
リアクトル及びその製造方法
【課題】金型内におけるコア材の位置決めが簡単で、複数のコア材及びスペーサをモールドした樹脂内に正確に配置することのできるリアクトル及びその製造方法を提供する。
【解決手段】ヨーク部側コア材2を、樹脂3内部にモールドすることにより、左右の脚部とそれを繋ぐヨーク部から成る分割コア11,12を形成する。分割コアの左右の脚部は、ヨーク部側コア材の端面の外周から伸びる筒形のコア装着部41,42が一体に形成する。左右の脚部に形成した筒形のコア装着部内に、I字形の脚部側コア材51〜53とスペーサ6を装着する。樹脂3内部にモールドしたヨーク部側コア材の端面と脚部側コア材の端面を、スペーサ6を挟んで配置する。2つの分割コア11,12をその脚部を突き合わせて一体化して環状のモールドコア1を形成し、このモールドコア1にコイル100を巻回する。
【解決手段】ヨーク部側コア材2を、樹脂3内部にモールドすることにより、左右の脚部とそれを繋ぐヨーク部から成る分割コア11,12を形成する。分割コアの左右の脚部は、ヨーク部側コア材の端面の外周から伸びる筒形のコア装着部41,42が一体に形成する。左右の脚部に形成した筒形のコア装着部内に、I字形の脚部側コア材51〜53とスペーサ6を装着する。樹脂3内部にモールドしたヨーク部側コア材の端面と脚部側コア材の端面を、スペーサ6を挟んで配置する。2つの分割コア11,12をその脚部を突き合わせて一体化して環状のモールドコア1を形成し、このモールドコア1にコイル100を巻回する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、電気自動車やハイブリッド車などの車両に使用されるリアクトル及びその製造方法に関する。
【背景技術】
【0002】
従来から、車載用のリアクトルとして、インダクタンスの低下を防止する目的で、複数のコア材間に所定の幅を有する磁気的なギャップを持たせたものが知られている。この種のリアクトルでは、各コア材間のギャップ部分にセラミックス等のスペーサを挟みこみ、隣り合うコア材とスペーサとを接着剤を用いて接着し、一体化したコアを使用している。
【0003】
このようにして形成されたコアに対してコイルを巻回することでリアクトルが構成される。この場合、コアとコイルの絶縁には、樹脂製のボビン又はコア全体を樹脂でモールドするモールドコアが使用される。特に、車載用のリアクトルとしては、耐震性、耐候性を考慮して、下記の特許文献に示すように、モールドコアが使用されることが多い。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−78219号公報
【特許文献2】特開2010−267932号公報
【特許文献3】特開2010−238798号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ギャップ付きのコアは複数のコア材とスペーサとから構成されるため、この種のモールドコアを製造する場合、樹脂成形用の金型内に複数のコア材とスペーサをセットして、金型内に樹脂を充填する。しかし、複数のコア材とスペーサを金型内に正確に位置決めすることは困難であり、コア材間の位置ずれが生じたり、それを防止するために金型の形状が複雑になる問題がある。
【0006】
コア材間の位置ずれを防止するため、予め各コア材とスペーサを接着剤で固定してから金型内にセットし、樹脂を充填することも行われている。しかし、この方法では、コア材とスペーサの接着工程が必要となり、製造工程が複雑化する。
【0007】
このように、従来技術では、モールドコア内における各コア材とスペーサとの正確な位置決めが難しく、その製造が困難であるとか、製造されたモールドコアが設計通りの性能を発揮できないといった問題があった。
【0008】
本発明は、前記のような従来技術の問題点を解決するために提案されたものである。すなわち、本発明は、金型内におけるコア材の位置決めが簡単で、複数のコア材及びスペーサをモールドした樹脂内に正確に配置することのできるリアクトル及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明のリアクトルは、次のような特徴を有する。
(1)ヨーク部側コア材を、樹脂内部にモールドすることにより、左右の脚部とそれを繋ぐヨーク部から成るU字形またはJ字形の分割コアを形成する。
(2)この分割コアの左右の脚部には、樹脂内部にモールドされているヨーク部側コア材の左右の端面がそれぞれ露出している。
(3)この分割コアの左右の脚部は、前記ヨーク部側コア材の外周にモールドされている樹脂によって一体に形成され、且つ、前記ヨーク部側コア材の端面の外周から伸びる筒形のコア装着部を備えている。
(4)左右の脚部に形成された筒形のコア装着部内には、I字形の脚部側コア材とスペーサとが装着され、樹脂内部にモールドされているヨーク部側コア材の端面と脚部側コア材の端面とがスペーサを挟んで配置されている。
(5)前記のように構成された分割コアを2つ用意し、2つの分割コアをそのコア装着部の端部同士を突き合わせて一体化して環状のコアを形成し、この環状のコアにコイルを巻回する。
【0010】
前記のような構成を有するリアクトルを、前記のような工程で製造する方法も、本発明の一態様である。
【発明の効果】
【0011】
本発明によれば、次のような効果が発揮される。
(1)金型内にコア材をセットするのに先立って複数のコア材を接着しておく必要がなく、また、金型内にセットするコア材の数が少なくいため、金型内におけるコア材の位置決めを容易且つ正確に行える。
(2)分割コアに後から装着されるコア材は、予めモールドされたコア材と一体に形成された樹脂製の装着部によって位置規制されるから、各コア材間の位置ずれの恐れがない。その結果、複数のコア材とスペーサとからなるモールドコアを容易に製造することができる。
(3)各コア材間及び各コア材とスペーサの位置を高い精度で確保できるので、リアクトルの性能を設計通り発揮できる。
【図面の簡単な説明】
【0012】
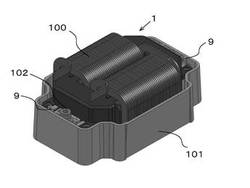
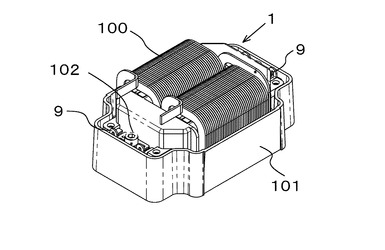
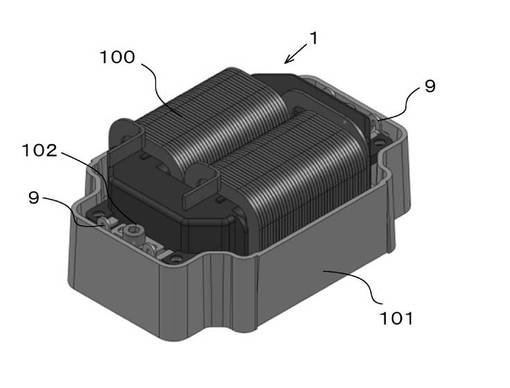
【図1】第1実施形態の組立状態の斜視図。
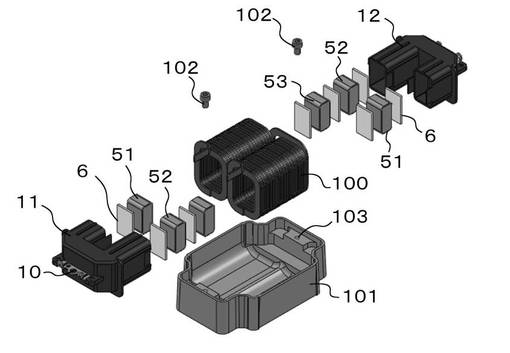
【図2】第1実施形態の分解斜視図。
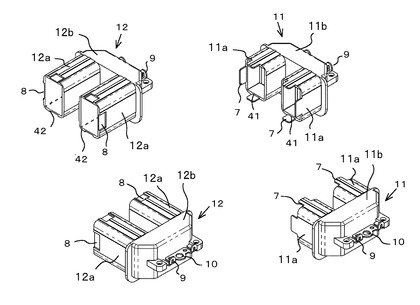
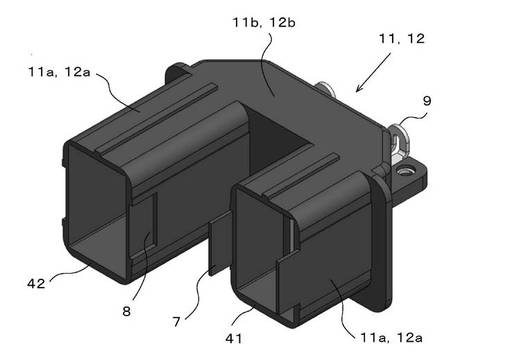
【図3】第1実施例における分割コアの斜視図。
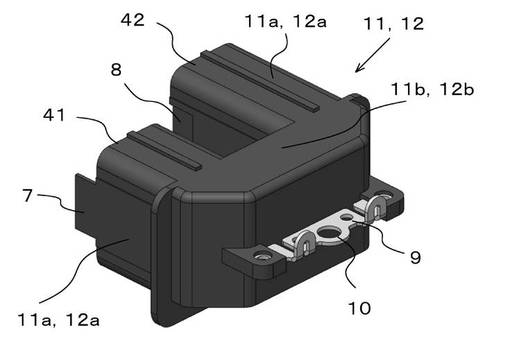
【図4】図3の分割コアを他の方向から斜視図。
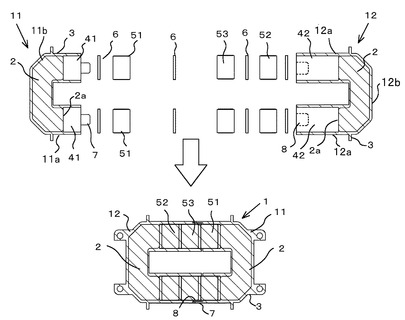
【図5】第1実施形態のモールドコアの製造方法を示す断面図。
【図6】第2実施形態の組立状態の斜視図。
【図7】第2実施形態の分解斜視図。
【図8】第2実施例における各分割コアを異なる方向から見た斜視図。
【図9】第2実施形態のモールドコアの製造方法を示す断面図。
【発明を実施するための形態】
【0013】
1.第1実施形態
(構成)
図1及び図2に示すとおり、本実施形態のリアクトルは、モールドコア1と、このモールドコア1に巻回されたコイル100と、モールドコア1及びコイル100を収納するケース101とから構成される。モールドコア1は、2つのJ字形をした分割コア11,12を突き合わせて一体化して環状としたものである。すなわち、分割コア11,12は上下対称形の部材であって、一方の分割コア12を上下に反転させた後、反転させていない他方の分割コア11と組み合わせることで、環状のモールドコア1が作製できる。
【0014】
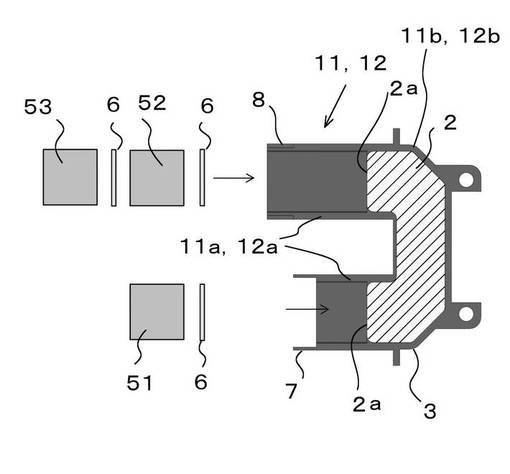
各分割コア11,12は、左右の脚部11a,12aとそれを繋ぐヨーク部11b,12bから成り、図5に示すように、U字形のヨーク部側コア材2を樹脂3内部にモールドすることにより形成されている。分割コア11,12の左右の脚部11a,12aには、樹脂3の内部にモールドされているヨーク部側コア材2の左右の端面2aがそれぞれ露出している。
【0015】
分割コア11,12の左右の脚部11a,12aには、前記ヨーク部側コア材2の端面の外周から伸びる筒形のコア装着部41,42が、前記ヨーク部側コア材2の外周にモールドされている樹脂3によって、一体に形成されている。この筒形のコア装着部41,42内には、I字形の脚部側コア材51,52,53とスペーサ6とが装着され、樹脂内部にモールドされているヨーク部側コア材2の端面2aと脚部側コア材51,52の端面とがスペーサ6を挟んで配置されている。
【0016】
本実施形態では、分割コア11,12がそれぞれJ字形をしているため、筒形のコア装着部41,42の長さも異なっている。すなわち、短い方のコア装着部41には、1つの脚部側コア材51が装着され、長い方のコア装着部42には、2つの脚部側コア材52,53が装着されている。
【0017】
コア装着部41,42の先端には、2つの分割コア11,12を突き合わせた場合に、両者の位置決めを行う係止部材が設けられている。すなわち、短い方のコア装着部41の内側と外側の縁には、他の分割コア側に突出する舌片7が設けられ、長い方のコア装着部42には、他の分割コアに設けられた舌片7が入り込む凹部8が設けられている。
【0018】
分割コア11,12のヨーク部側の部分には、コイル100を巻回したモールドコア1をケース101に固定するための固定金具9が一体に設けられている。この固定金具9の基部は、分割コア11,12を構成する樹脂3内部にヨーク部側コア材2と共にモールドされている。固定金具9にはボルト孔10が開口しており、このボルト孔10内に別途用意したボルト102を挿入し、そのボルト102の先端をケース101に設けたネジ穴103にねじ込むことにより、モールドコア1はケース101に固定されている。
【0019】
(作用)
本実施形態のリアクトルは、前記のような構成を有するものであって、このリアクトルを製造する方法は、次の通りである。
(1)金型内に、U字形をしたヨーク部側コア材2と固定金具9をセットし、金型内に樹脂3を充填して固化することで、分割コア11,12を作製する。
【0020】
(2)作製された分割コア11,12を金型から取り出して、各分割コア11,12のコア装着部41,42内にスペーサ6とI字形の脚部側コア材51〜53を挿入する。この場合、各コア材とスペーサとは、接着剤によって接合しても良いし、単にコア装着部41,42内にスペーサ6と脚部側コア材51〜53をはめ込んでも良い。
【0021】
(3)コア材とスペーサを装着した分割コア11,12の2つの脚部11a,12aをコイル100の内側に挿入しながら、脚部11a,12aの端部を突き合わせて環状のモールドコア1を形成する。この場合、各脚部11a,12aの端部に形成した舌片7と凹部8とを嵌め合わせることで、2つの分割コア11,12の位置決めを行う。
【0022】
(4)コイル100を装着した環状のモールドコア1をケース101内に収納し、ボルト102と固定金具9を利用してモールドコア1とケース101を固定する。
【0023】
(効果)
本実施形態のリアクトル及びその製造方法は、次のような効果を奏する。
(1)樹脂3内にモールドするコア材はヨーク部側コア材2だけであるため、複数のコア材を同時にモールドする従来技術に比較して、金型内におけるヨーク部側コア材2の位置決めが容易かつ正確に行える。
【0024】
(2)脚部側コア材51,52,53及びスペーサ6は、樹脂3に形成された筒状のコア装着部41,42に案内されて、樹脂3内にモールドされたヨーク部側コア材2と位置決めされるので、各コア材及びスペーサを正確に位置決めできる。
【0025】
(3)脚部側コア材及びスペーサは、樹脂3に形成された筒状のコア装着部41,42によって周囲から保持されているので、接着剤を使用しなくても、各コア材とスペーサとの接触状態を確保でき、組み立て作業が簡便化する。
【0026】
(4)脚部側コア材及びスペーサは、樹脂3に形成された筒状のコア装着部41,42によって被覆されているので、コイル100とコア材との絶縁を確実に行うことができる。
【0027】
(5)2つの分割コア11,12は、両端の固定金具9をケース101にボルト締めすることで固定されるため、分割コアの接合部分に、両者の接合状態を保持するような他の部材が不要である。特に、2つのコアが離れないように接合部分に係止部材を設けたり、接合部分の周囲を樹脂やコイルボビンで固定する必要が無く、リアクトルの構成を簡略化できる。
【0028】
2.第2実施形態
図6から図9は、本発明の第2実施形態を示すものである。本実施形態は、2つの分割コア11,12をともにU字形としたものである。すなわち、本実施形態において、第1の分割コア11は、左右のコア装着部41がその内部に1つの脚部側コア材51が装着されるだけの長さを有する。第2の分割コア12は、左右のコア装着部42がその内部に1つの脚部側コア材52,53が装着されるだけの長さを有する。
【0029】
第1の分割コア11の左右のコア装着部41の先端には、第2の分割コア12側に突出した3つの舌片7が設けられている。第2の分割コア11の左右のコア装着部42の先端には、前記第1の分割コアの舌片7が入り込む3つの凹部8が設けられている。
【0030】
本実施形態の他の構成並びにその製造方法は、前記第1実施形態と同様であるので、その説明は省略する。また、このような構成を有する本実施の形態においても、前記第1実施形態と同様な作用効果が発揮される。
【0031】
ただし、前記第1実施形態は、分割コア11,12をJ字形とすることで、同一形状の2つの分割コア11,12の一方を反転させてから、両者を組み合わせて環状のモールドコア1を作製することができた。一方、本実施形態では、2つの分割コア11,12の形状が異なるので、そのような手法は採用できない。
【0032】
その反面、環状のモールドコア1を作製する場合に、分割コア11,12のいずれかを反転させる必要が無いので、各分割コア11,12の形状を自由に選定できる利点がある。分割コア11,12ごとに、固定金具の形状や位置を変更したり、固定金具以外の部材を樹脂内にモールドすることも可能である。また、分割コア11,12の一方に、コイルの位置決め部材を設けることも可能である。
【0033】
3.他の実施形態
本発明は前記実施形態に限定されるものではなく、以下のような他の実施形態も含有する。
【0034】
(1)突き合わされた2つの分割コア11,12を、一体に固定する手段としては、モールドコアに設けた固定金具とケースとをボルト締めする以外に、他の手段を採用することができる。例えば、ベルト状の締結金具で2つの分割コア11,12を周囲から固定したり、環状のモールドコアとコイルの全体を更に樹脂でモールドしても良い。
【0035】
(2)2つの分割コアの位置決めを行う係止部材は、分割コア11,12のコア装着部以外の箇所に設けることもできる。また、係止部材としては、前記のように単に位置決めを行うための舌片7と凹部8以外に、凹部と係止爪のように互いに係合して、組み合わせた2つの分割コア11,12が外れないようにする構造の部材も使用可能である。一方のコア装着部に舌片と凹部を設け、他方のコア装着部にこれと対応する舌片と凹部を設けることもできる。更に、一方のコア装着部の先端に他方のコア装着部の先端がはまり込む筒状の部材を設けても良い。また、係止部材は、図示のように必ずしもコア装着部に限らず、脚部の他の位置に設けることもできる。
【符号の説明】
【0036】
1…モールドコア
2…ヨーク部側コア材
3…樹脂
41,42…コア装着部
51〜53…脚部側コア材
6…スペーサ
7…舌片
8…凹部
9…固定金具
10…ボルト孔
11,12…分割コア
11a,12a…脚部
11b,12b…ヨーク部
100…コイル
101…ケース
102…ボルト
103…ネジ穴
【技術分野】
【0001】
本発明は、例えば、電気自動車やハイブリッド車などの車両に使用されるリアクトル及びその製造方法に関する。
【背景技術】
【0002】
従来から、車載用のリアクトルとして、インダクタンスの低下を防止する目的で、複数のコア材間に所定の幅を有する磁気的なギャップを持たせたものが知られている。この種のリアクトルでは、各コア材間のギャップ部分にセラミックス等のスペーサを挟みこみ、隣り合うコア材とスペーサとを接着剤を用いて接着し、一体化したコアを使用している。
【0003】
このようにして形成されたコアに対してコイルを巻回することでリアクトルが構成される。この場合、コアとコイルの絶縁には、樹脂製のボビン又はコア全体を樹脂でモールドするモールドコアが使用される。特に、車載用のリアクトルとしては、耐震性、耐候性を考慮して、下記の特許文献に示すように、モールドコアが使用されることが多い。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−78219号公報
【特許文献2】特開2010−267932号公報
【特許文献3】特開2010−238798号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ギャップ付きのコアは複数のコア材とスペーサとから構成されるため、この種のモールドコアを製造する場合、樹脂成形用の金型内に複数のコア材とスペーサをセットして、金型内に樹脂を充填する。しかし、複数のコア材とスペーサを金型内に正確に位置決めすることは困難であり、コア材間の位置ずれが生じたり、それを防止するために金型の形状が複雑になる問題がある。
【0006】
コア材間の位置ずれを防止するため、予め各コア材とスペーサを接着剤で固定してから金型内にセットし、樹脂を充填することも行われている。しかし、この方法では、コア材とスペーサの接着工程が必要となり、製造工程が複雑化する。
【0007】
このように、従来技術では、モールドコア内における各コア材とスペーサとの正確な位置決めが難しく、その製造が困難であるとか、製造されたモールドコアが設計通りの性能を発揮できないといった問題があった。
【0008】
本発明は、前記のような従来技術の問題点を解決するために提案されたものである。すなわち、本発明は、金型内におけるコア材の位置決めが簡単で、複数のコア材及びスペーサをモールドした樹脂内に正確に配置することのできるリアクトル及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明のリアクトルは、次のような特徴を有する。
(1)ヨーク部側コア材を、樹脂内部にモールドすることにより、左右の脚部とそれを繋ぐヨーク部から成るU字形またはJ字形の分割コアを形成する。
(2)この分割コアの左右の脚部には、樹脂内部にモールドされているヨーク部側コア材の左右の端面がそれぞれ露出している。
(3)この分割コアの左右の脚部は、前記ヨーク部側コア材の外周にモールドされている樹脂によって一体に形成され、且つ、前記ヨーク部側コア材の端面の外周から伸びる筒形のコア装着部を備えている。
(4)左右の脚部に形成された筒形のコア装着部内には、I字形の脚部側コア材とスペーサとが装着され、樹脂内部にモールドされているヨーク部側コア材の端面と脚部側コア材の端面とがスペーサを挟んで配置されている。
(5)前記のように構成された分割コアを2つ用意し、2つの分割コアをそのコア装着部の端部同士を突き合わせて一体化して環状のコアを形成し、この環状のコアにコイルを巻回する。
【0010】
前記のような構成を有するリアクトルを、前記のような工程で製造する方法も、本発明の一態様である。
【発明の効果】
【0011】
本発明によれば、次のような効果が発揮される。
(1)金型内にコア材をセットするのに先立って複数のコア材を接着しておく必要がなく、また、金型内にセットするコア材の数が少なくいため、金型内におけるコア材の位置決めを容易且つ正確に行える。
(2)分割コアに後から装着されるコア材は、予めモールドされたコア材と一体に形成された樹脂製の装着部によって位置規制されるから、各コア材間の位置ずれの恐れがない。その結果、複数のコア材とスペーサとからなるモールドコアを容易に製造することができる。
(3)各コア材間及び各コア材とスペーサの位置を高い精度で確保できるので、リアクトルの性能を設計通り発揮できる。
【図面の簡単な説明】
【0012】
【図1】第1実施形態の組立状態の斜視図。
【図2】第1実施形態の分解斜視図。
【図3】第1実施例における分割コアの斜視図。
【図4】図3の分割コアを他の方向から斜視図。
【図5】第1実施形態のモールドコアの製造方法を示す断面図。
【図6】第2実施形態の組立状態の斜視図。
【図7】第2実施形態の分解斜視図。
【図8】第2実施例における各分割コアを異なる方向から見た斜視図。
【図9】第2実施形態のモールドコアの製造方法を示す断面図。
【発明を実施するための形態】
【0013】
1.第1実施形態
(構成)
図1及び図2に示すとおり、本実施形態のリアクトルは、モールドコア1と、このモールドコア1に巻回されたコイル100と、モールドコア1及びコイル100を収納するケース101とから構成される。モールドコア1は、2つのJ字形をした分割コア11,12を突き合わせて一体化して環状としたものである。すなわち、分割コア11,12は上下対称形の部材であって、一方の分割コア12を上下に反転させた後、反転させていない他方の分割コア11と組み合わせることで、環状のモールドコア1が作製できる。
【0014】
各分割コア11,12は、左右の脚部11a,12aとそれを繋ぐヨーク部11b,12bから成り、図5に示すように、U字形のヨーク部側コア材2を樹脂3内部にモールドすることにより形成されている。分割コア11,12の左右の脚部11a,12aには、樹脂3の内部にモールドされているヨーク部側コア材2の左右の端面2aがそれぞれ露出している。
【0015】
分割コア11,12の左右の脚部11a,12aには、前記ヨーク部側コア材2の端面の外周から伸びる筒形のコア装着部41,42が、前記ヨーク部側コア材2の外周にモールドされている樹脂3によって、一体に形成されている。この筒形のコア装着部41,42内には、I字形の脚部側コア材51,52,53とスペーサ6とが装着され、樹脂内部にモールドされているヨーク部側コア材2の端面2aと脚部側コア材51,52の端面とがスペーサ6を挟んで配置されている。
【0016】
本実施形態では、分割コア11,12がそれぞれJ字形をしているため、筒形のコア装着部41,42の長さも異なっている。すなわち、短い方のコア装着部41には、1つの脚部側コア材51が装着され、長い方のコア装着部42には、2つの脚部側コア材52,53が装着されている。
【0017】
コア装着部41,42の先端には、2つの分割コア11,12を突き合わせた場合に、両者の位置決めを行う係止部材が設けられている。すなわち、短い方のコア装着部41の内側と外側の縁には、他の分割コア側に突出する舌片7が設けられ、長い方のコア装着部42には、他の分割コアに設けられた舌片7が入り込む凹部8が設けられている。
【0018】
分割コア11,12のヨーク部側の部分には、コイル100を巻回したモールドコア1をケース101に固定するための固定金具9が一体に設けられている。この固定金具9の基部は、分割コア11,12を構成する樹脂3内部にヨーク部側コア材2と共にモールドされている。固定金具9にはボルト孔10が開口しており、このボルト孔10内に別途用意したボルト102を挿入し、そのボルト102の先端をケース101に設けたネジ穴103にねじ込むことにより、モールドコア1はケース101に固定されている。
【0019】
(作用)
本実施形態のリアクトルは、前記のような構成を有するものであって、このリアクトルを製造する方法は、次の通りである。
(1)金型内に、U字形をしたヨーク部側コア材2と固定金具9をセットし、金型内に樹脂3を充填して固化することで、分割コア11,12を作製する。
【0020】
(2)作製された分割コア11,12を金型から取り出して、各分割コア11,12のコア装着部41,42内にスペーサ6とI字形の脚部側コア材51〜53を挿入する。この場合、各コア材とスペーサとは、接着剤によって接合しても良いし、単にコア装着部41,42内にスペーサ6と脚部側コア材51〜53をはめ込んでも良い。
【0021】
(3)コア材とスペーサを装着した分割コア11,12の2つの脚部11a,12aをコイル100の内側に挿入しながら、脚部11a,12aの端部を突き合わせて環状のモールドコア1を形成する。この場合、各脚部11a,12aの端部に形成した舌片7と凹部8とを嵌め合わせることで、2つの分割コア11,12の位置決めを行う。
【0022】
(4)コイル100を装着した環状のモールドコア1をケース101内に収納し、ボルト102と固定金具9を利用してモールドコア1とケース101を固定する。
【0023】
(効果)
本実施形態のリアクトル及びその製造方法は、次のような効果を奏する。
(1)樹脂3内にモールドするコア材はヨーク部側コア材2だけであるため、複数のコア材を同時にモールドする従来技術に比較して、金型内におけるヨーク部側コア材2の位置決めが容易かつ正確に行える。
【0024】
(2)脚部側コア材51,52,53及びスペーサ6は、樹脂3に形成された筒状のコア装着部41,42に案内されて、樹脂3内にモールドされたヨーク部側コア材2と位置決めされるので、各コア材及びスペーサを正確に位置決めできる。
【0025】
(3)脚部側コア材及びスペーサは、樹脂3に形成された筒状のコア装着部41,42によって周囲から保持されているので、接着剤を使用しなくても、各コア材とスペーサとの接触状態を確保でき、組み立て作業が簡便化する。
【0026】
(4)脚部側コア材及びスペーサは、樹脂3に形成された筒状のコア装着部41,42によって被覆されているので、コイル100とコア材との絶縁を確実に行うことができる。
【0027】
(5)2つの分割コア11,12は、両端の固定金具9をケース101にボルト締めすることで固定されるため、分割コアの接合部分に、両者の接合状態を保持するような他の部材が不要である。特に、2つのコアが離れないように接合部分に係止部材を設けたり、接合部分の周囲を樹脂やコイルボビンで固定する必要が無く、リアクトルの構成を簡略化できる。
【0028】
2.第2実施形態
図6から図9は、本発明の第2実施形態を示すものである。本実施形態は、2つの分割コア11,12をともにU字形としたものである。すなわち、本実施形態において、第1の分割コア11は、左右のコア装着部41がその内部に1つの脚部側コア材51が装着されるだけの長さを有する。第2の分割コア12は、左右のコア装着部42がその内部に1つの脚部側コア材52,53が装着されるだけの長さを有する。
【0029】
第1の分割コア11の左右のコア装着部41の先端には、第2の分割コア12側に突出した3つの舌片7が設けられている。第2の分割コア11の左右のコア装着部42の先端には、前記第1の分割コアの舌片7が入り込む3つの凹部8が設けられている。
【0030】
本実施形態の他の構成並びにその製造方法は、前記第1実施形態と同様であるので、その説明は省略する。また、このような構成を有する本実施の形態においても、前記第1実施形態と同様な作用効果が発揮される。
【0031】
ただし、前記第1実施形態は、分割コア11,12をJ字形とすることで、同一形状の2つの分割コア11,12の一方を反転させてから、両者を組み合わせて環状のモールドコア1を作製することができた。一方、本実施形態では、2つの分割コア11,12の形状が異なるので、そのような手法は採用できない。
【0032】
その反面、環状のモールドコア1を作製する場合に、分割コア11,12のいずれかを反転させる必要が無いので、各分割コア11,12の形状を自由に選定できる利点がある。分割コア11,12ごとに、固定金具の形状や位置を変更したり、固定金具以外の部材を樹脂内にモールドすることも可能である。また、分割コア11,12の一方に、コイルの位置決め部材を設けることも可能である。
【0033】
3.他の実施形態
本発明は前記実施形態に限定されるものではなく、以下のような他の実施形態も含有する。
【0034】
(1)突き合わされた2つの分割コア11,12を、一体に固定する手段としては、モールドコアに設けた固定金具とケースとをボルト締めする以外に、他の手段を採用することができる。例えば、ベルト状の締結金具で2つの分割コア11,12を周囲から固定したり、環状のモールドコアとコイルの全体を更に樹脂でモールドしても良い。
【0035】
(2)2つの分割コアの位置決めを行う係止部材は、分割コア11,12のコア装着部以外の箇所に設けることもできる。また、係止部材としては、前記のように単に位置決めを行うための舌片7と凹部8以外に、凹部と係止爪のように互いに係合して、組み合わせた2つの分割コア11,12が外れないようにする構造の部材も使用可能である。一方のコア装着部に舌片と凹部を設け、他方のコア装着部にこれと対応する舌片と凹部を設けることもできる。更に、一方のコア装着部の先端に他方のコア装着部の先端がはまり込む筒状の部材を設けても良い。また、係止部材は、図示のように必ずしもコア装着部に限らず、脚部の他の位置に設けることもできる。
【符号の説明】
【0036】
1…モールドコア
2…ヨーク部側コア材
3…樹脂
41,42…コア装着部
51〜53…脚部側コア材
6…スペーサ
7…舌片
8…凹部
9…固定金具
10…ボルト孔
11,12…分割コア
11a,12a…脚部
11b,12b…ヨーク部
100…コイル
101…ケース
102…ボルト
103…ネジ穴
【特許請求の範囲】
【請求項1】
ヨーク部側コア材を樹脂内部にモールドすることにより、左右の脚部とそれを繋ぐヨーク部から成る分割コアが形成され、
この分割コアの左右の脚部には、樹脂内部にモールドされているヨーク部側コア材の左右の端面がそれぞれ露出し、
この分割コアの左右の脚部は、前記ヨーク部側コア材の外周にモールドされている樹脂によって一体に形成され、且つ、前記ヨーク部側コア材の端面の外周から伸びる筒形のコア装着部を備え、
左右の脚部に形成された筒形のコア装着部内には、I字形の脚部側コア材とスペーサが装着され、樹脂内部にモールドされているヨーク部側コア材の端面と脚部側コア材の端面とがスペーサを挟んで配置され、
前記のように構成された2つの分割コアを、そのコア装着部の端部同士を突き合わせて一体化して環状のモールドコアが形成され、この環状のモールドコアにコイルが巻回されていることを特徴とするリアクトル。
【請求項2】
前記2つの分割コアが、同一形状をした2つの分割コアの一方を上下に反転させたものであることを特徴とする請求項1に記載のリアクトル。
【請求項3】
前記分割コアに設けられた脚部に、他の分割コアとの位置決めを行う係止部材が設けられていることを特徴とする請求項1または請求項2に記載のリアクトル。
【請求項4】
前記分割コアの樹脂に、固定金具がモールドされていることを特徴とする請求項1、請求項2または請求項3に記載のリアクトル。
【請求項5】
金型内にU字形のヨーク部側コア材をセットし、この金型内に樹脂を充填して固化することで、樹脂の内部にヨーク部側コア材をモールドすると共に、モールド樹脂におけるヨーク部側コア材の端部に筒形をした一対のコア装着部を形成したJ字形またはU字形の分割コアを作製する工程と、
各分割コアの筒形をしたコア装着部内にスペーサとI字形の脚部側コア材を装着する工程と、
コア材とスペーサを装着した分割コア2つのコア装着部をコイルの内側に挿入しながら、2つの分割コアのコア装着部の端部同士を突き合わせて環状のモールドコアを形成する工程と、
を有することを特徴とするリアクトルの製造方法。
【請求項6】
コイルが巻回された環状のモールドコアをケースに固定する工程を有することを特徴とする請求項5に記載のリアクトルの製造方法。
【請求項7】
前記2つの分割コアが、同一形状をした2つの分割コアの一方を上下に反転させたものであることを特徴とする請求項5または6に記載のリアクトルの製造方法。
【請求項1】
ヨーク部側コア材を樹脂内部にモールドすることにより、左右の脚部とそれを繋ぐヨーク部から成る分割コアが形成され、
この分割コアの左右の脚部には、樹脂内部にモールドされているヨーク部側コア材の左右の端面がそれぞれ露出し、
この分割コアの左右の脚部は、前記ヨーク部側コア材の外周にモールドされている樹脂によって一体に形成され、且つ、前記ヨーク部側コア材の端面の外周から伸びる筒形のコア装着部を備え、
左右の脚部に形成された筒形のコア装着部内には、I字形の脚部側コア材とスペーサが装着され、樹脂内部にモールドされているヨーク部側コア材の端面と脚部側コア材の端面とがスペーサを挟んで配置され、
前記のように構成された2つの分割コアを、そのコア装着部の端部同士を突き合わせて一体化して環状のモールドコアが形成され、この環状のモールドコアにコイルが巻回されていることを特徴とするリアクトル。
【請求項2】
前記2つの分割コアが、同一形状をした2つの分割コアの一方を上下に反転させたものであることを特徴とする請求項1に記載のリアクトル。
【請求項3】
前記分割コアに設けられた脚部に、他の分割コアとの位置決めを行う係止部材が設けられていることを特徴とする請求項1または請求項2に記載のリアクトル。
【請求項4】
前記分割コアの樹脂に、固定金具がモールドされていることを特徴とする請求項1、請求項2または請求項3に記載のリアクトル。
【請求項5】
金型内にU字形のヨーク部側コア材をセットし、この金型内に樹脂を充填して固化することで、樹脂の内部にヨーク部側コア材をモールドすると共に、モールド樹脂におけるヨーク部側コア材の端部に筒形をした一対のコア装着部を形成したJ字形またはU字形の分割コアを作製する工程と、
各分割コアの筒形をしたコア装着部内にスペーサとI字形の脚部側コア材を装着する工程と、
コア材とスペーサを装着した分割コア2つのコア装着部をコイルの内側に挿入しながら、2つの分割コアのコア装着部の端部同士を突き合わせて環状のモールドコアを形成する工程と、
を有することを特徴とするリアクトルの製造方法。
【請求項6】
コイルが巻回された環状のモールドコアをケースに固定する工程を有することを特徴とする請求項5に記載のリアクトルの製造方法。
【請求項7】
前記2つの分割コアが、同一形状をした2つの分割コアの一方を上下に反転させたものであることを特徴とする請求項5または6に記載のリアクトルの製造方法。
【図6】


【図7】

【図8】
【図9】
【図1】
【図2】
【図3】
【図4】
【図5】
【図7】
【図8】
【図9】
【図1】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−98346(P2013−98346A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−239807(P2011−239807)
【出願日】平成23年10月31日(2011.10.31)
【出願人】(390005223)株式会社タムラ製作所 (526)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年10月31日(2011.10.31)
【出願人】(390005223)株式会社タムラ製作所 (526)
[ Back to top ]