
ラミネートチューブ容器
【課題】 ラミネートチューブ容器の分野において、ラミネートチューブ容器として本来必要な各種性能を有すると共に、特に意匠性、高級感に優れたラミネートチューブ容器を提供する。
【解決手段】 胴部が多層積層フィルム100bを筒状にヒートシールしてなる筒体で形成され、該筒体の一方の開口部に合成樹脂を成形してなる肩部および口頸部を取り付けて形成されるラミネートチューブ容器において、胴部の多層積層フィルム100bを、少なくとも胴部の外面側のポリエチレン系樹脂フィルム層1と、中間層11と、内面側のポリエチレン系樹脂フィルム層6とを含む積層体で形成すると共に、該中間層11に、少なくとも転写方式で設けた光回折構造層7aと、ガスバリヤー層5とを設けて構成する。
【解決手段】 胴部が多層積層フィルム100bを筒状にヒートシールしてなる筒体で形成され、該筒体の一方の開口部に合成樹脂を成形してなる肩部および口頸部を取り付けて形成されるラミネートチューブ容器において、胴部の多層積層フィルム100bを、少なくとも胴部の外面側のポリエチレン系樹脂フィルム層1と、中間層11と、内面側のポリエチレン系樹脂フィルム層6とを含む積層体で形成すると共に、該中間層11に、少なくとも転写方式で設けた光回折構造層7aと、ガスバリヤー層5とを設けて構成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ラミネートチューブ容器に関し、更に詳しくは、筒状の胴部を形成する多層積層フィルムの中間層に転写方式による光回折構造層とガスバリヤー層とを設け、ガスバリヤー性と共に、特に意匠性を向上させたラミネートチューブ容器に関する。
【背景技術】
【0002】
従来、ラミネートチューブ容器は、練り歯磨きのほか、練りわさび、練りからし、コンデンスミルクなどの食品、化粧品、医薬品などの内容物を充填包装し、使用時に必要とする量を任意に押し出して使用することができ、使い勝手のよい容器として、その用途および使用量が拡大されてきた。
このようなラミネートチューブ容器は、通常、多層積層フィルムを用いて筒状の胴部を製造した後、その一方の開口部に肩部および口頸部をコンプレッション成形や射出成形などで取り付け、更に必要な場合には、口部にアルミニウム箔などに熱接着性樹脂層を積層したシール材を熱接着し、次いで、その口頸部にキャップを螺合させ、更に、前記筒状の胴部の他方の開口部から内容物を充填し、しかる後、その開口部を密閉シールして底部シール部とし、ラミネートチューブ容器からなる包装製品を製造している。
【0003】
また、このようなラミネートチューブ容器には、内容物に関連する表示事項や絵柄などの印刷を施す必要があり、通常は胴部に用いる多層積層フィルムを筒状に丸めてヒートシールし筒体とした時、最外層となるポリエチレン系樹脂フィルム層の内側の面、または外側の面に、グラビア印刷、フレキソ印刷、オフセット印刷、シルクスクリーン印刷などの手段で印刷が行なわれ、また、必要に応じて箔押し加工なども行なわれている。
しかし、ポリエチレン系樹脂フィルムは、製膜時にフィッシュアイのような凹凸を表面に生じやすく、印刷適性の面で必ずしもよいものとはいえず、イラスト調などのベタ印刷はともかく、写真調などの多色カラー印刷は採用しにくい問題があった。
【0004】
一方、ラミネートチューブ容器自体は、用途の拡大と共に、そのデザイン面で意匠性、高級感などの向上に対する要望が強くなり、印刷手段だけでは対応が難しく、例えば、ホログラムや回折格子などの光回折構造を印刷と組み合わせて採用することが必要になっている。
只、ホログラムや回折格子などの光回折構造を印刷と組み合わせて用いることにより、ラミネートチューブ容器の意匠性、高級感を格段に向上できることは明らかであるが、光回折構造の実施には、精密で高度な技術を必要とするため、ラミネートチューブ容器などの包装材料に採用するには、生産性が低く、コストも高くなるという問題があった。
【0005】
このような問題を解決するために、ホログラムなどの複製方法として、例えば、Tダイなどを用いた押し出しコート装置を利用して、その冷却ロールの表面にホログラムなどのレリーフ原版を取り付けて、基材フィルムの一方の面に、ポリプロピレンなどの溶融樹脂を膜状に押し出しながら、冷却と同時に圧着して、原版のレリーフ形状を押し出しコート樹脂の表面に賦型した後、そのレリーフ面に光反射層としてアルミニウムなどの金属蒸着層を設け、更にその上にポリエチレン系樹脂フィルムなどを保護フィルムとして積層して、ホログラム層を設けた積層フィルムを作製し、これを胴部材に用いたホログラム付きラミネートチューブがある(特許文献1参照)。
【特許文献1】実開平3−31941号公報(明細書第4〜9頁、第2〜5図)
【0006】
しかし、上記のようなホログラム付きラミネートチューブでも、ホログラムレリーフの樹脂表面への賦型自体は生産性よく行なえるものの、ラミネートチューブの長さは、製品によって必ずしも一定ではなく、ラミネートチューブの長さに応じて、所定のピッチでホログラムレリーフの原版を冷却ロールの周面に取り付ける必要があり、多面付けでホログラムレリーフの原版を冷却ロールの周面に取り付けるためには、ラミネートチューブの長さに応じて異なる円周の冷却ロールを用意する必要がある。しかし、冷却ロールは製作費用が高いため、結果としてホログラムレリーフの形成コストが高くなる問題があった。
更に、上記で得られるホログラム層を備えた積層フィルムは、ホログラムレリーフの形成樹脂がポリプロピレンであり、そのレリーフ面に光反射層としてアルミニウム蒸着層を設けた場合、ポリプロピレンに対するアルミニウム蒸着層の接着性が充分ではないため、ラミネートチューブに加工して内容物を充填した後、使用中などにポリプロピレンのレリーフ面とアルミニウム蒸着層との間でデラミネーション(剥離)を発生するおそれがあった。
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、前述のような問題点を解決するためになされたものであり、その課題は、ラミネートチューブ容器に関して、胴部の多層積層フィルムにホログラムや回折格子などの光回折構造を組み入れて、その意匠性、高級感を格段に向上させると共に、ラミネートチューブ容器に本来必要な密封性、ガスバリヤー性、押し潰しに対する復元性のほか、耐デラミネーション性などの性能も良好に維持でき、且つ、生産性の低下やコストアップも少なくしたラミネートチューブ容器を提供することである。
【課題を解決するための手段】
【0008】
上記の課題は、以下の本発明により解決することができる。
即ち、請求項1に記載した発明は、胴部が多層積層フィルムを筒状にヒートシールしてなる筒体で形成され、該筒体の一方の開口部に合成樹脂を成形してなる肩部および口頸部を取り付けて形成されるラミネートチューブ容器において、胴部の多層積層フィルムが、胴部の外面側から内面側に向かって、少なくとも外面側のポリエチレン系樹脂フィルム層と、中間層と、内面側のポリエチレン系樹脂フィルム層とを含む積層体で形成されると共に、該中間層が転写方式で設けられた光回折構造層と、ガスバリヤー層とを含むことを特徴とするラミネートチューブ容器からなる。
【0009】
本発明において、光回折構造は、ホログラムや回折格子などの光を回折するための構造を有するものを指すものであり、光回折構造層を胴部の多層積層フィルムに絵柄や文字などの印刷層と併用して設けることにより、ラミネートチューブ容器に立体画像や光輝性画像・模様などを付加し、意匠性、高級感を一層向上させるものである。
このような目的に使用できる光回折構造の代表的な例としては、平面型または体積型のホログラム或いは回折格子などが挙げられる。ホログラムでは、平面型のホログラムでホログラム像が微小な凹凸として記録されているレリーフ型ホログラムが、転写シートなどに加工し易く好適に使用できる。
【0010】
ホログラムを機能的、意匠的に分けた場合には、光反射性金属蒸着層を設けた全反射層付きレリーフホログラムと、光反射性金属蒸着層に相当する層が透明性を有する部分反射層付きレリーフホログラムとがあり、いずれも使用することができる。特に後者の場合は、ホログラム自体が透明であり、これに付属するポリエチレン系樹脂フィルム層、接着層、ガスバリヤー層などの他の層にも透明な材料を用いることにより、印刷層は別にして、多層積層フィルム全体を透明にすることができる。従って、ホログラム層の下に印刷層を設けた場合、ホログラム層を通して印刷層の絵柄、文字などを見ることができるので、ホログラムと印刷層の両方を見ることができ、デザインの自由度が増し、意匠性を一層向上させることができる。また、この場合、ラミネートチューブ容器に充填された内容物を印刷層のない部分で外側から見せることもできる。
【0011】
また、回折格子では、光学的に作製される回折格子や、EB描画手法などによる直描型回折格子を用いることができる。特に、直描型回折格子は、任意のパターンを容易に形成できる上、同一のものを再生光から推測して作製することが不可能に近いため、意匠性の向上に加えて偽造防止の効果も得られる。
以上のような光回折構造は、いずれも公知の技術により製造することができ、胴部の多層積層フィルム全体に用いてもよく、また、熱転写シートを作製して、一部にスポット状などに熱転写して用いることもできる。
【0012】
光回折構造は、いずれも多層構成で形成され、例えば、透明フィルム層/光回折構造形成層/光反射層(光反射性金属蒸着層、または光回折構造形成層よりも屈折率が0.3以上大きいかまたは小さい光透過性材料層)/保護層または接着層の順に積層された構成が一般的である。
このような光回折構造は、例えば、透明フィルムを基材フィルムとして、その上に光回折構造形成層を設け、そのレリーフ面に光反射層を設け、更にその上に保護層または接着層を設ける方法で作製することができる。
【0013】
前記光反射層として、アルミニウムなどの金属蒸着により光反射性金属蒸着層(厚み200Å以上)を設けた場合は、この層が入射した光の略全部を反射できるので不透明で光輝性を有する光回折構造を形成することができる。また、前記光反射層として、光回折構造形成層よりも屈折率が0.3以上大きいかまたは小さい光透過性材料層を設けた場合、或いは、光反射性金属蒸着層を、厚みが200Å以下、例えば、50〜150Åのように薄く設けた場合は、入射した光の一部を反射し、一部を透過するので、透明性を有する光回折構造を形成することができる。
【0014】
前記ガスバリヤー層としては、その材質により透明性を有するものと、不透明なものとがあり、所望により適宜選択して使用することができる。
透明性を有するガスバリヤー層としては、エチレン−ビニルアルコール共重合体、MXD6(ポリメタキシリレンアジパミド)などのガスバリヤー性樹脂を製膜したフィルムや、ポリ塩化ビニリデンの塗布液を透明な基材フィルムに塗布して塗膜層を形成したポリ塩化ビニリデンコートフィルム、そして、アルミナ、シリカ、酸化亜鉛、酸化マグネシウム、ITOなどの無機酸化物を透明な基材フィルムに蒸着した無機酸化物の蒸着フィルムなどを使用することができる。
不透明なガスバリヤー層としては、アルミニウムなどの金属箔や、アルミニウムなどの金属を基材フィルムに蒸着した金属蒸着フィルムを使用することができる。
【0015】
前記無機酸化物の蒸着層は、更に具体的には、アルミナ、シリカ、酸化亜鉛、酸化マグネシウム、ITOなどの無機酸化物を蒸着やスパッタリング、イオンプレーティングなどの手段で、二軸延伸ポリエチレンテレフタレートフィルムなどの耐熱性を有する透明フィルム上に、厚みが200〜1000Å程度になるように堆積させて形成することができる。
【0016】
このような無機酸化物の蒸着層は単独の層で形成してもよいが、複数の層で形成することにより一層優れたガスバリヤー性を得ることができる。
また、これらの無機酸化物の蒸着層は、その接着性を向上させ、或いは亀裂などの損傷を防止して優れたガスバリヤー性を有効に発揮させるため、その上下の面に接着性向上層、保護層、ガスバリヤー性向上層などの目的で、反応型アクリル系樹脂、ポリウレタン系樹脂、シランカップリング剤を含有させたアクリル系樹脂、金属アルコキシドを含有させた水溶性高分子、エチレン−ビニルアルコール共重合体などの樹脂層を設けて複合層としてガスバリヤー層を形成することができる。
【0017】
また、胴部の多層積層フィルムの外面側のポリエチレン系樹脂フィルム層と内面側のポリエチレン系樹脂フィルム層には、直鎖状低密度ポリエチレン、高圧法低密度ポリエチレン、シングルサイト系触媒を用いて重合したエチレン・α−オレフィン共重合体のほか、アイオノマー、中密度ポリエチレン、高密度ポリエチレンなどの無延伸フィルムを使用することができる。このような外面側および内面側のポリエチレン系樹脂フィルム層の厚みは30〜150μmの範囲が好ましい。
【0018】
尚、本発明において、ラミネートチューブ容器の胴部の多層積層フィルムには、前記光回折構造層と組み合わせて絵柄、文字等の印刷層を設けることができる。只、絵柄、文字等の印刷層を設ける位置は、通常は、胴部の多層積層フィルムの外面側のポリエチレン系樹脂フィルム層の外面または内面(中間層を積層する側の面)に設けるが、特に限定はされず、光回折構造層が透明なタイプの場合などその種類によっては、光回折構造層よりも内側の層に設けることもできる。
【0019】
請求項2に記載した発明は、前記光回折構造層の光回折構造がレリーフ型ホログラムまたは回折格子であって、該光回折構造層の転写に用いる転写シートが、少なくとも基材フィルムと、その上に設けられた光回折構造形成層と、該光回折構造形成層の表面のレリーフ面に剥離可能に設けられた光反射性金属蒸着層とからなり、光回折構造層の転写に際しては、該光反射性金属蒸着層の上に接着層を設けて、前記多層積層フィルムの外面側のポリエチレン系樹脂フィルム層の積層面側に、該接着層を介して該転写シートの光反射性金属蒸着層のみが、そのレリーフ形状を維持して転写されていることを特徴とする請求項1記載のラミネートチューブ容器からなる。
【0020】
前記転写シートの光回折構造形成層の表面のレリーフ面に剥離可能に設けられた光反射性金属蒸着層を、そのレリーフ形状を維持して前記多層積層フィルムの外面側のポリエチレン系樹脂フィルム層の積層面側に転写する方法は、例えば、(1)前記接着層として、ドライラミネート用の二液硬化型ポリウレタン系接着剤などを用いて、これを転写シートの光反射性金属蒸着層面に塗布し、溶剤成分を熱風乾燥などで取り除いた後、その面に前記外面側のポリエチレン系樹脂フィルム層の積層面を重ねて圧着し、ロール状に巻き上げた状態でエージングして接着剤を硬化させ、その後、転写シートとポリエチレン系樹脂フィルム層とを剥離させることにより、転写シートの光回折構造形成層のレリーフ面と光反射性金属蒸着層との間で剥離が行なわれ、光反射性金属蒸着層のみを、硬化した接着剤層を介して、そのレリーフ形状を維持してポリエチレン系樹脂フィルム層の積層面側に転写することができる。この場合、二液硬化型ポリウレタン系接着剤は、接着性と共に耐熱性にも優れているので、光反射性金属蒸着層のレリーフ形状を一層安定して維持させることができる。
【0021】
また、(2)接着層として、エチレン・アクリル酸共重合体(EAA樹脂)などの金属に対して接着性のよい熱接着性樹脂を用いて、押し出しラミネート法(サンドイッチラミネート法)で転写シートの光反射性金属蒸着層面と前記外面側のポリエチレン系樹脂フィルム層の積層面側とを貼り合わせて、冷却後、転写シートとポリエチレン系樹脂フィルム層とを剥離する方法でも、前記(1)の方法と同様に、転写シートの光回折構造形成層のレリーフ面と光反射性金属蒸着層との間で剥離が行なわれ、光反射性金属蒸着層のみを、前記熱接着性樹脂層を介して、そのレリーフ形状を維持してポリエチレン系樹脂フィルム層に転写することができる。
【発明の効果】
【0022】
請求項1に記載した発明によれば、ラミネートチューブ容器の筒状の胴部に用いる多層積層フィルムが、胴部の外面側から内面側に向かって、少なくとも外面側のポリエチレン系樹脂フィルム層と、中間層と、内面側のポリエチレン系樹脂フィルム層とを含む積層体で形成されると共に、該中間層が転写方式で設けられた光回折構造層と、ガスバリヤー層とを含む構成としているので、以下に列挙するような作用効果を得ることができる。
(1)胴部の多層積層フィルムを筒状に丸めて、その端縁部同士を上下に重ね合わせてヒートシールする際、重ね合わせ面が両面ともポリエチレン系樹脂フィルム層であるため、強固にヒートシールすることができる。
(2)胴部の多層積層フィルムの中間層が、転写方式で設けられた光回折構造層と、ガスバリヤー層とを含む構成としているので、前述したように、外面側のポリエチレン系樹脂フィルム層の積層面側に光回折構造層を転写することができ、それにより、光回折構造層の外側が外面側のポリエチレン系樹脂フィルム層で保護されるので、外側からの摩擦などで光回折構造層が損傷されることがなく安全であると同時に、光回折構造層が外面側のポリエチレン系樹脂フィルム層と近接した位置にあるため、外側からホログラムや回折格子などの光回折構造を明瞭に見ることができ、ラミネートチューブ容器の意匠性、高級感を一層効果的に向上させることができる。
また、転写された光回折構造層には、転写シートの基材フィルムなどが含まれていないため、必要以上に胴部の多層積層フィルムの剛性などが高められることがなく、ラミネートチューブ容器の内容物の押し出し適性や、押し潰し後の復元性などの性能を良好にすることができる。
(3)前記中間層には、ガスバリヤー層が設けられているので、ラミネートチューブ容器のガスバリヤー性を確実に向上させることができ、内容物の保存性を一層向上させることができる。
【0023】
請求項2に記載した発明によれば、請求項1に記載した発明のラミネートチューブ容器の構成において、光回折構造層の光回折構造がレリーフ型ホログラムまたは回折格子であって、該光回折構造層の転写に用いる転写シートが、少なくとも基材フィルムと、その上に設けられた光回折構造形成層と、該光回折構造形成層の表面のレリーフ面に剥離可能に設けられた光反射性金属蒸着層とからなり、光回折構造層の転写に際しては、該光反射性金属蒸着層の上に接着層を設けて、前記多層積層フィルムの外面側のポリエチレン系樹脂フィルム層の積層面側に、該接着層を介して該転写シートの光反射性金属蒸着層のみが、そのレリーフ形状を維持して転写された構成としているので、請求項1に記載した発明の作用効果に加えて、転写シートの光回折構造形成層のレリーフ面に蒸着された光反射性金属蒸着層は、微細なレリーフ面に隙間なく確実に堆積されて蒸着層を形成するので、転写後の光反射性金属蒸着層には、光回折構造形成層のレリーフ形状が忠実に賦型されており、また、そのレリーフ形状が前記接着層により維持されるため、前記多層積層フィルムの外面側のポリエチレン系樹脂フィルム層に、一層シャープなレリーフ形状、即ち、光回折構造を形成することができる。
そして、転写された光反射性金属蒸着層は、その一方の面に前記接着層が設けられて外面側のポリエチレン系樹脂フィルム層に積層されると共に、もう一方の面にも、同様に接着層を設けてガスバリヤー層などと積層されるため、両面に接着層が設けられることになり、その積層強度が向上される。従って、ラミネートチューブ容器に加工した後、デラミネーションを発生するおそれもなくすことができる。
具体的な試験結果では、光反射性金属蒸着層の片側の面のみに接着層が設けられ、もう一方の面が光回折構造形成層に光反射性金属蒸着層を蒸着した際の蒸着強度である場合は、その剥離強度が150〜250g/15mm幅であるのに対して、光反射性金属蒸着層の両面に接着層を設けた構成では、その剥離強度を400〜600g/15mm幅まで向上させることができた。
また、転写後の転写シートには、基材フィルムと共にその上に形成された光回折構造形成層が残されているので、そのレリーフ面に再度、光反射性金属蒸着層を設けることにより、転写シートとして再使用が可能となり、それにより生産性の向上と材料費の節減が達成され、製造コストの低減に大きく寄与する効果を奏する。
【発明を実施するための最良の形態】
【0024】
以下に、本発明のラミネートチューブ容器の実施の形態について図面を用いて説明する。
図1、図2、図3は、それぞれ本発明のラミネートチューブ容器の胴部に用いる多層積層フィルムの一例の構成を示す模式断面図である。
図4の(イ)、(ロ)、(ハ)は、それぞれ本発明のラミネートチューブ容器の胴部に用いる多層積層フィルムの中間層に光回折構造を転写するために用いる転写シートの一例の構成を説明する模式断面図である。そして、(イ)に示した転写シート200a は、図1に示した構成の多層積層フィルム100a の中間層に、光反射性金属蒸着層3をその光回折構造形成層のレリーフ形状を維持して転写する際に好適に使用できるものであり、(ロ)に示した転写シート200b は、図2に示した構成の多層積層フィルム100b の中間層に、光反射性金属蒸着層3、光回折構造形成層7a 、剥離層8a を転写する際に好適に使用できるものであり、(ハ)に示した転写シート200c は、図3に示した構成の多層積層フィルム100c の中間層に、接着層2b 、光回折構造形成層7b 、剥離層8b を転写する際に好適に使用できるものである。
また、図5は、本発明のラミネートチューブ容器の一実施例の構成を示す概略的半断面図である。
尚、本発明は、その要旨を超えない限り、これらの図面に限定されるものではない。
【0025】
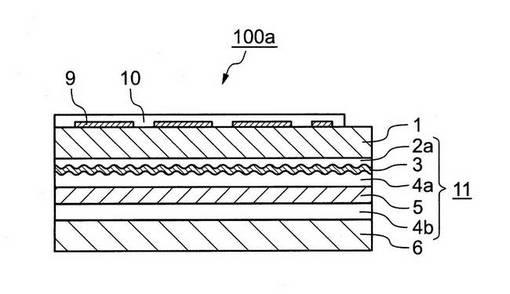
図1に示した多層積層フィルム100a は、筒状にヒートシールして胴部の筒体を作製した時、その外面側(図において上側)から内面側(図において下側)に向けて、透明ニス印刷層10、絵柄、文字等の印刷層9、外面側のポリエチレン系樹脂フィルム層1、接着層2a 、光反射性金属蒸着層3、接着層4a 、ガスバリヤー層5、接着層4b 、内面側のポリエチレン系樹脂フィルム層6をこの順に積層して構成したものである。
上記の構成において、光反射性金属蒸着層3は、図4の(イ)に示すような構成の転写シート200a を用いて、その光反射性金属蒸着層3の上に接着層2a を設けて、前記外面側のポリエチレン系樹脂フィルム層1の積層面に貼り合わせた後、転写シート200a の基材フィルム層12とその上に設けた光回折構造形成層7a とをまとめて引き剥がす方法で、前記外面側のポリエチレン系樹脂フィルム層1の積層面に、接着層2a を介して光反射性金属蒸着層3をそのレリーフ形状を維持して転写させることができる。
また、絵柄、文字等の印刷層9は、外面側のポリエチレン系樹脂フィルム層1の外面に設けたため、更にその上に保護層として透明ニス印刷層10を設けたが、絵柄、文字等の印刷層9自体は、製造ロットの大小や製造設備など、製造上の都合により、外面側のポリエチレン系樹脂フィルム層1の内面(積層面)に予め設けることもでき、その場合、透明ニス印刷層10は省略することができる。
【0026】
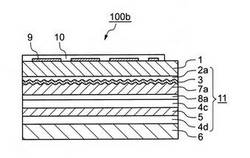
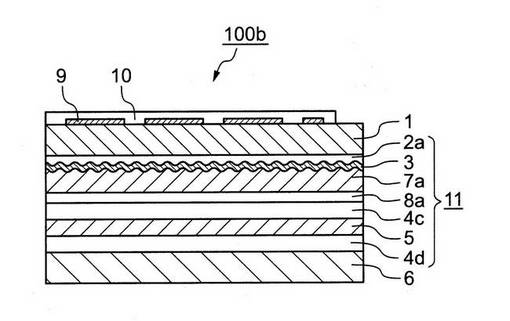
図2に示した多層積層フィルム100b は、筒状にヒートシールして胴部の筒体を作製した時、その外面側(図において上側)から内面側(図において下側)に向けて、透明ニス印刷層10、絵柄、文字等の印刷層9、外面側のポリエチレン系樹脂フィルム層1、接着層2a 、光反射性金属蒸着層3、光回折構造形成層7a 、剥離層8a 、接着層4c 、ガスバリヤー層5、接着層4d 、内面側のポリエチレン系樹脂フィルム層6をこの順に積層して構成したものである。
この場合も、上記光反射性金属蒸着層3と光回折構造形成層7a と剥離層8a とは、図4の(ロ)に示すような構成の転写シート200b を用いて、その光反射性金属蒸着層3の上に接着層2a を設けて、前記外面側のポリエチレン系樹脂フィルム層1の積層面に貼り合わせた後、転写シート200b の基材フィルム層12をその剥離層8a 面から剥がす方法で、前記外面側のポリエチレン系樹脂フィルム層1の積層面に、接着層2a を介して光反射性金属蒸着層3と光回折構造形成層7a と剥離層8a とを同時に転写させることができる。
また、絵柄、文字等の印刷層9についても、図1に示した多層積層フィルム100a で説明したと同様に、外面側のポリエチレン系樹脂フィルム層1の内面(積層面)に予め設けることもできる。
以上、図1、図2は、いずれも多層積層フィルムの中間層に、光回折構造として平面型のホログラムでレリーフ型ホログラムまたは回折格子を転写方式で積層した場合の構成例を示したものである。
【0027】
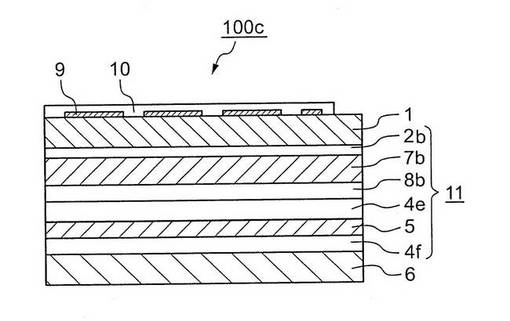
図3に示した多層積層フィルム100c は、筒状にヒートシールして胴部の筒体を作製した時、その外面側(図において上側)から内面側(図において下側)に向けて、透明ニス印刷層10、絵柄、文字等の印刷層9、外面側のポリエチレン系樹脂フィルム層1、接着層2b 、光回折構造形成層7b 、剥離層8b 、接着層4e 、ガスバリヤー層5、接着層4f 、内面側のポリエチレン系樹脂フィルム層6をこの順に積層して構成したものである。
この構成は、多層積層フィルム100c の中間層に、光回折構造形成層7b として、体積型のホログラムを用いて転写方式で積層した場合の構成例を示したものであり、上記の構成において、接着層2b と光回折構造形成層7b と剥離層8b とは、例えば、図4の(ハ)に示すような構成の転写シート200c を用いて、その接着層2b には被転写材となるポリエチレン系樹脂フィルムに熱接着可能な熱接着性樹脂を用いてそれを予め塗布または押し出しコートなどの方法で積層しておくことにより、熱転写方式で外面側のポリエチレン系樹脂フィルム層1の積層面に接着層2b と光回折構造形成層7b と剥離層8b とを同時に転写することができる。
この場合、転写後、光回折構造形成層7b 、即ち、体積型ホログラム形成層の下層となる剥離層8b などに黒色系などの光吸収性染料または顔料を含有させることにより、体積型ホログラムの画像のコントラストを向上させることができる。
【0028】
以上、図1、図2、図3に示した多層積層フィルム100a 、100b 、100c の製造において、それぞれ中間層のガスバリヤー層5の外側の面に、接着層4a または接着層4c または接着層4e を介して、外面側のポリエチレン系樹脂フィルム層1と光回折構造を含む外側層を貼り合わせる方法、およびガスバリヤー層5の内側の面に、接着層4b または接着層4d または接着層4f を介して、内面側のポリエチレン系樹脂フィルム層6を貼り合わせる方法は、接着層4a 〜接着層4f に二液硬化型ポリウレタン系接着剤などのドライラミネート用接着剤を用いて、ドライラミネート法で貼り合わせてもよく、また、接着層4a 〜接着層4f に低密度ポリエチレンやエチレン・アクリル酸共重合体(EAA樹脂)などの接着性樹脂を用いて、押し出しラミネート法で貼り合わせてもよい。
【0029】
また、ガスバリヤー層5と前記外側層との貼り合わせ、およびガスバリヤー層5と内面側のポリエチレン系樹脂フィルム層6との貼り合わせを押し出しラミネート法で行なう場合は、単層の押し出しラミネート法のほか、二層などの共押し出しラミネート法で貼り合わせることもできる。特に、ガスバリヤー層5としてアルミニウム箔などの金属箔を用いた場合は、例えば、二層共押し出しラミネート法を用いて、金属箔に接する側の接着性樹脂に、例えば、EAA樹脂などの金属に対して接着性のよい樹脂を用い、もう一方の接着性樹脂には低密度ポリエチレンなどを用いることにより、接着性の向上と共にコスト低減効果も得ることができる。
また、内面側のポリエチレン系樹脂フィルム層6には、必ずしも予め製膜されたポリエチレン系樹脂フィルムを使用する必要はなく、押し出しコート法で積層することもできる。その場合、接着層4b 、4d 、4f にはアンカーコートを用いることができる。
【0030】
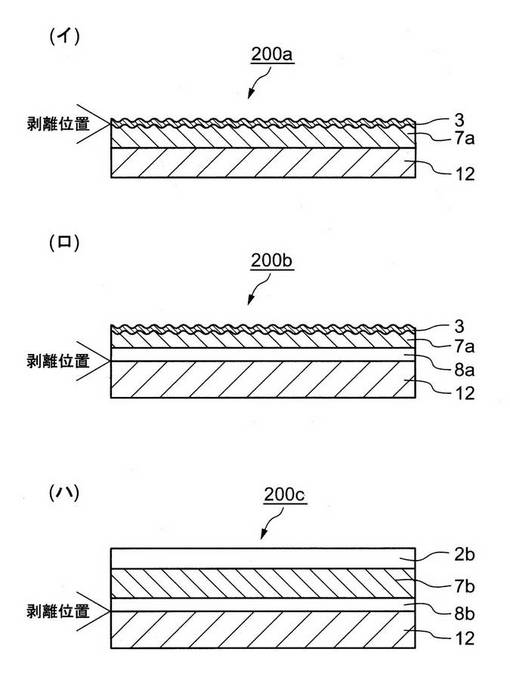
図4の(イ)、(ロ)、(ハ)は、それぞれ本発明のラミネートチューブ容器の胴部に用いる多層積層フィルムの中間層に光回折構造を転写するために用いる転写シートの一例の構成を説明する模式断面図であり、(イ)、(ロ)は、光回折構造がレリーフ型のホログラムまたは回折格子の場合に適用できる転写シートの構成で、(ハ)は、光回折構造が体積型ホログラムの場合に適用できる転写シートの一例の構成を示したものである。
【0031】
図4の(イ)に示した転写シート200a は、基材フィルム層12の上に、表面にレリーフ型ホログラムまたは回折格子のレリーフ形状を賦型した光回折構造形成層7a を設け、更にそのレリーフ面の上に、光反射性金属蒸着層3を剥離可能に設けて構成したものである。
上記基材フィルム層12としては、ポリプロピレンやポリエチレンテレフタレートなどの二軸延伸フィルムを好適に使用することができ、その厚みは15〜50μm程度が好ましい。このような基材フィルム層12は、図4の(ロ)、(ハ)に示した構成の転写シートの基材フィルム層12としても共通に使用することができる。
上記光回折構造形成層7a は、一般に樹脂の層で形成され、例えば、(1)複製用の金属版などを用いて熱エンボス方式で熱可塑性樹脂層の表面にレリーフを賦型する方法、(2)溶融樹脂を複製用の版面に膜状に押出して圧着と同時に冷却して、冷却後、版面から剥離して樹脂層の表面にレリーフを賦型する方法、(3)熱硬化性樹脂や電離放射線硬化性樹脂などの塗膜を複製用の版面に密着させた状態で樹脂の硬化を行い、硬化後、版面から剥離して樹脂の表面にレリーフを賦型する方法など、公知の方法によって形成することができる。
【0032】
このような光回折構造形成層7a に使用可能な樹脂としては、例えば、アクリル系樹脂(ポリメチルメタクリレートなど)、ポリスチレン、ポリオレフィン系樹脂、ポリカーボネートなどの熱可塑性樹脂、そして、不飽和ポリエステル系樹脂、メラミン樹脂、エポキシ樹脂、ポリエステル(メタ)アクリレート、ウレタン(メタ)アクリレート、エポキシ(メタ)アクリレート、ポリエーテル(メタ)アクリレート、ポリオール(メタ)アクリレート、メラミン(メタ)アクリレート、トリアジン系アルリレートなどの熱硬化性樹脂、或いは上記熱可塑性樹脂と熱硬化性樹脂の混合物などが挙げられる。
前記ポリエステル(メタ)アクリレートの表示は、ポリエステルアクリレートとポリエステルメタクリレートの両方を示すものであり、それ以後に示した樹脂についても同様である。
上記のほか、電離放射線硬化性樹脂として、公知の分子中に重合性不飽和結合またはエポキシ基を有するプレポリマー、オリゴマー、及び/又はモノマーを適宜混合した組成物を好適に使用することができる。電離放射線硬化性樹脂は、電子線または紫外線の照射により硬化するものであり、紫外線照射により硬化させる場合は、更に光重合開始剤、光重合促進剤(増感剤)などを添加することができる。このような紫外線硬化性樹脂組成物は、その硬化装置が紫外線照射装置であり、電子線照射装置と比較して取り扱いが容易で、設備費も安く、且つ、その硬化反応も殆ど瞬時に行なえることから、光回折構造形成層7a に使用する樹脂として特に好適に使用することができる。
【0033】
只、図4の(イ)に示した転写シート200a では、前記光回折構造形成層7a のレリーフ面の上に光反射性金属蒸着層3を剥離可能に設けており、そのためには、光回折構造形成層7a に用いる樹脂として、前記の中でも光反射性金属蒸着層3を設ける際、その密着性が比較的弱い樹脂を選定して使用することができる。
また、光回折構造形成層7a の樹脂として、前記紫外線硬化性樹脂組成物を使用する場合は、例えば、その樹脂組成物にアクリレート系モノマーとしてトリメチロールプロパントリアクリレート、ペンタエリスリトールヘキサアクリレート、ジペンタエリスリトールヘキサアクリレートなどの3官能以上のアクリレート系モノマーを添加して、硬化時の架橋密度を高める方法でも、光反射性金属蒸着層3の密着性を低下させ、光反射性金属蒸着層3を剥離可能に設けることができる。
【0034】
前記光反射性金属蒸着層3としては、光反射性を有する金属の蒸着層であれば何でもよいが、光反射性に加えて、金属光沢、蒸着の容易性およびコストの面から、アルミニウムの蒸着層を用いることが最適である。
このような光反射性金属蒸着層3は、その厚みを200Å以上に形成することにより、入射光の略全部を反射させる不透明な光回折構造層とすることができ、金属光沢に優れた立体画像や光輝性模様などを形成することができる。また、厚みを200Åよりも薄く、例えば、50〜150Åに形成した場合は、入射光の一部を反射し、一部を透過させる部分反射型(透明タイプ)の光回折構造層とすることができ、所望により適宜選択して形成することができる。
以上の点は、図4の(ロ)に示した転写シート200b の光反射性金属蒸着層3においても同様である。
【0035】
また、図4の(イ)に示した構成の転写シート200a を用いて、光回折構造、即ち、レリーフ型ホログラムまたは回折格子の転写を行なう場合、前述したように、ドライラミネート法を利用して転写する方法と、押し出しラミネート法を利用して転写する方法とがあり、ドライラミネート法を利用する場合は、転写シート200a の光反射性金属蒸着層3の上に、接着層2a (図1参照)として、ドライラミネート用の二液硬化型ポリウレタン系接着剤などを塗布し、溶剤成分を乾燥して取り除いた後、その面に前記外面側のポリエチレン系樹脂フィルム層1(図1参照)の積層面を重ねて圧着し、ロール状に巻き上げた状態でエージングして接着剤を硬化させ、その後、転写シート200a と前記ポリエチレン系樹脂フィルム層1とを剥離させることにより、転写シート200a の光回折構造形成層7a のレリーフ面と光反射性金属蒸着層3との界面で剥離が行なわれ、光反射性金属蒸着層3のみを、硬化した接着剤層、即ち、接着層2a を介して、そのレリーフ形状を維持してポリエチレン系樹脂フィルム層1の積層面側に転写することができる。
また、押し出しラミネート法を利用する場合は、転写シート200a の光反射性金属蒸着層3と前記外面側のポリエチレン系樹脂フィルム層1(図1参照)の積層面とを対向させ、両者の間に接着層2a (図1参照)として、押し出しラミネート用のエチレン・アクリル酸共重合体(以下、EAA樹脂と記載することがある)などの金属に対して接着性のよい熱接着性樹脂を膜状に溶融押し出して、両者を圧着して貼り合わせ、冷却後、転写シート200a と前記ポリエチレン系樹脂フィルム層1とを剥離させることにより、転写シート200a の光回折構造形成層7a のレリーフ面と光反射性金属蒸着層3との界面で剥離が行なわれ、光反射性金属蒸着層3のみを、前記熱接着性樹脂層、即ち、接着層2a を介して、そのレリーフ形状を維持してポリエチレン系樹脂フィルム層1の積層面側に転写することができる。
そして、転写後の転写シート200a には、前述したように、基材フィルム12と共に、その上に形成された光回折構造形成層7a が残されているので、そのレリーフ面に、再度、光反射性金属蒸着層3を設けることにより、転写シート200a として再使用することができ、それにより生産性の向上と製造コストの低減が可能となる。
【0036】
図4の(ロ)に示した転写シート200b は、基材フィルム層12の上に剥離層8a を設け、その上にレリーフ型ホログラムまたは回折格子を形成した光回折構造形成層7a を設け、更にその上(レリーフ形成面)に光反射性金属蒸着層3を設けて構成したものである。
前記剥離層8a としては、アクリル系樹脂、セルロース系樹脂、ビニル系樹脂、ポリエステル系樹脂、ウレタン系樹脂、ポリオレフィン系樹脂、ポリアミド系樹脂などを使用することができる。これらの樹脂で塗布液を作製し、それを基材フィルム層12の上にコーティングする方法で剥離層8a を形成することができる。剥離層8a の厚みは0.2〜8μm程度が適当である。
【0037】
このような構成の転写シート200b を用いて、光回折構造、即ち、レリーフ型ホログラムまたは回折格子の転写を行なう場合も、前記図4の(イ)に示した転写シート200a と同様に、ドライラミネート法または押し出しラミネート法を利用して転写することができる。
只、図4の(ロ)に示した転写シート200b では、基材フィルム層12と光回折構造形成層7a との間に、前記のような剥離層8a を設けているので、転写時の剥離位置は、図示したように、基材フィルム層12と剥離層8a との界面となり、図2に示した多層積層フィルム100b のように、外面側のポリエチレン系樹脂フィルム層1の積層面側に、接着層2a を介して、転写シート200b の光反射性金属蒸着層3と光回折構造形成層7a と剥離層8a とがまとめて転写されるものである。
【0038】
図4の(ハ)に示した転写シート200c は、基材フィルム層12の上に剥離層8b を設け、その上に体積型ホログラムを形成した光回折構造形成層7b を設け、更にその上に接着層2b を設けて構成したものである。
上記光回折構造形成層7b は、剥離層8b の上に、銀塩乳剤、ダイクロメートゼラチン乳剤、光重合性樹脂、光架橋性樹脂などを含む体積型ホログラム記録材料を塗布し、その塗布面に、物体からの光の波面に相当する干渉縞が透過率変調、屈折率変調の形で層内に記録された体積ホログラム原版を密着させて露光することにより、体積型ホログラムを形成することができる(密着複製法)。この光回折構造形成層7b 、即ち、体積型ホログラム層の厚みは5〜20μm程度が適当である。
上記剥離層8b としては、前記図4の(ロ)に示した転写シート200b の剥離層8a で説明した樹脂と同様な樹脂を用いることができるが、この場合、前述したように、それらの樹脂に更に黒色系などの光吸収性染料または顔料を含有させることができ、それにより体積型ホログラムの画像のコントラストを向上させることができる。
また、この転写シート200c では、光回折構造形成層7b の上に、予め接着層2b を設けた構成としているので、接着層2b として、前述したように、図3に示した多層積層フィルム100c の構成において、外面側のポリエチレン系樹脂フィルム層1に熱接着可能な熱接着性樹脂、例えば、エチレン・酢酸ビニル共重合体系樹脂などを用いることにより、熱転写方式で前記外面側のポリエチレン系樹脂フィルム層1の積層面側に、接着層2b と光回折構造形成層7b と剥離層8b とをまとめて転写することができる。
【0039】
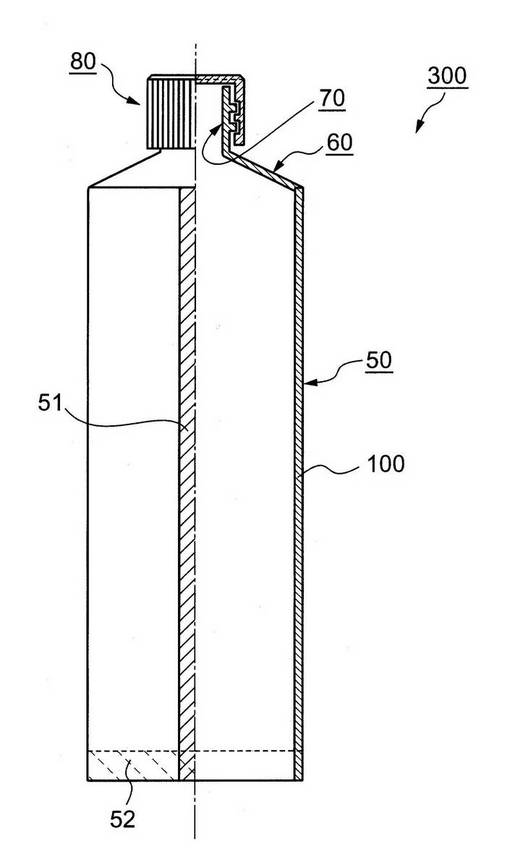
次に、図5は、本発明のラミネートチューブ容器の一実施例の構成を示す概略的半断面図であり、図5に示したラミネートチューブ容器300は、胴部50が、胴部の多層積層フィルム100を筒状に丸めて、その端縁部同士を上下に重ね合わせて胴部シール部51でヒートシールして筒体に形成され、その一方の開口部(図において上部の開口部)に合成樹脂を成形してなる肩部60および口頸部70が取り付けられ、更に、その口頸部70に、該口頸部70を密閉するキャップ80が取り付けられて構成されている。
尚、胴部50のもう一方の開口部は、内容物の充填口に使用するため、内容物の充填後に、底部シール予定部52を偏平に押し潰してヒートシールして密閉される。
また、胴部の多層積層フィルム100には、前記図1、図2、図3に示したような構成の胴部の多層積層フィルム100a 、100b 、100c が使用されるものである。
【0040】
前記のような構成を採ることにより、胴部の多層積層フィルム100には、絵柄、文字等の印刷層と組み合わせて、その中間層にレリーフ型ホログラムまたは回折格子、または体積型ホログラムの光回折構造層が設けられ、更にガスバリヤー層(いずれも図示せず)が設けられるので、そのグラフィックデザインにおいて、意匠性、高級感が格段に優れると共に、ガスバリヤー性のほか、密封性、押し潰しに対する復元性などの性能にも優れたラミネートチューブ容器を提供することができる。
特に、胴部の多層積層フィルム100として、図1に示した構成の多層積層フィルム100a を用いた場合は、中間層に積層された光回折構造を形成するレリーフ形状の光反射性金属蒸着層3が、両面とも接着層2a または接着層4a で挟まれて強固に積層されているので、前記の効果に加えて、ラミネートチューブ容器として、押し潰しなどの過酷な条件で使用してもデラミネーションを発生することがなく、安全に使用することができ、更に、生産性および経済性にも一層優れたラミネートチューブ容器を提供することができる。
【0041】
以下に、実施例を挙げて本発明を更に具体的に説明する。
【実施例1】
【0042】
図5に示した構成のラミネートチューブ容器300を下記の材料と寸法で作製して実施例1のラミネートチューブ容器とした。
(a)胴部50に用いる多層積層フィルム100としては、図1に示した構成の多層積層フィルム100a を用いるべく、下記のように作製した。尚、胴部50は、直径が35mm、長さが160mmの円筒体とした。
(b)胴部50の一方の開口部に取り付ける肩部60および口頸部70は、直鎖状低密度ポリエチレンを用いて、コンプレッション成形法で一体化成形して取り付けた。
(c)キャップ80には、ポリプロピレンを射出成形して作製したものを用いた。
【0043】
〔胴部の多層積層フィルム100a の作製〕
外面側のポリエチレン系樹脂フィルム層1には、インフレーション成形法で製膜した厚み90μmの直鎖状低密度ポリエチレンの無延伸フィルムを用い、その一方の面(積層面)に、図4の(イ)に示した構成の光回折構造転写シート200a を、その光反射性金属蒸着層3面に、接着層2a として、二液硬化型ポリウレタン系接着剤を用いて、硬化後の塗布量が4g/m2 となるように塗布してドライラミネート法で貼り合わせ、エージングにより硬化させた後、前記転写シート200a の基材フィルム層12とその上に形成された光回折構造形成層7a とをまとめて剥離して、前記直鎖状低密度ポリエチレンフィルムの積層面に接着層2a を介して光回折構造形成層7a のレリーフ形状が賦型された光反射性金属蒸着層3を転写して外面側に用いる積層フィルム(A)を作製した。
尚、前記転写シート200a は、基材フィルム層12として厚みが30μmの二軸延伸ポリプロピレンフィルムを用い、その上に積層された光回折構造形成層7a としては、紫外線硬化性樹脂を用いて、その表面に連続模様の回折格子レリーフを賦型したものを用い、更にその上の光反射性金属蒸着層3には、アルミニウムを厚み400Åに真空蒸着したアルミニウム蒸着層を用いたものである。
【0044】
次に、前記外面側に用いる積層フィルム(A)とは別に、中間層に積層するガスバリヤー層5として、厚みが12μmのアルミニウム箔を用意し、また、内面側のポリエチレン系樹脂フィルム層6として、厚みが55μmの直鎖状低密度ポリエチレンの無延伸フィルムを用意し、前記積層フィルム(A)のアルミニウム蒸着層面とアルミニウム箔とを、押し出しラミネート法で両者の間に接着層4a としてEAA樹脂を厚み15μmに押し出して貼り合わせ、更にそのアルミニウム箔面と前記内面側の直鎖状低密度ポリエチレンフィルム(厚み55μm)とを、二層共押し出し装置を用いた押し出しラミネート法で両者の間に接着層4b として、アルミニウム箔面側にEAA樹脂を厚み7μmに、また、直鎖状低密度ポリエチレンフィルム側に低密度ポリエチレンを厚み14μmに共押し出しして貼り合わせて多層積層フィルムを作製し、更に、その外面側の直鎖状低密度ポリエチレンフィルムの外面に、フレキソ印刷方式で絵柄、文字等の印刷層9と透明ニス印刷層10とを設けて胴部の多層積層フィルム100a を作製した。
尚、前記絵柄、文字等の印刷層9と透明ニス印刷層10とは、胴部の多層積層フィルム100a を筒状に丸めて、その端縁部同士を上下に重ねて胴部シール部51でヒートシールした際、少なくともヒートシール面となる領域は除いて設けたものである。
上記胴部の多層積層フィルム100a の構成は、外面側から、透明ニス印刷層/絵柄、文字等の印刷層/直鎖状低密度ポリエチレンフィルム層(厚み90μm)/ドライラミネート接着剤層/レリーフ形状を有するアルミニウム蒸着層(厚み400Å)/押し出しラミネート用接着性樹脂層〔EAA樹脂層(厚み15μm)〕/アルミニウム箔(厚み12μm)/押し出しラミネート用接着性樹脂層〔EAA樹脂層(厚み7μm)/低密度ポリエチレン層(厚み14μm)〕/直鎖状低密度ポリエチレンフィルム層(厚み55μm)の順に積層した構成である。
【実施例2】
【0045】
前記実施例1のラミネートチューブ容器の構成において、胴部50に用いた多層積層フィルム100a の構成のみを、図2に示した構成の多層積層フィルム100b に変更すべく、具体的には外面側のポリエチレン系樹脂フィルム層1とガスバリヤー層5と内面側のポリエチレン系樹脂フィルム層6、およびガスバリヤー層5と内面側のポリエチレン系樹脂フィルム層6との貼り合わせに用いる接着層4d に関しては、実施例1の多層積層フィルム100a に用いたものと同じ材質と厚みのものを用い、その光回折構造の転写には図4の(ロ)に示した構成の転写シート200b で、基材フィルム層12には厚みが30μmの二軸延伸ポリプロピレンフィルムを用い、剥離層8a にはアクリル酸エチル系樹脂(厚み3μmに塗布)を用い、光回折構造形成層7a には紫外線硬化性樹脂(アクリル系樹脂で架橋密度を特に高くしないタイプのもの、厚み10μm)を使用し、光反射性金属蒸着層3にはアルミニウムを厚み400Åに蒸着したものを使用して、ドライラミネート方式で外面側のポリエチレン系樹脂フィルム層1の積層面に、接着層2a (ドライラミネート用接着剤)を介して、前記光反射性金属蒸着層3、光回折構造形成層7a 、剥離層8a を転写し、また、その積層フィルムの剥離層8a 面とガスバリヤー層5のアルミニウム箔(厚み12μm)との貼り合わせに用いる接着層4c には、押し出しラミネート法による接着性樹脂として、実施例1と同じEAA樹脂(厚み14μm)を用いて貼り合わせたほかは、総て実施例1と同様に形成して実施例2のラミネートチューブ容器を作製した。
上記胴部の多層積層フィルム100b の構成は、外面側から、透明ニス印刷層/絵柄、文字等の印刷層/直鎖状低密度ポリエチレンフィルム層(厚み90μm)/ドライラミネート接着剤層/アルミニウム蒸着層(厚み400Å)/(レリーフ面)光回折構造形成層(紫外線硬化性アクリル系樹脂、厚み10μm)/剥離層(アクリル酸エチル系樹脂、厚み3μm)/押し出しラミネート用接着性樹脂層〔EAA樹脂層(厚み15μm)〕/アルミニウム箔(厚み12μm)/押し出しラミネート用接着性樹脂層〔EAA樹脂層(厚み7μm)/低密度ポリエチレン層(厚み14μm)〕/直鎖状低密度ポリエチレンフィルム層(厚み55μm)の順に積層した構成である。
尚、上記押し出しラミネート用接着性樹脂層〔EAA樹脂層(厚み7μm)/低密度ポリエチレン層(厚み14μm)〕は、二層共押し出しラミネート法によるものである。
【0046】
〔比較例1〕
前記実施例1のラミネートチューブ容器の構成において、胴部50に用いた多層積層フィルム100a の構成から、光回折構造を形成する接着層2a とレリーフ形状を有する光反射性金属蒸着層3とを取り除いた構成で胴部の多層積層フィルムを作製し、これを用いて比較例1のラミネートチューブ容器を作製した。
具体的には、胴部の多層積層フィルムは、外面側の直鎖状低密度ポリエチレンフィルム(厚み90μm)の積層面に、二層共押し出しラミネート法を用いて、ガスバリヤー層3のアルミニウム箔(厚み12μm)と内面側の直鎖状低密度ポリエチレンフィルム(厚み55μm)とを、この順にそれぞれ接着層4a または接着層4b を介して貼り合わせ、前記外面側の直鎖状低密度ポリエチレンフィルム(厚み90μm)の外側の面に、フレキソ印刷により、絵柄、文字等の印刷層9と透明ニス印刷層10とを設けて構成したものである。
尚、二層共押し出しラミネートに用いる接着層4a の接着性樹脂は、外面側の直鎖状低密度ポリエチレンフィルム側には低密度ポリエチレン(厚み14μm)を用い、アルミニウム箔側にはEAA樹脂(厚み7μm)を用いる二層構成とし、同様に接着層4b の接着性樹脂は、アルミニウム箔側にはEAA樹脂(厚み7μm)を用い、内面側の直鎖状低密度ポリエチレンフィルム側には低密度ポリエチレン(厚み14μm)を用いる二層構成としたものである。
上記胴部の多層積層フィルムの構成は、外面側から、透明ニス印刷層/絵柄、文字等の印刷層/直鎖状低密度ポリエチレンフィルム層(厚み90μm)/押し出しラミネート用接着性樹脂層〔低密度ポリエチレン層(厚み14μm)/EAA樹脂層(厚み7μm)〕/アルミニウム箔(厚み12μm)/押し出しラミネート用接着性樹脂層〔EAA樹脂層(厚み7μm)/低密度ポリエチレン層(厚み14μm)〕/直鎖状低密度ポリエチレンフィルム層(厚み55μm)の順に積層した構成である。
【0047】
〔評価〕
以上のように作製した実施例1、2および比較例1のラミネートチューブ容器を評価するため、それぞれの容器に、底部から内容物として練り歯磨きを150gずつ充填した後、底部シール予定部52(図5参照)をヒートシールして密封し、内容物が充填されたラミネートチューブ容器包装体を作製した。
上記実施例1、2および比較例1のラミネートチューブ容器包装体について、(1)ラミネートチューブ容器の密封性、(2)胴部の多層積層フィルムの耐デラミネーション性、(3)ラミネートチューブ容器の意匠性、高級感を評価したところ、
(1)ラミネートチューブ容器の密封性は、実施例1、2および比較例1の各ラミネートチューブ容器とも、胴部および底部のヒートシール部がいずれも直鎖状低密度ポリエチレンフィルム同士の熱接着で形成されているので強固に熱接着されており、また、胴部と肩部の接合部に関しても、肩部および口頸部の成形樹脂に直鎖状低密度ポリエチレンを用いているので、胴部の開口部に肩部および口頸部が強固に熱融着されており、容器の密封性は優れていた。
【0048】
また、(2)胴部の多層積層フィルムの耐デラミネーション性に関しては、各ラミネートチューブ容器に充填された内容物の押し出しを100回に分割して繰り返し行なった後、胴部の多層積層フィルムを10mm間隔に切断して、層間剥離の発生の有無を調べた結果、実施例1、2および比較例1の各ラミネートチューブ容器とも層間剥離の発生はなく、耐デラミネーション性に関しても良好であった。
【0049】
そして、(3)ラミネートチューブ容器の意匠性、高級感に関しては、実施例1、2の各ラミネートチューブ容器は、その胴部の外周面に、絵柄、文字等の印刷層による多色の印刷画像に組み合わせて、その背面側に光回折構造として、この場合、回折格子の光輝性模様が設けられているので、そのグラフィックデザインによる意匠性、高級感は格段に優れていた。これに対して比較例1のラミネートチューブ容器は、胴部の多層積層フィルムに設けたグラフィックデザインが絵柄、文字等の印刷層による多色の印刷画像に限定されているため、立体画像や光輝性模様などの光回折構造との組み合わせができず、意匠性、高級感の点では劣っていた。
【産業上の利用可能性】
【0050】
本発明のラミネートチューブ容器は、特に、胴部を形成する多層積層フィルムの中間層に転写方式でホログラムや回折格子の光回折構造を設け、また、ガスバリヤー層を積層しているので、ラミネートチューブ容器として本来必要な密封性、ガスバリヤー性、押し潰しに対する復元性などの性能を備えると共に、絵柄、文字等の印刷層と組み合わせてホログラムや回折格子による立体画像や光輝性模様などを設けることにより、その意匠性、高級感などを格段に向上させたものである。従って、充填する内容物としては、練り歯磨きのほか、練りわさび、練りからし、コンデンスミルクなどの食品類、化粧品、医薬品など広範囲の内容物に対して好適に使用することができ、用途に関しては特に制限はない。
【図面の簡単な説明】
【0051】
【図1】本発明のラミネートチューブ容器の胴部に用いる多層積層フィルムの第1の例の構成を示す模式断面図である。
【図2】本発明のラミネートチューブ容器の胴部に用いる多層積層フィルムの第2の例の構成を示す模式断面図である。
【図3】本発明のラミネートチューブ容器の胴部に用いる多層積層フィルムの第3の例の構成を示す模式断面図である。
【図4】(イ)、(ロ)、(ハ)は、それぞれ本発明のラミネートチューブ容器の胴部に用いる多層積層フィルムの中間層に光回折構造を転写するために用いる転写シートの一例の構成を説明する模式断面図である。
【図5】本発明のラミネートチューブ容器の一実施例の構成を示す概略的半断面図である。
【符号の説明】
【0052】
1 外面側のポリエチレン系樹脂フィルム層
2a 、2b 接着層
3 光反射性金属蒸着層
4a 、4b 、4c 、4d 、4e 、4f 接着層
5 ガスバリヤー層
6 内面側のポリエチレン系樹脂フィルム層
7a 、7b 光回折構造形成層
8a 、8b 剥離層
9 絵柄、文字等の印刷層
10 透明ニス印刷層
11 中間層
12 基材フィルム層
50 胴部
51 胴部シール部
52 底部シール予定部
60 肩部
70 口頸部
80 キャップ
100、100a 、100b 、100c 胴部の多層積層フィルム
200a 、200b 、200c 光回折構造転写シート
300 ラミネートチューブ容器
【技術分野】
【0001】
本発明は、ラミネートチューブ容器に関し、更に詳しくは、筒状の胴部を形成する多層積層フィルムの中間層に転写方式による光回折構造層とガスバリヤー層とを設け、ガスバリヤー性と共に、特に意匠性を向上させたラミネートチューブ容器に関する。
【背景技術】
【0002】
従来、ラミネートチューブ容器は、練り歯磨きのほか、練りわさび、練りからし、コンデンスミルクなどの食品、化粧品、医薬品などの内容物を充填包装し、使用時に必要とする量を任意に押し出して使用することができ、使い勝手のよい容器として、その用途および使用量が拡大されてきた。
このようなラミネートチューブ容器は、通常、多層積層フィルムを用いて筒状の胴部を製造した後、その一方の開口部に肩部および口頸部をコンプレッション成形や射出成形などで取り付け、更に必要な場合には、口部にアルミニウム箔などに熱接着性樹脂層を積層したシール材を熱接着し、次いで、その口頸部にキャップを螺合させ、更に、前記筒状の胴部の他方の開口部から内容物を充填し、しかる後、その開口部を密閉シールして底部シール部とし、ラミネートチューブ容器からなる包装製品を製造している。
【0003】
また、このようなラミネートチューブ容器には、内容物に関連する表示事項や絵柄などの印刷を施す必要があり、通常は胴部に用いる多層積層フィルムを筒状に丸めてヒートシールし筒体とした時、最外層となるポリエチレン系樹脂フィルム層の内側の面、または外側の面に、グラビア印刷、フレキソ印刷、オフセット印刷、シルクスクリーン印刷などの手段で印刷が行なわれ、また、必要に応じて箔押し加工なども行なわれている。
しかし、ポリエチレン系樹脂フィルムは、製膜時にフィッシュアイのような凹凸を表面に生じやすく、印刷適性の面で必ずしもよいものとはいえず、イラスト調などのベタ印刷はともかく、写真調などの多色カラー印刷は採用しにくい問題があった。
【0004】
一方、ラミネートチューブ容器自体は、用途の拡大と共に、そのデザイン面で意匠性、高級感などの向上に対する要望が強くなり、印刷手段だけでは対応が難しく、例えば、ホログラムや回折格子などの光回折構造を印刷と組み合わせて採用することが必要になっている。
只、ホログラムや回折格子などの光回折構造を印刷と組み合わせて用いることにより、ラミネートチューブ容器の意匠性、高級感を格段に向上できることは明らかであるが、光回折構造の実施には、精密で高度な技術を必要とするため、ラミネートチューブ容器などの包装材料に採用するには、生産性が低く、コストも高くなるという問題があった。
【0005】
このような問題を解決するために、ホログラムなどの複製方法として、例えば、Tダイなどを用いた押し出しコート装置を利用して、その冷却ロールの表面にホログラムなどのレリーフ原版を取り付けて、基材フィルムの一方の面に、ポリプロピレンなどの溶融樹脂を膜状に押し出しながら、冷却と同時に圧着して、原版のレリーフ形状を押し出しコート樹脂の表面に賦型した後、そのレリーフ面に光反射層としてアルミニウムなどの金属蒸着層を設け、更にその上にポリエチレン系樹脂フィルムなどを保護フィルムとして積層して、ホログラム層を設けた積層フィルムを作製し、これを胴部材に用いたホログラム付きラミネートチューブがある(特許文献1参照)。
【特許文献1】実開平3−31941号公報(明細書第4〜9頁、第2〜5図)
【0006】
しかし、上記のようなホログラム付きラミネートチューブでも、ホログラムレリーフの樹脂表面への賦型自体は生産性よく行なえるものの、ラミネートチューブの長さは、製品によって必ずしも一定ではなく、ラミネートチューブの長さに応じて、所定のピッチでホログラムレリーフの原版を冷却ロールの周面に取り付ける必要があり、多面付けでホログラムレリーフの原版を冷却ロールの周面に取り付けるためには、ラミネートチューブの長さに応じて異なる円周の冷却ロールを用意する必要がある。しかし、冷却ロールは製作費用が高いため、結果としてホログラムレリーフの形成コストが高くなる問題があった。
更に、上記で得られるホログラム層を備えた積層フィルムは、ホログラムレリーフの形成樹脂がポリプロピレンであり、そのレリーフ面に光反射層としてアルミニウム蒸着層を設けた場合、ポリプロピレンに対するアルミニウム蒸着層の接着性が充分ではないため、ラミネートチューブに加工して内容物を充填した後、使用中などにポリプロピレンのレリーフ面とアルミニウム蒸着層との間でデラミネーション(剥離)を発生するおそれがあった。
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、前述のような問題点を解決するためになされたものであり、その課題は、ラミネートチューブ容器に関して、胴部の多層積層フィルムにホログラムや回折格子などの光回折構造を組み入れて、その意匠性、高級感を格段に向上させると共に、ラミネートチューブ容器に本来必要な密封性、ガスバリヤー性、押し潰しに対する復元性のほか、耐デラミネーション性などの性能も良好に維持でき、且つ、生産性の低下やコストアップも少なくしたラミネートチューブ容器を提供することである。
【課題を解決するための手段】
【0008】
上記の課題は、以下の本発明により解決することができる。
即ち、請求項1に記載した発明は、胴部が多層積層フィルムを筒状にヒートシールしてなる筒体で形成され、該筒体の一方の開口部に合成樹脂を成形してなる肩部および口頸部を取り付けて形成されるラミネートチューブ容器において、胴部の多層積層フィルムが、胴部の外面側から内面側に向かって、少なくとも外面側のポリエチレン系樹脂フィルム層と、中間層と、内面側のポリエチレン系樹脂フィルム層とを含む積層体で形成されると共に、該中間層が転写方式で設けられた光回折構造層と、ガスバリヤー層とを含むことを特徴とするラミネートチューブ容器からなる。
【0009】
本発明において、光回折構造は、ホログラムや回折格子などの光を回折するための構造を有するものを指すものであり、光回折構造層を胴部の多層積層フィルムに絵柄や文字などの印刷層と併用して設けることにより、ラミネートチューブ容器に立体画像や光輝性画像・模様などを付加し、意匠性、高級感を一層向上させるものである。
このような目的に使用できる光回折構造の代表的な例としては、平面型または体積型のホログラム或いは回折格子などが挙げられる。ホログラムでは、平面型のホログラムでホログラム像が微小な凹凸として記録されているレリーフ型ホログラムが、転写シートなどに加工し易く好適に使用できる。
【0010】
ホログラムを機能的、意匠的に分けた場合には、光反射性金属蒸着層を設けた全反射層付きレリーフホログラムと、光反射性金属蒸着層に相当する層が透明性を有する部分反射層付きレリーフホログラムとがあり、いずれも使用することができる。特に後者の場合は、ホログラム自体が透明であり、これに付属するポリエチレン系樹脂フィルム層、接着層、ガスバリヤー層などの他の層にも透明な材料を用いることにより、印刷層は別にして、多層積層フィルム全体を透明にすることができる。従って、ホログラム層の下に印刷層を設けた場合、ホログラム層を通して印刷層の絵柄、文字などを見ることができるので、ホログラムと印刷層の両方を見ることができ、デザインの自由度が増し、意匠性を一層向上させることができる。また、この場合、ラミネートチューブ容器に充填された内容物を印刷層のない部分で外側から見せることもできる。
【0011】
また、回折格子では、光学的に作製される回折格子や、EB描画手法などによる直描型回折格子を用いることができる。特に、直描型回折格子は、任意のパターンを容易に形成できる上、同一のものを再生光から推測して作製することが不可能に近いため、意匠性の向上に加えて偽造防止の効果も得られる。
以上のような光回折構造は、いずれも公知の技術により製造することができ、胴部の多層積層フィルム全体に用いてもよく、また、熱転写シートを作製して、一部にスポット状などに熱転写して用いることもできる。
【0012】
光回折構造は、いずれも多層構成で形成され、例えば、透明フィルム層/光回折構造形成層/光反射層(光反射性金属蒸着層、または光回折構造形成層よりも屈折率が0.3以上大きいかまたは小さい光透過性材料層)/保護層または接着層の順に積層された構成が一般的である。
このような光回折構造は、例えば、透明フィルムを基材フィルムとして、その上に光回折構造形成層を設け、そのレリーフ面に光反射層を設け、更にその上に保護層または接着層を設ける方法で作製することができる。
【0013】
前記光反射層として、アルミニウムなどの金属蒸着により光反射性金属蒸着層(厚み200Å以上)を設けた場合は、この層が入射した光の略全部を反射できるので不透明で光輝性を有する光回折構造を形成することができる。また、前記光反射層として、光回折構造形成層よりも屈折率が0.3以上大きいかまたは小さい光透過性材料層を設けた場合、或いは、光反射性金属蒸着層を、厚みが200Å以下、例えば、50〜150Åのように薄く設けた場合は、入射した光の一部を反射し、一部を透過するので、透明性を有する光回折構造を形成することができる。
【0014】
前記ガスバリヤー層としては、その材質により透明性を有するものと、不透明なものとがあり、所望により適宜選択して使用することができる。
透明性を有するガスバリヤー層としては、エチレン−ビニルアルコール共重合体、MXD6(ポリメタキシリレンアジパミド)などのガスバリヤー性樹脂を製膜したフィルムや、ポリ塩化ビニリデンの塗布液を透明な基材フィルムに塗布して塗膜層を形成したポリ塩化ビニリデンコートフィルム、そして、アルミナ、シリカ、酸化亜鉛、酸化マグネシウム、ITOなどの無機酸化物を透明な基材フィルムに蒸着した無機酸化物の蒸着フィルムなどを使用することができる。
不透明なガスバリヤー層としては、アルミニウムなどの金属箔や、アルミニウムなどの金属を基材フィルムに蒸着した金属蒸着フィルムを使用することができる。
【0015】
前記無機酸化物の蒸着層は、更に具体的には、アルミナ、シリカ、酸化亜鉛、酸化マグネシウム、ITOなどの無機酸化物を蒸着やスパッタリング、イオンプレーティングなどの手段で、二軸延伸ポリエチレンテレフタレートフィルムなどの耐熱性を有する透明フィルム上に、厚みが200〜1000Å程度になるように堆積させて形成することができる。
【0016】
このような無機酸化物の蒸着層は単独の層で形成してもよいが、複数の層で形成することにより一層優れたガスバリヤー性を得ることができる。
また、これらの無機酸化物の蒸着層は、その接着性を向上させ、或いは亀裂などの損傷を防止して優れたガスバリヤー性を有効に発揮させるため、その上下の面に接着性向上層、保護層、ガスバリヤー性向上層などの目的で、反応型アクリル系樹脂、ポリウレタン系樹脂、シランカップリング剤を含有させたアクリル系樹脂、金属アルコキシドを含有させた水溶性高分子、エチレン−ビニルアルコール共重合体などの樹脂層を設けて複合層としてガスバリヤー層を形成することができる。
【0017】
また、胴部の多層積層フィルムの外面側のポリエチレン系樹脂フィルム層と内面側のポリエチレン系樹脂フィルム層には、直鎖状低密度ポリエチレン、高圧法低密度ポリエチレン、シングルサイト系触媒を用いて重合したエチレン・α−オレフィン共重合体のほか、アイオノマー、中密度ポリエチレン、高密度ポリエチレンなどの無延伸フィルムを使用することができる。このような外面側および内面側のポリエチレン系樹脂フィルム層の厚みは30〜150μmの範囲が好ましい。
【0018】
尚、本発明において、ラミネートチューブ容器の胴部の多層積層フィルムには、前記光回折構造層と組み合わせて絵柄、文字等の印刷層を設けることができる。只、絵柄、文字等の印刷層を設ける位置は、通常は、胴部の多層積層フィルムの外面側のポリエチレン系樹脂フィルム層の外面または内面(中間層を積層する側の面)に設けるが、特に限定はされず、光回折構造層が透明なタイプの場合などその種類によっては、光回折構造層よりも内側の層に設けることもできる。
【0019】
請求項2に記載した発明は、前記光回折構造層の光回折構造がレリーフ型ホログラムまたは回折格子であって、該光回折構造層の転写に用いる転写シートが、少なくとも基材フィルムと、その上に設けられた光回折構造形成層と、該光回折構造形成層の表面のレリーフ面に剥離可能に設けられた光反射性金属蒸着層とからなり、光回折構造層の転写に際しては、該光反射性金属蒸着層の上に接着層を設けて、前記多層積層フィルムの外面側のポリエチレン系樹脂フィルム層の積層面側に、該接着層を介して該転写シートの光反射性金属蒸着層のみが、そのレリーフ形状を維持して転写されていることを特徴とする請求項1記載のラミネートチューブ容器からなる。
【0020】
前記転写シートの光回折構造形成層の表面のレリーフ面に剥離可能に設けられた光反射性金属蒸着層を、そのレリーフ形状を維持して前記多層積層フィルムの外面側のポリエチレン系樹脂フィルム層の積層面側に転写する方法は、例えば、(1)前記接着層として、ドライラミネート用の二液硬化型ポリウレタン系接着剤などを用いて、これを転写シートの光反射性金属蒸着層面に塗布し、溶剤成分を熱風乾燥などで取り除いた後、その面に前記外面側のポリエチレン系樹脂フィルム層の積層面を重ねて圧着し、ロール状に巻き上げた状態でエージングして接着剤を硬化させ、その後、転写シートとポリエチレン系樹脂フィルム層とを剥離させることにより、転写シートの光回折構造形成層のレリーフ面と光反射性金属蒸着層との間で剥離が行なわれ、光反射性金属蒸着層のみを、硬化した接着剤層を介して、そのレリーフ形状を維持してポリエチレン系樹脂フィルム層の積層面側に転写することができる。この場合、二液硬化型ポリウレタン系接着剤は、接着性と共に耐熱性にも優れているので、光反射性金属蒸着層のレリーフ形状を一層安定して維持させることができる。
【0021】
また、(2)接着層として、エチレン・アクリル酸共重合体(EAA樹脂)などの金属に対して接着性のよい熱接着性樹脂を用いて、押し出しラミネート法(サンドイッチラミネート法)で転写シートの光反射性金属蒸着層面と前記外面側のポリエチレン系樹脂フィルム層の積層面側とを貼り合わせて、冷却後、転写シートとポリエチレン系樹脂フィルム層とを剥離する方法でも、前記(1)の方法と同様に、転写シートの光回折構造形成層のレリーフ面と光反射性金属蒸着層との間で剥離が行なわれ、光反射性金属蒸着層のみを、前記熱接着性樹脂層を介して、そのレリーフ形状を維持してポリエチレン系樹脂フィルム層に転写することができる。
【発明の効果】
【0022】
請求項1に記載した発明によれば、ラミネートチューブ容器の筒状の胴部に用いる多層積層フィルムが、胴部の外面側から内面側に向かって、少なくとも外面側のポリエチレン系樹脂フィルム層と、中間層と、内面側のポリエチレン系樹脂フィルム層とを含む積層体で形成されると共に、該中間層が転写方式で設けられた光回折構造層と、ガスバリヤー層とを含む構成としているので、以下に列挙するような作用効果を得ることができる。
(1)胴部の多層積層フィルムを筒状に丸めて、その端縁部同士を上下に重ね合わせてヒートシールする際、重ね合わせ面が両面ともポリエチレン系樹脂フィルム層であるため、強固にヒートシールすることができる。
(2)胴部の多層積層フィルムの中間層が、転写方式で設けられた光回折構造層と、ガスバリヤー層とを含む構成としているので、前述したように、外面側のポリエチレン系樹脂フィルム層の積層面側に光回折構造層を転写することができ、それにより、光回折構造層の外側が外面側のポリエチレン系樹脂フィルム層で保護されるので、外側からの摩擦などで光回折構造層が損傷されることがなく安全であると同時に、光回折構造層が外面側のポリエチレン系樹脂フィルム層と近接した位置にあるため、外側からホログラムや回折格子などの光回折構造を明瞭に見ることができ、ラミネートチューブ容器の意匠性、高級感を一層効果的に向上させることができる。
また、転写された光回折構造層には、転写シートの基材フィルムなどが含まれていないため、必要以上に胴部の多層積層フィルムの剛性などが高められることがなく、ラミネートチューブ容器の内容物の押し出し適性や、押し潰し後の復元性などの性能を良好にすることができる。
(3)前記中間層には、ガスバリヤー層が設けられているので、ラミネートチューブ容器のガスバリヤー性を確実に向上させることができ、内容物の保存性を一層向上させることができる。
【0023】
請求項2に記載した発明によれば、請求項1に記載した発明のラミネートチューブ容器の構成において、光回折構造層の光回折構造がレリーフ型ホログラムまたは回折格子であって、該光回折構造層の転写に用いる転写シートが、少なくとも基材フィルムと、その上に設けられた光回折構造形成層と、該光回折構造形成層の表面のレリーフ面に剥離可能に設けられた光反射性金属蒸着層とからなり、光回折構造層の転写に際しては、該光反射性金属蒸着層の上に接着層を設けて、前記多層積層フィルムの外面側のポリエチレン系樹脂フィルム層の積層面側に、該接着層を介して該転写シートの光反射性金属蒸着層のみが、そのレリーフ形状を維持して転写された構成としているので、請求項1に記載した発明の作用効果に加えて、転写シートの光回折構造形成層のレリーフ面に蒸着された光反射性金属蒸着層は、微細なレリーフ面に隙間なく確実に堆積されて蒸着層を形成するので、転写後の光反射性金属蒸着層には、光回折構造形成層のレリーフ形状が忠実に賦型されており、また、そのレリーフ形状が前記接着層により維持されるため、前記多層積層フィルムの外面側のポリエチレン系樹脂フィルム層に、一層シャープなレリーフ形状、即ち、光回折構造を形成することができる。
そして、転写された光反射性金属蒸着層は、その一方の面に前記接着層が設けられて外面側のポリエチレン系樹脂フィルム層に積層されると共に、もう一方の面にも、同様に接着層を設けてガスバリヤー層などと積層されるため、両面に接着層が設けられることになり、その積層強度が向上される。従って、ラミネートチューブ容器に加工した後、デラミネーションを発生するおそれもなくすことができる。
具体的な試験結果では、光反射性金属蒸着層の片側の面のみに接着層が設けられ、もう一方の面が光回折構造形成層に光反射性金属蒸着層を蒸着した際の蒸着強度である場合は、その剥離強度が150〜250g/15mm幅であるのに対して、光反射性金属蒸着層の両面に接着層を設けた構成では、その剥離強度を400〜600g/15mm幅まで向上させることができた。
また、転写後の転写シートには、基材フィルムと共にその上に形成された光回折構造形成層が残されているので、そのレリーフ面に再度、光反射性金属蒸着層を設けることにより、転写シートとして再使用が可能となり、それにより生産性の向上と材料費の節減が達成され、製造コストの低減に大きく寄与する効果を奏する。
【発明を実施するための最良の形態】
【0024】
以下に、本発明のラミネートチューブ容器の実施の形態について図面を用いて説明する。
図1、図2、図3は、それぞれ本発明のラミネートチューブ容器の胴部に用いる多層積層フィルムの一例の構成を示す模式断面図である。
図4の(イ)、(ロ)、(ハ)は、それぞれ本発明のラミネートチューブ容器の胴部に用いる多層積層フィルムの中間層に光回折構造を転写するために用いる転写シートの一例の構成を説明する模式断面図である。そして、(イ)に示した転写シート200a は、図1に示した構成の多層積層フィルム100a の中間層に、光反射性金属蒸着層3をその光回折構造形成層のレリーフ形状を維持して転写する際に好適に使用できるものであり、(ロ)に示した転写シート200b は、図2に示した構成の多層積層フィルム100b の中間層に、光反射性金属蒸着層3、光回折構造形成層7a 、剥離層8a を転写する際に好適に使用できるものであり、(ハ)に示した転写シート200c は、図3に示した構成の多層積層フィルム100c の中間層に、接着層2b 、光回折構造形成層7b 、剥離層8b を転写する際に好適に使用できるものである。
また、図5は、本発明のラミネートチューブ容器の一実施例の構成を示す概略的半断面図である。
尚、本発明は、その要旨を超えない限り、これらの図面に限定されるものではない。
【0025】
図1に示した多層積層フィルム100a は、筒状にヒートシールして胴部の筒体を作製した時、その外面側(図において上側)から内面側(図において下側)に向けて、透明ニス印刷層10、絵柄、文字等の印刷層9、外面側のポリエチレン系樹脂フィルム層1、接着層2a 、光反射性金属蒸着層3、接着層4a 、ガスバリヤー層5、接着層4b 、内面側のポリエチレン系樹脂フィルム層6をこの順に積層して構成したものである。
上記の構成において、光反射性金属蒸着層3は、図4の(イ)に示すような構成の転写シート200a を用いて、その光反射性金属蒸着層3の上に接着層2a を設けて、前記外面側のポリエチレン系樹脂フィルム層1の積層面に貼り合わせた後、転写シート200a の基材フィルム層12とその上に設けた光回折構造形成層7a とをまとめて引き剥がす方法で、前記外面側のポリエチレン系樹脂フィルム層1の積層面に、接着層2a を介して光反射性金属蒸着層3をそのレリーフ形状を維持して転写させることができる。
また、絵柄、文字等の印刷層9は、外面側のポリエチレン系樹脂フィルム層1の外面に設けたため、更にその上に保護層として透明ニス印刷層10を設けたが、絵柄、文字等の印刷層9自体は、製造ロットの大小や製造設備など、製造上の都合により、外面側のポリエチレン系樹脂フィルム層1の内面(積層面)に予め設けることもでき、その場合、透明ニス印刷層10は省略することができる。
【0026】
図2に示した多層積層フィルム100b は、筒状にヒートシールして胴部の筒体を作製した時、その外面側(図において上側)から内面側(図において下側)に向けて、透明ニス印刷層10、絵柄、文字等の印刷層9、外面側のポリエチレン系樹脂フィルム層1、接着層2a 、光反射性金属蒸着層3、光回折構造形成層7a 、剥離層8a 、接着層4c 、ガスバリヤー層5、接着層4d 、内面側のポリエチレン系樹脂フィルム層6をこの順に積層して構成したものである。
この場合も、上記光反射性金属蒸着層3と光回折構造形成層7a と剥離層8a とは、図4の(ロ)に示すような構成の転写シート200b を用いて、その光反射性金属蒸着層3の上に接着層2a を設けて、前記外面側のポリエチレン系樹脂フィルム層1の積層面に貼り合わせた後、転写シート200b の基材フィルム層12をその剥離層8a 面から剥がす方法で、前記外面側のポリエチレン系樹脂フィルム層1の積層面に、接着層2a を介して光反射性金属蒸着層3と光回折構造形成層7a と剥離層8a とを同時に転写させることができる。
また、絵柄、文字等の印刷層9についても、図1に示した多層積層フィルム100a で説明したと同様に、外面側のポリエチレン系樹脂フィルム層1の内面(積層面)に予め設けることもできる。
以上、図1、図2は、いずれも多層積層フィルムの中間層に、光回折構造として平面型のホログラムでレリーフ型ホログラムまたは回折格子を転写方式で積層した場合の構成例を示したものである。
【0027】
図3に示した多層積層フィルム100c は、筒状にヒートシールして胴部の筒体を作製した時、その外面側(図において上側)から内面側(図において下側)に向けて、透明ニス印刷層10、絵柄、文字等の印刷層9、外面側のポリエチレン系樹脂フィルム層1、接着層2b 、光回折構造形成層7b 、剥離層8b 、接着層4e 、ガスバリヤー層5、接着層4f 、内面側のポリエチレン系樹脂フィルム層6をこの順に積層して構成したものである。
この構成は、多層積層フィルム100c の中間層に、光回折構造形成層7b として、体積型のホログラムを用いて転写方式で積層した場合の構成例を示したものであり、上記の構成において、接着層2b と光回折構造形成層7b と剥離層8b とは、例えば、図4の(ハ)に示すような構成の転写シート200c を用いて、その接着層2b には被転写材となるポリエチレン系樹脂フィルムに熱接着可能な熱接着性樹脂を用いてそれを予め塗布または押し出しコートなどの方法で積層しておくことにより、熱転写方式で外面側のポリエチレン系樹脂フィルム層1の積層面に接着層2b と光回折構造形成層7b と剥離層8b とを同時に転写することができる。
この場合、転写後、光回折構造形成層7b 、即ち、体積型ホログラム形成層の下層となる剥離層8b などに黒色系などの光吸収性染料または顔料を含有させることにより、体積型ホログラムの画像のコントラストを向上させることができる。
【0028】
以上、図1、図2、図3に示した多層積層フィルム100a 、100b 、100c の製造において、それぞれ中間層のガスバリヤー層5の外側の面に、接着層4a または接着層4c または接着層4e を介して、外面側のポリエチレン系樹脂フィルム層1と光回折構造を含む外側層を貼り合わせる方法、およびガスバリヤー層5の内側の面に、接着層4b または接着層4d または接着層4f を介して、内面側のポリエチレン系樹脂フィルム層6を貼り合わせる方法は、接着層4a 〜接着層4f に二液硬化型ポリウレタン系接着剤などのドライラミネート用接着剤を用いて、ドライラミネート法で貼り合わせてもよく、また、接着層4a 〜接着層4f に低密度ポリエチレンやエチレン・アクリル酸共重合体(EAA樹脂)などの接着性樹脂を用いて、押し出しラミネート法で貼り合わせてもよい。
【0029】
また、ガスバリヤー層5と前記外側層との貼り合わせ、およびガスバリヤー層5と内面側のポリエチレン系樹脂フィルム層6との貼り合わせを押し出しラミネート法で行なう場合は、単層の押し出しラミネート法のほか、二層などの共押し出しラミネート法で貼り合わせることもできる。特に、ガスバリヤー層5としてアルミニウム箔などの金属箔を用いた場合は、例えば、二層共押し出しラミネート法を用いて、金属箔に接する側の接着性樹脂に、例えば、EAA樹脂などの金属に対して接着性のよい樹脂を用い、もう一方の接着性樹脂には低密度ポリエチレンなどを用いることにより、接着性の向上と共にコスト低減効果も得ることができる。
また、内面側のポリエチレン系樹脂フィルム層6には、必ずしも予め製膜されたポリエチレン系樹脂フィルムを使用する必要はなく、押し出しコート法で積層することもできる。その場合、接着層4b 、4d 、4f にはアンカーコートを用いることができる。
【0030】
図4の(イ)、(ロ)、(ハ)は、それぞれ本発明のラミネートチューブ容器の胴部に用いる多層積層フィルムの中間層に光回折構造を転写するために用いる転写シートの一例の構成を説明する模式断面図であり、(イ)、(ロ)は、光回折構造がレリーフ型のホログラムまたは回折格子の場合に適用できる転写シートの構成で、(ハ)は、光回折構造が体積型ホログラムの場合に適用できる転写シートの一例の構成を示したものである。
【0031】
図4の(イ)に示した転写シート200a は、基材フィルム層12の上に、表面にレリーフ型ホログラムまたは回折格子のレリーフ形状を賦型した光回折構造形成層7a を設け、更にそのレリーフ面の上に、光反射性金属蒸着層3を剥離可能に設けて構成したものである。
上記基材フィルム層12としては、ポリプロピレンやポリエチレンテレフタレートなどの二軸延伸フィルムを好適に使用することができ、その厚みは15〜50μm程度が好ましい。このような基材フィルム層12は、図4の(ロ)、(ハ)に示した構成の転写シートの基材フィルム層12としても共通に使用することができる。
上記光回折構造形成層7a は、一般に樹脂の層で形成され、例えば、(1)複製用の金属版などを用いて熱エンボス方式で熱可塑性樹脂層の表面にレリーフを賦型する方法、(2)溶融樹脂を複製用の版面に膜状に押出して圧着と同時に冷却して、冷却後、版面から剥離して樹脂層の表面にレリーフを賦型する方法、(3)熱硬化性樹脂や電離放射線硬化性樹脂などの塗膜を複製用の版面に密着させた状態で樹脂の硬化を行い、硬化後、版面から剥離して樹脂の表面にレリーフを賦型する方法など、公知の方法によって形成することができる。
【0032】
このような光回折構造形成層7a に使用可能な樹脂としては、例えば、アクリル系樹脂(ポリメチルメタクリレートなど)、ポリスチレン、ポリオレフィン系樹脂、ポリカーボネートなどの熱可塑性樹脂、そして、不飽和ポリエステル系樹脂、メラミン樹脂、エポキシ樹脂、ポリエステル(メタ)アクリレート、ウレタン(メタ)アクリレート、エポキシ(メタ)アクリレート、ポリエーテル(メタ)アクリレート、ポリオール(メタ)アクリレート、メラミン(メタ)アクリレート、トリアジン系アルリレートなどの熱硬化性樹脂、或いは上記熱可塑性樹脂と熱硬化性樹脂の混合物などが挙げられる。
前記ポリエステル(メタ)アクリレートの表示は、ポリエステルアクリレートとポリエステルメタクリレートの両方を示すものであり、それ以後に示した樹脂についても同様である。
上記のほか、電離放射線硬化性樹脂として、公知の分子中に重合性不飽和結合またはエポキシ基を有するプレポリマー、オリゴマー、及び/又はモノマーを適宜混合した組成物を好適に使用することができる。電離放射線硬化性樹脂は、電子線または紫外線の照射により硬化するものであり、紫外線照射により硬化させる場合は、更に光重合開始剤、光重合促進剤(増感剤)などを添加することができる。このような紫外線硬化性樹脂組成物は、その硬化装置が紫外線照射装置であり、電子線照射装置と比較して取り扱いが容易で、設備費も安く、且つ、その硬化反応も殆ど瞬時に行なえることから、光回折構造形成層7a に使用する樹脂として特に好適に使用することができる。
【0033】
只、図4の(イ)に示した転写シート200a では、前記光回折構造形成層7a のレリーフ面の上に光反射性金属蒸着層3を剥離可能に設けており、そのためには、光回折構造形成層7a に用いる樹脂として、前記の中でも光反射性金属蒸着層3を設ける際、その密着性が比較的弱い樹脂を選定して使用することができる。
また、光回折構造形成層7a の樹脂として、前記紫外線硬化性樹脂組成物を使用する場合は、例えば、その樹脂組成物にアクリレート系モノマーとしてトリメチロールプロパントリアクリレート、ペンタエリスリトールヘキサアクリレート、ジペンタエリスリトールヘキサアクリレートなどの3官能以上のアクリレート系モノマーを添加して、硬化時の架橋密度を高める方法でも、光反射性金属蒸着層3の密着性を低下させ、光反射性金属蒸着層3を剥離可能に設けることができる。
【0034】
前記光反射性金属蒸着層3としては、光反射性を有する金属の蒸着層であれば何でもよいが、光反射性に加えて、金属光沢、蒸着の容易性およびコストの面から、アルミニウムの蒸着層を用いることが最適である。
このような光反射性金属蒸着層3は、その厚みを200Å以上に形成することにより、入射光の略全部を反射させる不透明な光回折構造層とすることができ、金属光沢に優れた立体画像や光輝性模様などを形成することができる。また、厚みを200Åよりも薄く、例えば、50〜150Åに形成した場合は、入射光の一部を反射し、一部を透過させる部分反射型(透明タイプ)の光回折構造層とすることができ、所望により適宜選択して形成することができる。
以上の点は、図4の(ロ)に示した転写シート200b の光反射性金属蒸着層3においても同様である。
【0035】
また、図4の(イ)に示した構成の転写シート200a を用いて、光回折構造、即ち、レリーフ型ホログラムまたは回折格子の転写を行なう場合、前述したように、ドライラミネート法を利用して転写する方法と、押し出しラミネート法を利用して転写する方法とがあり、ドライラミネート法を利用する場合は、転写シート200a の光反射性金属蒸着層3の上に、接着層2a (図1参照)として、ドライラミネート用の二液硬化型ポリウレタン系接着剤などを塗布し、溶剤成分を乾燥して取り除いた後、その面に前記外面側のポリエチレン系樹脂フィルム層1(図1参照)の積層面を重ねて圧着し、ロール状に巻き上げた状態でエージングして接着剤を硬化させ、その後、転写シート200a と前記ポリエチレン系樹脂フィルム層1とを剥離させることにより、転写シート200a の光回折構造形成層7a のレリーフ面と光反射性金属蒸着層3との界面で剥離が行なわれ、光反射性金属蒸着層3のみを、硬化した接着剤層、即ち、接着層2a を介して、そのレリーフ形状を維持してポリエチレン系樹脂フィルム層1の積層面側に転写することができる。
また、押し出しラミネート法を利用する場合は、転写シート200a の光反射性金属蒸着層3と前記外面側のポリエチレン系樹脂フィルム層1(図1参照)の積層面とを対向させ、両者の間に接着層2a (図1参照)として、押し出しラミネート用のエチレン・アクリル酸共重合体(以下、EAA樹脂と記載することがある)などの金属に対して接着性のよい熱接着性樹脂を膜状に溶融押し出して、両者を圧着して貼り合わせ、冷却後、転写シート200a と前記ポリエチレン系樹脂フィルム層1とを剥離させることにより、転写シート200a の光回折構造形成層7a のレリーフ面と光反射性金属蒸着層3との界面で剥離が行なわれ、光反射性金属蒸着層3のみを、前記熱接着性樹脂層、即ち、接着層2a を介して、そのレリーフ形状を維持してポリエチレン系樹脂フィルム層1の積層面側に転写することができる。
そして、転写後の転写シート200a には、前述したように、基材フィルム12と共に、その上に形成された光回折構造形成層7a が残されているので、そのレリーフ面に、再度、光反射性金属蒸着層3を設けることにより、転写シート200a として再使用することができ、それにより生産性の向上と製造コストの低減が可能となる。
【0036】
図4の(ロ)に示した転写シート200b は、基材フィルム層12の上に剥離層8a を設け、その上にレリーフ型ホログラムまたは回折格子を形成した光回折構造形成層7a を設け、更にその上(レリーフ形成面)に光反射性金属蒸着層3を設けて構成したものである。
前記剥離層8a としては、アクリル系樹脂、セルロース系樹脂、ビニル系樹脂、ポリエステル系樹脂、ウレタン系樹脂、ポリオレフィン系樹脂、ポリアミド系樹脂などを使用することができる。これらの樹脂で塗布液を作製し、それを基材フィルム層12の上にコーティングする方法で剥離層8a を形成することができる。剥離層8a の厚みは0.2〜8μm程度が適当である。
【0037】
このような構成の転写シート200b を用いて、光回折構造、即ち、レリーフ型ホログラムまたは回折格子の転写を行なう場合も、前記図4の(イ)に示した転写シート200a と同様に、ドライラミネート法または押し出しラミネート法を利用して転写することができる。
只、図4の(ロ)に示した転写シート200b では、基材フィルム層12と光回折構造形成層7a との間に、前記のような剥離層8a を設けているので、転写時の剥離位置は、図示したように、基材フィルム層12と剥離層8a との界面となり、図2に示した多層積層フィルム100b のように、外面側のポリエチレン系樹脂フィルム層1の積層面側に、接着層2a を介して、転写シート200b の光反射性金属蒸着層3と光回折構造形成層7a と剥離層8a とがまとめて転写されるものである。
【0038】
図4の(ハ)に示した転写シート200c は、基材フィルム層12の上に剥離層8b を設け、その上に体積型ホログラムを形成した光回折構造形成層7b を設け、更にその上に接着層2b を設けて構成したものである。
上記光回折構造形成層7b は、剥離層8b の上に、銀塩乳剤、ダイクロメートゼラチン乳剤、光重合性樹脂、光架橋性樹脂などを含む体積型ホログラム記録材料を塗布し、その塗布面に、物体からの光の波面に相当する干渉縞が透過率変調、屈折率変調の形で層内に記録された体積ホログラム原版を密着させて露光することにより、体積型ホログラムを形成することができる(密着複製法)。この光回折構造形成層7b 、即ち、体積型ホログラム層の厚みは5〜20μm程度が適当である。
上記剥離層8b としては、前記図4の(ロ)に示した転写シート200b の剥離層8a で説明した樹脂と同様な樹脂を用いることができるが、この場合、前述したように、それらの樹脂に更に黒色系などの光吸収性染料または顔料を含有させることができ、それにより体積型ホログラムの画像のコントラストを向上させることができる。
また、この転写シート200c では、光回折構造形成層7b の上に、予め接着層2b を設けた構成としているので、接着層2b として、前述したように、図3に示した多層積層フィルム100c の構成において、外面側のポリエチレン系樹脂フィルム層1に熱接着可能な熱接着性樹脂、例えば、エチレン・酢酸ビニル共重合体系樹脂などを用いることにより、熱転写方式で前記外面側のポリエチレン系樹脂フィルム層1の積層面側に、接着層2b と光回折構造形成層7b と剥離層8b とをまとめて転写することができる。
【0039】
次に、図5は、本発明のラミネートチューブ容器の一実施例の構成を示す概略的半断面図であり、図5に示したラミネートチューブ容器300は、胴部50が、胴部の多層積層フィルム100を筒状に丸めて、その端縁部同士を上下に重ね合わせて胴部シール部51でヒートシールして筒体に形成され、その一方の開口部(図において上部の開口部)に合成樹脂を成形してなる肩部60および口頸部70が取り付けられ、更に、その口頸部70に、該口頸部70を密閉するキャップ80が取り付けられて構成されている。
尚、胴部50のもう一方の開口部は、内容物の充填口に使用するため、内容物の充填後に、底部シール予定部52を偏平に押し潰してヒートシールして密閉される。
また、胴部の多層積層フィルム100には、前記図1、図2、図3に示したような構成の胴部の多層積層フィルム100a 、100b 、100c が使用されるものである。
【0040】
前記のような構成を採ることにより、胴部の多層積層フィルム100には、絵柄、文字等の印刷層と組み合わせて、その中間層にレリーフ型ホログラムまたは回折格子、または体積型ホログラムの光回折構造層が設けられ、更にガスバリヤー層(いずれも図示せず)が設けられるので、そのグラフィックデザインにおいて、意匠性、高級感が格段に優れると共に、ガスバリヤー性のほか、密封性、押し潰しに対する復元性などの性能にも優れたラミネートチューブ容器を提供することができる。
特に、胴部の多層積層フィルム100として、図1に示した構成の多層積層フィルム100a を用いた場合は、中間層に積層された光回折構造を形成するレリーフ形状の光反射性金属蒸着層3が、両面とも接着層2a または接着層4a で挟まれて強固に積層されているので、前記の効果に加えて、ラミネートチューブ容器として、押し潰しなどの過酷な条件で使用してもデラミネーションを発生することがなく、安全に使用することができ、更に、生産性および経済性にも一層優れたラミネートチューブ容器を提供することができる。
【0041】
以下に、実施例を挙げて本発明を更に具体的に説明する。
【実施例1】
【0042】
図5に示した構成のラミネートチューブ容器300を下記の材料と寸法で作製して実施例1のラミネートチューブ容器とした。
(a)胴部50に用いる多層積層フィルム100としては、図1に示した構成の多層積層フィルム100a を用いるべく、下記のように作製した。尚、胴部50は、直径が35mm、長さが160mmの円筒体とした。
(b)胴部50の一方の開口部に取り付ける肩部60および口頸部70は、直鎖状低密度ポリエチレンを用いて、コンプレッション成形法で一体化成形して取り付けた。
(c)キャップ80には、ポリプロピレンを射出成形して作製したものを用いた。
【0043】
〔胴部の多層積層フィルム100a の作製〕
外面側のポリエチレン系樹脂フィルム層1には、インフレーション成形法で製膜した厚み90μmの直鎖状低密度ポリエチレンの無延伸フィルムを用い、その一方の面(積層面)に、図4の(イ)に示した構成の光回折構造転写シート200a を、その光反射性金属蒸着層3面に、接着層2a として、二液硬化型ポリウレタン系接着剤を用いて、硬化後の塗布量が4g/m2 となるように塗布してドライラミネート法で貼り合わせ、エージングにより硬化させた後、前記転写シート200a の基材フィルム層12とその上に形成された光回折構造形成層7a とをまとめて剥離して、前記直鎖状低密度ポリエチレンフィルムの積層面に接着層2a を介して光回折構造形成層7a のレリーフ形状が賦型された光反射性金属蒸着層3を転写して外面側に用いる積層フィルム(A)を作製した。
尚、前記転写シート200a は、基材フィルム層12として厚みが30μmの二軸延伸ポリプロピレンフィルムを用い、その上に積層された光回折構造形成層7a としては、紫外線硬化性樹脂を用いて、その表面に連続模様の回折格子レリーフを賦型したものを用い、更にその上の光反射性金属蒸着層3には、アルミニウムを厚み400Åに真空蒸着したアルミニウム蒸着層を用いたものである。
【0044】
次に、前記外面側に用いる積層フィルム(A)とは別に、中間層に積層するガスバリヤー層5として、厚みが12μmのアルミニウム箔を用意し、また、内面側のポリエチレン系樹脂フィルム層6として、厚みが55μmの直鎖状低密度ポリエチレンの無延伸フィルムを用意し、前記積層フィルム(A)のアルミニウム蒸着層面とアルミニウム箔とを、押し出しラミネート法で両者の間に接着層4a としてEAA樹脂を厚み15μmに押し出して貼り合わせ、更にそのアルミニウム箔面と前記内面側の直鎖状低密度ポリエチレンフィルム(厚み55μm)とを、二層共押し出し装置を用いた押し出しラミネート法で両者の間に接着層4b として、アルミニウム箔面側にEAA樹脂を厚み7μmに、また、直鎖状低密度ポリエチレンフィルム側に低密度ポリエチレンを厚み14μmに共押し出しして貼り合わせて多層積層フィルムを作製し、更に、その外面側の直鎖状低密度ポリエチレンフィルムの外面に、フレキソ印刷方式で絵柄、文字等の印刷層9と透明ニス印刷層10とを設けて胴部の多層積層フィルム100a を作製した。
尚、前記絵柄、文字等の印刷層9と透明ニス印刷層10とは、胴部の多層積層フィルム100a を筒状に丸めて、その端縁部同士を上下に重ねて胴部シール部51でヒートシールした際、少なくともヒートシール面となる領域は除いて設けたものである。
上記胴部の多層積層フィルム100a の構成は、外面側から、透明ニス印刷層/絵柄、文字等の印刷層/直鎖状低密度ポリエチレンフィルム層(厚み90μm)/ドライラミネート接着剤層/レリーフ形状を有するアルミニウム蒸着層(厚み400Å)/押し出しラミネート用接着性樹脂層〔EAA樹脂層(厚み15μm)〕/アルミニウム箔(厚み12μm)/押し出しラミネート用接着性樹脂層〔EAA樹脂層(厚み7μm)/低密度ポリエチレン層(厚み14μm)〕/直鎖状低密度ポリエチレンフィルム層(厚み55μm)の順に積層した構成である。
【実施例2】
【0045】
前記実施例1のラミネートチューブ容器の構成において、胴部50に用いた多層積層フィルム100a の構成のみを、図2に示した構成の多層積層フィルム100b に変更すべく、具体的には外面側のポリエチレン系樹脂フィルム層1とガスバリヤー層5と内面側のポリエチレン系樹脂フィルム層6、およびガスバリヤー層5と内面側のポリエチレン系樹脂フィルム層6との貼り合わせに用いる接着層4d に関しては、実施例1の多層積層フィルム100a に用いたものと同じ材質と厚みのものを用い、その光回折構造の転写には図4の(ロ)に示した構成の転写シート200b で、基材フィルム層12には厚みが30μmの二軸延伸ポリプロピレンフィルムを用い、剥離層8a にはアクリル酸エチル系樹脂(厚み3μmに塗布)を用い、光回折構造形成層7a には紫外線硬化性樹脂(アクリル系樹脂で架橋密度を特に高くしないタイプのもの、厚み10μm)を使用し、光反射性金属蒸着層3にはアルミニウムを厚み400Åに蒸着したものを使用して、ドライラミネート方式で外面側のポリエチレン系樹脂フィルム層1の積層面に、接着層2a (ドライラミネート用接着剤)を介して、前記光反射性金属蒸着層3、光回折構造形成層7a 、剥離層8a を転写し、また、その積層フィルムの剥離層8a 面とガスバリヤー層5のアルミニウム箔(厚み12μm)との貼り合わせに用いる接着層4c には、押し出しラミネート法による接着性樹脂として、実施例1と同じEAA樹脂(厚み14μm)を用いて貼り合わせたほかは、総て実施例1と同様に形成して実施例2のラミネートチューブ容器を作製した。
上記胴部の多層積層フィルム100b の構成は、外面側から、透明ニス印刷層/絵柄、文字等の印刷層/直鎖状低密度ポリエチレンフィルム層(厚み90μm)/ドライラミネート接着剤層/アルミニウム蒸着層(厚み400Å)/(レリーフ面)光回折構造形成層(紫外線硬化性アクリル系樹脂、厚み10μm)/剥離層(アクリル酸エチル系樹脂、厚み3μm)/押し出しラミネート用接着性樹脂層〔EAA樹脂層(厚み15μm)〕/アルミニウム箔(厚み12μm)/押し出しラミネート用接着性樹脂層〔EAA樹脂層(厚み7μm)/低密度ポリエチレン層(厚み14μm)〕/直鎖状低密度ポリエチレンフィルム層(厚み55μm)の順に積層した構成である。
尚、上記押し出しラミネート用接着性樹脂層〔EAA樹脂層(厚み7μm)/低密度ポリエチレン層(厚み14μm)〕は、二層共押し出しラミネート法によるものである。
【0046】
〔比較例1〕
前記実施例1のラミネートチューブ容器の構成において、胴部50に用いた多層積層フィルム100a の構成から、光回折構造を形成する接着層2a とレリーフ形状を有する光反射性金属蒸着層3とを取り除いた構成で胴部の多層積層フィルムを作製し、これを用いて比較例1のラミネートチューブ容器を作製した。
具体的には、胴部の多層積層フィルムは、外面側の直鎖状低密度ポリエチレンフィルム(厚み90μm)の積層面に、二層共押し出しラミネート法を用いて、ガスバリヤー層3のアルミニウム箔(厚み12μm)と内面側の直鎖状低密度ポリエチレンフィルム(厚み55μm)とを、この順にそれぞれ接着層4a または接着層4b を介して貼り合わせ、前記外面側の直鎖状低密度ポリエチレンフィルム(厚み90μm)の外側の面に、フレキソ印刷により、絵柄、文字等の印刷層9と透明ニス印刷層10とを設けて構成したものである。
尚、二層共押し出しラミネートに用いる接着層4a の接着性樹脂は、外面側の直鎖状低密度ポリエチレンフィルム側には低密度ポリエチレン(厚み14μm)を用い、アルミニウム箔側にはEAA樹脂(厚み7μm)を用いる二層構成とし、同様に接着層4b の接着性樹脂は、アルミニウム箔側にはEAA樹脂(厚み7μm)を用い、内面側の直鎖状低密度ポリエチレンフィルム側には低密度ポリエチレン(厚み14μm)を用いる二層構成としたものである。
上記胴部の多層積層フィルムの構成は、外面側から、透明ニス印刷層/絵柄、文字等の印刷層/直鎖状低密度ポリエチレンフィルム層(厚み90μm)/押し出しラミネート用接着性樹脂層〔低密度ポリエチレン層(厚み14μm)/EAA樹脂層(厚み7μm)〕/アルミニウム箔(厚み12μm)/押し出しラミネート用接着性樹脂層〔EAA樹脂層(厚み7μm)/低密度ポリエチレン層(厚み14μm)〕/直鎖状低密度ポリエチレンフィルム層(厚み55μm)の順に積層した構成である。
【0047】
〔評価〕
以上のように作製した実施例1、2および比較例1のラミネートチューブ容器を評価するため、それぞれの容器に、底部から内容物として練り歯磨きを150gずつ充填した後、底部シール予定部52(図5参照)をヒートシールして密封し、内容物が充填されたラミネートチューブ容器包装体を作製した。
上記実施例1、2および比較例1のラミネートチューブ容器包装体について、(1)ラミネートチューブ容器の密封性、(2)胴部の多層積層フィルムの耐デラミネーション性、(3)ラミネートチューブ容器の意匠性、高級感を評価したところ、
(1)ラミネートチューブ容器の密封性は、実施例1、2および比較例1の各ラミネートチューブ容器とも、胴部および底部のヒートシール部がいずれも直鎖状低密度ポリエチレンフィルム同士の熱接着で形成されているので強固に熱接着されており、また、胴部と肩部の接合部に関しても、肩部および口頸部の成形樹脂に直鎖状低密度ポリエチレンを用いているので、胴部の開口部に肩部および口頸部が強固に熱融着されており、容器の密封性は優れていた。
【0048】
また、(2)胴部の多層積層フィルムの耐デラミネーション性に関しては、各ラミネートチューブ容器に充填された内容物の押し出しを100回に分割して繰り返し行なった後、胴部の多層積層フィルムを10mm間隔に切断して、層間剥離の発生の有無を調べた結果、実施例1、2および比較例1の各ラミネートチューブ容器とも層間剥離の発生はなく、耐デラミネーション性に関しても良好であった。
【0049】
そして、(3)ラミネートチューブ容器の意匠性、高級感に関しては、実施例1、2の各ラミネートチューブ容器は、その胴部の外周面に、絵柄、文字等の印刷層による多色の印刷画像に組み合わせて、その背面側に光回折構造として、この場合、回折格子の光輝性模様が設けられているので、そのグラフィックデザインによる意匠性、高級感は格段に優れていた。これに対して比較例1のラミネートチューブ容器は、胴部の多層積層フィルムに設けたグラフィックデザインが絵柄、文字等の印刷層による多色の印刷画像に限定されているため、立体画像や光輝性模様などの光回折構造との組み合わせができず、意匠性、高級感の点では劣っていた。
【産業上の利用可能性】
【0050】
本発明のラミネートチューブ容器は、特に、胴部を形成する多層積層フィルムの中間層に転写方式でホログラムや回折格子の光回折構造を設け、また、ガスバリヤー層を積層しているので、ラミネートチューブ容器として本来必要な密封性、ガスバリヤー性、押し潰しに対する復元性などの性能を備えると共に、絵柄、文字等の印刷層と組み合わせてホログラムや回折格子による立体画像や光輝性模様などを設けることにより、その意匠性、高級感などを格段に向上させたものである。従って、充填する内容物としては、練り歯磨きのほか、練りわさび、練りからし、コンデンスミルクなどの食品類、化粧品、医薬品など広範囲の内容物に対して好適に使用することができ、用途に関しては特に制限はない。
【図面の簡単な説明】
【0051】
【図1】本発明のラミネートチューブ容器の胴部に用いる多層積層フィルムの第1の例の構成を示す模式断面図である。
【図2】本発明のラミネートチューブ容器の胴部に用いる多層積層フィルムの第2の例の構成を示す模式断面図である。
【図3】本発明のラミネートチューブ容器の胴部に用いる多層積層フィルムの第3の例の構成を示す模式断面図である。
【図4】(イ)、(ロ)、(ハ)は、それぞれ本発明のラミネートチューブ容器の胴部に用いる多層積層フィルムの中間層に光回折構造を転写するために用いる転写シートの一例の構成を説明する模式断面図である。
【図5】本発明のラミネートチューブ容器の一実施例の構成を示す概略的半断面図である。
【符号の説明】
【0052】
1 外面側のポリエチレン系樹脂フィルム層
2a 、2b 接着層
3 光反射性金属蒸着層
4a 、4b 、4c 、4d 、4e 、4f 接着層
5 ガスバリヤー層
6 内面側のポリエチレン系樹脂フィルム層
7a 、7b 光回折構造形成層
8a 、8b 剥離層
9 絵柄、文字等の印刷層
10 透明ニス印刷層
11 中間層
12 基材フィルム層
50 胴部
51 胴部シール部
52 底部シール予定部
60 肩部
70 口頸部
80 キャップ
100、100a 、100b 、100c 胴部の多層積層フィルム
200a 、200b 、200c 光回折構造転写シート
300 ラミネートチューブ容器
【特許請求の範囲】
【請求項1】
胴部が多層積層フィルムを筒状にヒートシールしてなる筒体で形成され、該筒体の一方の開口部に合成樹脂を成形してなる肩部および口頸部を取り付けて形成されるラミネートチューブ容器において、胴部の多層積層フィルムが、胴部の外面側から内面側に向かって、少なくとも外面側のポリエチレン系樹脂フィルム層と、中間層と、内面側のポリエチレン系樹脂フィルム層とを含む積層体で形成されると共に、該中間層が転写方式で設けられた光回折構造層と、ガスバリヤー層とを含むことを特徴とするラミネートチューブ容器。
【請求項2】
前記光回折構造層の光回折構造がレリーフ型ホログラムまたは回折格子であって、該光回折構造層の転写に用いる転写シートが、少なくとも基材フィルムと、その上に設けられた光回折構造形成層と、該光回折構造形成層の表面のレリーフ面に剥離可能に設けられた光反射性金属蒸着層とからなり、光回折構造層の転写に際しては、該光反射性金属蒸着層の上に接着層を設けて、前記多層積層フィルムの外面側のポリエチレン系樹脂フィルム層の積層面側に、該接着層を介して該転写シートの光反射性金属蒸着層のみが、そのレリーフ形状を維持して転写されていることを特徴とする請求項1記載のラミネートチューブ容器。
【請求項1】
胴部が多層積層フィルムを筒状にヒートシールしてなる筒体で形成され、該筒体の一方の開口部に合成樹脂を成形してなる肩部および口頸部を取り付けて形成されるラミネートチューブ容器において、胴部の多層積層フィルムが、胴部の外面側から内面側に向かって、少なくとも外面側のポリエチレン系樹脂フィルム層と、中間層と、内面側のポリエチレン系樹脂フィルム層とを含む積層体で形成されると共に、該中間層が転写方式で設けられた光回折構造層と、ガスバリヤー層とを含むことを特徴とするラミネートチューブ容器。
【請求項2】
前記光回折構造層の光回折構造がレリーフ型ホログラムまたは回折格子であって、該光回折構造層の転写に用いる転写シートが、少なくとも基材フィルムと、その上に設けられた光回折構造形成層と、該光回折構造形成層の表面のレリーフ面に剥離可能に設けられた光反射性金属蒸着層とからなり、光回折構造層の転写に際しては、該光反射性金属蒸着層の上に接着層を設けて、前記多層積層フィルムの外面側のポリエチレン系樹脂フィルム層の積層面側に、該接着層を介して該転写シートの光反射性金属蒸着層のみが、そのレリーフ形状を維持して転写されていることを特徴とする請求項1記載のラミネートチューブ容器。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2006−1602(P2006−1602A)
【公開日】平成18年1月5日(2006.1.5)
【国際特許分類】
【出願番号】特願2004−180694(P2004−180694)
【出願日】平成16年6月18日(2004.6.18)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成18年1月5日(2006.1.5)
【国際特許分類】
【出願日】平成16年6月18日(2004.6.18)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]