された含湿性材質からなるエッチング溶液供給部材をさらに含み、
前記被膜を形成する段階以降に、
前記エッチング溶液供給部材により前記被膜形成部にエッチング溶液を供給する段階と、
をさらに含む請求項12に記載のラウンド型プローブトップの製造方法。
【請求項14】
前記プローブのトップをラウンド型に加工する段階において、
前記プローブの加工された直径に応じて電圧及び電流の強度を制御する段階をさらに含む請求項12に記載のラウンド型プローブトップの製造方法。
【請求項15】
前記プローブの電圧及び電流の強度は、前記プローブの加工された直径に比例して制御する請求項14に記載のラウンド型プローブトップの製造方法。
【請求項16】
前記プローブはタングステン材質からなる請求項12に記載のラウンド型プローブトップの製造方法。
【請求項17】
前記エッチング溶液は水酸化溶液からなる請求項12に記載のラウンド型プローブトップの製造方法。
【請求項18】
前記水酸化溶液はNaOHまたはKOHからなる請求項17に記載のラウンド型プローブトップの製造方法。
【請求項1】
エッチング溶液で満たされた水槽を準備する段階と、
前記エッチング溶液に第1プローブと第2プローブの一部を浸漬する段階と、
前記第1プローブと第2プローブとが電気的に連結されるようにする段階と、
前記第1プローブまたは第2プローブを第1条件に従って上昇または下降させて前記第1プローブのトップ及び第2プローブのトップをラウンド型に加工する段階と、
を含むラウンド型プローブトップの製造方法。
【請求項2】
前記電気的に連結されるようにする段階において、
前記第1プローブと前記第2プローブそれぞれに陽極(+)または陰極(−)を印加するが、互いに反対極性を有するようにし、
予め設定された周期に従って前記陽極または陰極を交互に印加する請求項1に記載のラウンド型プローブトップの製造方法。
【請求項3】
前記ラウンド型に加工する段階において、
前記第1条件は、前記第1プローブまたは第2プローブの前記エッチング溶液に接触した表面直径が、前記エッチング溶液に浸された該プローブの厚さ方向の長さと同一である場合、前記第1プローブまたは第2プローブの上昇または下降を始める条件である請求項1に記載のラウンド型プローブトップの製造方法。
【請求項4】
前記第1プローブまたは第2プローブの上昇または下降は繰り返し行われる請求項3に記載のラウンド型プローブトップの製造方法。
【請求項5】
前記電気的に連結されるようにする段階以降に、
前記第1プローブまたは第2プローブの加工された直径に応じて前記第1プローブまたは第2プローブの上昇速度または下降速度を制御する請求項1に記載のラウンド型プローブトップの製造方法。
【請求項6】
前記第1プローブまたは第2プローブの上昇速度または下降速度は、前記第1プローブまたは第2プローブの加工された直径に比例して制御する請求項5に記載のラウンド型プローブトップの製造方法。
【請求項7】
前記電気的に連結されるようにする段階以降に、
前記第1プローブまたは第2プローブの加工された直径に応じて前記第1プローブまたは第2プローブに印加される電圧及び電流の強度を制御する請求項1に記載のラウンド型プローブトップの製造方法。
【請求項8】
前記電気的に連結されるようにする段階以降に、
前記第1プローブまたは第2プローブの電圧及び電流の強度は、前記第1プローブまたは第2プローブの加工された直径に比例して制御する請求項7に記載のラウンド型プローブトップの製造方法。
【請求項9】
前記第1プローブと前記第2プローブはタングステン材質からなる請求項1に記載のラウンド型プローブトップの製造方法。
【請求項10】
前記エッチング溶液は水酸化溶液からなる請求項1に記載のラウンド型プローブトップの製造方法。
【請求項11】
前記水酸化溶液はNaOHまたはKOHからなる請求項10に記載のラウンド型プローブトップの製造方法。
【請求項12】
縁状の被膜形成部と前記被膜形成部に連結された支持部とを含む電極を準備する段階と、
前記被膜形成部にエッチング溶液からなる被膜を形成する段階と、
前記被膜を厚さ方向に貫通するようにプローブを配置する段階と、
前記電極と前記プローブにそれぞれ陰極と陽極を印加して前記プローブのトップをラウンド型に加工する段階と、
を含むラウンド型プローブトップの製造方法。
【請求項13】
前記電極は、前記支持部上に形成された含湿性材質からなるエッチング溶液供給部材をさらに含み、
前記被膜を形成する段階以降に、
前記エッチング溶液供給部材により前記被膜形成部にエッチング溶液を供給する段階と、
をさらに含む請求項12に記載のラウンド型プローブトップの製造方法。
【請求項14】
前記プローブのトップをラウンド型に加工する段階において、
前記プローブの加工された直径に応じて電圧及び電流の強度を制御する段階をさらに含む請求項12に記載のラウンド型プローブトップの製造方法。
【請求項15】
前記プローブの電圧及び電流の強度は、前記プローブの加工された直径に比例して制御する請求項14に記載のラウンド型プローブトップの製造方法。
【請求項16】
前記プローブはタングステン材質からなる請求項12に記載のラウンド型プローブトップの製造方法。
【請求項17】
前記エッチング溶液は水酸化溶液からなる請求項12に記載のラウンド型プローブトップの製造方法。
【請求項18】
前記水酸化溶液はNaOHまたはKOHからなる請求項17に記載のラウンド型プローブトップの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−113843(P2013−113843A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−285270(P2011−285270)
【出願日】平成23年12月27日(2011.12.27)
【出願人】(594023722)サムソン エレクトロ−メカニックス カンパニーリミテッド. (1,585)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年12月27日(2011.12.27)
【出願人】(594023722)サムソン エレクトロ−メカニックス カンパニーリミテッド. (1,585)
【Fターム(参考)】
[ Back to top ]