
ラッセル編機及び編物地の製造方法
【課題】編物地の緯方向に畦状に延びる凸部を形成することができるラッセル編機を提供する。
【解決手段】糸T1,T2,T3を供給するための第一ビーム11、第二ビーム12及び第三ビーム13と、編物地100を巻き取るための巻取りローラ60とを備えたラッセル編機において、第一ビーム11の回転速度ω1を変化させることにより糸T1の給糸速度V1を調節する第一給糸速度調節手段と、巻取りローラ61の回転速度ωaを変化させることにより編物地100の巻取り速度Vを調節する巻取り速度調節手段と、第一給糸速度調節手段及び巻取り速度調節手段を制御する速度制御手段とをさらに設け、編物地100を編成している途中に糸T1の供給を停止するとともに編物地100の巻取りも停止することにより、糸T1に対して糸T2,T3をだぶつかせて編物地100に凸部を形成していく凸部形成工程を行うようにした。
【解決手段】糸T1,T2,T3を供給するための第一ビーム11、第二ビーム12及び第三ビーム13と、編物地100を巻き取るための巻取りローラ60とを備えたラッセル編機において、第一ビーム11の回転速度ω1を変化させることにより糸T1の給糸速度V1を調節する第一給糸速度調節手段と、巻取りローラ61の回転速度ωaを変化させることにより編物地100の巻取り速度Vを調節する巻取り速度調節手段と、第一給糸速度調節手段及び巻取り速度調節手段を制御する速度制御手段とをさらに設け、編物地100を編成している途中に糸T1の供給を停止するとともに編物地100の巻取りも停止することにより、糸T1に対して糸T2,T3をだぶつかせて編物地100に凸部を形成していく凸部形成工程を行うようにした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ラッセル編機と、このラッセル編機を用いた編物地の製造方法とに関する。
【背景技術】
【0002】
従来より、[1]糸を巻装するための複数のビームと、[2]先端部が鉤状(ひげ状)に折り返された編針(ひげ針)と、[3]複数のビームから供給された複数本の糸をそれぞれ案内してひげ針に巻き掛けて該糸にループを形成していく複数のリードと、[4]前記複数本の糸が巻き掛けられたひげ針を下降させてひげ針の基端部付近で既に形成されているループの中を通す動作(「ノックオーバー動作」と呼ばれる。)を行う際に、ひげ針の内部に保持された前記複数本の糸が逃げないようにひげ針の先端部を押圧して閉じるためのプレッサーと、[5]ひげ針を下降させて前記ノックオーバー動作を行う際に、ひげ針の基端部付近に既に形成されている前記ループをリリースし、それ以外のタイミングでは前記ループがひげ針の上下動につられて動かないように前記ループを保持するシンカーと、[6]ひげ針で編成された編物地を巻き取るための巻取りローラとを備えた経編機が知られている(例えば、特許文献1)。
【0003】
この種の経編機は、「トリコット編機」と呼ばれており、各種の編物地を編成するのに用いられている。しかし、トリコット編機は、その構造上、メリヤス生地のように、アンダーラップ動作(編針(ひげ針)の先端部における鉤状の部分の非開口側(背側)で編針を編針の列に平行な方向に動かす動作)が多用される編物地を編成するのには好適に用いることができたが、ネットやレースのように、アンダーラップ動作が殆ど使用されない編物地を編成するものとしては向いていなかった。このため、トリコット編機は、浴用ボディタオルなどを製造するのには向いていなかった。また、トリコット編機は、編成される編物地の度目が必然的に決まるため、編物地の巻取り方向(経方向)における一の区間のみに、他の区間とは異なる度目の部分を形成するといったことができなかった。さらに、トリコット編機のような経編機は、編物地の経方向に畦状に延びる凸部を形成することはできるが、編物地の幅方向(緯方向)に畦状に延びる凸部を形成することはできなかった。
【0004】
これに対し、[1]糸を巻装するための複数のビームと、[2]鉤状に形成されたフック部を先端に有する針本体と、該針本体に軸支されて前記フック部の開閉を行うラッチとで構成された編針(べら針)と、[3]前記複数本の糸をそれぞれ案内してべら針に巻き掛けて該糸にループを形成していく複数のリードと、[4]べら針を上方位置(べら針に前記複数本の糸が巻き掛けられる位置)まで上昇させる際に、べら針の基端部付近で既に形成されているループがべら針につられて上昇するのを防ぐためのシンカーと、[5]前記複数本の糸が巻き掛けられたべら針を上方位置から下降させて既に形成されたループの中を通すノックオーバー動作の際に、べら針の基端部付近で既に形成されているループがべら針につられて下降するのを防ぐためのノックオーバープレート(単に「ノックオーバー」と呼ばれることもある。)と、[6]べら針で編成された編物地を巻き取るための巻取りローラとを備えた経編機が知られている(例えば、特許文献2)。
【0005】
この種の経編機は、「ラッセル編機」あるいは「ラッシェル編機」と呼ばれており、各種の編物地を編成するのに用いられている。ラッセル編機は、べら針の基端部付近で既に形成されているループをノックオーバープレートによって支持する構造となっているため、ネットやレースのように、アンダーラップ動作が殆ど使用されない編物地も好適に編成することができる。また、それで編成される編物地の度目をコンピュータ制御によって容易に変更することができるため、編物地の巻取り方向(経方向)における一の区間のみに、他の区間とは異なる度目の部分を形成するといったことも容易である。ラッセル編機では、べら針の代わりに、べら針におけるラッチに相当する部分(トング)が針本体から独立してスライドする編針(コンパウンドニードル)を使用することもある。以下においては、べら針とコンパウンドニードルを総称して「開閉針」と呼ぶことがある。しかし、開閉針を用いたラッセル編機も、経編機であることには変わらず、編物地の経方向に畦状に延びる凸部を形成することはできたが(特許文献2の図1を参照)、編物地の幅方向(緯方向)に畦状に延びる凸部を形成することはできなかった。
【0006】
ところで、浴用ボディタオルでは、その幅方向に畦状に延びる凸部が繰り返し形成されたものも提案されている(例えば、特許文献3)。この種の浴用ボディタオルを使用すると、身体の汚れが落ちやすくなるだけでなく、身体に適度な刺激が加えられて血行が良くなるといった効果が期待される。しかし、上述したように、従来のラッセル編機では、編物地の幅方向に畦状に延びる凸部を形成することができなかった。このため、従来のラッセル編機で上記のような浴用ボディタオルを得ようとすると、まず、編物地の経方向に沿って凸部を畦状に形成し、得られた編物地を緯方向に細長く裁断するといった製造方法を採用する必要があった。ところが、この場合には、裁断面が長くなり、解れ防止のための縫製を行わなければならない部分の距離も長くなるため、この縫製の難易度が高くなることがある。また、得られる編物地の歩留まりが低下するおそれがある。さらに、浴用ボディタオルは、その長手方向に大きな引張力が加えられる状態で使用されることが多いが、上記のような方法で浴用ボディタオルを裁断すると、浴用ボディタオルが引き裂かれやすくなるおそれもある。経編地は、経方向の引裂強度よりも緯方向の引裂強度の方が小さいのが一般的だからである。
【0007】
したがって、その幅方向に畦状に延びる凸部が繰り返し形成された浴用ボディタオルを、歩留まりを低下させることなく、耐久性にすぐれたものとしようとすると、特許文献3の浴用ボディタオルのように、その生地における所定箇所をたぐり寄せてヒダを形成し、そのヒダの部分を糸で縫合する方法を採用するくらいしか方法がない。しかし、この方法では、ヒダを形成する工程と、そのヒダを縫合する工程とが別途必要になるため、浴用ボディタオルの製造コストが高くなるという欠点がある。ラッセル編機で、編物地の緯方向(幅方向)に畦状に延びる凸部を繰り返し形成することができればよいのであるが、このようなラッセル編機は、これまでに提案されていなかった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2001−131850号公報
【特許文献2】特開2008−179913号公報
【特許文献3】特開2008−272391号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記課題を解決するためになされたものであり、編物地の緯方向に畦状に延びる凸部を形成することができるラッセル編機を提供するものである。また、このラッセル編機を用いた編物地の製造方法を提供することも本発明の目的である。
【課題を解決するための手段】
【0010】
上記課題は、
糸T1を供給するための第一ビームと、
糸T2を供給するための第二ビームと、
糸T3を供給するための第三ビームと、
第一ビーム、第二ビーム及び第三ビームから供給された糸T1,T2,T3が巻き掛けられ、糸T1,T2,T3にループを形成しながら編物地を編成していくための開閉針(べら針又はコンパウンドニードル)と、
第一ビームから供給された糸T1を案内して開閉針に巻き掛けるための第一リードと、
第二ビームから供給された糸T2を案内して開閉針に巻き掛けるための第二リードと、
第三ビームから供給された糸T3を案内して開閉針に巻き掛けるための第三リードと、
開閉針を糸T1,T2,T3が巻き掛けられる上方位置まで上昇させる際に、既に形成されたループが開閉針につられて上昇するのを防ぐためのシンカーと、
糸T1,T2,T3が巻き掛けられた開閉針を上方位置から下降させて既に形成されたループの中を通す際に、該ループが開閉針につられて下降するのを防ぐためのノックオーバーと、
開閉針で編成された編物地を巻き取るための巻取りローラと
を備えたラッセル編機であって、
さらに、
第一ビームの回転速度を変化させることにより、糸T1の給糸速度V1を調節するための第一給糸速度調節手段と、
巻取りローラの回転速度を変化させることにより、編物地の巻取り速度Vを調節するための巻取り速度調節手段と、
第一給糸速度調節手段及び巻取り速度調節手段を制御して給糸速度V1及び巻取り速度Vを制御するための速度制御手段と
を備え、
速度制御手段によって、
第一ビーム、第二ビーム及び第三ビームからそれぞれ糸T1,T2,T3を供給するとともに、巻取りローラで編物地を巻き取ることにより、編物地に平坦部を形成していく平坦部形成工程と、
第一給糸速度調節手段によって糸T1の給糸速度V1を平坦部形成工程よりも遅くするとともに、巻取り速度調節手段によって編物地の巻取り速度Vを平坦部形成工程よりも遅くすることにより、糸T1に対して糸T2,T3をだぶつかせて編物地に凸部を形成していく凸部形成工程と
が交互に切り替えられるようにしたことを特徴とするラッセル編機
を提供することによって解決される。
【0011】
これにより、経編機であるラッセル編機において、編物地の緯方向に畦状に延びる凸部を形成することが可能になる。したがって、上述したような浴用ボディタオル(その幅方向(緯方向)に畦状に延びる凸部が繰り返し形成された浴用ホディタオル)をワンショットで編成することも可能になる。また、1枚の連続した編物地に形成される凸部の高さや間隔を場所によって変えるといったことも可能であるので、得られる編物地の形態に変化を持たせることも容易である。加えて、編物地の巻取り方向(経方向)における一の区間のみに凸部と平坦部とを繰り返し形成し、他の区間は平坦部のみで形成するといったことも可能である。
【0012】
また、上記課題は、
糸T1を供給するための第一ビームと、
糸T2を供給するための第二ビームと、
糸T3を供給するための第三ビームと、
第一ビーム、第二ビーム及び第三ビームから供給された糸T1,T2,T3が巻き掛けられ、糸T1,T2,T3にループを形成しながら編物地を編成していくための開閉針(べら針又はコンパウンドニードル)と、
第一ビームから供給された糸T1を案内して開閉針に巻き掛けるための第一リードと、
第二ビームから供給された糸T2を案内して開閉針に巻き掛けるための第二リードと、
第三ビームから供給された糸T3を案内して開閉針に巻き掛けるための第三リードと、
開閉針を糸T1,T2,T3が巻き掛けられる上方位置まで上昇させる際に、既に形成されたループが開閉針につられて上昇するのを防ぐためのシンカーと、
糸T1,T2,T3が巻き掛けられた開閉針を上方位置から下降させて既に形成されたループの中を通す際に、該ループが開閉針につられて下降するのを防ぐためのノックオーバーと、
開閉針で編成された編物地を巻き取るための巻取りローラと
を備えたラッセル編機を用いて編物地を製造する編物地の製造方法であって、
第一ビーム、第二ビーム及び第三ビームからそれぞれ糸T1,T2,T3を供給するとともに、巻取りローラで編物地を巻き取ることにより、編物地に平坦部を形成していく平坦部形成工程と、
糸T1の給糸速度V1を平坦部形成工程よりも遅くするとともに、編物地の巻取り速度Vを平坦部形成工程よりも遅くすることにより、糸T1に対して糸T2,T3をだぶつかせて編物地に凸部を形成していく凸部形成工程と
を交互に切り替えながら編物地を製造することを特徴とする編物地の製造方法
を提供することによっても解決される。この編物地の製造方法は、上記のラッセル編機を用いて好適に実施することができる。
【発明の効果】
【0013】
以上のように、本発明によって、編物地の緯方向に畦状に延びる凸部を形成することができるラッセル編機を提供することが可能になる。また、このラッセル編機を用いた編物地の製造方法を提供することも可能になる。
【図面の簡単な説明】
【0014】
【図1】本発明のラッセル編機を側方から見た状態を示した図である。
【図2】本発明のラッセル編機における第一給糸速度調節手段を示した図である。
【図3】本発明のラッセル編機における巻取り速度調節手段を示した図である。
【図4】本発明のラッセル編機によって編成される編物地をその緯方向から見た状態を示した図である。
【図5】本発明のラッセル編機によって編成される編物地の組織図である。
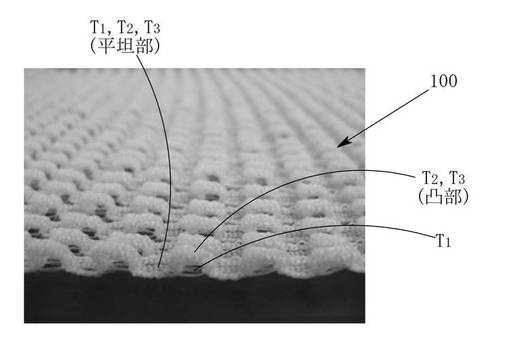
【図6】本発明のラッセル編機で編成された編物地をそのオモテ面が上向きとなるように配して側方から撮影した写真である。
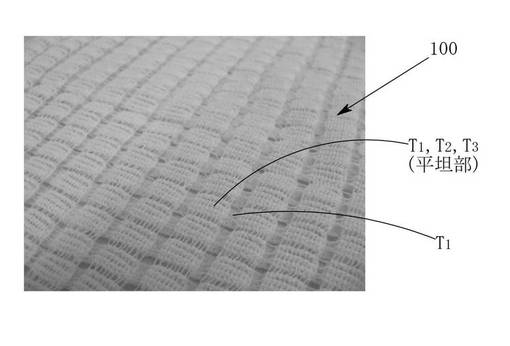
【図7】本発明のラッセル編機で編成された編物地をそのオモテ面が上向きとなるように配して斜め上方から撮影した写真である。
【図8】本発明のラッセル編機で編成された編物地をそのウラ面が上向きとなるように配して斜め上方から撮影した写真である。
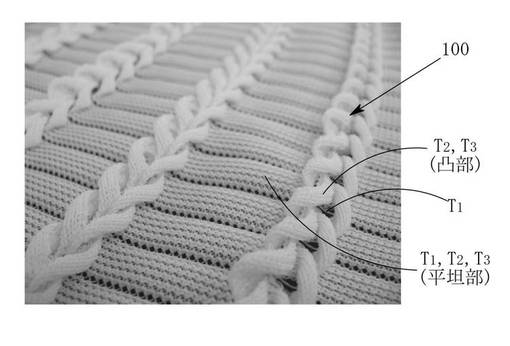
【図9】本発明のラッセル編機で編成された別の例の編物地をそのオモテ面が上向きとなるように配して側方から撮影した写真である。
【図10】本発明のラッセル編機で編成されたさらに別の例の編物地をそのオモテ面が上向きとなるように配して側方から撮影した写真である。
【発明を実施するための形態】
【0015】
1.本発明のラッセル編機の概要
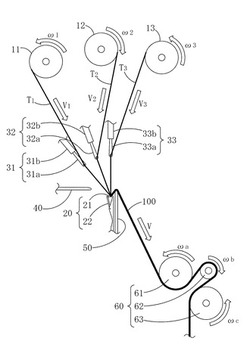
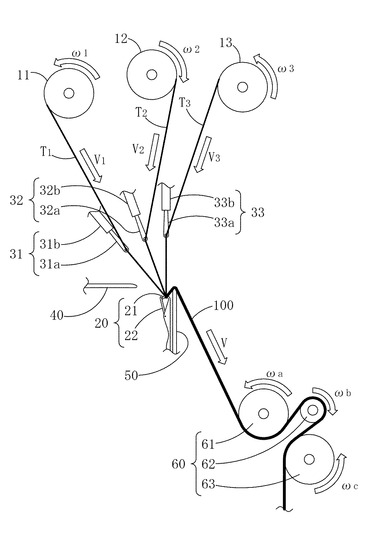
本発明のラッセル編機の好適な実施態様について、図面を用いてより具体的に説明する。図1は、本発明のラッセル編機を側方から見た状態を示した図である。本実施態様のラッセル編機は、図1に示すように、第一ビーム11と、第二ビーム12と、第三ビーム13と、開閉針20と、第一リード31と、第二リード32と、第三リード33と、シンカー40と、ノックオーバー50と、巻取りローラ60とを備えたものとなっており、糸T1,T2,T3を開閉針20で編成することにより、編物地100を編成するものとなっている。図1においては、図示の便宜上、開閉針20を1つしか記載していないが、実際には、編物地100をその緯方向(幅方向)に同時に編成することができるように、図1の紙面奥側へ複数の開閉針20が並列に配されている。
【0016】
2.第一ビーム、第二ビーム及び第三ビーム
第一ビーム11には、図1に示すように、糸T1が巻装されている。また、第二ビーム12には、糸T2が巻装されている。さらに、第三ビーム13には、糸T3が巻装されている。図1においては、図示の便宜上、糸T1,T2,T3を1本ずつしか記載していないが、実際には、第一ビーム11、第二ビーム12及び第三ビーム13からは、開閉針20の数と同じ本数の糸T1,T2,T3が供給される。糸T1,T2,T3の本数が多い場合には、第一ビーム11、第二ビーム12及び第三ビーム13も複数本ずつ設けられる。この場合には、第一ビーム11、第二ビーム12及び第三ビーム13は、それらから供給される糸T1,T2,T3が絡まない場所にそれぞれ配置される。糸T1,T2,T3は、第一ビーム11、第二ビーム12及び第三ビーム13が順方向(図1における回転速度ω1,ω2,ω3を示す矢印の向き)に回転することにより、第一ビーム11、第二ビーム12及び第三ビーム13からそれぞれ供給される仕組みとなっている。
【0017】
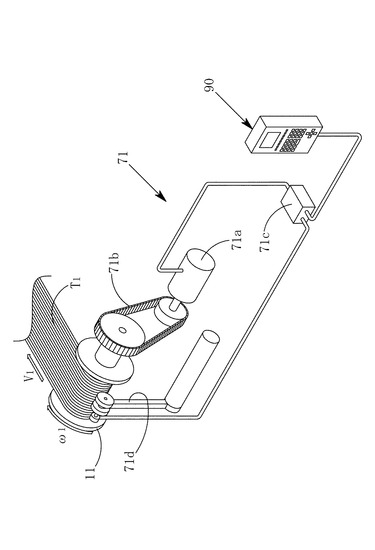
第一ビーム11は、図2に示すように、第一給糸速度調節手段71に接続されている。図2は、本発明のラッセル編機における第一給糸速度調節手段71を示した図である。第一給糸速度調節手段71は、第一ビーム11の回転速度ω1を変化させることにより、糸T1の給糸速度V1を調節するためのものとなっている。第一ビーム11が複数本設けられる場合には、第一給糸速度調節手段71も複数個設けてもよいが、後述する回転速度制御手段71cなど、1つにまとめても差し支えない部分については、1つにまとめると好ましい。第一給糸速度調節手段71には、第一給糸速度調節手段71を制御して糸T1の給糸速度V1を制御するための速度制御手段90が接続されている。
【0018】
3.糸
第一ビーム11、第二ビーム12及び第三ビーム13に巻装する糸T1,T2,T3の種類(形態)は、編物地100の用途などによっても異なり、特に限定されない。糸T1,T2,T3には、モノフィラメントやマルチフィラメント(複数本のモノフィラメント糸を束ねた糸。撚糸も含むものとする。)など、各種の糸を使用することができる。糸T1,T2,T3は、捲縮加工が施されたものであってもよい。糸T1,T2,T3を同一の形態の糸としてもよいが、それぞれを別の形態の糸としてもよい。
【0019】
また、糸T1,T2,T3の素材も、編物地100の用途などによって異なり、特に限定されない。化学繊維や天然繊維など、各種素材の糸を使用することができる。化学繊維としては、ポリアミド系合成繊維やポリエステル系合成繊維やポリオレフィン系合成繊維などの合成繊維や、セルロース系半合成繊維やタンパク質系半合成繊維などの半合成繊維などが例示される。一方、天然繊維としては、綿や麻などのセルロース系天然繊維や、絹や羊毛などのタンパク質系天然繊維や、セルロースなどの天然素材を融かして作ったレーヨンやキュプラやテンセルなどの再生繊維などが例示される。凸部を形成する糸T2,T3のうち少なくとも一方を化学繊維とすることも好ましい。これにより、編物地100に凸部をより顕著に形成することが可能になる。なかでも、ポリエチレンテレフタレートやポリブチレンテレフタレートなどのポリエステル系合成繊維を用いると好適である。このほか、糸T1,T2,T3には、弾性糸を用いることもできる。特に、糸T1には、ある程度伸縮性を有するものを採用すると好ましい。
【0020】
4.第一給糸速度調節手段、第二給糸速度調節手段及び第三給糸速度調節手段
第一給糸速度調節手段71は、第一ビーム11の回転速度ω1を変化させることができるものであれば特に限定されない。例えば、図2に示すように、その回転速度が可変な回転駆動手段71aと、回転駆動手段71aの回転力を第一ビーム11に伝えて第一ビーム11をその中心軸回りに回転させる動力伝達部材71bと、回転駆動手段71aに信号を出力して回転駆動手段71aの回転速度を変更する回転速度制御手段71cとで、第一給糸速度調節手段71を構成することができる。本実施態様のラッセル編機においても、給糸速度調節手段71を上記の構成としており、回転駆動手段71aとしてサーボモーターを、動力伝達部材71bとして無端ベルトを、回転速度制御手段71cとしてマイクロプロセッサを用いている。
【0021】
また、本実施態様のラッセル編機においては、上記の回転駆動手段71aと、動力伝達部材71bと、回転速度制御手段71cに加えて、図2に示すように、糸T1の給糸速度V1を計測するための給糸速度計測手段71dを、第一給糸速度調節手段71に組み込んでおり、糸T1の実際の給糸速度V1を回転速度制御手段71cにフィードバックできるようにしている。このため、第一給糸速度調節手段71の誤動作を防止することが可能となっている。給糸速度計測手段71dは、給糸速度V1を計測できるのであれば特に限定されない。本実施態様のラッセル編機においては、アームの先端に軸支されたローラを第一ビーム11に巻装された糸T1に摺接させ、糸T1が供給される際の摩擦力によって回転する前記ローラの回転速度を読み取ることにより、糸T1の給糸速度V1を計測するローラーアーム型電磁センサを用いている。
【0022】
さらに、本実施態様のラッセル編機においては、第二ビーム12と第三ビーム13に、それぞれ第二給糸速度調節手段(図示省略)と第三給糸速度調節手段(図示省略)を接続している。第二給糸速度調節手段は、第二ビーム12の回転速度ω2(図1)を変化させることにより、糸T2の給糸速度V2(図1)を調節するためのものとなっており、第三給糸速度調節手段は、第二ビーム13の回転速度ω3(図1)を変化させることにより、糸T2の給糸速度V2(図1)を調節するためのものとなっている。このため、本実施態様のラッセル編機は、糸T1の給糸速度V1だけでなく、糸T2,T3の給糸速度V2,V3も独立して調節することができるようになっている。第二給糸速度調節手段と第三給糸速度調節手段の具体的な構成は、上記の第一給糸速度調節手段と同様であるため、その詳細な説明は割愛する。速度制御手段90は、第一給糸速度調節手段71と、第二給糸速度調節手段と、第三給糸速度調節手段とで、共通のものを使用している。
【0023】
5.開閉針(べら針又はコンパウンドニードル)
開閉針20は、図1に示すように、第一ビーム11、第二ビーム12及び第三ビーム13から供給された糸T1,T2,T3を編成し、編物地100とするものとなっている。図1の例では、開閉針20として、鉤状に形成されたフック部を先端に有する針本体21と、針本体21に軸支されて前記フック部の開閉を行うラッチ22とで構成されたべら針を用いているが、鉤状に形成されたフック部を先端に有する針本体と、針本体に対してスライドして前記フック部の開閉を行うスライダー(トング)とで構成されたコンパウンドニードルを用いることも好ましい。コンパウンドニードルは、べら針と比較してストロークが短いため、ニードルバーやそれを納めるキャリッジなどをコンパクトにすることができるという利点がある。この開閉針20は、その上端部がノックオーバー50の上端部よりも高く突き出る上方位置まで上昇する上昇動作と、その上端部がノックオーバー50の上端部よりも下側に沈み込む下方位置まで下降する下降動作(ノックオーバー動作)とを繰り返しながら、糸T1,T2,T3にループ(図示省略)を形成し、編物地100を編成していく。
【0024】
より具体的には、
[1]開閉針20のラッチ22(開閉針20がコンパウンドニードルである場合にはトング。以下同じ。)を開きながら上方位置まで移動させる上昇工程と、
[2]上方位置にある開閉針20(針本体21のフック部)に糸T1,T2,T3を巻き掛ける巻掛け工程と、
[3]ラッチ22を閉じて開閉針20を下方位置まで下降させ、針本体21のフック部を既に形成されているループ(現在、フック部で形成されているループよりも1つ前に形成されたループ)の中を通す下降工程(ノックオーバー工程)と、
[4]巻取りローラ60で編物地100を所定距離(1つのループに相当する距離)だけ巻き取る巻取り工程と、
を繰り返すことにより、編物地100が編成されるようになっている。それぞれの開閉針20は、共通のニードルバー(図示省略)に固定されており、一体的に連動するようになっている。
【0025】
6.第一リード、第二リード及び第三リード
第一リード31は、図1に示すように、第一ビーム11から供給された糸T1を案内して開閉針20に巻き掛けるためのものとなっている。第一リード31は、糸T1を通すための案内孔が先端に設けられたガイドアイ31aと、ガイドアイ31aを固定するためのガイドバー31bとで構成されている。図1においては、図示の便宜上、ガイドアイ31aを1つしか記載していないが、実際には、開閉針20の数と同じ数のガイドアイ31aが存在する。複数のガイドアイ31aは、図1の紙面奥側へ、開閉針20と同じピッチで配される。これら複数のガイドアイ31aは、通常、共通のガイドバー31bに固定されており、一体的に連動するようになっている。
【0026】
また、第二リード32は、図1に示すように、第二ビーム12から供給された糸T2を案内して開閉針20に巻き掛けるためのものとなっている。第二リード32は、糸T2を通すための案内孔が先端に設けられたガイドアイ32aと、ガイドアイ32aを固定するためのガイドバー32bとで構成されている。さらに、第三リード33は、第三ビーム13から供給された糸T3を案内して開閉針20に巻き掛けるためのものとなっている。第三リード33は、糸T3を通すための案内孔が先端に設けられたガイドアイ33aと、ガイドアイ33aを固定するためのガイドバー33bとで構成されている。ガイドアイ32a,33aが複数存在する点などについては、ガイドアイ31aと同様であるため、説明を割愛する。
【0027】
これら、第一リード31、第二リード32及び第三リード33は、ガイドアイ31a,32a,33aを隣り合う開閉針20の隙間で通り抜けさせる(ガイドアイ31a,32a,33aを図1における紙面左右方向に移動させる)スイングモーションと、ガイドアイ31a,32a,33aを開閉針20の列方向(図1における紙面に垂直な方向)に移動させるショッグモーションとを繰り返しながら、開閉針20に糸T1,T2,T3を巻き掛けていく。スイングモーションには、開閉針20のフック部(針本体21のフック部)の開口側(腹側)から反対側(背側)へと移動(図1における紙面左側から紙面右側へ移動)するフロントスイングモーションと、開閉針20のフック部の非開口側(背側)から反対側(腹側)へと移動(図1における紙面右側から紙面左側へ移動)するバックスイングモーションとがある。一方、ショッグモーションには、開閉針20のフック部の開口側(腹側)で移動するオーバーラッピングモーションと、開閉針20のフック部の非開口側(背側)で移動するアンダーラッピングモーションとがある。
【0028】
7.シンカー
シンカー40は、上述した上昇工程において、図1に示す位置(後退位置)からノックオーバー50の上端を超える位置(前進位置)まで移動することにより、開閉針20につられて既に形成されたループ(開閉針20周辺の編物地100)が上昇するのを防ぐためのものとなっている。シンカー40は、図1における紙面奥側へ並列(櫛刃状)に配された複数の押さえピンを備えたものとなっており、それぞれの押さえピンを隣り合う開閉針20の隙間から前進位置まで前進させて編物地100を押さえることにより、前記ループの上昇を防ぐものとなっている。
【0029】
8.ノックオーバー
ノックオーバー50は、図1に示すように、開閉針20における編物地100の巻取り側へ配されており、開閉針20で編成された直後の編物地100を下方から支えるものとなっている。このノックオーバー50は、上述した下降工程において、開閉針20につられて既に形成されたループ(開閉針20周辺の編物地100)が下降するのを防ぐためのものとなっている。これにより、針本体21のフック部で形成されているループを、編物地100で既に形成されているループ(フック部で形成されているループよりも1つ前に形成されたループ)の中を確実に通すことが可能になり、編物地100の網目(ループ)を連続的に編成していくことが可能となる。ノックオーバー50は、通常、その上端縁が開閉針20の配列方向(図1における紙面手前側から紙面奥側へ向かう方向)と平行に配された板状のものが用いられる。
【0030】
9.巻取りローラ
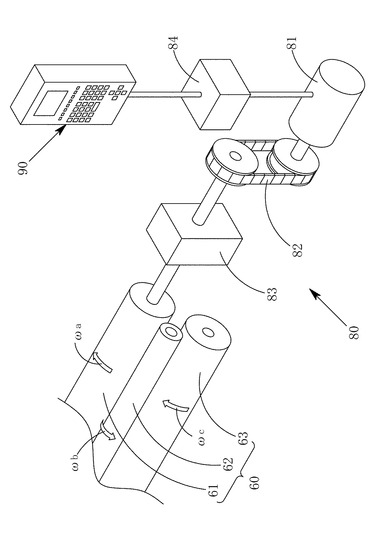
巻取りローラ60は、図1に示すように、開閉針20における編物地100の巻取り側へ配され、開閉針20で編成された編物地100を巻き取るためのものとなっている。本実施態様のラッセル編機において、巻取りローラ60は、第一巻取りローラ61と、第二巻取りローラ62とで構成されている。編物地100は、第一巻取りローラ61、第二巻取りローラ62及び第三巻取りローラ63が順方向(図1における回転速度ωa,ωb,ωcを示す矢印の向き)に回転することにより、編物地100に適切なテンションを加えながら編物地100を巻き取るものとなっている。巻取りローラ60は、図3に示すように、巻取り速度調節手段80に接続されている。図3は、本発明のラッセル編機における巻取り速度調節手段80を示した図である。巻取り速度調節手段80は、巻取りローラ60の回転速度ωa,ωb,ωcを変化させることにより、編物地100の巻取り速度Vを調節するためのものとなっている。
【0031】
10.巻取り速度調節手段
巻取り速度調節手段80は、第一巻取りローラ61、第二巻取りローラ62又は第三巻取りローラ63のうちいずれか1つに接続され、第一巻取りローラ61の回転速度ωa、第二巻取りローラ62の回転速度ωb、又は第三巻取りローラ63の回転速度ωcのうちいずれか1つを直接的に変化させることができるものであれば特に限定されない。本実施態様のラッセル編機において、巻取り速度調節手段80は、図3に示すように、第一巻取りローラ61に接続している。
【0032】
また、巻取り速度調節手段80の具体的な構成も特に限定されない。例えば、その回転速度が可変な回転駆動手段81と、回転駆動手段81の回転力を第一巻取りローラ61に伝えて第一巻取りローラ61をその中心軸回りに回転させる動力伝達部材82と、第一巻取りローラ61と回転駆動手段81のギア比を設定するためのギア手段83と、回転駆動手段81に信号を出力して回転駆動手段81の回転速度を変更する回転速度制御手段84とで巻取り速度調節手段80を構成することができる。本実施態様のラッセル編機においても、巻取り速度調節手段80を上記の構成を採用している。回転駆動手段81としてはサーボモーターを、動力伝達部材82としては無端ベルトを、ギア手段83としてはギアボックスを、回転速度制御手段84としてはマイクロプロセッサを用いている。この他、第一給糸速度調節手段71と同様に、編物地100の巻取り速度Vを計測するための巻取り速度計測手段(図示省略)を組み込んで、編物地100の実際の巻取り速度Vを回転速度制御手段84にフィードバックできるようにしてもよい。
【0033】
11.速度制御手段
速度制御手段90は、第一給糸速度調節手段71における回転速度制御手段71c(図2)と、巻取り速度調節手段80における回転速度制御手段84(図3)に対して制御信号を出力することにより、回転速度制御手段71c,84を制御し、給糸速度V1及び巻取り速度Vを制御するものとなっている。具体的には、編物地100に平坦部を形成していく平坦部形成工程と、編物地100に凸部を形成していく凸部形成工程とを交互に切り替えるものとなっている。平坦部形成工程と凸部形成工程とを切り替えるタイミングは、ラッセル編機における、第一リード31、第二リード32及び第三リード33などの動作を制御する編成制御手段(図示省略)から、現在、編組織におけるどの部分を編成しているのかの情報を得ることにより判断する。編成制御手段は、予めプログラムされた編組織に従って編物地100を編成するように、第一リード31、第二リード32及び第三リード33などに指令を出す。
【0034】
平坦部形成工程と凸部形成工程とについてより具体的に説明する。平坦部形成工程は、第一ビーム11、第二ビーム12及び第三ビーム13からそれぞれ糸T1,T2,T3を供給するとともに、巻取りローラ60で編物地100を巻き取ることにより行われる。すなわち、速度制御手段90で第一給糸速度調節手段71及び巻取り速度調節手段80を制御して、第一ビーム11、第二ビーム12、第三ビーム13及び巻取りローラ60の全てを順方向に回転させることにより行われる。平坦部形成工程において、糸T1,T2,T3の給糸速度V1,V2,V3及び編物地100の巻取り速度Vを具体的にどの程度に設定するのかは、各ローラの直径や編組織によっても異なり、0cm/sを超えるのであれば特に限定されない。各ローラの直径や編組織によって、給糸速度V1,V2,V3は、全て等しく設定される場合もあれば、そのうち少なくとも1つ以上が他と異なる値に設定される場合もある。巻取り速度Vは、通常、開閉針20によって編成される編物地100を、無理に引っ張ったり、必要以上に余らせたりすることなく、その都度巻き取ることのできる値に設定される。
【0035】
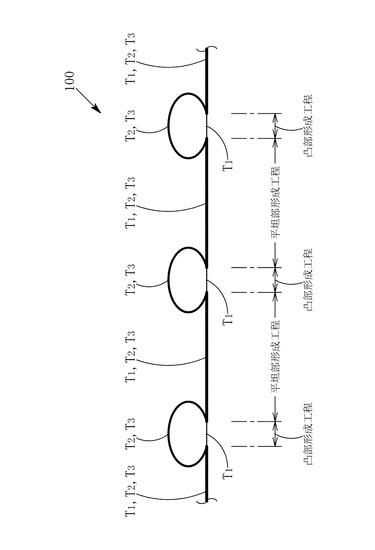
これに対し、凸部形成工程は、第二ビーム12及び第三ビーム13からは、それぞれ平坦部形成工程と同等(ある程度は変化させてもよい)の給糸速度V2,V3で糸T2,T3を供給し続ける一方、第一ビーム11からの糸T1の給糸速度V1及び巻取りローラ60による編物地100の巻取り速度Vを平坦部形成工程よりも著しく遅くすることにより行われる。すなわち、速度制御手段90で第一給糸速度調節手段71及び巻取り速度調節手段80を制御して、第一ビーム11の回転速度ω1と第一巻取りローラ61の回転速度ωaを平坦部形成工程よりも著しく遅くすることにより行われる。第二巻取りローラ62の回転速度ωbと第三巻取りローラ63の回転速度ωcは、第一巻取りローラ61の回転速度ωaにつられて自然と遅くなる。本実施態様のラッセル編機では、凸部形成工程における給糸速度V2,V3は、平坦部形成工程と同じに設定し、給糸速度V1及び巻取り速度Vは、いずれも0cm/sとしている。すなわち、凸部形成工程においては、第一ビーム11と第一巻取りローラ61はいずれもその回転を停止させている。これにより、図4に示すように、凸部形成工程において、糸T1に対して糸T2,T3をだぶつかせ(弛んだ状態として)、編物地100に凸部を形成することが可能となる。図4は、本発明のラッセル編機によって編成される編物地100をその緯方向から見た状態を示した図である。図4を見ると、糸T2,T3が膨らんで凸部を形成していることが分かる。
【0036】
平坦部形成工程における糸T1の給糸速度V1(μ1とする。)に対する凸部形成工程における糸T1の給糸速度V1(μ2とする。)の比μ2/μ1は、0以上でかつ1よりも小さければ特に限定されない。しかし、比μ2/μ1を大きくしすぎると、糸T1に対する糸T2,T3のだぶつきが少なくなり、編物地100に凸部を形成しにくくなるおそれがある。このため、比μ2/μ1は、通常、0.5以下とされる。比μ2/μ1は、0.3以下であると好ましく、0.1以下であるとより好ましい。また、平坦部形成工程における編物地100の巻取り速度V(ν1とする。)に対する凸部形成工程における編物地100の巻取り速度V(ν2とする。)の比ν2/ν1も、0以上でかつ1よりも小さければ特に限定されない。比ν2/ν1は、通常、比μ2/μ1と同等とされる。
【0037】
ところで、糸T2,T3に対してだぶつかせる糸T1を巻装する第一ビーム11は、通常、ラッセル編機における最も奥側(第二ビーム12や第三ビーム13よりも奥側)か、ラッセル編機における最も手前側(第二ビーム12や第三ビーム13よりも手前側)に配される。換言すると、糸T2を巻装する第二ビーム12と、糸T3を巻装する第三ビーム13は、隣に配される。これは、図4に示すように、糸T2,T3は、平坦部形成工程だけでなく凸部形成工程においても、互いに絡み合いながら網目(ループ)を形成していくのに対し、糸T1は、平坦部形成工程においては、糸T2,T3と絡み合いながら網目を形成するものの、凸部形成工程においては、網目を形成することなく、糸T2,T3と絡み合うこともないからである。糸T1を巻装する第一ビーム11は、最も手前側(第二ビーム12及び第三ビーム13よりも手前側)に配すると特に好適である。
【0038】
12.編組織
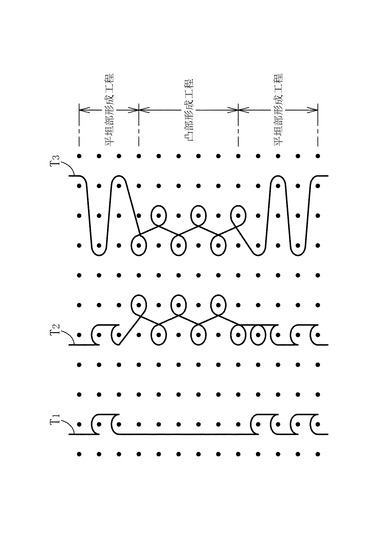
本実施態様のラッセル編機で編成できる編組織は、少なくとも3組の糸T1,T2,T3を用いるラッセル編組織であれば特に限定されない。本実施態様のラッセル編機は、図5に示す編組織を編成するように設定されている。図5は、本発明のラッセル編機によって編成される編物地100の組織図である。図5に示すように、平坦部形成工程では、糸T1と糸T2と糸T3とが互いに絡み合い、凸部形成工程では、糸T2と糸T3のみが互いに絡み合う。凸部形成工程における糸T1は、糸T2又は糸T3と互いに絡み合うことなく、1本の筋状のままとなっている。
【0039】
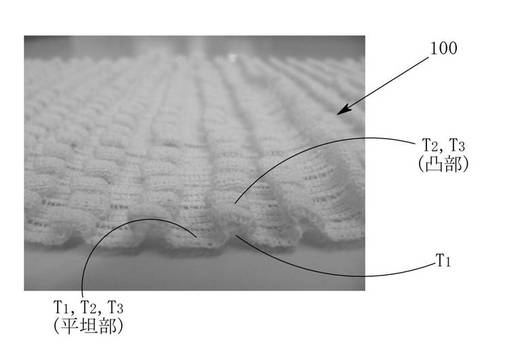
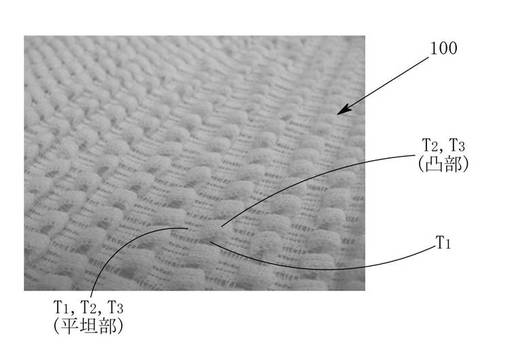
この組織図に従って編成すると、図6〜8に示す編物地100が得られる。図6は、本発明のラッセル編機で編成された編物地100をそのオモテ面(凸部形成側)が上向きとなるように配して側方から撮影した写真である。図7は、本発明のラッセル編機で編成された編物地100をそのオモテ面(凸部形成側)が上向きとなるように配して斜め上方から撮影した写真である。図8は、本発明のラッセル編機で編成された編物地100をそのウラ面(凸部非形成側)が上向きとなるように配して斜め上方から撮影した写真である。図6においては、紙面左手から紙面右手に向かう方向が、巻取りローラ60による巻取り方向に一致している。また、図7,8においては、紙面左上手から紙面右下手に向かう方向が、巻取りローラ60による巻取り方向に一致している。
【0040】
図6〜8(特に図6,7)を見ると、編物地100には、糸T2,T3が糸T1に対してだぶつくことにより、複数の凸部が形成されていることが分かる。凸部は、編物地100の緯方向に亘って畦状に形成されている。本発明のラッセル編機を用いると、図6〜8に示すように、編物地100の緯方向に亘る凸部を編物地100の巻取り方向へ繰り返し形成することが可能となる。また、上記の平坦部形成工程と凸部形成工程とを切り替えるタイミングを変更することにより、それぞれの凸部や平坦部の幅(編物地100の巻取り方向に対する長さ)や、凸部の高さ(平坦部に対する凸部の高さ)を場所によって変化させることも可能である。さらに、編物地100におけるその巻取り方向の一定区間のみに凸部を繰り返し形成し、他の部分は平坦部とするといった変更も容易に行える。このように、本発明のラッセル編機は、その緯方向に亘る凸部を有する様々な形態の編物地100を容易に編成できるものとなっている。
【0041】
図9は、本発明のラッセル編機で編成された別の例の編物地100をそのオモテ面が上向きとなるように配して側方から撮影した写真である。図10は、本発明のラッセル編機で編成されたさらに別の例の編物地100をそのオモテ面が上向きとなるように配して側方から撮影した写真である。本実施態様のラッセル編機では、使用する糸T1,T2,T3の種類や編組織を変更するように、図9や図10に示すように、バラエティに富んだ編物地100を製造することも可能である。編物地100の編組織は、編物地100の用途などに応じて適宜決定する。
【0042】
13.用途
本発明のラッセル編機で編成された編物地100は、その用途を特に限定されるものではなく、各種用途に用いることができる。例えば、タオル類や、敷物類や、カバー類や、衣類などとして用いることができる。なかでも、浴用ボディタオルとして好適である。浴用ボディタオルには、使用者の身体の汚れが落ちやすくなるといった洗浄作用が要求され
ることに加えて、使用者の身体に適度な刺激が加えられて血行が良くなるといった血行促進作用も要求されることが多いが、本発明のラッセル編機で編成される編物地100に繰り返し形成される凸部は、編物地100に上記の洗浄作用や血行促進作用を好適に付与することができるからである。本発明のラッセル編機は、通気性立体構造クッション素材も好適に編成することができる。通気性立体構造クッション素材は、現在、幅広い分野で使用されており、今後、さらなる需要の拡大が見込まれる編物地である。
【符号の説明】
【0043】
11 第一ビーム
12 第二ビーム
13 第三ビーム
20 開閉針
21 針本体
22 ラッチ
31 第一リード
31a ガイドアイ
31b ガイドバー
32 第二リード
32a ガイドアイ
32b ガイドバー
33 第三リード
33a ガイドアイ
33b ガイドバー
40 シンカー
50 ノックオーバー
60 巻取りローラ
61 第一巻取りローラ
62 第二巻取りローラ
63 第三巻取りローラ
71 第一給糸速度調節手段
71a サーボモーター(回転駆動手段)
71b 無端ベルト(動力伝達部材)
71c マイクロプロセッサ(回転速度制御手段)
71d ローラーアーム型電磁センサ(給糸速度計測手段)
80 巻取り速度調節手段
81 回転駆動手段
82 動力伝達部材
83 ギア手段(ギアボックス)
84 回転速度制御手段
90 プログラマブルコントローラ(速度制御手段)
100 編物地
T1 糸
T2 糸
T3 糸
V 編物地の巻取り速度
V1 糸T1の給糸速度
V2 糸T2の給糸速度
V3 糸T3の給糸速度
ω1 第一ビームの回転速度
ω2 第二ビームの回転速度
ω3 第三ビームの回転速度
ωa 第一巻取りローラの回転速度
ωb 第二巻取りローラの回転速度
ωc 第三巻取りローラの回転速度
【技術分野】
【0001】
本発明は、ラッセル編機と、このラッセル編機を用いた編物地の製造方法とに関する。
【背景技術】
【0002】
従来より、[1]糸を巻装するための複数のビームと、[2]先端部が鉤状(ひげ状)に折り返された編針(ひげ針)と、[3]複数のビームから供給された複数本の糸をそれぞれ案内してひげ針に巻き掛けて該糸にループを形成していく複数のリードと、[4]前記複数本の糸が巻き掛けられたひげ針を下降させてひげ針の基端部付近で既に形成されているループの中を通す動作(「ノックオーバー動作」と呼ばれる。)を行う際に、ひげ針の内部に保持された前記複数本の糸が逃げないようにひげ針の先端部を押圧して閉じるためのプレッサーと、[5]ひげ針を下降させて前記ノックオーバー動作を行う際に、ひげ針の基端部付近に既に形成されている前記ループをリリースし、それ以外のタイミングでは前記ループがひげ針の上下動につられて動かないように前記ループを保持するシンカーと、[6]ひげ針で編成された編物地を巻き取るための巻取りローラとを備えた経編機が知られている(例えば、特許文献1)。
【0003】
この種の経編機は、「トリコット編機」と呼ばれており、各種の編物地を編成するのに用いられている。しかし、トリコット編機は、その構造上、メリヤス生地のように、アンダーラップ動作(編針(ひげ針)の先端部における鉤状の部分の非開口側(背側)で編針を編針の列に平行な方向に動かす動作)が多用される編物地を編成するのには好適に用いることができたが、ネットやレースのように、アンダーラップ動作が殆ど使用されない編物地を編成するものとしては向いていなかった。このため、トリコット編機は、浴用ボディタオルなどを製造するのには向いていなかった。また、トリコット編機は、編成される編物地の度目が必然的に決まるため、編物地の巻取り方向(経方向)における一の区間のみに、他の区間とは異なる度目の部分を形成するといったことができなかった。さらに、トリコット編機のような経編機は、編物地の経方向に畦状に延びる凸部を形成することはできるが、編物地の幅方向(緯方向)に畦状に延びる凸部を形成することはできなかった。
【0004】
これに対し、[1]糸を巻装するための複数のビームと、[2]鉤状に形成されたフック部を先端に有する針本体と、該針本体に軸支されて前記フック部の開閉を行うラッチとで構成された編針(べら針)と、[3]前記複数本の糸をそれぞれ案内してべら針に巻き掛けて該糸にループを形成していく複数のリードと、[4]べら針を上方位置(べら針に前記複数本の糸が巻き掛けられる位置)まで上昇させる際に、べら針の基端部付近で既に形成されているループがべら針につられて上昇するのを防ぐためのシンカーと、[5]前記複数本の糸が巻き掛けられたべら針を上方位置から下降させて既に形成されたループの中を通すノックオーバー動作の際に、べら針の基端部付近で既に形成されているループがべら針につられて下降するのを防ぐためのノックオーバープレート(単に「ノックオーバー」と呼ばれることもある。)と、[6]べら針で編成された編物地を巻き取るための巻取りローラとを備えた経編機が知られている(例えば、特許文献2)。
【0005】
この種の経編機は、「ラッセル編機」あるいは「ラッシェル編機」と呼ばれており、各種の編物地を編成するのに用いられている。ラッセル編機は、べら針の基端部付近で既に形成されているループをノックオーバープレートによって支持する構造となっているため、ネットやレースのように、アンダーラップ動作が殆ど使用されない編物地も好適に編成することができる。また、それで編成される編物地の度目をコンピュータ制御によって容易に変更することができるため、編物地の巻取り方向(経方向)における一の区間のみに、他の区間とは異なる度目の部分を形成するといったことも容易である。ラッセル編機では、べら針の代わりに、べら針におけるラッチに相当する部分(トング)が針本体から独立してスライドする編針(コンパウンドニードル)を使用することもある。以下においては、べら針とコンパウンドニードルを総称して「開閉針」と呼ぶことがある。しかし、開閉針を用いたラッセル編機も、経編機であることには変わらず、編物地の経方向に畦状に延びる凸部を形成することはできたが(特許文献2の図1を参照)、編物地の幅方向(緯方向)に畦状に延びる凸部を形成することはできなかった。
【0006】
ところで、浴用ボディタオルでは、その幅方向に畦状に延びる凸部が繰り返し形成されたものも提案されている(例えば、特許文献3)。この種の浴用ボディタオルを使用すると、身体の汚れが落ちやすくなるだけでなく、身体に適度な刺激が加えられて血行が良くなるといった効果が期待される。しかし、上述したように、従来のラッセル編機では、編物地の幅方向に畦状に延びる凸部を形成することができなかった。このため、従来のラッセル編機で上記のような浴用ボディタオルを得ようとすると、まず、編物地の経方向に沿って凸部を畦状に形成し、得られた編物地を緯方向に細長く裁断するといった製造方法を採用する必要があった。ところが、この場合には、裁断面が長くなり、解れ防止のための縫製を行わなければならない部分の距離も長くなるため、この縫製の難易度が高くなることがある。また、得られる編物地の歩留まりが低下するおそれがある。さらに、浴用ボディタオルは、その長手方向に大きな引張力が加えられる状態で使用されることが多いが、上記のような方法で浴用ボディタオルを裁断すると、浴用ボディタオルが引き裂かれやすくなるおそれもある。経編地は、経方向の引裂強度よりも緯方向の引裂強度の方が小さいのが一般的だからである。
【0007】
したがって、その幅方向に畦状に延びる凸部が繰り返し形成された浴用ボディタオルを、歩留まりを低下させることなく、耐久性にすぐれたものとしようとすると、特許文献3の浴用ボディタオルのように、その生地における所定箇所をたぐり寄せてヒダを形成し、そのヒダの部分を糸で縫合する方法を採用するくらいしか方法がない。しかし、この方法では、ヒダを形成する工程と、そのヒダを縫合する工程とが別途必要になるため、浴用ボディタオルの製造コストが高くなるという欠点がある。ラッセル編機で、編物地の緯方向(幅方向)に畦状に延びる凸部を繰り返し形成することができればよいのであるが、このようなラッセル編機は、これまでに提案されていなかった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2001−131850号公報
【特許文献2】特開2008−179913号公報
【特許文献3】特開2008−272391号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記課題を解決するためになされたものであり、編物地の緯方向に畦状に延びる凸部を形成することができるラッセル編機を提供するものである。また、このラッセル編機を用いた編物地の製造方法を提供することも本発明の目的である。
【課題を解決するための手段】
【0010】
上記課題は、
糸T1を供給するための第一ビームと、
糸T2を供給するための第二ビームと、
糸T3を供給するための第三ビームと、
第一ビーム、第二ビーム及び第三ビームから供給された糸T1,T2,T3が巻き掛けられ、糸T1,T2,T3にループを形成しながら編物地を編成していくための開閉針(べら針又はコンパウンドニードル)と、
第一ビームから供給された糸T1を案内して開閉針に巻き掛けるための第一リードと、
第二ビームから供給された糸T2を案内して開閉針に巻き掛けるための第二リードと、
第三ビームから供給された糸T3を案内して開閉針に巻き掛けるための第三リードと、
開閉針を糸T1,T2,T3が巻き掛けられる上方位置まで上昇させる際に、既に形成されたループが開閉針につられて上昇するのを防ぐためのシンカーと、
糸T1,T2,T3が巻き掛けられた開閉針を上方位置から下降させて既に形成されたループの中を通す際に、該ループが開閉針につられて下降するのを防ぐためのノックオーバーと、
開閉針で編成された編物地を巻き取るための巻取りローラと
を備えたラッセル編機であって、
さらに、
第一ビームの回転速度を変化させることにより、糸T1の給糸速度V1を調節するための第一給糸速度調節手段と、
巻取りローラの回転速度を変化させることにより、編物地の巻取り速度Vを調節するための巻取り速度調節手段と、
第一給糸速度調節手段及び巻取り速度調節手段を制御して給糸速度V1及び巻取り速度Vを制御するための速度制御手段と
を備え、
速度制御手段によって、
第一ビーム、第二ビーム及び第三ビームからそれぞれ糸T1,T2,T3を供給するとともに、巻取りローラで編物地を巻き取ることにより、編物地に平坦部を形成していく平坦部形成工程と、
第一給糸速度調節手段によって糸T1の給糸速度V1を平坦部形成工程よりも遅くするとともに、巻取り速度調節手段によって編物地の巻取り速度Vを平坦部形成工程よりも遅くすることにより、糸T1に対して糸T2,T3をだぶつかせて編物地に凸部を形成していく凸部形成工程と
が交互に切り替えられるようにしたことを特徴とするラッセル編機
を提供することによって解決される。
【0011】
これにより、経編機であるラッセル編機において、編物地の緯方向に畦状に延びる凸部を形成することが可能になる。したがって、上述したような浴用ボディタオル(その幅方向(緯方向)に畦状に延びる凸部が繰り返し形成された浴用ホディタオル)をワンショットで編成することも可能になる。また、1枚の連続した編物地に形成される凸部の高さや間隔を場所によって変えるといったことも可能であるので、得られる編物地の形態に変化を持たせることも容易である。加えて、編物地の巻取り方向(経方向)における一の区間のみに凸部と平坦部とを繰り返し形成し、他の区間は平坦部のみで形成するといったことも可能である。
【0012】
また、上記課題は、
糸T1を供給するための第一ビームと、
糸T2を供給するための第二ビームと、
糸T3を供給するための第三ビームと、
第一ビーム、第二ビーム及び第三ビームから供給された糸T1,T2,T3が巻き掛けられ、糸T1,T2,T3にループを形成しながら編物地を編成していくための開閉針(べら針又はコンパウンドニードル)と、
第一ビームから供給された糸T1を案内して開閉針に巻き掛けるための第一リードと、
第二ビームから供給された糸T2を案内して開閉針に巻き掛けるための第二リードと、
第三ビームから供給された糸T3を案内して開閉針に巻き掛けるための第三リードと、
開閉針を糸T1,T2,T3が巻き掛けられる上方位置まで上昇させる際に、既に形成されたループが開閉針につられて上昇するのを防ぐためのシンカーと、
糸T1,T2,T3が巻き掛けられた開閉針を上方位置から下降させて既に形成されたループの中を通す際に、該ループが開閉針につられて下降するのを防ぐためのノックオーバーと、
開閉針で編成された編物地を巻き取るための巻取りローラと
を備えたラッセル編機を用いて編物地を製造する編物地の製造方法であって、
第一ビーム、第二ビーム及び第三ビームからそれぞれ糸T1,T2,T3を供給するとともに、巻取りローラで編物地を巻き取ることにより、編物地に平坦部を形成していく平坦部形成工程と、
糸T1の給糸速度V1を平坦部形成工程よりも遅くするとともに、編物地の巻取り速度Vを平坦部形成工程よりも遅くすることにより、糸T1に対して糸T2,T3をだぶつかせて編物地に凸部を形成していく凸部形成工程と
を交互に切り替えながら編物地を製造することを特徴とする編物地の製造方法
を提供することによっても解決される。この編物地の製造方法は、上記のラッセル編機を用いて好適に実施することができる。
【発明の効果】
【0013】
以上のように、本発明によって、編物地の緯方向に畦状に延びる凸部を形成することができるラッセル編機を提供することが可能になる。また、このラッセル編機を用いた編物地の製造方法を提供することも可能になる。
【図面の簡単な説明】
【0014】
【図1】本発明のラッセル編機を側方から見た状態を示した図である。
【図2】本発明のラッセル編機における第一給糸速度調節手段を示した図である。
【図3】本発明のラッセル編機における巻取り速度調節手段を示した図である。
【図4】本発明のラッセル編機によって編成される編物地をその緯方向から見た状態を示した図である。
【図5】本発明のラッセル編機によって編成される編物地の組織図である。
【図6】本発明のラッセル編機で編成された編物地をそのオモテ面が上向きとなるように配して側方から撮影した写真である。
【図7】本発明のラッセル編機で編成された編物地をそのオモテ面が上向きとなるように配して斜め上方から撮影した写真である。
【図8】本発明のラッセル編機で編成された編物地をそのウラ面が上向きとなるように配して斜め上方から撮影した写真である。
【図9】本発明のラッセル編機で編成された別の例の編物地をそのオモテ面が上向きとなるように配して側方から撮影した写真である。
【図10】本発明のラッセル編機で編成されたさらに別の例の編物地をそのオモテ面が上向きとなるように配して側方から撮影した写真である。
【発明を実施するための形態】
【0015】
1.本発明のラッセル編機の概要
本発明のラッセル編機の好適な実施態様について、図面を用いてより具体的に説明する。図1は、本発明のラッセル編機を側方から見た状態を示した図である。本実施態様のラッセル編機は、図1に示すように、第一ビーム11と、第二ビーム12と、第三ビーム13と、開閉針20と、第一リード31と、第二リード32と、第三リード33と、シンカー40と、ノックオーバー50と、巻取りローラ60とを備えたものとなっており、糸T1,T2,T3を開閉針20で編成することにより、編物地100を編成するものとなっている。図1においては、図示の便宜上、開閉針20を1つしか記載していないが、実際には、編物地100をその緯方向(幅方向)に同時に編成することができるように、図1の紙面奥側へ複数の開閉針20が並列に配されている。
【0016】
2.第一ビーム、第二ビーム及び第三ビーム
第一ビーム11には、図1に示すように、糸T1が巻装されている。また、第二ビーム12には、糸T2が巻装されている。さらに、第三ビーム13には、糸T3が巻装されている。図1においては、図示の便宜上、糸T1,T2,T3を1本ずつしか記載していないが、実際には、第一ビーム11、第二ビーム12及び第三ビーム13からは、開閉針20の数と同じ本数の糸T1,T2,T3が供給される。糸T1,T2,T3の本数が多い場合には、第一ビーム11、第二ビーム12及び第三ビーム13も複数本ずつ設けられる。この場合には、第一ビーム11、第二ビーム12及び第三ビーム13は、それらから供給される糸T1,T2,T3が絡まない場所にそれぞれ配置される。糸T1,T2,T3は、第一ビーム11、第二ビーム12及び第三ビーム13が順方向(図1における回転速度ω1,ω2,ω3を示す矢印の向き)に回転することにより、第一ビーム11、第二ビーム12及び第三ビーム13からそれぞれ供給される仕組みとなっている。
【0017】
第一ビーム11は、図2に示すように、第一給糸速度調節手段71に接続されている。図2は、本発明のラッセル編機における第一給糸速度調節手段71を示した図である。第一給糸速度調節手段71は、第一ビーム11の回転速度ω1を変化させることにより、糸T1の給糸速度V1を調節するためのものとなっている。第一ビーム11が複数本設けられる場合には、第一給糸速度調節手段71も複数個設けてもよいが、後述する回転速度制御手段71cなど、1つにまとめても差し支えない部分については、1つにまとめると好ましい。第一給糸速度調節手段71には、第一給糸速度調節手段71を制御して糸T1の給糸速度V1を制御するための速度制御手段90が接続されている。
【0018】
3.糸
第一ビーム11、第二ビーム12及び第三ビーム13に巻装する糸T1,T2,T3の種類(形態)は、編物地100の用途などによっても異なり、特に限定されない。糸T1,T2,T3には、モノフィラメントやマルチフィラメント(複数本のモノフィラメント糸を束ねた糸。撚糸も含むものとする。)など、各種の糸を使用することができる。糸T1,T2,T3は、捲縮加工が施されたものであってもよい。糸T1,T2,T3を同一の形態の糸としてもよいが、それぞれを別の形態の糸としてもよい。
【0019】
また、糸T1,T2,T3の素材も、編物地100の用途などによって異なり、特に限定されない。化学繊維や天然繊維など、各種素材の糸を使用することができる。化学繊維としては、ポリアミド系合成繊維やポリエステル系合成繊維やポリオレフィン系合成繊維などの合成繊維や、セルロース系半合成繊維やタンパク質系半合成繊維などの半合成繊維などが例示される。一方、天然繊維としては、綿や麻などのセルロース系天然繊維や、絹や羊毛などのタンパク質系天然繊維や、セルロースなどの天然素材を融かして作ったレーヨンやキュプラやテンセルなどの再生繊維などが例示される。凸部を形成する糸T2,T3のうち少なくとも一方を化学繊維とすることも好ましい。これにより、編物地100に凸部をより顕著に形成することが可能になる。なかでも、ポリエチレンテレフタレートやポリブチレンテレフタレートなどのポリエステル系合成繊維を用いると好適である。このほか、糸T1,T2,T3には、弾性糸を用いることもできる。特に、糸T1には、ある程度伸縮性を有するものを採用すると好ましい。
【0020】
4.第一給糸速度調節手段、第二給糸速度調節手段及び第三給糸速度調節手段
第一給糸速度調節手段71は、第一ビーム11の回転速度ω1を変化させることができるものであれば特に限定されない。例えば、図2に示すように、その回転速度が可変な回転駆動手段71aと、回転駆動手段71aの回転力を第一ビーム11に伝えて第一ビーム11をその中心軸回りに回転させる動力伝達部材71bと、回転駆動手段71aに信号を出力して回転駆動手段71aの回転速度を変更する回転速度制御手段71cとで、第一給糸速度調節手段71を構成することができる。本実施態様のラッセル編機においても、給糸速度調節手段71を上記の構成としており、回転駆動手段71aとしてサーボモーターを、動力伝達部材71bとして無端ベルトを、回転速度制御手段71cとしてマイクロプロセッサを用いている。
【0021】
また、本実施態様のラッセル編機においては、上記の回転駆動手段71aと、動力伝達部材71bと、回転速度制御手段71cに加えて、図2に示すように、糸T1の給糸速度V1を計測するための給糸速度計測手段71dを、第一給糸速度調節手段71に組み込んでおり、糸T1の実際の給糸速度V1を回転速度制御手段71cにフィードバックできるようにしている。このため、第一給糸速度調節手段71の誤動作を防止することが可能となっている。給糸速度計測手段71dは、給糸速度V1を計測できるのであれば特に限定されない。本実施態様のラッセル編機においては、アームの先端に軸支されたローラを第一ビーム11に巻装された糸T1に摺接させ、糸T1が供給される際の摩擦力によって回転する前記ローラの回転速度を読み取ることにより、糸T1の給糸速度V1を計測するローラーアーム型電磁センサを用いている。
【0022】
さらに、本実施態様のラッセル編機においては、第二ビーム12と第三ビーム13に、それぞれ第二給糸速度調節手段(図示省略)と第三給糸速度調節手段(図示省略)を接続している。第二給糸速度調節手段は、第二ビーム12の回転速度ω2(図1)を変化させることにより、糸T2の給糸速度V2(図1)を調節するためのものとなっており、第三給糸速度調節手段は、第二ビーム13の回転速度ω3(図1)を変化させることにより、糸T2の給糸速度V2(図1)を調節するためのものとなっている。このため、本実施態様のラッセル編機は、糸T1の給糸速度V1だけでなく、糸T2,T3の給糸速度V2,V3も独立して調節することができるようになっている。第二給糸速度調節手段と第三給糸速度調節手段の具体的な構成は、上記の第一給糸速度調節手段と同様であるため、その詳細な説明は割愛する。速度制御手段90は、第一給糸速度調節手段71と、第二給糸速度調節手段と、第三給糸速度調節手段とで、共通のものを使用している。
【0023】
5.開閉針(べら針又はコンパウンドニードル)
開閉針20は、図1に示すように、第一ビーム11、第二ビーム12及び第三ビーム13から供給された糸T1,T2,T3を編成し、編物地100とするものとなっている。図1の例では、開閉針20として、鉤状に形成されたフック部を先端に有する針本体21と、針本体21に軸支されて前記フック部の開閉を行うラッチ22とで構成されたべら針を用いているが、鉤状に形成されたフック部を先端に有する針本体と、針本体に対してスライドして前記フック部の開閉を行うスライダー(トング)とで構成されたコンパウンドニードルを用いることも好ましい。コンパウンドニードルは、べら針と比較してストロークが短いため、ニードルバーやそれを納めるキャリッジなどをコンパクトにすることができるという利点がある。この開閉針20は、その上端部がノックオーバー50の上端部よりも高く突き出る上方位置まで上昇する上昇動作と、その上端部がノックオーバー50の上端部よりも下側に沈み込む下方位置まで下降する下降動作(ノックオーバー動作)とを繰り返しながら、糸T1,T2,T3にループ(図示省略)を形成し、編物地100を編成していく。
【0024】
より具体的には、
[1]開閉針20のラッチ22(開閉針20がコンパウンドニードルである場合にはトング。以下同じ。)を開きながら上方位置まで移動させる上昇工程と、
[2]上方位置にある開閉針20(針本体21のフック部)に糸T1,T2,T3を巻き掛ける巻掛け工程と、
[3]ラッチ22を閉じて開閉針20を下方位置まで下降させ、針本体21のフック部を既に形成されているループ(現在、フック部で形成されているループよりも1つ前に形成されたループ)の中を通す下降工程(ノックオーバー工程)と、
[4]巻取りローラ60で編物地100を所定距離(1つのループに相当する距離)だけ巻き取る巻取り工程と、
を繰り返すことにより、編物地100が編成されるようになっている。それぞれの開閉針20は、共通のニードルバー(図示省略)に固定されており、一体的に連動するようになっている。
【0025】
6.第一リード、第二リード及び第三リード
第一リード31は、図1に示すように、第一ビーム11から供給された糸T1を案内して開閉針20に巻き掛けるためのものとなっている。第一リード31は、糸T1を通すための案内孔が先端に設けられたガイドアイ31aと、ガイドアイ31aを固定するためのガイドバー31bとで構成されている。図1においては、図示の便宜上、ガイドアイ31aを1つしか記載していないが、実際には、開閉針20の数と同じ数のガイドアイ31aが存在する。複数のガイドアイ31aは、図1の紙面奥側へ、開閉針20と同じピッチで配される。これら複数のガイドアイ31aは、通常、共通のガイドバー31bに固定されており、一体的に連動するようになっている。
【0026】
また、第二リード32は、図1に示すように、第二ビーム12から供給された糸T2を案内して開閉針20に巻き掛けるためのものとなっている。第二リード32は、糸T2を通すための案内孔が先端に設けられたガイドアイ32aと、ガイドアイ32aを固定するためのガイドバー32bとで構成されている。さらに、第三リード33は、第三ビーム13から供給された糸T3を案内して開閉針20に巻き掛けるためのものとなっている。第三リード33は、糸T3を通すための案内孔が先端に設けられたガイドアイ33aと、ガイドアイ33aを固定するためのガイドバー33bとで構成されている。ガイドアイ32a,33aが複数存在する点などについては、ガイドアイ31aと同様であるため、説明を割愛する。
【0027】
これら、第一リード31、第二リード32及び第三リード33は、ガイドアイ31a,32a,33aを隣り合う開閉針20の隙間で通り抜けさせる(ガイドアイ31a,32a,33aを図1における紙面左右方向に移動させる)スイングモーションと、ガイドアイ31a,32a,33aを開閉針20の列方向(図1における紙面に垂直な方向)に移動させるショッグモーションとを繰り返しながら、開閉針20に糸T1,T2,T3を巻き掛けていく。スイングモーションには、開閉針20のフック部(針本体21のフック部)の開口側(腹側)から反対側(背側)へと移動(図1における紙面左側から紙面右側へ移動)するフロントスイングモーションと、開閉針20のフック部の非開口側(背側)から反対側(腹側)へと移動(図1における紙面右側から紙面左側へ移動)するバックスイングモーションとがある。一方、ショッグモーションには、開閉針20のフック部の開口側(腹側)で移動するオーバーラッピングモーションと、開閉針20のフック部の非開口側(背側)で移動するアンダーラッピングモーションとがある。
【0028】
7.シンカー
シンカー40は、上述した上昇工程において、図1に示す位置(後退位置)からノックオーバー50の上端を超える位置(前進位置)まで移動することにより、開閉針20につられて既に形成されたループ(開閉針20周辺の編物地100)が上昇するのを防ぐためのものとなっている。シンカー40は、図1における紙面奥側へ並列(櫛刃状)に配された複数の押さえピンを備えたものとなっており、それぞれの押さえピンを隣り合う開閉針20の隙間から前進位置まで前進させて編物地100を押さえることにより、前記ループの上昇を防ぐものとなっている。
【0029】
8.ノックオーバー
ノックオーバー50は、図1に示すように、開閉針20における編物地100の巻取り側へ配されており、開閉針20で編成された直後の編物地100を下方から支えるものとなっている。このノックオーバー50は、上述した下降工程において、開閉針20につられて既に形成されたループ(開閉針20周辺の編物地100)が下降するのを防ぐためのものとなっている。これにより、針本体21のフック部で形成されているループを、編物地100で既に形成されているループ(フック部で形成されているループよりも1つ前に形成されたループ)の中を確実に通すことが可能になり、編物地100の網目(ループ)を連続的に編成していくことが可能となる。ノックオーバー50は、通常、その上端縁が開閉針20の配列方向(図1における紙面手前側から紙面奥側へ向かう方向)と平行に配された板状のものが用いられる。
【0030】
9.巻取りローラ
巻取りローラ60は、図1に示すように、開閉針20における編物地100の巻取り側へ配され、開閉針20で編成された編物地100を巻き取るためのものとなっている。本実施態様のラッセル編機において、巻取りローラ60は、第一巻取りローラ61と、第二巻取りローラ62とで構成されている。編物地100は、第一巻取りローラ61、第二巻取りローラ62及び第三巻取りローラ63が順方向(図1における回転速度ωa,ωb,ωcを示す矢印の向き)に回転することにより、編物地100に適切なテンションを加えながら編物地100を巻き取るものとなっている。巻取りローラ60は、図3に示すように、巻取り速度調節手段80に接続されている。図3は、本発明のラッセル編機における巻取り速度調節手段80を示した図である。巻取り速度調節手段80は、巻取りローラ60の回転速度ωa,ωb,ωcを変化させることにより、編物地100の巻取り速度Vを調節するためのものとなっている。
【0031】
10.巻取り速度調節手段
巻取り速度調節手段80は、第一巻取りローラ61、第二巻取りローラ62又は第三巻取りローラ63のうちいずれか1つに接続され、第一巻取りローラ61の回転速度ωa、第二巻取りローラ62の回転速度ωb、又は第三巻取りローラ63の回転速度ωcのうちいずれか1つを直接的に変化させることができるものであれば特に限定されない。本実施態様のラッセル編機において、巻取り速度調節手段80は、図3に示すように、第一巻取りローラ61に接続している。
【0032】
また、巻取り速度調節手段80の具体的な構成も特に限定されない。例えば、その回転速度が可変な回転駆動手段81と、回転駆動手段81の回転力を第一巻取りローラ61に伝えて第一巻取りローラ61をその中心軸回りに回転させる動力伝達部材82と、第一巻取りローラ61と回転駆動手段81のギア比を設定するためのギア手段83と、回転駆動手段81に信号を出力して回転駆動手段81の回転速度を変更する回転速度制御手段84とで巻取り速度調節手段80を構成することができる。本実施態様のラッセル編機においても、巻取り速度調節手段80を上記の構成を採用している。回転駆動手段81としてはサーボモーターを、動力伝達部材82としては無端ベルトを、ギア手段83としてはギアボックスを、回転速度制御手段84としてはマイクロプロセッサを用いている。この他、第一給糸速度調節手段71と同様に、編物地100の巻取り速度Vを計測するための巻取り速度計測手段(図示省略)を組み込んで、編物地100の実際の巻取り速度Vを回転速度制御手段84にフィードバックできるようにしてもよい。
【0033】
11.速度制御手段
速度制御手段90は、第一給糸速度調節手段71における回転速度制御手段71c(図2)と、巻取り速度調節手段80における回転速度制御手段84(図3)に対して制御信号を出力することにより、回転速度制御手段71c,84を制御し、給糸速度V1及び巻取り速度Vを制御するものとなっている。具体的には、編物地100に平坦部を形成していく平坦部形成工程と、編物地100に凸部を形成していく凸部形成工程とを交互に切り替えるものとなっている。平坦部形成工程と凸部形成工程とを切り替えるタイミングは、ラッセル編機における、第一リード31、第二リード32及び第三リード33などの動作を制御する編成制御手段(図示省略)から、現在、編組織におけるどの部分を編成しているのかの情報を得ることにより判断する。編成制御手段は、予めプログラムされた編組織に従って編物地100を編成するように、第一リード31、第二リード32及び第三リード33などに指令を出す。
【0034】
平坦部形成工程と凸部形成工程とについてより具体的に説明する。平坦部形成工程は、第一ビーム11、第二ビーム12及び第三ビーム13からそれぞれ糸T1,T2,T3を供給するとともに、巻取りローラ60で編物地100を巻き取ることにより行われる。すなわち、速度制御手段90で第一給糸速度調節手段71及び巻取り速度調節手段80を制御して、第一ビーム11、第二ビーム12、第三ビーム13及び巻取りローラ60の全てを順方向に回転させることにより行われる。平坦部形成工程において、糸T1,T2,T3の給糸速度V1,V2,V3及び編物地100の巻取り速度Vを具体的にどの程度に設定するのかは、各ローラの直径や編組織によっても異なり、0cm/sを超えるのであれば特に限定されない。各ローラの直径や編組織によって、給糸速度V1,V2,V3は、全て等しく設定される場合もあれば、そのうち少なくとも1つ以上が他と異なる値に設定される場合もある。巻取り速度Vは、通常、開閉針20によって編成される編物地100を、無理に引っ張ったり、必要以上に余らせたりすることなく、その都度巻き取ることのできる値に設定される。
【0035】
これに対し、凸部形成工程は、第二ビーム12及び第三ビーム13からは、それぞれ平坦部形成工程と同等(ある程度は変化させてもよい)の給糸速度V2,V3で糸T2,T3を供給し続ける一方、第一ビーム11からの糸T1の給糸速度V1及び巻取りローラ60による編物地100の巻取り速度Vを平坦部形成工程よりも著しく遅くすることにより行われる。すなわち、速度制御手段90で第一給糸速度調節手段71及び巻取り速度調節手段80を制御して、第一ビーム11の回転速度ω1と第一巻取りローラ61の回転速度ωaを平坦部形成工程よりも著しく遅くすることにより行われる。第二巻取りローラ62の回転速度ωbと第三巻取りローラ63の回転速度ωcは、第一巻取りローラ61の回転速度ωaにつられて自然と遅くなる。本実施態様のラッセル編機では、凸部形成工程における給糸速度V2,V3は、平坦部形成工程と同じに設定し、給糸速度V1及び巻取り速度Vは、いずれも0cm/sとしている。すなわち、凸部形成工程においては、第一ビーム11と第一巻取りローラ61はいずれもその回転を停止させている。これにより、図4に示すように、凸部形成工程において、糸T1に対して糸T2,T3をだぶつかせ(弛んだ状態として)、編物地100に凸部を形成することが可能となる。図4は、本発明のラッセル編機によって編成される編物地100をその緯方向から見た状態を示した図である。図4を見ると、糸T2,T3が膨らんで凸部を形成していることが分かる。
【0036】
平坦部形成工程における糸T1の給糸速度V1(μ1とする。)に対する凸部形成工程における糸T1の給糸速度V1(μ2とする。)の比μ2/μ1は、0以上でかつ1よりも小さければ特に限定されない。しかし、比μ2/μ1を大きくしすぎると、糸T1に対する糸T2,T3のだぶつきが少なくなり、編物地100に凸部を形成しにくくなるおそれがある。このため、比μ2/μ1は、通常、0.5以下とされる。比μ2/μ1は、0.3以下であると好ましく、0.1以下であるとより好ましい。また、平坦部形成工程における編物地100の巻取り速度V(ν1とする。)に対する凸部形成工程における編物地100の巻取り速度V(ν2とする。)の比ν2/ν1も、0以上でかつ1よりも小さければ特に限定されない。比ν2/ν1は、通常、比μ2/μ1と同等とされる。
【0037】
ところで、糸T2,T3に対してだぶつかせる糸T1を巻装する第一ビーム11は、通常、ラッセル編機における最も奥側(第二ビーム12や第三ビーム13よりも奥側)か、ラッセル編機における最も手前側(第二ビーム12や第三ビーム13よりも手前側)に配される。換言すると、糸T2を巻装する第二ビーム12と、糸T3を巻装する第三ビーム13は、隣に配される。これは、図4に示すように、糸T2,T3は、平坦部形成工程だけでなく凸部形成工程においても、互いに絡み合いながら網目(ループ)を形成していくのに対し、糸T1は、平坦部形成工程においては、糸T2,T3と絡み合いながら網目を形成するものの、凸部形成工程においては、網目を形成することなく、糸T2,T3と絡み合うこともないからである。糸T1を巻装する第一ビーム11は、最も手前側(第二ビーム12及び第三ビーム13よりも手前側)に配すると特に好適である。
【0038】
12.編組織
本実施態様のラッセル編機で編成できる編組織は、少なくとも3組の糸T1,T2,T3を用いるラッセル編組織であれば特に限定されない。本実施態様のラッセル編機は、図5に示す編組織を編成するように設定されている。図5は、本発明のラッセル編機によって編成される編物地100の組織図である。図5に示すように、平坦部形成工程では、糸T1と糸T2と糸T3とが互いに絡み合い、凸部形成工程では、糸T2と糸T3のみが互いに絡み合う。凸部形成工程における糸T1は、糸T2又は糸T3と互いに絡み合うことなく、1本の筋状のままとなっている。
【0039】
この組織図に従って編成すると、図6〜8に示す編物地100が得られる。図6は、本発明のラッセル編機で編成された編物地100をそのオモテ面(凸部形成側)が上向きとなるように配して側方から撮影した写真である。図7は、本発明のラッセル編機で編成された編物地100をそのオモテ面(凸部形成側)が上向きとなるように配して斜め上方から撮影した写真である。図8は、本発明のラッセル編機で編成された編物地100をそのウラ面(凸部非形成側)が上向きとなるように配して斜め上方から撮影した写真である。図6においては、紙面左手から紙面右手に向かう方向が、巻取りローラ60による巻取り方向に一致している。また、図7,8においては、紙面左上手から紙面右下手に向かう方向が、巻取りローラ60による巻取り方向に一致している。
【0040】
図6〜8(特に図6,7)を見ると、編物地100には、糸T2,T3が糸T1に対してだぶつくことにより、複数の凸部が形成されていることが分かる。凸部は、編物地100の緯方向に亘って畦状に形成されている。本発明のラッセル編機を用いると、図6〜8に示すように、編物地100の緯方向に亘る凸部を編物地100の巻取り方向へ繰り返し形成することが可能となる。また、上記の平坦部形成工程と凸部形成工程とを切り替えるタイミングを変更することにより、それぞれの凸部や平坦部の幅(編物地100の巻取り方向に対する長さ)や、凸部の高さ(平坦部に対する凸部の高さ)を場所によって変化させることも可能である。さらに、編物地100におけるその巻取り方向の一定区間のみに凸部を繰り返し形成し、他の部分は平坦部とするといった変更も容易に行える。このように、本発明のラッセル編機は、その緯方向に亘る凸部を有する様々な形態の編物地100を容易に編成できるものとなっている。
【0041】
図9は、本発明のラッセル編機で編成された別の例の編物地100をそのオモテ面が上向きとなるように配して側方から撮影した写真である。図10は、本発明のラッセル編機で編成されたさらに別の例の編物地100をそのオモテ面が上向きとなるように配して側方から撮影した写真である。本実施態様のラッセル編機では、使用する糸T1,T2,T3の種類や編組織を変更するように、図9や図10に示すように、バラエティに富んだ編物地100を製造することも可能である。編物地100の編組織は、編物地100の用途などに応じて適宜決定する。
【0042】
13.用途
本発明のラッセル編機で編成された編物地100は、その用途を特に限定されるものではなく、各種用途に用いることができる。例えば、タオル類や、敷物類や、カバー類や、衣類などとして用いることができる。なかでも、浴用ボディタオルとして好適である。浴用ボディタオルには、使用者の身体の汚れが落ちやすくなるといった洗浄作用が要求され
ることに加えて、使用者の身体に適度な刺激が加えられて血行が良くなるといった血行促進作用も要求されることが多いが、本発明のラッセル編機で編成される編物地100に繰り返し形成される凸部は、編物地100に上記の洗浄作用や血行促進作用を好適に付与することができるからである。本発明のラッセル編機は、通気性立体構造クッション素材も好適に編成することができる。通気性立体構造クッション素材は、現在、幅広い分野で使用されており、今後、さらなる需要の拡大が見込まれる編物地である。
【符号の説明】
【0043】
11 第一ビーム
12 第二ビーム
13 第三ビーム
20 開閉針
21 針本体
22 ラッチ
31 第一リード
31a ガイドアイ
31b ガイドバー
32 第二リード
32a ガイドアイ
32b ガイドバー
33 第三リード
33a ガイドアイ
33b ガイドバー
40 シンカー
50 ノックオーバー
60 巻取りローラ
61 第一巻取りローラ
62 第二巻取りローラ
63 第三巻取りローラ
71 第一給糸速度調節手段
71a サーボモーター(回転駆動手段)
71b 無端ベルト(動力伝達部材)
71c マイクロプロセッサ(回転速度制御手段)
71d ローラーアーム型電磁センサ(給糸速度計測手段)
80 巻取り速度調節手段
81 回転駆動手段
82 動力伝達部材
83 ギア手段(ギアボックス)
84 回転速度制御手段
90 プログラマブルコントローラ(速度制御手段)
100 編物地
T1 糸
T2 糸
T3 糸
V 編物地の巻取り速度
V1 糸T1の給糸速度
V2 糸T2の給糸速度
V3 糸T3の給糸速度
ω1 第一ビームの回転速度
ω2 第二ビームの回転速度
ω3 第三ビームの回転速度
ωa 第一巻取りローラの回転速度
ωb 第二巻取りローラの回転速度
ωc 第三巻取りローラの回転速度
【特許請求の範囲】
【請求項1】
糸T1を供給するための第一ビームと、
糸T2を供給するための第二ビームと、
糸T3を供給するための第三ビームと、
第一ビーム、第二ビーム及び第三ビームから供給された糸T1,T2,T3が巻き掛けられ、糸T1,T2,T3にループを形成しながら編物地を編成していくための開閉針と、
第一ビームから供給された糸T1を案内して開閉針に巻き掛けるための第一リードと、
第二ビームから供給された糸T2を案内して開閉針に巻き掛けるための第二リードと、
第三ビームから供給された糸T3を案内して開閉針に巻き掛けるための第三リードと、
開閉針を糸T1,T2,T3が巻き掛けられる上方位置まで上昇させる際に、既に形成されたループが開閉針につられて上昇するのを防ぐためのシンカーと、
糸T1,T2,T3が巻き掛けられた開閉針を上方位置から下降させて既に形成されたループの中を通す際に、該ループが開閉針につられて下降するのを防ぐためのノックオーバーと、
開閉針で編成された編物地を巻き取るための巻取りローラと
を備えたラッセル編機であって、
さらに、
第一ビームの回転速度を変化させることにより、糸T1の給糸速度V1を調節するための第一給糸速度調節手段と、
巻取りローラの回転速度を変化させることにより、編物地の巻取り速度Vを調節するための巻取り速度調節手段と、
第一給糸速度調節手段及び巻取り速度調節手段を制御して給糸速度V1及び巻取り速度Vを制御するための速度制御手段と
を備え、
速度制御手段によって、
第一ビーム、第二ビーム及び第三ビームからそれぞれ糸T1,T2,T3を供給するとともに、巻取りローラで編物地を巻き取ることにより、編物地に平坦部を形成していく平坦部形成工程と、
第一給糸速度調節手段によって糸T1の給糸速度V1を平坦部形成工程よりも遅くするとともに、巻取り速度調節手段によって編物地の巻取り速度Vを平坦部形成工程よりも遅くすることにより、糸T1に対して糸T2,T3をだぶつかせて編物地に凸部を形成していく凸部形成工程と
が交互に切り替えられるようにしたことを特徴とするラッセル編機。
【請求項2】
糸T1を供給するための第一ビームと、
糸T2を供給するための第二ビームと、
糸T3を供給するための第三ビームと、
第一ビーム、第二ビーム及び第三ビームから供給された糸T1,T2,T3が巻き掛けられ、糸T1,T2,T3にループを形成しながら編物地を編成していくための開閉針と、
第一ビームから供給された糸T1を案内して開閉針に巻き掛けるための第一リードと、
第二ビームから供給された糸T2を案内して開閉針に巻き掛けるための第二リードと、
第三ビームから供給された糸T3を案内して開閉針に巻き掛けるための第三リードと、
開閉針を糸T1,T2,T3が巻き掛けられる上方位置まで上昇させる際に、既に形成されたループが開閉針につられて上昇するのを防ぐためのシンカーと、
糸T1,T2,T3が巻き掛けられた開閉針を上方位置から下降させて既に形成されたループの中を通す際に、該ループが開閉針につられて下降するのを防ぐためのノックオーバーと、
開閉針で編成された編物地を巻き取るための巻取りローラと
を備えたラッセル編機を用いて編物地を製造する編物地の製造方法であって、
第一ビーム、第二ビーム及び第三ビームからそれぞれ糸T1,T2,T3を供給するとともに、巻取りローラで編物地を巻き取ることにより、編物地に平坦部を形成していく平坦部形成工程と、
糸T1の給糸速度V1を平坦部形成工程よりも遅くするとともに、編物地の巻取り速度Vを平坦部形成工程よりも遅くすることにより、糸T1に対して糸T2,T3をだぶつかせて編物地に凸部を形成していく凸部形成工程と
を交互に切り替えながら編物地を製造することを特徴とする編物地の製造方法。
【請求項1】
糸T1を供給するための第一ビームと、
糸T2を供給するための第二ビームと、
糸T3を供給するための第三ビームと、
第一ビーム、第二ビーム及び第三ビームから供給された糸T1,T2,T3が巻き掛けられ、糸T1,T2,T3にループを形成しながら編物地を編成していくための開閉針と、
第一ビームから供給された糸T1を案内して開閉針に巻き掛けるための第一リードと、
第二ビームから供給された糸T2を案内して開閉針に巻き掛けるための第二リードと、
第三ビームから供給された糸T3を案内して開閉針に巻き掛けるための第三リードと、
開閉針を糸T1,T2,T3が巻き掛けられる上方位置まで上昇させる際に、既に形成されたループが開閉針につられて上昇するのを防ぐためのシンカーと、
糸T1,T2,T3が巻き掛けられた開閉針を上方位置から下降させて既に形成されたループの中を通す際に、該ループが開閉針につられて下降するのを防ぐためのノックオーバーと、
開閉針で編成された編物地を巻き取るための巻取りローラと
を備えたラッセル編機であって、
さらに、
第一ビームの回転速度を変化させることにより、糸T1の給糸速度V1を調節するための第一給糸速度調節手段と、
巻取りローラの回転速度を変化させることにより、編物地の巻取り速度Vを調節するための巻取り速度調節手段と、
第一給糸速度調節手段及び巻取り速度調節手段を制御して給糸速度V1及び巻取り速度Vを制御するための速度制御手段と
を備え、
速度制御手段によって、
第一ビーム、第二ビーム及び第三ビームからそれぞれ糸T1,T2,T3を供給するとともに、巻取りローラで編物地を巻き取ることにより、編物地に平坦部を形成していく平坦部形成工程と、
第一給糸速度調節手段によって糸T1の給糸速度V1を平坦部形成工程よりも遅くするとともに、巻取り速度調節手段によって編物地の巻取り速度Vを平坦部形成工程よりも遅くすることにより、糸T1に対して糸T2,T3をだぶつかせて編物地に凸部を形成していく凸部形成工程と
が交互に切り替えられるようにしたことを特徴とするラッセル編機。
【請求項2】
糸T1を供給するための第一ビームと、
糸T2を供給するための第二ビームと、
糸T3を供給するための第三ビームと、
第一ビーム、第二ビーム及び第三ビームから供給された糸T1,T2,T3が巻き掛けられ、糸T1,T2,T3にループを形成しながら編物地を編成していくための開閉針と、
第一ビームから供給された糸T1を案内して開閉針に巻き掛けるための第一リードと、
第二ビームから供給された糸T2を案内して開閉針に巻き掛けるための第二リードと、
第三ビームから供給された糸T3を案内して開閉針に巻き掛けるための第三リードと、
開閉針を糸T1,T2,T3が巻き掛けられる上方位置まで上昇させる際に、既に形成されたループが開閉針につられて上昇するのを防ぐためのシンカーと、
糸T1,T2,T3が巻き掛けられた開閉針を上方位置から下降させて既に形成されたループの中を通す際に、該ループが開閉針につられて下降するのを防ぐためのノックオーバーと、
開閉針で編成された編物地を巻き取るための巻取りローラと
を備えたラッセル編機を用いて編物地を製造する編物地の製造方法であって、
第一ビーム、第二ビーム及び第三ビームからそれぞれ糸T1,T2,T3を供給するとともに、巻取りローラで編物地を巻き取ることにより、編物地に平坦部を形成していく平坦部形成工程と、
糸T1の給糸速度V1を平坦部形成工程よりも遅くするとともに、編物地の巻取り速度Vを平坦部形成工程よりも遅くすることにより、糸T1に対して糸T2,T3をだぶつかせて編物地に凸部を形成していく凸部形成工程と
を交互に切り替えながら編物地を製造することを特徴とする編物地の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2012−92456(P2012−92456A)
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願番号】特願2010−239506(P2010−239506)
【出願日】平成22年10月26日(2010.10.26)
【出願人】(000201881)倉敷繊維加工株式会社 (41)
【Fターム(参考)】
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願日】平成22年10月26日(2010.10.26)
【出願人】(000201881)倉敷繊維加工株式会社 (41)
【Fターム(参考)】
[ Back to top ]