
ラックアンドピニオン式ステアリング装置
【課題】必要な強度や剛性を確保しつつ、軽量化することができるステアリングギヤのハウジングを有するステアリング装置を提供する。
【解決手段】ハウジング10は、ラック軸を覆う中空円筒部30と、該中空円筒部30の軸方向一方側に設けられ、ピニオン軸を支持するピニオン挿入用の円柱状ボス11と、中空円筒部30の周囲に設けられ、車体フレームに取付可能な取付け部13,21と、を有する。そして、中空円筒部30は、炭素繊維からなる連続繊維強化樹脂Aによって構成され、円柱状ボス11及び取付け部13,21は、長繊維強化樹脂B,C,Dによって構成される。
【解決手段】ハウジング10は、ラック軸を覆う中空円筒部30と、該中空円筒部30の軸方向一方側に設けられ、ピニオン軸を支持するピニオン挿入用の円柱状ボス11と、中空円筒部30の周囲に設けられ、車体フレームに取付可能な取付け部13,21と、を有する。そして、中空円筒部30は、炭素繊維からなる連続繊維強化樹脂Aによって構成され、円柱状ボス11及び取付け部13,21は、長繊維強化樹脂B,C,Dによって構成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はラックアンドピニオン式ステアリング装置に関し、特に、車体フレームに固定されるハウジングに対して、ピニオン軸の回転でラック軸を往復移動するラックアンドピニオン式ステアリング装置に関する。
【背景技術】
【0002】
従来、ラックアンドピニオン式ステアリング装置では、ラック軸を覆うステアリングギヤのハウジングは、ラック軸の軸方向に長く形成され、操舵時に車輪から伝達される操舵反力を受けるため、剛性が大きなアルミニウム合金等の金属を鋳造して一体的に成形されている。
【0003】
しかし、ラック軸の軸方向に長い形状を有しているため、鋳造が難しく、材料費や加工費が高くなる問題があった。特許文献1や2に記載のステアリング装置では、アルミダイカスト成形されるステアリングギヤのハウジングの一部に樹脂を組み込み、騒音防止を図ったものが考案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−247609号公報
【特許文献2】特開2006−248464号広報
【0005】
ところで、ステアリングギヤのハウジングは、近年軽量化が求められており、従来のアルミニウム合金等の金属からなるものに対してさらなる改善が求められている。特許文献1及び2に記載のステアリング装置では、ハウジングの一部に樹脂が組み込まれることが開示されているが、軽量化について考慮したものではない。
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上述した事情に鑑みて為されたものであり、その目的は、必要な強度や剛性を確保しつつ、軽量化することができるステアリングギヤのハウジングを有するステアリング装置を提供することにある。
【課題を解決するための手段】
【0007】
上記課題は以下の手段によって解決される。
(1) ハウジングと、
外周の少なくとも一部にラック歯を有し、前記ハウジングに往復移動可能に支持されるラック軸と、
ステアリングシャフトの下端に取り付けられて、前記ハウジングに回転可能に支持され、前記ラック軸のラック歯に噛み合うピニオンを有するピニオン軸と、
を有し、前記ピニオン軸の回転で前記ラック軸を往復移動し、タイロッドを介して車輪を操舵するラックアンドピニオン式ステアリング装置であって、
前記ハウジングは、前記ラック軸を覆う中空円筒部と、該中空円筒部の軸方向一方側に設けられ、前記ピニオン軸を支持するピニオンハウジングと、前記中空円筒部の周囲に設けられ、車体フレームに取付可能な取付け部と、を有し、
少なくとも前記中空円筒部が、樹脂によって構成されることを特徴とするラックアンドピニオン式ステアリング装置。
(2) 前記中空円筒部は、炭素繊維からなる連続繊維強化樹脂によって構成されることを特徴とする(1)に記載のラックアンドピニオン式ステアリング装置。
(3) 前記ピニオンハウジング及び前記取付け部は、長繊維強化樹脂によって構成されることを特徴とする(1)または(2)に記載のラックアンドピニオン式ステアリング装置。
(4) 前記長繊維強化樹脂は、金属部材をインサートした状態で成形されることを特徴とする(1)から(3)のいずれかに記載のラックアンドピニオン式ステアリング装置。
【発明の効果】
【0008】
本発明のステアリング装置によれば、少なくともラック軸を覆う中空円筒部は、樹脂によって構成されるので、アルミダイカストからなるステアリングギヤのハウジングに比べて軽量化を図ることができる。
また、中空円筒部が、炭素繊維からなる連続繊維強化樹脂によって構成されることで、アルミダイカストに対して、強度、剛性に優れる。
さらに、ピニオン軸を支持するピニオンハウジング及び車体フレームに取付可能な取付け部は、長繊維強化樹脂によって構成されることで、射出成形が可能であり、容易に成形することができる。
また、中空円筒部を連続繊維強化樹脂によって、ピニオンハウジング及び取付け部を長繊維強化樹脂によってそれぞれ構成することで、アルミダイカストに比べて格段の軽量化を図ることができる。
【図面の簡単な説明】
【0009】
【図1】本発明のステアリング装置の全体斜視図である。
【図2】本発明のステアリング装置のハウジングを示す斜視図である。
【図3】図2のピニオン軸側のハウジングを一部破断して示す拡大斜視図である。
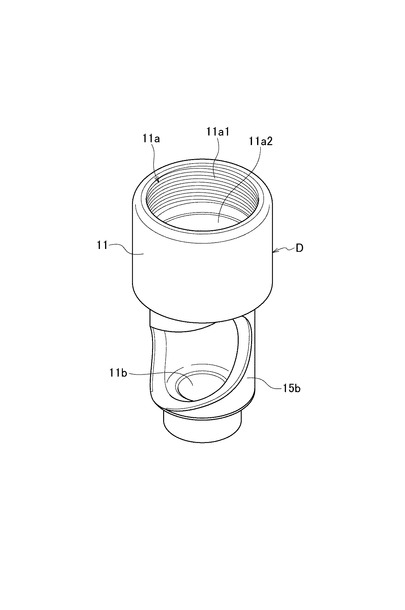
【図4】ピニオンハウジング部の斜視図である。
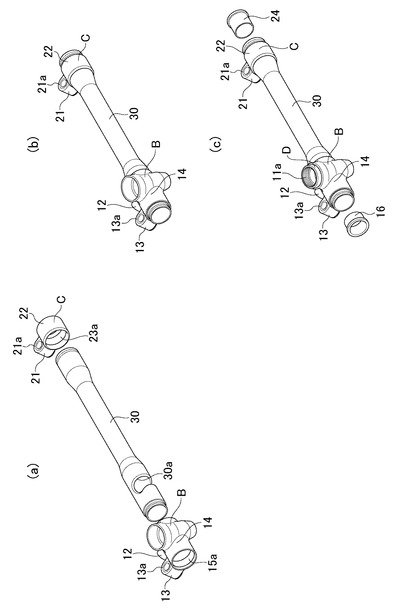
【図5】(a)〜(c)は、製造方法1におけるハウジングの製造過程を示す図である。
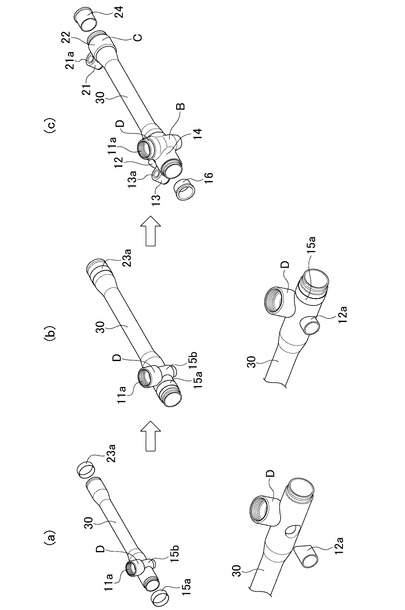
【図6】(a)〜(c)は、製造方法2におけるハウジングの製造過程を示す図である。
【発明を実施するための形態】
【0010】
以下、図面に基づいて本発明の一実施形態に係るコラムアシスト型ラックピニオン式パワーステアリング装置について説明する。
【0011】
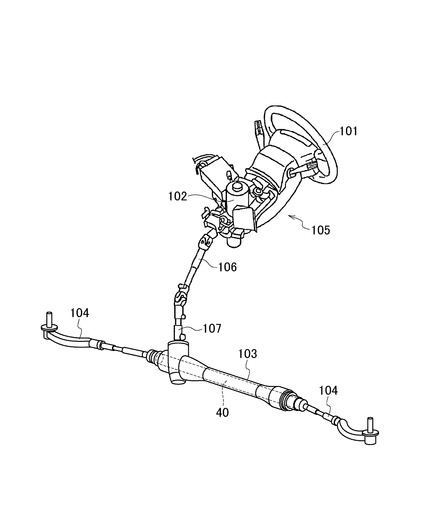
図1に示すように、本実施形態のコラムアシスト型ラックピニオン式パワーステアリング装置は、ステアリングホイール101の操作力を軽減するために、コラム105の中間部に取付けたモータ102の操舵補助力をステアリングシャフトに付与している。そして、ステアリングシャフトの回転を中間シャフト106に伝達し、ピニオン軸107を介してラックピニオン式のステアリングギヤ103のラック軸40を往復移動させ、タイロッド104を介して舵輪を操舵している。
【0012】
このステアリングギヤ103は、ハウジング10と、外周の少なくとも一部にラック歯を有し、ハウジング10に往復移動可能に支持されるラック軸40と、ステアリングシャフトの下端、具体的には、中間シャフト106の下端に取り付けられて、ハウジング10に回転可能に支持され、ラック軸40の図示しないラック歯に噛み合う図示しないピニオンを有するピニオン軸107と、を有する。
【0013】
ラック軸40の左右両端には、図1のタイロッド104、104が連結され、タイロッド104、104が図示しないナックルアームを介して車輪に接続されている。従って、運転者がステアリングホイール101を回転すると、ピニオン軸107のピニオンが回転し、ピニオンの回転に応じて、ラック軸40が左右に摺動して、車輪の操舵角を変えることができる。
【0014】
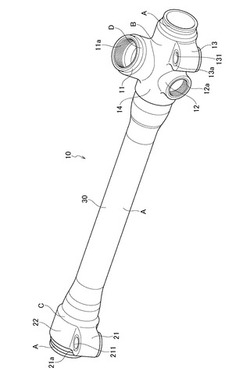
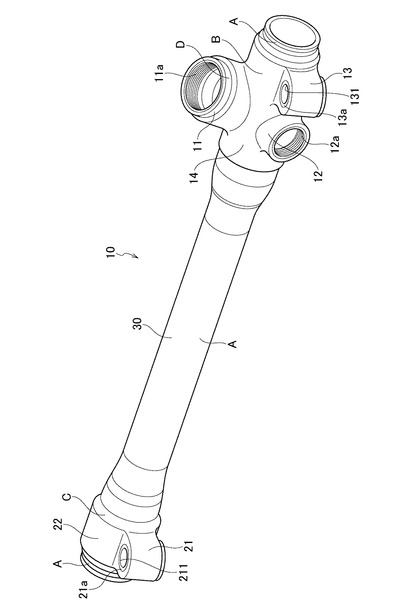
ステアリングギヤ103のハウジング10は、ラック軸40を覆う中空円筒部30と、該中空円筒部30の軸方向一方側で車体上方側へ突出するように設けられ、中空円筒部30と連通する、ピニオンハウジングとしてのピニオン挿入用の円柱状ボス11と、円柱状ボス11に隣接するラックガイド挿入用の円柱状ボス12と、中空円筒部30の周囲で軸方向両側に設けられ、フロントサブフレーム等の図示しない車体フレームに取り付け可能な取付け部としての車体取り付け用ボス部13、21と、を有する。
なお、円柱状ボス12は、本実施形態では、車体後方側へ突出しているが、車体前方側に突出していてもよい。
【0015】
ピニオン挿入用の円柱状ボス11には、ピニオン軸107が挿入され、ラック軸40に噛み合うピニオンは、挿入されたピニオン軸107の下端に形成される。ラックガイド挿入用の円柱状ボス12には、図示しないラックガイドが挿入されている。ラックガイドは、ラック軸40の背面(ラック歯と反対側)をローラー等により案内して、ピニオンとの噛み合い時の反力によるラック軸40の変形を防止して、ラック軸40が円滑に摺動するようにしている。
【0016】
車体取り付け用ボス部13、21には、円形の取り付け孔131、211が車体上下方向に各々一箇所形成されている。取り付け孔131、211に図示しないボルトを挿入し、このボルトを車体フレームに締め付けることで、ハウジング10は車体フレームに取り付けられる。
【0017】
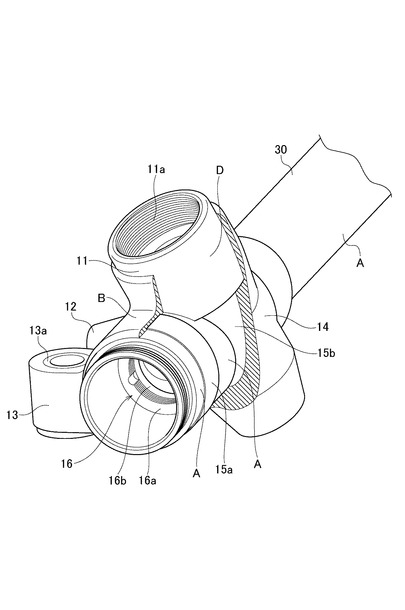
ここで、中空円筒部30は、その全体に亘って、強度、剛性に優れる炭素繊維からなる連続繊維強化樹脂Aによって構成される。また、複雑な形状を有する、円柱状ボス11,12及び取付け部13,21は、長繊維強化樹脂B,C,Dによって構成される。このうち、円柱状ボス12及び取付け部13を形成する長繊維強化樹脂Bは、中空円筒部30の周囲に外嵌する環状の嵌合部分14とともに、一体に形成される。また、長繊維強化樹脂Cも、環状の嵌合部分22によって、中空円筒部30の周囲に外嵌している。さらに、図4に示すように、円柱状ボス11を形成する長繊維強化樹脂Dは、ピニオンハウジング部として別途形成され、中空円筒部30に形成された挿入孔30a(図5(a)参照)内に挿入される。
【0018】
また、樹脂同士の接合には、通常、接着剤の使用が知られているが、使用する中で劣化が考えられるため、本実施形態では、図3に示すように、連続繊維強化樹脂Aと長繊維強化樹脂B,C,Dの間に金属部材15a,15b,23aを挟み込んでいる。金属部材15a,15b,23aの表面には、面を荒くしたり、スプライン形状などが施されていて、長繊維強化樹脂B,C,Dとともに、連続繊維強化樹脂Aに圧入し、噛みこむことで接合している。そのため,接着剤よりも接合力の持続が望める。この場合、長繊維強化樹脂B,C,Dは、金属部材15a,15b,23a等をインサートした状態で成形される(図4、図5(a)参照)。
なお、長繊維強化樹脂B,Cは、金属部材15a,15b,23aが連続繊維強化樹脂Aに組み付けられ、金属部材15a,15b,23aと連続繊維強化樹脂Aとが一体化された状態で、その周囲に成形されてもよい(図6(a)〜(c)参照)。
【0019】
また、図2〜図4に示すように、長繊維強化樹脂B,C,Dに、円柱状ボス11,12及び取付け部13,21を構成する金属部材11a,11b,12a,13a,16,21a,24がインサート成形や圧入などで組みつけられる。具体的に、図4に示すピニオンハウジング部では、円柱状ボス11のピニオン支持用軸受の嵌合面11a1とねじ部分11a2とを構成する金属部材11aと、ピニオン支持用軸受の嵌合面11b1を構成する金属部材11b(図6参照)とを長繊維強化樹脂Dにインサート成形することで、嵌合面やねじ部分の摩耗を防止している。また、取付け部13,21のボルトと当接する部分にも金属部材13a,21aを長繊維強化樹脂B,Cにインサート成形して摩耗を防止している。
【0020】
また、連続繊維強化樹脂Aは、ボールジョイントが接触する部位16aやラックブッシュが嵌合する部分16bが一体化された金属部材16、及びボールジョイントが接触する部位やラックブッシュが嵌合する部分が一体化された金属部材24を挿入することで、摩耗を防止している。この金属部材16,24の外周面には、接合のためのスプラインが形成されている。
【0021】
上記のように構成されるステアリングギヤ103のハウジング10の製造方法としては、以下の2通りの方法が例示される。
【0022】
(製造方法1)
製造方法1では、まず、図4に示すように、金属部材11a,11b,15bをインサート成形して、長繊維強化樹脂Dからなるピニオンハウジング部を形成する。また、図5(a)に示すように、金属部材12a,13a,15aがインサート成形される円柱状ボス12、取付け部13、及び嵌合部分14を有する長繊維強化樹脂Bと、金属部材21a,23aがインサート成形される取付け部21及び嵌合部分22を有する長繊維強化樹脂Cと、を形成する。そして、長繊維強化樹脂B,Cが連続繊維強化樹脂Aからなる中空円筒部30に圧入によって接合される。
その後、長繊維強化樹脂Dからなるピニオンハウジング部が圧入により円柱状ボス11に組み付けられるとともに、金属部材16,24が連続繊維強化樹脂Aに接合されることで、ハウジング10を完成する。
【0023】
(製造方法2)
製造方法2においても、まず、図4に示す金属部材11a,11b,15bを有する連続繊維強化樹脂Dからなるピニオンハウジング部を形成する。そして、連続繊維強化樹脂Dからなるピニオンハウジング部を中空円筒部30に圧入によって組み付けると共に、金属部材12a,15a,23aを圧入する(図6(b)参照)。その後、ピニオンハウジング部及び金属部材12a,15a,23aが組み付けられた中空円筒部30と、金属部材13a,21aを型に入れて、長繊維強化樹脂B,Cを射出成形する。さらに、金属部材16,24が連続繊維強化樹脂Aに接合されることで、ハウジング10が完成する。
なお、金属部材16,24を連続繊維強化樹脂Aに接合するタイミングは、いずれの製造方法においても、任意である。
【0024】
以上説明したように、本実施形態のラックアンドピニオン式ステアリング装置によれば、ハウジング10は、ラック軸40を覆う中空円筒部30と、該中空円筒部30の軸方向一方側に設けられ、ピニオン軸107を支持するピニオン挿入用の円柱状ボス11と、中空円筒部30の周囲に設けられ、車体フレームに取付可能な取付け部13,21と、を有する。そして、少なくとも中空円筒部30は、炭素繊維からなる連続繊維強化樹脂Aによって構成されるので、アルミダイカストに比べて軽量化を図ることができ、また、アルミダイカストに対して、強度、剛性に優れたものとなる。また、円柱状ボス11及び取付け部13,21も、長繊維強化樹脂B,C,Dによって構成されるので、全体として、アルミダイカストに比べて格段の軽量化を図ることができ、円柱状ボス11及び取付け部13,21は、射出成形が可能であり、容易に成形することができる。
【0025】
また、長繊維強化樹脂B,C,Dは、金属部材11a,11b,13a,15a,15b,21aをインサートした状態で成形されるので、嵌合面やねじ部分などが金属部材11a,13a,15a,15b,21aによって構成され、連続繊維強化樹脂Aとの接合力を持続することができ、また、長繊維強化樹脂B,C,Dが摩耗するのを防止することができる。
さらに、ボールジョイントが接触する部位16aやラックブッシュが嵌合する部分16bが一体化された金属部材16やボールジョイントが接触する部位を有する金属部材24の周囲にスプラインを形成して連続繊維強化樹脂Aに接合されるので、これらの接触部位や嵌合部分での摩耗も防止することができる。
【0026】
なお、本発明は、上記実施形態のものに限定されるものでなく、変形、改良などが可能である。
上記実施形態では、コラムアシスト型ラックピニオン式パワーステアリング装置に適用した例について説明したが、ピニオンアシスト型ラックピニオン式パワーステアリング装置やマニュアル型ラックピニオン式ステアリング装置に適用してもよい。
【符号の説明】
【0027】
102 モータ
103 ステアリングギヤ
104 タイロッド
105 コラム
106 中間シャフト
107 ピニオン軸
10 ハウジング
11 円柱状ボス
11a,11b 金属部材
12 円柱状ボス
12a 金属部材
13 車体取り付け用ボス部
13a 金属部材
131 取り付け孔
15a,15b 金属部材
16 金属部材
21 車体取り付け用ボス部
21a 金属部材
211 取り付け孔
24 金属部材
30 中空円筒部
40 ラック軸
A 連続繊維強化樹脂
B,C,D 長繊維強化樹脂
【技術分野】
【0001】
本発明はラックアンドピニオン式ステアリング装置に関し、特に、車体フレームに固定されるハウジングに対して、ピニオン軸の回転でラック軸を往復移動するラックアンドピニオン式ステアリング装置に関する。
【背景技術】
【0002】
従来、ラックアンドピニオン式ステアリング装置では、ラック軸を覆うステアリングギヤのハウジングは、ラック軸の軸方向に長く形成され、操舵時に車輪から伝達される操舵反力を受けるため、剛性が大きなアルミニウム合金等の金属を鋳造して一体的に成形されている。
【0003】
しかし、ラック軸の軸方向に長い形状を有しているため、鋳造が難しく、材料費や加工費が高くなる問題があった。特許文献1や2に記載のステアリング装置では、アルミダイカスト成形されるステアリングギヤのハウジングの一部に樹脂を組み込み、騒音防止を図ったものが考案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−247609号公報
【特許文献2】特開2006−248464号広報
【0005】
ところで、ステアリングギヤのハウジングは、近年軽量化が求められており、従来のアルミニウム合金等の金属からなるものに対してさらなる改善が求められている。特許文献1及び2に記載のステアリング装置では、ハウジングの一部に樹脂が組み込まれることが開示されているが、軽量化について考慮したものではない。
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上述した事情に鑑みて為されたものであり、その目的は、必要な強度や剛性を確保しつつ、軽量化することができるステアリングギヤのハウジングを有するステアリング装置を提供することにある。
【課題を解決するための手段】
【0007】
上記課題は以下の手段によって解決される。
(1) ハウジングと、
外周の少なくとも一部にラック歯を有し、前記ハウジングに往復移動可能に支持されるラック軸と、
ステアリングシャフトの下端に取り付けられて、前記ハウジングに回転可能に支持され、前記ラック軸のラック歯に噛み合うピニオンを有するピニオン軸と、
を有し、前記ピニオン軸の回転で前記ラック軸を往復移動し、タイロッドを介して車輪を操舵するラックアンドピニオン式ステアリング装置であって、
前記ハウジングは、前記ラック軸を覆う中空円筒部と、該中空円筒部の軸方向一方側に設けられ、前記ピニオン軸を支持するピニオンハウジングと、前記中空円筒部の周囲に設けられ、車体フレームに取付可能な取付け部と、を有し、
少なくとも前記中空円筒部が、樹脂によって構成されることを特徴とするラックアンドピニオン式ステアリング装置。
(2) 前記中空円筒部は、炭素繊維からなる連続繊維強化樹脂によって構成されることを特徴とする(1)に記載のラックアンドピニオン式ステアリング装置。
(3) 前記ピニオンハウジング及び前記取付け部は、長繊維強化樹脂によって構成されることを特徴とする(1)または(2)に記載のラックアンドピニオン式ステアリング装置。
(4) 前記長繊維強化樹脂は、金属部材をインサートした状態で成形されることを特徴とする(1)から(3)のいずれかに記載のラックアンドピニオン式ステアリング装置。
【発明の効果】
【0008】
本発明のステアリング装置によれば、少なくともラック軸を覆う中空円筒部は、樹脂によって構成されるので、アルミダイカストからなるステアリングギヤのハウジングに比べて軽量化を図ることができる。
また、中空円筒部が、炭素繊維からなる連続繊維強化樹脂によって構成されることで、アルミダイカストに対して、強度、剛性に優れる。
さらに、ピニオン軸を支持するピニオンハウジング及び車体フレームに取付可能な取付け部は、長繊維強化樹脂によって構成されることで、射出成形が可能であり、容易に成形することができる。
また、中空円筒部を連続繊維強化樹脂によって、ピニオンハウジング及び取付け部を長繊維強化樹脂によってそれぞれ構成することで、アルミダイカストに比べて格段の軽量化を図ることができる。
【図面の簡単な説明】
【0009】
【図1】本発明のステアリング装置の全体斜視図である。
【図2】本発明のステアリング装置のハウジングを示す斜視図である。
【図3】図2のピニオン軸側のハウジングを一部破断して示す拡大斜視図である。
【図4】ピニオンハウジング部の斜視図である。
【図5】(a)〜(c)は、製造方法1におけるハウジングの製造過程を示す図である。
【図6】(a)〜(c)は、製造方法2におけるハウジングの製造過程を示す図である。
【発明を実施するための形態】
【0010】
以下、図面に基づいて本発明の一実施形態に係るコラムアシスト型ラックピニオン式パワーステアリング装置について説明する。
【0011】
図1に示すように、本実施形態のコラムアシスト型ラックピニオン式パワーステアリング装置は、ステアリングホイール101の操作力を軽減するために、コラム105の中間部に取付けたモータ102の操舵補助力をステアリングシャフトに付与している。そして、ステアリングシャフトの回転を中間シャフト106に伝達し、ピニオン軸107を介してラックピニオン式のステアリングギヤ103のラック軸40を往復移動させ、タイロッド104を介して舵輪を操舵している。
【0012】
このステアリングギヤ103は、ハウジング10と、外周の少なくとも一部にラック歯を有し、ハウジング10に往復移動可能に支持されるラック軸40と、ステアリングシャフトの下端、具体的には、中間シャフト106の下端に取り付けられて、ハウジング10に回転可能に支持され、ラック軸40の図示しないラック歯に噛み合う図示しないピニオンを有するピニオン軸107と、を有する。
【0013】
ラック軸40の左右両端には、図1のタイロッド104、104が連結され、タイロッド104、104が図示しないナックルアームを介して車輪に接続されている。従って、運転者がステアリングホイール101を回転すると、ピニオン軸107のピニオンが回転し、ピニオンの回転に応じて、ラック軸40が左右に摺動して、車輪の操舵角を変えることができる。
【0014】
ステアリングギヤ103のハウジング10は、ラック軸40を覆う中空円筒部30と、該中空円筒部30の軸方向一方側で車体上方側へ突出するように設けられ、中空円筒部30と連通する、ピニオンハウジングとしてのピニオン挿入用の円柱状ボス11と、円柱状ボス11に隣接するラックガイド挿入用の円柱状ボス12と、中空円筒部30の周囲で軸方向両側に設けられ、フロントサブフレーム等の図示しない車体フレームに取り付け可能な取付け部としての車体取り付け用ボス部13、21と、を有する。
なお、円柱状ボス12は、本実施形態では、車体後方側へ突出しているが、車体前方側に突出していてもよい。
【0015】
ピニオン挿入用の円柱状ボス11には、ピニオン軸107が挿入され、ラック軸40に噛み合うピニオンは、挿入されたピニオン軸107の下端に形成される。ラックガイド挿入用の円柱状ボス12には、図示しないラックガイドが挿入されている。ラックガイドは、ラック軸40の背面(ラック歯と反対側)をローラー等により案内して、ピニオンとの噛み合い時の反力によるラック軸40の変形を防止して、ラック軸40が円滑に摺動するようにしている。
【0016】
車体取り付け用ボス部13、21には、円形の取り付け孔131、211が車体上下方向に各々一箇所形成されている。取り付け孔131、211に図示しないボルトを挿入し、このボルトを車体フレームに締め付けることで、ハウジング10は車体フレームに取り付けられる。
【0017】
ここで、中空円筒部30は、その全体に亘って、強度、剛性に優れる炭素繊維からなる連続繊維強化樹脂Aによって構成される。また、複雑な形状を有する、円柱状ボス11,12及び取付け部13,21は、長繊維強化樹脂B,C,Dによって構成される。このうち、円柱状ボス12及び取付け部13を形成する長繊維強化樹脂Bは、中空円筒部30の周囲に外嵌する環状の嵌合部分14とともに、一体に形成される。また、長繊維強化樹脂Cも、環状の嵌合部分22によって、中空円筒部30の周囲に外嵌している。さらに、図4に示すように、円柱状ボス11を形成する長繊維強化樹脂Dは、ピニオンハウジング部として別途形成され、中空円筒部30に形成された挿入孔30a(図5(a)参照)内に挿入される。
【0018】
また、樹脂同士の接合には、通常、接着剤の使用が知られているが、使用する中で劣化が考えられるため、本実施形態では、図3に示すように、連続繊維強化樹脂Aと長繊維強化樹脂B,C,Dの間に金属部材15a,15b,23aを挟み込んでいる。金属部材15a,15b,23aの表面には、面を荒くしたり、スプライン形状などが施されていて、長繊維強化樹脂B,C,Dとともに、連続繊維強化樹脂Aに圧入し、噛みこむことで接合している。そのため,接着剤よりも接合力の持続が望める。この場合、長繊維強化樹脂B,C,Dは、金属部材15a,15b,23a等をインサートした状態で成形される(図4、図5(a)参照)。
なお、長繊維強化樹脂B,Cは、金属部材15a,15b,23aが連続繊維強化樹脂Aに組み付けられ、金属部材15a,15b,23aと連続繊維強化樹脂Aとが一体化された状態で、その周囲に成形されてもよい(図6(a)〜(c)参照)。
【0019】
また、図2〜図4に示すように、長繊維強化樹脂B,C,Dに、円柱状ボス11,12及び取付け部13,21を構成する金属部材11a,11b,12a,13a,16,21a,24がインサート成形や圧入などで組みつけられる。具体的に、図4に示すピニオンハウジング部では、円柱状ボス11のピニオン支持用軸受の嵌合面11a1とねじ部分11a2とを構成する金属部材11aと、ピニオン支持用軸受の嵌合面11b1を構成する金属部材11b(図6参照)とを長繊維強化樹脂Dにインサート成形することで、嵌合面やねじ部分の摩耗を防止している。また、取付け部13,21のボルトと当接する部分にも金属部材13a,21aを長繊維強化樹脂B,Cにインサート成形して摩耗を防止している。
【0020】
また、連続繊維強化樹脂Aは、ボールジョイントが接触する部位16aやラックブッシュが嵌合する部分16bが一体化された金属部材16、及びボールジョイントが接触する部位やラックブッシュが嵌合する部分が一体化された金属部材24を挿入することで、摩耗を防止している。この金属部材16,24の外周面には、接合のためのスプラインが形成されている。
【0021】
上記のように構成されるステアリングギヤ103のハウジング10の製造方法としては、以下の2通りの方法が例示される。
【0022】
(製造方法1)
製造方法1では、まず、図4に示すように、金属部材11a,11b,15bをインサート成形して、長繊維強化樹脂Dからなるピニオンハウジング部を形成する。また、図5(a)に示すように、金属部材12a,13a,15aがインサート成形される円柱状ボス12、取付け部13、及び嵌合部分14を有する長繊維強化樹脂Bと、金属部材21a,23aがインサート成形される取付け部21及び嵌合部分22を有する長繊維強化樹脂Cと、を形成する。そして、長繊維強化樹脂B,Cが連続繊維強化樹脂Aからなる中空円筒部30に圧入によって接合される。
その後、長繊維強化樹脂Dからなるピニオンハウジング部が圧入により円柱状ボス11に組み付けられるとともに、金属部材16,24が連続繊維強化樹脂Aに接合されることで、ハウジング10を完成する。
【0023】
(製造方法2)
製造方法2においても、まず、図4に示す金属部材11a,11b,15bを有する連続繊維強化樹脂Dからなるピニオンハウジング部を形成する。そして、連続繊維強化樹脂Dからなるピニオンハウジング部を中空円筒部30に圧入によって組み付けると共に、金属部材12a,15a,23aを圧入する(図6(b)参照)。その後、ピニオンハウジング部及び金属部材12a,15a,23aが組み付けられた中空円筒部30と、金属部材13a,21aを型に入れて、長繊維強化樹脂B,Cを射出成形する。さらに、金属部材16,24が連続繊維強化樹脂Aに接合されることで、ハウジング10が完成する。
なお、金属部材16,24を連続繊維強化樹脂Aに接合するタイミングは、いずれの製造方法においても、任意である。
【0024】
以上説明したように、本実施形態のラックアンドピニオン式ステアリング装置によれば、ハウジング10は、ラック軸40を覆う中空円筒部30と、該中空円筒部30の軸方向一方側に設けられ、ピニオン軸107を支持するピニオン挿入用の円柱状ボス11と、中空円筒部30の周囲に設けられ、車体フレームに取付可能な取付け部13,21と、を有する。そして、少なくとも中空円筒部30は、炭素繊維からなる連続繊維強化樹脂Aによって構成されるので、アルミダイカストに比べて軽量化を図ることができ、また、アルミダイカストに対して、強度、剛性に優れたものとなる。また、円柱状ボス11及び取付け部13,21も、長繊維強化樹脂B,C,Dによって構成されるので、全体として、アルミダイカストに比べて格段の軽量化を図ることができ、円柱状ボス11及び取付け部13,21は、射出成形が可能であり、容易に成形することができる。
【0025】
また、長繊維強化樹脂B,C,Dは、金属部材11a,11b,13a,15a,15b,21aをインサートした状態で成形されるので、嵌合面やねじ部分などが金属部材11a,13a,15a,15b,21aによって構成され、連続繊維強化樹脂Aとの接合力を持続することができ、また、長繊維強化樹脂B,C,Dが摩耗するのを防止することができる。
さらに、ボールジョイントが接触する部位16aやラックブッシュが嵌合する部分16bが一体化された金属部材16やボールジョイントが接触する部位を有する金属部材24の周囲にスプラインを形成して連続繊維強化樹脂Aに接合されるので、これらの接触部位や嵌合部分での摩耗も防止することができる。
【0026】
なお、本発明は、上記実施形態のものに限定されるものでなく、変形、改良などが可能である。
上記実施形態では、コラムアシスト型ラックピニオン式パワーステアリング装置に適用した例について説明したが、ピニオンアシスト型ラックピニオン式パワーステアリング装置やマニュアル型ラックピニオン式ステアリング装置に適用してもよい。
【符号の説明】
【0027】
102 モータ
103 ステアリングギヤ
104 タイロッド
105 コラム
106 中間シャフト
107 ピニオン軸
10 ハウジング
11 円柱状ボス
11a,11b 金属部材
12 円柱状ボス
12a 金属部材
13 車体取り付け用ボス部
13a 金属部材
131 取り付け孔
15a,15b 金属部材
16 金属部材
21 車体取り付け用ボス部
21a 金属部材
211 取り付け孔
24 金属部材
30 中空円筒部
40 ラック軸
A 連続繊維強化樹脂
B,C,D 長繊維強化樹脂
【特許請求の範囲】
【請求項1】
ハウジングと、
外周の少なくとも一部にラック歯を有し、前記ハウジングに往復移動可能に支持されるラック軸と、
ステアリングシャフトの下端に取り付けられて、前記ハウジングに回転可能に支持され、前記ラック軸のラック歯に噛み合うピニオンを有するピニオン軸と、
を有し、前記ピニオン軸の回転で前記ラック軸を往復移動し、タイロッドを介して車輪を操舵するラックアンドピニオン式ステアリング装置であって、
前記ハウジングは、前記ラック軸を覆う中空円筒部と、該中空円筒部の軸方向一方側に設けられ、前記ピニオン軸を支持するピニオンハウジングと、前記中空円筒部の周囲に設けられ、車体フレームに取付可能な取付け部と、を有し、
少なくとも前記中空円筒部が、樹脂によって構成されることを特徴とするラックアンドピニオン式ステアリング装置。
【請求項2】
前記中空円筒部は、炭素繊維からなる連続繊維強化樹脂によって構成されることを特徴とする請求項1に記載のラックアンドピニオン式ステアリング装置。
【請求項3】
前記ピニオンハウジング及び前記取付け部は、長繊維強化樹脂によって構成されることを特徴とする請求項1または2に記載のラックアンドピニオン式ステアリング装置。
【請求項4】
前記長繊維強化樹脂は、金属部材をインサートした状態で成形されることを特徴とする請求項1から3のいずれか1項に記載のラックアンドピニオン式ステアリング装置。
【請求項1】
ハウジングと、
外周の少なくとも一部にラック歯を有し、前記ハウジングに往復移動可能に支持されるラック軸と、
ステアリングシャフトの下端に取り付けられて、前記ハウジングに回転可能に支持され、前記ラック軸のラック歯に噛み合うピニオンを有するピニオン軸と、
を有し、前記ピニオン軸の回転で前記ラック軸を往復移動し、タイロッドを介して車輪を操舵するラックアンドピニオン式ステアリング装置であって、
前記ハウジングは、前記ラック軸を覆う中空円筒部と、該中空円筒部の軸方向一方側に設けられ、前記ピニオン軸を支持するピニオンハウジングと、前記中空円筒部の周囲に設けられ、車体フレームに取付可能な取付け部と、を有し、
少なくとも前記中空円筒部が、樹脂によって構成されることを特徴とするラックアンドピニオン式ステアリング装置。
【請求項2】
前記中空円筒部は、炭素繊維からなる連続繊維強化樹脂によって構成されることを特徴とする請求項1に記載のラックアンドピニオン式ステアリング装置。
【請求項3】
前記ピニオンハウジング及び前記取付け部は、長繊維強化樹脂によって構成されることを特徴とする請求項1または2に記載のラックアンドピニオン式ステアリング装置。
【請求項4】
前記長繊維強化樹脂は、金属部材をインサートした状態で成形されることを特徴とする請求項1から3のいずれか1項に記載のラックアンドピニオン式ステアリング装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−103652(P2013−103652A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−249877(P2011−249877)
【出願日】平成23年11月15日(2011.11.15)
【出願人】(000004204)日本精工株式会社 (8,378)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月15日(2011.11.15)
【出願人】(000004204)日本精工株式会社 (8,378)
【Fターム(参考)】
[ Back to top ]