
ラケット用に改良されたストリング
新規ラケットストリング及びその製造方法。低温接着剤と組み合わせたポリマー被覆をストリングに付与する。本発明のストリングは、従来のストリング、例えばガット又はナイロンのような合成材料を含むセンターコアを有するストリングと、低温接着剤で含浸したポリマー被覆を使用する。ポリマー被覆は、ストリングの長さの少なくとも一部に沿って、ストリングを被覆する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明はスポーツ用途向けのストリングに関し、特に、テニスラケット、バドミントンラケット、スカッシュラケット、ラケットボールラケットなどのラケット用ストリングに関する。
【背景技術】
【0002】
ラケットストリングは競合する要求を満足しなければならない。例えば、テニスラケットにおける主な要求は競技適性及び耐久性であり、一種類のラケットストリングでは両方の要求を満たすことは難しい。これまでは、ストリングの構造及び材質を選択する際に、競技適性と耐久性との間で妥協が必要であった。
【0003】
競技中、特にテニスにおいて、ボールはある程度のスピンを伴って当たるのが普通である。スピンを発生する目的でボールに接線方向の力を与えるために、ストリングはボールに対して軽くこすられる。このこする動作によって、個々のストリングが互いに滑り合って互いに摩耗する。あるストリングが他のストリングに対して擦り合う動作に加えて、ボールの衝突によって、ストリング間の接触点でストリングにノッチが作られる。これらのノッチがストリング破断の主な理由である。ノッチがより深くなると、ストリングの引っ張り強度が低下して最終的に破断する。ストリング表面と接触している最中の、ボール及びストリング間の摩擦もまた、ストリングの摩耗をいくらか引き起こす。
【0004】
耐久性及び競技適性のバランスを実現する目的で、いくつかの材料がラケットストリングに使用されている。材料の1つである天然ガットは、その比類なき競技適性で定評がある。残念なことに、ガットストリングはノッチ及び摩耗のために短寿命である。天然ガットは高価で摩耗が早いため、ガットストリングを使用する娯楽目的の競技者はほとんどいない。多くの合成ストリング材料、サイズ及び構造が、ガットの代替品として提案されている。そのような合成品は一般にガットより耐久性が高いが、競技適性はガットに及ばない。
【0005】
最も一般的な合成材料はナイロンである。より新しい繊維、例えばPEEK及びアラミド繊維(例えばKevlar(登録商標))がラケットストリングに使用されてはいるが、ナイロンマルチフィラメントストリングが、最も競技適性のある合成材料として一般に受け入れられている。ナイロンストリングはガットと比べて改良された耐久性を示すが、一部の競技者、特にパワーヒッター及び大量のスピンを伴ったボールを打つ競技者によれば、ナイロンストリングですら破断することが頻繁にある。
【0006】
ナイロンストリングは、数多くのモノフィラメント及びマルチフィラメント構造体として提案されており、より耐久性の高いストリングがモノフィラメントであり、より競技適性のあるストリングがマルチフィラメントである。モノフィラメント及びマルチフィラメントの範囲内で、ストリングの耐久性又は競技適性のいずれかを調節するために様々な構造体が使用されている。
【0007】
ストリングの耐摩耗性を改良するための被膜が提案されている。例えば、ノッチの原因となるストリング間の摩擦を低減することを意図して、ストリングは、ポリテトラフルオロエチレンに浸されるか、ポリテトラフルオロエチレンで被覆されている。他の目的として、ストリングの外側に硬くて耐摩耗性の被膜を追加することが含まれる。そのような被膜は非弾性であって、ストリングが使用時に伸縮する場合ナイロン表面に良好に付着しないため、これらの被膜ではうまくいかないのが一般的である。
【0008】
ナイロンストリングの耐久性を改良するため、アラミドのような高強度繊維をマルチフィラメント構造体に追加することが提案されている。しかしながら、堅いアラミド繊維をストリングマトリクスに追加すると、ストリングの競技適性が劇的に低下する。他のアラミドより良好な弾性特性を備えたNomexをナイロンストリングのコアに追加すると、耐久性に関してはいくらか成功したが、競技適性に関しては大幅に相殺された。
【0009】
競技適性の尺度として受け入れられているのは動弾性であり、動的衝撃によって生じたストリングの張力の増大と伸びとの間の比率である。これは、競技中にテニスボールを打つのと同様の動的条件下で、ストリングがどれほど堅いかを示す尺度である。競技適性を有するためには、ラケットストリングが動的条件下で弾性特性を示し、かつ与えた衝撃で変形しなければならない。動弾性の低いストリングは比較的堅くないため、さほど伸縮せずに堅いと感じる動弾性の高いストリングよりも競技適性が良好である。ガットストリングの動弾性は、17〜26kN/mと低い場合がある。一方、Kevlarのような高強度繊維の動弾性は、88kN/m〜140kN/m、又はそれ以上である場合がある。ナイロンストリングの動弾性は、約25kN/m〜約45kN/mの範囲である。
【0010】
耐久性及び競技適性の両方に影響する他の因子は、ストリングサイズ又はゲージである。例えば、16ゲージストリングは17ゲージストリングより一般に直径が大きい。従って16ゲージストリングはより長持ちする場合がある。しかし、ストリングサイズは競技適性に重要であって、競技性が良好なのはより細いストリングの方である。
【0011】
テニスボールのようなボールにスピンを与えるのに少なくとも効果的であるために、大きいゲージのストリングすなわち直径の細いストリングの競技性はより良好である。細いストリングはテニスボールのフェルト被覆に深く食い込み、ボールをグリップして競技者の制御に必要なスピンを与えることが理由である。太いストリングはボール被覆にそこまで深く入り込まない。また細いストリングは与えた衝撃のためにより多くたわむ。たわみが増大することによって、競技者が感じる衝撃が低減され、より多くのエネルギーをボールに返すことで、競技者はより多くのパワーを得る。さらに太いストリングは、ラケットスイングに対する風の抵抗を驚くほど増大する。
【0012】
個々のストリングの動弾性はその競技適性の指標となるが、実際のところラケットは、ストリングベッドと呼ばれる交差したストリングパターンで張られている。ラケットヘッドの上部から下部に延在するストリングをメインストリングと呼び、ラケットヘッドを横断するストリングをクロスストリングと呼ぶ。ストリングがストリングベッド内で動くと、メインストリングはクロスストリングに対して滑って擦れ合う。ストリング間で生じた摩擦はエネルギー損失の原因となる。このエネルギー損失もまた競技適性に影響しうる。
【発明の開示】
【課題を解決するための手段】
【0013】
本発明には、ラケット用に改良したストリング、及びそのストリングを製造する方法が含まれる。
【0014】
本発明のストリングとして従来のストリング、例えば、ガット又は合成材料(例えばナイロン)を含むセンターコアと、接着剤で含浸したポリマー被覆とを含むストリングを使用してもよい。接着剤は低温接着剤であってよい。ポリマー被覆は、ストリングの長さの少なくとも一部に沿ってストリングを被覆する。本明細書で使用する「接着剤」とは、ポリマー被覆とベースストリングとの間に接着を形成する材料を意味することを意図している。本明細書で使用する「低温接着剤」とは、約300℃未満の温度で処理したときに、接着を形成する任意の接着剤を指すことを意図している。より好ましくは、低温接着剤には、およそ275、250、225、200、175、150、125、100、75、50又は25℃未満で硬化するか耐久性接着を形成する、任意の接着剤が含まれる。
【0015】
ある態様では、本発明は、ストリング、及び少なくともいくらかの気孔を有するポリマー膜と、その少なくともいくらかの気孔の内部に配置された接着剤とを含む複合体を提供し、その複合体はそのストリングの少なくとも一部を被覆している。
【0016】
他の態様では、ポリマー被覆は少なくともいくらかの気孔を有している。本発明の別の態様では、少なくともいくらかの気孔は、ポリマー被覆の1つ以上の表面に接着剤を適用することによって、接着剤で満たされている。本発明の別の実施態様では、少なくともいくらかの気孔は、例えば、多孔質ポリマー被覆に接着剤を吸収させる、あるいは多孔質ポリマー被覆を接着剤で含浸することによって満たされる。
【0017】
さらに別の態様では、接着剤はポリマー被覆の少なくとも1つの表面に適用され、少なくともいくらかの気孔は接着剤で満たされる。
【0018】
本発明の別の実施態様では、接着剤は低温接着剤である。
【0019】
本発明のさらに別の態様では、適した低温接着剤は、ポリマー被覆の少なくとも1つの表面に適用でき、低温接着剤は、ストリングと被覆材料との間に耐久性接着を形成できる。この態様では、接着剤は連続であっても不連続であってもよい。
【0020】
様々な種類の下地ストリング材料との最も高い適合性を提供するために、感圧接着剤、放射線硬化性接着剤などの使用によるような、室温又は室温近辺で適用可能で、必要であれば硬化可能である接着材料を提供することが望まれる場合がある。従って、本発明の別の態様では、紫外線(以降「UV」光)又は電子線(以降「EB」)に暴露することによって硬化する接着剤が提供される。
【0021】
本発明のさらに別の態様では、ポリマー被覆はePTFEを含む。
【0022】
別の態様では、複合体の厚さはラケットストリングの直径の約5%未満である。好ましくは、複合体の厚さはラケットストリングの直径の約3%未満である。最も好ましくは、複合体の厚さはラケットストリングの直径の約1%未満である。
【0023】
さらに別の態様では、ストリングはモノフィラメント構造をとる。好ましくは、ストリングはマルチフィラメント構造をとる。この態様では、実質的に同じ直径のフィラメントが好ましい。
【0024】
他の態様では、本発明のラケットストリングに、ナイロン、PEEK又はガットから構成されたベースストリングが含まれる。
【0025】
さらに別の態様では、本発明は、少なくとも1種のフィラー材料を含む接着剤を提供する。この態様では、フィラー材料を、セラミックス、金属、金属被覆フィラー、金属化フィラー、無機酸化物、炭素、顔料、滑剤及びポリマーからなる群から選択してもよい。
【0026】
別の態様では、接着剤にはウレタンアクリレート又はカチオン性エポキシが含まれる。
【0027】
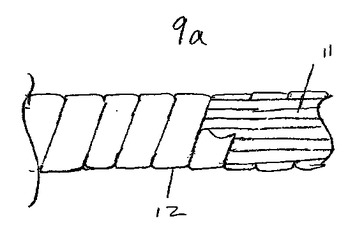
本発明のさらに別の態様では、被覆はベースストリングの周りにらせん状に巻かれている。
【0028】
他の態様では、本発明は、直径が約1.34mm未満、動弾性が約30kN/m未満、及び耐久性が少なくとも約2200のラケットストリングである。
【0029】
さらに別の態様では、本発明は、直径が約1.25mm未満、動弾性が約30kN/m未満、並びに耐久性が少なくとも約500及び少なくとも約1000のラケットストリングである。
【0030】
さらに別の態様では、本発明は、直径が約1.20mm未満、動弾性が約30kN/m未満、並びに耐久性が少なくとも約500及び少なくとも約800のラケットストリングである。
【発明を実施するための最良の形態】
【0031】
本発明は概して、改良されたラケットストリングに関する。
【0032】
本発明は、ストリングの競技適性を減殺せずにストリングの耐久性の問題を解決する。これは、ストリングの少なくとも一部をポリマー被覆で巻く(あるいは被覆する)ことによって実現される。この被覆は、ボールの衝突及びストリングの動きが引き起こす摩耗に耐えるのに十分な耐久性を有していなければならない。
【0033】
ポリマー被覆は少なくともいくらかの気孔を有している。本明細書で使用する「気孔」とは、空隙又はすき間を有する材料の特性又は状態を指す。接着剤をポリマー被覆の1つ以上の表面に適用して、被覆に接着剤を含浸してもよい。少なくともいくらかの気孔を含むポリマー被覆を利用することにより、少なくともいくらかの気孔が接着剤で満たされる。
【0034】
この新規構造体は、耐久性接着剤の硬さを低摩擦係数ポリマーの潤滑性と組み合わせた独特のものである。ポリマーストリング被覆単独では十分な耐摩耗性が提供されない場合があるが、ポリマー被覆の少なくともいくらかの気孔を接着剤で満たすことによって、競技適性を維持しつつ耐摩耗性を非常に改善できることが、本発明者らにより見出された。このようにすると、多孔質ポリマーによって、耐摩耗性の高い接着剤を支持する潤滑性マトリクスが提供される。耐摩耗性接着剤はこのマトリクス内部に閉じこめられて、接着剤が硬いにも拘わらず可撓性ストリングから剥落しない。その上、潤滑性ポリマー膜はストリング間の摩擦を低減する。ストリングの交差部分で摩擦が低減するため、エネルギーの返りを改良することによって競技適性がさらに改善され、ノッチを防止することによってストリング破断がさらに低減されうる。
【0035】
本発明の態様では、適した低温接着剤をポリマー被覆の少なくとも1つの表面に適用でき、その低温接着剤がストリングと被覆材料との間に耐久性接着を形成してもよい。
【0036】
本発明の多孔質ポリマー被覆は、耐摩滅性表面を提供することによって耐久性を改善するが、ストリングの伸長又は動きを制限するといった問題は回避する。その上、被覆の気孔の少なくともいくらか又は実質的に全てを接着剤で満たすことによって、ストリングの耐久性がさらに改善される。
【0037】
使用中のかなりの摩滅及び摩耗に耐えるように、多孔質ポリマーを変更可能であることが見出されている。耐摩滅摩耗性は、例えば、使用する接着剤、ある種のフィラー材料の添加に加えて、接着剤で満たす気孔の量を慎重に選択して改良できる。従って、接着剤の種類、使用する接着剤の量及びフィラー材料(使用する場合)を慎重に選択して、ノッチを防止するために、耐久性及び耐摩耗性が非常に高い被覆を作製できる。
【0038】
また本発明はストリング汚れの問題も解決する。テニスのような用途において、グラス及びクレイコートでは特にストリングが汚れに暴露される場合がある。ポリマー被覆は、早すぎる摩滅の一因となる研磨性の汚れ、例えばボールの衝突によってコート表面からストリングに移動する土及びシリカからコアを保護する。
【0039】
本発明の多孔質ポリマー被覆での使用に適した材料として、以下のフルオロポリマーが挙げられるが、これらに限られない:ポリテトラフルオロエチレン(PTFE)、特に多孔質延伸PTFE(ePTFE);フッ素化エチレンプロピレン(FEP);超高分子量ポリエチレンを含むポリエチレン;パーフルオロアルコキシ樹脂(PFA);ポリウレタン;ポリプロピレン;ポリエステル;ポリイミド;及びポリアミド。
【0040】
本発明には任意の多孔質ポリマー被覆材料を使用することが含まれるが、特に好ましいのは多孔質フルオロポリマーフィルムであって、PTFE及びePTFEがさらにより好ましい。多孔質ポリマー被覆の気孔は、接着剤で部分的に満たされていてもよく、あるいは実質的に満たされていてもよい。例えば、比較的少量の接着剤をフィルムの気孔の選択した部分に供給する一方で、フィルムの大半の気孔を満たさないままにしてもよい。本発明のある態様では、接着剤が被覆の気孔全体に被覆の片面から他面へと均一に分布する一方で、少なくともいくらかの気孔が満たされないままであってもよい。さらに、本発明の別の態様では、フィルムの実質的に全ての気孔を接着剤で満たしてもよく、その結果おそらく良好な耐摩耗性及び接着力が得られる。
【0041】
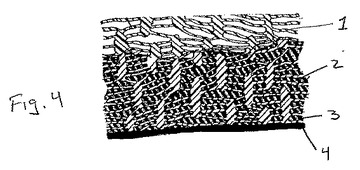
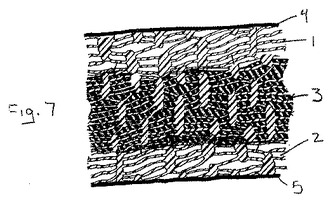
図について説明すると、図1には、メインストリング(20)及びクロスストリング(22)を有するテニスラケットが示されている。図2には、少なくともいくらかの気孔2が接着剤3で満たされている、多孔質被覆材料1が図示されている。図3には、実質的に全ての気孔2が接着剤3で満たされている、多孔質被覆が図示されている。図4には、少なくともいくらかの気孔2が接着剤3で満たされ、フィルムの1つの表面に追加して接着剤の表面層4が付与されている、本発明の態様が図示されている。図5には、実質的に全ての気孔2が接着剤3で満たされ、フィルムの1つの表面に追加して接着剤の表面層4が付与されている、本発明の態様が図示されている。図6には、実質的に全ての気孔2が接着剤3で満たされ、被覆の両方の表面に接着剤の表面層4及び5が付与されている、本発明の態様が図示されている。図7には、いくらかの気孔2が接着剤3で満たされ、フィルムの両方の表面に接着剤の表面層が付与されている実施態様が図示されている。任意量の気孔を有する被覆を使用できるが、接着剤で満たす前の被覆のバルク密度が約0.7g/ccであることが好ましい。
【0042】
好ましい被覆材料は多孔質フルオロポリマー材料、例えば一軸延伸PTFEである。この材料は、ベースストリングの競技適性に影響することなく並外れた耐久性を示す。多孔質延伸PTFE、例えば、米国特許第3953566号、第3962153号、第4096227号及び第4187390号に従って作られるものは、ポリマーノード及び相互連結フィブリルからなる多孔質網目構造を含む。これらの種類の材料は、W.L. Gore & Associates, Inc., Newark, DEから、様々な形状で市販されている。
【0043】
延伸PTFEは、PTFEを加熱し、上に列記した特許に記載されたように、少なくとも一方向に引っ張ることにより速やかに延伸して形成される。得られた延伸PTFE材料は多くの優れた特性を実現し、その特性として、延伸方向における優れた強度、並びに非常に高い可撓性、及び追随性(conformability)が挙げられる。ePTFEの長手方向及び横方向の両方における強度特性は、延伸処理において、あるいは所望の効果又は特性を得るために本技術分野で知られている他の手段によって、変化させることができる。
【0044】
本明細書で使用する「延伸PTFE」とは、ノード及びフィブリルの構造体を有する任意のPTFE材料を含むことを意図しており、ポリマー材料の比較的大きいノードから延在するフィブリルを有する僅かに延伸した構造体から、小さいノードによって相互連結された非常に長いフィブリルを有する極度に延伸した構造体までの範囲が含まれる。構造体のフィブリル的な特徴は顕微鏡によって確認される。一部の構造体のノードは容易に確認できるが、多くの極度に延伸した構造体は、非常に小さいノードを伴ったフィブリルからほぼ例外なく構成されている。
【0045】
多孔質ポリマー被覆材料を使用する場合、多孔質ポリマー被覆の気孔の少なくともいくらか又は実質的に全てを接着剤で満たしてもよい。さらに、接着剤は、被覆の片面又は両面に、連続又は不連続の被膜として付与してもよい。本明細書で使用する「不連続」とは、接着剤が下地被覆の表面を完全に覆っていないことを意味する。「連続」とは、接着剤被膜を通って延在する穴又はすき間がない(すなわち、下地被覆の表面を完全に覆っている)ことを意味する。使用する接着剤の正確な量は数多くの変数に左右される。例えば、より多くの接着剤を追加すると、耐久性及び耐摩耗性がさらに改良される場合があるが、ストリング質量も増大する場合があって、競技適性に影響することがある。より少量の接着剤を付与すると、耐久性は低くなって耐摩耗性が低下する場合がある。しかしながら、より少量の接着剤は競技適性を維持する傾向がある。被覆を接着剤で含浸する、あるいは接着剤で満たす場合、接着剤の質量パーセントはePTFEに対して45%であるのが好ましい。
【0046】
様々な種類の下地ストリング材料との最も高い適合性を提供するために、感圧接着剤、放射線硬化性接着剤などの使用によるような、室温又は室温近辺で適用可能で、必要であれば硬化可能である低温接着剤を提供することが望まれる場合がある。
【0047】
低温接着剤には、約300℃未満の温度で処理したときに、硬化するか耐久性接着を形成する任意の接着剤が含まれる。適した低温接着剤には、任意の適当な熱硬化樹脂が含まれる。例えば、適した熱硬化樹脂として、エポキシ類(エポキシアクリレートを含む)、ポリウレタン類、フェノール樹脂及び他の熱硬化樹脂が挙げられる。適した熱可塑性樹脂として、例えば、ポリエチレン、ポリプロピレン、ポリスチレン、ポリ塩化ビニル、ポリウレタン類、並びにフルオロポリマー類、例えばTHV(テトラフルオロエチレン、ヘキサフルオロプロピレン及びフッ化ビニリデン)、HTE(ヘキサフルオロプロピレン、テトラフルオロエチレン及びエチレン)、EFEP(エチレンテトラフルオロエチレン系コポリマー)、ETFE(エチレンテトラフルオロエチレン)及びPVDF(フッ化ポリビニリデン)、並びにこれらのブレンドが挙げられる。約300℃未満の温度で処理可能であることを条件として、他の熱可塑性樹脂もまた有用である。
【0048】
接着剤を加熱したときに硬化可能であるか耐久性接着を形成可能である、熱的に活性化される接着剤、例えばTHV 220(Dyneon,LLCから入手可能なテトラフルオロエチレン、ヘキサフルオロプロピレン及びフッ化ビニリデン)、及び化学反応によって硬化させることが可能な接着剤、例えば公知の水分硬化接着剤(例えばポリウレタンプレポリマーなど)、又は他の化学的に活性化される接着剤も使用可能である。
【0049】
好ましい実施態様では、低温接着剤にはUV硬化性接着剤が含まれる。本明細書で使用するUV硬化性とは、UV光で反応して硬化するか耐久性接着を形成する材料として定義される。UV光は、適当なスペクトル強度、スペクトル線量及び波長を有するランプによって提供される。当業者にとって当然であるが、適切なスペクトル線量が適用されることを条件として、UV光を用いた硬化を様々な速度で行うことができ、硬化するサンプルとUVランプとの距離を様々にできる。本発明の態様のUV硬化性材料は、可視光にも感度を有していてよいが、好ましい条件ではUVスペクトル(100〜400nm)のみに存在する。この波長域では、下地コア材料はストリングの処理中に損傷しない。適したUV硬化性接着剤として、エポキシ、エポキシアクリレート、ウレタンアクリレート、シリコーンアクリレート、ポリエーテルアクリレート、ポリエステルアクリレート、ポリブタジエンアクリレート、及びアクリル化したフルオロポリマーが挙げられるが、これらに限られない。これらの接着剤の詳細な例として、アクリル化した脂肪族オリゴマー、アクリル化した芳香族オリゴマー、アクリル化したエポキシモノマー、アクリル化したエポキシオリゴマー、脂肪族エポキシアクリレート、脂肪族ウレタンアクリレート、脂肪族ウレタンメタクリレート、アリルメタクリレート、アミン変性オリゴエーテルアクリレート、アミン変性ポリエーテルアクリレート、芳香族酸アクリレート、芳香族エポキシアクリレート、芳香族ウレタンメタクリレート、ブチレングリコールアクリレート、ステアリルアクリレート、脂肪族環状エポキシ、シクロヘキシルメタクリレート、エチレングリコールジメタクリレート、エポキシメタクリレート、エポキシ大豆アクリレート、グリシジルメタクリレート、ヘキサンジオールジメタクリレート、イソデシルアクリレート、イソオクチルアクリレート、オリゴエーテルアクリレート、ポリブタジエンジアクリレート、ポリエステルアクリレートモノマー、ポリエステルアクリレートオリゴマー、ポリエチレングリコールジメタクリレート、ステアリルメタクリレート、トリエチレングリコールジアセテート、及びビニルエーテルが挙げられる。好ましいUV硬化性接着剤には、例えばウレタンアクリレート及びカチオン性エポキシが含まれる。
【0050】
多孔質ポリマー被覆の気孔への接着剤の付与を補助するために、溶媒を利用するのが望ましい場合がある。溶媒物質と接着剤との比率は様々であってよく、また当業者であれば容易に決定可能である。好ましい溶媒物質もまた当業者にとって明らかであり、例えばアルコール、ケトンなどが含まれる。好ましい溶媒はイソプロピルアルコール(IPA)である。溶媒物質を利用する場合、多孔質ポリマー被覆の気孔の少なくともいくらかに接着剤を付与したら、必要に応じて溶媒物質を容易に除去又は追い出すことができる。
【0051】
本発明の別の態様では、低温接着剤を適当なフィラー材料と合わせる(例えば混合、ブレンドなど)ことができる。適したフィラー材料として、セラミックス、金属、無機酸化物、金属被覆材料、金属化材料、炭素、顔料、及びポリマーが挙げられ、これらは任意の適当な形状(例えば微粒子、繊維など)で提供できるが、これらに限られない。好ましくは、フィラーはナノ粒子の大きさである。フィラー材料によって、被覆したストリングのある種の特性を変化させる(例えば、耐摩耗性を改善する、あるいは色を付与する、など)ことが望ましい場合がある。多孔質被覆の気孔を、接着剤/フィラー材料の組み合わせで少なくとも部分的に満たす場合、溶媒を使用することが特に有用な場合がある。
【0052】
接着剤は、本技術分野で公知の様々な方法によって被覆に適用できる。多孔質ポリマー被覆について適した接着剤適用手段として、例えば、コーティング技術(例えばディップコーティング又はスプレーコーティング)、溶媒吸収(solvent imbibing)、真空補助コーティング(vacuum assisted coating)、圧力補助コーティング(pressure assisted coating)、ニップコーティング、及び多孔質ポリマー被覆の少なくともいくらかの気孔を接着剤が満たすことになる他の適当な手段が挙げられる。
【0053】
上述したように、好ましい多孔質ポリマー被覆は延伸PTFEである。延伸PTFEの少なくとも一部の気孔が低温接着剤で満たされる。本発明のある態様では、延伸PTFEフィルムの実質的に全ての気孔が低温接着剤で満たされる。さらに、延伸PTFEの1つ又はそれ以上の表面に、被覆をベースストリングに接着する目的で、比較的薄い低温接着剤の表面層を付与してもよい。そのような接着剤の表面層は、連続であっても不連続であってもよい。好ましい実施態様では、接着剤の表面層は連続層である。好ましくは、フィルムを接着剤/溶媒の溶液で含浸して、接着剤をフィルムの気孔内へ良好に浸透させる。最初に接着剤/溶媒の溶液を調製し、次にその溶液を延伸PTFEなどの多孔質フィルムと合わせることによって含浸が行われる。アルコール及びケトンのような溶媒は接着剤を溶解する能力があり、そのため、接着剤を多孔質フィルムの気孔に浸透させて気孔を塞ぐことができる。適当な溶媒に溶解可能な数多くの適した接着剤が存在する(例えば、ウレタン、エポキシなど)。本発明のある態様では、接着剤はUV硬化性ウレタンアクリレートである。この接着剤は、他の機構、例えば加熱及び化学反応によっても硬化する。
【0054】
延伸PTFEフィルム(又は他のポリマー被覆材料)に供給する接着剤の質量は、溶媒/接着剤の溶液における溶媒と接着剤との比率によって、またその溶液を適用する速度によって制御できる。接着剤/溶媒の溶液がフィルム表面に接触した後に、塗り広げる機構を使用して、その溶液を分布させることができる。フィルムが接着剤/溶媒の溶液を受け入れると、あるいはフィルムが含浸されると、フィルムの機械的特性が変化する可能性があり、フィルムが収縮する傾向を有する場合がある。フィルムを安定化するため、この工程後に適当なライナーをフィルムに付与してもよい。適したライナー材料の例はポリエステル剥離フィルムである。他の適したライナー材料がシリコーンコート紙であってもよい。いずれにしても、ライナー及びフィルムの両方を互いに接触させて、強制空気オーブンに置くことができる。空気流に向かって非ライナー側を配向させたフィルムの平坦面全体に、加熱した空気を吹き付けることができる。こうすると溶媒が追い出されて接着剤がフィルムの気孔内部に残る。フィルムをストリングに適用する前に、フィルムをライナーから取り除くことができる。
【0055】
低温接着剤をポリマー被覆の少なくとも1つの表面に付与し、かつ低温接着剤で被覆の気孔を少なくとも部分的に満たす、あるいは低温接着剤をその気孔に供給し、さらに溶媒を使用している場合は溶媒を追い出した後、被覆をストリングと接触させて、低温接着剤を硬化することができる。
【0056】
本発明の被覆を、本発明の利点を維持しながら様々な方法で適用してもよい。被覆を(「たばこを巻く」ように)長手方向に巻いてもよく、あるいはストリングを囲む、連続した継ぎ目のないチューブとしてもよい。ストリングは被覆材料でらせん状に巻かれるのが好ましい。この実施態様では、連続した被覆を形成するために端部が重なっているか、あるいは端部の重なっていない、ポリマー層を巻き付けた形状の被覆をストリングに付与してもよい。必要に応じて、ポリマー層を加熱して重なっている端部を熱的に接着してもよい。被覆は、その被覆の外側に向かう表面上に接着剤被膜を含んでも含まなくてもよい。接着剤被膜は、その巻いた物をベースストリングに接着するように機能し、摩滅及び汚れから被覆を遮る追加の保護層となる場合もある。
【0057】
特に好ましいベースストリング材料にはガット又はナイロン材料が含まれるが、他の合成材料又はアラミド繊維を含むコアも、本発明に従い作製及び適用した被覆を使用することによって利益が得られる場合がある。しかしながら、この被覆は、競技適性の高いストリング、例えばナイロン又はガットストリングと組み合わせて使用した場合に、特に魅力的である。ガット及びナイロンは典型的なストリング用材料であるが、本発明のストリングに好ましい他の材料はPEEKである。PEEKストリングはナイロンより良好な耐久性を提供し、許容できる競技適性を示す場合がある。
【0058】
ベースストリングの種類に関係なく、ストリングに被覆を付与した後に、接着剤を硬化して本発明の被覆したストリングが得られる。
【0059】
使用する特定の硬化機構、例えば熱、UV/EB照射及び化学反応は、使用する接着剤の種類による。好ましい接着剤の1つはウレタンアクリレートであり、加熱及び/又はUV照射によって硬化可能である。比較的低温で適用されることから、ガット又は合成ストリングにおいてこの接着剤を硬化するために好ましい機構はUV照射である。
【0060】
上述したように、ガット又は合成の構成材料を用いたストリングの性能は、長時間の高温処理によって中に含まれる材料の特性が損なわれて劣化しうる。劣化した性能は、耐久性の低下又は動弾性の増大として観察できる。従って、ストリング性能が変化しない温度でストリングを処理することが望ましい。このように、本発明のある態様では、好ましい低温接着剤には約150℃以下の温度で接着又は硬化可能である接着剤が含まれ、本発明の別の態様では、その温度は約120℃以下である。より好ましくは、低温接着剤には、約100、75、50、25℃未満で硬化するか耐久性接着を形成する、任意の接着剤が含まれる。
【0061】
接着剤をUV/EB照射で硬化するために、被覆したストリングを引っ張って配置し、被覆したストリングを真っ直ぐに保ってもよい。UV硬化処理について重要なパラメータは、W/cm2で測定されるUV光のスペクトル強度、及びJ/cm2で測定されるUV光のスペクトル線量である。好ましい光強度、波長及び線量は、光開始剤の選択及び接着剤ブレンドの組成に左右され、当業者によって容易に決定される。UVオーブンを出た時点で、ストリングの表面は、接着剤が硬化したことを示すタックフリーである必要がある。
【0062】
本発明のある態様では、長手方向及び横方向に引き伸ばされ、接着剤が含浸された、単層の延伸PTFEがベースストリングに付与される。これは、ストリングの端部から測定したピッチ角度でストリングをらせん状に巻くことによって行われる。この構造は、ベースストリングの競技適性を維持しながら、優れた強度及び耐久性を提供するものと考えられる。
【0063】
本発明の範囲を限定することを意図せずに、以下の例で本発明物をどのように作製及び使用できるかを説明する。
【実施例】
【0064】
例1:本発明のストリングの例を、Prince Mfg. Co.から入手した、直径1.19mmのマルチフィラメントナイロンストリングに、UV硬化性接着剤を含浸したポリマーフィルムをらせん状に巻き付けて調製した。ストリングは次のように作製した。
【0065】
厚さ約0.015mmの延伸PTFEフィルムを、W.L. Gore and Associates, Inc., Newark, DEから入手した。延伸PTFEフィルムのバルク密度は0.7g/ccであって、マトリクス引張強度が長手方向で約41000psi、バブルポイントが68psiという特徴をさらに有していた。
【0066】
延伸PTFEフィルムを含浸するために、接着剤30質量%溶液をイソプロピルアルコール中で調製した。接着剤組成は、エトキシル化トリメチロールプロパントリアクリレートをブレンドした脂肪族ポリエステル系ウレタンジアクリレートオリゴマー(CN963E75として、Sartomer Company, Exton, PAから入手可能)60質量%、トリアクリレート酸エステル(CD9052として、Sartomer Companyから入手可能)32質量%、及びGenocure DMHA(Rahn USA Corp., Aurora, INから入手可能)8質量%であった。この溶媒−接着剤の溶液を延伸PTFEフィルム全体に塗布して均一に塗り広げた。ポリエステル剥離フィルムグレード UV5010をライナーとして使用し、溶媒−接着剤の溶液が延伸PTFEフィルムに浸透した時点でフィルムと合わせた。ライナー及び含浸したフィルムの両方とも、オーブン(設定約120℃)を通して送られて、溶媒を追い出した。フィルムをオーブンから取り出して、フィルムの両方の表面が同時に接着剤で実質的に完全に含浸された構造体と、ライナー側に存在する接着剤の薄い表面被膜とを回収した。この薄い表面被膜は、延伸PTFE表面を実質的に被覆していた。
【0067】
幅3.56mmの含浸したフィルムを、接触するフィルム層の間にすき間をほとんどあるいは全く残さずに、ピッチ角度32度で、らせん状に重ならないようにしてベースストリングの周りに巻いた。得られた構造体は、単層の含浸したフィルムがストリングの全長を被覆しているストリングであった。
【0068】
被覆したストリングを、Fusion UV Systems, Inc., Gaithersburg, MDの提供する、300ワット F300S 無電極UVランプシステムに通した。UVランプは、H−バルブ及び360度反射のワイヤ/ケーブル用途向けのF6ライトシールドを備えていた。接着剤を硬化するためのUV線量は、20ft/分に設定されたライン速度によって制御した。ストリングを挿入する前に、UVオーブンを窒素でパージしてオーブンから酸素を除いた。
【0069】
各ストリングがUVランプシステムから出た時点で、表面はタックフリーであることが観察され、含浸した接着剤が硬化していたことを示した。さらに注記すべきは、被覆がストリングに追随していたことである。被覆したストリングの直径は1.24mmであった。
【0070】
ストリングをラケットに取り付けたところ、優れた競技適性を有している(すなわち、動弾性を測定した場合に、同程度の直径のマルチフィラメントナイロンストリングと少なくとも同じ競技適性である)ことが分かった。競技中、ストリングはより滑らかに感じられ、被覆していないストリングほど頻繁に位置を直す必要がなかった。
【0071】
さらに耐久性も非常に改善された。競技試験中、ストリングの接触点でのノッチ発生が著しく少ないことをこのストリングは示した。被覆したストリングを耐久試験機でも試験し、その耐久性を以下の表1に報告する。本発明のストリングは、動弾性の増大を伴わずに、同程度の直径のナイロンストリングよりも非常に耐久性が改善されていることを示す。
【0072】
例2:第2の、若干細いストリングの例を、本発明に従って、Prince Mfg. Co.から入手した、直径1.13mmのマルチフィラメントナイロンストリングに、UV硬化性接着剤を含浸したポリマーフィルムをらせん状に巻き付けて作製した。ベースストリングに例1で使用した低温接着剤を含浸した同じePTFEフィルムを巻き付けることによる、例1に上述した方法に従ってストリングを作製した。
【0073】
最終ストリングの直径は1.18mmであった。表1に示すように、本発明のストリングは、同程度の直径のナイロンストリングと比べてかなり良好な耐久性と、同等の動弾性を示す。
【0074】
試験方法
【0075】
耐久性:耐久性試験装置を図10に図示する。テニスボールが模擬的なラケットフレーム17と4秒毎に1球の割合で接触するように、テニスボールを2つのボールマシン15、15’から60マイル/時で交互に発射した。レーザー速度記録装置を用いて、各ボールマシンでボール速度を測定した。模擬的なラケットストリングベッド30を8−3/4インチ×11−1/2インチの長方形アルミニウムフレームに構成した。ストリングベッドは、16本のメインストリング32と18本のクロスストリング34のパターンで張った。Delrin(登録商標)グロメット(不図示)を用いてフレームでのストリングの摩滅を軽減した。フレームは張力58ポンドで張った。ボールマシンの発射口36を、ストリングベッドの中心から両方とも25インチになるように、フレームを地面に対して垂直に配置した。ボールは飛行経路38に沿って移動し、水平角60度、仰角15度でストリングベッドと接触した。これはトップスピン作用を模擬することを意図した。
【0076】
試験は周囲温度20℃で行った。10個の新しいTretorn Micro X 90 ボールをボールマシンに充填した。各ボールマシンが、ストリングベッドに向けてボールを交互に発射するたびに、メインストリングはクロスストリングに対して前後に移動した。衝突後、ボールは連続的にボールマシンへ戻した。ストリングが破断するまでボールを連続的に両方のマシンから発射した。耐久性をストリングが破断した時点での衝突数として測定及び記録した。
【0077】
動弾性:ストリングの動弾性を試験するための装置を図12に図示し、図11には概念図を示す。ストリングサンプル40を340mm(12.6インチ)離れた金属クランプ42、42’に水平に保持した。2本の金属棒44、44’を、クランプの間に配置してストリングに丁度接触させて、ストリングを支持した。棒の中心線の間隔は300mmであった。ストリングは28kgで張力を掛けた。試験を周囲温度20℃で行った。
【0078】
振り子46をストリングへと揺らして、支持棒の間の距離の中心点でストリングと接触させた。振り子は、ストリングと接触する、0.8インチ(20.3mm)平頭ハンマー面48を備えていた。振り子の質量は720gで、共通重心は回転点から450mmである。衝突時の角速度は5.35ラジアン/秒であって、ハンマー速度は3.18m/秒となる。
【0079】
ハンマー面がストリングに当たる時のストリングの中心点での最大たわみ量を、レーザー測定装置を用いて測定した。ストリングの最大張力の増大も、ストリングの一端に取り付けたロードセルを用いて監視した。最大たわみ量(DMax)及び間隔(LOrig)から、式:ΔL=LMax−LOrig(式中、LOrigは元のストリング長、LMaxは最大ストリング長)に従って、長さ方向の合計伸び量(ΔL)を計算した。最大ストリング長は、式:
【数1】
(式中、DMaxは最大たわみ量)
により決定する。動弾性kは、ロードセルで測定したストリング張力の最大変化量(ΔT)を衝突時の長さ方向の合計伸び量(ΔL)で割って計算できる。動弾性の単位はkN/mである。
【0080】
バブルポイント:バブルポイント試験により最大気孔径が推定できる。表面自由エネルギーが引き伸ばした多孔質PTFEの表面自由エネルギーより低い液体は、圧力差を与えて構造体から押し出すことができる。この除去は最も大きい経路から最初に生じる。その後、大きな空気流が発生可能な経路が作られる。この空気流は、サンプルの上面で液体層を通る小さい泡の定常的な流れとして現れる。最初の大きな空気流が発生する圧力をバブルポイントと呼び、試験流体の表面張力と最も大きい開口部の大きさとに依存する。
【0081】
バブルポイントは、ASTM F316−86の手順を指針にして測定される。イソプロパノールを濡れ流体として使用して、試験サンプルの気孔を満たした。試験サンプルをフィルター保持具(Millipore Corporation, Billerica, Massachusettsから入手可能)に配置し、支持スクリーン及びホルダーに取り付けられている固定リングを用いて覆う。次に、保持具の上部をイソプロパノールで満たし、調節制御バルブを備えた空気供給源に保持具を取り付ける。保持具を光源付きの拡大レンズの下に配置し、連続的な泡の流れがイソプロパノールで覆われた支持スクリーンを通って来るのが見えるまで、空気圧を増加する。
【0082】
バブルポイントは、試験サンプルの最も大きい気孔からイソプロパノールを置換して、多孔質媒体を覆うイソプロパノール層を通って上がってくることにより検出可能な、最初の連続的な泡の流れが作られるのに必要な空気圧である。
【0083】
最大引張強度:ePTFEフィルムを含むePTFE材料の引張強度は、ニューマチックコード(pneumatic cord)及びヤーングリップあご部を備えた、INSTRON引張試験装置を用いて測定する。あご部の距離を1インチ離し、クロスヘッド速度を10インチ/分として、この装置で幅0.25インチのサンプルを試験した。多孔質PTFEサンプルのマトリクス引張強度は、式:(2.2g/cc×引張強度)/試験材料の密度(式中、2.2g/ccを非孔質PTFEの密度とする)によって決定する。
【0084】
【表1】
【図面の簡単な説明】
【0085】
【図1】ラケットの斜視図である。
【図2】フィルムの少なくともいくらかの気孔が接着剤で満たされている、本発明の多孔質フィルムの概略図である。
【図3】フィルムの実質的に全ての気孔が接着剤で満たされている、本発明の多孔質フィルムの概略図である。
【図4】フィルムの少なくともいくらかの気孔が接着剤で満たされ、フィルムの1つの表面に比較的薄い接着層が付与されている、本発明の多孔質フィルムの概略図である。
【図5】フィルムの実質的に全ての気孔が接着剤で満たされ、フィルムの1つの表面に比較的薄い接着層が付与されている、本発明の多孔質フィルムの概略図である。
【図6】フィルムの実質的に全ての気孔が接着剤で満たされ、フィルムの両方の表面に比較的薄い接着層が付与されている、本発明の多孔質フィルムの概略図である。
【図7】フィルムの少なくともいくらかの気孔が接着剤で満たされているが、接着剤がフィルムの表面と一致していない、本発明の多孔質フィルムの概略図である。
【図8a】本発明のストリング構造体を示す。
【図8b】本発明のストリング構造体を示す。
【図9a】本発明のストリング構造体を示す。
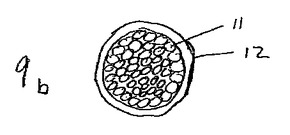
【図9b】本発明のストリング構造体を示す。
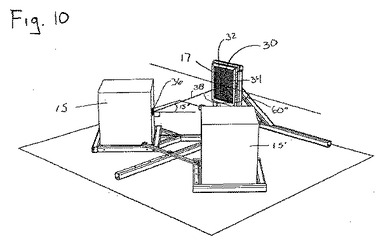
【図10】ストリングの耐久性を測定するのに使用した装置の斜視図である。
【図11】ストリングの弾性率を測定するのに使用した装置の概念図である。
【図12】ストリングの弾性率を測定するのに使用した装置の斜視図である。
【技術分野】
【0001】
本発明はスポーツ用途向けのストリングに関し、特に、テニスラケット、バドミントンラケット、スカッシュラケット、ラケットボールラケットなどのラケット用ストリングに関する。
【背景技術】
【0002】
ラケットストリングは競合する要求を満足しなければならない。例えば、テニスラケットにおける主な要求は競技適性及び耐久性であり、一種類のラケットストリングでは両方の要求を満たすことは難しい。これまでは、ストリングの構造及び材質を選択する際に、競技適性と耐久性との間で妥協が必要であった。
【0003】
競技中、特にテニスにおいて、ボールはある程度のスピンを伴って当たるのが普通である。スピンを発生する目的でボールに接線方向の力を与えるために、ストリングはボールに対して軽くこすられる。このこする動作によって、個々のストリングが互いに滑り合って互いに摩耗する。あるストリングが他のストリングに対して擦り合う動作に加えて、ボールの衝突によって、ストリング間の接触点でストリングにノッチが作られる。これらのノッチがストリング破断の主な理由である。ノッチがより深くなると、ストリングの引っ張り強度が低下して最終的に破断する。ストリング表面と接触している最中の、ボール及びストリング間の摩擦もまた、ストリングの摩耗をいくらか引き起こす。
【0004】
耐久性及び競技適性のバランスを実現する目的で、いくつかの材料がラケットストリングに使用されている。材料の1つである天然ガットは、その比類なき競技適性で定評がある。残念なことに、ガットストリングはノッチ及び摩耗のために短寿命である。天然ガットは高価で摩耗が早いため、ガットストリングを使用する娯楽目的の競技者はほとんどいない。多くの合成ストリング材料、サイズ及び構造が、ガットの代替品として提案されている。そのような合成品は一般にガットより耐久性が高いが、競技適性はガットに及ばない。
【0005】
最も一般的な合成材料はナイロンである。より新しい繊維、例えばPEEK及びアラミド繊維(例えばKevlar(登録商標))がラケットストリングに使用されてはいるが、ナイロンマルチフィラメントストリングが、最も競技適性のある合成材料として一般に受け入れられている。ナイロンストリングはガットと比べて改良された耐久性を示すが、一部の競技者、特にパワーヒッター及び大量のスピンを伴ったボールを打つ競技者によれば、ナイロンストリングですら破断することが頻繁にある。
【0006】
ナイロンストリングは、数多くのモノフィラメント及びマルチフィラメント構造体として提案されており、より耐久性の高いストリングがモノフィラメントであり、より競技適性のあるストリングがマルチフィラメントである。モノフィラメント及びマルチフィラメントの範囲内で、ストリングの耐久性又は競技適性のいずれかを調節するために様々な構造体が使用されている。
【0007】
ストリングの耐摩耗性を改良するための被膜が提案されている。例えば、ノッチの原因となるストリング間の摩擦を低減することを意図して、ストリングは、ポリテトラフルオロエチレンに浸されるか、ポリテトラフルオロエチレンで被覆されている。他の目的として、ストリングの外側に硬くて耐摩耗性の被膜を追加することが含まれる。そのような被膜は非弾性であって、ストリングが使用時に伸縮する場合ナイロン表面に良好に付着しないため、これらの被膜ではうまくいかないのが一般的である。
【0008】
ナイロンストリングの耐久性を改良するため、アラミドのような高強度繊維をマルチフィラメント構造体に追加することが提案されている。しかしながら、堅いアラミド繊維をストリングマトリクスに追加すると、ストリングの競技適性が劇的に低下する。他のアラミドより良好な弾性特性を備えたNomexをナイロンストリングのコアに追加すると、耐久性に関してはいくらか成功したが、競技適性に関しては大幅に相殺された。
【0009】
競技適性の尺度として受け入れられているのは動弾性であり、動的衝撃によって生じたストリングの張力の増大と伸びとの間の比率である。これは、競技中にテニスボールを打つのと同様の動的条件下で、ストリングがどれほど堅いかを示す尺度である。競技適性を有するためには、ラケットストリングが動的条件下で弾性特性を示し、かつ与えた衝撃で変形しなければならない。動弾性の低いストリングは比較的堅くないため、さほど伸縮せずに堅いと感じる動弾性の高いストリングよりも競技適性が良好である。ガットストリングの動弾性は、17〜26kN/mと低い場合がある。一方、Kevlarのような高強度繊維の動弾性は、88kN/m〜140kN/m、又はそれ以上である場合がある。ナイロンストリングの動弾性は、約25kN/m〜約45kN/mの範囲である。
【0010】
耐久性及び競技適性の両方に影響する他の因子は、ストリングサイズ又はゲージである。例えば、16ゲージストリングは17ゲージストリングより一般に直径が大きい。従って16ゲージストリングはより長持ちする場合がある。しかし、ストリングサイズは競技適性に重要であって、競技性が良好なのはより細いストリングの方である。
【0011】
テニスボールのようなボールにスピンを与えるのに少なくとも効果的であるために、大きいゲージのストリングすなわち直径の細いストリングの競技性はより良好である。細いストリングはテニスボールのフェルト被覆に深く食い込み、ボールをグリップして競技者の制御に必要なスピンを与えることが理由である。太いストリングはボール被覆にそこまで深く入り込まない。また細いストリングは与えた衝撃のためにより多くたわむ。たわみが増大することによって、競技者が感じる衝撃が低減され、より多くのエネルギーをボールに返すことで、競技者はより多くのパワーを得る。さらに太いストリングは、ラケットスイングに対する風の抵抗を驚くほど増大する。
【0012】
個々のストリングの動弾性はその競技適性の指標となるが、実際のところラケットは、ストリングベッドと呼ばれる交差したストリングパターンで張られている。ラケットヘッドの上部から下部に延在するストリングをメインストリングと呼び、ラケットヘッドを横断するストリングをクロスストリングと呼ぶ。ストリングがストリングベッド内で動くと、メインストリングはクロスストリングに対して滑って擦れ合う。ストリング間で生じた摩擦はエネルギー損失の原因となる。このエネルギー損失もまた競技適性に影響しうる。
【発明の開示】
【課題を解決するための手段】
【0013】
本発明には、ラケット用に改良したストリング、及びそのストリングを製造する方法が含まれる。
【0014】
本発明のストリングとして従来のストリング、例えば、ガット又は合成材料(例えばナイロン)を含むセンターコアと、接着剤で含浸したポリマー被覆とを含むストリングを使用してもよい。接着剤は低温接着剤であってよい。ポリマー被覆は、ストリングの長さの少なくとも一部に沿ってストリングを被覆する。本明細書で使用する「接着剤」とは、ポリマー被覆とベースストリングとの間に接着を形成する材料を意味することを意図している。本明細書で使用する「低温接着剤」とは、約300℃未満の温度で処理したときに、接着を形成する任意の接着剤を指すことを意図している。より好ましくは、低温接着剤には、およそ275、250、225、200、175、150、125、100、75、50又は25℃未満で硬化するか耐久性接着を形成する、任意の接着剤が含まれる。
【0015】
ある態様では、本発明は、ストリング、及び少なくともいくらかの気孔を有するポリマー膜と、その少なくともいくらかの気孔の内部に配置された接着剤とを含む複合体を提供し、その複合体はそのストリングの少なくとも一部を被覆している。
【0016】
他の態様では、ポリマー被覆は少なくともいくらかの気孔を有している。本発明の別の態様では、少なくともいくらかの気孔は、ポリマー被覆の1つ以上の表面に接着剤を適用することによって、接着剤で満たされている。本発明の別の実施態様では、少なくともいくらかの気孔は、例えば、多孔質ポリマー被覆に接着剤を吸収させる、あるいは多孔質ポリマー被覆を接着剤で含浸することによって満たされる。
【0017】
さらに別の態様では、接着剤はポリマー被覆の少なくとも1つの表面に適用され、少なくともいくらかの気孔は接着剤で満たされる。
【0018】
本発明の別の実施態様では、接着剤は低温接着剤である。
【0019】
本発明のさらに別の態様では、適した低温接着剤は、ポリマー被覆の少なくとも1つの表面に適用でき、低温接着剤は、ストリングと被覆材料との間に耐久性接着を形成できる。この態様では、接着剤は連続であっても不連続であってもよい。
【0020】
様々な種類の下地ストリング材料との最も高い適合性を提供するために、感圧接着剤、放射線硬化性接着剤などの使用によるような、室温又は室温近辺で適用可能で、必要であれば硬化可能である接着材料を提供することが望まれる場合がある。従って、本発明の別の態様では、紫外線(以降「UV」光)又は電子線(以降「EB」)に暴露することによって硬化する接着剤が提供される。
【0021】
本発明のさらに別の態様では、ポリマー被覆はePTFEを含む。
【0022】
別の態様では、複合体の厚さはラケットストリングの直径の約5%未満である。好ましくは、複合体の厚さはラケットストリングの直径の約3%未満である。最も好ましくは、複合体の厚さはラケットストリングの直径の約1%未満である。
【0023】
さらに別の態様では、ストリングはモノフィラメント構造をとる。好ましくは、ストリングはマルチフィラメント構造をとる。この態様では、実質的に同じ直径のフィラメントが好ましい。
【0024】
他の態様では、本発明のラケットストリングに、ナイロン、PEEK又はガットから構成されたベースストリングが含まれる。
【0025】
さらに別の態様では、本発明は、少なくとも1種のフィラー材料を含む接着剤を提供する。この態様では、フィラー材料を、セラミックス、金属、金属被覆フィラー、金属化フィラー、無機酸化物、炭素、顔料、滑剤及びポリマーからなる群から選択してもよい。
【0026】
別の態様では、接着剤にはウレタンアクリレート又はカチオン性エポキシが含まれる。
【0027】
本発明のさらに別の態様では、被覆はベースストリングの周りにらせん状に巻かれている。
【0028】
他の態様では、本発明は、直径が約1.34mm未満、動弾性が約30kN/m未満、及び耐久性が少なくとも約2200のラケットストリングである。
【0029】
さらに別の態様では、本発明は、直径が約1.25mm未満、動弾性が約30kN/m未満、並びに耐久性が少なくとも約500及び少なくとも約1000のラケットストリングである。
【0030】
さらに別の態様では、本発明は、直径が約1.20mm未満、動弾性が約30kN/m未満、並びに耐久性が少なくとも約500及び少なくとも約800のラケットストリングである。
【発明を実施するための最良の形態】
【0031】
本発明は概して、改良されたラケットストリングに関する。
【0032】
本発明は、ストリングの競技適性を減殺せずにストリングの耐久性の問題を解決する。これは、ストリングの少なくとも一部をポリマー被覆で巻く(あるいは被覆する)ことによって実現される。この被覆は、ボールの衝突及びストリングの動きが引き起こす摩耗に耐えるのに十分な耐久性を有していなければならない。
【0033】
ポリマー被覆は少なくともいくらかの気孔を有している。本明細書で使用する「気孔」とは、空隙又はすき間を有する材料の特性又は状態を指す。接着剤をポリマー被覆の1つ以上の表面に適用して、被覆に接着剤を含浸してもよい。少なくともいくらかの気孔を含むポリマー被覆を利用することにより、少なくともいくらかの気孔が接着剤で満たされる。
【0034】
この新規構造体は、耐久性接着剤の硬さを低摩擦係数ポリマーの潤滑性と組み合わせた独特のものである。ポリマーストリング被覆単独では十分な耐摩耗性が提供されない場合があるが、ポリマー被覆の少なくともいくらかの気孔を接着剤で満たすことによって、競技適性を維持しつつ耐摩耗性を非常に改善できることが、本発明者らにより見出された。このようにすると、多孔質ポリマーによって、耐摩耗性の高い接着剤を支持する潤滑性マトリクスが提供される。耐摩耗性接着剤はこのマトリクス内部に閉じこめられて、接着剤が硬いにも拘わらず可撓性ストリングから剥落しない。その上、潤滑性ポリマー膜はストリング間の摩擦を低減する。ストリングの交差部分で摩擦が低減するため、エネルギーの返りを改良することによって競技適性がさらに改善され、ノッチを防止することによってストリング破断がさらに低減されうる。
【0035】
本発明の態様では、適した低温接着剤をポリマー被覆の少なくとも1つの表面に適用でき、その低温接着剤がストリングと被覆材料との間に耐久性接着を形成してもよい。
【0036】
本発明の多孔質ポリマー被覆は、耐摩滅性表面を提供することによって耐久性を改善するが、ストリングの伸長又は動きを制限するといった問題は回避する。その上、被覆の気孔の少なくともいくらか又は実質的に全てを接着剤で満たすことによって、ストリングの耐久性がさらに改善される。
【0037】
使用中のかなりの摩滅及び摩耗に耐えるように、多孔質ポリマーを変更可能であることが見出されている。耐摩滅摩耗性は、例えば、使用する接着剤、ある種のフィラー材料の添加に加えて、接着剤で満たす気孔の量を慎重に選択して改良できる。従って、接着剤の種類、使用する接着剤の量及びフィラー材料(使用する場合)を慎重に選択して、ノッチを防止するために、耐久性及び耐摩耗性が非常に高い被覆を作製できる。
【0038】
また本発明はストリング汚れの問題も解決する。テニスのような用途において、グラス及びクレイコートでは特にストリングが汚れに暴露される場合がある。ポリマー被覆は、早すぎる摩滅の一因となる研磨性の汚れ、例えばボールの衝突によってコート表面からストリングに移動する土及びシリカからコアを保護する。
【0039】
本発明の多孔質ポリマー被覆での使用に適した材料として、以下のフルオロポリマーが挙げられるが、これらに限られない:ポリテトラフルオロエチレン(PTFE)、特に多孔質延伸PTFE(ePTFE);フッ素化エチレンプロピレン(FEP);超高分子量ポリエチレンを含むポリエチレン;パーフルオロアルコキシ樹脂(PFA);ポリウレタン;ポリプロピレン;ポリエステル;ポリイミド;及びポリアミド。
【0040】
本発明には任意の多孔質ポリマー被覆材料を使用することが含まれるが、特に好ましいのは多孔質フルオロポリマーフィルムであって、PTFE及びePTFEがさらにより好ましい。多孔質ポリマー被覆の気孔は、接着剤で部分的に満たされていてもよく、あるいは実質的に満たされていてもよい。例えば、比較的少量の接着剤をフィルムの気孔の選択した部分に供給する一方で、フィルムの大半の気孔を満たさないままにしてもよい。本発明のある態様では、接着剤が被覆の気孔全体に被覆の片面から他面へと均一に分布する一方で、少なくともいくらかの気孔が満たされないままであってもよい。さらに、本発明の別の態様では、フィルムの実質的に全ての気孔を接着剤で満たしてもよく、その結果おそらく良好な耐摩耗性及び接着力が得られる。
【0041】
図について説明すると、図1には、メインストリング(20)及びクロスストリング(22)を有するテニスラケットが示されている。図2には、少なくともいくらかの気孔2が接着剤3で満たされている、多孔質被覆材料1が図示されている。図3には、実質的に全ての気孔2が接着剤3で満たされている、多孔質被覆が図示されている。図4には、少なくともいくらかの気孔2が接着剤3で満たされ、フィルムの1つの表面に追加して接着剤の表面層4が付与されている、本発明の態様が図示されている。図5には、実質的に全ての気孔2が接着剤3で満たされ、フィルムの1つの表面に追加して接着剤の表面層4が付与されている、本発明の態様が図示されている。図6には、実質的に全ての気孔2が接着剤3で満たされ、被覆の両方の表面に接着剤の表面層4及び5が付与されている、本発明の態様が図示されている。図7には、いくらかの気孔2が接着剤3で満たされ、フィルムの両方の表面に接着剤の表面層が付与されている実施態様が図示されている。任意量の気孔を有する被覆を使用できるが、接着剤で満たす前の被覆のバルク密度が約0.7g/ccであることが好ましい。
【0042】
好ましい被覆材料は多孔質フルオロポリマー材料、例えば一軸延伸PTFEである。この材料は、ベースストリングの競技適性に影響することなく並外れた耐久性を示す。多孔質延伸PTFE、例えば、米国特許第3953566号、第3962153号、第4096227号及び第4187390号に従って作られるものは、ポリマーノード及び相互連結フィブリルからなる多孔質網目構造を含む。これらの種類の材料は、W.L. Gore & Associates, Inc., Newark, DEから、様々な形状で市販されている。
【0043】
延伸PTFEは、PTFEを加熱し、上に列記した特許に記載されたように、少なくとも一方向に引っ張ることにより速やかに延伸して形成される。得られた延伸PTFE材料は多くの優れた特性を実現し、その特性として、延伸方向における優れた強度、並びに非常に高い可撓性、及び追随性(conformability)が挙げられる。ePTFEの長手方向及び横方向の両方における強度特性は、延伸処理において、あるいは所望の効果又は特性を得るために本技術分野で知られている他の手段によって、変化させることができる。
【0044】
本明細書で使用する「延伸PTFE」とは、ノード及びフィブリルの構造体を有する任意のPTFE材料を含むことを意図しており、ポリマー材料の比較的大きいノードから延在するフィブリルを有する僅かに延伸した構造体から、小さいノードによって相互連結された非常に長いフィブリルを有する極度に延伸した構造体までの範囲が含まれる。構造体のフィブリル的な特徴は顕微鏡によって確認される。一部の構造体のノードは容易に確認できるが、多くの極度に延伸した構造体は、非常に小さいノードを伴ったフィブリルからほぼ例外なく構成されている。
【0045】
多孔質ポリマー被覆材料を使用する場合、多孔質ポリマー被覆の気孔の少なくともいくらか又は実質的に全てを接着剤で満たしてもよい。さらに、接着剤は、被覆の片面又は両面に、連続又は不連続の被膜として付与してもよい。本明細書で使用する「不連続」とは、接着剤が下地被覆の表面を完全に覆っていないことを意味する。「連続」とは、接着剤被膜を通って延在する穴又はすき間がない(すなわち、下地被覆の表面を完全に覆っている)ことを意味する。使用する接着剤の正確な量は数多くの変数に左右される。例えば、より多くの接着剤を追加すると、耐久性及び耐摩耗性がさらに改良される場合があるが、ストリング質量も増大する場合があって、競技適性に影響することがある。より少量の接着剤を付与すると、耐久性は低くなって耐摩耗性が低下する場合がある。しかしながら、より少量の接着剤は競技適性を維持する傾向がある。被覆を接着剤で含浸する、あるいは接着剤で満たす場合、接着剤の質量パーセントはePTFEに対して45%であるのが好ましい。
【0046】
様々な種類の下地ストリング材料との最も高い適合性を提供するために、感圧接着剤、放射線硬化性接着剤などの使用によるような、室温又は室温近辺で適用可能で、必要であれば硬化可能である低温接着剤を提供することが望まれる場合がある。
【0047】
低温接着剤には、約300℃未満の温度で処理したときに、硬化するか耐久性接着を形成する任意の接着剤が含まれる。適した低温接着剤には、任意の適当な熱硬化樹脂が含まれる。例えば、適した熱硬化樹脂として、エポキシ類(エポキシアクリレートを含む)、ポリウレタン類、フェノール樹脂及び他の熱硬化樹脂が挙げられる。適した熱可塑性樹脂として、例えば、ポリエチレン、ポリプロピレン、ポリスチレン、ポリ塩化ビニル、ポリウレタン類、並びにフルオロポリマー類、例えばTHV(テトラフルオロエチレン、ヘキサフルオロプロピレン及びフッ化ビニリデン)、HTE(ヘキサフルオロプロピレン、テトラフルオロエチレン及びエチレン)、EFEP(エチレンテトラフルオロエチレン系コポリマー)、ETFE(エチレンテトラフルオロエチレン)及びPVDF(フッ化ポリビニリデン)、並びにこれらのブレンドが挙げられる。約300℃未満の温度で処理可能であることを条件として、他の熱可塑性樹脂もまた有用である。
【0048】
接着剤を加熱したときに硬化可能であるか耐久性接着を形成可能である、熱的に活性化される接着剤、例えばTHV 220(Dyneon,LLCから入手可能なテトラフルオロエチレン、ヘキサフルオロプロピレン及びフッ化ビニリデン)、及び化学反応によって硬化させることが可能な接着剤、例えば公知の水分硬化接着剤(例えばポリウレタンプレポリマーなど)、又は他の化学的に活性化される接着剤も使用可能である。
【0049】
好ましい実施態様では、低温接着剤にはUV硬化性接着剤が含まれる。本明細書で使用するUV硬化性とは、UV光で反応して硬化するか耐久性接着を形成する材料として定義される。UV光は、適当なスペクトル強度、スペクトル線量及び波長を有するランプによって提供される。当業者にとって当然であるが、適切なスペクトル線量が適用されることを条件として、UV光を用いた硬化を様々な速度で行うことができ、硬化するサンプルとUVランプとの距離を様々にできる。本発明の態様のUV硬化性材料は、可視光にも感度を有していてよいが、好ましい条件ではUVスペクトル(100〜400nm)のみに存在する。この波長域では、下地コア材料はストリングの処理中に損傷しない。適したUV硬化性接着剤として、エポキシ、エポキシアクリレート、ウレタンアクリレート、シリコーンアクリレート、ポリエーテルアクリレート、ポリエステルアクリレート、ポリブタジエンアクリレート、及びアクリル化したフルオロポリマーが挙げられるが、これらに限られない。これらの接着剤の詳細な例として、アクリル化した脂肪族オリゴマー、アクリル化した芳香族オリゴマー、アクリル化したエポキシモノマー、アクリル化したエポキシオリゴマー、脂肪族エポキシアクリレート、脂肪族ウレタンアクリレート、脂肪族ウレタンメタクリレート、アリルメタクリレート、アミン変性オリゴエーテルアクリレート、アミン変性ポリエーテルアクリレート、芳香族酸アクリレート、芳香族エポキシアクリレート、芳香族ウレタンメタクリレート、ブチレングリコールアクリレート、ステアリルアクリレート、脂肪族環状エポキシ、シクロヘキシルメタクリレート、エチレングリコールジメタクリレート、エポキシメタクリレート、エポキシ大豆アクリレート、グリシジルメタクリレート、ヘキサンジオールジメタクリレート、イソデシルアクリレート、イソオクチルアクリレート、オリゴエーテルアクリレート、ポリブタジエンジアクリレート、ポリエステルアクリレートモノマー、ポリエステルアクリレートオリゴマー、ポリエチレングリコールジメタクリレート、ステアリルメタクリレート、トリエチレングリコールジアセテート、及びビニルエーテルが挙げられる。好ましいUV硬化性接着剤には、例えばウレタンアクリレート及びカチオン性エポキシが含まれる。
【0050】
多孔質ポリマー被覆の気孔への接着剤の付与を補助するために、溶媒を利用するのが望ましい場合がある。溶媒物質と接着剤との比率は様々であってよく、また当業者であれば容易に決定可能である。好ましい溶媒物質もまた当業者にとって明らかであり、例えばアルコール、ケトンなどが含まれる。好ましい溶媒はイソプロピルアルコール(IPA)である。溶媒物質を利用する場合、多孔質ポリマー被覆の気孔の少なくともいくらかに接着剤を付与したら、必要に応じて溶媒物質を容易に除去又は追い出すことができる。
【0051】
本発明の別の態様では、低温接着剤を適当なフィラー材料と合わせる(例えば混合、ブレンドなど)ことができる。適したフィラー材料として、セラミックス、金属、無機酸化物、金属被覆材料、金属化材料、炭素、顔料、及びポリマーが挙げられ、これらは任意の適当な形状(例えば微粒子、繊維など)で提供できるが、これらに限られない。好ましくは、フィラーはナノ粒子の大きさである。フィラー材料によって、被覆したストリングのある種の特性を変化させる(例えば、耐摩耗性を改善する、あるいは色を付与する、など)ことが望ましい場合がある。多孔質被覆の気孔を、接着剤/フィラー材料の組み合わせで少なくとも部分的に満たす場合、溶媒を使用することが特に有用な場合がある。
【0052】
接着剤は、本技術分野で公知の様々な方法によって被覆に適用できる。多孔質ポリマー被覆について適した接着剤適用手段として、例えば、コーティング技術(例えばディップコーティング又はスプレーコーティング)、溶媒吸収(solvent imbibing)、真空補助コーティング(vacuum assisted coating)、圧力補助コーティング(pressure assisted coating)、ニップコーティング、及び多孔質ポリマー被覆の少なくともいくらかの気孔を接着剤が満たすことになる他の適当な手段が挙げられる。
【0053】
上述したように、好ましい多孔質ポリマー被覆は延伸PTFEである。延伸PTFEの少なくとも一部の気孔が低温接着剤で満たされる。本発明のある態様では、延伸PTFEフィルムの実質的に全ての気孔が低温接着剤で満たされる。さらに、延伸PTFEの1つ又はそれ以上の表面に、被覆をベースストリングに接着する目的で、比較的薄い低温接着剤の表面層を付与してもよい。そのような接着剤の表面層は、連続であっても不連続であってもよい。好ましい実施態様では、接着剤の表面層は連続層である。好ましくは、フィルムを接着剤/溶媒の溶液で含浸して、接着剤をフィルムの気孔内へ良好に浸透させる。最初に接着剤/溶媒の溶液を調製し、次にその溶液を延伸PTFEなどの多孔質フィルムと合わせることによって含浸が行われる。アルコール及びケトンのような溶媒は接着剤を溶解する能力があり、そのため、接着剤を多孔質フィルムの気孔に浸透させて気孔を塞ぐことができる。適当な溶媒に溶解可能な数多くの適した接着剤が存在する(例えば、ウレタン、エポキシなど)。本発明のある態様では、接着剤はUV硬化性ウレタンアクリレートである。この接着剤は、他の機構、例えば加熱及び化学反応によっても硬化する。
【0054】
延伸PTFEフィルム(又は他のポリマー被覆材料)に供給する接着剤の質量は、溶媒/接着剤の溶液における溶媒と接着剤との比率によって、またその溶液を適用する速度によって制御できる。接着剤/溶媒の溶液がフィルム表面に接触した後に、塗り広げる機構を使用して、その溶液を分布させることができる。フィルムが接着剤/溶媒の溶液を受け入れると、あるいはフィルムが含浸されると、フィルムの機械的特性が変化する可能性があり、フィルムが収縮する傾向を有する場合がある。フィルムを安定化するため、この工程後に適当なライナーをフィルムに付与してもよい。適したライナー材料の例はポリエステル剥離フィルムである。他の適したライナー材料がシリコーンコート紙であってもよい。いずれにしても、ライナー及びフィルムの両方を互いに接触させて、強制空気オーブンに置くことができる。空気流に向かって非ライナー側を配向させたフィルムの平坦面全体に、加熱した空気を吹き付けることができる。こうすると溶媒が追い出されて接着剤がフィルムの気孔内部に残る。フィルムをストリングに適用する前に、フィルムをライナーから取り除くことができる。
【0055】
低温接着剤をポリマー被覆の少なくとも1つの表面に付与し、かつ低温接着剤で被覆の気孔を少なくとも部分的に満たす、あるいは低温接着剤をその気孔に供給し、さらに溶媒を使用している場合は溶媒を追い出した後、被覆をストリングと接触させて、低温接着剤を硬化することができる。
【0056】
本発明の被覆を、本発明の利点を維持しながら様々な方法で適用してもよい。被覆を(「たばこを巻く」ように)長手方向に巻いてもよく、あるいはストリングを囲む、連続した継ぎ目のないチューブとしてもよい。ストリングは被覆材料でらせん状に巻かれるのが好ましい。この実施態様では、連続した被覆を形成するために端部が重なっているか、あるいは端部の重なっていない、ポリマー層を巻き付けた形状の被覆をストリングに付与してもよい。必要に応じて、ポリマー層を加熱して重なっている端部を熱的に接着してもよい。被覆は、その被覆の外側に向かう表面上に接着剤被膜を含んでも含まなくてもよい。接着剤被膜は、その巻いた物をベースストリングに接着するように機能し、摩滅及び汚れから被覆を遮る追加の保護層となる場合もある。
【0057】
特に好ましいベースストリング材料にはガット又はナイロン材料が含まれるが、他の合成材料又はアラミド繊維を含むコアも、本発明に従い作製及び適用した被覆を使用することによって利益が得られる場合がある。しかしながら、この被覆は、競技適性の高いストリング、例えばナイロン又はガットストリングと組み合わせて使用した場合に、特に魅力的である。ガット及びナイロンは典型的なストリング用材料であるが、本発明のストリングに好ましい他の材料はPEEKである。PEEKストリングはナイロンより良好な耐久性を提供し、許容できる競技適性を示す場合がある。
【0058】
ベースストリングの種類に関係なく、ストリングに被覆を付与した後に、接着剤を硬化して本発明の被覆したストリングが得られる。
【0059】
使用する特定の硬化機構、例えば熱、UV/EB照射及び化学反応は、使用する接着剤の種類による。好ましい接着剤の1つはウレタンアクリレートであり、加熱及び/又はUV照射によって硬化可能である。比較的低温で適用されることから、ガット又は合成ストリングにおいてこの接着剤を硬化するために好ましい機構はUV照射である。
【0060】
上述したように、ガット又は合成の構成材料を用いたストリングの性能は、長時間の高温処理によって中に含まれる材料の特性が損なわれて劣化しうる。劣化した性能は、耐久性の低下又は動弾性の増大として観察できる。従って、ストリング性能が変化しない温度でストリングを処理することが望ましい。このように、本発明のある態様では、好ましい低温接着剤には約150℃以下の温度で接着又は硬化可能である接着剤が含まれ、本発明の別の態様では、その温度は約120℃以下である。より好ましくは、低温接着剤には、約100、75、50、25℃未満で硬化するか耐久性接着を形成する、任意の接着剤が含まれる。
【0061】
接着剤をUV/EB照射で硬化するために、被覆したストリングを引っ張って配置し、被覆したストリングを真っ直ぐに保ってもよい。UV硬化処理について重要なパラメータは、W/cm2で測定されるUV光のスペクトル強度、及びJ/cm2で測定されるUV光のスペクトル線量である。好ましい光強度、波長及び線量は、光開始剤の選択及び接着剤ブレンドの組成に左右され、当業者によって容易に決定される。UVオーブンを出た時点で、ストリングの表面は、接着剤が硬化したことを示すタックフリーである必要がある。
【0062】
本発明のある態様では、長手方向及び横方向に引き伸ばされ、接着剤が含浸された、単層の延伸PTFEがベースストリングに付与される。これは、ストリングの端部から測定したピッチ角度でストリングをらせん状に巻くことによって行われる。この構造は、ベースストリングの競技適性を維持しながら、優れた強度及び耐久性を提供するものと考えられる。
【0063】
本発明の範囲を限定することを意図せずに、以下の例で本発明物をどのように作製及び使用できるかを説明する。
【実施例】
【0064】
例1:本発明のストリングの例を、Prince Mfg. Co.から入手した、直径1.19mmのマルチフィラメントナイロンストリングに、UV硬化性接着剤を含浸したポリマーフィルムをらせん状に巻き付けて調製した。ストリングは次のように作製した。
【0065】
厚さ約0.015mmの延伸PTFEフィルムを、W.L. Gore and Associates, Inc., Newark, DEから入手した。延伸PTFEフィルムのバルク密度は0.7g/ccであって、マトリクス引張強度が長手方向で約41000psi、バブルポイントが68psiという特徴をさらに有していた。
【0066】
延伸PTFEフィルムを含浸するために、接着剤30質量%溶液をイソプロピルアルコール中で調製した。接着剤組成は、エトキシル化トリメチロールプロパントリアクリレートをブレンドした脂肪族ポリエステル系ウレタンジアクリレートオリゴマー(CN963E75として、Sartomer Company, Exton, PAから入手可能)60質量%、トリアクリレート酸エステル(CD9052として、Sartomer Companyから入手可能)32質量%、及びGenocure DMHA(Rahn USA Corp., Aurora, INから入手可能)8質量%であった。この溶媒−接着剤の溶液を延伸PTFEフィルム全体に塗布して均一に塗り広げた。ポリエステル剥離フィルムグレード UV5010をライナーとして使用し、溶媒−接着剤の溶液が延伸PTFEフィルムに浸透した時点でフィルムと合わせた。ライナー及び含浸したフィルムの両方とも、オーブン(設定約120℃)を通して送られて、溶媒を追い出した。フィルムをオーブンから取り出して、フィルムの両方の表面が同時に接着剤で実質的に完全に含浸された構造体と、ライナー側に存在する接着剤の薄い表面被膜とを回収した。この薄い表面被膜は、延伸PTFE表面を実質的に被覆していた。
【0067】
幅3.56mmの含浸したフィルムを、接触するフィルム層の間にすき間をほとんどあるいは全く残さずに、ピッチ角度32度で、らせん状に重ならないようにしてベースストリングの周りに巻いた。得られた構造体は、単層の含浸したフィルムがストリングの全長を被覆しているストリングであった。
【0068】
被覆したストリングを、Fusion UV Systems, Inc., Gaithersburg, MDの提供する、300ワット F300S 無電極UVランプシステムに通した。UVランプは、H−バルブ及び360度反射のワイヤ/ケーブル用途向けのF6ライトシールドを備えていた。接着剤を硬化するためのUV線量は、20ft/分に設定されたライン速度によって制御した。ストリングを挿入する前に、UVオーブンを窒素でパージしてオーブンから酸素を除いた。
【0069】
各ストリングがUVランプシステムから出た時点で、表面はタックフリーであることが観察され、含浸した接着剤が硬化していたことを示した。さらに注記すべきは、被覆がストリングに追随していたことである。被覆したストリングの直径は1.24mmであった。
【0070】
ストリングをラケットに取り付けたところ、優れた競技適性を有している(すなわち、動弾性を測定した場合に、同程度の直径のマルチフィラメントナイロンストリングと少なくとも同じ競技適性である)ことが分かった。競技中、ストリングはより滑らかに感じられ、被覆していないストリングほど頻繁に位置を直す必要がなかった。
【0071】
さらに耐久性も非常に改善された。競技試験中、ストリングの接触点でのノッチ発生が著しく少ないことをこのストリングは示した。被覆したストリングを耐久試験機でも試験し、その耐久性を以下の表1に報告する。本発明のストリングは、動弾性の増大を伴わずに、同程度の直径のナイロンストリングよりも非常に耐久性が改善されていることを示す。
【0072】
例2:第2の、若干細いストリングの例を、本発明に従って、Prince Mfg. Co.から入手した、直径1.13mmのマルチフィラメントナイロンストリングに、UV硬化性接着剤を含浸したポリマーフィルムをらせん状に巻き付けて作製した。ベースストリングに例1で使用した低温接着剤を含浸した同じePTFEフィルムを巻き付けることによる、例1に上述した方法に従ってストリングを作製した。
【0073】
最終ストリングの直径は1.18mmであった。表1に示すように、本発明のストリングは、同程度の直径のナイロンストリングと比べてかなり良好な耐久性と、同等の動弾性を示す。
【0074】
試験方法
【0075】
耐久性:耐久性試験装置を図10に図示する。テニスボールが模擬的なラケットフレーム17と4秒毎に1球の割合で接触するように、テニスボールを2つのボールマシン15、15’から60マイル/時で交互に発射した。レーザー速度記録装置を用いて、各ボールマシンでボール速度を測定した。模擬的なラケットストリングベッド30を8−3/4インチ×11−1/2インチの長方形アルミニウムフレームに構成した。ストリングベッドは、16本のメインストリング32と18本のクロスストリング34のパターンで張った。Delrin(登録商標)グロメット(不図示)を用いてフレームでのストリングの摩滅を軽減した。フレームは張力58ポンドで張った。ボールマシンの発射口36を、ストリングベッドの中心から両方とも25インチになるように、フレームを地面に対して垂直に配置した。ボールは飛行経路38に沿って移動し、水平角60度、仰角15度でストリングベッドと接触した。これはトップスピン作用を模擬することを意図した。
【0076】
試験は周囲温度20℃で行った。10個の新しいTretorn Micro X 90 ボールをボールマシンに充填した。各ボールマシンが、ストリングベッドに向けてボールを交互に発射するたびに、メインストリングはクロスストリングに対して前後に移動した。衝突後、ボールは連続的にボールマシンへ戻した。ストリングが破断するまでボールを連続的に両方のマシンから発射した。耐久性をストリングが破断した時点での衝突数として測定及び記録した。
【0077】
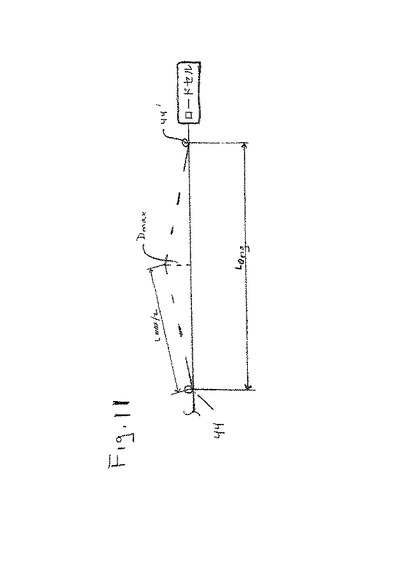
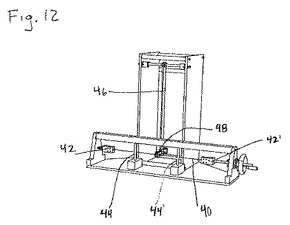
動弾性:ストリングの動弾性を試験するための装置を図12に図示し、図11には概念図を示す。ストリングサンプル40を340mm(12.6インチ)離れた金属クランプ42、42’に水平に保持した。2本の金属棒44、44’を、クランプの間に配置してストリングに丁度接触させて、ストリングを支持した。棒の中心線の間隔は300mmであった。ストリングは28kgで張力を掛けた。試験を周囲温度20℃で行った。
【0078】
振り子46をストリングへと揺らして、支持棒の間の距離の中心点でストリングと接触させた。振り子は、ストリングと接触する、0.8インチ(20.3mm)平頭ハンマー面48を備えていた。振り子の質量は720gで、共通重心は回転点から450mmである。衝突時の角速度は5.35ラジアン/秒であって、ハンマー速度は3.18m/秒となる。
【0079】
ハンマー面がストリングに当たる時のストリングの中心点での最大たわみ量を、レーザー測定装置を用いて測定した。ストリングの最大張力の増大も、ストリングの一端に取り付けたロードセルを用いて監視した。最大たわみ量(DMax)及び間隔(LOrig)から、式:ΔL=LMax−LOrig(式中、LOrigは元のストリング長、LMaxは最大ストリング長)に従って、長さ方向の合計伸び量(ΔL)を計算した。最大ストリング長は、式:
【数1】
(式中、DMaxは最大たわみ量)
により決定する。動弾性kは、ロードセルで測定したストリング張力の最大変化量(ΔT)を衝突時の長さ方向の合計伸び量(ΔL)で割って計算できる。動弾性の単位はkN/mである。
【0080】
バブルポイント:バブルポイント試験により最大気孔径が推定できる。表面自由エネルギーが引き伸ばした多孔質PTFEの表面自由エネルギーより低い液体は、圧力差を与えて構造体から押し出すことができる。この除去は最も大きい経路から最初に生じる。その後、大きな空気流が発生可能な経路が作られる。この空気流は、サンプルの上面で液体層を通る小さい泡の定常的な流れとして現れる。最初の大きな空気流が発生する圧力をバブルポイントと呼び、試験流体の表面張力と最も大きい開口部の大きさとに依存する。
【0081】
バブルポイントは、ASTM F316−86の手順を指針にして測定される。イソプロパノールを濡れ流体として使用して、試験サンプルの気孔を満たした。試験サンプルをフィルター保持具(Millipore Corporation, Billerica, Massachusettsから入手可能)に配置し、支持スクリーン及びホルダーに取り付けられている固定リングを用いて覆う。次に、保持具の上部をイソプロパノールで満たし、調節制御バルブを備えた空気供給源に保持具を取り付ける。保持具を光源付きの拡大レンズの下に配置し、連続的な泡の流れがイソプロパノールで覆われた支持スクリーンを通って来るのが見えるまで、空気圧を増加する。
【0082】
バブルポイントは、試験サンプルの最も大きい気孔からイソプロパノールを置換して、多孔質媒体を覆うイソプロパノール層を通って上がってくることにより検出可能な、最初の連続的な泡の流れが作られるのに必要な空気圧である。
【0083】
最大引張強度:ePTFEフィルムを含むePTFE材料の引張強度は、ニューマチックコード(pneumatic cord)及びヤーングリップあご部を備えた、INSTRON引張試験装置を用いて測定する。あご部の距離を1インチ離し、クロスヘッド速度を10インチ/分として、この装置で幅0.25インチのサンプルを試験した。多孔質PTFEサンプルのマトリクス引張強度は、式:(2.2g/cc×引張強度)/試験材料の密度(式中、2.2g/ccを非孔質PTFEの密度とする)によって決定する。
【0084】
【表1】
【図面の簡単な説明】
【0085】
【図1】ラケットの斜視図である。
【図2】フィルムの少なくともいくらかの気孔が接着剤で満たされている、本発明の多孔質フィルムの概略図である。
【図3】フィルムの実質的に全ての気孔が接着剤で満たされている、本発明の多孔質フィルムの概略図である。
【図4】フィルムの少なくともいくらかの気孔が接着剤で満たされ、フィルムの1つの表面に比較的薄い接着層が付与されている、本発明の多孔質フィルムの概略図である。
【図5】フィルムの実質的に全ての気孔が接着剤で満たされ、フィルムの1つの表面に比較的薄い接着層が付与されている、本発明の多孔質フィルムの概略図である。
【図6】フィルムの実質的に全ての気孔が接着剤で満たされ、フィルムの両方の表面に比較的薄い接着層が付与されている、本発明の多孔質フィルムの概略図である。
【図7】フィルムの少なくともいくらかの気孔が接着剤で満たされているが、接着剤がフィルムの表面と一致していない、本発明の多孔質フィルムの概略図である。
【図8a】本発明のストリング構造体を示す。
【図8b】本発明のストリング構造体を示す。
【図9a】本発明のストリング構造体を示す。
【図9b】本発明のストリング構造体を示す。
【図10】ストリングの耐久性を測定するのに使用した装置の斜視図である。
【図11】ストリングの弾性率を測定するのに使用した装置の概念図である。
【図12】ストリングの弾性率を測定するのに使用した装置の斜視図である。
【特許請求の範囲】
【請求項1】
a)ストリング;及び
b)少なくともいくらかの気孔を有するポリマー膜と、該少なくともいくらかの気孔内部に配置された接着剤とを含んでなり、該ストリングの少なくとも一部を覆う、複合体
を含む、ラケットストリング。
【請求項2】
前記少なくともいくらかの気孔が、前記接着剤で満たされている、請求項1に記載のラケットストリング。
【請求項3】
前記ポリマー膜の少なくとも1つの表面に配置された接着層をさらに含む、請求項2に記載のラケットストリング。
【請求項4】
前記接着層が不連続である、請求項3に記載のラケットストリング。
【請求項5】
前記接着層が連続である、請求項3に記載のラケットストリング。
【請求項6】
前記接着剤が低温接着剤を含む、請求項1に記載のラケットストリング。
【請求項7】
前記低温接着剤がUV硬化している、請求項6に記載のラケットストリング。
【請求項8】
前記低温接着剤がさらに少なくとも1種のフィラー材料を含む、請求項6に記載のラケットストリング。
【請求項9】
前記少なくとも1種のフィラー材料が、セラミックス、金属、金属被覆フィラー、金属化フィラー、無機酸化物、炭素、顔料、滑剤、及びポリマーからなる群から選択される材料を少なくとも含む、請求項8に記載のラケットストリング。
【請求項10】
前記低温接着剤が、ウレタンアクリレート及びカチオン性エポキシからなる群から選択される材料を少なくとも含む、請求項6に記載のラケットストリング。
【請求項11】
前記複合体が、前記ストリングの少なくとも一部の周りにらせん状に巻かれている、請求項1に記載のラケットストリング。
【請求項12】
前記複合体が、前記ストリングの少なくとも一部の周りに長手方向に巻かれている、請求項1に記載のラケットストリング。
【請求項13】
前記ポリマー膜がフルオロポリマーを含む、請求項1に記載のラケットストリング。
【請求項14】
前記フルオロポリマーが延伸ポリテトラフルオロエチレンである、請求項13に記載のラケットストリング。
【請求項15】
前記複合体の厚さが、前記ストリングの直径の約5パーセント未満である、請求項1に記載のラケットストリング。
【請求項16】
前記複合体の厚さが、前記ストリングの直径の約3パーセント未満である、請求項1に記載のラケットストリング。
【請求項17】
前記複合体の厚さが、前記ストリングの直径の約1パーセント未満である、請求項1に記載のラケットストリング。
【請求項18】
前記ストリングが天然ガットを含む、請求項1に記載のラケットストリング。
【請求項19】
前記ストリングがモノフィラメントである、請求項1に記載のラケットストリング。
【請求項20】
前記ストリングが複数のフィラメントを含む、請求項1に記載のラケットストリング。
【請求項21】
前記フィラメントの直径が実質的に同じである、請求項20に記載のラケットストリング。
【請求項22】
直径が約1.34mm未満、動弾性が約30kN/m未満、及び耐久性が少なくとも約2200のラケットストリング。
【請求項23】
直径が約1.25mm未満、動弾性が約30kN/m未満、及び耐久性が少なくとも約500のラケットストリング。
【請求項24】
直径が約1.25mm未満、動弾性が約30kN/m未満、及び耐久性が少なくとも約1000のラケットストリング。
【請求項25】
直径が約1.20mm未満、動弾性が約30kN/m未満、及び耐久性が少なくとも約500のラケットストリング。
【請求項26】
直径が約1.20mm未満、動弾性が約30kN/m未満、及び耐久性が少なくとも約800のラケットストリング。
【請求項27】
前記ストリングが合成繊維を含む、請求項1に記載のラケットストリング。
【請求項28】
前記合成繊維がポリアミドを含む、請求項27に記載のラケットストリング。
【請求項29】
前記合成繊維がナイロンを含む、請求項28に記載のラケットストリング。
【請求項30】
前記合成繊維がポリエステルを含む、請求項27に記載のラケットストリング。
【請求項31】
前記合成繊維がPEEKを含む、請求項27に記載のラケットストリング。
【請求項32】
a)フレーム;
b)該フレーム内に配置されたストリング;及び
c)少なくともいくらかの気孔を有するポリマー膜と、該少なくともいくらかの気孔内部に配置された接着剤とを含んでなり、該ストリングの少なくとも一部を覆う、複合体
を含む、ラケット。
【請求項33】
前記少なくともいくらかの気孔が、前記接着剤で満たされている、請求項32に記載のラケット。
【請求項34】
前記ポリマー膜の少なくとも1つの表面に配置された接着層をさらに含む、請求項33に記載のラケット。
【請求項35】
前記接着層が不連続である、請求項34に記載のラケット。
【請求項36】
前記接着層が連続である、請求項34に記載のラケット。
【請求項37】
前記接着剤が低温硬化性接着剤を含む、請求項32に記載のラケット。
【請求項38】
前記低温接着剤がUV硬化している、請求項38に記載のラケット。
【請求項39】
前記低温接着剤がさらに少なくとも1種のフィラー材料を含む、請求項37に記載のラケット。
【請求項40】
前記少なくとも1種のフィラー材料が、セラミックス、金属、金属被覆フィラー、金属化フィラー、無機酸化物、炭素、顔料、滑剤、及びポリマーからなる群から選択される材料を少なくとも含む、請求項39に記載のラケット。
【請求項41】
前記低温接着剤が、ウレタンアクリレート及びカチオン性エポキシからなる群から選択される材料を少なくとも含む、請求項37に記載のラケット。
【請求項42】
前記複合体が、前記ストリングの少なくとも一部の周りにらせん状に巻かれている、請求項32に記載のラケット。
【請求項43】
前記複合体が、前記ストリングの少なくとも一部の周りに長手方向に巻かれている、請求項32に記載のラケット。
【請求項44】
前記ポリマー膜がフルオロポリマーを含む、請求項34に記載のラケット。
【請求項45】
前記フルオロポリマーが延伸ポリテトラフルオロエチレンである、請求項44に記載のラケット。
【請求項46】
前記複合体の厚さが、前記ストリングの直径の約5パーセント未満である、請求項32に記載のラケット。
【請求項47】
前記複合体の厚さが、前記ストリングの直径の約3パーセント未満である、請求項32に記載のラケット。
【請求項48】
前記複合体の厚さが、前記ストリングの直径の約1パーセント未満である、請求項32に記載のラケット。
【請求項49】
前記ストリングが天然ガットを含む、請求項32に記載のラケット。
【請求項50】
前記ストリングがモノフィラメントである、請求項32に記載のラケット。
【請求項51】
前記ストリングが複数のフィラメントを含む、請求項32に記載のラケット。
【請求項52】
前記フィラメントの直径が実質的に同じである、請求項49に記載のラケット。
【請求項53】
前記ストリングが合成繊維を含む、請求項32に記載のラケット。
【請求項54】
前記合成繊維がポリアミドを含む、請求項53に記載のラケット。
【請求項55】
前記合成繊維がナイロンを含む、請求項54に記載のラケット。
【請求項56】
前記合成繊維がポリエステルを含む、請求項53に記載のラケット。
【請求項57】
前記合成繊維がPEEKを含む、請求項53に記載のラケットストリング。
【請求項58】
フレーム及び該フレーム内部に配置されたストリングを含むラケットであって、該ストリングの直径が約1.34mm未満、動弾性が約30kN/m未満、及び耐久性が少なくとも約2200であることを特徴とする、ラケット。
【請求項59】
フレーム及び該フレーム内部に配置されたストリングを含むラケットであって、該ストリングの直径が約1.25mm未満、動弾性が約30kN/m未満、及び耐久性が少なくとも約500であることを特徴とする、ラケット。
【請求項60】
フレーム及び該フレーム内部に配置されたストリングを含むラケットであって、該ストリングの直径が約1.25mm未満、動弾性が約30kN/m未満、及び耐久性が少なくとも約1000であることを特徴とする、ラケット。
【請求項61】
フレーム及び該フレーム内部に配置されたストリングを含むラケットであって、該ストリングの直径が約1.20mm未満、動弾性が約30kN/m未満、及び耐久性が少なくとも約500であることを特徴とする、ラケット。
【請求項62】
フレーム及び該フレーム内部に配置されたストリングを含むラケットであって、該ストリングの直径が約1.20mm未満、動弾性が約30kN/m未満、及び耐久性が少なくとも約800であることを特徴とする、ラケット。
【請求項63】
a)コア;及び
b)少なくともいくらかの気孔を有するポリマー膜と、該少なくともいくらかの気孔のうち、少なくともいくらかの内部に配置された接着剤とを含んでなり、該コアの少なくとも一部を覆う、複合体
を含む、ラケットストリング。
【請求項64】
a)フレーム;
b)該フレーム内に配置されており、コアを含むストリング;及び
c)少なくともいくらかの気孔を有するポリマー膜と、該少なくともいくらかの気孔内部に配置された接着剤とを含んでなり、該コアの少なくとも一部を覆う、複合体
を含む、ラケット。
【請求項65】
a)ラケットストリングを用意する工程と;
b)少なくともいくらかの気孔を有するポリマー膜を用意する工程と;
c)該少なくともいくらかの気孔のうち、少なくともいくらかを接着剤で満たして複合体を形成する工程と;
d)該複合体で該ストリングの少なくとも一部を巻く工程と
を含む、ラケットストリングを被覆する方法。
【請求項66】
a)ストリング;及び
b)少なくともいくらかの気孔を有する延伸ポリテトラフルオロエチレン膜と、該少なくともいくらかの気孔を実質的に満たす接着剤と、該延伸ポリテトラフルオロエチレン膜の少なくとも1つの表面に配置されている連続した接着層とを含む複合体であって、該ストリングの少なくとも一部を覆う、複合体
を含む、ラケットストリング。
【請求項67】
a)ストリング;及び
b)少なくともいくらかの気孔を有する延伸ポリテトラフルオロエチレン膜と、該少なくともいくらかの気孔を実質的に満たす接着剤と、該延伸ポリテトラフルオロエチレン膜の少なくとも1つの表面に配置されている不連続の接着層とを含む複合体であって、該ストリングの少なくとも一部を覆う、複合体
を含む、ラケットストリング。
【請求項1】
a)ストリング;及び
b)少なくともいくらかの気孔を有するポリマー膜と、該少なくともいくらかの気孔内部に配置された接着剤とを含んでなり、該ストリングの少なくとも一部を覆う、複合体
を含む、ラケットストリング。
【請求項2】
前記少なくともいくらかの気孔が、前記接着剤で満たされている、請求項1に記載のラケットストリング。
【請求項3】
前記ポリマー膜の少なくとも1つの表面に配置された接着層をさらに含む、請求項2に記載のラケットストリング。
【請求項4】
前記接着層が不連続である、請求項3に記載のラケットストリング。
【請求項5】
前記接着層が連続である、請求項3に記載のラケットストリング。
【請求項6】
前記接着剤が低温接着剤を含む、請求項1に記載のラケットストリング。
【請求項7】
前記低温接着剤がUV硬化している、請求項6に記載のラケットストリング。
【請求項8】
前記低温接着剤がさらに少なくとも1種のフィラー材料を含む、請求項6に記載のラケットストリング。
【請求項9】
前記少なくとも1種のフィラー材料が、セラミックス、金属、金属被覆フィラー、金属化フィラー、無機酸化物、炭素、顔料、滑剤、及びポリマーからなる群から選択される材料を少なくとも含む、請求項8に記載のラケットストリング。
【請求項10】
前記低温接着剤が、ウレタンアクリレート及びカチオン性エポキシからなる群から選択される材料を少なくとも含む、請求項6に記載のラケットストリング。
【請求項11】
前記複合体が、前記ストリングの少なくとも一部の周りにらせん状に巻かれている、請求項1に記載のラケットストリング。
【請求項12】
前記複合体が、前記ストリングの少なくとも一部の周りに長手方向に巻かれている、請求項1に記載のラケットストリング。
【請求項13】
前記ポリマー膜がフルオロポリマーを含む、請求項1に記載のラケットストリング。
【請求項14】
前記フルオロポリマーが延伸ポリテトラフルオロエチレンである、請求項13に記載のラケットストリング。
【請求項15】
前記複合体の厚さが、前記ストリングの直径の約5パーセント未満である、請求項1に記載のラケットストリング。
【請求項16】
前記複合体の厚さが、前記ストリングの直径の約3パーセント未満である、請求項1に記載のラケットストリング。
【請求項17】
前記複合体の厚さが、前記ストリングの直径の約1パーセント未満である、請求項1に記載のラケットストリング。
【請求項18】
前記ストリングが天然ガットを含む、請求項1に記載のラケットストリング。
【請求項19】
前記ストリングがモノフィラメントである、請求項1に記載のラケットストリング。
【請求項20】
前記ストリングが複数のフィラメントを含む、請求項1に記載のラケットストリング。
【請求項21】
前記フィラメントの直径が実質的に同じである、請求項20に記載のラケットストリング。
【請求項22】
直径が約1.34mm未満、動弾性が約30kN/m未満、及び耐久性が少なくとも約2200のラケットストリング。
【請求項23】
直径が約1.25mm未満、動弾性が約30kN/m未満、及び耐久性が少なくとも約500のラケットストリング。
【請求項24】
直径が約1.25mm未満、動弾性が約30kN/m未満、及び耐久性が少なくとも約1000のラケットストリング。
【請求項25】
直径が約1.20mm未満、動弾性が約30kN/m未満、及び耐久性が少なくとも約500のラケットストリング。
【請求項26】
直径が約1.20mm未満、動弾性が約30kN/m未満、及び耐久性が少なくとも約800のラケットストリング。
【請求項27】
前記ストリングが合成繊維を含む、請求項1に記載のラケットストリング。
【請求項28】
前記合成繊維がポリアミドを含む、請求項27に記載のラケットストリング。
【請求項29】
前記合成繊維がナイロンを含む、請求項28に記載のラケットストリング。
【請求項30】
前記合成繊維がポリエステルを含む、請求項27に記載のラケットストリング。
【請求項31】
前記合成繊維がPEEKを含む、請求項27に記載のラケットストリング。
【請求項32】
a)フレーム;
b)該フレーム内に配置されたストリング;及び
c)少なくともいくらかの気孔を有するポリマー膜と、該少なくともいくらかの気孔内部に配置された接着剤とを含んでなり、該ストリングの少なくとも一部を覆う、複合体
を含む、ラケット。
【請求項33】
前記少なくともいくらかの気孔が、前記接着剤で満たされている、請求項32に記載のラケット。
【請求項34】
前記ポリマー膜の少なくとも1つの表面に配置された接着層をさらに含む、請求項33に記載のラケット。
【請求項35】
前記接着層が不連続である、請求項34に記載のラケット。
【請求項36】
前記接着層が連続である、請求項34に記載のラケット。
【請求項37】
前記接着剤が低温硬化性接着剤を含む、請求項32に記載のラケット。
【請求項38】
前記低温接着剤がUV硬化している、請求項38に記載のラケット。
【請求項39】
前記低温接着剤がさらに少なくとも1種のフィラー材料を含む、請求項37に記載のラケット。
【請求項40】
前記少なくとも1種のフィラー材料が、セラミックス、金属、金属被覆フィラー、金属化フィラー、無機酸化物、炭素、顔料、滑剤、及びポリマーからなる群から選択される材料を少なくとも含む、請求項39に記載のラケット。
【請求項41】
前記低温接着剤が、ウレタンアクリレート及びカチオン性エポキシからなる群から選択される材料を少なくとも含む、請求項37に記載のラケット。
【請求項42】
前記複合体が、前記ストリングの少なくとも一部の周りにらせん状に巻かれている、請求項32に記載のラケット。
【請求項43】
前記複合体が、前記ストリングの少なくとも一部の周りに長手方向に巻かれている、請求項32に記載のラケット。
【請求項44】
前記ポリマー膜がフルオロポリマーを含む、請求項34に記載のラケット。
【請求項45】
前記フルオロポリマーが延伸ポリテトラフルオロエチレンである、請求項44に記載のラケット。
【請求項46】
前記複合体の厚さが、前記ストリングの直径の約5パーセント未満である、請求項32に記載のラケット。
【請求項47】
前記複合体の厚さが、前記ストリングの直径の約3パーセント未満である、請求項32に記載のラケット。
【請求項48】
前記複合体の厚さが、前記ストリングの直径の約1パーセント未満である、請求項32に記載のラケット。
【請求項49】
前記ストリングが天然ガットを含む、請求項32に記載のラケット。
【請求項50】
前記ストリングがモノフィラメントである、請求項32に記載のラケット。
【請求項51】
前記ストリングが複数のフィラメントを含む、請求項32に記載のラケット。
【請求項52】
前記フィラメントの直径が実質的に同じである、請求項49に記載のラケット。
【請求項53】
前記ストリングが合成繊維を含む、請求項32に記載のラケット。
【請求項54】
前記合成繊維がポリアミドを含む、請求項53に記載のラケット。
【請求項55】
前記合成繊維がナイロンを含む、請求項54に記載のラケット。
【請求項56】
前記合成繊維がポリエステルを含む、請求項53に記載のラケット。
【請求項57】
前記合成繊維がPEEKを含む、請求項53に記載のラケットストリング。
【請求項58】
フレーム及び該フレーム内部に配置されたストリングを含むラケットであって、該ストリングの直径が約1.34mm未満、動弾性が約30kN/m未満、及び耐久性が少なくとも約2200であることを特徴とする、ラケット。
【請求項59】
フレーム及び該フレーム内部に配置されたストリングを含むラケットであって、該ストリングの直径が約1.25mm未満、動弾性が約30kN/m未満、及び耐久性が少なくとも約500であることを特徴とする、ラケット。
【請求項60】
フレーム及び該フレーム内部に配置されたストリングを含むラケットであって、該ストリングの直径が約1.25mm未満、動弾性が約30kN/m未満、及び耐久性が少なくとも約1000であることを特徴とする、ラケット。
【請求項61】
フレーム及び該フレーム内部に配置されたストリングを含むラケットであって、該ストリングの直径が約1.20mm未満、動弾性が約30kN/m未満、及び耐久性が少なくとも約500であることを特徴とする、ラケット。
【請求項62】
フレーム及び該フレーム内部に配置されたストリングを含むラケットであって、該ストリングの直径が約1.20mm未満、動弾性が約30kN/m未満、及び耐久性が少なくとも約800であることを特徴とする、ラケット。
【請求項63】
a)コア;及び
b)少なくともいくらかの気孔を有するポリマー膜と、該少なくともいくらかの気孔のうち、少なくともいくらかの内部に配置された接着剤とを含んでなり、該コアの少なくとも一部を覆う、複合体
を含む、ラケットストリング。
【請求項64】
a)フレーム;
b)該フレーム内に配置されており、コアを含むストリング;及び
c)少なくともいくらかの気孔を有するポリマー膜と、該少なくともいくらかの気孔内部に配置された接着剤とを含んでなり、該コアの少なくとも一部を覆う、複合体
を含む、ラケット。
【請求項65】
a)ラケットストリングを用意する工程と;
b)少なくともいくらかの気孔を有するポリマー膜を用意する工程と;
c)該少なくともいくらかの気孔のうち、少なくともいくらかを接着剤で満たして複合体を形成する工程と;
d)該複合体で該ストリングの少なくとも一部を巻く工程と
を含む、ラケットストリングを被覆する方法。
【請求項66】
a)ストリング;及び
b)少なくともいくらかの気孔を有する延伸ポリテトラフルオロエチレン膜と、該少なくともいくらかの気孔を実質的に満たす接着剤と、該延伸ポリテトラフルオロエチレン膜の少なくとも1つの表面に配置されている連続した接着層とを含む複合体であって、該ストリングの少なくとも一部を覆う、複合体
を含む、ラケットストリング。
【請求項67】
a)ストリング;及び
b)少なくともいくらかの気孔を有する延伸ポリテトラフルオロエチレン膜と、該少なくともいくらかの気孔を実質的に満たす接着剤と、該延伸ポリテトラフルオロエチレン膜の少なくとも1つの表面に配置されている不連続の接着層とを含む複合体であって、該ストリングの少なくとも一部を覆う、複合体
を含む、ラケットストリング。
【図1】

【図2】

【図3】

【図4】
【図5】

【図6】

【図7】
【図8a】
【図8b】
【図9a】
【図9b】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8a】
【図8b】
【図9a】
【図9b】
【図10】
【図11】
【図12】
【公表番号】特表2008−516731(P2008−516731A)
【公表日】平成20年5月22日(2008.5.22)
【国際特許分類】
【出願番号】特願2007−537949(P2007−537949)
【出願日】平成17年10月13日(2005.10.13)
【国際出願番号】PCT/US2005/037260
【国際公開番号】WO2006/044806
【国際公開日】平成18年4月27日(2006.4.27)
【出願人】(598123677)ゴア エンタープライズ ホールディングス,インコーポレイティド (279)
【Fターム(参考)】
【公表日】平成20年5月22日(2008.5.22)
【国際特許分類】
【出願日】平成17年10月13日(2005.10.13)
【国際出願番号】PCT/US2005/037260
【国際公開番号】WO2006/044806
【国際公開日】平成18年4月27日(2006.4.27)
【出願人】(598123677)ゴア エンタープライズ ホールディングス,インコーポレイティド (279)
【Fターム(参考)】
[ Back to top ]