
ランスパイプ
【課題】芯金に曲がっている部分を有するランスパイプであって、粉末など固体の溶湯処理剤を導入しても芯金が損耗し難く、且つ、容易に製造することができるランスパイプを提供する。
【解決手段】金属製で円管状の芯金10、及び、芯金の外周面を被覆する耐火物層20を備え、固体の溶湯処理剤を溶融金属に供給するランスパイプ1であって、芯金は、溶湯処理剤が導入される導入口21から直線状に伸びる直管部11、及び、直管部から湾曲して延設される曲管部12を備え、芯金の直管部の内周面、及び、曲管部において曲管部の湾曲に対して外側となる方向の内周面から、芯金の内径の1/20〜1/2の高さ突出している一以上の金属製の突片Pを具備する。
【解決手段】金属製で円管状の芯金10、及び、芯金の外周面を被覆する耐火物層20を備え、固体の溶湯処理剤を溶融金属に供給するランスパイプ1であって、芯金は、溶湯処理剤が導入される導入口21から直線状に伸びる直管部11、及び、直管部から湾曲して延設される曲管部12を備え、芯金の直管部の内周面、及び、曲管部において曲管部の湾曲に対して外側となる方向の内周面から、芯金の内径の1/20〜1/2の高さ突出している一以上の金属製の突片Pを具備する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ランスパイプに関するものであり、特に、芯金に曲がっている部分を有するランスパイプに関するものである。
【背景技術】
【0002】
ランスパイプは、製銑・製鋼工程などにおいて、溶銑や溶鋼等の溶融金属の撹拌、脱リン・脱炭素・脱珪・脱硫処理等の非金属成分の除去処理、成分調整、温度制御等のために、ガスや溶湯処理剤を溶融金属中に吹き込む長尺のパイプである。このランスパイプは、鋼等の金属製の管(芯金)と、芯金の外周面を被覆するように設けられる耐火物層とによって主に構成されている。このようなランスパイプとして、従来、芯金が直線状に伸びている直管タイプの他、芯金が途中で曲がっており、側面視が略J字形または略L字形のタイプ、いわゆる「Jランス」、「Lランス」と称されるランスパイプが使用されている(例えば、特許文献1参照)。
【発明の概要】
【発明が解決しようとする課題】
【0003】
上記のJランスやLランスなど、芯金が曲がっているランスパイプを用いて、粉末など固体の溶湯処理剤を溶融金属に供給する場合、芯金が曲がってい部分の内周面に、落下してきた溶湯処理剤が衝突することとなる。そのため、溶湯処理剤の衝突を繰り返し受けることによって、芯金がその部分で損耗し、ランスパイプの耐用期間が非常に短いという問題があった。
【0004】
このような問題を解決するに当たり、単純に考えた場合は、金属製の芯金の内周面を肉盛り溶接することにより、曲がっている部分で芯金を厚くするという手段を想到し得る。しかしながら、芯金の内周面を肉盛り溶接することは、非常に手間がかかる作業であり、コストもかかるという問題があった。
【0005】
そこで、本発明は、上記の実情に鑑み、芯金に曲がっている部分を有するランスパイプであって、粉末など固体の溶湯処理剤を導入しても芯金が損耗し難く、且つ、容易に製造することができるランスパイプの提供を、課題とするものである。
【課題を解決するための手段】
【0006】
上記の課題を解決するため、本発明にかかるランスパイプは、「金属製で円管状の芯金、及び、該芯金の外周面を被覆する耐火物層を備え、固体の溶湯処理剤を溶融金属に供給するランスパイプであって、前記芯金は、溶湯処理剤が導入される導入口から直線状に伸びる直管部、及び、該直管部から湾曲して延設される曲管部を備え、前記芯金の直管部の内周面、または/及び、前記曲管部において前記曲管部の湾曲に対して外側となる方向の内周面から、前記芯金の内径の1/20〜1/2の高さ突出している一以上の金属製の突片を具備する」ものである。
【0007】
「芯金」は、鋼や合金鋼等の金属で構成される管状の部材であり、「円管状」とは断面が円形または楕円形であることを指している。なお、芯金の材質や寸法は、対象とする溶融金属の処理量、処理温度、流通させる溶湯処理剤の種類や流量等により、適宜設定することができる。
【0008】
「耐火物層」を構成する耐火材料の種類は特に限定されず、例えば、耐スポーリング性に優れるアルミナ−シリカ系、ハイアルミナ系、アルミナ−クロム系耐火材料や、耐熱衝撃性や耐食性に優れるアルミナ−マグネシア系耐火材料を使用することができる。また、一つのランスパイプに形成される耐火物層は、単一種類の耐火材料により構成されるものであっても、部分的に異なる種類の耐火材料が配されるものであっても構わない。更に、耐火物層は、キャスタブル耐火材料の泥しょうを固化、乾燥させたキャスタブル耐火物層であっても、加圧成形工程を経て形成された定形耐火物層であっても、両者を複合させた耐火物層であっても良い。
【0009】
「固体の溶湯処理剤」としては、CaO、FeO、Na2CO3、CaF2等、粉末状、顆粒状、粒状、小塊状の処理剤を例示することができる。なお、本発明のランスパイプは固体の溶湯処理剤を溶融金属に供給するものであるが、固体の溶湯処理剤に加えて気体や液体を溶融金属に供給するものであっても良い。
【0010】
「金属製の突片」は、鋼や合金鋼等の金属で形成することができ、材質は芯金と同一であっても相違していても良い。また、「芯金の内径」は、芯金が円形の場合は直径を指しており、芯金が楕円形の場合は、「突片」が突出している方向に伸びる仮想の直線が、芯金の内部空間を横切る長さを指している。
【0011】
一般的に、ランスパイプは、芯金の直管部がほぼ鉛直となる状態、或いは、直管部が鉛直より少し傾けられた状態で溶融金属に浸漬される。そして、導入口から導入された溶湯処理剤は、重力に従って直管部の内部空間を落下し、曲管部の内周面に衝突した後、曲管部の内部空間を落下する。上記構成の本発明により、突片が直管部の内周面に設けられている場合は、突片が溶湯処理剤の落下運動に対する抵抗となり、曲管部の内周面に溶湯処理剤が衝突する際の衝撃が低減される。これにより、溶湯処理剤の衝突による芯金の損耗を低減することができ、ランスパイプの耐用期間を長期化することができる。
【0012】
また、曲管部において、落下する溶湯処理剤の衝突によって芯金が損耗し易い部分は、曲管部の湾曲に対して外側となる方向の内周面である。そのため、上記構成により突片が曲管部に設けられている場合は、部分的ではあっても、損耗し易い部分で芯金が厚くなっているのと同様の構成となり、溶湯処理剤の衝突による芯金の損耗を低減することができる。また、溶湯処理剤の落下運動が突片によって妨げられることにより、突片の上流側に溶湯処理剤が溜まり易い。これにより、溜まった溶湯処理剤によって、損耗し易い部分で芯金の内周面が保護されるため、溶湯処理剤の衝突による損耗を低減することができる。
【0013】
ここで、突片が突出している高さが低すぎる場合は上記の作用が十分に発揮されず、逆に、突片が高すぎる場合は芯金の詰まりにつながり溶融金属への溶湯処理剤の供給が阻害される。本発明では、突片が突出している高さを芯金の内径の1/20〜1/2としたことにより、後述のように、上記の作用を十分に発揮させつつ、溶融金属に溶湯処理剤を問題なく供給することができる。なお、突片が突出している高さは芯金の内径の約1/6であれば、特に望ましい。
【0014】
また、突片は芯金と同じく金属製であるため、溶接によって芯金の内周面に取り付けることができる。これにより、突片は芯金の内周面に強固に固着され脱落しにくいと共に、取り付ける作業も、芯金の内周面に沿って肉盛り溶接する場合と比べて極めて容易に行うことができる。
【0015】
本発明にかかるランスパイプは、「前記突片は、前記直管部の前記曲管部側の端部において、前記曲管部の湾曲に対して外側となる方向の内周面に設けられている」ものとすることができる。
【0016】
曲管部において、曲管部の湾曲に対して外側となる方向の内周面のうち、落下する溶湯処理剤の衝突によって最も損耗し易い部分は、芯金が曲がり始める部分、すなわち、直管部との境界付近である。本発明では、上記構成により、芯金が最も損耗し易い部分の直ぐ上流側である直管部端部に、突片が設けられる。これにより、溶湯処理剤はこの突片に当たって散乱し、最も芯金が損耗し易い部分は突片の陰となって、溶湯処理剤の衝突から守られる。その結果、溶湯処理剤の衝突による芯金の損耗を、有効に低減することができる。なお、突片が複数設けられる場合、他の突片は別の位置に設けることができる。
【0017】
本発明にかかるランスパイプは、「前記突片は、前記曲管部において複数が所定間隔で列設されている」ものとすることができる。
【0018】
複数が所定間隔で列設された突片と突片の間には、突片の高さ分の深さを有する溝部が形成されることとなる。そのため、突片によって落下運動が妨げられた溶湯処理剤は、この溝部に溜まり易い。
【0019】
従って、本発明によれば、曲管部の損耗し易い部分の内周面において、溝部に捕集された溶湯処理剤の層が形成される。これにより、溶湯処理剤の衝突によって損耗し易い部分が、溶湯処理剤自体によって保護される効果を高め、より有効に芯金の損耗を低減することができる。
【発明の効果】
【0020】
以上のように、本発明の効果として、芯金に曲がっている部分を有するランスパイプであって、粉末など固体の溶湯処理剤を導入しても芯金が損耗し難く、且つ、容易に製造することができるランスパイプを、提供することができる。
【図面の簡単な説明】
【0021】
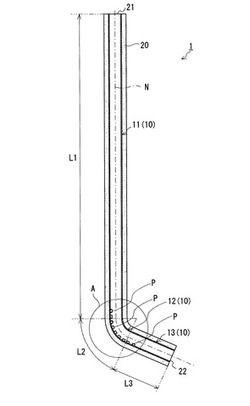
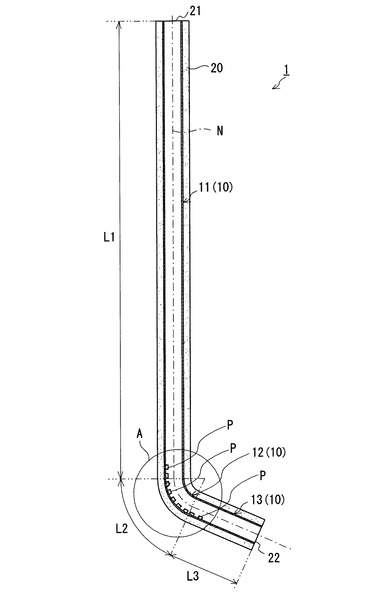
【図1】本実施形態のランスパイプの縦断面図である。
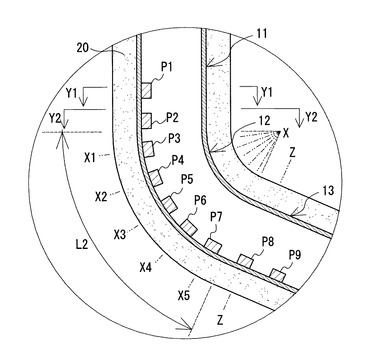
【図2】図1におけるA範囲の拡大図である。
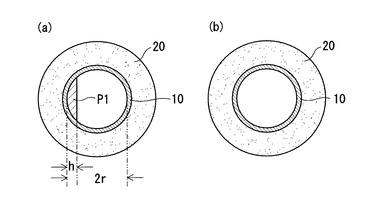
【図3】(a)Y1−Y1線端面図、(b)Y2−Y2線端面図である。
【図4】実施例1のランスパイプを4ch使用後に、各突片の高さ、及び、その近傍での芯金の厚さを測定した結果を示すグラフである。
【図5】突片の形状に関して他の実施形態を示す横断面図である。
【図6】他の実施形態としてL字形のランスパイプを示す縦断面図である。
【発明を実施するための形態】
【0022】
以下、本発明の一実施形態であるランスパイプの構成について、図1乃至図3に基づいて説明する。
【0023】
本実施形態のランスパイプは1、金属製で円管状の芯金10、及び、芯金10の外周面を被覆する耐火物層20を備え、固体の溶湯処理剤を溶融金属に供給するランスパイプであって、芯金10は、溶湯処理剤が導入される導入口21から直線状に伸びる直管部11、及び、直管部11から湾曲して延設される曲管部12を備え、直管部11の内周面、及び、曲管部12において曲管部12の湾曲に対して外側となる方向の内周面から、芯金10の内径の1/20〜1/2の高さ突出している複数の金属製の突片P1〜P9を具備している。
【0024】
より詳細に説明すると、芯金10は、鋼や合金鋼等の耐熱性を有する金属で、断面が略円形の長尺管状に形成されている。そして、本実施形態の芯金10は、図1にL1で示した範囲の直管部11、及び、L2で示した範囲の曲管部12に加え、更に曲管部12の直管部11とは反対側の端部から延設された図示L3範囲の第二直管部13を備えており、導入口21から導入された溶湯処理剤は、第二直管部13の開口部22から溶融金属に供給される。
【0025】
本実施形態のランスパイプは1、九つの突片P1〜P9を備えており、そのうち突片P2は直管部11の曲管部12側の端部に設けられ、突片P1は直管部11において突片P2の近傍に設けられている。他の突片P3〜P9は、曲管部12から第二直管部13にかけて、所定間隔で列設されている。なお、以下では、突片P1〜P9を特に区別する必要がない場合は、突片Pと総称して説明する。
【0026】
また、突片Pは金属製で、図3(a)に図2におけるY1−Y1線端面図(突片P1)を示すように略かまぼこ型であり、かまぼこ型の湾曲面を芯金10の内周面に当接させて、芯金10に対して溶接されている。なお、突片Pは何れも同形であり、図2におけるX−X1線端面、X−X2線端面、X−X3線端面、X−X4線端面、X−X5線端面、及びZ−Z線端面は、それぞれの切断線を紙面左右方向とすれば、図3(a)と同一に表れる。また、突片Pはそれぞれ芯金10の中心線Nに対して直交する方向に突出しており、本実施形態では突片が突出している高さhは芯金10の内径2rの約1/6に設定されている。
【0027】
上記構成により、本実施形態のランスパイプ1によれば、曲管部12の湾曲に対して外側となる方向の内周面において、芯金10が最も損耗し易い部分であって、芯金10が曲がり始める部分の直ぐ上流に突片P1及び突片P2が存在する。そのため、溶湯処理剤はこれらの突片P1,P2に当たって散乱するため、最も損耗し易い部分の芯金10は溶湯処理剤の衝突から免れ易く、この部分での芯金10の損耗を低減することができる。
【0028】
加えて、直管部11に設けられた突片P1,P2は、直管部11を落下する溶湯処理剤に対して抵抗として作用する。これにより、曲管部12の内周面に溶湯処理剤が衝突する際の衝撃が低減され、芯金10の損耗を低減することができる。
【0029】
また、曲管部12においては、列設された突片P3〜P7によって落下運動を妨げられた溶湯処理剤が、これら複数の突片間に形成される溝部に堆積し易い。これにより、堆積した溶湯処理剤の層によって、損耗し易い部分で芯金10の内周面が保護されるため、溶湯処理剤の衝突による損耗を低減することができる。
【0030】
更に、突片Pは芯金10と同じく金属製であるため、溶接によって芯金10の内周面に強固かつ容易に取り付けることができる。
【実施例】
【0031】
圧力配管用炭素鋼製で内径約55mm、厚さ約4mmの芯金に、同材質の突片を上記と同様の配置で九つ設けたランスパイプS1〜S4、及び、芯金の材質、内径、及び厚さはランスパイプS1〜S4と同一であるが突片を全く設けない従来のランスパイプS0を用いて、実際に溶融金属に粉末状の溶湯処理剤を供給する作業をそれぞれ同条件で行った。ここで、ランスパイプS1〜S4における突片の高さは、芯金の内径に対してそれぞれ約1/20、1/6、1/2、3/5であり、一つのランスパイプにおいて九つの突片の高さは同一とした。結果を、表1にまとめて示す。
【0032】
【表1】

【0033】
突片を有しない従来のランスパイプS0では、2ch(チャージ)使用後に、曲管部における芯金の損耗が激しく、芯金の厚さがほとんどゼロとなる部分が生じたため、その後の使用は不可能となった。ここで、最も損耗が著しかった部分は、本実施形態のランスパイプにおいて突片P2〜P4を設けた位置に相当する部分、すなわち、芯金が曲がり始める部分であった。また、突片の高さが芯金の内径の約1/20であるランスパイプS1は3ch使用後に、芯金の損耗によってその後の使用は不可能となった。
【0034】
一方、突片の高さが芯金の内径の約1/2であるランスパイプS4では3ch使用後に、突片の高さが芯金の内径の約3/5であるランスパイプS5では1chの使用で、芯金に詰まりが生じて溶湯処理剤の供給ができなくなった。
【0035】
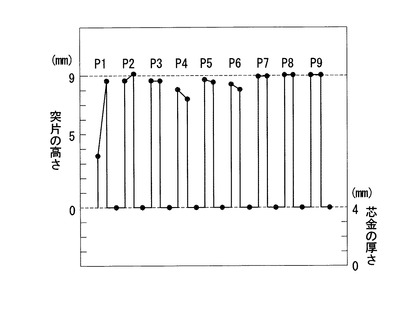
これに対し、突片の高さが芯金の内径の約1/6(約9mm)であるランスパイプS3は、芯金が損耗するまで7chの使用が可能であり、7chの使用後にも芯金に詰まりは生じていなかった。ここで、ランスパイプS3を4ch使用した後に、各突片の高さ、及び、その近傍での芯金の厚さを測定した結果を図4に示す。
【0036】
図4から、最も上流側にある突片P1の損耗が最も大きく、その直ぐ下流側の突片P2及びP3はそれほど損耗していないことが分かる。これにより、突片P2及びP3の設けられた部分は、ランスパイプS0に関する結果から分かるように溶湯処理剤の衝突によって損耗しやすい部分であるにも関わらず、突片P1の影となって溶湯処理剤による衝撃から免れていると考えられた。また、突片P4から突片P6にかけては、突片P1ほどではないまでも損耗が見られ、突片P1では遮ることができなかった溶湯処理剤の衝撃を、この部分の突片で受けていると考えられた。そして、各突片の間の溝部では、芯金の厚さの減少は見られなかった。
【0037】
上記の結果から、突片を設けることによって、芯金の損耗が有効に防止されていることが確認された。そして、突片の高さが芯金の内径の約1/20〜1/2であれば、芯金に詰まりを生じることなく、実用的な処理回数である3ch以上の使用が可能であった。更に、突片の高さが芯金の内径の約1/6であれば、従来のランスパイプS0に比べて耐用期間を非常に長期化することができ、特に良好であった。
【0038】
以上、本発明について好適な実施形態を挙げて説明したが、本発明は上記の実施形態に限定されるものではなく、以下に示すように、本発明の要旨を逸脱しない範囲において、種々の改良及び設計の変更が可能である。
【0039】
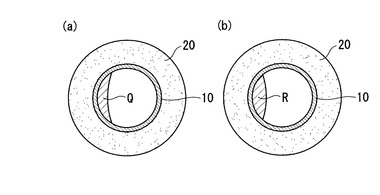
例えば、本実施形態では、突片Pがかまぼこ型であり、芯金10の内部側に平坦な面を向けている場合を例示したが、これに限定されず、図5(a),(b)に例示するように、芯金の内部側となる面が湾曲している形状の突片Q,Rとすることができる。
【0040】
また、上記では、突片を複数設ける場合を例示したが、突片は一つでも良い。この場合は、直管部の曲管部側の端部において、曲管部の湾曲に対して外側となる方向の内周面に設ければ、最も損耗を受けやすい部分に衝突する前に溶湯処理剤を散乱させることができ、好適である。
【0041】
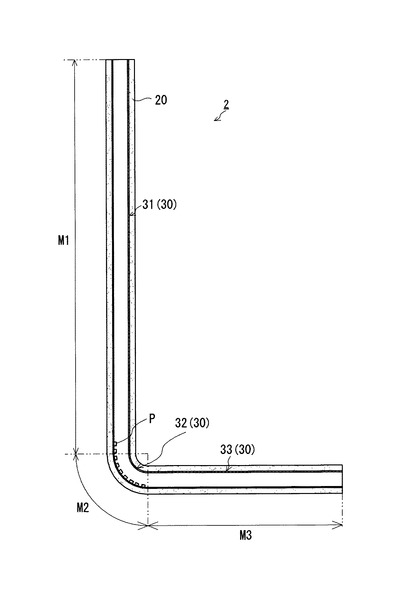
更に、芯金が単層構造の場合を図示して説明したが、二重構造の芯金を用い、内側の芯金に対して突片を設ける構成とすることもできる。更に、上記では曲管部を備えるランスパイプとしてJ字形のものを例示したが、図6に示すように、L字形のランスパイプ2にも本発明を適用することができる。このランスパイプ2は金属製で円管状の芯金30、及び、芯金30の外周面を被覆する耐火物層20を備えており、芯金30は、範囲M1に相当する直管部31、範囲M2に相当する曲管部32、及び、範囲M3に相当する第二直管部33から構成され、直管部31と第二直管部33とはほぼ直角を形成している。
【符号の説明】
【0042】
1,2 ランスパイプ
10,30 芯金
11 直管部(芯金10)
12 曲管部(芯金10)
13 第二直管部(芯金10)
20 耐火物層
21 導入口
31 直管部(芯金30)
32 曲管部(芯金30)
33 第二直管部(芯金30)
【先行技術文献】
【特許文献】
【0043】
【特許文献1】特開平9−287017号公報
【技術分野】
【0001】
本発明は、ランスパイプに関するものであり、特に、芯金に曲がっている部分を有するランスパイプに関するものである。
【背景技術】
【0002】
ランスパイプは、製銑・製鋼工程などにおいて、溶銑や溶鋼等の溶融金属の撹拌、脱リン・脱炭素・脱珪・脱硫処理等の非金属成分の除去処理、成分調整、温度制御等のために、ガスや溶湯処理剤を溶融金属中に吹き込む長尺のパイプである。このランスパイプは、鋼等の金属製の管(芯金)と、芯金の外周面を被覆するように設けられる耐火物層とによって主に構成されている。このようなランスパイプとして、従来、芯金が直線状に伸びている直管タイプの他、芯金が途中で曲がっており、側面視が略J字形または略L字形のタイプ、いわゆる「Jランス」、「Lランス」と称されるランスパイプが使用されている(例えば、特許文献1参照)。
【発明の概要】
【発明が解決しようとする課題】
【0003】
上記のJランスやLランスなど、芯金が曲がっているランスパイプを用いて、粉末など固体の溶湯処理剤を溶融金属に供給する場合、芯金が曲がってい部分の内周面に、落下してきた溶湯処理剤が衝突することとなる。そのため、溶湯処理剤の衝突を繰り返し受けることによって、芯金がその部分で損耗し、ランスパイプの耐用期間が非常に短いという問題があった。
【0004】
このような問題を解決するに当たり、単純に考えた場合は、金属製の芯金の内周面を肉盛り溶接することにより、曲がっている部分で芯金を厚くするという手段を想到し得る。しかしながら、芯金の内周面を肉盛り溶接することは、非常に手間がかかる作業であり、コストもかかるという問題があった。
【0005】
そこで、本発明は、上記の実情に鑑み、芯金に曲がっている部分を有するランスパイプであって、粉末など固体の溶湯処理剤を導入しても芯金が損耗し難く、且つ、容易に製造することができるランスパイプの提供を、課題とするものである。
【課題を解決するための手段】
【0006】
上記の課題を解決するため、本発明にかかるランスパイプは、「金属製で円管状の芯金、及び、該芯金の外周面を被覆する耐火物層を備え、固体の溶湯処理剤を溶融金属に供給するランスパイプであって、前記芯金は、溶湯処理剤が導入される導入口から直線状に伸びる直管部、及び、該直管部から湾曲して延設される曲管部を備え、前記芯金の直管部の内周面、または/及び、前記曲管部において前記曲管部の湾曲に対して外側となる方向の内周面から、前記芯金の内径の1/20〜1/2の高さ突出している一以上の金属製の突片を具備する」ものである。
【0007】
「芯金」は、鋼や合金鋼等の金属で構成される管状の部材であり、「円管状」とは断面が円形または楕円形であることを指している。なお、芯金の材質や寸法は、対象とする溶融金属の処理量、処理温度、流通させる溶湯処理剤の種類や流量等により、適宜設定することができる。
【0008】
「耐火物層」を構成する耐火材料の種類は特に限定されず、例えば、耐スポーリング性に優れるアルミナ−シリカ系、ハイアルミナ系、アルミナ−クロム系耐火材料や、耐熱衝撃性や耐食性に優れるアルミナ−マグネシア系耐火材料を使用することができる。また、一つのランスパイプに形成される耐火物層は、単一種類の耐火材料により構成されるものであっても、部分的に異なる種類の耐火材料が配されるものであっても構わない。更に、耐火物層は、キャスタブル耐火材料の泥しょうを固化、乾燥させたキャスタブル耐火物層であっても、加圧成形工程を経て形成された定形耐火物層であっても、両者を複合させた耐火物層であっても良い。
【0009】
「固体の溶湯処理剤」としては、CaO、FeO、Na2CO3、CaF2等、粉末状、顆粒状、粒状、小塊状の処理剤を例示することができる。なお、本発明のランスパイプは固体の溶湯処理剤を溶融金属に供給するものであるが、固体の溶湯処理剤に加えて気体や液体を溶融金属に供給するものであっても良い。
【0010】
「金属製の突片」は、鋼や合金鋼等の金属で形成することができ、材質は芯金と同一であっても相違していても良い。また、「芯金の内径」は、芯金が円形の場合は直径を指しており、芯金が楕円形の場合は、「突片」が突出している方向に伸びる仮想の直線が、芯金の内部空間を横切る長さを指している。
【0011】
一般的に、ランスパイプは、芯金の直管部がほぼ鉛直となる状態、或いは、直管部が鉛直より少し傾けられた状態で溶融金属に浸漬される。そして、導入口から導入された溶湯処理剤は、重力に従って直管部の内部空間を落下し、曲管部の内周面に衝突した後、曲管部の内部空間を落下する。上記構成の本発明により、突片が直管部の内周面に設けられている場合は、突片が溶湯処理剤の落下運動に対する抵抗となり、曲管部の内周面に溶湯処理剤が衝突する際の衝撃が低減される。これにより、溶湯処理剤の衝突による芯金の損耗を低減することができ、ランスパイプの耐用期間を長期化することができる。
【0012】
また、曲管部において、落下する溶湯処理剤の衝突によって芯金が損耗し易い部分は、曲管部の湾曲に対して外側となる方向の内周面である。そのため、上記構成により突片が曲管部に設けられている場合は、部分的ではあっても、損耗し易い部分で芯金が厚くなっているのと同様の構成となり、溶湯処理剤の衝突による芯金の損耗を低減することができる。また、溶湯処理剤の落下運動が突片によって妨げられることにより、突片の上流側に溶湯処理剤が溜まり易い。これにより、溜まった溶湯処理剤によって、損耗し易い部分で芯金の内周面が保護されるため、溶湯処理剤の衝突による損耗を低減することができる。
【0013】
ここで、突片が突出している高さが低すぎる場合は上記の作用が十分に発揮されず、逆に、突片が高すぎる場合は芯金の詰まりにつながり溶融金属への溶湯処理剤の供給が阻害される。本発明では、突片が突出している高さを芯金の内径の1/20〜1/2としたことにより、後述のように、上記の作用を十分に発揮させつつ、溶融金属に溶湯処理剤を問題なく供給することができる。なお、突片が突出している高さは芯金の内径の約1/6であれば、特に望ましい。
【0014】
また、突片は芯金と同じく金属製であるため、溶接によって芯金の内周面に取り付けることができる。これにより、突片は芯金の内周面に強固に固着され脱落しにくいと共に、取り付ける作業も、芯金の内周面に沿って肉盛り溶接する場合と比べて極めて容易に行うことができる。
【0015】
本発明にかかるランスパイプは、「前記突片は、前記直管部の前記曲管部側の端部において、前記曲管部の湾曲に対して外側となる方向の内周面に設けられている」ものとすることができる。
【0016】
曲管部において、曲管部の湾曲に対して外側となる方向の内周面のうち、落下する溶湯処理剤の衝突によって最も損耗し易い部分は、芯金が曲がり始める部分、すなわち、直管部との境界付近である。本発明では、上記構成により、芯金が最も損耗し易い部分の直ぐ上流側である直管部端部に、突片が設けられる。これにより、溶湯処理剤はこの突片に当たって散乱し、最も芯金が損耗し易い部分は突片の陰となって、溶湯処理剤の衝突から守られる。その結果、溶湯処理剤の衝突による芯金の損耗を、有効に低減することができる。なお、突片が複数設けられる場合、他の突片は別の位置に設けることができる。
【0017】
本発明にかかるランスパイプは、「前記突片は、前記曲管部において複数が所定間隔で列設されている」ものとすることができる。
【0018】
複数が所定間隔で列設された突片と突片の間には、突片の高さ分の深さを有する溝部が形成されることとなる。そのため、突片によって落下運動が妨げられた溶湯処理剤は、この溝部に溜まり易い。
【0019】
従って、本発明によれば、曲管部の損耗し易い部分の内周面において、溝部に捕集された溶湯処理剤の層が形成される。これにより、溶湯処理剤の衝突によって損耗し易い部分が、溶湯処理剤自体によって保護される効果を高め、より有効に芯金の損耗を低減することができる。
【発明の効果】
【0020】
以上のように、本発明の効果として、芯金に曲がっている部分を有するランスパイプであって、粉末など固体の溶湯処理剤を導入しても芯金が損耗し難く、且つ、容易に製造することができるランスパイプを、提供することができる。
【図面の簡単な説明】
【0021】
【図1】本実施形態のランスパイプの縦断面図である。
【図2】図1におけるA範囲の拡大図である。
【図3】(a)Y1−Y1線端面図、(b)Y2−Y2線端面図である。
【図4】実施例1のランスパイプを4ch使用後に、各突片の高さ、及び、その近傍での芯金の厚さを測定した結果を示すグラフである。
【図5】突片の形状に関して他の実施形態を示す横断面図である。
【図6】他の実施形態としてL字形のランスパイプを示す縦断面図である。
【発明を実施するための形態】
【0022】
以下、本発明の一実施形態であるランスパイプの構成について、図1乃至図3に基づいて説明する。
【0023】
本実施形態のランスパイプは1、金属製で円管状の芯金10、及び、芯金10の外周面を被覆する耐火物層20を備え、固体の溶湯処理剤を溶融金属に供給するランスパイプであって、芯金10は、溶湯処理剤が導入される導入口21から直線状に伸びる直管部11、及び、直管部11から湾曲して延設される曲管部12を備え、直管部11の内周面、及び、曲管部12において曲管部12の湾曲に対して外側となる方向の内周面から、芯金10の内径の1/20〜1/2の高さ突出している複数の金属製の突片P1〜P9を具備している。
【0024】
より詳細に説明すると、芯金10は、鋼や合金鋼等の耐熱性を有する金属で、断面が略円形の長尺管状に形成されている。そして、本実施形態の芯金10は、図1にL1で示した範囲の直管部11、及び、L2で示した範囲の曲管部12に加え、更に曲管部12の直管部11とは反対側の端部から延設された図示L3範囲の第二直管部13を備えており、導入口21から導入された溶湯処理剤は、第二直管部13の開口部22から溶融金属に供給される。
【0025】
本実施形態のランスパイプは1、九つの突片P1〜P9を備えており、そのうち突片P2は直管部11の曲管部12側の端部に設けられ、突片P1は直管部11において突片P2の近傍に設けられている。他の突片P3〜P9は、曲管部12から第二直管部13にかけて、所定間隔で列設されている。なお、以下では、突片P1〜P9を特に区別する必要がない場合は、突片Pと総称して説明する。
【0026】
また、突片Pは金属製で、図3(a)に図2におけるY1−Y1線端面図(突片P1)を示すように略かまぼこ型であり、かまぼこ型の湾曲面を芯金10の内周面に当接させて、芯金10に対して溶接されている。なお、突片Pは何れも同形であり、図2におけるX−X1線端面、X−X2線端面、X−X3線端面、X−X4線端面、X−X5線端面、及びZ−Z線端面は、それぞれの切断線を紙面左右方向とすれば、図3(a)と同一に表れる。また、突片Pはそれぞれ芯金10の中心線Nに対して直交する方向に突出しており、本実施形態では突片が突出している高さhは芯金10の内径2rの約1/6に設定されている。
【0027】
上記構成により、本実施形態のランスパイプ1によれば、曲管部12の湾曲に対して外側となる方向の内周面において、芯金10が最も損耗し易い部分であって、芯金10が曲がり始める部分の直ぐ上流に突片P1及び突片P2が存在する。そのため、溶湯処理剤はこれらの突片P1,P2に当たって散乱するため、最も損耗し易い部分の芯金10は溶湯処理剤の衝突から免れ易く、この部分での芯金10の損耗を低減することができる。
【0028】
加えて、直管部11に設けられた突片P1,P2は、直管部11を落下する溶湯処理剤に対して抵抗として作用する。これにより、曲管部12の内周面に溶湯処理剤が衝突する際の衝撃が低減され、芯金10の損耗を低減することができる。
【0029】
また、曲管部12においては、列設された突片P3〜P7によって落下運動を妨げられた溶湯処理剤が、これら複数の突片間に形成される溝部に堆積し易い。これにより、堆積した溶湯処理剤の層によって、損耗し易い部分で芯金10の内周面が保護されるため、溶湯処理剤の衝突による損耗を低減することができる。
【0030】
更に、突片Pは芯金10と同じく金属製であるため、溶接によって芯金10の内周面に強固かつ容易に取り付けることができる。
【実施例】
【0031】
圧力配管用炭素鋼製で内径約55mm、厚さ約4mmの芯金に、同材質の突片を上記と同様の配置で九つ設けたランスパイプS1〜S4、及び、芯金の材質、内径、及び厚さはランスパイプS1〜S4と同一であるが突片を全く設けない従来のランスパイプS0を用いて、実際に溶融金属に粉末状の溶湯処理剤を供給する作業をそれぞれ同条件で行った。ここで、ランスパイプS1〜S4における突片の高さは、芯金の内径に対してそれぞれ約1/20、1/6、1/2、3/5であり、一つのランスパイプにおいて九つの突片の高さは同一とした。結果を、表1にまとめて示す。
【0032】
【表1】
【0033】
突片を有しない従来のランスパイプS0では、2ch(チャージ)使用後に、曲管部における芯金の損耗が激しく、芯金の厚さがほとんどゼロとなる部分が生じたため、その後の使用は不可能となった。ここで、最も損耗が著しかった部分は、本実施形態のランスパイプにおいて突片P2〜P4を設けた位置に相当する部分、すなわち、芯金が曲がり始める部分であった。また、突片の高さが芯金の内径の約1/20であるランスパイプS1は3ch使用後に、芯金の損耗によってその後の使用は不可能となった。
【0034】
一方、突片の高さが芯金の内径の約1/2であるランスパイプS4では3ch使用後に、突片の高さが芯金の内径の約3/5であるランスパイプS5では1chの使用で、芯金に詰まりが生じて溶湯処理剤の供給ができなくなった。
【0035】
これに対し、突片の高さが芯金の内径の約1/6(約9mm)であるランスパイプS3は、芯金が損耗するまで7chの使用が可能であり、7chの使用後にも芯金に詰まりは生じていなかった。ここで、ランスパイプS3を4ch使用した後に、各突片の高さ、及び、その近傍での芯金の厚さを測定した結果を図4に示す。
【0036】
図4から、最も上流側にある突片P1の損耗が最も大きく、その直ぐ下流側の突片P2及びP3はそれほど損耗していないことが分かる。これにより、突片P2及びP3の設けられた部分は、ランスパイプS0に関する結果から分かるように溶湯処理剤の衝突によって損耗しやすい部分であるにも関わらず、突片P1の影となって溶湯処理剤による衝撃から免れていると考えられた。また、突片P4から突片P6にかけては、突片P1ほどではないまでも損耗が見られ、突片P1では遮ることができなかった溶湯処理剤の衝撃を、この部分の突片で受けていると考えられた。そして、各突片の間の溝部では、芯金の厚さの減少は見られなかった。
【0037】
上記の結果から、突片を設けることによって、芯金の損耗が有効に防止されていることが確認された。そして、突片の高さが芯金の内径の約1/20〜1/2であれば、芯金に詰まりを生じることなく、実用的な処理回数である3ch以上の使用が可能であった。更に、突片の高さが芯金の内径の約1/6であれば、従来のランスパイプS0に比べて耐用期間を非常に長期化することができ、特に良好であった。
【0038】
以上、本発明について好適な実施形態を挙げて説明したが、本発明は上記の実施形態に限定されるものではなく、以下に示すように、本発明の要旨を逸脱しない範囲において、種々の改良及び設計の変更が可能である。
【0039】
例えば、本実施形態では、突片Pがかまぼこ型であり、芯金10の内部側に平坦な面を向けている場合を例示したが、これに限定されず、図5(a),(b)に例示するように、芯金の内部側となる面が湾曲している形状の突片Q,Rとすることができる。
【0040】
また、上記では、突片を複数設ける場合を例示したが、突片は一つでも良い。この場合は、直管部の曲管部側の端部において、曲管部の湾曲に対して外側となる方向の内周面に設ければ、最も損耗を受けやすい部分に衝突する前に溶湯処理剤を散乱させることができ、好適である。
【0041】
更に、芯金が単層構造の場合を図示して説明したが、二重構造の芯金を用い、内側の芯金に対して突片を設ける構成とすることもできる。更に、上記では曲管部を備えるランスパイプとしてJ字形のものを例示したが、図6に示すように、L字形のランスパイプ2にも本発明を適用することができる。このランスパイプ2は金属製で円管状の芯金30、及び、芯金30の外周面を被覆する耐火物層20を備えており、芯金30は、範囲M1に相当する直管部31、範囲M2に相当する曲管部32、及び、範囲M3に相当する第二直管部33から構成され、直管部31と第二直管部33とはほぼ直角を形成している。
【符号の説明】
【0042】
1,2 ランスパイプ
10,30 芯金
11 直管部(芯金10)
12 曲管部(芯金10)
13 第二直管部(芯金10)
20 耐火物層
21 導入口
31 直管部(芯金30)
32 曲管部(芯金30)
33 第二直管部(芯金30)
【先行技術文献】
【特許文献】
【0043】
【特許文献1】特開平9−287017号公報
【特許請求の範囲】
【請求項1】
金属製で円管状の芯金、及び、該芯金の外周面を被覆する耐火物層を備え、固体の溶湯処理剤を溶融金属に供給するランスパイプであって、
前記芯金は、溶湯処理剤が導入される導入口から直線状に伸びる直管部、及び、該直管部から湾曲して延設される曲管部を備え、
前記芯金の直管部の内周面、または/及び、前記曲管部において前記曲管部の湾曲に対して外側となる方向の内周面から、前記芯金の内径の1/20〜1/2の高さ突出している一以上の金属製の突片を具備する
ことを特徴とするランスパイプ。
【請求項2】
前記突片は、前記直管部の前記曲管部側の端部において、前記曲管部の湾曲に対して外側となる方向の内周面から突出していることを特徴とする請求項1に記載のランスパイプ。
【請求項3】
前記突片は、前記曲管部において複数が所定間隔で列設されていることを特徴とする請求項1または請求項2に記載のランスパイプ。
【請求項1】
金属製で円管状の芯金、及び、該芯金の外周面を被覆する耐火物層を備え、固体の溶湯処理剤を溶融金属に供給するランスパイプであって、
前記芯金は、溶湯処理剤が導入される導入口から直線状に伸びる直管部、及び、該直管部から湾曲して延設される曲管部を備え、
前記芯金の直管部の内周面、または/及び、前記曲管部において前記曲管部の湾曲に対して外側となる方向の内周面から、前記芯金の内径の1/20〜1/2の高さ突出している一以上の金属製の突片を具備する
ことを特徴とするランスパイプ。
【請求項2】
前記突片は、前記直管部の前記曲管部側の端部において、前記曲管部の湾曲に対して外側となる方向の内周面から突出していることを特徴とする請求項1に記載のランスパイプ。
【請求項3】
前記突片は、前記曲管部において複数が所定間隔で列設されていることを特徴とする請求項1または請求項2に記載のランスパイプ。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2010−222592(P2010−222592A)
【公開日】平成22年10月7日(2010.10.7)
【国際特許分類】
【出願番号】特願2009−7322(P2009−7322)
【出願日】平成21年1月16日(2009.1.16)
【出願人】(000220767)東京窯業株式会社 (211)
【Fターム(参考)】
【公開日】平成22年10月7日(2010.10.7)
【国際特許分類】
【出願日】平成21年1月16日(2009.1.16)
【出願人】(000220767)東京窯業株式会社 (211)
【Fターム(参考)】
[ Back to top ]