
ランダムマット基材からの成形体の製造方法
【課題】強化繊維と熱可塑性樹脂を含んでなる、寸法安定性、外観、成形性に優れた成形体の製造方法を提供する。
【解決手段】平均繊維長5〜100mmの強化繊維と熱可塑性樹脂を含み、強化繊維の目付が25〜3000g/m2であるランダムマット基材を、以下の工程1および工程2を含んで、工程3により成形する成形体の製造方法であって、下記(1)で定義される臨界単糸数以上で構成される強化繊維束(A)の強化繊維全量に対する割合が20Vol%以上99Vol%以下であり、工程2における搬送に要する時間を15秒以下とする成形体の製造方法。工程1.基材を、熱可塑性樹脂樹の軟化温度以上に加熱する工程、工程2.加熱した基材を金型内に搬送する工程、工程3.金型温度を熱可塑性樹脂の軟化温度未満に調節し、基材を成形する工程。臨界単糸数=600/D(1)(ここでDは強化繊維の平均繊維径(μm)である)
【解決手段】平均繊維長5〜100mmの強化繊維と熱可塑性樹脂を含み、強化繊維の目付が25〜3000g/m2であるランダムマット基材を、以下の工程1および工程2を含んで、工程3により成形する成形体の製造方法であって、下記(1)で定義される臨界単糸数以上で構成される強化繊維束(A)の強化繊維全量に対する割合が20Vol%以上99Vol%以下であり、工程2における搬送に要する時間を15秒以下とする成形体の製造方法。工程1.基材を、熱可塑性樹脂樹の軟化温度以上に加熱する工程、工程2.加熱した基材を金型内に搬送する工程、工程3.金型温度を熱可塑性樹脂の軟化温度未満に調節し、基材を成形する工程。臨界単糸数=600/D(1)(ここでDは強化繊維の平均繊維径(μm)である)
【発明の詳細な説明】
【技術分野】
【0001】
本発明は強化繊維と熱可塑性樹脂を含むランダムマット基材からなる、寸法安定性、外観、成形性に優れた成形体の製造方法である。さらには、電気・電子機器用筐体、自動車用部品、医療機器用部品、航空機部品、建材、一般産業用部品などの用途に好ましく用いられる成形体に関する。
【背景技術】
【0002】
近年、電気・電子機器、自動車、医療機器、航空機、建材、一般産業用部品などの様々な分野で軽量化に関する要望が高まっており、それらに用いられる筐体や部材などについても軽量・高剛性化が求められるようになってきた。そのような薄肉・高剛性の筐体や部材としては、アルミニウム合金やマグネシウム合金の圧延板をプレス加工した成形体、あるいはダイカストモールド成形した成形体が用いられてきており、また、ガラス繊維や炭素繊維を充填した繊維強化複合材料を射出成形した成形体や、繊維強化複合材料板に熱可塑性樹脂を射出成形で一体化した成形体なども用いられてきた。
【0003】
アルミニウム合金やマグネシウム合金は強度や剛性に優れる反面、形状成形性に限界があり、複雑な形状を単体で成形するのは難しい。また、金属部材(特にマグネシウム合金)は耐食性が劣るという問題があり、大気中の水分や使用者の汗に含まれる水分や塩分で表面が腐食し、外観不良の問題が発生する。そこで特許文献1には、マグネシウム合金からなる部材全体を樹脂層で被覆する被覆ステップと、該部材と樹脂製の部品とを一体成形する成形ステップを有する筐体の製造方法が提案されている。これにより、複雑な形状の形成と耐食性の付与を行なうことが可能であるが、工程が複雑になる上、アルミニウム合金やマグネシウム合金、および樹脂の比強度は鉄に対しては高いものの、後述する繊維強化複合材料と比べれば低くなるため、達成できる軽量化には限界がある。
【0004】
繊維強化複合材料は比強度、比剛性に優れ、かつ耐食性にも優れることから、上述の用途に広範囲に用いられている。とくにガラス繊維や炭素繊維を充填した繊維強化複合材料を射出成形した成形体は、その形状自由度の高さや生産性の高さから多用されているが、成形品に残存する繊維長が短くなるため、高い強度や剛性を要求される用途においては課題が残されている。一方、連続繊維で強化された繊維強化複合材料は、特に比強度、比剛性に優れることから、高い強度や剛性が要求される用途を中心に用いられてきた。しかしながら、樹脂や射出成形による繊維強化複合材料と比較すると形状自由度が低く、複雑な形状を単体で成形するのは困難であった。また、織物形態にした強化繊維を複数枚数積層するなどして製造するため、生産性が低いのも問題であった。特許文献2には、強化繊維、特に連続繊維を含むシートから構成された板状部材の外縁に樹脂部材を接合した複合成形品が提案されている。これにより、複雑な形状を有する成形品を実現することが可能であるが、複数工程を経て製造されるため、生産性が高いとは言い難い。また、連続繊維を用いた繊維強化複合材料は、通常は予め強化繊維基材に熱硬化性樹脂を含浸させたプリプレグと呼ばれる材料を、オートクレーブを用いて2時間以上加熱・加圧する事により得られる。近年、樹脂を含浸させていない強化繊維基材を金型内にセットした後、熱硬化性樹脂を流し入れるRTM成形方法が提案され、成形時間は大幅に短縮された。しかしながら、RTM成形方法を用いた場合でも、1つの部品を成形するまでに10分以上必要となり、生産性が向上しない。
【0005】
そのため、従来の熱硬化性樹脂に代わり、熱可塑性樹脂をマトリックスに用いた繊維強化複合材料が注目されている。しかしながら、熱可塑性樹脂は、一般的に熱硬化性樹脂と比較して成形温度での粘度が高く、そのため、繊維基材に樹脂を含浸させる時間が長く、結果として成形までのタクトが長くなるという問題があった。
【0006】
これらの問題を解決する手法として、熱可塑スタンピング成形(TP−SMC)と呼ばれる手法が提案されている。これは、予め熱可塑性樹脂を含浸させたチョップドファイバーを融点又は流動可能な温度以上に加熱し、これを金型内の一部に投入した後、直ちに型を閉め、型内にて繊維と樹脂を流動させる事により製品形状を得、冷却・成形するという成形方法である。この手法では、予め樹脂を含浸させた繊維を用いる事により、約1分程度という短い時間で成形が可能である。チョップド繊維束および成形材料の製造方法についての特許文献3および4があるが、これらはSMCやスタンパブルシートと呼ばれるような成形材料とする方法であって、かかる熱可塑スタンピング成形では、型内を繊維と樹脂を流動させるために、薄肉のものが作れない、繊維配向が乱れ、制御が困難である等の問題があった。
【0007】
また、特許文献5には、ガラス長繊維含有合成樹脂成形体をプレス成形してガラス長繊維プリフォームを製造する際に、ガラス長繊維マットからの放熱を少なくするため、ガラスマット繊維を固定する方法が記載されている。しかしながら、特許文献5に記載のガラス長繊維プリフォームの製造方法では、プリフォーム用金型とガラス長繊維マットとの間にヒーターを設置されているため、プレス成型機の構造が複雑になるのに加え、ヒーター加熱工程とプレス工程とを、複数基材に対して同時に行う事が出来ず、生産性に劣るものであった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2010−147376号公報
【特許文献2】特開2010−141804号公報
【特許文献3】特開2009−114611号公報
【特許文献4】特開2009−114612号公報
【特許文献5】特開平5−96537号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記課題に鑑みてなされたものであり、強化繊維と熱可塑性樹脂を含んでなるランダムマット基材からの、寸法安定性、外観、成形性に優れた成形体の製造方法を提供する事を目的とする。
【課題を解決するための手段】
【0010】
前記問題点を解決するための本発明は、ランダムマット基材を高速で搬送して成形する事を主たる特徴とする。具体的には、以下の構成からなる。
【0011】
1.平均繊維長5〜100mmの強化繊維と熱可塑性樹脂を含み、強化繊維の目付が25〜3000g/m2であるランダムマット基材を、以下の工程1および工程2を含んで、工程3により成形する成形体の製造方法であって、下記(1)で定義される臨界単糸数以上で構成される強化繊維束(A)の強化繊維全量に対する割合が20Vol%以上99Vol%以下であり、工程2における搬送に要する時間を15秒以下とする成形体の製造方法。
工程1.基材を、熱可塑性樹脂樹の軟化温度以上に加熱する工程
工程2.加熱した基材を金型内に搬送する工程
工程3.金型温度を熱可塑性樹脂の軟化温度未満に調節し、基材を成形する工程
臨界単糸数=600/D (1)
(ここでDは強化繊維の平均繊維径(μm)である)
2.強化繊維束(A)中の平均繊維数(N)が下記式(2)を満たす前記1に記載の成形体の製造方法。
0.7×104/D2<N<1×105/D2 (2)
3.前記強化繊維が、炭素繊維、ガラス繊維、およびアラミド繊維からなる群から選ばれる少なくとも1種である前記1または2に記載の成形体の製造方法。
4.工程2における加熱したランダムマット基材の搬送手段が、掴み上げ方式、すくい上げ方式、圧送方式、および振動フィード方式からなる群より選ばれる少なくとも1種である前記1〜3のいずれかに記載の成形体の製造方法。
5.工程3における基材の成形方法が、コールドプレス成形である前記1〜4のいずれかに記載の成形体の製造方法。
6.工程2の前後における基材の温度低下を30℃以下とする、前記1〜5のいずれかに記載の成形体の製造方法。
【発明の効果】
【0012】
本発明によれば、強化繊維と熱可塑性樹脂から構成されるランダムマット基材を、寸法安定性、外観、成形性に優れた成形体に、簡単なプロセスと高い生産性で製造することが可能となる。また、本発明におけるランダムマット基材を用いて搬送すると、ランダムマット基材に含まれる強化繊維が適当な長さを持ち、無作為な方向に分散して配置されているため、高速で基材を搬送した場合であっても、樹脂の粉落ちや、樹脂中の強化繊維の偏在、基材のちぎれを防ぐ事が出来る。また高速で基材を搬送する事で、搬送時の基材温度低下を抑制し、成形時に最適温度で成形する事ができる。本発明により電気・電子機器用筐体、自動車用部品、一般産業用部品が好ましく提供できる。
【図面の簡単な説明】
【0013】
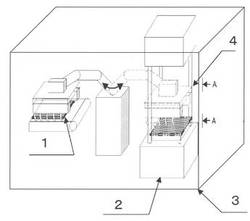
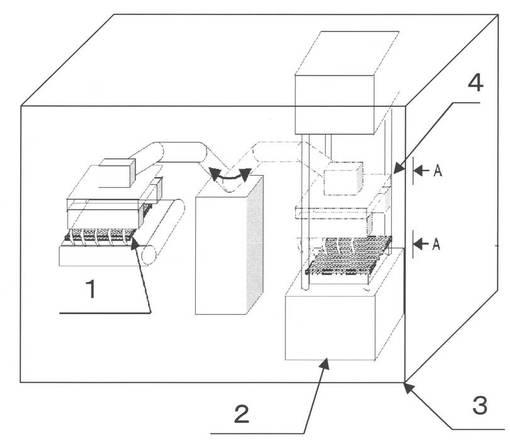
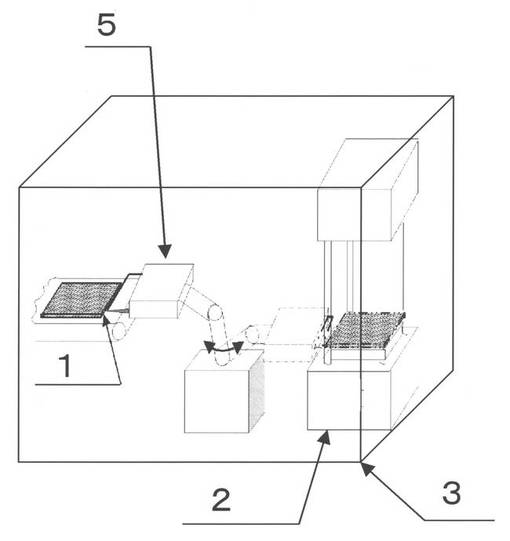
【図1】本発明の一実施形態の斜視図
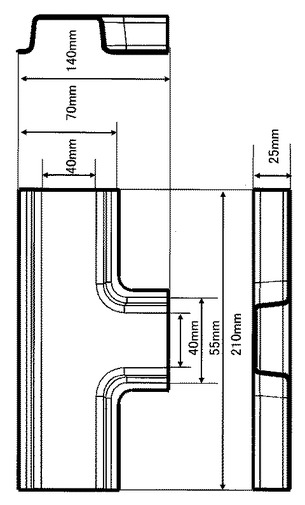
【図2】本発明の一実施形態の3面図(断面図)
【図3】アームによる掴み上げの搬送図
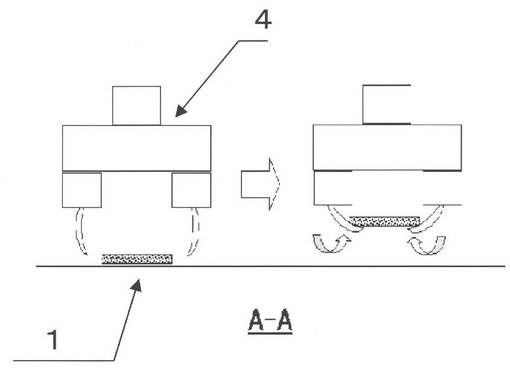
【図4】図3のA−A矢印視点からの、掴み上げ部の側面図
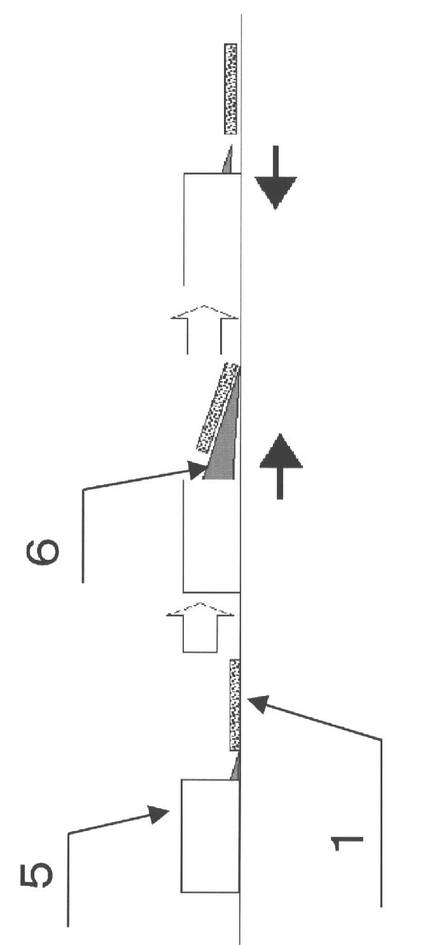
【図5】ヘラによるすくい上げの搬送図
【図6】ヘラ部の側面図
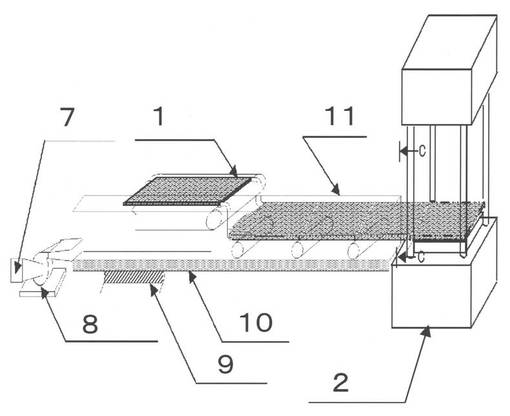
【図7】加圧空気による圧送方式の搬送図
【図8】図7のC−C矢印視点からの、加圧空気による圧送方式におけるフード出口部側面図
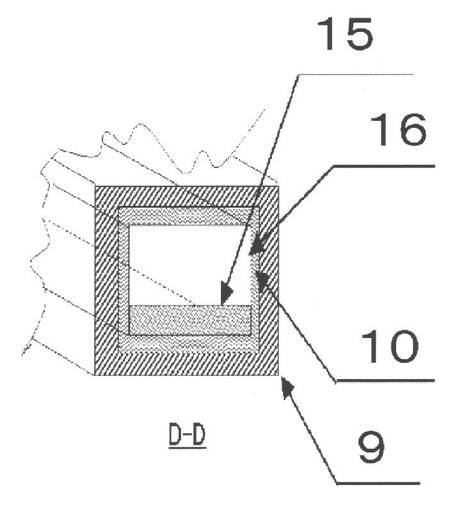
【図9】振動によるフィード方式の搬送図
【図10】図9のD−D矢印視点からの、振動によるフィード方式における、トラフ出口側面図
【発明を実施するための形態】
【0014】
以下に、本発明の実施の形態について順次説明するが、本発明はこれらに制限されるものではない。
【0015】
[強化繊維]
ランダムマット基材を構成する強化繊維は不連続であり、平均繊維長5〜100mmである。本発明のランダムマット基材はある程度長い強化繊維を含んで強化機能が発現できる事を特徴とし、好ましくは強化繊維の平均繊維長が10mm以上100mm以下であり、より好ましくは15mm以上100mm以下であり、更に好ましくは15mm以上80mm以下である。強化繊維の長さが5mm未満であると、基材の搬送中に樹脂の粉落ちや、樹脂中の強化繊維の偏在が生じるので好ましくない。また、強化繊維の長さが100mmを超えると強化繊維の取扱い性が悪くなり、好ましくない。強化繊維のカット方法において、強化繊維を固定長にカットしてランダムマットを製造した場合、平均繊維長はカットした繊維長とほぼ等しくなる。
【0016】
強化繊維全量に対する強化繊維束(A)の割合は、20Vol%以上99Vol%以下である。強化繊維束(A)の割合が20Vol%未満になると、表面品位に優れる成形体が得られるという利点はあるものの、機械物性に優れた成形体が得にくくなる。強化繊維束(A)の割合が99Vol%より大きくになると、繊維の交絡部が局部的に厚くなり、薄肉のものが得られにくくなる。強化繊維束(A)の割合はより好ましくは30Vol%以上80Vol%未満である。
【0017】
[開繊程度]
本発明における強化繊維束(A)は、式(1)で定義される臨界単糸数以上で構成され、強化繊維束(A)中の平均繊維数(N)が下記式(2)を満たす事が好ましい。
臨界単糸数=600/D 式(1)
0.7×104/D2<N<1×105/D2 式(2)
(ここでDは強化繊維の平均繊維径(μm)である)
【0018】
本発明の成形体を構成するランダムマット基材には、強化繊維束(A)以外の強化繊維として、単糸の状態または臨界単糸数未満で構成される繊維束が存在すると好ましい。
すなわち本発明で用いられるランダムマット基材には、平均繊維径に依存して定義される臨界単糸数以上で構成される強化繊維束の存在量を20Vol%以上99Vol%以下とする、強化繊維の開繊程度がコントロールされた特定本数以上の強化繊維からなる強化繊維束に加えて、それ以外の開繊された強化繊維を特定の比率で含むことが好ましい。
【0019】
また本発明で好ましく用いられるランダムマット基材では、臨界単糸数以上で構成される強化繊維束(A)中の平均繊維数(N)が上記式(2)を満たすことが好ましい。
具体的には、強化繊維が炭素繊維であり、炭素繊維の平均繊維径が5〜7μmである場合、臨界単糸数は86〜120本となり、炭素繊維の平均繊維径が5μmである場合、繊維束中の平均繊維数は280超〜4000本未満の範囲となるが、なかでも600〜2500本であることが好ましい。より好ましくは600〜1600本である。炭素繊維の平均繊維径が7μmの場合、繊維束中の平均繊維数は142超〜2040本未満の範囲となるが、なかでも300〜1500本であることが好ましい。より好ましくは300〜800本である。
【0020】
強化繊維束(A)中の平均繊維数(N)が0.7×104/D2以上の場合、高い繊維体積含有率(Vf)を得る事が容易となる。また強化繊維束(A)中の平均繊維数(N)が1×105/D2以下の場合、局部的に厚い部分が生じにくくなり、ボイドの原因が減少するので好ましい。1mm以上の薄肉な成形体を得ようとした場合、該範囲に分繊しただけの繊維を用いると、疎密が小さく、より良好な物性が得られる。又、全ての繊維を開繊した場合には、より厚いものを得る事は容易になるが、繊維の交絡が多くなる。式(1)で定義される臨界単糸数以上の強化繊維束(A)と、単糸の状態又は臨界単糸数未満の強化繊維(B)を成形体内に同時に存在させると、薄肉であり、物性発現率のより高い成形体を実現することが可能である。
【0021】
[強化繊維の種類]
ランダムマット基材を構成する強化繊維には特に制限はなく、炭素繊維、ガラス繊維、ステンレス繊維、アルミナ繊維、鉱物繊維などの無機繊維、ポリエーテルエーテルケトン繊維、ポリフェニレンサルファイド繊維、ポリエーテルスルホン繊維、アラミド繊維、ポリベンゾオキサゾール繊維、ポリアリレート繊維、ポリケトン繊維、ポリエステル繊維、ポリアミド繊維、ポリビニルアルコール繊維などの有機繊維が例示される。なかでも成形体に強度や剛性が求められる用途において炭素繊維、アラミド繊維、およびガラス繊維からなる群から選ばれる少なくとも一種であることが好ましい。導電性が必要な用途においては、炭素繊維が好ましく、ニッケルなどの金属を被覆した炭素繊維がより好ましい。電磁波透過性が必要な用途においては、ガラス繊維や有機繊維が好ましく、電磁波透過性と強度のバランスからアラミド繊維とガラス繊維がより好ましい。耐衝撃性が必要な用途においては有機繊維が好ましく、コスト面を考慮するとポリアミド繊維とポリエステル繊維がより好ましい。なかでも炭素繊維が、軽量でありながら強度に優れた成形体が提供できる点で好ましい。
【0022】
[強化繊維の平均繊維径]
強化繊維の平均繊維径には特に限定はないが、例えば、炭素繊維の場合、好ましい平均繊維径は3〜12μmであり、より好ましくは5〜7μmである。ポリエステル繊維の場合は、好ましい平均繊維径は10〜50μmであり、より好ましくは15〜35μmである。
【0023】
これらは併用することもでき、成形体の部位によって強化繊維の種類を使い分けることも可能であり、異なる強化繊維を用いたランダムマット基材を全体または部分的に積層させた状態で成形体を作製することも可能である。また、平均繊維長とは成形体に含まれる強化繊維を無作為に取り出し、それらの繊維長の平均値で表されるものである。
【0024】
[熱可塑性樹脂]
本発明の製造方法における、成形体の原料となるランダムマット基材は固体の熱可塑性樹脂を含み、繊維に樹脂が含浸されたプリプレグを得るためのプリフォームとなる。ランダムマット基材においては、熱可塑性樹脂が、繊維状および/または粒子状で存在することが好ましい。強化繊維と、繊維状および/または粒子状の熱可塑性樹脂が混合され、近接して存在していることにより、含浸工程の型内で繊維と樹脂を大きく流動させる必要がなく、熱可塑性樹脂を容易に含浸できる。相溶可能なものであれば熱可塑性樹脂の種類を2種以上とすることもでき、また繊維状と粒子状のものを併用してもよい。
【0025】
繊維状の場合、繊度100〜5000dtexのもの、より好ましくは繊度1000〜2000dtexものがより好ましく、平均繊維長としては0.5〜50mmが好ましく、より好ましくは平均繊維長1〜10mmである。
【0026】
粒子状の場合、球状、細片状、あるいはペレットのような円柱状が好ましく挙げられる。球状の場合は、真円または楕円形状、あるいは卵状のような形状が好ましく挙げられる。球とした場合の好ましい平均粒子径は0.01〜1000μmである。より好ましくは平均粒子径0.1〜900μmものがより好ましく、更に好ましくは平均粒子径1〜800μmものがより好ましい。粒子径分布についてはとくに制限はないが、分布シャープなものがより薄い成形体を得る目的としてはより好ましいが、分級等の操作により所望の粒度分布として用いる事が出来る。
【0027】
細片状の場合、ペレットのような円柱状や、角柱状、リン片状が好ましい形状として挙げられる。この場合ある程度のアスペクト比を有しても良いが、好ましい長さは上記の繊維状の場合と同程度とする。
【0028】
成形体を構成する熱可塑性樹脂の種類としては例えば塩化ビニル樹脂、塩化ビニリデン樹脂、酢酸ビニル樹脂、ポリビニルアルコール樹脂、ポリスチレン樹脂、アクリロニトリル−スチレン樹脂(AS樹脂)、アクリロニトリル−ブタジエン−スチレン樹脂(ABS樹脂)、アクリル樹脂、メタクリル樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、ポリアミド6樹脂、ポリアミド11樹脂、ポリアミド12樹脂、ポリアミド46樹脂、ポリアミド66樹脂、ポリアミド610樹脂、ポリアセタール樹脂、ポリカーボネート樹脂、ポリエチレンテレフタレート樹脂、ポリエチレンナフタレート樹脂、ボリブチレンテレフタレート樹脂、ポリアリレート樹脂、ポリフェニレンエーテル樹脂、ポリフェニレンスルフィド樹脂、ポリスルホン樹脂、ポリエーテルスルホン樹脂、ポリエーテルエーテルケトン樹脂、ポリ乳酸樹脂などが挙げられる。
【0029】
[熱可塑性樹脂と強化繊維の重量部]
熱可塑性樹脂の存在量は、好ましくは強化繊維100重量部に対し、50〜1000重量部、より好ましくは50〜500重量部である。更に好ましくは、強化繊維100重量部に対し、熱可塑性樹脂60〜300重量部である。強化繊維100重量部に対する熱可塑性樹脂の割合が50重量部より多いとプリプレグ中にボイドが発生しにくくなり、強度や剛性が高くなる傾向にある。反対に、熱可塑性樹脂の割合が1000重量部より少ない方が、強化繊維の補強効果が発現しやすい。
【0030】
繊維体積含有率(Vf)で言い換えると、本発明の成形体およびランダムマット基材において、繊維体積含有率は5〜80%であり、20〜60%がより好ましい。強化繊維の繊維体積含有率が5%より高くなると、補強効果が十分に発現できる。また、80%を超えなければ、プリプレグ中にボイドが発生しにくくなり、成形体の物性が向上する。
【0031】
[ランダムマット基材]
本発明の成形体を平均繊維長5〜100mmの強化繊維と熱可塑性樹脂を含み、強化繊維が25〜3000g/m2の目付けであるランダムマット基材を、以下の工程1および工程2を含んで、工程3により成形する成形体の製造方法であって、下記(1)で定義される臨界単糸数以上で構成される強化繊維束(A)の強化繊維全量に対する割合が20Vol%以上99Vol%以下含まれている。ランダムマットとは、ランダムマット基材、及びプリプレグ(ランダムマット基材における強化繊維束内および強化繊維の単糸間に熱可塑性樹脂を含浸させたもの)を構成する強化繊維が、特定の方向に配向していない(面内等方性である)ことを意味する。具体的には、ランダムマット基材より成形体を得た場合に、ランダムマット中の強化繊維の等方性は、成形体においても維持される。ランダムマット基材より成形体を得て、互いに直交する二方向の引張弾性率の比を求めることで、ランダムマット基材およびそれからの成形体の等方性を定量的に評価できる。成形体の任意の方向、及びこれと直交する方向について、それぞれ測定した引張弾性率の値のうち大きいものを小さいもので割った(Eδ)比が2以下、より好ましくは1.3以下であることとする。
【0032】
ランダムマット基材の厚さにとくに制限はなく、1〜150mm厚みのものを得ることができる。本発明のランダムマット基材より薄肉の成形体が得られるという本発明の効果を発揮する点では2〜100mm厚みとすることがより好ましい。
【0033】
[強化繊維と熱可塑性樹脂の含有量測定方法]
ランダムマット基材および成形体における強化繊維と熱可塑性樹脂の割合は、溶解性の違いを利用して評価することが出来る。この場合、1cm2から10cm2の試料の重量を秤量し、繊維または樹脂のいずれか一方を溶解、または分解する薬品を使用して溶解成分を抽出すればよい。その後、残渣を洗浄および乾燥後に秤量し、残渣と溶解成分の重量、および繊維と樹脂の比重から、繊維と樹脂の体積分率を算出する。例えば、熱可塑性樹脂がポリプロピレンの場合、加熱したトルエンまたはキシレンを用いることにより、ポリプロピレンのみを溶解することができる。熱可塑性樹脂がポリアミドの場合は、加熱したギ酸によりポリアミドを分解することができる。樹脂がポリカーボネートの場合には加熱した塩素化炭化水素を用いることにより、ポリカーボネートを溶解することができる。また、強化繊維が炭素繊維やガラス繊維などの無機繊維の場合には、樹脂を燃焼除去することによってもそれぞれの重量および体積分率を算出できる。この場合、よく乾燥させた試料の重量を秤量後、電気炉等を用いて500〜700℃で5〜60分処理して樹脂成分を燃焼する。乾燥雰囲気で残留した繊維を放冷後、秤量することにより各成分の重量を算出することが出来る。
【0034】
通常、成形体の構成材料が熱可塑性樹脂だけの場合、成形条件を厳しくすると樹脂の溶融粘度が下がるため、立上げ部はより高く、薄くすることが可能となる。複雑な形状に成形することも可能となり、より少ない材料でより大きな補強効果を付与できる。しかし、成形体の構成材料が強化材料を含んだ熱可塑性樹脂である場合、補強材が流動性を阻害しやすい。特に、補強材が強化繊維である場合、アスペクト比が大きい時に、材料の流動性は著しく低下する傾向がある。強化繊維の長さを短くし、アスペクト比を小さくすれば材料の流動性は増すが、補強効果は低下する。
【0035】
また、強化繊維を含有した熱可塑性樹脂材料の流動性が高い部類のものは、補強材が流動方向に配向する傾向が高く、材料の流れ方向には高強度でも、流れと直交する方向では強度が上がらず、成形体の物性が異方的になる。強化繊維を含有する熱可塑性樹脂を構成成分とする成形体の物性を等方的とするためには、成形体の厚みを肉厚とする必要があった。それに対し、本発明の成形体は、等方的に高流動するランダムマット基材を構成成分とすることから、成形性が良く、立上げ部も形成しやすい。しかも、複雑な形状をより薄く、高く形成できることから、少ない材料で補強効果を付与することが期待出来る。したがって、本発明における成形体では、リブ、ボス、マウント、ヒンジなどの立上げ部、深絞りを施した立ち面、成形体の中で厚みが変化する偏肉などの複雑な形状を、容易に設ける事が出来る。
【0036】
[他の剤]
なお、本発明の目的を損なわない範囲で、ランダムマット基材に機能性の充填材や添加剤を含有させても良い。例えば、有機/無機フィラー、難燃剤、耐UV剤、顔料、離型剤、軟化剤、可塑剤、界面活性剤などが挙げられるが、この限りではない。特に電子・電気機器用途や自動車用途においては、高い難燃性が要求されることがあるため、難燃剤を含有させることが好ましい。難燃剤の例としては、公知のものが使用でき、本発明の熱可塑性組成物に難燃性を付与できる物であれば特に限定はされない。具体的には、リン系難燃剤、窒素系難燃剤、シリコーン化合物、有機アルカリ金属塩、有機アルカリ土類金属塩、臭素系難燃剤等を挙げることができ、これらの難燃剤は単独で使用しても良いし、複数を併用して用いても良い。難燃剤の含有量は、物性、成形性、難燃性のバランスから樹脂100質量部に対して1〜40質量部とすることが好ましく、1〜20質量部とすることがさらに好ましい。
【0037】
[ランダムマット基材の製造方法]
以下本発明に用いるランダムマット基材を好ましく得る方法について述べる。本発明のランダムマット基材は以下の工程a〜dより、好ましく製造される。
a.強化繊維をカットする工程、
b.カットされた強化繊維を管内に導入し、空気を繊維に吹き付ける事により、繊維束を開繊させる工程、
c.開繊させた強化繊維を拡散させると同時に、繊維状又は粒子状の熱可塑性樹脂とともに吸引し、強化繊維と熱可塑性樹脂を散布する塗布工程、
d.塗布された強化繊維および熱可塑性樹脂を定着させる工程。
また上記の定着工程と塗布工程は同時に行う、すなわち塗布して堆積させつつ定着させても良く、吸引機構を持つ可動式の通気性シート上に散布し、マット状に堆積させその状態で定着させることが好ましい。
【0038】
[成形体の製造方法]
本発明の成形体は、以下の工程1および工程2を含んで、工程3により成形するに際し、工程2における搬送に要する時間を15秒以下とする。
工程1.基材を、熱可塑性樹脂樹の軟化温度以上に加熱する工程
工程2.加熱した基材を金型内に搬送する工程
工程3.金型温度を熱可塑性樹脂の軟化温度未満に調節し、基材を成形する工程
【0039】
[工程1]
工程1は成形の準備段階である。ランダムマット基材のマトリックスである熱可塑性樹脂は室温に近い状態では硬いため、樹脂が結晶性の場合は融点〜熱分解温度に、非晶性の場合はガラス転移温度〜熱分解温度まで加熱して、ランダムマット基材に柔軟性を付与する。この際、一度加圧し、ランダムマット基材の強化繊維束内に熱可塑性樹脂を含浸させ、プリプレグとすることが好ましい。本発明において、ランダムマット基材における強化繊維束内および強化繊維の単糸間に熱可塑性樹脂を含浸させたものを、プリプレグと呼ぶ。ランダムマット基材がその性能を十分に発揮するためには、強化繊維束内にマトリックス樹脂が含浸し、強化繊維とマトリックス樹脂が一体化していることが好ましく、成形体を製造する工程のどこかで含浸処理を行うと好ましい。
【0040】
この含浸処理は工程3で実施することも出来るが、含浸と成形を分けて行うと成形体の寸法安定性、外観、物性などに良い影響が出ることから、工程1で行うと好ましい。含浸における圧力は0.1〜20MPaが好ましく、0.5〜10MPaがより好ましい。時間は0.1〜60分が好ましく、0.5〜30分がより好ましい。圧力が低いと含浸に時間を要し、生産性に影響を及ぼしやすい。また、圧力が高すぎると大型の成形機やユーティリティー設備が必要となり、設備投資が高額となる。
【0041】
本発明において、含浸処理工程および成形工程における、ランダムマット基材およびプリプレグの加熱方法に特に限定はなく、いかなる方法の利用も可能である。具体的には、熱風乾燥機や電気加熱型乾燥機を用いる方法、飽和蒸気や過熱蒸気を用いる方法、金型・ベルトコンベアー・熱ローラーなどにおいて熱板に挟む方法、赤外線・遠赤外線・マイクロ波・高周波などによる誘電加熱や、誘導加熱(IH)が例示される。この中でも、熱板に挟む方法、誘電加熱、誘導加熱が、熱効率が高いので、より好ましい。
【0042】
[工程2]
工程1で加熱したランダムマット基材(含浸工程がある場合はプリプレグ)を金型に搬送する。搬送方法に特に限定はないが、複雑形状の成形体をロスなく容易に成形するためには、ランダムマット基材の温度が下がらないことが重要である。そのため、搬送・供給速度は速いほど好ましく、保温機構が備わっていればより好ましい。
【0043】
ランダムマット基材は適当な加熱加圧条件下で成形すると流動性が高く、成形性に優れることから複雑な形状を容易にロスなく成形することが可能になる。複雑な形状を成形するためには加熱したランダムマット基材をできるだけ冷やさずに金型に移送し、成形に移ることが重要である。特に、強化繊維に炭素繊維を用いた場合、通常の強化繊維よりも放熱しやすく、迅速に搬送しなければ、金型に搬送した時点で、所望のプレス温度が得られない。したがって、工程2においては、短時間で移送できる方法や保温性が高い方法などが有効となる。
【0044】
このような搬送・供給装置としては、ベルトコンベアー設備、振動搬送装置、圧縮空気・ガス・蒸気等を用いた圧送装置、ランダムマット基材やプリプレグを掴み上げるためのアームやすくい上げるためのヘラのような部位を有するロボット設備などが例示される。この中でも、ベルトコンベアー設備は連続生産設備として好適であり、加熱装置や保温装置などを併設しやすく好ましい。また、圧送装置はランダムマット基材やプリプレグを短時間で目的の場所に搬送することができ、これも好ましい。また、アームやヘラなどを有するロボット設備も短時間搬送が可能であり、コンパクト化しやすいこと、自動車分野や産業機械分野などで様々な機種が使用されており、工夫や応用が施しやすいことからこれも好ましい。上記に例示した設備や装置は組み合わせて使用しても構わない。
【0045】
搬送に要する時間は15秒以下である必要があり、好ましくは10秒以下、より好ましくは5秒以下、さらに好ましくは3秒以下である。搬送時間が15秒を上回れば、その間にランダムマット基材が冷えてしまい、所望の形状を成形できない。また、搬送装置にはランダムマット基材の保温機能が備わっていればより好ましい。
【0046】
脆弱な基材の場合、加温状態の基材は柔らかいため、搬送時間を短くするために搬送速度を上げると、基材の型崩れ、樹脂落ち、基材のちぎれ、強化繊維と樹脂の分離、又は搬送具より全体的または部分的に脱落が生じる。一方、本発明におけるランダムマット基材によると、ランダムマット基材の搬送速度を上げて、搬送に要する時間を15秒以下としても、前述の型崩れや樹脂落ち、基材のちぎれや、基材に含まれる繊維の偏在化等を抑制できる。これは、ランダムマット基材に含まれる強化繊維が適当な長さを持ち、無作為な方向に分散して配置されているため、搬送時に多少の揺れがあっても、強化繊維がランダムマット基材の形を保つ事が出来るからである。
【0047】
[工程3]
搬送したランダムマット基材は、下記式(3)で表されるチャージ率5〜100%で金型に配置することが好ましい。より好ましくは20〜95%のチャージ率であり、更に好ましい基材のチャージ率は50〜90%である。チャージ率が100%を超えると成形時にロスになる材料が生じることになる。また、チャージ率が5%を下回ると成形における流動時に基材が冷めやすく、所望の形状が得られない虞がある。
チャージ率(%)=100×基材面積(mm2)/金型キャビティ投影面積(mm2) 式(3)
(ここで基材面積とは配置した全てのランダムマット基材の抜き方向への投影面積であり、金型キャビティ投影面積とは抜き方向への金型キャビティの投影面積である)
【0048】
工程3では、金型に搬送したランダムマット基材を成形した後、または成形しながら降温して成形を終了させる。成形方法はホットプレスでもコールドプレスでも良いが、生産性を考慮すれば成形時間が短いコールドプレスが好ましい。ホットプレスの場合、金型温度はランダムマット基材の熱可塑性樹脂が結晶性であれば融点から熱分解温度、非晶性であればガラス転移温度から熱分解温度となり、成形後に金型温度を結晶性樹脂の場合は融点未満、非晶性樹脂の場合はガラス転移温度未満に降温し、成形品を冷却して離型し、成形を終了させる。コールドプレスの場合は、金型温度はランダムマット基材の熱可塑性樹脂が結晶性であれば融点未満、非晶性であればガラス転移温度未満となり、成形と同時に冷却し、成形を終了させる。
【0049】
成形圧力は0.1〜50MPaが好ましく、0.5〜30MPaがより好ましい。時間は0.1〜60分が好ましく、0.5〜30分がより好ましい。圧力が低いと成形に時間を要し、生産性に影響を及ぼしやすい。また、圧力が高すぎると大型の成形機やユーティリティー設備が必要となり、設備投資が高額となる。
以上の工程はランダムマット基材の製造工程に引き続き連続的に行うこともできるし、いったんランダムマット基材を得た後、個別に行ってもよい。
【0050】
本発明においては、金型形状に対し低チャージで配置し、加圧することで基材を流動させると良い。これにより、基材が複雑な形状に充填されやすくなる。通常、強化繊維を含有した熱可塑性樹脂材料を流動させると流動方向に強化繊維が配向する傾向があり、物性に異方性が生じる可能性があるが、本発明では、前述したランダムマット基材を用いることにより、強化繊維の等方性を保持したまま複雑な形状が得られる。
【0051】
[成形体]
本発明の成形体は、ランダムマット基材を成形することにより得られる。ランダムマット基材の繊維を樹脂で含浸させたプリプレグにおいて、強化繊維の繊維束内および単糸間に熱可塑性樹脂が含浸していることが好ましく、その含浸度は90%以上であることがより好ましい。強化繊維への樹脂の含浸度は95%以上であることが更に好ましい。含浸度が高いと、プリプレグおよび成形体の物性がより高いレベルに到達する事が出来る。プリプレグ、及びこれよりなる成形体においても強化繊維の繊維長、および束と単糸の割合はランダムマット中における状態を保っている。本発明の成形体は、各種の厚みとすることが可能であるが、厚みが0.2〜1mm程度の薄肉品も好適に得ることができる。
【0052】
本発明における成形体は、ランダムマット基材を用いて成形した層を有し、実質的に等方性を示す。ここで実質的等方性とは、ランダムマット基材を成形した後、成形板の任意の方向、及びこれと直交する方向を基準とする引張試験を行い、引張弾性率を測定し、測定した引張弾性率の値のうち大きいものを小さいもので割った比(Eδ)が2以下、より好ましくは1.3以下であることとする。
【0053】
本発明の成形体は、複雑な形状部位においても一定の繊維長および繊維含有率の維持が可能である。立上げ部などにおける強化繊維は、水平部から立上げ部に渡って連続して存在することが好ましい。立上げ部における強化繊維の平均繊維長は、立上げ部の形状にもよるが、5〜100mmであり、好ましくは5〜80mmである。
【0054】
本発明の成形体は、複雑な形状部位において繊維体積含有率(Vf)がほぼ等しいものを得ることも、炭素繊維含有量を傾斜させることも可能であり、得ようとする成形体の用途に合わせ適宜選択できる。複雑な形状部位においても一定の繊維強化効果を実現する目的で、Vfは他の部位とほぼ同一とすることが好ましい。各部位におけるVfがほぼ同一とは、具体的には大きい方の値を小さい方の値で割った比が1.0〜1.2となることをいう。
【0055】
成形体の意匠性を高めるため、水平部および/もしくは立上げ部などの外表面側に、加飾用のフィルムを貼り付けることも可能である。加飾フィルムの種類としては、ベースフィルム上に、文字や図形、模様等、所望の加飾パターンが形成されてなる転写箔や絵付ラベル、絵付フィルム等があり、成形体の表面に、この加飾フィルムの加飾パターンを転写し、或いは加飾フィルム自体を融着あるいは接着する方法が一般的に知られている。この場合、加飾フィルムと成形体の間に成形体の表面凹凸を埋めるための層が形成されていても良い。加飾フィルムは、後加工として貼り付けても良く、プレス用金型内に予めセットし、ランダムマット基材と一括成形することも可能である。
【実施例】
【0056】
以下、本発明を実施例に用いて具体的に説明するが、本発明はこれらに限定されるものではない。
【0057】
1)ランダムマット基材における強化繊維束の分析
ランダムマット基材を100mm×100mm程度に切り出す。切り出したランダムマット基材より、繊維束をピンセットで全て取り出し、繊維束の数(I)、及び繊維束の長さ(Li)と重量(Wi)を測定し、記録した。ピンセットにて取り出す事ができない程度に繊維束が小さいものについては、まとめて最後に重量を測定する(Wk)。重量の測定には、1/100mgまで測定可能な天秤を用いた。なお、特に強化繊維を炭素繊維とした場合や、繊維長が短い場合には、繊維束の重量が小さく、測定が困難になる。こういった場合には、分類した繊維束を複数本まとめて重量を測定した。
ランダムマット基材に使用している強化繊維の繊維径(D)より、臨界単糸数を計算し、臨界単糸数以上の強化繊維束(A)と、それ以外に分ける。なお、2種類以上の強化繊維が使用されている場合には、繊維の種類毎に分け、各々について測定及び評価を行う。
強化繊維束(A)の平均繊維数(N)の求め方は以下の通りである。各強化繊維束中の繊維本数(Ni)は使用している強化繊維の繊度(F)より、次式により求められる。
Ni=Wi/(Li×F)。
強化繊維束(A)中の平均繊維数(N)は、強化繊維束(I)より、以下の式により求める。
N=ΣNi/I
強化繊維束(A)のランダムマット基材の繊維全量に対する割合(VR)は、強化繊維の密度(ρ)を用いて次式により求められる。
VR=Σ(Wi/ρ)×100/((Wk+ΣWi)/ρ)
【0058】
2)成形体における強化繊維束分析
成形体については、500℃×1時間、炉内にて樹脂を燃焼除去した後、上記のランダムマット基材における方法と同様にして測定した。
【0059】
3)ランダムマット基材に含まれる強化繊維の平均繊維長の分析
ランダムマット基材より無作為に抽出した強化繊維100本の長さをノギスおよびルーペで1mm単位まで測定して記録し、測定した全ての強化繊維の長さ(Li)から、次式により平均繊維長(La)を求めた。複合材料の場合は500℃×1時間程度、炉内にて樹脂を除去した後、強化繊維を抽出した。
La=ΣLi/100
【0060】
4)プリプレグまたは成形体に含まれる強化繊維の平均繊維長の分析
プリプレグ又は成形体に含まれる強化繊維平均繊維長は、500℃×1時間程度、炉内にて樹脂を除去した後、上記のランダムマット基材における方法と同様にして測定した。
【0061】
5)成形体における繊維と樹脂の体積分率の分析
成形体を500℃×1時間、炉内にて樹脂を燃焼除去し、処理前後の試料の重量を秤量することによって繊維分と樹脂分の重量を算出した。次に、各成分の比重を用いて、繊維と樹脂の体積分率を算出した。
【0062】
6)引張試験
ウォータージェットを用いて成形体から試験片を切出し、JIS K 7165を参考として、A&D社製のテンシロン万能試験機を用いて測定した。試験片の形状はA形試験片とした。チャック間距離は136mm、試験速度は2mm/分とした。
【0063】
7)寸法安定性評価
作製した成形体を23℃、55%湿度下で48時間以上放置した後、成形体の寸法(長さ、幅、高さ)を測定して設計寸法と比較し、その差から変位率を算出した。成形体のN数は10とし、最も大きい寸法変位率が5%以下の場合を合格(○)、5%を超える場合を不合格(×)とした。
【0064】
8)外観評価
成形体の表面性を評価する目的で、成形体の外観を5段階で目視評価した。強化繊維への樹脂の含浸が不十分な(ドライな)部位がなく、成形体表面につやがある場合を良好(◎)とし、以下、良い(○)、普通(△)、やや悪い(▲)、悪い(×)とした。悪い(×)では成形体につやがなく、ドライな部分が多く見られた。
【0065】
9)成形性の評価
成形性を評価する目的で、形状観察を5段階で実施した。成形体の端部までランダムマット基材(又はプリプレグ)が充填され、欠陥が見られない場合を良好(○)とし、以下、良い(○)、普通(△)、やや悪い(▲)、悪い(×)とした。悪い(×)では欠けや不良が多かった。
【0066】
10)成形体における強化繊維の等方性の分析
成形体における、繊維の等方性を測定する方法としては、成形体の任意の方向、及びこれと直行する方向を基準とする引張り試験を行い、引張弾性率を測定し、測定した引張弾性率の値のうち大きいものを小さいもので割った比(Eδ)を測定した。弾性率の比が1に近いほど、等方性に優れる。
【0067】
11)プリプレグおよび成形体における樹脂含浸度
プリプレグおよび成形体の樹脂含浸度は、これらにおけるボイド率を測定した後、このボイド率を100から差し引いた値を含浸度(%)として評価した。プリプレグおよび成形体のボイド率は、これらの試験片の断面を光学顕微鏡で観察し、ボイドの存在面積を観察に用いた試験片の断面積で除して算出した。観察は1つの試料あたりn=5とし、その平均値をその試料のボイド率とした。
【0068】
[参考例1]
炭素繊維(東邦テナックス社製:テナックスSTS40−24KS(繊維径7μm、繊維幅10mm))を20mm幅に開繊しながら、繊維長10mmにカットし、炭素繊維の供給量を301g/分でテーパー管内に導入し、テーパー管内で空気を炭素繊維に吹き付けて繊維束を部分的に開繊しつつ、テーパー管出口の下部に設置したテーブル上に散布した。またマトリックス樹脂として、2mmにドライカットしたPA66繊維(旭化成せんい製ポリアミド66繊維:T5ナイロン、繊度1400dtex)を430g/分でテーパー管内に供給し、炭素繊維と同時に散布することで、平均繊維長10mmの炭素繊維とPA66が混合された、炭素繊維の目付317g/m2のランダムマット基材を得た。ランダムマット基材における強化繊維の形態を観察したところ、強化繊維の繊維軸は面とほぼ並行にあり、面内においては無作為に分散されていた。炭素繊維100重量部に対して、PA66の割合は、143重量部であった。得られたランダムマット基材の平均繊維長(La)及び強化繊維束(A)の割合と、平均繊維数(N)を調べたところ、平均繊維長(La)は10mm、式(1)で定義される臨界単糸数は86であり、強化繊維束(A)について、ランダムマット基材の繊維全量に対する割合は35%、強化繊維束(A)中の平均繊維数(N)は240であった。
【0069】
[参考例2]
炭素繊維(東邦テナックス社製:テナックスIMS60−12K(平均繊維径5μm、繊維幅6mm))を長さ20mmにカットし、炭素繊維の供給量を1222g/分でテーパー管内に導入し、テーパー管内で空気を炭素繊維に吹き付けて繊維束を部分的に開繊しつつ、テーパー管出口の下部に設置したテーブル上に散布した。またマトリックス樹脂として、平均粒径が約1mmに冷凍粉砕したPP樹脂(プライムポリマー製のポリプロピレン:プライムポリプロJ108M)を2527g/分でテーパー管内に供給し、炭素繊維と同時に散布することで、平均繊維長20mmの炭素繊維とPP樹脂が混合された、炭素繊維の目付が1056g/m2のランダムマット基材を得た。ランダムマット基材における強化繊維の形態を観察したところ、強化繊維の繊維軸は面とほぼ並行にあり、面内においては無作為に分散されていた。炭素繊維100重量部に対して、PP樹脂の割合は、207重量部であった。得られたランダムマット基材の平均繊維長(La)及び強化繊維束(A)の割合と、平均繊維数(N)を調べたところ、平均繊維長は20mm、式(1)で定義される臨界単糸数は120であり、強化繊維束(A)について、ランダムマット基材の繊維全量に対する割合は86%、強化繊維束(A)中の平均繊維数(N)は900であった。
【0070】
[参考例3]
ガラス繊維(日本電気硝子社製:EX−2500(平均繊維径15μm、繊維幅9mm)を長さ50mmにカットし、ガラス繊維の供給量を412g/minでテーパー管内に導入し、テーパー管内で空気をガラス繊維に吹き付けて繊維束を部分的に開繊しつつ、テーパー管出口の下部に設置したテーブル上に散布した。またマトリックス樹脂として、平均粒径が約710μmに冷凍粉砕したPC樹脂(帝人化成製のポリカーボネート:パンライトL−1225L)を791g/分でテーパー管内に供給し、ガラス繊維と同時に散布することで、平均繊維長50mmのガラス繊維とPCが混合された、ガラス繊維の目付が300g/m2のランダムマット基材を得た。ランダムマット基材における強化繊維の形態を観察したところ、強化繊維の繊維軸は面とほぼ並行にあり、面内においては無作為に分散されていた。ガラス繊維100重量部に対して、PC樹脂の割合は、192重量部であった。得られたランダムマット基材の平均繊維長(La)及び強化繊維束(A)の割合と、平均繊維数(N)を調べたところ、平均繊維長(La)は50mm、式(1)で定義される臨界単糸数は40であり、強化繊維束(A)について、ランダムマット基材の繊維全量に対する割合は68%、強化繊維束(A)中の平均繊維数(N)は60であった。
【0071】
[参考例4]
炭素繊維(東邦テナックス社製:テナックスSTS40−24KS(繊維径7μm、繊維幅10mm))を20mm幅に開繊しながら、繊維長10mmにカットし、炭素繊維の供給量を301g/分でテーパー管内に導入し、テーパー管内では空気を炭素繊維に吹き付けず、テーパー管出口の下部に設置したテーブル上に散布した。またマトリックス樹脂として、2mmにドライカットしたPA66繊維(旭化成せんい製ポリアミド66繊維:T5ナイロン、繊度1400dtex)を430g/分でテーパー管内に供給し、炭素繊維と同時に散布することで、平均繊維長10mmの炭素繊維とPA66が混合された、炭素繊維の目付が317g/m2のランダムマット基材を得た。ランダムマット基材における強化繊維の形態を観察したところ、強化繊維の繊維軸は面とほぼ並行にあり、面内においては無作為に分散されていた。炭素繊維100重量部に対して、PA66の割合は、143重量部であった。得られたランダムマット基材の平均繊維長(La)及び強化繊維束(A)の割合と、平均繊維数(N)を調べたところ、平均繊維長(La)は10mm、式(1)で定義される臨界単糸数は86であり、強化繊維束(A)について、ランダムマット基材の繊維全量に対する割合は100%、強化繊維束(A)中の平均繊維数(N)は24000であった。
【0072】
[参考例5]
炭素繊維のカット長を0.9mmにした以外は参考例1と同様の操作を行い、平均繊維長0.9mmの炭素繊維とPA66が混合された、炭素繊維の目付が317g/m2のランダムマット基材を得た。ランダムマット基材における強化繊維の形態を観察したところ、強化繊維の繊維軸は面とほぼ並行にあり、面内においては無作為に分散されていた。得られたランダムマット基材の平均繊維長(La)及び強化繊維束(A)の割合と、平均繊維数(N)を調べたところ、平均繊維長(La)は0.9mm、式(1)で定義される臨界単糸数は86であり、強化繊維束(A)について、ランダムマット基材の繊維全量に対する割合は35%、強化繊維束(A)中の平均繊維数(N)は240であった。
【0073】
[参考例6]
テーパー管内への炭素繊維の供給量を22g/分、PA66繊維の供給量を31g/分とした以外は参考例1と同様の操作を行い、平均繊維長10mmの炭素繊維とPA66が混合された、炭素繊維の目付が23g/m2のランダムマット基材を得た。ランダムマット基材における強化繊維の形態を観察したところ、強化繊維の繊維軸は面とほぼ並行にあり、面内においては無作為に分散されていた。炭素繊維100重量部に対して、PA66の割合は、143重量部であった。得られたランダムマット基材の平均繊維長(La)及び強化繊維束(A)の割合と、平均繊維数(N)を調べたところ、平均繊維長(La)は10mm、式(1)で定義される臨界単糸数は86であり、強化繊維束(A)について、マットの繊維全量に対する割合は35%、強化繊維束(A)中の平均繊維数(N)は240であった。このランダムマット基材は炭素繊維の目付が小さすぎるために脆弱であり、少し乱暴に取り扱うとちぎれる傾向にあった。
参考例1〜6で作製したランダムマット基材を川崎油工製の500t油圧式プレス機を用いて含浸、成形した。成形用金型は図1、2に示す金型を用いた。
【0074】
【表1】

【0075】
[実施例1]
参考例1で作製したランダムマット基材を、ヒーターを組み込んだベルトコンベアーで280℃に加温しながら熱ローラーを通し、炭素繊維にPA66を約99%含浸させ、炭素繊維の目付が317g/m2のプリプレグを得た。また炭素繊維100重量部に対して、PA66の割合は、143重量部であった。
次に、図3、図4に示す掴み上げ部を持つ搬送ロボットを用いて、PA66が炭素繊維に含浸した加温状態のプリプレグを3枚重ねた後に、金型温度を120℃に設定した図1の金型の水平部にチャージ率80%となるようにランダムマット基材を置き、川崎油工製プレス機を用いて10MPaの圧力で40秒間コールドプレスした。搬送ロボットが加温されたランダムマット基材を金型に移す時間は約3秒であった。搬送前のプリプレグの重量は58.0g、搬送後は58.0gであった。
得られた成形体の厚みは1.5mmで炭素繊維の体積分率は30%であった。成形体の外観にドライな部位はなく良好(○)で、欠けや不良はなく、成形性も良好であった(○)。結果を表2に示す。
【0076】
[実施例2]
参考例1で作製したランダムマット基材を、含浸用の平板金型をセットした川崎油工製プレス機を用いて280℃、3MPaで5分間ホットプレスした後、50℃まで冷却して、樹脂含浸度99%、炭素繊維の目付は317g/m2のプリプレグを得た。炭素繊維100重量部に対して、PA66樹脂の割合は、143重量部であった。
次に、得られたプリプレグをNGKキルンテック製のIR(赤外線)オーブンを用いて280℃にIR加熱したものを3枚重ね、実施例1と同じ搬送ロボットを用いて金型温度を120℃に設定した図1の金型の水平部に、チャージ率80%となる様に配置して10MPaの圧力で40秒間コールドプレスした。搬送前のプリプレグの重量は58.0g、搬送後は58.0gであった。
得られた成形体の厚みは1.5mmで繊維体積分率は30%であった。成形体の外観にドライな部位はなく良好(○)で、欠けや不良はなく、成形性も良好であった(○)。結果を表2に示す。
【0077】
[実施例3]
参考例2で作製したランダムマット基材を、ヒーターを組み込んだベルトコンベアーで210℃に加温しながら熱ローラーを通し、炭素繊維にPPを約99%含浸させ、炭素繊維の目付が1056g/m2のプリプレグを得た。炭素繊維100重量部に対して、PPの割合は、207重量部であった。次に、図5、図6に示す表面がフッ素樹脂製のすくい部と、このすくい部に連結され高速に稼動するシリンダー部を有する搬送装置を用いて、PPが炭素繊維に含浸した加温状態のプリプレグをすくい上げて、金型温度を100℃に設定した図1の金型の水平部にチャージ率60%となるようにランダムマット基材を置き、川崎油工製プレス機を用いて10MPaの圧力で30秒間コールドプレスした。搬送装置が加温されたプリプレグを金型に移す時間は約6秒であった。搬送前のプリプレグの重量は97.1g、搬送後は97.0gであった。
得られた成形体の厚みは3.0mmで炭素繊維の体積分率は20%であった。成形体の外観にドライな部位はなく良好(○)で、欠けや不良はなく、成形性も良好であった(○)。結果を表2に示す。
【0078】
[実施例4]
参考例3で作製したランダムマット基材を、ヒーターを組み込んだベルトコンベアーで280℃に加温しながら熱ローラーを通し、ガラス繊維にPCを約99%含浸させ、ガラス繊維の目付が300g/m2のプリプレグを得た。ガラス繊維100重量部に対して、PCの割合は、192重量部であった次に、ベルトコンベアーの端部から加温したプリプレグを中空パイプに移し、PCがガラス繊維に含浸した加温状態のプリプレグ3枚を130℃に金型温度を設定した図1の金型の水平部にチャージ率80%となるように加圧空気で圧送し、川崎油工製プレス機を用いて10MPaの圧力で45秒間コールドプレスした。図7、図8に示す圧送装置が加温されたプリプレグを金型に移す時間は約4秒であった。搬送前のランダムマット基材の重量は65.7g、搬送後は65.6gであった。
得られた成形体の厚みは1.5mmでガラス繊維の体積分率は20%であった。成形体の外観にドライな部位はなく良好(○)で、欠けや不良はなく、成形性も良好であった(○)。結果を表2に示す。
【0079】
[実施例5]
参考例1で作製したランダムマット基材を、含浸用の平板金型をセットした川崎油工製プレス機を用いて280℃、3MPaで5分間ホットプレスした後、50℃まで冷却して、樹脂含浸度99%、炭素繊維の目付が314g/m2のプリプレグを得た。炭素繊維100重量部に対して、PA66の割合は、143重量部であった。
次に、得られたプリプレグ3枚を大同製の過熱水蒸気加熱炉の中に投入して、280℃に加熱したものを、ヒーターもしくは熱媒ジャケットを装備した振動搬送機に投入し、金型温度を120℃に設定した図1の金型の水平部に、チャージ率80%となる様にフィードし、配置して10MPaの圧力で40秒間コールドプレスした。図9、図10に示す、振動搬送機が加温されたプリプレグを金型に移す時間は約5秒であった。搬送前のプリプレグの重量は58.0g、搬送後は57.9gであった。
得られた成形体の厚みは1.5mmで炭素繊維の体積分率は30%であった。成形体の外観にドライな部位はなく良好(○)で、欠けや不良はなく、成形性も良好であった(○)。結果を表2に示す。
【0080】
[実施例6]
参考例1で作製したランダムマット基材を、含浸用の平板金型をセットした川崎油工製プレス機を用いて280℃、3MPaで5分間ホットプレスした後、50℃まで冷却して、樹脂含浸度99%、炭素繊維の目付が317g/m2のプリプレグを得た。炭素繊維100重量部に対して、PA66の割合は、143重量部であった。次に、得られたプリプレグ3枚をIHヒーターの中に投入して、280℃に加熱したものを、ヒーターもしくは熱媒ジャケットを装備した振動搬送機に投入し、金型温度を120℃に設定した図1の金型の水平部に、チャージ率80%となる様にフィードし、配置して10MPaの圧力で40秒間コールドプレスした。振動搬送機が加温されたプリプレグを金型に移す時間は約5秒であった。搬送前のプリプレグの重量は58.0g、搬送後は58.0gであった。
得られた成形体の厚みは1.5mmで炭素繊維の体積分率は30%であった。成形体の外観にドライな部位はなく良好(○)で、欠けや不良はなく、成形性も良好であった(○)。結果を表2に示す。
【0081】
[比較例1]
PA66が炭素繊維に含浸した加温状態のプリプレグを金型に移す時間を16秒とする以外は実施例1と同様の処理を行い、成形体を得た。
得られた成形体の厚みは1.7mmとやや厚めであった。炭素繊維の体積分率は30%であった。成形体の表面にはドライな部分が多少見られ、外観はもうひとつであった(△)。成形体の端部には多少欠けが見られ、成形性もいまひとつであった(△)。結果を表2に示す。
【0082】
[比較例2]
PPが炭素繊維に含浸した加温状態のプリプレグを金型に移す時間を30秒とする以外は実施例3と同様の処理を行い、成形体を得た。
得られた成形体の厚みは3.4mmとやや厚めであった。炭素繊維の体積分率は20%であった。成形体の表面にはドライな部分が多く見られた(×)。また、成形体の端部には欠けが見られ、成形性は悪かった(×)。結果を表2に示す。
【0083】
[比較例3]
参考例4で作製したランダムマット基材を、実施例1と同様の条件で処理して成形体を得た。搬送ロボットが加温されたプリプレグを金型に移す時間は約3秒であった。得られた成形体の厚みは1.5mmで炭素繊維の体積分率は30%であった。成形体の外観にドライな部分が多少見られ、外観はもうひとつであった(△)。成形体の端部には欠けが見られ、成形性は悪かった(×)。結果を表2に示す。
【0084】
[比較例4]
参考例5で作製したランダムマット基材を、実施例1と同様の条件で処理して成形体を得た。搬送ロボットが加温されたプリプレグを金型に移す時間は約3秒であった。加温されたプリプレグが軟らかすぎたため搬送途中に一部が脱落し、搬送前のプリプレグ重量58.0gに対し、搬送後は50.5gであった。得られた成形体の厚みは1.3mmで、1.5mmの予定に対して寸法安定性に劣った。結果を表2に示す。
【0085】
[比較例5]
参考例6で作製したランダムマット基材を、実施例1と同様の条件で処理しようとしたが、加温されたプリプレグの搬送途中の脱落が多く、成形には至らなかった。結果を表2に示す。
【0086】
【表2】
【符号の説明】
【0087】
1 ランダムマット基材又はプリプレグ
2 型締機
3 温度確保のための部分的な覆い
4 掴み部
5 ヘラ部
6 フッ素樹脂製のすくい部
7 空気入口
8 圧送用ブロワ―
9 保温機
10 加熱ヒーター
11 ダクト
12 出口開口部
13 振動フィーダー
14 フレキブルダクト
15 基材出口開口部
16 トラフ
【技術分野】
【0001】
本発明は強化繊維と熱可塑性樹脂を含むランダムマット基材からなる、寸法安定性、外観、成形性に優れた成形体の製造方法である。さらには、電気・電子機器用筐体、自動車用部品、医療機器用部品、航空機部品、建材、一般産業用部品などの用途に好ましく用いられる成形体に関する。
【背景技術】
【0002】
近年、電気・電子機器、自動車、医療機器、航空機、建材、一般産業用部品などの様々な分野で軽量化に関する要望が高まっており、それらに用いられる筐体や部材などについても軽量・高剛性化が求められるようになってきた。そのような薄肉・高剛性の筐体や部材としては、アルミニウム合金やマグネシウム合金の圧延板をプレス加工した成形体、あるいはダイカストモールド成形した成形体が用いられてきており、また、ガラス繊維や炭素繊維を充填した繊維強化複合材料を射出成形した成形体や、繊維強化複合材料板に熱可塑性樹脂を射出成形で一体化した成形体なども用いられてきた。
【0003】
アルミニウム合金やマグネシウム合金は強度や剛性に優れる反面、形状成形性に限界があり、複雑な形状を単体で成形するのは難しい。また、金属部材(特にマグネシウム合金)は耐食性が劣るという問題があり、大気中の水分や使用者の汗に含まれる水分や塩分で表面が腐食し、外観不良の問題が発生する。そこで特許文献1には、マグネシウム合金からなる部材全体を樹脂層で被覆する被覆ステップと、該部材と樹脂製の部品とを一体成形する成形ステップを有する筐体の製造方法が提案されている。これにより、複雑な形状の形成と耐食性の付与を行なうことが可能であるが、工程が複雑になる上、アルミニウム合金やマグネシウム合金、および樹脂の比強度は鉄に対しては高いものの、後述する繊維強化複合材料と比べれば低くなるため、達成できる軽量化には限界がある。
【0004】
繊維強化複合材料は比強度、比剛性に優れ、かつ耐食性にも優れることから、上述の用途に広範囲に用いられている。とくにガラス繊維や炭素繊維を充填した繊維強化複合材料を射出成形した成形体は、その形状自由度の高さや生産性の高さから多用されているが、成形品に残存する繊維長が短くなるため、高い強度や剛性を要求される用途においては課題が残されている。一方、連続繊維で強化された繊維強化複合材料は、特に比強度、比剛性に優れることから、高い強度や剛性が要求される用途を中心に用いられてきた。しかしながら、樹脂や射出成形による繊維強化複合材料と比較すると形状自由度が低く、複雑な形状を単体で成形するのは困難であった。また、織物形態にした強化繊維を複数枚数積層するなどして製造するため、生産性が低いのも問題であった。特許文献2には、強化繊維、特に連続繊維を含むシートから構成された板状部材の外縁に樹脂部材を接合した複合成形品が提案されている。これにより、複雑な形状を有する成形品を実現することが可能であるが、複数工程を経て製造されるため、生産性が高いとは言い難い。また、連続繊維を用いた繊維強化複合材料は、通常は予め強化繊維基材に熱硬化性樹脂を含浸させたプリプレグと呼ばれる材料を、オートクレーブを用いて2時間以上加熱・加圧する事により得られる。近年、樹脂を含浸させていない強化繊維基材を金型内にセットした後、熱硬化性樹脂を流し入れるRTM成形方法が提案され、成形時間は大幅に短縮された。しかしながら、RTM成形方法を用いた場合でも、1つの部品を成形するまでに10分以上必要となり、生産性が向上しない。
【0005】
そのため、従来の熱硬化性樹脂に代わり、熱可塑性樹脂をマトリックスに用いた繊維強化複合材料が注目されている。しかしながら、熱可塑性樹脂は、一般的に熱硬化性樹脂と比較して成形温度での粘度が高く、そのため、繊維基材に樹脂を含浸させる時間が長く、結果として成形までのタクトが長くなるという問題があった。
【0006】
これらの問題を解決する手法として、熱可塑スタンピング成形(TP−SMC)と呼ばれる手法が提案されている。これは、予め熱可塑性樹脂を含浸させたチョップドファイバーを融点又は流動可能な温度以上に加熱し、これを金型内の一部に投入した後、直ちに型を閉め、型内にて繊維と樹脂を流動させる事により製品形状を得、冷却・成形するという成形方法である。この手法では、予め樹脂を含浸させた繊維を用いる事により、約1分程度という短い時間で成形が可能である。チョップド繊維束および成形材料の製造方法についての特許文献3および4があるが、これらはSMCやスタンパブルシートと呼ばれるような成形材料とする方法であって、かかる熱可塑スタンピング成形では、型内を繊維と樹脂を流動させるために、薄肉のものが作れない、繊維配向が乱れ、制御が困難である等の問題があった。
【0007】
また、特許文献5には、ガラス長繊維含有合成樹脂成形体をプレス成形してガラス長繊維プリフォームを製造する際に、ガラス長繊維マットからの放熱を少なくするため、ガラスマット繊維を固定する方法が記載されている。しかしながら、特許文献5に記載のガラス長繊維プリフォームの製造方法では、プリフォーム用金型とガラス長繊維マットとの間にヒーターを設置されているため、プレス成型機の構造が複雑になるのに加え、ヒーター加熱工程とプレス工程とを、複数基材に対して同時に行う事が出来ず、生産性に劣るものであった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2010−147376号公報
【特許文献2】特開2010−141804号公報
【特許文献3】特開2009−114611号公報
【特許文献4】特開2009−114612号公報
【特許文献5】特開平5−96537号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記課題に鑑みてなされたものであり、強化繊維と熱可塑性樹脂を含んでなるランダムマット基材からの、寸法安定性、外観、成形性に優れた成形体の製造方法を提供する事を目的とする。
【課題を解決するための手段】
【0010】
前記問題点を解決するための本発明は、ランダムマット基材を高速で搬送して成形する事を主たる特徴とする。具体的には、以下の構成からなる。
【0011】
1.平均繊維長5〜100mmの強化繊維と熱可塑性樹脂を含み、強化繊維の目付が25〜3000g/m2であるランダムマット基材を、以下の工程1および工程2を含んで、工程3により成形する成形体の製造方法であって、下記(1)で定義される臨界単糸数以上で構成される強化繊維束(A)の強化繊維全量に対する割合が20Vol%以上99Vol%以下であり、工程2における搬送に要する時間を15秒以下とする成形体の製造方法。
工程1.基材を、熱可塑性樹脂樹の軟化温度以上に加熱する工程
工程2.加熱した基材を金型内に搬送する工程
工程3.金型温度を熱可塑性樹脂の軟化温度未満に調節し、基材を成形する工程
臨界単糸数=600/D (1)
(ここでDは強化繊維の平均繊維径(μm)である)
2.強化繊維束(A)中の平均繊維数(N)が下記式(2)を満たす前記1に記載の成形体の製造方法。
0.7×104/D2<N<1×105/D2 (2)
3.前記強化繊維が、炭素繊維、ガラス繊維、およびアラミド繊維からなる群から選ばれる少なくとも1種である前記1または2に記載の成形体の製造方法。
4.工程2における加熱したランダムマット基材の搬送手段が、掴み上げ方式、すくい上げ方式、圧送方式、および振動フィード方式からなる群より選ばれる少なくとも1種である前記1〜3のいずれかに記載の成形体の製造方法。
5.工程3における基材の成形方法が、コールドプレス成形である前記1〜4のいずれかに記載の成形体の製造方法。
6.工程2の前後における基材の温度低下を30℃以下とする、前記1〜5のいずれかに記載の成形体の製造方法。
【発明の効果】
【0012】
本発明によれば、強化繊維と熱可塑性樹脂から構成されるランダムマット基材を、寸法安定性、外観、成形性に優れた成形体に、簡単なプロセスと高い生産性で製造することが可能となる。また、本発明におけるランダムマット基材を用いて搬送すると、ランダムマット基材に含まれる強化繊維が適当な長さを持ち、無作為な方向に分散して配置されているため、高速で基材を搬送した場合であっても、樹脂の粉落ちや、樹脂中の強化繊維の偏在、基材のちぎれを防ぐ事が出来る。また高速で基材を搬送する事で、搬送時の基材温度低下を抑制し、成形時に最適温度で成形する事ができる。本発明により電気・電子機器用筐体、自動車用部品、一般産業用部品が好ましく提供できる。
【図面の簡単な説明】
【0013】
【図1】本発明の一実施形態の斜視図
【図2】本発明の一実施形態の3面図(断面図)
【図3】アームによる掴み上げの搬送図
【図4】図3のA−A矢印視点からの、掴み上げ部の側面図
【図5】ヘラによるすくい上げの搬送図
【図6】ヘラ部の側面図
【図7】加圧空気による圧送方式の搬送図
【図8】図7のC−C矢印視点からの、加圧空気による圧送方式におけるフード出口部側面図
【図9】振動によるフィード方式の搬送図
【図10】図9のD−D矢印視点からの、振動によるフィード方式における、トラフ出口側面図
【発明を実施するための形態】
【0014】
以下に、本発明の実施の形態について順次説明するが、本発明はこれらに制限されるものではない。
【0015】
[強化繊維]
ランダムマット基材を構成する強化繊維は不連続であり、平均繊維長5〜100mmである。本発明のランダムマット基材はある程度長い強化繊維を含んで強化機能が発現できる事を特徴とし、好ましくは強化繊維の平均繊維長が10mm以上100mm以下であり、より好ましくは15mm以上100mm以下であり、更に好ましくは15mm以上80mm以下である。強化繊維の長さが5mm未満であると、基材の搬送中に樹脂の粉落ちや、樹脂中の強化繊維の偏在が生じるので好ましくない。また、強化繊維の長さが100mmを超えると強化繊維の取扱い性が悪くなり、好ましくない。強化繊維のカット方法において、強化繊維を固定長にカットしてランダムマットを製造した場合、平均繊維長はカットした繊維長とほぼ等しくなる。
【0016】
強化繊維全量に対する強化繊維束(A)の割合は、20Vol%以上99Vol%以下である。強化繊維束(A)の割合が20Vol%未満になると、表面品位に優れる成形体が得られるという利点はあるものの、機械物性に優れた成形体が得にくくなる。強化繊維束(A)の割合が99Vol%より大きくになると、繊維の交絡部が局部的に厚くなり、薄肉のものが得られにくくなる。強化繊維束(A)の割合はより好ましくは30Vol%以上80Vol%未満である。
【0017】
[開繊程度]
本発明における強化繊維束(A)は、式(1)で定義される臨界単糸数以上で構成され、強化繊維束(A)中の平均繊維数(N)が下記式(2)を満たす事が好ましい。
臨界単糸数=600/D 式(1)
0.7×104/D2<N<1×105/D2 式(2)
(ここでDは強化繊維の平均繊維径(μm)である)
【0018】
本発明の成形体を構成するランダムマット基材には、強化繊維束(A)以外の強化繊維として、単糸の状態または臨界単糸数未満で構成される繊維束が存在すると好ましい。
すなわち本発明で用いられるランダムマット基材には、平均繊維径に依存して定義される臨界単糸数以上で構成される強化繊維束の存在量を20Vol%以上99Vol%以下とする、強化繊維の開繊程度がコントロールされた特定本数以上の強化繊維からなる強化繊維束に加えて、それ以外の開繊された強化繊維を特定の比率で含むことが好ましい。
【0019】
また本発明で好ましく用いられるランダムマット基材では、臨界単糸数以上で構成される強化繊維束(A)中の平均繊維数(N)が上記式(2)を満たすことが好ましい。
具体的には、強化繊維が炭素繊維であり、炭素繊維の平均繊維径が5〜7μmである場合、臨界単糸数は86〜120本となり、炭素繊維の平均繊維径が5μmである場合、繊維束中の平均繊維数は280超〜4000本未満の範囲となるが、なかでも600〜2500本であることが好ましい。より好ましくは600〜1600本である。炭素繊維の平均繊維径が7μmの場合、繊維束中の平均繊維数は142超〜2040本未満の範囲となるが、なかでも300〜1500本であることが好ましい。より好ましくは300〜800本である。
【0020】
強化繊維束(A)中の平均繊維数(N)が0.7×104/D2以上の場合、高い繊維体積含有率(Vf)を得る事が容易となる。また強化繊維束(A)中の平均繊維数(N)が1×105/D2以下の場合、局部的に厚い部分が生じにくくなり、ボイドの原因が減少するので好ましい。1mm以上の薄肉な成形体を得ようとした場合、該範囲に分繊しただけの繊維を用いると、疎密が小さく、より良好な物性が得られる。又、全ての繊維を開繊した場合には、より厚いものを得る事は容易になるが、繊維の交絡が多くなる。式(1)で定義される臨界単糸数以上の強化繊維束(A)と、単糸の状態又は臨界単糸数未満の強化繊維(B)を成形体内に同時に存在させると、薄肉であり、物性発現率のより高い成形体を実現することが可能である。
【0021】
[強化繊維の種類]
ランダムマット基材を構成する強化繊維には特に制限はなく、炭素繊維、ガラス繊維、ステンレス繊維、アルミナ繊維、鉱物繊維などの無機繊維、ポリエーテルエーテルケトン繊維、ポリフェニレンサルファイド繊維、ポリエーテルスルホン繊維、アラミド繊維、ポリベンゾオキサゾール繊維、ポリアリレート繊維、ポリケトン繊維、ポリエステル繊維、ポリアミド繊維、ポリビニルアルコール繊維などの有機繊維が例示される。なかでも成形体に強度や剛性が求められる用途において炭素繊維、アラミド繊維、およびガラス繊維からなる群から選ばれる少なくとも一種であることが好ましい。導電性が必要な用途においては、炭素繊維が好ましく、ニッケルなどの金属を被覆した炭素繊維がより好ましい。電磁波透過性が必要な用途においては、ガラス繊維や有機繊維が好ましく、電磁波透過性と強度のバランスからアラミド繊維とガラス繊維がより好ましい。耐衝撃性が必要な用途においては有機繊維が好ましく、コスト面を考慮するとポリアミド繊維とポリエステル繊維がより好ましい。なかでも炭素繊維が、軽量でありながら強度に優れた成形体が提供できる点で好ましい。
【0022】
[強化繊維の平均繊維径]
強化繊維の平均繊維径には特に限定はないが、例えば、炭素繊維の場合、好ましい平均繊維径は3〜12μmであり、より好ましくは5〜7μmである。ポリエステル繊維の場合は、好ましい平均繊維径は10〜50μmであり、より好ましくは15〜35μmである。
【0023】
これらは併用することもでき、成形体の部位によって強化繊維の種類を使い分けることも可能であり、異なる強化繊維を用いたランダムマット基材を全体または部分的に積層させた状態で成形体を作製することも可能である。また、平均繊維長とは成形体に含まれる強化繊維を無作為に取り出し、それらの繊維長の平均値で表されるものである。
【0024】
[熱可塑性樹脂]
本発明の製造方法における、成形体の原料となるランダムマット基材は固体の熱可塑性樹脂を含み、繊維に樹脂が含浸されたプリプレグを得るためのプリフォームとなる。ランダムマット基材においては、熱可塑性樹脂が、繊維状および/または粒子状で存在することが好ましい。強化繊維と、繊維状および/または粒子状の熱可塑性樹脂が混合され、近接して存在していることにより、含浸工程の型内で繊維と樹脂を大きく流動させる必要がなく、熱可塑性樹脂を容易に含浸できる。相溶可能なものであれば熱可塑性樹脂の種類を2種以上とすることもでき、また繊維状と粒子状のものを併用してもよい。
【0025】
繊維状の場合、繊度100〜5000dtexのもの、より好ましくは繊度1000〜2000dtexものがより好ましく、平均繊維長としては0.5〜50mmが好ましく、より好ましくは平均繊維長1〜10mmである。
【0026】
粒子状の場合、球状、細片状、あるいはペレットのような円柱状が好ましく挙げられる。球状の場合は、真円または楕円形状、あるいは卵状のような形状が好ましく挙げられる。球とした場合の好ましい平均粒子径は0.01〜1000μmである。より好ましくは平均粒子径0.1〜900μmものがより好ましく、更に好ましくは平均粒子径1〜800μmものがより好ましい。粒子径分布についてはとくに制限はないが、分布シャープなものがより薄い成形体を得る目的としてはより好ましいが、分級等の操作により所望の粒度分布として用いる事が出来る。
【0027】
細片状の場合、ペレットのような円柱状や、角柱状、リン片状が好ましい形状として挙げられる。この場合ある程度のアスペクト比を有しても良いが、好ましい長さは上記の繊維状の場合と同程度とする。
【0028】
成形体を構成する熱可塑性樹脂の種類としては例えば塩化ビニル樹脂、塩化ビニリデン樹脂、酢酸ビニル樹脂、ポリビニルアルコール樹脂、ポリスチレン樹脂、アクリロニトリル−スチレン樹脂(AS樹脂)、アクリロニトリル−ブタジエン−スチレン樹脂(ABS樹脂)、アクリル樹脂、メタクリル樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、ポリアミド6樹脂、ポリアミド11樹脂、ポリアミド12樹脂、ポリアミド46樹脂、ポリアミド66樹脂、ポリアミド610樹脂、ポリアセタール樹脂、ポリカーボネート樹脂、ポリエチレンテレフタレート樹脂、ポリエチレンナフタレート樹脂、ボリブチレンテレフタレート樹脂、ポリアリレート樹脂、ポリフェニレンエーテル樹脂、ポリフェニレンスルフィド樹脂、ポリスルホン樹脂、ポリエーテルスルホン樹脂、ポリエーテルエーテルケトン樹脂、ポリ乳酸樹脂などが挙げられる。
【0029】
[熱可塑性樹脂と強化繊維の重量部]
熱可塑性樹脂の存在量は、好ましくは強化繊維100重量部に対し、50〜1000重量部、より好ましくは50〜500重量部である。更に好ましくは、強化繊維100重量部に対し、熱可塑性樹脂60〜300重量部である。強化繊維100重量部に対する熱可塑性樹脂の割合が50重量部より多いとプリプレグ中にボイドが発生しにくくなり、強度や剛性が高くなる傾向にある。反対に、熱可塑性樹脂の割合が1000重量部より少ない方が、強化繊維の補強効果が発現しやすい。
【0030】
繊維体積含有率(Vf)で言い換えると、本発明の成形体およびランダムマット基材において、繊維体積含有率は5〜80%であり、20〜60%がより好ましい。強化繊維の繊維体積含有率が5%より高くなると、補強効果が十分に発現できる。また、80%を超えなければ、プリプレグ中にボイドが発生しにくくなり、成形体の物性が向上する。
【0031】
[ランダムマット基材]
本発明の成形体を平均繊維長5〜100mmの強化繊維と熱可塑性樹脂を含み、強化繊維が25〜3000g/m2の目付けであるランダムマット基材を、以下の工程1および工程2を含んで、工程3により成形する成形体の製造方法であって、下記(1)で定義される臨界単糸数以上で構成される強化繊維束(A)の強化繊維全量に対する割合が20Vol%以上99Vol%以下含まれている。ランダムマットとは、ランダムマット基材、及びプリプレグ(ランダムマット基材における強化繊維束内および強化繊維の単糸間に熱可塑性樹脂を含浸させたもの)を構成する強化繊維が、特定の方向に配向していない(面内等方性である)ことを意味する。具体的には、ランダムマット基材より成形体を得た場合に、ランダムマット中の強化繊維の等方性は、成形体においても維持される。ランダムマット基材より成形体を得て、互いに直交する二方向の引張弾性率の比を求めることで、ランダムマット基材およびそれからの成形体の等方性を定量的に評価できる。成形体の任意の方向、及びこれと直交する方向について、それぞれ測定した引張弾性率の値のうち大きいものを小さいもので割った(Eδ)比が2以下、より好ましくは1.3以下であることとする。
【0032】
ランダムマット基材の厚さにとくに制限はなく、1〜150mm厚みのものを得ることができる。本発明のランダムマット基材より薄肉の成形体が得られるという本発明の効果を発揮する点では2〜100mm厚みとすることがより好ましい。
【0033】
[強化繊維と熱可塑性樹脂の含有量測定方法]
ランダムマット基材および成形体における強化繊維と熱可塑性樹脂の割合は、溶解性の違いを利用して評価することが出来る。この場合、1cm2から10cm2の試料の重量を秤量し、繊維または樹脂のいずれか一方を溶解、または分解する薬品を使用して溶解成分を抽出すればよい。その後、残渣を洗浄および乾燥後に秤量し、残渣と溶解成分の重量、および繊維と樹脂の比重から、繊維と樹脂の体積分率を算出する。例えば、熱可塑性樹脂がポリプロピレンの場合、加熱したトルエンまたはキシレンを用いることにより、ポリプロピレンのみを溶解することができる。熱可塑性樹脂がポリアミドの場合は、加熱したギ酸によりポリアミドを分解することができる。樹脂がポリカーボネートの場合には加熱した塩素化炭化水素を用いることにより、ポリカーボネートを溶解することができる。また、強化繊維が炭素繊維やガラス繊維などの無機繊維の場合には、樹脂を燃焼除去することによってもそれぞれの重量および体積分率を算出できる。この場合、よく乾燥させた試料の重量を秤量後、電気炉等を用いて500〜700℃で5〜60分処理して樹脂成分を燃焼する。乾燥雰囲気で残留した繊維を放冷後、秤量することにより各成分の重量を算出することが出来る。
【0034】
通常、成形体の構成材料が熱可塑性樹脂だけの場合、成形条件を厳しくすると樹脂の溶融粘度が下がるため、立上げ部はより高く、薄くすることが可能となる。複雑な形状に成形することも可能となり、より少ない材料でより大きな補強効果を付与できる。しかし、成形体の構成材料が強化材料を含んだ熱可塑性樹脂である場合、補強材が流動性を阻害しやすい。特に、補強材が強化繊維である場合、アスペクト比が大きい時に、材料の流動性は著しく低下する傾向がある。強化繊維の長さを短くし、アスペクト比を小さくすれば材料の流動性は増すが、補強効果は低下する。
【0035】
また、強化繊維を含有した熱可塑性樹脂材料の流動性が高い部類のものは、補強材が流動方向に配向する傾向が高く、材料の流れ方向には高強度でも、流れと直交する方向では強度が上がらず、成形体の物性が異方的になる。強化繊維を含有する熱可塑性樹脂を構成成分とする成形体の物性を等方的とするためには、成形体の厚みを肉厚とする必要があった。それに対し、本発明の成形体は、等方的に高流動するランダムマット基材を構成成分とすることから、成形性が良く、立上げ部も形成しやすい。しかも、複雑な形状をより薄く、高く形成できることから、少ない材料で補強効果を付与することが期待出来る。したがって、本発明における成形体では、リブ、ボス、マウント、ヒンジなどの立上げ部、深絞りを施した立ち面、成形体の中で厚みが変化する偏肉などの複雑な形状を、容易に設ける事が出来る。
【0036】
[他の剤]
なお、本発明の目的を損なわない範囲で、ランダムマット基材に機能性の充填材や添加剤を含有させても良い。例えば、有機/無機フィラー、難燃剤、耐UV剤、顔料、離型剤、軟化剤、可塑剤、界面活性剤などが挙げられるが、この限りではない。特に電子・電気機器用途や自動車用途においては、高い難燃性が要求されることがあるため、難燃剤を含有させることが好ましい。難燃剤の例としては、公知のものが使用でき、本発明の熱可塑性組成物に難燃性を付与できる物であれば特に限定はされない。具体的には、リン系難燃剤、窒素系難燃剤、シリコーン化合物、有機アルカリ金属塩、有機アルカリ土類金属塩、臭素系難燃剤等を挙げることができ、これらの難燃剤は単独で使用しても良いし、複数を併用して用いても良い。難燃剤の含有量は、物性、成形性、難燃性のバランスから樹脂100質量部に対して1〜40質量部とすることが好ましく、1〜20質量部とすることがさらに好ましい。
【0037】
[ランダムマット基材の製造方法]
以下本発明に用いるランダムマット基材を好ましく得る方法について述べる。本発明のランダムマット基材は以下の工程a〜dより、好ましく製造される。
a.強化繊維をカットする工程、
b.カットされた強化繊維を管内に導入し、空気を繊維に吹き付ける事により、繊維束を開繊させる工程、
c.開繊させた強化繊維を拡散させると同時に、繊維状又は粒子状の熱可塑性樹脂とともに吸引し、強化繊維と熱可塑性樹脂を散布する塗布工程、
d.塗布された強化繊維および熱可塑性樹脂を定着させる工程。
また上記の定着工程と塗布工程は同時に行う、すなわち塗布して堆積させつつ定着させても良く、吸引機構を持つ可動式の通気性シート上に散布し、マット状に堆積させその状態で定着させることが好ましい。
【0038】
[成形体の製造方法]
本発明の成形体は、以下の工程1および工程2を含んで、工程3により成形するに際し、工程2における搬送に要する時間を15秒以下とする。
工程1.基材を、熱可塑性樹脂樹の軟化温度以上に加熱する工程
工程2.加熱した基材を金型内に搬送する工程
工程3.金型温度を熱可塑性樹脂の軟化温度未満に調節し、基材を成形する工程
【0039】
[工程1]
工程1は成形の準備段階である。ランダムマット基材のマトリックスである熱可塑性樹脂は室温に近い状態では硬いため、樹脂が結晶性の場合は融点〜熱分解温度に、非晶性の場合はガラス転移温度〜熱分解温度まで加熱して、ランダムマット基材に柔軟性を付与する。この際、一度加圧し、ランダムマット基材の強化繊維束内に熱可塑性樹脂を含浸させ、プリプレグとすることが好ましい。本発明において、ランダムマット基材における強化繊維束内および強化繊維の単糸間に熱可塑性樹脂を含浸させたものを、プリプレグと呼ぶ。ランダムマット基材がその性能を十分に発揮するためには、強化繊維束内にマトリックス樹脂が含浸し、強化繊維とマトリックス樹脂が一体化していることが好ましく、成形体を製造する工程のどこかで含浸処理を行うと好ましい。
【0040】
この含浸処理は工程3で実施することも出来るが、含浸と成形を分けて行うと成形体の寸法安定性、外観、物性などに良い影響が出ることから、工程1で行うと好ましい。含浸における圧力は0.1〜20MPaが好ましく、0.5〜10MPaがより好ましい。時間は0.1〜60分が好ましく、0.5〜30分がより好ましい。圧力が低いと含浸に時間を要し、生産性に影響を及ぼしやすい。また、圧力が高すぎると大型の成形機やユーティリティー設備が必要となり、設備投資が高額となる。
【0041】
本発明において、含浸処理工程および成形工程における、ランダムマット基材およびプリプレグの加熱方法に特に限定はなく、いかなる方法の利用も可能である。具体的には、熱風乾燥機や電気加熱型乾燥機を用いる方法、飽和蒸気や過熱蒸気を用いる方法、金型・ベルトコンベアー・熱ローラーなどにおいて熱板に挟む方法、赤外線・遠赤外線・マイクロ波・高周波などによる誘電加熱や、誘導加熱(IH)が例示される。この中でも、熱板に挟む方法、誘電加熱、誘導加熱が、熱効率が高いので、より好ましい。
【0042】
[工程2]
工程1で加熱したランダムマット基材(含浸工程がある場合はプリプレグ)を金型に搬送する。搬送方法に特に限定はないが、複雑形状の成形体をロスなく容易に成形するためには、ランダムマット基材の温度が下がらないことが重要である。そのため、搬送・供給速度は速いほど好ましく、保温機構が備わっていればより好ましい。
【0043】
ランダムマット基材は適当な加熱加圧条件下で成形すると流動性が高く、成形性に優れることから複雑な形状を容易にロスなく成形することが可能になる。複雑な形状を成形するためには加熱したランダムマット基材をできるだけ冷やさずに金型に移送し、成形に移ることが重要である。特に、強化繊維に炭素繊維を用いた場合、通常の強化繊維よりも放熱しやすく、迅速に搬送しなければ、金型に搬送した時点で、所望のプレス温度が得られない。したがって、工程2においては、短時間で移送できる方法や保温性が高い方法などが有効となる。
【0044】
このような搬送・供給装置としては、ベルトコンベアー設備、振動搬送装置、圧縮空気・ガス・蒸気等を用いた圧送装置、ランダムマット基材やプリプレグを掴み上げるためのアームやすくい上げるためのヘラのような部位を有するロボット設備などが例示される。この中でも、ベルトコンベアー設備は連続生産設備として好適であり、加熱装置や保温装置などを併設しやすく好ましい。また、圧送装置はランダムマット基材やプリプレグを短時間で目的の場所に搬送することができ、これも好ましい。また、アームやヘラなどを有するロボット設備も短時間搬送が可能であり、コンパクト化しやすいこと、自動車分野や産業機械分野などで様々な機種が使用されており、工夫や応用が施しやすいことからこれも好ましい。上記に例示した設備や装置は組み合わせて使用しても構わない。
【0045】
搬送に要する時間は15秒以下である必要があり、好ましくは10秒以下、より好ましくは5秒以下、さらに好ましくは3秒以下である。搬送時間が15秒を上回れば、その間にランダムマット基材が冷えてしまい、所望の形状を成形できない。また、搬送装置にはランダムマット基材の保温機能が備わっていればより好ましい。
【0046】
脆弱な基材の場合、加温状態の基材は柔らかいため、搬送時間を短くするために搬送速度を上げると、基材の型崩れ、樹脂落ち、基材のちぎれ、強化繊維と樹脂の分離、又は搬送具より全体的または部分的に脱落が生じる。一方、本発明におけるランダムマット基材によると、ランダムマット基材の搬送速度を上げて、搬送に要する時間を15秒以下としても、前述の型崩れや樹脂落ち、基材のちぎれや、基材に含まれる繊維の偏在化等を抑制できる。これは、ランダムマット基材に含まれる強化繊維が適当な長さを持ち、無作為な方向に分散して配置されているため、搬送時に多少の揺れがあっても、強化繊維がランダムマット基材の形を保つ事が出来るからである。
【0047】
[工程3]
搬送したランダムマット基材は、下記式(3)で表されるチャージ率5〜100%で金型に配置することが好ましい。より好ましくは20〜95%のチャージ率であり、更に好ましい基材のチャージ率は50〜90%である。チャージ率が100%を超えると成形時にロスになる材料が生じることになる。また、チャージ率が5%を下回ると成形における流動時に基材が冷めやすく、所望の形状が得られない虞がある。
チャージ率(%)=100×基材面積(mm2)/金型キャビティ投影面積(mm2) 式(3)
(ここで基材面積とは配置した全てのランダムマット基材の抜き方向への投影面積であり、金型キャビティ投影面積とは抜き方向への金型キャビティの投影面積である)
【0048】
工程3では、金型に搬送したランダムマット基材を成形した後、または成形しながら降温して成形を終了させる。成形方法はホットプレスでもコールドプレスでも良いが、生産性を考慮すれば成形時間が短いコールドプレスが好ましい。ホットプレスの場合、金型温度はランダムマット基材の熱可塑性樹脂が結晶性であれば融点から熱分解温度、非晶性であればガラス転移温度から熱分解温度となり、成形後に金型温度を結晶性樹脂の場合は融点未満、非晶性樹脂の場合はガラス転移温度未満に降温し、成形品を冷却して離型し、成形を終了させる。コールドプレスの場合は、金型温度はランダムマット基材の熱可塑性樹脂が結晶性であれば融点未満、非晶性であればガラス転移温度未満となり、成形と同時に冷却し、成形を終了させる。
【0049】
成形圧力は0.1〜50MPaが好ましく、0.5〜30MPaがより好ましい。時間は0.1〜60分が好ましく、0.5〜30分がより好ましい。圧力が低いと成形に時間を要し、生産性に影響を及ぼしやすい。また、圧力が高すぎると大型の成形機やユーティリティー設備が必要となり、設備投資が高額となる。
以上の工程はランダムマット基材の製造工程に引き続き連続的に行うこともできるし、いったんランダムマット基材を得た後、個別に行ってもよい。
【0050】
本発明においては、金型形状に対し低チャージで配置し、加圧することで基材を流動させると良い。これにより、基材が複雑な形状に充填されやすくなる。通常、強化繊維を含有した熱可塑性樹脂材料を流動させると流動方向に強化繊維が配向する傾向があり、物性に異方性が生じる可能性があるが、本発明では、前述したランダムマット基材を用いることにより、強化繊維の等方性を保持したまま複雑な形状が得られる。
【0051】
[成形体]
本発明の成形体は、ランダムマット基材を成形することにより得られる。ランダムマット基材の繊維を樹脂で含浸させたプリプレグにおいて、強化繊維の繊維束内および単糸間に熱可塑性樹脂が含浸していることが好ましく、その含浸度は90%以上であることがより好ましい。強化繊維への樹脂の含浸度は95%以上であることが更に好ましい。含浸度が高いと、プリプレグおよび成形体の物性がより高いレベルに到達する事が出来る。プリプレグ、及びこれよりなる成形体においても強化繊維の繊維長、および束と単糸の割合はランダムマット中における状態を保っている。本発明の成形体は、各種の厚みとすることが可能であるが、厚みが0.2〜1mm程度の薄肉品も好適に得ることができる。
【0052】
本発明における成形体は、ランダムマット基材を用いて成形した層を有し、実質的に等方性を示す。ここで実質的等方性とは、ランダムマット基材を成形した後、成形板の任意の方向、及びこれと直交する方向を基準とする引張試験を行い、引張弾性率を測定し、測定した引張弾性率の値のうち大きいものを小さいもので割った比(Eδ)が2以下、より好ましくは1.3以下であることとする。
【0053】
本発明の成形体は、複雑な形状部位においても一定の繊維長および繊維含有率の維持が可能である。立上げ部などにおける強化繊維は、水平部から立上げ部に渡って連続して存在することが好ましい。立上げ部における強化繊維の平均繊維長は、立上げ部の形状にもよるが、5〜100mmであり、好ましくは5〜80mmである。
【0054】
本発明の成形体は、複雑な形状部位において繊維体積含有率(Vf)がほぼ等しいものを得ることも、炭素繊維含有量を傾斜させることも可能であり、得ようとする成形体の用途に合わせ適宜選択できる。複雑な形状部位においても一定の繊維強化効果を実現する目的で、Vfは他の部位とほぼ同一とすることが好ましい。各部位におけるVfがほぼ同一とは、具体的には大きい方の値を小さい方の値で割った比が1.0〜1.2となることをいう。
【0055】
成形体の意匠性を高めるため、水平部および/もしくは立上げ部などの外表面側に、加飾用のフィルムを貼り付けることも可能である。加飾フィルムの種類としては、ベースフィルム上に、文字や図形、模様等、所望の加飾パターンが形成されてなる転写箔や絵付ラベル、絵付フィルム等があり、成形体の表面に、この加飾フィルムの加飾パターンを転写し、或いは加飾フィルム自体を融着あるいは接着する方法が一般的に知られている。この場合、加飾フィルムと成形体の間に成形体の表面凹凸を埋めるための層が形成されていても良い。加飾フィルムは、後加工として貼り付けても良く、プレス用金型内に予めセットし、ランダムマット基材と一括成形することも可能である。
【実施例】
【0056】
以下、本発明を実施例に用いて具体的に説明するが、本発明はこれらに限定されるものではない。
【0057】
1)ランダムマット基材における強化繊維束の分析
ランダムマット基材を100mm×100mm程度に切り出す。切り出したランダムマット基材より、繊維束をピンセットで全て取り出し、繊維束の数(I)、及び繊維束の長さ(Li)と重量(Wi)を測定し、記録した。ピンセットにて取り出す事ができない程度に繊維束が小さいものについては、まとめて最後に重量を測定する(Wk)。重量の測定には、1/100mgまで測定可能な天秤を用いた。なお、特に強化繊維を炭素繊維とした場合や、繊維長が短い場合には、繊維束の重量が小さく、測定が困難になる。こういった場合には、分類した繊維束を複数本まとめて重量を測定した。
ランダムマット基材に使用している強化繊維の繊維径(D)より、臨界単糸数を計算し、臨界単糸数以上の強化繊維束(A)と、それ以外に分ける。なお、2種類以上の強化繊維が使用されている場合には、繊維の種類毎に分け、各々について測定及び評価を行う。
強化繊維束(A)の平均繊維数(N)の求め方は以下の通りである。各強化繊維束中の繊維本数(Ni)は使用している強化繊維の繊度(F)より、次式により求められる。
Ni=Wi/(Li×F)。
強化繊維束(A)中の平均繊維数(N)は、強化繊維束(I)より、以下の式により求める。
N=ΣNi/I
強化繊維束(A)のランダムマット基材の繊維全量に対する割合(VR)は、強化繊維の密度(ρ)を用いて次式により求められる。
VR=Σ(Wi/ρ)×100/((Wk+ΣWi)/ρ)
【0058】
2)成形体における強化繊維束分析
成形体については、500℃×1時間、炉内にて樹脂を燃焼除去した後、上記のランダムマット基材における方法と同様にして測定した。
【0059】
3)ランダムマット基材に含まれる強化繊維の平均繊維長の分析
ランダムマット基材より無作為に抽出した強化繊維100本の長さをノギスおよびルーペで1mm単位まで測定して記録し、測定した全ての強化繊維の長さ(Li)から、次式により平均繊維長(La)を求めた。複合材料の場合は500℃×1時間程度、炉内にて樹脂を除去した後、強化繊維を抽出した。
La=ΣLi/100
【0060】
4)プリプレグまたは成形体に含まれる強化繊維の平均繊維長の分析
プリプレグ又は成形体に含まれる強化繊維平均繊維長は、500℃×1時間程度、炉内にて樹脂を除去した後、上記のランダムマット基材における方法と同様にして測定した。
【0061】
5)成形体における繊維と樹脂の体積分率の分析
成形体を500℃×1時間、炉内にて樹脂を燃焼除去し、処理前後の試料の重量を秤量することによって繊維分と樹脂分の重量を算出した。次に、各成分の比重を用いて、繊維と樹脂の体積分率を算出した。
【0062】
6)引張試験
ウォータージェットを用いて成形体から試験片を切出し、JIS K 7165を参考として、A&D社製のテンシロン万能試験機を用いて測定した。試験片の形状はA形試験片とした。チャック間距離は136mm、試験速度は2mm/分とした。
【0063】
7)寸法安定性評価
作製した成形体を23℃、55%湿度下で48時間以上放置した後、成形体の寸法(長さ、幅、高さ)を測定して設計寸法と比較し、その差から変位率を算出した。成形体のN数は10とし、最も大きい寸法変位率が5%以下の場合を合格(○)、5%を超える場合を不合格(×)とした。
【0064】
8)外観評価
成形体の表面性を評価する目的で、成形体の外観を5段階で目視評価した。強化繊維への樹脂の含浸が不十分な(ドライな)部位がなく、成形体表面につやがある場合を良好(◎)とし、以下、良い(○)、普通(△)、やや悪い(▲)、悪い(×)とした。悪い(×)では成形体につやがなく、ドライな部分が多く見られた。
【0065】
9)成形性の評価
成形性を評価する目的で、形状観察を5段階で実施した。成形体の端部までランダムマット基材(又はプリプレグ)が充填され、欠陥が見られない場合を良好(○)とし、以下、良い(○)、普通(△)、やや悪い(▲)、悪い(×)とした。悪い(×)では欠けや不良が多かった。
【0066】
10)成形体における強化繊維の等方性の分析
成形体における、繊維の等方性を測定する方法としては、成形体の任意の方向、及びこれと直行する方向を基準とする引張り試験を行い、引張弾性率を測定し、測定した引張弾性率の値のうち大きいものを小さいもので割った比(Eδ)を測定した。弾性率の比が1に近いほど、等方性に優れる。
【0067】
11)プリプレグおよび成形体における樹脂含浸度
プリプレグおよび成形体の樹脂含浸度は、これらにおけるボイド率を測定した後、このボイド率を100から差し引いた値を含浸度(%)として評価した。プリプレグおよび成形体のボイド率は、これらの試験片の断面を光学顕微鏡で観察し、ボイドの存在面積を観察に用いた試験片の断面積で除して算出した。観察は1つの試料あたりn=5とし、その平均値をその試料のボイド率とした。
【0068】
[参考例1]
炭素繊維(東邦テナックス社製:テナックスSTS40−24KS(繊維径7μm、繊維幅10mm))を20mm幅に開繊しながら、繊維長10mmにカットし、炭素繊維の供給量を301g/分でテーパー管内に導入し、テーパー管内で空気を炭素繊維に吹き付けて繊維束を部分的に開繊しつつ、テーパー管出口の下部に設置したテーブル上に散布した。またマトリックス樹脂として、2mmにドライカットしたPA66繊維(旭化成せんい製ポリアミド66繊維:T5ナイロン、繊度1400dtex)を430g/分でテーパー管内に供給し、炭素繊維と同時に散布することで、平均繊維長10mmの炭素繊維とPA66が混合された、炭素繊維の目付317g/m2のランダムマット基材を得た。ランダムマット基材における強化繊維の形態を観察したところ、強化繊維の繊維軸は面とほぼ並行にあり、面内においては無作為に分散されていた。炭素繊維100重量部に対して、PA66の割合は、143重量部であった。得られたランダムマット基材の平均繊維長(La)及び強化繊維束(A)の割合と、平均繊維数(N)を調べたところ、平均繊維長(La)は10mm、式(1)で定義される臨界単糸数は86であり、強化繊維束(A)について、ランダムマット基材の繊維全量に対する割合は35%、強化繊維束(A)中の平均繊維数(N)は240であった。
【0069】
[参考例2]
炭素繊維(東邦テナックス社製:テナックスIMS60−12K(平均繊維径5μm、繊維幅6mm))を長さ20mmにカットし、炭素繊維の供給量を1222g/分でテーパー管内に導入し、テーパー管内で空気を炭素繊維に吹き付けて繊維束を部分的に開繊しつつ、テーパー管出口の下部に設置したテーブル上に散布した。またマトリックス樹脂として、平均粒径が約1mmに冷凍粉砕したPP樹脂(プライムポリマー製のポリプロピレン:プライムポリプロJ108M)を2527g/分でテーパー管内に供給し、炭素繊維と同時に散布することで、平均繊維長20mmの炭素繊維とPP樹脂が混合された、炭素繊維の目付が1056g/m2のランダムマット基材を得た。ランダムマット基材における強化繊維の形態を観察したところ、強化繊維の繊維軸は面とほぼ並行にあり、面内においては無作為に分散されていた。炭素繊維100重量部に対して、PP樹脂の割合は、207重量部であった。得られたランダムマット基材の平均繊維長(La)及び強化繊維束(A)の割合と、平均繊維数(N)を調べたところ、平均繊維長は20mm、式(1)で定義される臨界単糸数は120であり、強化繊維束(A)について、ランダムマット基材の繊維全量に対する割合は86%、強化繊維束(A)中の平均繊維数(N)は900であった。
【0070】
[参考例3]
ガラス繊維(日本電気硝子社製:EX−2500(平均繊維径15μm、繊維幅9mm)を長さ50mmにカットし、ガラス繊維の供給量を412g/minでテーパー管内に導入し、テーパー管内で空気をガラス繊維に吹き付けて繊維束を部分的に開繊しつつ、テーパー管出口の下部に設置したテーブル上に散布した。またマトリックス樹脂として、平均粒径が約710μmに冷凍粉砕したPC樹脂(帝人化成製のポリカーボネート:パンライトL−1225L)を791g/分でテーパー管内に供給し、ガラス繊維と同時に散布することで、平均繊維長50mmのガラス繊維とPCが混合された、ガラス繊維の目付が300g/m2のランダムマット基材を得た。ランダムマット基材における強化繊維の形態を観察したところ、強化繊維の繊維軸は面とほぼ並行にあり、面内においては無作為に分散されていた。ガラス繊維100重量部に対して、PC樹脂の割合は、192重量部であった。得られたランダムマット基材の平均繊維長(La)及び強化繊維束(A)の割合と、平均繊維数(N)を調べたところ、平均繊維長(La)は50mm、式(1)で定義される臨界単糸数は40であり、強化繊維束(A)について、ランダムマット基材の繊維全量に対する割合は68%、強化繊維束(A)中の平均繊維数(N)は60であった。
【0071】
[参考例4]
炭素繊維(東邦テナックス社製:テナックスSTS40−24KS(繊維径7μm、繊維幅10mm))を20mm幅に開繊しながら、繊維長10mmにカットし、炭素繊維の供給量を301g/分でテーパー管内に導入し、テーパー管内では空気を炭素繊維に吹き付けず、テーパー管出口の下部に設置したテーブル上に散布した。またマトリックス樹脂として、2mmにドライカットしたPA66繊維(旭化成せんい製ポリアミド66繊維:T5ナイロン、繊度1400dtex)を430g/分でテーパー管内に供給し、炭素繊維と同時に散布することで、平均繊維長10mmの炭素繊維とPA66が混合された、炭素繊維の目付が317g/m2のランダムマット基材を得た。ランダムマット基材における強化繊維の形態を観察したところ、強化繊維の繊維軸は面とほぼ並行にあり、面内においては無作為に分散されていた。炭素繊維100重量部に対して、PA66の割合は、143重量部であった。得られたランダムマット基材の平均繊維長(La)及び強化繊維束(A)の割合と、平均繊維数(N)を調べたところ、平均繊維長(La)は10mm、式(1)で定義される臨界単糸数は86であり、強化繊維束(A)について、ランダムマット基材の繊維全量に対する割合は100%、強化繊維束(A)中の平均繊維数(N)は24000であった。
【0072】
[参考例5]
炭素繊維のカット長を0.9mmにした以外は参考例1と同様の操作を行い、平均繊維長0.9mmの炭素繊維とPA66が混合された、炭素繊維の目付が317g/m2のランダムマット基材を得た。ランダムマット基材における強化繊維の形態を観察したところ、強化繊維の繊維軸は面とほぼ並行にあり、面内においては無作為に分散されていた。得られたランダムマット基材の平均繊維長(La)及び強化繊維束(A)の割合と、平均繊維数(N)を調べたところ、平均繊維長(La)は0.9mm、式(1)で定義される臨界単糸数は86であり、強化繊維束(A)について、ランダムマット基材の繊維全量に対する割合は35%、強化繊維束(A)中の平均繊維数(N)は240であった。
【0073】
[参考例6]
テーパー管内への炭素繊維の供給量を22g/分、PA66繊維の供給量を31g/分とした以外は参考例1と同様の操作を行い、平均繊維長10mmの炭素繊維とPA66が混合された、炭素繊維の目付が23g/m2のランダムマット基材を得た。ランダムマット基材における強化繊維の形態を観察したところ、強化繊維の繊維軸は面とほぼ並行にあり、面内においては無作為に分散されていた。炭素繊維100重量部に対して、PA66の割合は、143重量部であった。得られたランダムマット基材の平均繊維長(La)及び強化繊維束(A)の割合と、平均繊維数(N)を調べたところ、平均繊維長(La)は10mm、式(1)で定義される臨界単糸数は86であり、強化繊維束(A)について、マットの繊維全量に対する割合は35%、強化繊維束(A)中の平均繊維数(N)は240であった。このランダムマット基材は炭素繊維の目付が小さすぎるために脆弱であり、少し乱暴に取り扱うとちぎれる傾向にあった。
参考例1〜6で作製したランダムマット基材を川崎油工製の500t油圧式プレス機を用いて含浸、成形した。成形用金型は図1、2に示す金型を用いた。
【0074】
【表1】
【0075】
[実施例1]
参考例1で作製したランダムマット基材を、ヒーターを組み込んだベルトコンベアーで280℃に加温しながら熱ローラーを通し、炭素繊維にPA66を約99%含浸させ、炭素繊維の目付が317g/m2のプリプレグを得た。また炭素繊維100重量部に対して、PA66の割合は、143重量部であった。
次に、図3、図4に示す掴み上げ部を持つ搬送ロボットを用いて、PA66が炭素繊維に含浸した加温状態のプリプレグを3枚重ねた後に、金型温度を120℃に設定した図1の金型の水平部にチャージ率80%となるようにランダムマット基材を置き、川崎油工製プレス機を用いて10MPaの圧力で40秒間コールドプレスした。搬送ロボットが加温されたランダムマット基材を金型に移す時間は約3秒であった。搬送前のプリプレグの重量は58.0g、搬送後は58.0gであった。
得られた成形体の厚みは1.5mmで炭素繊維の体積分率は30%であった。成形体の外観にドライな部位はなく良好(○)で、欠けや不良はなく、成形性も良好であった(○)。結果を表2に示す。
【0076】
[実施例2]
参考例1で作製したランダムマット基材を、含浸用の平板金型をセットした川崎油工製プレス機を用いて280℃、3MPaで5分間ホットプレスした後、50℃まで冷却して、樹脂含浸度99%、炭素繊維の目付は317g/m2のプリプレグを得た。炭素繊維100重量部に対して、PA66樹脂の割合は、143重量部であった。
次に、得られたプリプレグをNGKキルンテック製のIR(赤外線)オーブンを用いて280℃にIR加熱したものを3枚重ね、実施例1と同じ搬送ロボットを用いて金型温度を120℃に設定した図1の金型の水平部に、チャージ率80%となる様に配置して10MPaの圧力で40秒間コールドプレスした。搬送前のプリプレグの重量は58.0g、搬送後は58.0gであった。
得られた成形体の厚みは1.5mmで繊維体積分率は30%であった。成形体の外観にドライな部位はなく良好(○)で、欠けや不良はなく、成形性も良好であった(○)。結果を表2に示す。
【0077】
[実施例3]
参考例2で作製したランダムマット基材を、ヒーターを組み込んだベルトコンベアーで210℃に加温しながら熱ローラーを通し、炭素繊維にPPを約99%含浸させ、炭素繊維の目付が1056g/m2のプリプレグを得た。炭素繊維100重量部に対して、PPの割合は、207重量部であった。次に、図5、図6に示す表面がフッ素樹脂製のすくい部と、このすくい部に連結され高速に稼動するシリンダー部を有する搬送装置を用いて、PPが炭素繊維に含浸した加温状態のプリプレグをすくい上げて、金型温度を100℃に設定した図1の金型の水平部にチャージ率60%となるようにランダムマット基材を置き、川崎油工製プレス機を用いて10MPaの圧力で30秒間コールドプレスした。搬送装置が加温されたプリプレグを金型に移す時間は約6秒であった。搬送前のプリプレグの重量は97.1g、搬送後は97.0gであった。
得られた成形体の厚みは3.0mmで炭素繊維の体積分率は20%であった。成形体の外観にドライな部位はなく良好(○)で、欠けや不良はなく、成形性も良好であった(○)。結果を表2に示す。
【0078】
[実施例4]
参考例3で作製したランダムマット基材を、ヒーターを組み込んだベルトコンベアーで280℃に加温しながら熱ローラーを通し、ガラス繊維にPCを約99%含浸させ、ガラス繊維の目付が300g/m2のプリプレグを得た。ガラス繊維100重量部に対して、PCの割合は、192重量部であった次に、ベルトコンベアーの端部から加温したプリプレグを中空パイプに移し、PCがガラス繊維に含浸した加温状態のプリプレグ3枚を130℃に金型温度を設定した図1の金型の水平部にチャージ率80%となるように加圧空気で圧送し、川崎油工製プレス機を用いて10MPaの圧力で45秒間コールドプレスした。図7、図8に示す圧送装置が加温されたプリプレグを金型に移す時間は約4秒であった。搬送前のランダムマット基材の重量は65.7g、搬送後は65.6gであった。
得られた成形体の厚みは1.5mmでガラス繊維の体積分率は20%であった。成形体の外観にドライな部位はなく良好(○)で、欠けや不良はなく、成形性も良好であった(○)。結果を表2に示す。
【0079】
[実施例5]
参考例1で作製したランダムマット基材を、含浸用の平板金型をセットした川崎油工製プレス機を用いて280℃、3MPaで5分間ホットプレスした後、50℃まで冷却して、樹脂含浸度99%、炭素繊維の目付が314g/m2のプリプレグを得た。炭素繊維100重量部に対して、PA66の割合は、143重量部であった。
次に、得られたプリプレグ3枚を大同製の過熱水蒸気加熱炉の中に投入して、280℃に加熱したものを、ヒーターもしくは熱媒ジャケットを装備した振動搬送機に投入し、金型温度を120℃に設定した図1の金型の水平部に、チャージ率80%となる様にフィードし、配置して10MPaの圧力で40秒間コールドプレスした。図9、図10に示す、振動搬送機が加温されたプリプレグを金型に移す時間は約5秒であった。搬送前のプリプレグの重量は58.0g、搬送後は57.9gであった。
得られた成形体の厚みは1.5mmで炭素繊維の体積分率は30%であった。成形体の外観にドライな部位はなく良好(○)で、欠けや不良はなく、成形性も良好であった(○)。結果を表2に示す。
【0080】
[実施例6]
参考例1で作製したランダムマット基材を、含浸用の平板金型をセットした川崎油工製プレス機を用いて280℃、3MPaで5分間ホットプレスした後、50℃まで冷却して、樹脂含浸度99%、炭素繊維の目付が317g/m2のプリプレグを得た。炭素繊維100重量部に対して、PA66の割合は、143重量部であった。次に、得られたプリプレグ3枚をIHヒーターの中に投入して、280℃に加熱したものを、ヒーターもしくは熱媒ジャケットを装備した振動搬送機に投入し、金型温度を120℃に設定した図1の金型の水平部に、チャージ率80%となる様にフィードし、配置して10MPaの圧力で40秒間コールドプレスした。振動搬送機が加温されたプリプレグを金型に移す時間は約5秒であった。搬送前のプリプレグの重量は58.0g、搬送後は58.0gであった。
得られた成形体の厚みは1.5mmで炭素繊維の体積分率は30%であった。成形体の外観にドライな部位はなく良好(○)で、欠けや不良はなく、成形性も良好であった(○)。結果を表2に示す。
【0081】
[比較例1]
PA66が炭素繊維に含浸した加温状態のプリプレグを金型に移す時間を16秒とする以外は実施例1と同様の処理を行い、成形体を得た。
得られた成形体の厚みは1.7mmとやや厚めであった。炭素繊維の体積分率は30%であった。成形体の表面にはドライな部分が多少見られ、外観はもうひとつであった(△)。成形体の端部には多少欠けが見られ、成形性もいまひとつであった(△)。結果を表2に示す。
【0082】
[比較例2]
PPが炭素繊維に含浸した加温状態のプリプレグを金型に移す時間を30秒とする以外は実施例3と同様の処理を行い、成形体を得た。
得られた成形体の厚みは3.4mmとやや厚めであった。炭素繊維の体積分率は20%であった。成形体の表面にはドライな部分が多く見られた(×)。また、成形体の端部には欠けが見られ、成形性は悪かった(×)。結果を表2に示す。
【0083】
[比較例3]
参考例4で作製したランダムマット基材を、実施例1と同様の条件で処理して成形体を得た。搬送ロボットが加温されたプリプレグを金型に移す時間は約3秒であった。得られた成形体の厚みは1.5mmで炭素繊維の体積分率は30%であった。成形体の外観にドライな部分が多少見られ、外観はもうひとつであった(△)。成形体の端部には欠けが見られ、成形性は悪かった(×)。結果を表2に示す。
【0084】
[比較例4]
参考例5で作製したランダムマット基材を、実施例1と同様の条件で処理して成形体を得た。搬送ロボットが加温されたプリプレグを金型に移す時間は約3秒であった。加温されたプリプレグが軟らかすぎたため搬送途中に一部が脱落し、搬送前のプリプレグ重量58.0gに対し、搬送後は50.5gであった。得られた成形体の厚みは1.3mmで、1.5mmの予定に対して寸法安定性に劣った。結果を表2に示す。
【0085】
[比較例5]
参考例6で作製したランダムマット基材を、実施例1と同様の条件で処理しようとしたが、加温されたプリプレグの搬送途中の脱落が多く、成形には至らなかった。結果を表2に示す。
【0086】
【表2】
【符号の説明】
【0087】
1 ランダムマット基材又はプリプレグ
2 型締機
3 温度確保のための部分的な覆い
4 掴み部
5 ヘラ部
6 フッ素樹脂製のすくい部
7 空気入口
8 圧送用ブロワ―
9 保温機
10 加熱ヒーター
11 ダクト
12 出口開口部
13 振動フィーダー
14 フレキブルダクト
15 基材出口開口部
16 トラフ
【特許請求の範囲】
【請求項1】
平均繊維長5〜100mmの強化繊維と熱可塑性樹脂を含み、強化繊維の目付が25〜3000g/m2であるランダムマット基材を、以下の工程1および工程2を含んで、工程3により成形する成形体の製造方法であって、下記(1)で定義される臨界単糸数以上で構成される強化繊維束(A)の強化繊維全量に対する割合が20Vol%以上99Vol%以下であり、工程2における搬送に要する時間を15秒以下とする成形体の製造方法。
工程1.基材を、熱可塑性樹脂樹の軟化温度以上に加熱する工程
工程2.加熱した基材を金型内に搬送する工程
工程3.金型温度を熱可塑性樹脂の軟化温度未満に調節し、基材を成形する工程
臨界単糸数=600/D (1)
(ここでDは強化繊維の平均繊維径(μm)である)
【請求項2】
強化繊維束(A)中の平均繊維数(N)が下記式(2)を満たす請求項1に記載の成形体の製造方法。
0.7×104/D2<N<1×105/D2 (2)
【請求項3】
前記強化繊維が、炭素繊維、ガラス繊維、およびアラミド繊維からなる群から選ばれる少なくとも1種である請求項1または2に記載の成形体の製造方法。
【請求項4】
工程2における加熱したランダムマット基材の搬送手段が、掴み上げ方式、すくい上げ方式、圧送方式、および振動フィード方式からなる群より選ばれる少なくとも1種である請求項1〜3のいずれかに記載の成形体の製造方法。
【請求項5】
工程3における基材の成形方法が、コールドプレス成形である請求項1〜4のいずれかに記載の成形体の製造方法。
【請求項6】
工程2の前後における基材の温度低下を30℃以下とする、請求項1〜5のいずれかに記載の成形体の製造方法。
【請求項1】
平均繊維長5〜100mmの強化繊維と熱可塑性樹脂を含み、強化繊維の目付が25〜3000g/m2であるランダムマット基材を、以下の工程1および工程2を含んで、工程3により成形する成形体の製造方法であって、下記(1)で定義される臨界単糸数以上で構成される強化繊維束(A)の強化繊維全量に対する割合が20Vol%以上99Vol%以下であり、工程2における搬送に要する時間を15秒以下とする成形体の製造方法。
工程1.基材を、熱可塑性樹脂樹の軟化温度以上に加熱する工程
工程2.加熱した基材を金型内に搬送する工程
工程3.金型温度を熱可塑性樹脂の軟化温度未満に調節し、基材を成形する工程
臨界単糸数=600/D (1)
(ここでDは強化繊維の平均繊維径(μm)である)
【請求項2】
強化繊維束(A)中の平均繊維数(N)が下記式(2)を満たす請求項1に記載の成形体の製造方法。
0.7×104/D2<N<1×105/D2 (2)
【請求項3】
前記強化繊維が、炭素繊維、ガラス繊維、およびアラミド繊維からなる群から選ばれる少なくとも1種である請求項1または2に記載の成形体の製造方法。
【請求項4】
工程2における加熱したランダムマット基材の搬送手段が、掴み上げ方式、すくい上げ方式、圧送方式、および振動フィード方式からなる群より選ばれる少なくとも1種である請求項1〜3のいずれかに記載の成形体の製造方法。
【請求項5】
工程3における基材の成形方法が、コールドプレス成形である請求項1〜4のいずれかに記載の成形体の製造方法。
【請求項6】
工程2の前後における基材の温度低下を30℃以下とする、請求項1〜5のいずれかに記載の成形体の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図9】

【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−49150(P2013−49150A)
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願番号】特願2011−187244(P2011−187244)
【出願日】平成23年8月30日(2011.8.30)
【出願人】(000003001)帝人株式会社 (1,209)
【Fターム(参考)】
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願日】平成23年8月30日(2011.8.30)
【出願人】(000003001)帝人株式会社 (1,209)
【Fターム(参考)】
[ Back to top ]