
ラミネート装置
【課題】温度検出器を用いずに、ラミネート温度の立ち上がり速度を早くし、かつ、ラミネート温度を安定的に維持する。
【解決手段】少なくともラミネートフィルム11とシート12とを重ねて搬送しながら熱圧着する熱圧着搬送装置10と、熱圧着搬送装置10を制御する制御装置15と、運転時に電源14からの電力を通電する運転スイッチ16と、を備え、熱圧着搬送装置10として、対構成の圧着搬送部材1の少なくとも一方にPTCサーミスタが含まれる板状加熱体2を組み込み、制御装置15として、運転時にPTCサーミスタへの通電に伴う電流値を検出する電流検出器18と、電流検出器18にて検出される電流値が立上り変化してピークを経た後に立下り変化して所定の値に至った条件下で、圧着搬送部材1の表面温度がラミネート可能な温度に至る予熱完了状態を判定する予熱完了判定部15aと、を有する。
【解決手段】少なくともラミネートフィルム11とシート12とを重ねて搬送しながら熱圧着する熱圧着搬送装置10と、熱圧着搬送装置10を制御する制御装置15と、運転時に電源14からの電力を通電する運転スイッチ16と、を備え、熱圧着搬送装置10として、対構成の圧着搬送部材1の少なくとも一方にPTCサーミスタが含まれる板状加熱体2を組み込み、制御装置15として、運転時にPTCサーミスタへの通電に伴う電流値を検出する電流検出器18と、電流検出器18にて検出される電流値が立上り変化してピークを経た後に立下り変化して所定の値に至った条件下で、圧着搬送部材1の表面温度がラミネート可能な温度に至る予熱完了状態を判定する予熱完了判定部15aと、を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱溶融性接着剤が塗布されたラミネートフィルムとシートとを重ねて貼り合わせるラミネート装置に係り、特に、ラミネートフィルム及びシートを搬送しながら熱圧着する態様のラミネート装置の改良に関する。
【背景技術】
【0002】
従来におけるラミネート装置としては例えば特許文献1,2に記載のものが挙げられる。
特許文献1には、ラミネートフィルムを加熱する加熱熱源と、加熱されたラミネートフィルムと紙葉体とを圧着する一対の圧着ローラとを備え、加熱熱源の温度、ラミネートフィルムの温度が検知可能なセンサを設け、これらのセンサ出力に基づいて加熱熱源の温度を制御する技術が開示されている。
また、特許文献2には、少なくとも一方の内部に加熱手段を有する一対のローラ間にシート状物品と熱溶融性接着剤を塗布したラミネートフィルムとを重ね合わせて挿入することにより、加熱圧着して一体状に形成する態様で、加熱ローラが異常加熱したことを熱検出手段で検出して加熱手段の電流を遮断させるようにした技術が開示されている。
【0003】
【特許文献1】特許第3779014号公報(発明の実施形態,図4〜図7)
【特許文献2】特許第2901228号公報(実施例,図3)
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1にあっては、加熱熱源としては、赤外線加熱器や面状熱源が用いられるが、加熱熱源についての温度制御系、具体的には温度を検出する温度検出器及びこの温度検出器にて検出された温度情報に基づいて加熱熱源を制御する温度制御装置が必要不可欠である。
また、特許文献2にあっても、加熱手段としては例えば遠赤外線管ヒータを用いるため、この加熱手段に対しては温度制御系(温度検出器,温度制御装置)が必要不可欠であるばかりか、加熱手段による加熱動作が異常時に暴走する懸念があり、異常を検出するという異常対策を施すことも必要になってしまう。
【0005】
本発明は、以上の観点に立ってなされたものであり、温度検出器を用いずに、ラミネート温度の立ち上がり速度を早くし、かつ、ラミネート温度を安定的に維持することを解決すべき技術的課題とする。
【課題を解決するための手段】
【0006】
請求項1に係る発明は、熱溶融性接着剤が塗布されたラミネートフィルムとシートとを重ねて貼り合わせるラミネート装置であって、少なくとも前記ラミネートフィルムとシートとを重ねて搬送しながら熱圧着する熱圧着搬送装置と、この熱圧着搬送装置を制御する制御装置と、前記熱圧着搬送装置及び制御装置に対し運転時に電源からの電力を通電する運転スイッチと、を備え、前記熱圧着搬送装置は、少なくとも一方が中空ロール状に形成され且つ前記ラミネートフィルムとシートとを挟持搬送する対構成の圧着搬送部材と、対構成の圧着搬送部材のうち中空ロール状に形成された圧着搬送部材に内蔵され且つ板状のPTCサーミスタが含まれる板状加熱体と、前記中空ロール状の圧着搬送部材内に接触配置されると共に前記板状加熱体が保持され且つ板状加熱体からの熱が圧着搬送部材に伝達可能な熱伝達保持枠と、を有し、前記制御装置は、前記運転スイッチをオンにすることによる運転時に前記板状加熱体のPTCサーミスタへの通電に伴う電流値を検出する電流検出器と、この電流検出器にて検出される電流値が立上り変化してピークを経た後に立下り変化して予め決められた値に至った条件下で、前記板状加熱体による前記圧着搬送部材の表面温度がラミネート可能な温度に至る予熱完了状態を判定する予熱完了判定部と、を有することを特徴とするラミネート装置である。
【0007】
請求項2に係る発明は、請求項1に係るラミネート装置において、前記制御装置は、前記予熱完了判定部が前記予熱完了状態を判定するに至るまでの間、予熱中であることを表示する予熱表示器を備えていることを特徴とするラミネート装置である。
請求項3に係る発明は、請求項1又は2に係るラミネート装置において、前記制御装置は、前記対構成の圧着搬送部材に対し正逆回転可能な駆動力が供給される駆動源を制御し、前記予熱完了判定部が前記予熱完了状態を判定するに至るまでの間、前記対構成の圧着搬送部材を逆回転駆動又は停止させる駆動制御部を備えることを特徴とするラミネート装置である。
請求項4に係る発明は、請求項1ないし3いずれかに係るラミネート装置において、前記制御装置は、前記運転スイッチをオフにするとき、運転スイッチのオフ操作に連動して前記板状加熱体のPTCサーミスタへの通電を遮断した後、予め決められた時間だけ前記対構成の圧着搬送部材を空回転させた後に駆動源への通電を停止する停止処理制御部を備えることを特徴とするラミネート装置である。
請求項5に係る発明は、請求項1ないし4いずれかに係るラミネート装置において、前記制御装置は、前記予熱完了判定部による予熱完了状態を判定した後の電流検出器により検出された電流値が予め決められた値まで降下した条件では、前記板状加熱体のPTCサーミスタへの通電及び駆動源への通電のうち少なくとも前記板状加熱体のPTCサーミスタへの通電を遮断する自動停止処理制御部を備えていることを特徴とするラミネート装置である。
請求項6に係る発明は、請求項1ないし5いずれかに係るラミネート装置において、前記制御装置は、前記対構成の圧着搬送部材に対し回転可能な駆動力が供給される駆動源を制御し、前記駆動源による回転速度を可変に切り替える駆動切替部を備えることを特徴とするラミネート装置である。
請求項7に係る発明は、請求項6に係るラミネート装置において、前記制御装置は、ラミネートフィルムとシートとのラミネート処理対象の厚みが検出可能な厚み検出器を有し、この厚み検出器による厚み情報に基づいて、厚み情報が厚い場合に薄い場合に比べて駆動源による回転速度を遅くするように、前記駆動切替部により駆動源を制御することを特徴とするラミネート装置である。
【発明の効果】
【0008】
請求項1に係る発明によれば、温度検出器を用いずに、ラミネート温度の立上り速度を早くし、かつ、ラミネート温度を安定的に維持することができる。
請求項2に係る発明によれば、ラミネート装置が予熱完了状態に至ったか否かを目視確認することができる。
請求項3に係る発明によれば、予熱完了状態に至る前におけるラミネート処理の誤動作を有効に防止することができる。
請求項4に係る発明によれば、運転停止時において対構成の圧着搬送部材の加熱状態を早急に空気冷却し、周囲環境への温度上昇の影響を有効に抑えることができる。
請求項5に係る発明によれば、ラミネート装置を運転し続ける必要性がない状況において、ラミネート装置を効果的に停止することができる。
請求項6に係る発明によれば、本構成を有さない態様に比べて、ラミネート処理対象に与える熱量を簡単に増減することができる。
請求項7に係る発明によれば、厚みの異なるラミネート処理対象に適した熱量を的確に供給することで、厚みの異なるラミネート処理対象に対するラミネート処理を有効に実施することができる。
【図面の簡単な説明】
【0009】
【図1】本発明が適用される実施の形態に係るラミネート装置の概要を示す説明図である。
【図2】実施の形態1に係るラミネート装置の要部構成を示す説明図である。
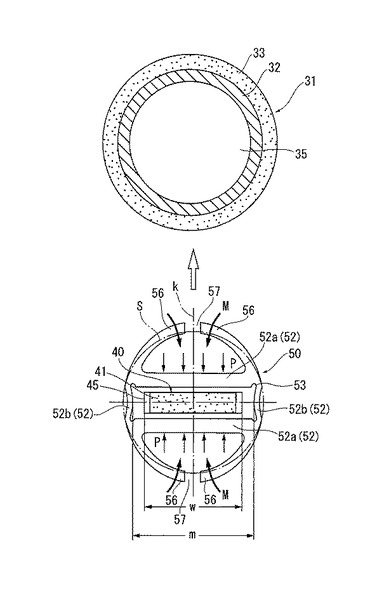
【図3】図2中III−III線に相当する断面説明図である。
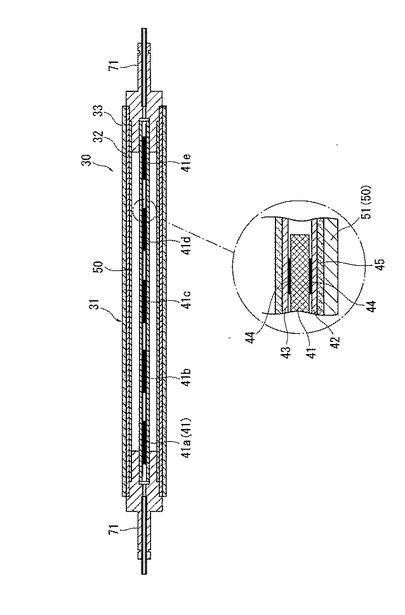
【図4】実施の形態1で用いられる熱圧着搬送ロールの軸方向に沿った要部断面説明図である。
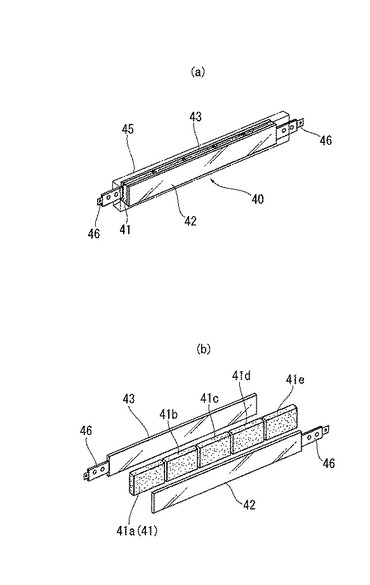
【図5】(a)は実施の形態1で用いられるヒータアセンブリ、(b)はヒータアセンブリの要部分解説明図である。
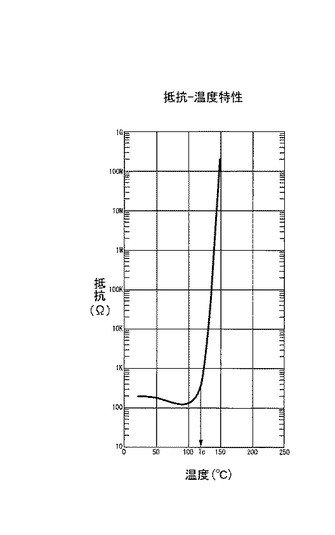
【図6】ヒータアセンブリで用いられるPTCサーミスタの抵抗−温度特性の一例を示す説明図である。
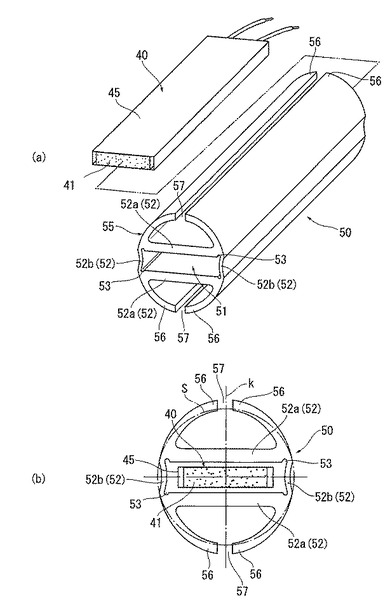
【図7】(a)は実施の形態1で用いられるヒータアセンブリ及び熱伝達保持枠を示す説明図、(b)は両者の組み付け状態を示す説明図である。
【図8】実施の形態1で用いられる熱圧着搬送ロール構成要素であるヒータアセンブリ及び熱伝達保持枠の圧着搬送ロールへの組み付け状態を示す説明図である。である。
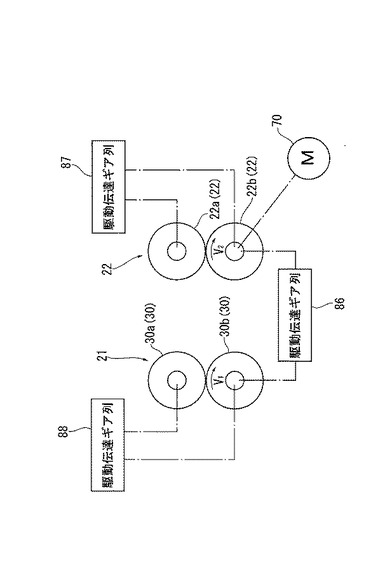
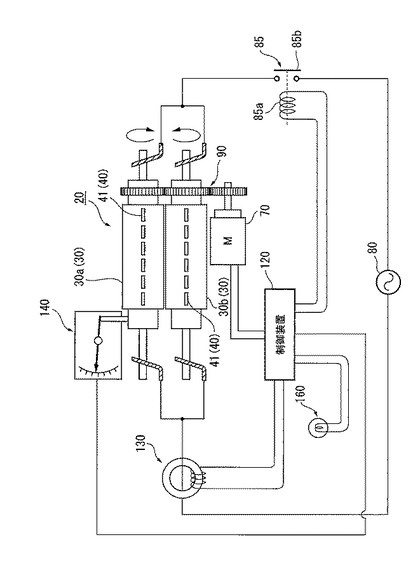
【図9】実施の形態1に係るラミネート装置の駆動伝達系を模式的に示した説明図である。
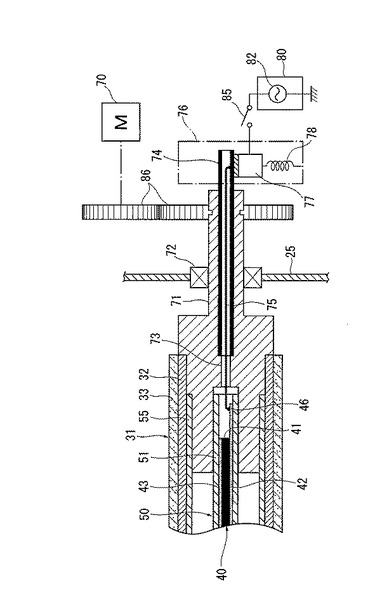
【図10】実施の形態1で用いられる熱圧着搬送ロールの回転構造並びにヒータアセンブリへの通電構造の一例を示す説明図である。
【図11】実施の形態1に係るラミネート装置の制御系を示す説明図である。
【図12】(a)は実施の形態1で用いられる操作パネルの一例を示し、(b)は図11に示す制御装置の構成例を示す説明図である。
【図13】(a)は実施の形態1で用いられる電流検出器の一例を示し、(b)は電流検出器の電流−電圧特性を示す説明図である。
【図14】(a)は熱圧着搬送ロールの浮動可能な支持構造の一例を模式的に示す説明図、(b)はその動作原理を模式的に示す説明図である。
【図15】(a)は比較の形態に係るラミネート装置の温度制御動作の一例を示す説明図、(b)は実施の形態1に係るラミネート装置の温度制御動作例を示す説明図である。
【図16】実施の形態1に係るラミネート装置の制御系の各機能部を示す説明図である。
【図17】実施の形態1に係るラミネート装置の制御系の動作例を示すタイミングチャートである。
【図18】実施の形態1に係るラミネート装置の運転モードを示すタイミングチャートである。
【図19】(a)は実施の形態1に係るラミネート装置の自動停止処理を示すタイミングチャート、(b)は実施の形態1に係るラミネート装置の異常検出処理を示すタイミングチャートである。
【図20】実施の形態1に係るラミネート装置の自己保持回路と停止シーケンスを示すフローチャートである。
【図21】実施の形態1に係るラミネート装置の制御系の変形形態を示す説明図である。
【図22】実施の形態2に係るラミネート装置の概要を示す説明図である。
【図23】実施の形態3に係るラミネート装置の概要を示す説明図である。
【発明を実施するための最良の形態】
【0010】
◎実施の形態の概要
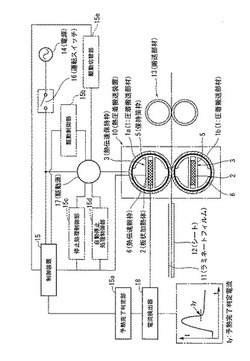
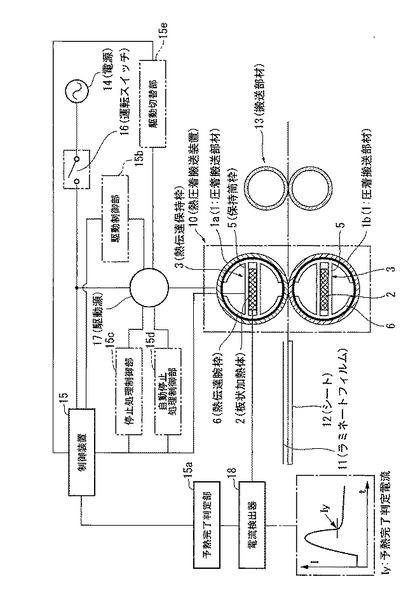
図1は本発明が適用されるラミネート装置の実施の形態の概要を示す。
同図において、ラミネート装置は、熱溶融性接着剤が塗布されたラミネートフィルム11とシート12とを重ねて貼り合わせるものであり、少なくとも前記ラミネートフィルム11とシート12とを重ねて搬送しながら熱圧着する熱圧着搬送装置10と、この熱圧着搬送装置10を制御する制御装置15と、前記熱圧着搬送装置10及び制御装置15に対し運転時に電源14からの電力を通電する運転スイッチ16と、を備えている。
【0011】
本例において、熱圧着搬送装置10は、少なくとも一方が中空ロール状に形成され且つ前記ラミネートフィルム11とシート12とを挟持搬送する対構成の圧着搬送部材1(例えば1a,1b)と、対構成の圧着搬送部材1のうち中空ロール状に形成された圧着搬送部材1(本例では1a,1b)に内蔵され且つ板状のPTCサーミスタが含まれる板状加熱体2と、前記中空ロール状の圧着搬送部材1(本例では1a,1b)内に接触配置されると共に前記板状加熱体2が保持され且つ板状加熱体2からの熱が圧着搬送部材1に伝達可能な熱伝達保持枠3と、を有する。
また、制御装置15は、運転スイッチ16をオンにすることによる運転時に板状加熱体2のPTCサーミスタへの通電に伴う電流値を検出する電流検出器18と、この電流検出器18にて検出される電流値Iが時間tの経過と共に立上り変化してピークを経た後に立下り変化して予め決められた値(予熱完了判定電流)Iyに至った条件下で、板状加熱体2による圧着搬送部材1の表面温度がラミネート可能な温度に至る予熱完了状態を判定する予熱完了判定部15aと、を有する。
【0012】
このような技術的手段において、本実施の形態のラミネート装置は少なくとも熱圧着搬送装置10を備えたものを対象とするため、圧着搬送装置と加熱装置とが別に設けられる態様(例えば対構成の入口搬送部材と対構成の出口搬送部材との間に独立要素として加熱装置を設ける態様)は含まない。
本実施の形態において、熱圧着搬送装置10としては、少なくとも一方が中空ロール状に形成された対構成の圧着搬送部材1(1a,1b)を備えていればよい。ここで、対構成の圧着搬送部材1(1a,1b)としては、両方がロール状部材であってもよいし、一方が中空ロール状部材であり、他方が中空ロール状部材に加圧配置されるベルト状部材であってもよいし、更には、対構成のロール状圧着搬送部材1をシートの搬送方向に沿って配設し、夫々のロール状圧着搬送部材1間にベルト部材を掛け渡し、上流側のロール状圧着搬送部材1の少なくとも一方を中空ロール状部材とし、板状加熱体2を内蔵させるようにしてもよい。尚、本実施の形態は、対構成の圧着搬送部材1がいずれも中空ロール状部材であるとしても、いずれか一方にのみ板状加熱体2、熱伝達保持枠3を組み込む態様も含まれる。
【0013】
更に、熱圧着搬送装置10としては、板状加熱体2、熱伝達保持枠3が少なくとも一方に組み込まれた対構成の圧着搬送部材1を少なくとも一つ有していればよいが、例えばラミネート速度を高速にするという観点からすれば、複数組の対構成の圧着搬送部材1夫々に板状加熱体2、熱伝達保持枠3を組み込むようにし、複数段にてラミネート処理に必要な熱圧着処理を施すようにしてもよい。
更にまた、ラミネート装置としては、熱圧着搬送装置10以外の要素を付加してもよいことは勿論である。例えばラミネートされたシート12にしわが発生するのを有効に回避するという観点からすれば、熱圧着搬送装置10と、この熱圧着搬送装置10の下流側に設けられ、熱圧着搬送装置10を通過した後にラミネートフィルム11でラミネートされたシート12を引張搬送する対構成の搬送部材13とを備えたものが挙げられる。そしてまた、熱圧着搬送装置10や対構成の搬送部材13の前後にラミネートフィルム11やシート12を案内搬送するためのガイド部材を設けるようにしてもよい。
【0014】
また、板状加熱体2は、板状のPTCサーミスタが含まれるものであれば適宜選定して差し支えない。
この板状加熱体2は、板状のPTCサーミスタを長尺に構成しても差し支えないが、シート12やラミネートフィルム11の使用サイズに応じて比較的短寸のPTCサーミスタを複数並べて用いるようにする方式が広く用いられる。
ここで、板状加熱体2の代表的態様としては、PTCサーミスタの表裏面に電極を配設して通電可能な構造とし、リークを防止するためにPTCサーミスタ及び電極を絶縁カバーで被覆する態様が挙げられる。
更に、熱伝達保持枠3は、板状加熱体2の保持機能と、板状加熱体2からの熱伝達機能とを備えることを要する。
この熱伝達保持枠3としては熱伝達性の良好な金属(例えばアルミニウム)で構成されることが好ましく、また、板状加熱体2の保持機能、熱伝達性能を良好に保つには板状加熱体2の少なくとも発熱面に密接配置されることが好ましい。
ここで、熱伝達保持枠3の代表的態様としては、板状加熱体2が収容される略矩形断面からなる筒状収容空間を具備し且つ少なくとも板状加熱体2の表裏面に対向する周壁部が弾性変形可能に変形する保持筒枠5と、この保持筒枠5の前記弾性変形可能な周壁部の一部から外方に弾性変形可能に突出し、前記圧着搬送部材1の中空部内面に弾性変形して接触すると共にこの弾性変形に伴って保持筒枠5の弾性変形可能な周壁部が板状加熱体2の表裏面に密接させられる熱伝達腕枠6とを有するものが挙げられる。
【0015】
また、制御装置15は熱圧着搬送装置10を制御するものであるが、制御対象としては、対構成の圧着搬送部材1や板状加熱体2である。
また、電流検出器18としては、PTCサーミスタへの通電に伴う電流値を検出するものであれば適宜選定して差し支えなく、直接的に電流値を検出するものは勿論、例えば抵抗値を介して間接的に電流値を検出するものも含む。
更に、予熱完了判定部15aとしては、PTCサーミスタの特性に合わせて、運転開始時に電流値が立上りピークを経て立下ることを利用し、圧着搬送部材1の表面温度が予熱完了状態に至る程度の熱量が供給されるタイミングに対応する値を予め選定しておき、この値に至ったか否かによって判定するようにすればよい。
【0016】
このような制御装置15の好ましい態様としては、予熱完了判定部15aが前記予熱完了状態を判定するに至るまでの間、予熱中であることを表示する予熱表示器(図示せず)を備えている態様が挙げられる。
ここで、予熱表示器は、予熱完了状態と区別できるように予熱中であることを表示すればよく、例えば予熱完了状態に至ったときに常時点灯する表示ランプ(「READYランプ」に相当)を予熱中は点滅させたり、あるいは、「予熱中」という表記をするものなど適宜選定して差し支えない。
また、制御装置15の好ましい他の態様としては、対構成の圧着搬送部材1に対し正逆回転可能な駆動力が供給される駆動源17を制御し、予熱完了判定部15aが予熱完了状態を判定するに至るまでの間、対構成の圧着搬送部材1を逆回転駆動又は停止させる駆動制御部15bを備える態様が挙げられる。
このように、対構成の圧着搬送部材1を逆回転又は停止させることで、ユーザーが誤って予熱中にラミネート処理を行おうとしても、対構成の圧着搬送部材1に対するラミネートフィルム11とシート12との引き込み動作を阻止することが可能である。このとき、逆回転の速度は正規回転に比べて低速で足りる。
ここで、予熱中における対構成の圧着搬送部材1の他の挙動としては、予熱完了後の通常正回転駆動よりも対構成の圧着搬送部材1を低速にする低速正回転駆動が挙げられる。この低速正回転駆動については、予熱中にラミネート処理対象を引き込むことは阻止できないが、ラミネート処理対象の引き込み動作が遅くなり、その分、ラミネート処理の誤動作に気づき易く、対構成の圧着搬送部材1を逆回転させる逆転排出動作を実施することによりラミネート処理の誤動作を有効に防止することが可能である。
【0017】
また、運転停止時における好ましい制御装置15の態様としては、運転スイッチ16をオフにするとき、運転スイッチ16のオフ操作に連動して板状加熱体2のPTCサーミスタへの通電を遮断した後、予め決められた時間だけ対構成の圧着搬送部材1を空回転させた後に駆動源17への通電を停止する停止処理制御部15cを備える態様が挙げられる。
このように、運転スイッチ16をオフにしたとき、PTCサーミスタへの通電を遮断するタイミングと、駆動源17の停止タイミングとの間に時間差を設けることで、対構成の圧着搬送部材1の加熱状態を早急に空気冷却することが可能である。このとき、空冷時であることを目視するように表示器を付加することが好ましい。
尚、停止処理制御部15cとして、停止動作を迅速に行うという観点からすれば、PTCサーミスタへの通電を遮断した後、直ちに駆動源17への通電を停止するようにすればよい。
更に、制御装置15の他の好ましい態様としては、予熱完了判定部15aによる予熱完了状態を判定した後の電流検出器18により検出された電流値が予め決められた値まで降下した条件では、板状加熱体2のPTCサーミスタへの通電及び駆動源17への通電のうち少なくとも板状加熱体2のPTCサーミスタへの通電を遮断する自動停止処理制御部15dを備える態様が挙げられる。
この自動停止機能は、例えば通電状態で長時間不使用時にあるときや、PTCサーミスタが断線する等の異常発生時にあるときに、省電力や安全性の点で働くようにしたものである。
【0018】
更にまた、制御装置15の他の好ましい態様としては、対構成の圧着搬送部材1に対し回転可能な駆動力が供給される駆動源17を制御し、駆動源17による回転速度を可変に切り替える駆動切替部15eを備える態様が挙げられる。
このように、駆動切替部15eにて対構成の圧着搬送部材1の回転速度を切り替えることで、ラミネートフィルム11とシート12とのラミネート処理対象に与える熱量を増減することが可能である。
ここで、駆動源17による回転速度を可変に切り替えるとは、駆動源17そのものの回転速度を切り替える態様は勿論、駆動伝達機構の組み合わせを変える態様(例えばギア比を変える等)、さらには、駆動源17及び駆動伝達機構の両方を変える態様でもよい。
特に、駆動切替部15eを備えた態様においては、厚みの異なるラミネート処理対象を考慮した態様を構築することが可能である。
この場合、制御装置15としては、ラミネートフィルム11とシート12とのラミネート処理対象の厚みが検出可能な厚み検出器(図示せず)を有し、この厚み検出器による厚み情報に基づいて、厚み情報が厚い場合に薄い場合に比べて駆動源17による回転速度を遅くするように、駆動切替部15eにより駆動源17を制御するようにすればよい。
本態様において、厚み検出器は、ラミネートフィルム11とシート12とのラミネート処理対象の厚みを検出するものであれば適宜選定してよく、例えばラミネートフィルム11の仕様が決まっていればシート12の厚みだけを検出するようにしてもよい。また、厚み検出器の厚み検出原理については、ラミネート処理対象の厚みに依存する情報(シートの厚みは勿論、坪量、抵抗等の情報も含む)に基づいて厚み情報を直接又は間接的に検出する方式は適宜選定して差し支えない。
【0019】
以下、添付図面に示す実施の形態に基づいてこの発明をより詳細に説明する。
◎実施の形態1
−ラミネート装置−
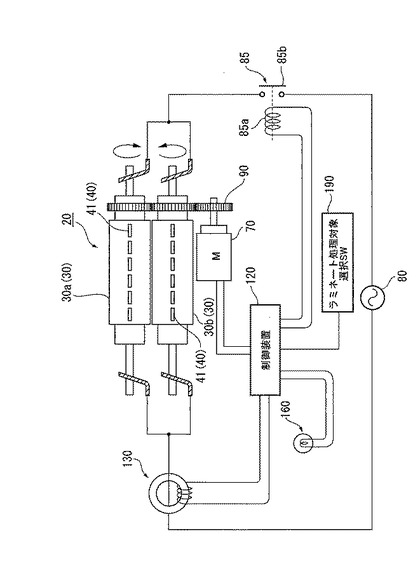
図2及び図3は本発明が適用されるラミネート装置の実施の形態1を示す。
同図において、ラミネート装置20は、ラミネートフィルム101とシート102とを重ねて搬送しながら熱圧着する熱圧着搬送装置21と、この熱圧着搬送装置21のシート搬送方向下流側に配設される対構成の搬送ロール22とを備え、筐体の支持側板25にて支持するようになっている。
本実施の形態において、熱圧着搬送装置21は対構成の熱圧着搬送ロール30(具体的には30a,30b)にて構成されている。
この対構成の熱圧着搬送ロール30は、いずれも中空ロール状に形成され且つラミネートフィルム101とシート102とを挟持搬送する対構成の圧着搬送ロール31と、この圧着搬送ロール31内に組み込まれるヒータアセンブリ40と、このヒータアセンブリ40を保持し且つヒータアセンブリ40からの熱を圧着搬送ロール31に伝達する熱伝達保持枠50とを備えている。
【0020】
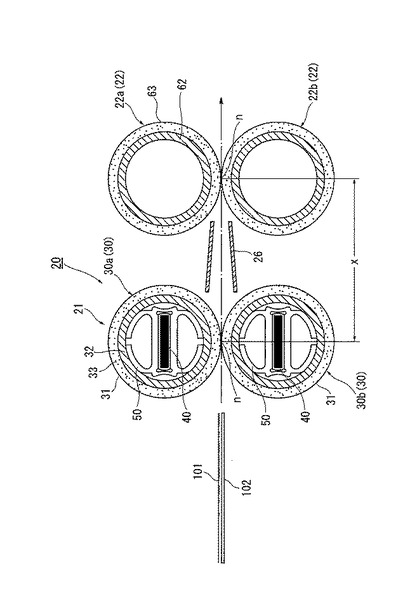
<圧着搬送ロール>
本実施の形態において、図3に示すように、対構成の圧着搬送ロール31は、例えば熱伝達性の良好な金属(例えばアルミニウム)製の中空状ロール本体32を有し、このロール本体32の表面に弾性素材(例えばシリコンゴム)からなる弾性層33を被覆形成したものであり、図示外の付勢バネの付勢力にて両者が圧接されて両者間に所定のニップ域nを確保し、このニップ域nにてラミネートフィルム101及びシート102を挟持搬送するものである。
【0021】
<ヒータアセンブリ>
また、ヒータアセンブリ40は、図3ないし図5に示すように、複数(例えば5個)のヒータとして板状のPTCサーミスタ41(具体的には41a〜41e)を長さ方向に並べて配置し、各PTCサーミスタ41の表裏面に長尺な板状の電極42,43を導電性接着層44を介して配置すると共に、これら全体を例えばポリイミド樹脂製の絶縁カバー45にて被覆したものである。尚、図5中、符号46は夫々の電極42,43の長手方向端部に設けられる引出端子である。
本実施の形態において、絶縁カバー45はPTCサーミスタ41(41a〜41e)への電圧印加時に外部に電流がリークする事態を回避するためのものであり、例えば薄いフィルム状に形成されたものであれば所望の絶縁性が得られるように何層かに重ねて巻き付けるようにすることが好ましい。
【0022】
<PTCサーミスタの電気特性>
ここで、PTCサーミスタ41の電気特性について簡単に説明する。
このPTCサーミスタ(Positive Temperature Coefficient Thermistor)は、チタン酸バリウム(BaTiO3)を主成分とした半導体セラミックであり、材料組成により任意にキュリー温度を設定でき、この温度から電気抵抗が急激に増加するという性質を有するものである。
つまり、このPTCサーミスタ41は、図6に示すように、電圧が印加されるとジュール熱により自己発熱し、キュリー温度Tcを超えると、その抵抗値が対数的に増大する。
抵抗値が増大すると、電流が減少し電力が抑えられるため発熱温度が低下する。そして、抵抗値が下がると電流が増加し、再び電力が増加するため発熱温度が上昇する。この動作が繰り返されることにより、自己温度制御機能を持った定温発熱体として働く。
尚、PTCサーミスタ41のキュリー温度Tcとヒータアセンブリ40の表面温度とは必ずしも一致しないため、PTCサーミスタ41のキュリー温度Tcとヒータアセンブリ40の表面温度との関係を予め確認しておくことが好ましい。
【0023】
<熱伝達保持枠>
熱伝達保持枠50は、図7(a)(b)に示すように、板状のヒータアセンブリ40が収容される略矩形断面からなる筒状収容空間を具備する保持筒枠51と、この保持筒枠51に一体的に設けられてヒータアセンブリ40からの熱を圧着搬送ロール31に伝達する熱伝達腕枠55とを備え、熱伝達性、加工性の良好なアルミニウムなどの金属にて例えば押出成形される。
ここで、保持筒枠51は、略矩形断面からなる筒状収容空間が区画される周壁部52を有し、周壁部52の内側コーナー部には夫々略円形断面の切り込み53を形成し、この切り込み53の存在にて各周壁部52を弾性変形可能に変形させるようになっている。特に、本例では、熱伝達保持枠50が圧着搬送ロール31内に装着される前の状態では、保持筒枠51のヒータアセンブリ40の表裏面に対応した周壁部52aが略平行に配置され、一方、保持筒枠51のヒータアセンブリ40の略矩形断面の幅方向に対応した周壁部52bが僅かに湾曲した状態で対向配置されている。
【0024】
また、熱伝達腕枠55は、保持筒枠51の周壁部52の外側コーナー部から外方に弾性変形可能に突出する突出片56からなり、熱伝達保持枠50が圧着搬送ロール31内に装着される前の状態では、前記突出片56は圧着搬送ロール31の中空部35(図8参照)内面の円形軌跡sよりも外側にはみ出すように湾曲する形状に維持されており、これらの突出片56の先端間には突出片56が前記円形軌跡sに沿って弾性変形可能なように間隙57が確保されている。
そして、本実施の形態では、熱伝達腕枠55の突出片56は、保持筒枠51の略矩形断面の幅方向中心線kに対して線対称的に配置されると共に、保持筒枠51を挟んで線対称的(又は点対称的)に配置されている。
【0025】
更に、ヒータアセンブリ40は、図7に示すように、熱伝達保持枠50の保持筒枠51内の筒状収容空間に挿入された後、図8に示すように、ヒータアセンブリ40及び熱伝達保持枠50は圧着搬送ロール31の中空部35内に組み込まれる。
このとき、熱伝達保持枠50の熱伝達腕枠55の突出片56は圧着搬送ロール31の中空部35の円形軌跡sに沿って矢印Mの方向に弾性変形し、圧着搬送ロール31の中空部35内面に接触配置される。
この状態において、熱伝達保持枠50の保持筒枠51の周壁部52のうちヒータアセンブリ40の表裏面に対応する周壁部52aは、前記熱伝達腕枠55の突出片56の弾性変形に伴って切り込み53部分を通じて矢印P方向に押圧されて弾性変形し、ヒータアセンブリ40の表裏面に密接配置される。
一方、熱伝達保持枠50の保持筒枠51の周壁部52のうちヒータアセンブリ40の断面幅方向に対応する周壁部52bは、前記熱伝達腕枠55の突出片56の弾性変形に伴って切り込み53部分を通じて圧着搬送ロール31の中空部35内面側に向かって僅かに弾性変形する。
この場合、ヒータアセンブリ40は熱伝達保持枠50の保持筒枠51の周壁部52aにて弾性保持されるため、ヒータアセンブリ40が熱伝達保持枠50の保持筒枠51内で不必要に移動する懸念はない。また、保持筒枠51の周壁部52bはヒータアセンブリ40の両側壁部から離間する方向に向かって弾性変形するので、保持筒枠51がヒータアセンブリ40の両側壁部に不必要に大きな負荷を与えることはなく、ヒータアセンブリ40が損傷する懸念はない。
特に、ヒータアセンブリ40の絶縁カバー45外表面断面幅方向寸法をw、熱伝達保持枠50の保持筒枠51の筒状収容空間の幅方向寸法をmとした場合に、圧着搬送ロール31内にヒータアセンブリ40及び熱伝達腕枠55を組み込む前において、w≒mであればヒータアセンブリ40の断面幅方向両側部が保持筒枠51の周壁部52bに当接するため、ヒータアセンブリ40は熱伝達保持枠50の中心線kに対して対称的な位置に位置決めされる。
【0026】
−搬送ロール−
対構成の搬送ロール22(具体的には22a,22b)は、図2及び図3に示すように、例えばアルミニウム製の中空状ロール本体62を有し、このロール本体62の表面に弾性素材(例えばシリコンゴム)からなる弾性層63を被覆形成したものであり、図示外の付勢バネの付勢力にて両者が圧接されて両者間に所定のニップ域nを確保し、このニップ域nにてラミネートフィルム101及びシート102を挟持搬送するものである。
ここで、熱圧着搬送装置21の熱圧着搬送ロール30のニップ域nと搬送ロール22のニップ域nとの間の距離xは最小使用サイズのシート102よりも短寸に設定されており、また、熱圧着搬送ロール30と搬送ロール22との間のシート搬送経路にはラミネートされたシート102を搬送ロール22のニップ域nに案内する案内部材26が設けられている。
【0027】
−駆動系−
本実施の形態において、ラミネート装置20の駆動系は、図2及び図9に示すように、駆動モータ70からの駆動力を対構成の搬送ロール22の一方のロール22bに直接伝達し、駆動伝達ギア列86を介して熱圧着搬送装置21の熱圧着搬送ロール30の一方のロール30bに伝達し、更に、搬送ロール22の軸方向反対側に設けられた駆動伝達ギア列87を介して一方の搬送ロール22bに伝達された駆動力を他方の搬送ロール22aに伝達し、また、熱圧着搬送ロール30の軸方向反対側に設けられた駆動伝達ギア列88を介して一方の熱圧着搬送ロール30bに伝達された駆動力を他方の熱圧着搬送ロール30aに伝達するようになっている。
ここで、図9において、熱圧着搬送ロール30の周速度をv1、搬送ロール22の周速度をv2とすれば、僅かにv2>v1の関係を満たすように駆動伝達系が調整されており、熱圧着搬送ロール30を通過したラミネートされたシート102は搬送ロール22に引張搬送されるようになっている。
【0028】
−熱圧着搬送ロールの支持構造及び通電構造−
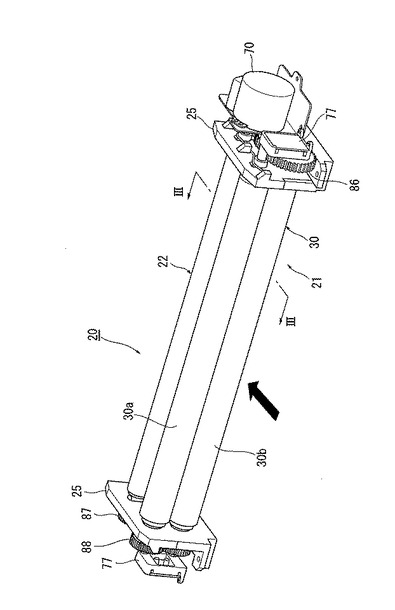
熱圧着搬送装置21の熱圧着搬送ロール30の支持構造は例えば以下の通りである。
つまり、熱圧着搬送ロール30の支持構造は、図2及び図10に示すように、圧着搬送ロール31の両端開口に例えばフェノール樹脂等の絶縁性支持軸71を装着し、この絶縁性支持軸71を軸受72を介して支持側板25に支持するようにしたものである。
また、熱圧着搬送ロール30の通電構造は、前記絶縁性支持軸71内に貫通孔73を開設すると共に、この貫通孔73の一方側にヒータアセンブリ40の電極42(又は43)の端子46(図5参照)を配置すると共に、貫通孔73の他方には導電性パイプ74を設け、前記端子46と導電性パイプ74との間を接続ワイヤ75で接続し、この導電性パイプ74の一端部に通電ユニット76として導電性ブラシ77を付勢バネ78にのみ押し付け配置し、この導電性ブラシ77に電源80からの電圧(本例では交流電源82による交流バイアスを使用)を動作スイッチ85のオンオフ操作にて印加するようになっている。尚、電源80としては必ずしも交流バイアスを使用する態様に限られるものではなく、直流バイアス若しくは直流バイアスが重畳した交流バイアスを使用する態様でもよい。
【0029】
−ラミネート装置の制御系−
図11は、実施の形態1に係るラミネート装置の制御系を模式的に示す説明図である。
同図において、符号120はラミネート装置20を駆動するための駆動モータ70及びヒータアセンブリ40への通電を制御する制御装置であり、制御装置120からの制御信号に基づいて駆動モータ70が駆動され、この駆動モータ70からの駆動力が模式的に示した駆動伝達系90を介して熱圧着搬送ロール30に伝達されるようになっている。また、動作スイッチ85がオン動作すると、電源80からの電圧が前述した通電構造を介してヒータアセンブリ40の各ヒータとしてのPTCサーミスタ41に印加され、PTCサーミスタ41に通電される。
本例において、動作スイッチ85は、図示外の運転スイッチをオン操作することに伴って制御基板121(図12参照)の各回路に通電し、これに伴って、ヒータリレーコイル85aへ通電し、このヒータリレーコイル85aへの通電によりヒータリレー接片85bをオン接点に移動させ、ヒータアセンブリ40への通電状態を保持する。
制御基板121の各回路への通電は自己保持回路にて保持されるため、動作スイッチ85のオン状態は維持される。
更に、ヒータアセンブリ40への通電回路中には電流センサ130が設けられ、ヒータアセンブリ40へ流れる電流を検出すると共に、この電流センサ130の検出出力は制御装置120に取り込まれるようになっている。
更にまた、本例では、熱圧着搬送ロール30には、搬送されるラミネート処理対象の厚みを検出するための厚みセンサ140が設けられており、この厚みセンサ140の検出出力が制御装置120に取り込まれるようになっている。
また、制御装置120には図示外の操作パネルが接続されており、この操作パネルに各種情報を表示する表示器160が適宜設けられている。
【0030】
−操作パネル−
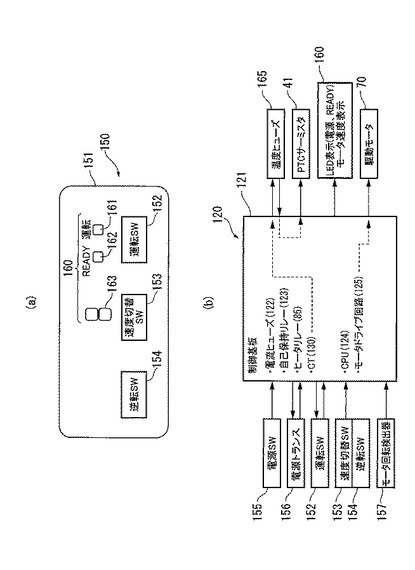
図12(a)は本実施の形態で用いられる操作パネルの構成例を示す。
同図において、操作パネル150は、操作プレート151上に、ラミネート装置20の運転をオンオフする運転スイッチ152と、駆動モータ70の回転速度を切り替える速度切替スイッチ153と、駆動モータ70を手動にて逆転させる逆転スイッチ154と、を有している。また、表示器160としては、ラミネート装置20が運転状態にあるか否かを表示する運転ランプ161、ラミネート装置20が運転スイッチ152をオンした後に予熱が完了したか否かを表示するREADYランプ162、速度切替スイッチ153による切替に応じて複数の速度(例えば5段階)を表示する例えば7つの表示セグメントからなる速度表示器163が用いられている。
【0031】
−制御装置の構成例−
図12(b)は実施の形態で用いられる制御装置120の構成例を示す。
同図において、制御装置120は、電源80をオンオフする電源スイッチ155、電源トランス156、運転を開始・終了するためにオンオフする運転スイッチ152、駆動モータ70の速度を例えば500mm/min.〜1,500mm/min.の範囲で複数段階で切り替える速度切替スイッチ153、熱圧着搬送ロール30を手動で逆転させる逆転スイッチ154、駆動モータ70の動作状態を検出するモータ回転検出器157からの各入力信号が取り込まれる制御基板121を有し、この制御基板121には、電流ヒューズ122、自己保持リレー123、ヒータリレーにて構成される動作スイッチ85、電流センサ(CT:Current Transformerの略)130、CPU124、モータドライブ回路125等が搭載され、この制御基板121からの制御信号が温度ヒューズ165、PTCサーミスタ41、表示器160、駆動モータ70等に送出されるようになっている。
【0032】
−電流センサ−
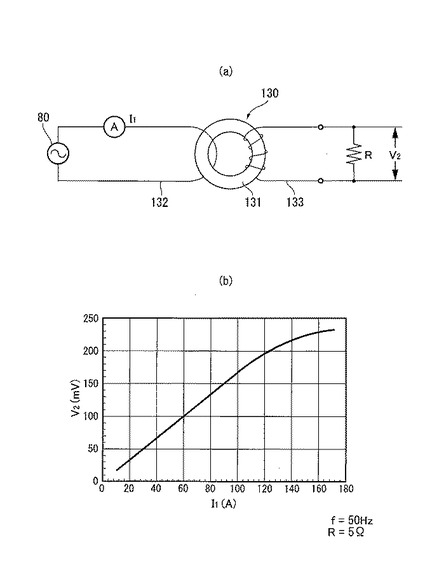
本実施の形態において、電流センサ130は、例えば図13(a)に示すように、例えば高透磁率フェライトからなる磁性コア131を有し、この磁性コア131に対して一次側巻線132及び二次側巻線133を巻き付け、一次側巻線132に対して電源80を接続すると共に当該一次側巻線132に流れる電流をI1とし、一方、二次側巻線133の両端には予め決められた値の抵抗R(例えば5Ω)を介在させて電圧V2を取り出す構成になっている。
そして、この電流センサ130は、図13(b)に示すように、電流I1と電圧V2との間に略比例した特性を有することから、例えば電圧V2をモニタすることで電流センサ130の電流I1を検出するようになっている。
【0033】
−厚みセンサ−
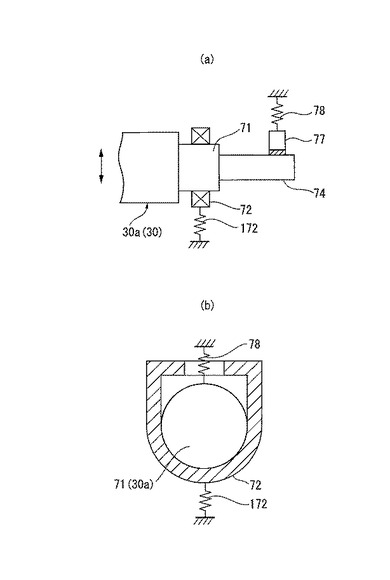
本実施の形態において、厚みセンサ140は、対構成の熱圧着搬送ロール30の一方の熱圧着搬送ロール30aを浮動可能に支持することで、対構成の熱圧着搬送ロール30間に厚みの異なるラミネート処理対象(ラミネートフィルム101+シート102)が通過する際に、前記浮動可能な熱圧着搬送ロール30aがラミネート処理対象の厚みに応じて浮動し、例えば熱圧着搬送ロール30aの浮動量に対応して歪み変形し、その歪み変形量に基づいてラミネート処理対象の厚み情報を検出するものが用いられる。
ここで、熱圧着搬送ロール30aを浮動可能に支持する構造としては、例えば図14(a)(b)に示すように、熱圧着搬送ロール30aの両端にて絶縁性支持軸71が支持される軸受72を付勢バネ172にて浮動可能に付勢支持すると共に、導電性ブラシ77を付勢する付勢バネ78による付勢力にて前記絶縁性支持軸71と軸受72との相対位置関係を保持するようにする構造が採用されている。
【0034】
−ラミネート装置の基本作動−
次に、本実施の形態に係るラミネート装置の基本作動について説明する。
先ず、本実施の形態に係るラミネート装置の基本作動を説明する前に、比較の形態に係るラミネート装置の基本作動について説明する。
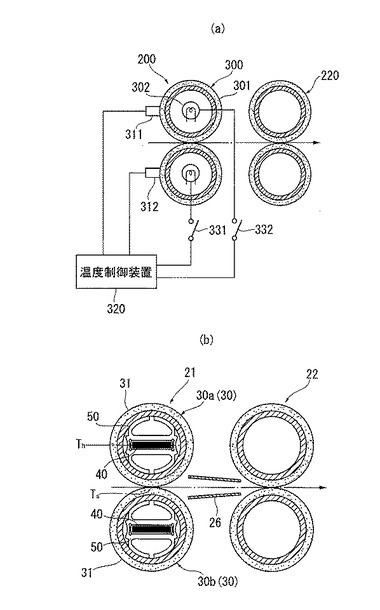
図15(a)は比較の形態に係るラミネート装置の一例を示す。
同図において、比較の形態に係るラミネート装置200は、対構成の熱圧着搬送ロール300と、この熱圧着搬送ロール300を通過したラミネートされたシート102を引張搬送する搬送ロール220とを備え、熱圧着搬送ロール300には例えば中空ロール状の圧着搬送ロール301内に例えば熱源としてハロゲンランプ等のヒートランプ302を内蔵させたものである。
そして、熱圧着搬送ロール300の表面温度を検出するために熱圧着搬送ロール300の表面に対向して夫々接触型又は非接触型の温度センサ311,312を配置し、温度制御装置320に温度センサ311,312からの検出情報を取り込み、バイメタルなどの温度調節器331,332にてヒートランプ302をオンオフ制御するものである。
【0035】
本比較の形態にあっては、温度制御系(温度センサ、温度調節器、温度制御装置)が必要不可欠であるから、装置構成が複雑である。
特に、接触型温度センサを使用する態様にあっては、熱圧着搬送ロール300に接触しているため、熱圧着搬送ロール300に傷が付き易く、場合によってはラミネートされたシートにも傷が付く虞れがある。
また、温度センサは絶えず熱圧着搬送ロール300に接触しているため、変形や断線が起き易い、故障の原因となり易い。
更に、長期間の使用では熱圧着搬送ロール300にラミネートフィルムの熱溶融性接着剤が付着し、正確な温度検出が出来なくなる虞れがある。
これに対し、非接触型温度センサ(例えば赤外線センサ)を使用する態様にあっては、接触型温度センサのような不具合はないが、非接触型温度センサは増幅器との組合せが必要になる分高価であるばかりか、検出面に粉塵が付着すると正確な温度検出が出来ず、目標とするラミネート温度よりも高い温度にずれ易くなり、ラミネート仕上がりが悪くなるばかりか、ジャミングしてラミネートされたシートを破損する懸念がある。
また、ヒートランプ302による加温は熱圧着搬送ロール300内の空気層を経由して行われるため、立上り速度が遅く、また、ヒートランプ302が故障すると異常温度に加熱されてしまうため、異常時対策を施すことが必要である。
更に、温度調節器によるオンオフの断続的制御にてラミネート温度を調整するため、オーバーヒート後にラミネート温度に至り、安定した温度分布に至るまでに時間を要するほか、発熱温度の揺らぎが大きい懸念がある。
【0036】
これに対し、本実施の形態では、図10及び図15(b)に示すように、ラミネート装置20使用時に動作スイッチ85をオンすると、電源80からの直流重畳の交流バイアスからなる電圧が導電性ブラシ77、導電性パイプ74を介してヒータアセンブリ40に印加される。
すると、各PTCサーミスタ41に電流が流れて発熱し、ヒータアセンブリ40からの熱は、熱伝達性の良好な金属からなる熱伝達保持枠50の保持筒枠51の主として周壁部52a、熱伝達腕枠55を介して圧着搬送ロール31に効率的に伝達される。
このとき、PTCサーミスタ41を用いたヒータアセンブリ40の温度Thの立ち上がり速度は早く、キュリー温度Tcに到達すると、直ちに抵抗値が大きくなるため、電流が流れ難くなり、ヒータアセンブリ40の発熱は抑えられる。
このため、熱圧着搬送ロール30の表面温度Tsはオーバーヒートすることなく、所定のラミネート温度に安定的に到達する。
このように、本実施の形態では、比較の形態のような温度制御系(温度センサ、温度調節器、温度制御装置)を用いることなく、PTCサーミスタ41を用いたヒータアセンブリ40の自己温度制御機能に基づいて簡単に制御することができる。
また、PTCサーミスタ41は面全体で発熱するため、発熱分布がばらつくという懸念もない。
更に、ヒータアセンブリ40が過剰に昇温することもないので、熱圧着搬送ロール30が異常昇温する事態を考慮する必要がなく、比較の形態のような異常時対策を考慮する必要もない。
特に、本実施の形態では、対構成の熱圧着搬送ロール30はいずれも熱源を具備しているため、シート102の表裏面にラミネートフィルム101を重ねて貼り付ける態様にも有効に適用される。
また、本実施の形態では、熱伝達保持枠50は圧着搬送ロール31の中空部35の略全域に熱を伝達する構成になっているため、熱圧着搬送ロール30の周面全体の表面温度分布は略均一に保たれる。
【0037】
−ラミネート装置による各種制御処理−
次に、本実施の形態に係るラミネート装置20による各種制御処理について説明する。
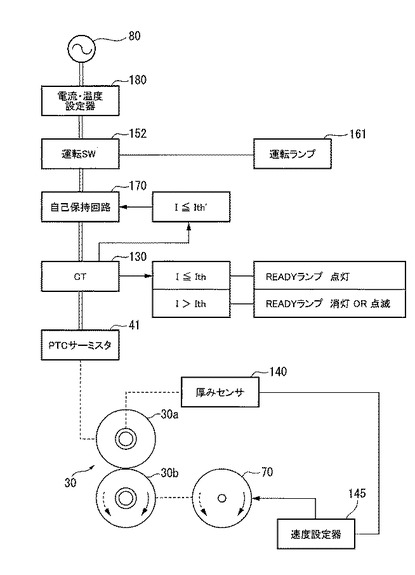
図16は本実施の形態に係るラミネート装置20による各種制御処理を模式的に示すブロック図である。
(1)電流・温度の初期設定処理
図16において、符号180は後述する予熱完了判定電流Ithを設定したり、PTCサーミスタ41の設定温度を設定する電流・温度設定器であり、例えば操作パネル150を特定の条件で使用することにより制御基板121の図示外のメモリに書き込むものである。
【0038】
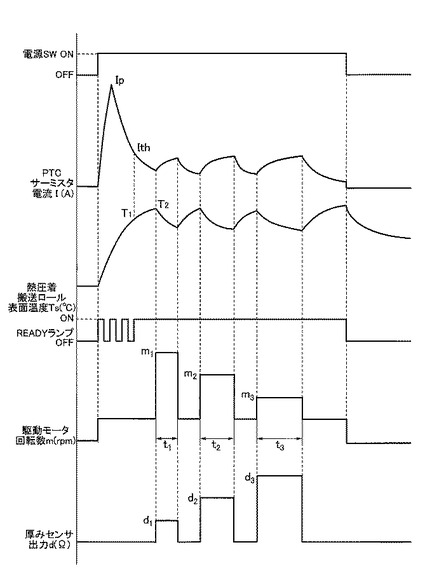
(2)予熱完了判定処理
図16及び図17に示すように、電源スイッチ155をオンした状態で操作パネル150の運転スイッチ152を押し下げてオンすると、動作スイッチ85がオンし、ヒータアセンブリ40のPTCサーミスタ41に通電される。
このとき、PTCサーミスタ41は、その電気特性から電流値Iが立上り変化してピークIpを経た後に立下り変化して予め決められた閾値(予熱完了判定電流)Ith(例えば1.5A)に至り、その後、略一定の値に達する。
このような電流変化に伴って、PTCサーミスタ41が熱圧着搬送ロール30(30a又は30b)を加熱するため、熱圧着搬送ロール30の表面温度Tsは徐々に増加していき、前記予熱完了判定電流Ithに至った時点では熱圧着搬送ロール30の目標制御温度の下限値T1(例えば110℃)に達し、その後、熱圧着搬送ロール30の目標制御温度の上限値T2(例えば120℃)に達する。
尚、熱圧着搬送ロール30の目標制御温度の上限値T2は、PTCサーミスタ41の設定温度に依存して設定される。
特に、本例では、PTCサーミスタ41に通電が開始される前はREADYランプ162は消灯しているが、PTCサーミスタ41に通電が開始されてから、PTCサーミスタ41を流れる電流値Iが立上り変化している間、並びに、立下り変化している間で且つ予熱完了判定電流Ithに至らない間は、READYランプ162が点滅する。そして、PTCサーミスタ41を流れる電流値Iが立下り変化して予熱完了判定電流Ith以下に至ると、READYランプ162が点灯した状態を保つ。
尚、運転スイッチ152のオンに伴って運転ランプ161は点灯するようになっている。
【0039】
(3)厚みセンサによるモータ回転制御処理
図16及び図17に示すように、PTCサーミスタ41に通電が開始されてから、その電流値Iが予熱完了判定電流Ith以下に至ると、熱圧着搬送ロール30の表面温度Tsは目標制御温度の下限値T1に達し、ラミネート装置20としてラミネート処理に供することが可能な状態に至る。
この状態において、ラミネート処理対象の厚みdがd1,d2,d3(d1<d2<d3)と仮定すると、厚みセンサ140の検出出力は制御基板121に搭載された速度設定器145を介して駆動モータ70に制御信号を送出するようになっている。
先ず、ラミネート処理対象の厚みdがd1のときを想定すると、図17に示すように、駆動モータ70の駆動時間tが短い時間t1になるように駆動モータ70の駆動時間tを制御し、かつ、駆動モータ70の回転数mを高い値m1になるように駆動モータ70の回転数mを制御する。
この場合、ラミネート処理対象が薄いため、ラミネート処理対象の熱容量が小さく、熱圧着搬送ロール30の搬送速度を速めて且つ駆動時間tを短縮したとしても、ラミネート処理は良好に実施される。
次に、ラミネート処理対象の厚みdがd2のときを想定すると、図17に示すように、駆動モータ70の駆動時間tがt1に比べて長い時間t2になるように駆動モータ70の駆動時間tを制御し、かつ、駆動モータ70の回転数mをm1に比べて低い値m2になるように駆動モータ70の回転数mを制御する。
この場合、ラミネート処理対象がd1に比べて厚くなるため、ラミネート処理対象の熱容量がd1の場合に比べて増大し、熱圧着搬送ロール30の搬送速度を遅めて且つ駆動時間tを延ばすことで、ラミネート処理は良好に実施される。
更に、ラミネート処理対象の厚みdがd3のときを想定すると、図17に示すように、駆動モータ70の駆動時間tがt2に比べて更に長い時間t3になるように駆動モータ70の駆動時間tを制御し、かつ、駆動モータ70の回転数mをm2に比べて更に低い値m3になるように駆動モータ70の回転数mを制御する。
この場合、ラミネート処理対象がd2の場合に比べて更に厚くなるため、ラミネート処理対象の熱容量がd3の場合に比べて更に増大し、熱圧着搬送ロール30の搬送速度をd2の場合に比べて更に遅めて且つ駆動時間tを更に延ばすことで、ラミネート処理は良好に実施される。
【0040】
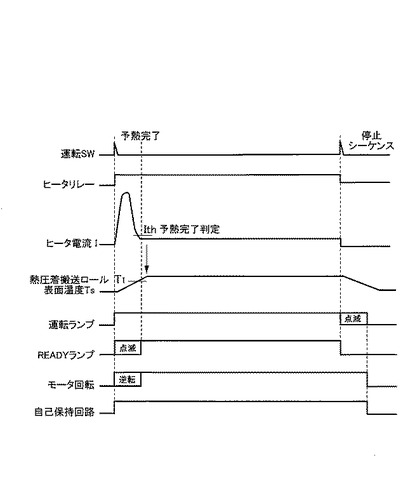
−運転モード−
図18は運転モード時におけるラミネート装置20の各部の動作状態を示すタイミングチャートを示す。
今、運転スイッチ152をオンすると、制御基板121の各回路に通電されることから、ヒータリレーが励磁されることに伴って動作スイッチ85がオンする。この状態において、自己保持回路170(図16参照)により制御基板121の各回路への通電が保持されることから、動作スイッチ85のオン状態が保持され、ヒータアセンブリ40のヒータとしてのPTCサーミスタ41に通電され続ける。
また、上述したように、運転スイッチ152がオンすると、運転ランプ161は予熱中、予熱完了後のいずれも点灯し続ける。一方、予熱中はREADYランプ162が点滅し、予熱完了でREADYランプ162が点灯するため、ラミネート装置20が予熱中であるか否かがREADYランプ162の状態を見ることで把握される。
更に、本例では、予熱中は駆動モータ70は逆転し、かつ、低速で回転するため、ラミネート装置20に対し予熱中にラミネート処理対象を挿入しようとしても、ラミネート処理対象が熱圧着搬送ロール30に誤って引き込まれることはない。
更にまた、予熱完了後は、駆動モータ70は速度表示器163で設定した設定速度にて正転するため、ラミネート処理が迅速に実施される。
更に、本実施の形態では、運転スイッチ152を再度押し下げるという停止操作を行うと、停止シーケンスが行われてラミネート装置20の運転が停止される。このとき、停止操作に伴ってヒータとしてのPTCサーミスタ41への通電は解除されるが、ラミネート装置20が完全に停止するには、停止操作後、予め決められた時間(例えば1〜2分)熱圧着搬送ロール30等が空回転してクーリング動作を行い、しかる後、自己保持回路を解除して停止シーケンスが終了する。
【0041】
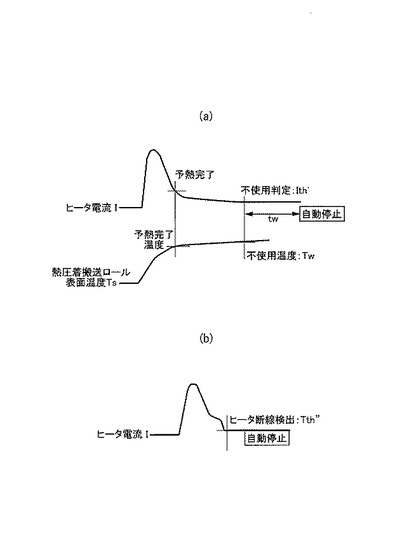
−自動停止処理−
この自動停止処理は、図19(a)に示すように、PTCサーミスタ41への通電状態で長時間不使用時にラミネート装置20を自動停止するものである。
本例では、長時間不使用であるという判定基準は、例えばPTCサーミスタ41への通電に伴う電流値Iが予め決められた閾値Ith’(例えば0.5A)以下で予め決められた時間tw(例えば10分)以上経過したという条件に基づく。
このように長時間不使用である場合には、熱圧着搬送ロール30の表面温度Tsもかなり高い温度Tw(例えば150℃)に至ることもあり得るので、安全性を考慮して、長時間不使用時には制御基板121の各回路への自己保持回路170を解除して停止シーケンスを終了する。
−異常検出処理−
この異常検出処理は、図19(b)に示すように、例えばPTCサーミスタ41への配線が断線したような異常事態を検出し、異常事態検出時にラミネート装置20を自動停止するものである。
本例では、異常事態検出であるという判定基準は、例えばPTCサーミスタ41への配線が断線し、電流値Iが予め決められた閾値Ith”(例えば0.3A)以下に至ったという条件に基づく。
このように異常事態が検出される場合には、駆動モータ70を停止すると共に、PTCサーミスタ41への通電を停止し、更に、表示器160にエラー表示をする。
ここで、エラー表示は、例えば運転ランプ161、READYランプ162を点滅させ、速度表示器163にエラー文字に相当するEを表示する。この状態において、運転スイッチ152の押し下げで直ちに自己保持回路170を解除して停止シーケンスを終了する。そして、再度運転スイッチ152を押し下げることでエラーをクリアし、ラミネート装置20の再運転を開始する。
【0042】
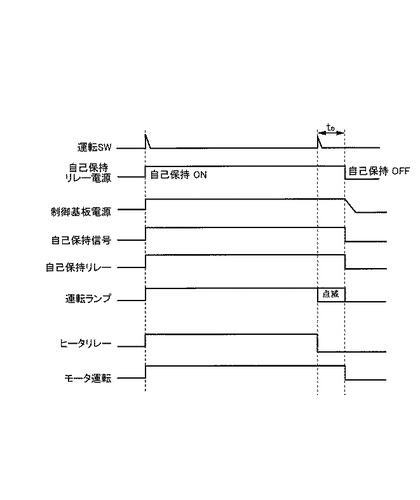
−自己保持回路と停止シーケンス−
図20は、自己保持回路の形成に伴う各部の動作状態を示すタイミングチャートである。
同図において、運転スイッチ152をオンすると、これに伴って、自己保持リレーをオンさせ、自己保持リレー電源をオンすることで自己保持回路を形成する。
また、運転中に、運転スイッチ152をオンすると、停止モードになり、ヒータとしてのPTCサーミスタ41への通電をオフすると共に、運転ランプ161を点滅させ、予め決められた時間te(例えば1分)後に自己保持リレーをオフすることで、自己保持リレー電源による自己保持をオフし、自己保持回路を解除する。
ここで、自己保持リレーオフ時には、制御基板電源が動作領域にある間に、自己保持リレー電源をリレー動作電圧よりも低下させることが必要である。
また、自己保持リレー電源による自己保持オフ時には、制御基板電源を速やかに低下させ、運転スイッチ152オン時のリセット回路が正常に動作するように設計することが好ましい。
尚、本実施の形態では、自己保持回路を用いる方式を採用しているが、これを用いずに運転スイッチ152のオンオフに連動して制御基板電源をオンオフするようにしてもよいことは勿論である。
【0043】
◎変形の形態1
本実施の形態では、厚みセンサ140によるモータ回転制御を実施する態様が開示されているが、これに限られるものではなく、例えば図21に示すように、厚みセンサ140によるモータ回転制御に代えて、ラミネート処理対象選択スイッチ190により厚みが複数異なるラミネート処理対象を適宜選択し、これを制御装置120に入力することで、厚みの異なるラミネート処理対象毎にモータ回転制御を実行するようにしてもよい。
【0044】
◎実施の形態2
図22は本発明が適用されたラミネート装置の実施の形態2の概要を示す。
同図において、ラミネート装置20は、熱圧着搬送装置21として複数組(本例では3組)の対構成の熱圧着搬送ロール30(具体的には30(1),30(2),30(3))を配設し、このシート搬送方向下流側にラミネートされたシート102が引張搬送される対構成の搬送ロール22を配設したものである。
ここで、各熱圧着搬送ロール30は実施の形態1と同様に構成されており、また、各熱圧着搬送ロール30及び搬送ロール22間にはラミネートされたシート102を案内するための案内部材26が必要に応じて設けられている。尚、実施の形態1と同様な構成要素については実施の形態1と同様な符号を付してここではその詳細な説明を省略する。
本実施の形態によれば、複数組の対構成の熱圧着搬送ロール30を備えているので、ラミネートフィルム101及びシート102に対するラミネート処理を複数に分割して実現することが可能になり、その分、ラミネート処理をより高速に実現することができる。
【0045】
◎実施の形態3
図23は本発明が適用されたラミネート装置の実施の形態3の概要を示す。
同図において、ラミネート装置20は、実施の形態1,2と異なり、例えばいずれもが中空ロール状に形成され且つラミネートフィルム101とシート102とを挟持搬送する対構成の上流側圧着搬送ロール91(具体的には91a,91b)と、この下流側に設けられていずれもがロール状に形成され且つラミネートフィルム101とシート102とを挟持搬送する対構成の下流側圧着搬送ロール92(具体的には92a,92b)と、これらの対構成の上流側、下流側圧着搬送ロール91,92間に夫々掛け渡される例えばポリイミド樹脂などのベルト部材93(具体的には93a,93b)とを有し、例えば対構成の上流側圧着搬送ロール91にヒータアセンブリ40を熱伝達保持枠50を介して保持するようにしたものである。
本実施の形態では、上流側圧着搬送ロール91(91a,91b)が熱圧着搬送ロール30として実質的に機能し、上流側圧着搬送ロール91(91a,91b)を通過したラミネートされたシート102はベルト部材93(93a,93b)間に挟持された状態で搬送された後下流側圧着搬送ロール92(92a,92b)を経て排出される。
このとき、上流側圧着搬送ロール91(91a,91b)によるラミネート処理は実施の形態1と略同様に好適に行われる。
【符号の説明】
【0046】
1(1a,1b)…圧着搬送部材,2…板状加熱体,3…熱伝達保持枠,5…保持筒枠,6…熱伝達腕枠,10…熱圧着搬送装置,11…ラミネートフィルム,12…シート,13…搬送部材,14…電源,15…制御装置,15a…予熱完了判定部,15b…駆動制御部,15c…停止処理制御部,15d…自動停止処理制御部,15e…駆動切替部,16…運転スイッチ,17…駆動源,18…電流検出器,I…電流値,t…時間,Iy…予熱完了判定電流
【技術分野】
【0001】
本発明は、熱溶融性接着剤が塗布されたラミネートフィルムとシートとを重ねて貼り合わせるラミネート装置に係り、特に、ラミネートフィルム及びシートを搬送しながら熱圧着する態様のラミネート装置の改良に関する。
【背景技術】
【0002】
従来におけるラミネート装置としては例えば特許文献1,2に記載のものが挙げられる。
特許文献1には、ラミネートフィルムを加熱する加熱熱源と、加熱されたラミネートフィルムと紙葉体とを圧着する一対の圧着ローラとを備え、加熱熱源の温度、ラミネートフィルムの温度が検知可能なセンサを設け、これらのセンサ出力に基づいて加熱熱源の温度を制御する技術が開示されている。
また、特許文献2には、少なくとも一方の内部に加熱手段を有する一対のローラ間にシート状物品と熱溶融性接着剤を塗布したラミネートフィルムとを重ね合わせて挿入することにより、加熱圧着して一体状に形成する態様で、加熱ローラが異常加熱したことを熱検出手段で検出して加熱手段の電流を遮断させるようにした技術が開示されている。
【0003】
【特許文献1】特許第3779014号公報(発明の実施形態,図4〜図7)
【特許文献2】特許第2901228号公報(実施例,図3)
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1にあっては、加熱熱源としては、赤外線加熱器や面状熱源が用いられるが、加熱熱源についての温度制御系、具体的には温度を検出する温度検出器及びこの温度検出器にて検出された温度情報に基づいて加熱熱源を制御する温度制御装置が必要不可欠である。
また、特許文献2にあっても、加熱手段としては例えば遠赤外線管ヒータを用いるため、この加熱手段に対しては温度制御系(温度検出器,温度制御装置)が必要不可欠であるばかりか、加熱手段による加熱動作が異常時に暴走する懸念があり、異常を検出するという異常対策を施すことも必要になってしまう。
【0005】
本発明は、以上の観点に立ってなされたものであり、温度検出器を用いずに、ラミネート温度の立ち上がり速度を早くし、かつ、ラミネート温度を安定的に維持することを解決すべき技術的課題とする。
【課題を解決するための手段】
【0006】
請求項1に係る発明は、熱溶融性接着剤が塗布されたラミネートフィルムとシートとを重ねて貼り合わせるラミネート装置であって、少なくとも前記ラミネートフィルムとシートとを重ねて搬送しながら熱圧着する熱圧着搬送装置と、この熱圧着搬送装置を制御する制御装置と、前記熱圧着搬送装置及び制御装置に対し運転時に電源からの電力を通電する運転スイッチと、を備え、前記熱圧着搬送装置は、少なくとも一方が中空ロール状に形成され且つ前記ラミネートフィルムとシートとを挟持搬送する対構成の圧着搬送部材と、対構成の圧着搬送部材のうち中空ロール状に形成された圧着搬送部材に内蔵され且つ板状のPTCサーミスタが含まれる板状加熱体と、前記中空ロール状の圧着搬送部材内に接触配置されると共に前記板状加熱体が保持され且つ板状加熱体からの熱が圧着搬送部材に伝達可能な熱伝達保持枠と、を有し、前記制御装置は、前記運転スイッチをオンにすることによる運転時に前記板状加熱体のPTCサーミスタへの通電に伴う電流値を検出する電流検出器と、この電流検出器にて検出される電流値が立上り変化してピークを経た後に立下り変化して予め決められた値に至った条件下で、前記板状加熱体による前記圧着搬送部材の表面温度がラミネート可能な温度に至る予熱完了状態を判定する予熱完了判定部と、を有することを特徴とするラミネート装置である。
【0007】
請求項2に係る発明は、請求項1に係るラミネート装置において、前記制御装置は、前記予熱完了判定部が前記予熱完了状態を判定するに至るまでの間、予熱中であることを表示する予熱表示器を備えていることを特徴とするラミネート装置である。
請求項3に係る発明は、請求項1又は2に係るラミネート装置において、前記制御装置は、前記対構成の圧着搬送部材に対し正逆回転可能な駆動力が供給される駆動源を制御し、前記予熱完了判定部が前記予熱完了状態を判定するに至るまでの間、前記対構成の圧着搬送部材を逆回転駆動又は停止させる駆動制御部を備えることを特徴とするラミネート装置である。
請求項4に係る発明は、請求項1ないし3いずれかに係るラミネート装置において、前記制御装置は、前記運転スイッチをオフにするとき、運転スイッチのオフ操作に連動して前記板状加熱体のPTCサーミスタへの通電を遮断した後、予め決められた時間だけ前記対構成の圧着搬送部材を空回転させた後に駆動源への通電を停止する停止処理制御部を備えることを特徴とするラミネート装置である。
請求項5に係る発明は、請求項1ないし4いずれかに係るラミネート装置において、前記制御装置は、前記予熱完了判定部による予熱完了状態を判定した後の電流検出器により検出された電流値が予め決められた値まで降下した条件では、前記板状加熱体のPTCサーミスタへの通電及び駆動源への通電のうち少なくとも前記板状加熱体のPTCサーミスタへの通電を遮断する自動停止処理制御部を備えていることを特徴とするラミネート装置である。
請求項6に係る発明は、請求項1ないし5いずれかに係るラミネート装置において、前記制御装置は、前記対構成の圧着搬送部材に対し回転可能な駆動力が供給される駆動源を制御し、前記駆動源による回転速度を可変に切り替える駆動切替部を備えることを特徴とするラミネート装置である。
請求項7に係る発明は、請求項6に係るラミネート装置において、前記制御装置は、ラミネートフィルムとシートとのラミネート処理対象の厚みが検出可能な厚み検出器を有し、この厚み検出器による厚み情報に基づいて、厚み情報が厚い場合に薄い場合に比べて駆動源による回転速度を遅くするように、前記駆動切替部により駆動源を制御することを特徴とするラミネート装置である。
【発明の効果】
【0008】
請求項1に係る発明によれば、温度検出器を用いずに、ラミネート温度の立上り速度を早くし、かつ、ラミネート温度を安定的に維持することができる。
請求項2に係る発明によれば、ラミネート装置が予熱完了状態に至ったか否かを目視確認することができる。
請求項3に係る発明によれば、予熱完了状態に至る前におけるラミネート処理の誤動作を有効に防止することができる。
請求項4に係る発明によれば、運転停止時において対構成の圧着搬送部材の加熱状態を早急に空気冷却し、周囲環境への温度上昇の影響を有効に抑えることができる。
請求項5に係る発明によれば、ラミネート装置を運転し続ける必要性がない状況において、ラミネート装置を効果的に停止することができる。
請求項6に係る発明によれば、本構成を有さない態様に比べて、ラミネート処理対象に与える熱量を簡単に増減することができる。
請求項7に係る発明によれば、厚みの異なるラミネート処理対象に適した熱量を的確に供給することで、厚みの異なるラミネート処理対象に対するラミネート処理を有効に実施することができる。
【図面の簡単な説明】
【0009】
【図1】本発明が適用される実施の形態に係るラミネート装置の概要を示す説明図である。
【図2】実施の形態1に係るラミネート装置の要部構成を示す説明図である。
【図3】図2中III−III線に相当する断面説明図である。
【図4】実施の形態1で用いられる熱圧着搬送ロールの軸方向に沿った要部断面説明図である。
【図5】(a)は実施の形態1で用いられるヒータアセンブリ、(b)はヒータアセンブリの要部分解説明図である。
【図6】ヒータアセンブリで用いられるPTCサーミスタの抵抗−温度特性の一例を示す説明図である。
【図7】(a)は実施の形態1で用いられるヒータアセンブリ及び熱伝達保持枠を示す説明図、(b)は両者の組み付け状態を示す説明図である。
【図8】実施の形態1で用いられる熱圧着搬送ロール構成要素であるヒータアセンブリ及び熱伝達保持枠の圧着搬送ロールへの組み付け状態を示す説明図である。である。
【図9】実施の形態1に係るラミネート装置の駆動伝達系を模式的に示した説明図である。
【図10】実施の形態1で用いられる熱圧着搬送ロールの回転構造並びにヒータアセンブリへの通電構造の一例を示す説明図である。
【図11】実施の形態1に係るラミネート装置の制御系を示す説明図である。
【図12】(a)は実施の形態1で用いられる操作パネルの一例を示し、(b)は図11に示す制御装置の構成例を示す説明図である。
【図13】(a)は実施の形態1で用いられる電流検出器の一例を示し、(b)は電流検出器の電流−電圧特性を示す説明図である。
【図14】(a)は熱圧着搬送ロールの浮動可能な支持構造の一例を模式的に示す説明図、(b)はその動作原理を模式的に示す説明図である。
【図15】(a)は比較の形態に係るラミネート装置の温度制御動作の一例を示す説明図、(b)は実施の形態1に係るラミネート装置の温度制御動作例を示す説明図である。
【図16】実施の形態1に係るラミネート装置の制御系の各機能部を示す説明図である。
【図17】実施の形態1に係るラミネート装置の制御系の動作例を示すタイミングチャートである。
【図18】実施の形態1に係るラミネート装置の運転モードを示すタイミングチャートである。
【図19】(a)は実施の形態1に係るラミネート装置の自動停止処理を示すタイミングチャート、(b)は実施の形態1に係るラミネート装置の異常検出処理を示すタイミングチャートである。
【図20】実施の形態1に係るラミネート装置の自己保持回路と停止シーケンスを示すフローチャートである。
【図21】実施の形態1に係るラミネート装置の制御系の変形形態を示す説明図である。
【図22】実施の形態2に係るラミネート装置の概要を示す説明図である。
【図23】実施の形態3に係るラミネート装置の概要を示す説明図である。
【発明を実施するための最良の形態】
【0010】
◎実施の形態の概要
図1は本発明が適用されるラミネート装置の実施の形態の概要を示す。
同図において、ラミネート装置は、熱溶融性接着剤が塗布されたラミネートフィルム11とシート12とを重ねて貼り合わせるものであり、少なくとも前記ラミネートフィルム11とシート12とを重ねて搬送しながら熱圧着する熱圧着搬送装置10と、この熱圧着搬送装置10を制御する制御装置15と、前記熱圧着搬送装置10及び制御装置15に対し運転時に電源14からの電力を通電する運転スイッチ16と、を備えている。
【0011】
本例において、熱圧着搬送装置10は、少なくとも一方が中空ロール状に形成され且つ前記ラミネートフィルム11とシート12とを挟持搬送する対構成の圧着搬送部材1(例えば1a,1b)と、対構成の圧着搬送部材1のうち中空ロール状に形成された圧着搬送部材1(本例では1a,1b)に内蔵され且つ板状のPTCサーミスタが含まれる板状加熱体2と、前記中空ロール状の圧着搬送部材1(本例では1a,1b)内に接触配置されると共に前記板状加熱体2が保持され且つ板状加熱体2からの熱が圧着搬送部材1に伝達可能な熱伝達保持枠3と、を有する。
また、制御装置15は、運転スイッチ16をオンにすることによる運転時に板状加熱体2のPTCサーミスタへの通電に伴う電流値を検出する電流検出器18と、この電流検出器18にて検出される電流値Iが時間tの経過と共に立上り変化してピークを経た後に立下り変化して予め決められた値(予熱完了判定電流)Iyに至った条件下で、板状加熱体2による圧着搬送部材1の表面温度がラミネート可能な温度に至る予熱完了状態を判定する予熱完了判定部15aと、を有する。
【0012】
このような技術的手段において、本実施の形態のラミネート装置は少なくとも熱圧着搬送装置10を備えたものを対象とするため、圧着搬送装置と加熱装置とが別に設けられる態様(例えば対構成の入口搬送部材と対構成の出口搬送部材との間に独立要素として加熱装置を設ける態様)は含まない。
本実施の形態において、熱圧着搬送装置10としては、少なくとも一方が中空ロール状に形成された対構成の圧着搬送部材1(1a,1b)を備えていればよい。ここで、対構成の圧着搬送部材1(1a,1b)としては、両方がロール状部材であってもよいし、一方が中空ロール状部材であり、他方が中空ロール状部材に加圧配置されるベルト状部材であってもよいし、更には、対構成のロール状圧着搬送部材1をシートの搬送方向に沿って配設し、夫々のロール状圧着搬送部材1間にベルト部材を掛け渡し、上流側のロール状圧着搬送部材1の少なくとも一方を中空ロール状部材とし、板状加熱体2を内蔵させるようにしてもよい。尚、本実施の形態は、対構成の圧着搬送部材1がいずれも中空ロール状部材であるとしても、いずれか一方にのみ板状加熱体2、熱伝達保持枠3を組み込む態様も含まれる。
【0013】
更に、熱圧着搬送装置10としては、板状加熱体2、熱伝達保持枠3が少なくとも一方に組み込まれた対構成の圧着搬送部材1を少なくとも一つ有していればよいが、例えばラミネート速度を高速にするという観点からすれば、複数組の対構成の圧着搬送部材1夫々に板状加熱体2、熱伝達保持枠3を組み込むようにし、複数段にてラミネート処理に必要な熱圧着処理を施すようにしてもよい。
更にまた、ラミネート装置としては、熱圧着搬送装置10以外の要素を付加してもよいことは勿論である。例えばラミネートされたシート12にしわが発生するのを有効に回避するという観点からすれば、熱圧着搬送装置10と、この熱圧着搬送装置10の下流側に設けられ、熱圧着搬送装置10を通過した後にラミネートフィルム11でラミネートされたシート12を引張搬送する対構成の搬送部材13とを備えたものが挙げられる。そしてまた、熱圧着搬送装置10や対構成の搬送部材13の前後にラミネートフィルム11やシート12を案内搬送するためのガイド部材を設けるようにしてもよい。
【0014】
また、板状加熱体2は、板状のPTCサーミスタが含まれるものであれば適宜選定して差し支えない。
この板状加熱体2は、板状のPTCサーミスタを長尺に構成しても差し支えないが、シート12やラミネートフィルム11の使用サイズに応じて比較的短寸のPTCサーミスタを複数並べて用いるようにする方式が広く用いられる。
ここで、板状加熱体2の代表的態様としては、PTCサーミスタの表裏面に電極を配設して通電可能な構造とし、リークを防止するためにPTCサーミスタ及び電極を絶縁カバーで被覆する態様が挙げられる。
更に、熱伝達保持枠3は、板状加熱体2の保持機能と、板状加熱体2からの熱伝達機能とを備えることを要する。
この熱伝達保持枠3としては熱伝達性の良好な金属(例えばアルミニウム)で構成されることが好ましく、また、板状加熱体2の保持機能、熱伝達性能を良好に保つには板状加熱体2の少なくとも発熱面に密接配置されることが好ましい。
ここで、熱伝達保持枠3の代表的態様としては、板状加熱体2が収容される略矩形断面からなる筒状収容空間を具備し且つ少なくとも板状加熱体2の表裏面に対向する周壁部が弾性変形可能に変形する保持筒枠5と、この保持筒枠5の前記弾性変形可能な周壁部の一部から外方に弾性変形可能に突出し、前記圧着搬送部材1の中空部内面に弾性変形して接触すると共にこの弾性変形に伴って保持筒枠5の弾性変形可能な周壁部が板状加熱体2の表裏面に密接させられる熱伝達腕枠6とを有するものが挙げられる。
【0015】
また、制御装置15は熱圧着搬送装置10を制御するものであるが、制御対象としては、対構成の圧着搬送部材1や板状加熱体2である。
また、電流検出器18としては、PTCサーミスタへの通電に伴う電流値を検出するものであれば適宜選定して差し支えなく、直接的に電流値を検出するものは勿論、例えば抵抗値を介して間接的に電流値を検出するものも含む。
更に、予熱完了判定部15aとしては、PTCサーミスタの特性に合わせて、運転開始時に電流値が立上りピークを経て立下ることを利用し、圧着搬送部材1の表面温度が予熱完了状態に至る程度の熱量が供給されるタイミングに対応する値を予め選定しておき、この値に至ったか否かによって判定するようにすればよい。
【0016】
このような制御装置15の好ましい態様としては、予熱完了判定部15aが前記予熱完了状態を判定するに至るまでの間、予熱中であることを表示する予熱表示器(図示せず)を備えている態様が挙げられる。
ここで、予熱表示器は、予熱完了状態と区別できるように予熱中であることを表示すればよく、例えば予熱完了状態に至ったときに常時点灯する表示ランプ(「READYランプ」に相当)を予熱中は点滅させたり、あるいは、「予熱中」という表記をするものなど適宜選定して差し支えない。
また、制御装置15の好ましい他の態様としては、対構成の圧着搬送部材1に対し正逆回転可能な駆動力が供給される駆動源17を制御し、予熱完了判定部15aが予熱完了状態を判定するに至るまでの間、対構成の圧着搬送部材1を逆回転駆動又は停止させる駆動制御部15bを備える態様が挙げられる。
このように、対構成の圧着搬送部材1を逆回転又は停止させることで、ユーザーが誤って予熱中にラミネート処理を行おうとしても、対構成の圧着搬送部材1に対するラミネートフィルム11とシート12との引き込み動作を阻止することが可能である。このとき、逆回転の速度は正規回転に比べて低速で足りる。
ここで、予熱中における対構成の圧着搬送部材1の他の挙動としては、予熱完了後の通常正回転駆動よりも対構成の圧着搬送部材1を低速にする低速正回転駆動が挙げられる。この低速正回転駆動については、予熱中にラミネート処理対象を引き込むことは阻止できないが、ラミネート処理対象の引き込み動作が遅くなり、その分、ラミネート処理の誤動作に気づき易く、対構成の圧着搬送部材1を逆回転させる逆転排出動作を実施することによりラミネート処理の誤動作を有効に防止することが可能である。
【0017】
また、運転停止時における好ましい制御装置15の態様としては、運転スイッチ16をオフにするとき、運転スイッチ16のオフ操作に連動して板状加熱体2のPTCサーミスタへの通電を遮断した後、予め決められた時間だけ対構成の圧着搬送部材1を空回転させた後に駆動源17への通電を停止する停止処理制御部15cを備える態様が挙げられる。
このように、運転スイッチ16をオフにしたとき、PTCサーミスタへの通電を遮断するタイミングと、駆動源17の停止タイミングとの間に時間差を設けることで、対構成の圧着搬送部材1の加熱状態を早急に空気冷却することが可能である。このとき、空冷時であることを目視するように表示器を付加することが好ましい。
尚、停止処理制御部15cとして、停止動作を迅速に行うという観点からすれば、PTCサーミスタへの通電を遮断した後、直ちに駆動源17への通電を停止するようにすればよい。
更に、制御装置15の他の好ましい態様としては、予熱完了判定部15aによる予熱完了状態を判定した後の電流検出器18により検出された電流値が予め決められた値まで降下した条件では、板状加熱体2のPTCサーミスタへの通電及び駆動源17への通電のうち少なくとも板状加熱体2のPTCサーミスタへの通電を遮断する自動停止処理制御部15dを備える態様が挙げられる。
この自動停止機能は、例えば通電状態で長時間不使用時にあるときや、PTCサーミスタが断線する等の異常発生時にあるときに、省電力や安全性の点で働くようにしたものである。
【0018】
更にまた、制御装置15の他の好ましい態様としては、対構成の圧着搬送部材1に対し回転可能な駆動力が供給される駆動源17を制御し、駆動源17による回転速度を可変に切り替える駆動切替部15eを備える態様が挙げられる。
このように、駆動切替部15eにて対構成の圧着搬送部材1の回転速度を切り替えることで、ラミネートフィルム11とシート12とのラミネート処理対象に与える熱量を増減することが可能である。
ここで、駆動源17による回転速度を可変に切り替えるとは、駆動源17そのものの回転速度を切り替える態様は勿論、駆動伝達機構の組み合わせを変える態様(例えばギア比を変える等)、さらには、駆動源17及び駆動伝達機構の両方を変える態様でもよい。
特に、駆動切替部15eを備えた態様においては、厚みの異なるラミネート処理対象を考慮した態様を構築することが可能である。
この場合、制御装置15としては、ラミネートフィルム11とシート12とのラミネート処理対象の厚みが検出可能な厚み検出器(図示せず)を有し、この厚み検出器による厚み情報に基づいて、厚み情報が厚い場合に薄い場合に比べて駆動源17による回転速度を遅くするように、駆動切替部15eにより駆動源17を制御するようにすればよい。
本態様において、厚み検出器は、ラミネートフィルム11とシート12とのラミネート処理対象の厚みを検出するものであれば適宜選定してよく、例えばラミネートフィルム11の仕様が決まっていればシート12の厚みだけを検出するようにしてもよい。また、厚み検出器の厚み検出原理については、ラミネート処理対象の厚みに依存する情報(シートの厚みは勿論、坪量、抵抗等の情報も含む)に基づいて厚み情報を直接又は間接的に検出する方式は適宜選定して差し支えない。
【0019】
以下、添付図面に示す実施の形態に基づいてこの発明をより詳細に説明する。
◎実施の形態1
−ラミネート装置−
図2及び図3は本発明が適用されるラミネート装置の実施の形態1を示す。
同図において、ラミネート装置20は、ラミネートフィルム101とシート102とを重ねて搬送しながら熱圧着する熱圧着搬送装置21と、この熱圧着搬送装置21のシート搬送方向下流側に配設される対構成の搬送ロール22とを備え、筐体の支持側板25にて支持するようになっている。
本実施の形態において、熱圧着搬送装置21は対構成の熱圧着搬送ロール30(具体的には30a,30b)にて構成されている。
この対構成の熱圧着搬送ロール30は、いずれも中空ロール状に形成され且つラミネートフィルム101とシート102とを挟持搬送する対構成の圧着搬送ロール31と、この圧着搬送ロール31内に組み込まれるヒータアセンブリ40と、このヒータアセンブリ40を保持し且つヒータアセンブリ40からの熱を圧着搬送ロール31に伝達する熱伝達保持枠50とを備えている。
【0020】
<圧着搬送ロール>
本実施の形態において、図3に示すように、対構成の圧着搬送ロール31は、例えば熱伝達性の良好な金属(例えばアルミニウム)製の中空状ロール本体32を有し、このロール本体32の表面に弾性素材(例えばシリコンゴム)からなる弾性層33を被覆形成したものであり、図示外の付勢バネの付勢力にて両者が圧接されて両者間に所定のニップ域nを確保し、このニップ域nにてラミネートフィルム101及びシート102を挟持搬送するものである。
【0021】
<ヒータアセンブリ>
また、ヒータアセンブリ40は、図3ないし図5に示すように、複数(例えば5個)のヒータとして板状のPTCサーミスタ41(具体的には41a〜41e)を長さ方向に並べて配置し、各PTCサーミスタ41の表裏面に長尺な板状の電極42,43を導電性接着層44を介して配置すると共に、これら全体を例えばポリイミド樹脂製の絶縁カバー45にて被覆したものである。尚、図5中、符号46は夫々の電極42,43の長手方向端部に設けられる引出端子である。
本実施の形態において、絶縁カバー45はPTCサーミスタ41(41a〜41e)への電圧印加時に外部に電流がリークする事態を回避するためのものであり、例えば薄いフィルム状に形成されたものであれば所望の絶縁性が得られるように何層かに重ねて巻き付けるようにすることが好ましい。
【0022】
<PTCサーミスタの電気特性>
ここで、PTCサーミスタ41の電気特性について簡単に説明する。
このPTCサーミスタ(Positive Temperature Coefficient Thermistor)は、チタン酸バリウム(BaTiO3)を主成分とした半導体セラミックであり、材料組成により任意にキュリー温度を設定でき、この温度から電気抵抗が急激に増加するという性質を有するものである。
つまり、このPTCサーミスタ41は、図6に示すように、電圧が印加されるとジュール熱により自己発熱し、キュリー温度Tcを超えると、その抵抗値が対数的に増大する。
抵抗値が増大すると、電流が減少し電力が抑えられるため発熱温度が低下する。そして、抵抗値が下がると電流が増加し、再び電力が増加するため発熱温度が上昇する。この動作が繰り返されることにより、自己温度制御機能を持った定温発熱体として働く。
尚、PTCサーミスタ41のキュリー温度Tcとヒータアセンブリ40の表面温度とは必ずしも一致しないため、PTCサーミスタ41のキュリー温度Tcとヒータアセンブリ40の表面温度との関係を予め確認しておくことが好ましい。
【0023】
<熱伝達保持枠>
熱伝達保持枠50は、図7(a)(b)に示すように、板状のヒータアセンブリ40が収容される略矩形断面からなる筒状収容空間を具備する保持筒枠51と、この保持筒枠51に一体的に設けられてヒータアセンブリ40からの熱を圧着搬送ロール31に伝達する熱伝達腕枠55とを備え、熱伝達性、加工性の良好なアルミニウムなどの金属にて例えば押出成形される。
ここで、保持筒枠51は、略矩形断面からなる筒状収容空間が区画される周壁部52を有し、周壁部52の内側コーナー部には夫々略円形断面の切り込み53を形成し、この切り込み53の存在にて各周壁部52を弾性変形可能に変形させるようになっている。特に、本例では、熱伝達保持枠50が圧着搬送ロール31内に装着される前の状態では、保持筒枠51のヒータアセンブリ40の表裏面に対応した周壁部52aが略平行に配置され、一方、保持筒枠51のヒータアセンブリ40の略矩形断面の幅方向に対応した周壁部52bが僅かに湾曲した状態で対向配置されている。
【0024】
また、熱伝達腕枠55は、保持筒枠51の周壁部52の外側コーナー部から外方に弾性変形可能に突出する突出片56からなり、熱伝達保持枠50が圧着搬送ロール31内に装着される前の状態では、前記突出片56は圧着搬送ロール31の中空部35(図8参照)内面の円形軌跡sよりも外側にはみ出すように湾曲する形状に維持されており、これらの突出片56の先端間には突出片56が前記円形軌跡sに沿って弾性変形可能なように間隙57が確保されている。
そして、本実施の形態では、熱伝達腕枠55の突出片56は、保持筒枠51の略矩形断面の幅方向中心線kに対して線対称的に配置されると共に、保持筒枠51を挟んで線対称的(又は点対称的)に配置されている。
【0025】
更に、ヒータアセンブリ40は、図7に示すように、熱伝達保持枠50の保持筒枠51内の筒状収容空間に挿入された後、図8に示すように、ヒータアセンブリ40及び熱伝達保持枠50は圧着搬送ロール31の中空部35内に組み込まれる。
このとき、熱伝達保持枠50の熱伝達腕枠55の突出片56は圧着搬送ロール31の中空部35の円形軌跡sに沿って矢印Mの方向に弾性変形し、圧着搬送ロール31の中空部35内面に接触配置される。
この状態において、熱伝達保持枠50の保持筒枠51の周壁部52のうちヒータアセンブリ40の表裏面に対応する周壁部52aは、前記熱伝達腕枠55の突出片56の弾性変形に伴って切り込み53部分を通じて矢印P方向に押圧されて弾性変形し、ヒータアセンブリ40の表裏面に密接配置される。
一方、熱伝達保持枠50の保持筒枠51の周壁部52のうちヒータアセンブリ40の断面幅方向に対応する周壁部52bは、前記熱伝達腕枠55の突出片56の弾性変形に伴って切り込み53部分を通じて圧着搬送ロール31の中空部35内面側に向かって僅かに弾性変形する。
この場合、ヒータアセンブリ40は熱伝達保持枠50の保持筒枠51の周壁部52aにて弾性保持されるため、ヒータアセンブリ40が熱伝達保持枠50の保持筒枠51内で不必要に移動する懸念はない。また、保持筒枠51の周壁部52bはヒータアセンブリ40の両側壁部から離間する方向に向かって弾性変形するので、保持筒枠51がヒータアセンブリ40の両側壁部に不必要に大きな負荷を与えることはなく、ヒータアセンブリ40が損傷する懸念はない。
特に、ヒータアセンブリ40の絶縁カバー45外表面断面幅方向寸法をw、熱伝達保持枠50の保持筒枠51の筒状収容空間の幅方向寸法をmとした場合に、圧着搬送ロール31内にヒータアセンブリ40及び熱伝達腕枠55を組み込む前において、w≒mであればヒータアセンブリ40の断面幅方向両側部が保持筒枠51の周壁部52bに当接するため、ヒータアセンブリ40は熱伝達保持枠50の中心線kに対して対称的な位置に位置決めされる。
【0026】
−搬送ロール−
対構成の搬送ロール22(具体的には22a,22b)は、図2及び図3に示すように、例えばアルミニウム製の中空状ロール本体62を有し、このロール本体62の表面に弾性素材(例えばシリコンゴム)からなる弾性層63を被覆形成したものであり、図示外の付勢バネの付勢力にて両者が圧接されて両者間に所定のニップ域nを確保し、このニップ域nにてラミネートフィルム101及びシート102を挟持搬送するものである。
ここで、熱圧着搬送装置21の熱圧着搬送ロール30のニップ域nと搬送ロール22のニップ域nとの間の距離xは最小使用サイズのシート102よりも短寸に設定されており、また、熱圧着搬送ロール30と搬送ロール22との間のシート搬送経路にはラミネートされたシート102を搬送ロール22のニップ域nに案内する案内部材26が設けられている。
【0027】
−駆動系−
本実施の形態において、ラミネート装置20の駆動系は、図2及び図9に示すように、駆動モータ70からの駆動力を対構成の搬送ロール22の一方のロール22bに直接伝達し、駆動伝達ギア列86を介して熱圧着搬送装置21の熱圧着搬送ロール30の一方のロール30bに伝達し、更に、搬送ロール22の軸方向反対側に設けられた駆動伝達ギア列87を介して一方の搬送ロール22bに伝達された駆動力を他方の搬送ロール22aに伝達し、また、熱圧着搬送ロール30の軸方向反対側に設けられた駆動伝達ギア列88を介して一方の熱圧着搬送ロール30bに伝達された駆動力を他方の熱圧着搬送ロール30aに伝達するようになっている。
ここで、図9において、熱圧着搬送ロール30の周速度をv1、搬送ロール22の周速度をv2とすれば、僅かにv2>v1の関係を満たすように駆動伝達系が調整されており、熱圧着搬送ロール30を通過したラミネートされたシート102は搬送ロール22に引張搬送されるようになっている。
【0028】
−熱圧着搬送ロールの支持構造及び通電構造−
熱圧着搬送装置21の熱圧着搬送ロール30の支持構造は例えば以下の通りである。
つまり、熱圧着搬送ロール30の支持構造は、図2及び図10に示すように、圧着搬送ロール31の両端開口に例えばフェノール樹脂等の絶縁性支持軸71を装着し、この絶縁性支持軸71を軸受72を介して支持側板25に支持するようにしたものである。
また、熱圧着搬送ロール30の通電構造は、前記絶縁性支持軸71内に貫通孔73を開設すると共に、この貫通孔73の一方側にヒータアセンブリ40の電極42(又は43)の端子46(図5参照)を配置すると共に、貫通孔73の他方には導電性パイプ74を設け、前記端子46と導電性パイプ74との間を接続ワイヤ75で接続し、この導電性パイプ74の一端部に通電ユニット76として導電性ブラシ77を付勢バネ78にのみ押し付け配置し、この導電性ブラシ77に電源80からの電圧(本例では交流電源82による交流バイアスを使用)を動作スイッチ85のオンオフ操作にて印加するようになっている。尚、電源80としては必ずしも交流バイアスを使用する態様に限られるものではなく、直流バイアス若しくは直流バイアスが重畳した交流バイアスを使用する態様でもよい。
【0029】
−ラミネート装置の制御系−
図11は、実施の形態1に係るラミネート装置の制御系を模式的に示す説明図である。
同図において、符号120はラミネート装置20を駆動するための駆動モータ70及びヒータアセンブリ40への通電を制御する制御装置であり、制御装置120からの制御信号に基づいて駆動モータ70が駆動され、この駆動モータ70からの駆動力が模式的に示した駆動伝達系90を介して熱圧着搬送ロール30に伝達されるようになっている。また、動作スイッチ85がオン動作すると、電源80からの電圧が前述した通電構造を介してヒータアセンブリ40の各ヒータとしてのPTCサーミスタ41に印加され、PTCサーミスタ41に通電される。
本例において、動作スイッチ85は、図示外の運転スイッチをオン操作することに伴って制御基板121(図12参照)の各回路に通電し、これに伴って、ヒータリレーコイル85aへ通電し、このヒータリレーコイル85aへの通電によりヒータリレー接片85bをオン接点に移動させ、ヒータアセンブリ40への通電状態を保持する。
制御基板121の各回路への通電は自己保持回路にて保持されるため、動作スイッチ85のオン状態は維持される。
更に、ヒータアセンブリ40への通電回路中には電流センサ130が設けられ、ヒータアセンブリ40へ流れる電流を検出すると共に、この電流センサ130の検出出力は制御装置120に取り込まれるようになっている。
更にまた、本例では、熱圧着搬送ロール30には、搬送されるラミネート処理対象の厚みを検出するための厚みセンサ140が設けられており、この厚みセンサ140の検出出力が制御装置120に取り込まれるようになっている。
また、制御装置120には図示外の操作パネルが接続されており、この操作パネルに各種情報を表示する表示器160が適宜設けられている。
【0030】
−操作パネル−
図12(a)は本実施の形態で用いられる操作パネルの構成例を示す。
同図において、操作パネル150は、操作プレート151上に、ラミネート装置20の運転をオンオフする運転スイッチ152と、駆動モータ70の回転速度を切り替える速度切替スイッチ153と、駆動モータ70を手動にて逆転させる逆転スイッチ154と、を有している。また、表示器160としては、ラミネート装置20が運転状態にあるか否かを表示する運転ランプ161、ラミネート装置20が運転スイッチ152をオンした後に予熱が完了したか否かを表示するREADYランプ162、速度切替スイッチ153による切替に応じて複数の速度(例えば5段階)を表示する例えば7つの表示セグメントからなる速度表示器163が用いられている。
【0031】
−制御装置の構成例−
図12(b)は実施の形態で用いられる制御装置120の構成例を示す。
同図において、制御装置120は、電源80をオンオフする電源スイッチ155、電源トランス156、運転を開始・終了するためにオンオフする運転スイッチ152、駆動モータ70の速度を例えば500mm/min.〜1,500mm/min.の範囲で複数段階で切り替える速度切替スイッチ153、熱圧着搬送ロール30を手動で逆転させる逆転スイッチ154、駆動モータ70の動作状態を検出するモータ回転検出器157からの各入力信号が取り込まれる制御基板121を有し、この制御基板121には、電流ヒューズ122、自己保持リレー123、ヒータリレーにて構成される動作スイッチ85、電流センサ(CT:Current Transformerの略)130、CPU124、モータドライブ回路125等が搭載され、この制御基板121からの制御信号が温度ヒューズ165、PTCサーミスタ41、表示器160、駆動モータ70等に送出されるようになっている。
【0032】
−電流センサ−
本実施の形態において、電流センサ130は、例えば図13(a)に示すように、例えば高透磁率フェライトからなる磁性コア131を有し、この磁性コア131に対して一次側巻線132及び二次側巻線133を巻き付け、一次側巻線132に対して電源80を接続すると共に当該一次側巻線132に流れる電流をI1とし、一方、二次側巻線133の両端には予め決められた値の抵抗R(例えば5Ω)を介在させて電圧V2を取り出す構成になっている。
そして、この電流センサ130は、図13(b)に示すように、電流I1と電圧V2との間に略比例した特性を有することから、例えば電圧V2をモニタすることで電流センサ130の電流I1を検出するようになっている。
【0033】
−厚みセンサ−
本実施の形態において、厚みセンサ140は、対構成の熱圧着搬送ロール30の一方の熱圧着搬送ロール30aを浮動可能に支持することで、対構成の熱圧着搬送ロール30間に厚みの異なるラミネート処理対象(ラミネートフィルム101+シート102)が通過する際に、前記浮動可能な熱圧着搬送ロール30aがラミネート処理対象の厚みに応じて浮動し、例えば熱圧着搬送ロール30aの浮動量に対応して歪み変形し、その歪み変形量に基づいてラミネート処理対象の厚み情報を検出するものが用いられる。
ここで、熱圧着搬送ロール30aを浮動可能に支持する構造としては、例えば図14(a)(b)に示すように、熱圧着搬送ロール30aの両端にて絶縁性支持軸71が支持される軸受72を付勢バネ172にて浮動可能に付勢支持すると共に、導電性ブラシ77を付勢する付勢バネ78による付勢力にて前記絶縁性支持軸71と軸受72との相対位置関係を保持するようにする構造が採用されている。
【0034】
−ラミネート装置の基本作動−
次に、本実施の形態に係るラミネート装置の基本作動について説明する。
先ず、本実施の形態に係るラミネート装置の基本作動を説明する前に、比較の形態に係るラミネート装置の基本作動について説明する。
図15(a)は比較の形態に係るラミネート装置の一例を示す。
同図において、比較の形態に係るラミネート装置200は、対構成の熱圧着搬送ロール300と、この熱圧着搬送ロール300を通過したラミネートされたシート102を引張搬送する搬送ロール220とを備え、熱圧着搬送ロール300には例えば中空ロール状の圧着搬送ロール301内に例えば熱源としてハロゲンランプ等のヒートランプ302を内蔵させたものである。
そして、熱圧着搬送ロール300の表面温度を検出するために熱圧着搬送ロール300の表面に対向して夫々接触型又は非接触型の温度センサ311,312を配置し、温度制御装置320に温度センサ311,312からの検出情報を取り込み、バイメタルなどの温度調節器331,332にてヒートランプ302をオンオフ制御するものである。
【0035】
本比較の形態にあっては、温度制御系(温度センサ、温度調節器、温度制御装置)が必要不可欠であるから、装置構成が複雑である。
特に、接触型温度センサを使用する態様にあっては、熱圧着搬送ロール300に接触しているため、熱圧着搬送ロール300に傷が付き易く、場合によってはラミネートされたシートにも傷が付く虞れがある。
また、温度センサは絶えず熱圧着搬送ロール300に接触しているため、変形や断線が起き易い、故障の原因となり易い。
更に、長期間の使用では熱圧着搬送ロール300にラミネートフィルムの熱溶融性接着剤が付着し、正確な温度検出が出来なくなる虞れがある。
これに対し、非接触型温度センサ(例えば赤外線センサ)を使用する態様にあっては、接触型温度センサのような不具合はないが、非接触型温度センサは増幅器との組合せが必要になる分高価であるばかりか、検出面に粉塵が付着すると正確な温度検出が出来ず、目標とするラミネート温度よりも高い温度にずれ易くなり、ラミネート仕上がりが悪くなるばかりか、ジャミングしてラミネートされたシートを破損する懸念がある。
また、ヒートランプ302による加温は熱圧着搬送ロール300内の空気層を経由して行われるため、立上り速度が遅く、また、ヒートランプ302が故障すると異常温度に加熱されてしまうため、異常時対策を施すことが必要である。
更に、温度調節器によるオンオフの断続的制御にてラミネート温度を調整するため、オーバーヒート後にラミネート温度に至り、安定した温度分布に至るまでに時間を要するほか、発熱温度の揺らぎが大きい懸念がある。
【0036】
これに対し、本実施の形態では、図10及び図15(b)に示すように、ラミネート装置20使用時に動作スイッチ85をオンすると、電源80からの直流重畳の交流バイアスからなる電圧が導電性ブラシ77、導電性パイプ74を介してヒータアセンブリ40に印加される。
すると、各PTCサーミスタ41に電流が流れて発熱し、ヒータアセンブリ40からの熱は、熱伝達性の良好な金属からなる熱伝達保持枠50の保持筒枠51の主として周壁部52a、熱伝達腕枠55を介して圧着搬送ロール31に効率的に伝達される。
このとき、PTCサーミスタ41を用いたヒータアセンブリ40の温度Thの立ち上がり速度は早く、キュリー温度Tcに到達すると、直ちに抵抗値が大きくなるため、電流が流れ難くなり、ヒータアセンブリ40の発熱は抑えられる。
このため、熱圧着搬送ロール30の表面温度Tsはオーバーヒートすることなく、所定のラミネート温度に安定的に到達する。
このように、本実施の形態では、比較の形態のような温度制御系(温度センサ、温度調節器、温度制御装置)を用いることなく、PTCサーミスタ41を用いたヒータアセンブリ40の自己温度制御機能に基づいて簡単に制御することができる。
また、PTCサーミスタ41は面全体で発熱するため、発熱分布がばらつくという懸念もない。
更に、ヒータアセンブリ40が過剰に昇温することもないので、熱圧着搬送ロール30が異常昇温する事態を考慮する必要がなく、比較の形態のような異常時対策を考慮する必要もない。
特に、本実施の形態では、対構成の熱圧着搬送ロール30はいずれも熱源を具備しているため、シート102の表裏面にラミネートフィルム101を重ねて貼り付ける態様にも有効に適用される。
また、本実施の形態では、熱伝達保持枠50は圧着搬送ロール31の中空部35の略全域に熱を伝達する構成になっているため、熱圧着搬送ロール30の周面全体の表面温度分布は略均一に保たれる。
【0037】
−ラミネート装置による各種制御処理−
次に、本実施の形態に係るラミネート装置20による各種制御処理について説明する。
図16は本実施の形態に係るラミネート装置20による各種制御処理を模式的に示すブロック図である。
(1)電流・温度の初期設定処理
図16において、符号180は後述する予熱完了判定電流Ithを設定したり、PTCサーミスタ41の設定温度を設定する電流・温度設定器であり、例えば操作パネル150を特定の条件で使用することにより制御基板121の図示外のメモリに書き込むものである。
【0038】
(2)予熱完了判定処理
図16及び図17に示すように、電源スイッチ155をオンした状態で操作パネル150の運転スイッチ152を押し下げてオンすると、動作スイッチ85がオンし、ヒータアセンブリ40のPTCサーミスタ41に通電される。
このとき、PTCサーミスタ41は、その電気特性から電流値Iが立上り変化してピークIpを経た後に立下り変化して予め決められた閾値(予熱完了判定電流)Ith(例えば1.5A)に至り、その後、略一定の値に達する。
このような電流変化に伴って、PTCサーミスタ41が熱圧着搬送ロール30(30a又は30b)を加熱するため、熱圧着搬送ロール30の表面温度Tsは徐々に増加していき、前記予熱完了判定電流Ithに至った時点では熱圧着搬送ロール30の目標制御温度の下限値T1(例えば110℃)に達し、その後、熱圧着搬送ロール30の目標制御温度の上限値T2(例えば120℃)に達する。
尚、熱圧着搬送ロール30の目標制御温度の上限値T2は、PTCサーミスタ41の設定温度に依存して設定される。
特に、本例では、PTCサーミスタ41に通電が開始される前はREADYランプ162は消灯しているが、PTCサーミスタ41に通電が開始されてから、PTCサーミスタ41を流れる電流値Iが立上り変化している間、並びに、立下り変化している間で且つ予熱完了判定電流Ithに至らない間は、READYランプ162が点滅する。そして、PTCサーミスタ41を流れる電流値Iが立下り変化して予熱完了判定電流Ith以下に至ると、READYランプ162が点灯した状態を保つ。
尚、運転スイッチ152のオンに伴って運転ランプ161は点灯するようになっている。
【0039】
(3)厚みセンサによるモータ回転制御処理
図16及び図17に示すように、PTCサーミスタ41に通電が開始されてから、その電流値Iが予熱完了判定電流Ith以下に至ると、熱圧着搬送ロール30の表面温度Tsは目標制御温度の下限値T1に達し、ラミネート装置20としてラミネート処理に供することが可能な状態に至る。
この状態において、ラミネート処理対象の厚みdがd1,d2,d3(d1<d2<d3)と仮定すると、厚みセンサ140の検出出力は制御基板121に搭載された速度設定器145を介して駆動モータ70に制御信号を送出するようになっている。
先ず、ラミネート処理対象の厚みdがd1のときを想定すると、図17に示すように、駆動モータ70の駆動時間tが短い時間t1になるように駆動モータ70の駆動時間tを制御し、かつ、駆動モータ70の回転数mを高い値m1になるように駆動モータ70の回転数mを制御する。
この場合、ラミネート処理対象が薄いため、ラミネート処理対象の熱容量が小さく、熱圧着搬送ロール30の搬送速度を速めて且つ駆動時間tを短縮したとしても、ラミネート処理は良好に実施される。
次に、ラミネート処理対象の厚みdがd2のときを想定すると、図17に示すように、駆動モータ70の駆動時間tがt1に比べて長い時間t2になるように駆動モータ70の駆動時間tを制御し、かつ、駆動モータ70の回転数mをm1に比べて低い値m2になるように駆動モータ70の回転数mを制御する。
この場合、ラミネート処理対象がd1に比べて厚くなるため、ラミネート処理対象の熱容量がd1の場合に比べて増大し、熱圧着搬送ロール30の搬送速度を遅めて且つ駆動時間tを延ばすことで、ラミネート処理は良好に実施される。
更に、ラミネート処理対象の厚みdがd3のときを想定すると、図17に示すように、駆動モータ70の駆動時間tがt2に比べて更に長い時間t3になるように駆動モータ70の駆動時間tを制御し、かつ、駆動モータ70の回転数mをm2に比べて更に低い値m3になるように駆動モータ70の回転数mを制御する。
この場合、ラミネート処理対象がd2の場合に比べて更に厚くなるため、ラミネート処理対象の熱容量がd3の場合に比べて更に増大し、熱圧着搬送ロール30の搬送速度をd2の場合に比べて更に遅めて且つ駆動時間tを更に延ばすことで、ラミネート処理は良好に実施される。
【0040】
−運転モード−
図18は運転モード時におけるラミネート装置20の各部の動作状態を示すタイミングチャートを示す。
今、運転スイッチ152をオンすると、制御基板121の各回路に通電されることから、ヒータリレーが励磁されることに伴って動作スイッチ85がオンする。この状態において、自己保持回路170(図16参照)により制御基板121の各回路への通電が保持されることから、動作スイッチ85のオン状態が保持され、ヒータアセンブリ40のヒータとしてのPTCサーミスタ41に通電され続ける。
また、上述したように、運転スイッチ152がオンすると、運転ランプ161は予熱中、予熱完了後のいずれも点灯し続ける。一方、予熱中はREADYランプ162が点滅し、予熱完了でREADYランプ162が点灯するため、ラミネート装置20が予熱中であるか否かがREADYランプ162の状態を見ることで把握される。
更に、本例では、予熱中は駆動モータ70は逆転し、かつ、低速で回転するため、ラミネート装置20に対し予熱中にラミネート処理対象を挿入しようとしても、ラミネート処理対象が熱圧着搬送ロール30に誤って引き込まれることはない。
更にまた、予熱完了後は、駆動モータ70は速度表示器163で設定した設定速度にて正転するため、ラミネート処理が迅速に実施される。
更に、本実施の形態では、運転スイッチ152を再度押し下げるという停止操作を行うと、停止シーケンスが行われてラミネート装置20の運転が停止される。このとき、停止操作に伴ってヒータとしてのPTCサーミスタ41への通電は解除されるが、ラミネート装置20が完全に停止するには、停止操作後、予め決められた時間(例えば1〜2分)熱圧着搬送ロール30等が空回転してクーリング動作を行い、しかる後、自己保持回路を解除して停止シーケンスが終了する。
【0041】
−自動停止処理−
この自動停止処理は、図19(a)に示すように、PTCサーミスタ41への通電状態で長時間不使用時にラミネート装置20を自動停止するものである。
本例では、長時間不使用であるという判定基準は、例えばPTCサーミスタ41への通電に伴う電流値Iが予め決められた閾値Ith’(例えば0.5A)以下で予め決められた時間tw(例えば10分)以上経過したという条件に基づく。
このように長時間不使用である場合には、熱圧着搬送ロール30の表面温度Tsもかなり高い温度Tw(例えば150℃)に至ることもあり得るので、安全性を考慮して、長時間不使用時には制御基板121の各回路への自己保持回路170を解除して停止シーケンスを終了する。
−異常検出処理−
この異常検出処理は、図19(b)に示すように、例えばPTCサーミスタ41への配線が断線したような異常事態を検出し、異常事態検出時にラミネート装置20を自動停止するものである。
本例では、異常事態検出であるという判定基準は、例えばPTCサーミスタ41への配線が断線し、電流値Iが予め決められた閾値Ith”(例えば0.3A)以下に至ったという条件に基づく。
このように異常事態が検出される場合には、駆動モータ70を停止すると共に、PTCサーミスタ41への通電を停止し、更に、表示器160にエラー表示をする。
ここで、エラー表示は、例えば運転ランプ161、READYランプ162を点滅させ、速度表示器163にエラー文字に相当するEを表示する。この状態において、運転スイッチ152の押し下げで直ちに自己保持回路170を解除して停止シーケンスを終了する。そして、再度運転スイッチ152を押し下げることでエラーをクリアし、ラミネート装置20の再運転を開始する。
【0042】
−自己保持回路と停止シーケンス−
図20は、自己保持回路の形成に伴う各部の動作状態を示すタイミングチャートである。
同図において、運転スイッチ152をオンすると、これに伴って、自己保持リレーをオンさせ、自己保持リレー電源をオンすることで自己保持回路を形成する。
また、運転中に、運転スイッチ152をオンすると、停止モードになり、ヒータとしてのPTCサーミスタ41への通電をオフすると共に、運転ランプ161を点滅させ、予め決められた時間te(例えば1分)後に自己保持リレーをオフすることで、自己保持リレー電源による自己保持をオフし、自己保持回路を解除する。
ここで、自己保持リレーオフ時には、制御基板電源が動作領域にある間に、自己保持リレー電源をリレー動作電圧よりも低下させることが必要である。
また、自己保持リレー電源による自己保持オフ時には、制御基板電源を速やかに低下させ、運転スイッチ152オン時のリセット回路が正常に動作するように設計することが好ましい。
尚、本実施の形態では、自己保持回路を用いる方式を採用しているが、これを用いずに運転スイッチ152のオンオフに連動して制御基板電源をオンオフするようにしてもよいことは勿論である。
【0043】
◎変形の形態1
本実施の形態では、厚みセンサ140によるモータ回転制御を実施する態様が開示されているが、これに限られるものではなく、例えば図21に示すように、厚みセンサ140によるモータ回転制御に代えて、ラミネート処理対象選択スイッチ190により厚みが複数異なるラミネート処理対象を適宜選択し、これを制御装置120に入力することで、厚みの異なるラミネート処理対象毎にモータ回転制御を実行するようにしてもよい。
【0044】
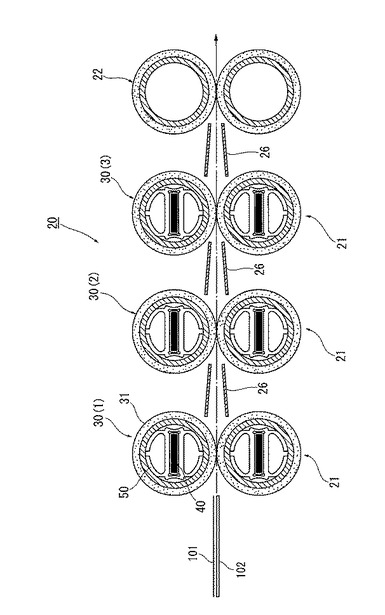
◎実施の形態2
図22は本発明が適用されたラミネート装置の実施の形態2の概要を示す。
同図において、ラミネート装置20は、熱圧着搬送装置21として複数組(本例では3組)の対構成の熱圧着搬送ロール30(具体的には30(1),30(2),30(3))を配設し、このシート搬送方向下流側にラミネートされたシート102が引張搬送される対構成の搬送ロール22を配設したものである。
ここで、各熱圧着搬送ロール30は実施の形態1と同様に構成されており、また、各熱圧着搬送ロール30及び搬送ロール22間にはラミネートされたシート102を案内するための案内部材26が必要に応じて設けられている。尚、実施の形態1と同様な構成要素については実施の形態1と同様な符号を付してここではその詳細な説明を省略する。
本実施の形態によれば、複数組の対構成の熱圧着搬送ロール30を備えているので、ラミネートフィルム101及びシート102に対するラミネート処理を複数に分割して実現することが可能になり、その分、ラミネート処理をより高速に実現することができる。
【0045】
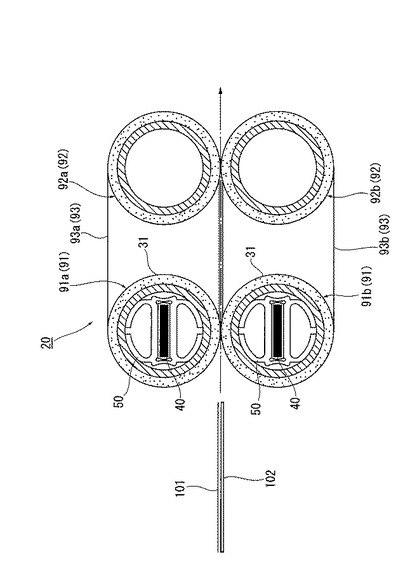
◎実施の形態3
図23は本発明が適用されたラミネート装置の実施の形態3の概要を示す。
同図において、ラミネート装置20は、実施の形態1,2と異なり、例えばいずれもが中空ロール状に形成され且つラミネートフィルム101とシート102とを挟持搬送する対構成の上流側圧着搬送ロール91(具体的には91a,91b)と、この下流側に設けられていずれもがロール状に形成され且つラミネートフィルム101とシート102とを挟持搬送する対構成の下流側圧着搬送ロール92(具体的には92a,92b)と、これらの対構成の上流側、下流側圧着搬送ロール91,92間に夫々掛け渡される例えばポリイミド樹脂などのベルト部材93(具体的には93a,93b)とを有し、例えば対構成の上流側圧着搬送ロール91にヒータアセンブリ40を熱伝達保持枠50を介して保持するようにしたものである。
本実施の形態では、上流側圧着搬送ロール91(91a,91b)が熱圧着搬送ロール30として実質的に機能し、上流側圧着搬送ロール91(91a,91b)を通過したラミネートされたシート102はベルト部材93(93a,93b)間に挟持された状態で搬送された後下流側圧着搬送ロール92(92a,92b)を経て排出される。
このとき、上流側圧着搬送ロール91(91a,91b)によるラミネート処理は実施の形態1と略同様に好適に行われる。
【符号の説明】
【0046】
1(1a,1b)…圧着搬送部材,2…板状加熱体,3…熱伝達保持枠,5…保持筒枠,6…熱伝達腕枠,10…熱圧着搬送装置,11…ラミネートフィルム,12…シート,13…搬送部材,14…電源,15…制御装置,15a…予熱完了判定部,15b…駆動制御部,15c…停止処理制御部,15d…自動停止処理制御部,15e…駆動切替部,16…運転スイッチ,17…駆動源,18…電流検出器,I…電流値,t…時間,Iy…予熱完了判定電流
【特許請求の範囲】
【請求項1】
熱溶融性接着剤が塗布されたラミネートフィルムとシートとを重ねて貼り合わせるラミネート装置であって、
少なくとも前記ラミネートフィルムとシートとを重ねて搬送しながら熱圧着する熱圧着搬送装置と、
この熱圧着搬送装置を制御する制御装置と、
前記熱圧着搬送装置及び制御装置に対し運転時に電源からの電力を通電する運転スイッチと、を備え、
前記熱圧着搬送装置は、
少なくとも一方が中空ロール状に形成され且つ前記ラミネートフィルムとシートとを挟持搬送する対構成の圧着搬送部材と、
対構成の圧着搬送部材のうち中空ロール状に形成された圧着搬送部材に内蔵され且つ板状のPTCサーミスタが含まれる板状加熱体と、
前記中空ロール状の圧着搬送部材内に接触配置されると共に前記板状加熱体が保持され且つ板状加熱体からの熱が圧着搬送部材に伝達可能な熱伝達保持枠と、を有し、
前記制御装置は、
前記運転スイッチをオンにすることによる運転時に前記板状加熱体のPTCサーミスタへの通電に伴う電流値を検出する電流検出器と、
この電流検出器にて検出される電流値が立上り変化してピークを経た後に立下り変化して予め決められた値に至った条件下で、前記板状加熱体による前記圧着搬送部材の表面温度がラミネート可能な温度に至る予熱完了状態を判定する予熱完了判定部と、を有することを特徴とするラミネート装置。
【請求項2】
請求項1記載のラミネート装置において、
前記制御装置は、前記予熱完了判定部が前記予熱完了状態を判定するに至るまでの間、予熱中であることを表示する予熱表示器を備えていることを特徴とするラミネート装置。
【請求項3】
請求項1又は2記載のラミネート装置において、
前記制御装置は、
前記対構成の圧着搬送部材に対し正逆回転可能な駆動力が供給される駆動源を制御し、前記予熱完了判定部が前記予熱完了状態を判定するに至るまでの間、前記対構成の圧着搬送部材を逆回転駆動又は停止させる駆動制御部を備えることを特徴とするラミネート装置。
【請求項4】
請求項1ないし3いずれかに記載のラミネート装置において、
前記制御装置は、前記運転スイッチをオフにするとき、運転スイッチのオフ操作に連動して前記板状加熱体のPTCサーミスタへの通電を遮断した後、予め決められた時間だけ前記対構成の圧着搬送部材を空回転させた後に駆動源への通電を停止する停止処理制御部を備えることを特徴とするラミネート装置。
【請求項5】
請求項1ないし4いずれかに記載のラミネート装置において、
前記制御装置は、前記予熱完了判定部による予熱完了状態を判定した後の電流検出器により検出された電流値が予め決められた値まで降下した条件では、前記板状加熱体のPTCサーミスタへの通電及び駆動源への通電のうち少なくとも前記板状加熱体のPTCサーミスタへの通電を遮断する自動停止処理制御部を備えていることを特徴とするラミネート装置。
【請求項6】
請求項1ないし5いずれかに記載のラミネート装置において、
前記制御装置は、前記対構成の圧着搬送部材に対し回転可能な駆動力が供給される駆動源を制御し、前記駆動源による回転速度を可変に切り替える駆動切替部を備えることを特徴とするラミネート装置。
【請求項7】
請求項6記載のラミネート装置において、
前記制御装置は、ラミネートフィルムとシートとのラミネート処理対象の厚みが検出可能な厚み検出器を有し、この厚み検出器による厚み情報に基づいて、厚み情報が厚い場合に薄い場合に比べて駆動源による回転速度を遅くするように、前記駆動切替部により駆動源を制御することを特徴とするラミネート装置。
【請求項1】
熱溶融性接着剤が塗布されたラミネートフィルムとシートとを重ねて貼り合わせるラミネート装置であって、
少なくとも前記ラミネートフィルムとシートとを重ねて搬送しながら熱圧着する熱圧着搬送装置と、
この熱圧着搬送装置を制御する制御装置と、
前記熱圧着搬送装置及び制御装置に対し運転時に電源からの電力を通電する運転スイッチと、を備え、
前記熱圧着搬送装置は、
少なくとも一方が中空ロール状に形成され且つ前記ラミネートフィルムとシートとを挟持搬送する対構成の圧着搬送部材と、
対構成の圧着搬送部材のうち中空ロール状に形成された圧着搬送部材に内蔵され且つ板状のPTCサーミスタが含まれる板状加熱体と、
前記中空ロール状の圧着搬送部材内に接触配置されると共に前記板状加熱体が保持され且つ板状加熱体からの熱が圧着搬送部材に伝達可能な熱伝達保持枠と、を有し、
前記制御装置は、
前記運転スイッチをオンにすることによる運転時に前記板状加熱体のPTCサーミスタへの通電に伴う電流値を検出する電流検出器と、
この電流検出器にて検出される電流値が立上り変化してピークを経た後に立下り変化して予め決められた値に至った条件下で、前記板状加熱体による前記圧着搬送部材の表面温度がラミネート可能な温度に至る予熱完了状態を判定する予熱完了判定部と、を有することを特徴とするラミネート装置。
【請求項2】
請求項1記載のラミネート装置において、
前記制御装置は、前記予熱完了判定部が前記予熱完了状態を判定するに至るまでの間、予熱中であることを表示する予熱表示器を備えていることを特徴とするラミネート装置。
【請求項3】
請求項1又は2記載のラミネート装置において、
前記制御装置は、
前記対構成の圧着搬送部材に対し正逆回転可能な駆動力が供給される駆動源を制御し、前記予熱完了判定部が前記予熱完了状態を判定するに至るまでの間、前記対構成の圧着搬送部材を逆回転駆動又は停止させる駆動制御部を備えることを特徴とするラミネート装置。
【請求項4】
請求項1ないし3いずれかに記載のラミネート装置において、
前記制御装置は、前記運転スイッチをオフにするとき、運転スイッチのオフ操作に連動して前記板状加熱体のPTCサーミスタへの通電を遮断した後、予め決められた時間だけ前記対構成の圧着搬送部材を空回転させた後に駆動源への通電を停止する停止処理制御部を備えることを特徴とするラミネート装置。
【請求項5】
請求項1ないし4いずれかに記載のラミネート装置において、
前記制御装置は、前記予熱完了判定部による予熱完了状態を判定した後の電流検出器により検出された電流値が予め決められた値まで降下した条件では、前記板状加熱体のPTCサーミスタへの通電及び駆動源への通電のうち少なくとも前記板状加熱体のPTCサーミスタへの通電を遮断する自動停止処理制御部を備えていることを特徴とするラミネート装置。
【請求項6】
請求項1ないし5いずれかに記載のラミネート装置において、
前記制御装置は、前記対構成の圧着搬送部材に対し回転可能な駆動力が供給される駆動源を制御し、前記駆動源による回転速度を可変に切り替える駆動切替部を備えることを特徴とするラミネート装置。
【請求項7】
請求項6記載のラミネート装置において、
前記制御装置は、ラミネートフィルムとシートとのラミネート処理対象の厚みが検出可能な厚み検出器を有し、この厚み検出器による厚み情報に基づいて、厚み情報が厚い場合に薄い場合に比べて駆動源による回転速度を遅くするように、前記駆動切替部により駆動源を制御することを特徴とするラミネート装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【公開番号】特開2013−95117(P2013−95117A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−242578(P2011−242578)
【出願日】平成23年11月4日(2011.11.4)
【出願人】(309008642)株式会社明光商会 (1)
【出願人】(501315762)株式会社サカエ (18)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年11月4日(2011.11.4)
【出願人】(309008642)株式会社明光商会 (1)
【出願人】(501315762)株式会社サカエ (18)
【Fターム(参考)】
[ Back to top ]